Embed Size (px)
Citation preview
INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECÁNICA Y ELECTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
“PROPUESTA PARA IMPLEMENTAR UNA METODOLOGIA
EN EL PROCESO DE UNA AUDITORIA DE CALIDAD DEL
PRODUCTO TERMINADO EN UNA PLANTA AUTOMOTRIZ”
TESIS PROFESIONAL
QUE PARA OBTENER EL TITULO DE:
INGENIERO MECANICO
PRESENTA:
ANDRES PRUDENCIO FRANCO
MEXICO, D.F. 2012
Gracias a mis padres y hermanos por brindarme su amor y
apoyo para el logro de tantas metas en mi vida.
Gracias a mi novia Alejandra por todo su amor, cariño y su
apoyo incondicional.
Gracias al M. en C. Andrés Quintero Miranda y al Ing. Carlos
Hernández Miranda por su apoyo para realizar este trabajo.
1
“PROPUESTA PARA IMPLEMENTAR UNA METODOLOGIA
EN EL PROCESO DE UNA AUDITORIA DE CALIDAD DEL
PRODUCTO TERMINADO EN UNA PLANTA AUTOMOTRIZ”
2
Objetivo.
Desarrollar e implementar una metodología en el proceso de una auditoria de
calidad en una planta automotriz la cual tendrá como propósito ser un canal de
comunicación informando las anormalidades y/o problemas correspondientes a los
diferentes departamentos en tiempo real para que el responsable del área
afectada de una respuesta del porque se generó así como una solución, con el fin
de detectar posibles anormalidades, defectos y/o daños del producto, además de
crear un historial que nos permita conocer e identificarlas para reducir y evitar la
desviación de a unidades a reparación.
3
Justificación.
Dentro de la empresa existe un gran número de desvíos de unidades a reparación
por defectos y/o daños, los cuales afectan a los diferentes departamentos y
principalmente a la calidad del producto, por eso es necesario la implementación
de una metodología para llevar a cabo una auditoria de calidad, con esto se
reducirá el desvió y el retraso de las unidades durante su proceso de producción,
lo que reducirá notablemente el costo de materiales y de reparaciones con lo cual
mejorara la calidad del producto.
4
Índice
Pág.
Tema ….1
Objetivo ….2
Justificación ….3
I.- Marco de referencia
1.1 Antecedentes históricos de la empresa ….7
1.2 Ubicación de la empresa ….9
1.3 Organización ….10
1.3.1 Organización general de la empresa ….10
1.3.2 Organización del departamento de control de calidad ….11
1.3.3 Actividades y responsabilidades ….12
1.3.3.1 Actividades de gerente de pre-entrega y
Supervisor de proceso ….12
1.3.3.2 Actividades de líder de grupo ….13
1.4 Distribución de la empresa ….15
1.5 Distribución del departamento de control de calidad ….23
II.- Conceptos básicos de calidad
2.1 Definición de calidad ….27
2.2 Auditoria de calidad ….32
2.3 Requerimientos ….32
2.4 Conocimientos necesarios para realizar una auditoria ….34
5
III.- Fundamentos básicos o importantes a evaluar
3.1 Categorías a evaluar ….39
3.2 Indicadores internos ….43
IV.- Metodología de una auditoria de calidad
4.1 Factores importantes en el proceso de una auditoria de calidad ….49
4.1.1 Proceso de calidad “Seguridad” ….51
4.1.2 Proceso de calidad “Calidad” ….58
4.1.3 Proceso de calidad “Entrega” ….67
4.2 Propuesta para implementar una metodología en el proceso de una
…...auditoria de calidad del producto terminado en una planta automotriz
4.2.1 Propósito ….72
4.2.2 Departamentos involucrados ….72
4.2.3 Elementos necesarios para implementar la metodología ….73
4.2.4 Formatos y reportes a elaborar ….77
4.2.5 Procedimiento a seguir para realizar la retroalimentación ….85
4.2.6 Beneficios ….88
Conclusión ….94
Glosario ….95
Bibliografía ….99
6
I.- Marco de referencia.
7
1.1 Antecedentes históricos de la empresa.
Esta empresa de ramo automotriz a acompañado a México en su proceso de
desarrollo como Nación desde hace más de ocho décadas, en las que se ha
consolidado en el mercado y en la preferencia de sus clientes.
En estos 86 años se ha enfocado en ofrecer vehículos acordes a las cambiantes
necesidades y gustos de las diferentes generaciones de mexicanos. A través de
una ecuación ideal de valor por su dinero está ofreciendo los mayores avances en
la industria en temas de: innovación, eficiente consumo de combustible, seguridad
y calidad.
La operación de la empresa en México.
Emplea hoy con más de 7,300 personas en todo el país.
Cuenta con 4 plantas y una sede corporativa establecida en Santa Fe, Cd
de México.
Las plantas en México son:
1. La Planta de Estampado y Ensamble en Hermosillo,.
2. Las Plantas de Motores I y II en Chihuahua, la Planta de Motores II en
Chihuahua es la primera planta de motores diesel en Norteamérica
3. La recientemente reinaugurada Planta de Estampado y Ensamble en
Cuautitlán.
En 1962 se inició la construcción del complejo industrial Cuautitlán, el cual incluyó
las plantas de fundición, motores, centro de ingeniería de producto, laboratorios de
control de calidad y una pista de pruebas.
Esta empresa es una de las compañías manufactureras más importantes del
mundo, tanto en capital, como en personal y capacidad productiva
8
Misión.
Esta empresa es líder mundial en productos y servicios automotrices, y
financieros. Su Misión es mejorar continuamente los productos y servicios a fin de
satisfacer las necesidades de sus clientes, lo que permite prosperar como negocio
y proporcionar utilidades razonables a los accionistas quienes son propietarios del
negocio.
Visión.
Una buena compañía ofrece excelentes productos y servicios, una gran empresa
además, se preocupa por hacer nuestro mundo un mejor lugar donde vivir.
9
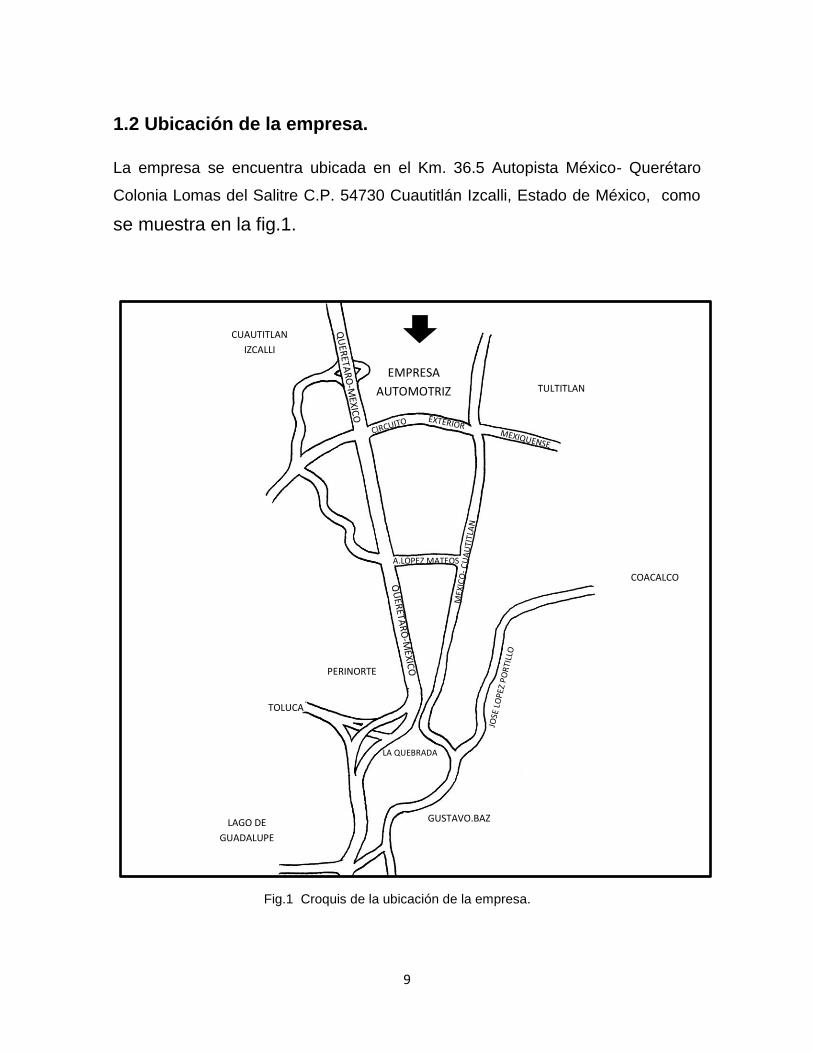
1.2 Ubicación de la empresa.
La empresa se encuentra ubicada en el Km. 36.5 Autopista México- Querétaro
Colonia Lomas del Salitre C.P. 54730 Cuautitlán Izcalli, Estado de México, como
se muestra en la fig.1.
Fig.1 Croquis de la ubicación de la empresa.
LAGO DE
GUADALUPE
GUSTAVO.BAZ
LA QUEBRADA
TOLUCA
CUAUTITLAN
IZCALLI
TULTITLAN
A.LOPEZ MATEOS
PERINORTE
COACALCO
EMPRESA
AUTOMOTRIZ
10
1.3 Organización.
Dentro de la organización existen diferentes áreas o departamentos, para los
cuales se ha asignado el personal adecuado que se encargara de dirigir y
administrarlo con el fin de lograr el buen funcionamiento en conjunto con su
equipo de trabajo cumpliendo con sus actividades y responsabilidades
correspondientes.
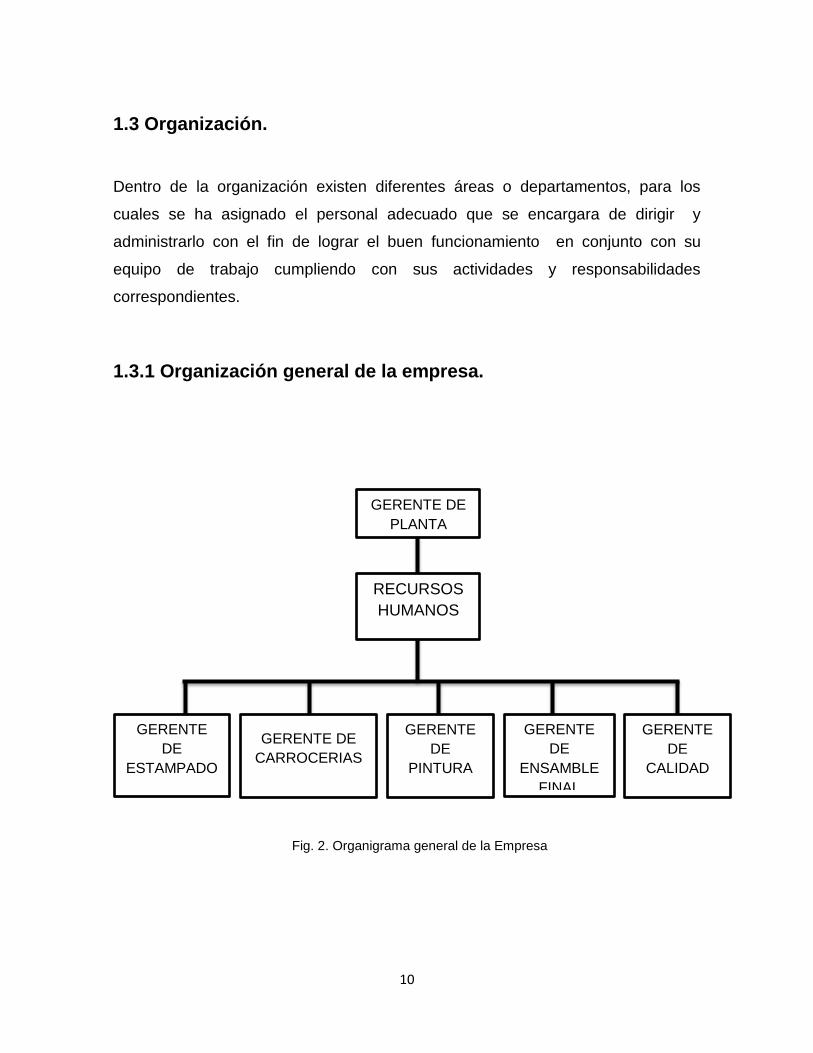
1.3.1 Organización general de la empresa.
Fig. 2. Organigrama general de la Empresa
GERENTE DE
PLANTA
RECURSOS
HUMANOS
GERENTE
DE
ESTAMPADO
GERENTE DE
CARROCERIAS
GERENTE
DE
PINTURA
GERENTE
DE
ENSAMBLE
FINAL
GERENTE
DE
CALIDAD
11
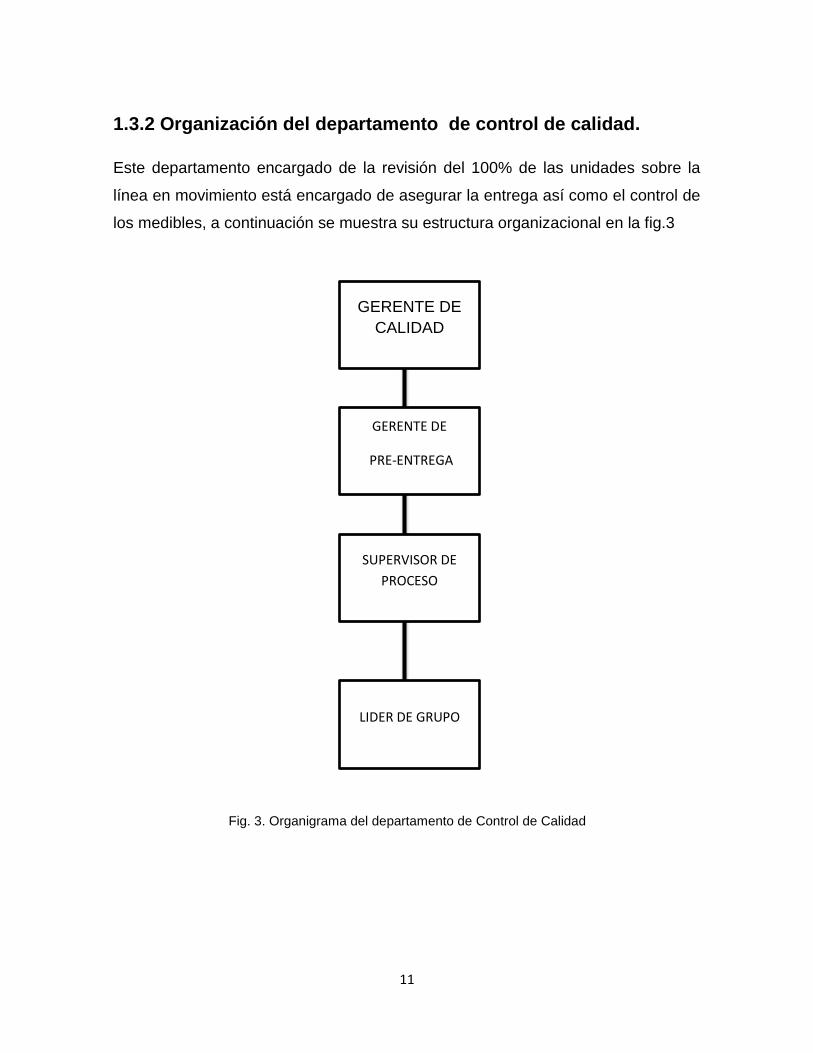
1.3.2 Organización del departamento de control de calidad.
Este departamento encargado de la revisión del 100% de las unidades sobre la
línea en movimiento está encargado de asegurar la entrega así como el control de
los medibles, a continuación se muestra su estructura organizacional en la fig.3
Fig. 3. Organigrama del departamento de Control de Calidad
GERENTE DE
CALIDAD
SUPERVISOR DE
PROCESO
LIDER DE GRUPO
GERENTE DE
PRE-ENTREGA
12
1.3.3 Actividades y responsabilidades.
1.3.3.1 Actividades de gerente de pre- entrega y supervisor de
proceso.
Asegurar un arranque seguro, sin incidentes.
Revisar inventario, es decir, el número de unidades en planta para saber si
se está dentro o fuera de objetivo, hasta el momento el objetivo es 250
unidades por turno.
Si esta fuera de objetivo se tiene que justificar.
Si esta dentro no se reporta.
Revisar y asegurar que el reporte de PDI que se revisara en la junta del
comité en gerencia y en la junta de inventarios este correcto y saber el
porqué de lo que se presenta. (Esto incluye campañas, inventario físico,
patios, incidencias pendientes, GCPA, problemas mayores y problemas
mayores detectados por PDI).
Revisar este reporte / periódico de PDI con GERENCIA.
Asistir y liderar la junta de inventarios con Carrocerías, Ensamble, Pintura,
de ser posible.
Revisar con líder y estaciones, de preferencia solo con líder de equipo
problemas en línea, dudas y/o pendientes.
Preparar evidencia y/o justificación de lo que se marcó en PDI, a su vez
para obtener información de parte de los responsables en la junta.
Asistir a la junta con la información de: inventario (fuera o dentro y con
cuantas unidades), cuantos problemas mayores, que subsistemas están
fuera de objetivo y unidades en campañas o campañas pendientes.
Revisar proceso y revisar problemas del día con Líder para asegurar que
se está penalizando y marcando de manera adecuada.
Dar seguimiento a unidades de patio y tardías mediante el líder de equipo,
así como campañas y patios en general.
13
Informar a la contraparte de los sucesos del día para que se le dé
seguimiento.
Si es preciso se debe acudir durante el día a GFCPA para revisar algún
problema penalizado y que se pudo haber pasado en la inspección de PDI.
Levantar campañas, asegurándose si se van a candadear unidades, como
será la reparación, flujo de las unidades, responsable, si es necesario que
el responsable solicite un patio y movimientos de unidades, Clean point,
causa raíz, modo de falla, fuente / donde se detectó este problema, etc.
Administración básica (proceso crítico) de las actividades clave que
permitan operar al grupo de manera ordenada.
1.3.3.2 Actividades de líder de equipo.
Actividades:
Administrar permisos y salidas internas durante el turno.
Participa en el desarrollo de los planes de vacaciones del grupo de trabajo.
Lidera las juntas de trabajo de su equipo.
Cubre posiciones únicamente cuando se presentan eventualidades (crisis)
por tiempo determinado.
Administrar el programa de entrenamiento de su equipo y eleva las
necesidades del grupo.
Seguridad (cero accidentes), promoviendo y vigilando el comportamiento y
condiciones físicas para que estos cumplan con los estándares definidos.
Actividades:
Asegurar condiciones de arranque seguro.
Mantener las condiciones seguras durante el turno.
Coordinar las actividades para lograr el índice de resolución.
14
Asegura el cierre de la anormalidad en seguridad.
Participa en el análisis de riesgo de las estaciones (AST)
Calidad (cero defectos) monitoreando y promoviendo el cumplimiento de
estándares de calidad a través de procesos y procedimientos.
Actividades:
Evalúa el apego del estándar de QPS (hoja de proceso de calidad).
Participa en el desarrollo de proyectos Kaizen (mejora continua) del equipo
de trabajo.
Aporta oportunidades de mejora en el Blue Print.
Asegura el cierre del Gap contra estado ideal de las estaciones de trabajo.
Entrega (100% flujo), coordina, busca y administra los recursos necesarios
para evitar las interrupciones de flujo.
Actividades:
Verifica que las actividades de mantenimiento preventivo y autónomo se
realicen.
Ejecutar arranque y cierre de turno.
15
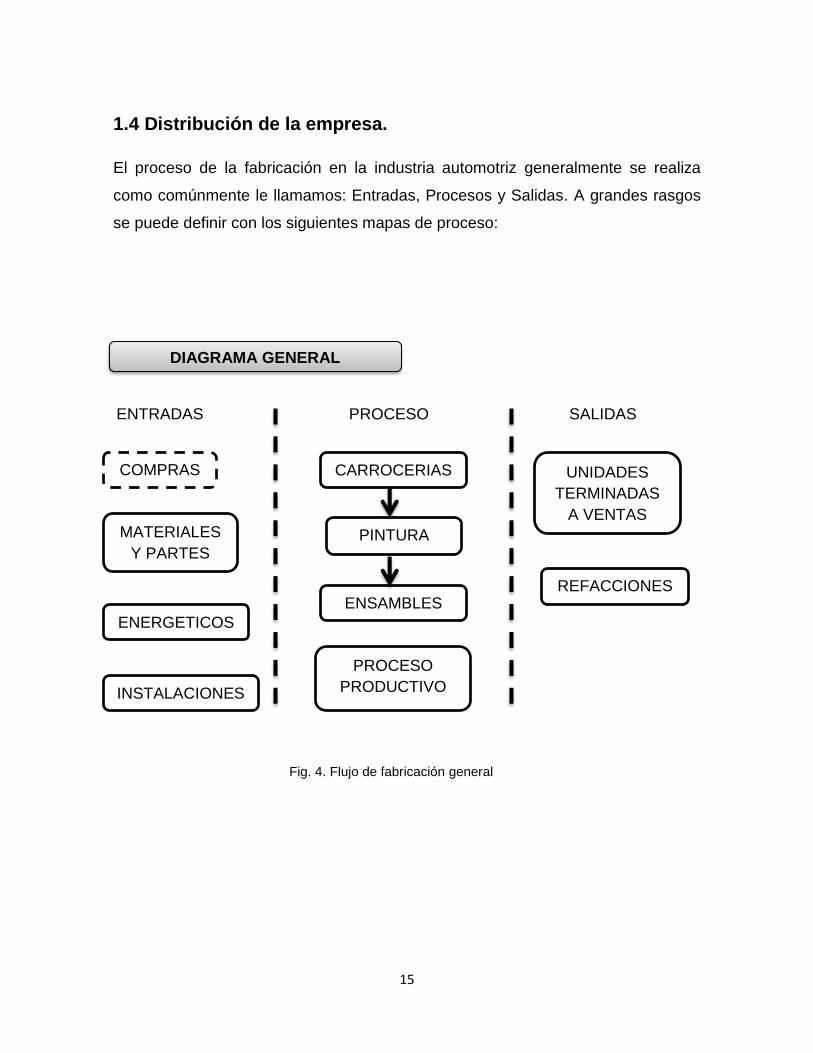
1.4 Distribución de la empresa.
El proceso de la fabricación en la industria automotriz generalmente se realiza
como comúnmente le llamamos: Entradas, Procesos y Salidas. A grandes rasgos
se puede definir con los siguientes mapas de proceso:
DIAGRAMA GENERAL
COMPRAS
MATERIALES
Y PARTES
ENERGETICOS
INSTALACIONES
ENTRADAS
CARROCERIAS
PINTURA
ENSAMBLES
PROCESO
PRODUCTIVO
PROCESO
S
UNIDADES
TERMINADAS
A VENTAS
REFACCIONES
SALIDAS
Fig. 4. Flujo de fabricación general
16
PROCESO DE CARROCERIAS
MATERIALES
ESTAMPADO
S
SUB-
ENSAMBLES DE
PROVEEDORES
PISO
PRINCIPAL
PISO
TRASERO
PISO
DELANTERO
CABINA
PRINCIPAL
ENSAMBLE
COSTADOS
TOLDO
ENSAMBLE DE PUERTAS,
COFRE, CAJUELA
CARROCERIA
COMPLETA
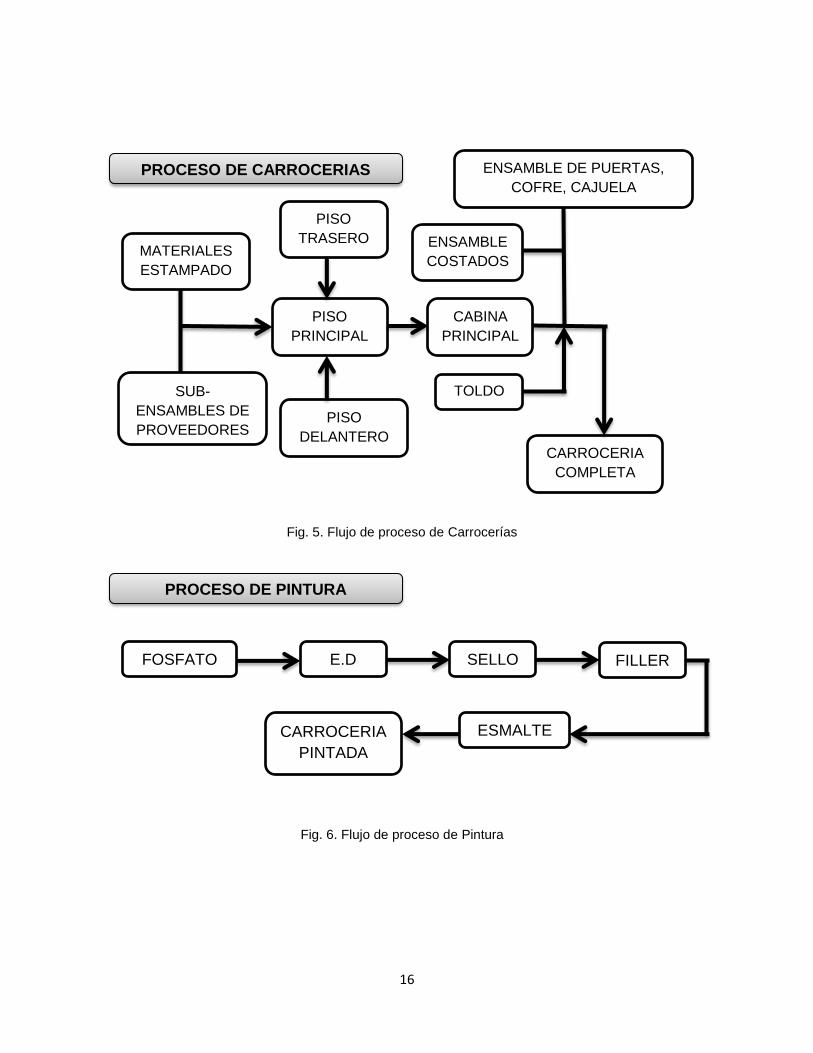
Fig. 5. Flujo de proceso de Carrocerías
PROCESO DE PINTURA
FOSFATO E.D SELLO FILLER
SELLO
CARROCERIA
PINTADA
ESMALTE
SELLO
Fig. 6. Flujo de proceso de Pintura
17
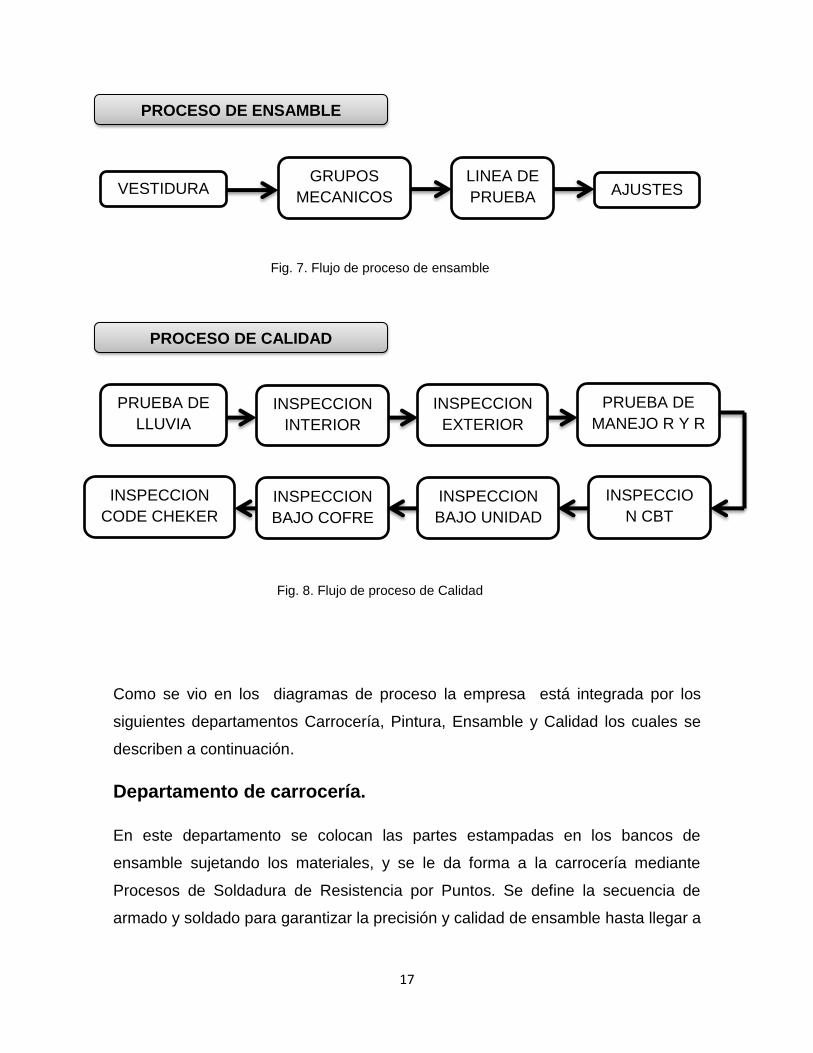
Como se vio en los diagramas de proceso la empresa está integrada por los
siguientes departamentos Carrocería, Pintura, Ensamble y Calidad los cuales se
describen a continuación.
Departamento de carrocería.
En este departamento se colocan las partes estampadas en los bancos de
ensamble sujetando los materiales, y se le da forma a la carrocería mediante
Procesos de Soldadura de Resistencia por Puntos. Se define la secuencia de
armado y soldado para garantizar la precisión y calidad de ensamble hasta llegar a
VESTIDURA GRUPOS
MECANICOS
LINEA DE
PRUEBA AJUSTES
SELLO
Fig. 7. Flujo de proceso de ensamble
PROCESO DE ENSAMBLE
PRUEBA DE
LLUVIA
INSPECCION
INTERIOR
INSPECCION
EXTERIOR
PRUEBA DE
MANEJO R Y R
Fig. 8. Flujo de proceso de Calidad
PROCESO DE CALIDAD
INSPECCION
CODE CHEKER
INSPECCION
BAJO COFRE
INSPECCION
BAJO UNIDAD
INSPECCIO
N CBT
18
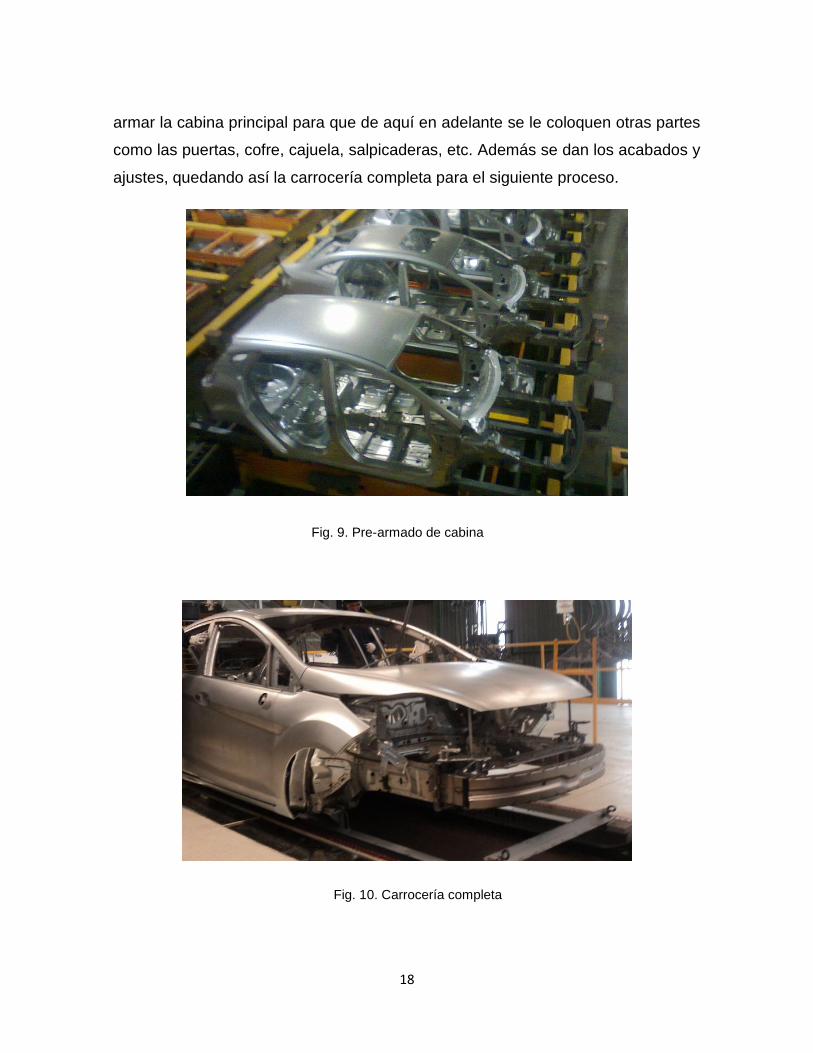
armar la cabina principal para que de aquí en adelante se le coloquen otras partes
como las puertas, cofre, cajuela, salpicaderas, etc. Además se dan los acabados y
ajustes, quedando así la carrocería completa para el siguiente proceso.
Fig. 10. Carrocería completa
Fig. 9. Pre-armado de cabina
19
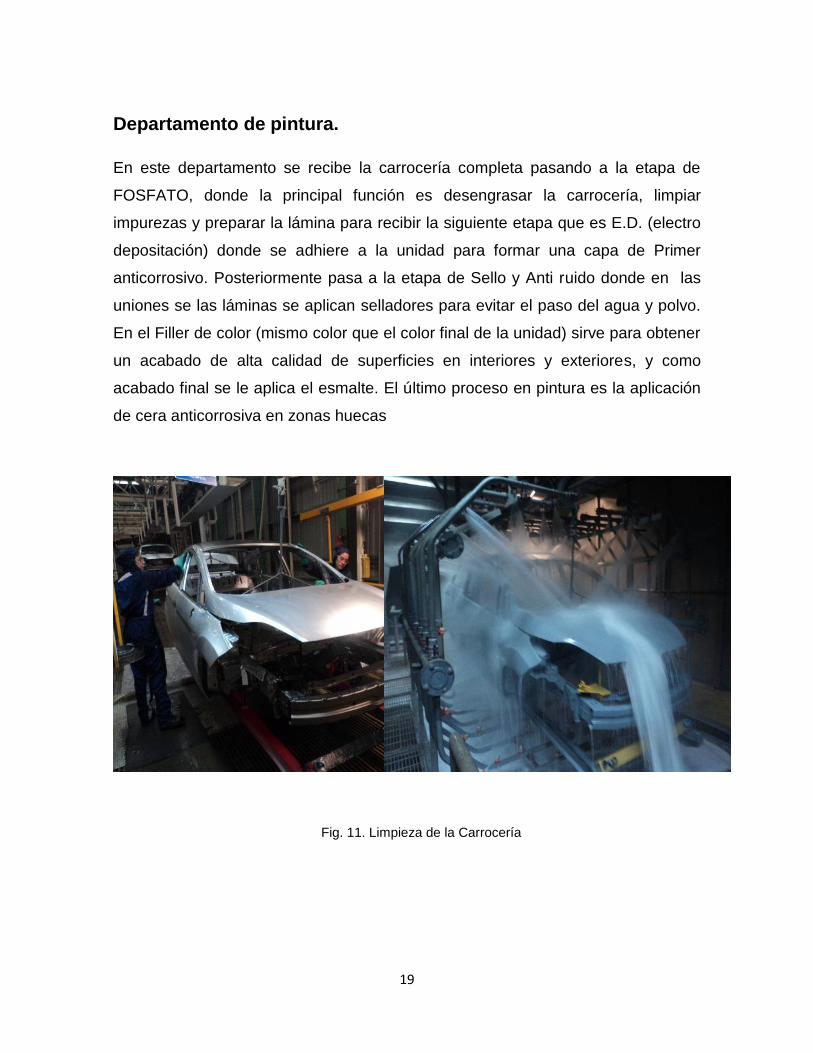
Departamento de pintura.
En este departamento se recibe la carrocería completa pasando a la etapa de
FOSFATO, donde la principal función es desengrasar la carrocería, limpiar
impurezas y preparar la lámina para recibir la siguiente etapa que es E.D. (electro
depositación) donde se adhiere a la unidad para formar una capa de Primer
anticorrosivo. Posteriormente pasa a la etapa de Sello y Anti ruido donde en las
uniones se las láminas se aplican selladores para evitar el paso del agua y polvo.
En el Filler de color (mismo color que el color final de la unidad) sirve para obtener
un acabado de alta calidad de superficies en interiores y exteriores, y como
acabado final se le aplica el esmalte. El último proceso en pintura es la aplicación
de cera anticorrosiva en zonas huecas
Fig. 11. Limpieza de la Carrocería
20
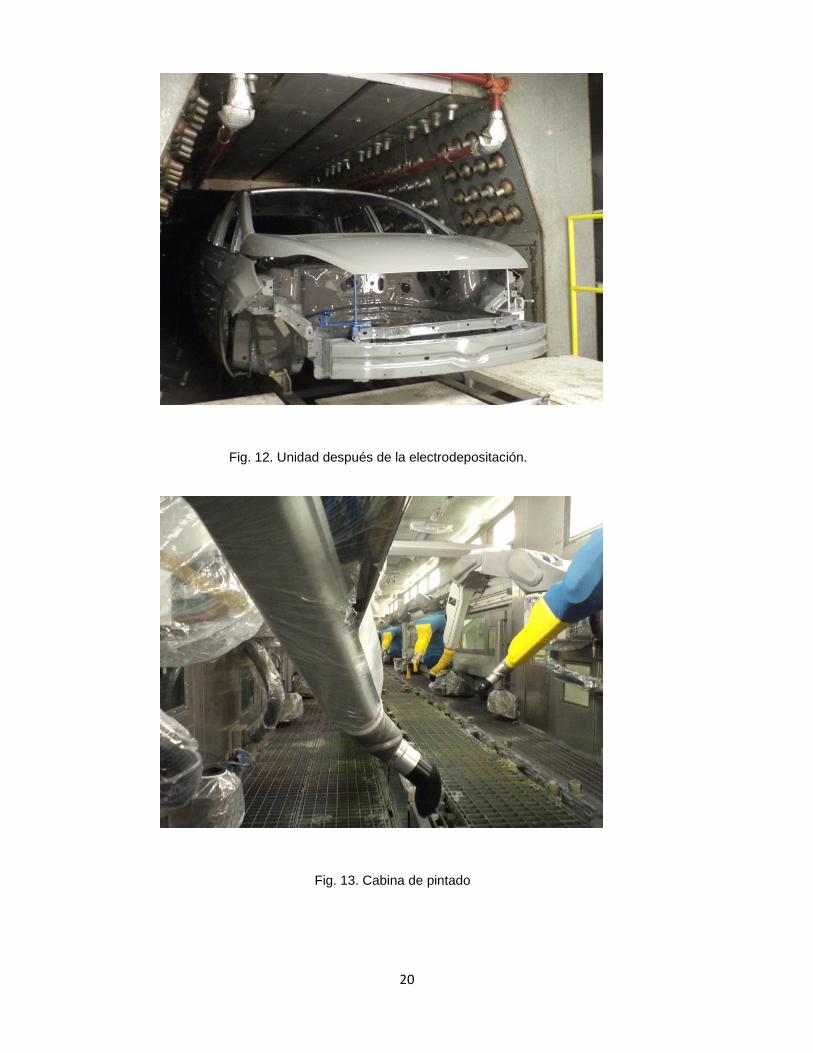
Fig. 12. Unidad después de la electrodepositación.
Fig. 13. Cabina de pintado

21
Departamento de ensamble.
En este departamento es donde se ensamblan todas las partes de vista, interiores
y accesorios del vehículo hasta llegar a la unidad completamente armada, además
se confirma la funcionalidad como el cliente la conoce y espera.
En el proceso de ensambles la unidad se va armando en base a la secuencia
definida en función del diseño del vehículo.
Fig. 14. Inicio de proceso de vestidura
Fig. 15. Ensamble de tren motriz
22
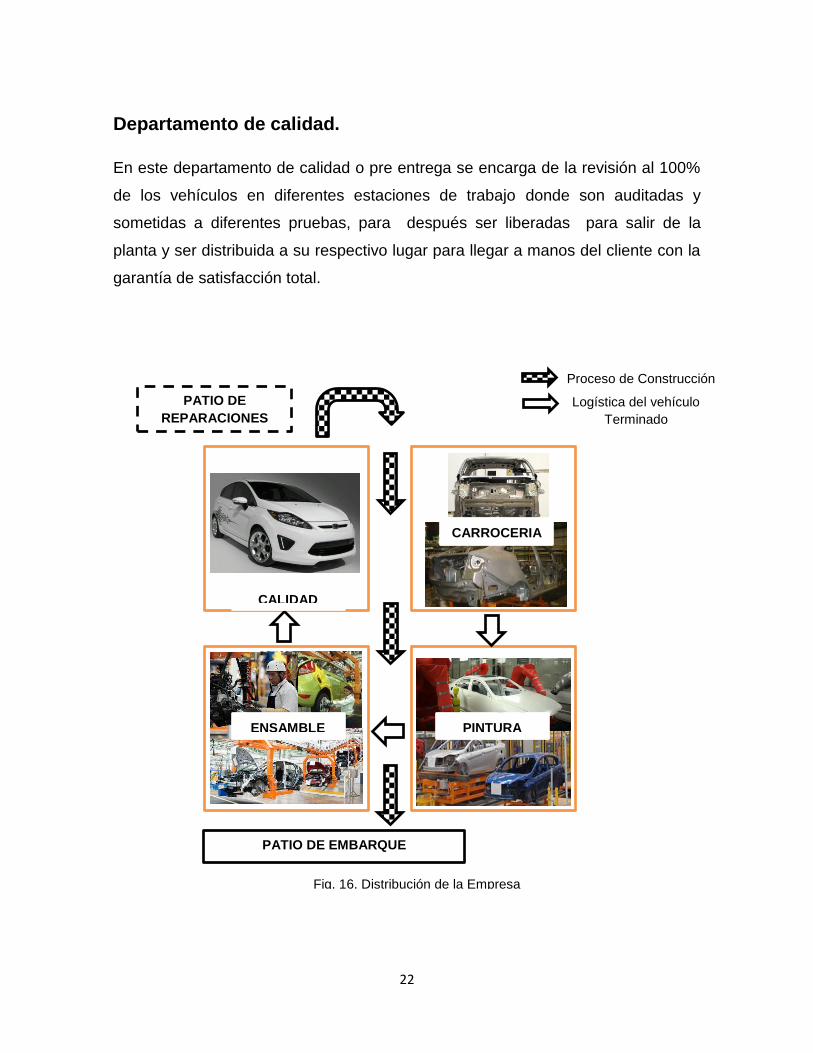
Departamento de calidad.
En este departamento de calidad o pre entrega se encarga de la revisión al 100%
de los vehículos en diferentes estaciones de trabajo donde son auditadas y
sometidas a diferentes pruebas, para después ser liberadas para salir de la
planta y ser distribuida a su respectivo lugar para llegar a manos del cliente con la
garantía de satisfacción total.
PATIO DE EMBARQUE
PATIO DE
REPARACIONES
CARROCERIA
PINTURA ENSAMBLE
CALIDAD
Proceso de Construcción
Logística del vehículo
Terminado
Fig. 16. Distribución de la Empresa
23
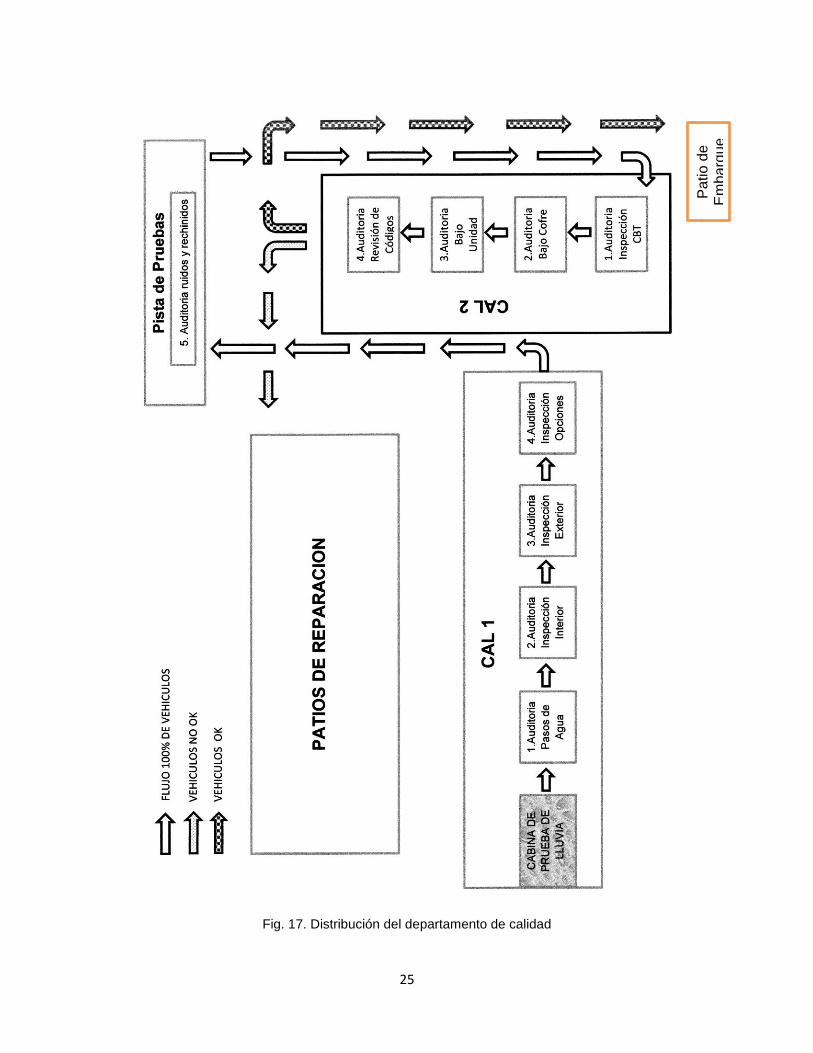
1.5 Distribución del departamento de calidad.
El departamento de Calidad está formado por dos áreas llamadas CAL 1 y CAL 2,
en donde el 100 % de las unidades son revisadas en diferentes estaciones de
trabajo (sobre la línea en movimiento) como se muestra en la fig.5, las cuales
están integradas por las siguientes estaciones de trabajo en donde son auditadas:
CAL 1 está integrado por 5 estaciones de trabajo:
1. Auditoria Inspección de pasos de Agua: sobre la línea el vehículo se
expone a una cabina de pasos de agua (cabina que rosea agua de manera
artificial) después de estar expuesta duramente 2.5 minutos un inspector
revisa que no haya pasado agua por las ventanas, puertas o cajuela, para
evitar reclamaciones de garantías.
2. Auditoria Inspección interior: sobre la misma línea, un inspector revisa el
interior de la unidad en cuanto a aspectos funcionales y visuales, para
buscar unidades con defectos o daños.
3. Auditoria Inspección Exterior: En esta estación de trabajo, inspectores
revisan la unidad por defectos de pintura o Carrocerías, como rayones o
abollones.
4. Auditoria Inspección de Opciones: en esta un inspector revisa que la
unidad tenga las opciones correctas, como AC, calentador de asientos, tipo
de Rin, tipo de volante, radio satelital, SYNC. Y otras opciones. Para no
regalar al cliente una opción de más o quitarle otra.
5. Auditoria Inspección R&R: En esta estación el vehículo es expuesto a
diferentes superficies durante un manejo en pista aproximadamente de 5
minutos, para detectar algún ruido o rechinido del vehículo.
24
CAL 2 está integrado por 4 estaciones de Trabajo.
1. Auditoria Inspección de CBT: En esta estación el vehículo ingresa a CAL
2 y se verifican variaciones de voltaje y amperaje en el mismo, con la
finalidad de encontrar variación en pruebas funcionales.
2. Auditoria Inspección bajo unidad: la unidad pasa por un PIT o fosa para
que se revise bajo unidad, con esto podremos detectar alguna fuga de
combustible o aceite, además de desconexiones.
3. Auditoria Inspección bajo cofre: en esta estación se revisa la unidad bajo
cofre para detectar alguna anormalidad en cuanto a desconexiones o fugas,
además de la verificación de los niveles de líquidos.
4. Auditoria Inspección Code Checker: en esta estación el vehículo se
revisa de códigos, como sabemos la unidad puede contener códigos en la
computadora registrados por algún defecto eléctrico.
Estas son todas las estaciones del departamento de Calidad, si alguna unidad se
le encuentra algún defecto entonces se le lleva a la zona de reparación, Cada área
tiene su zona de reparación, Carrocerías, pintura, ensamble, Ruidos y rechinidos y
pasos de Agua.
25
Fig. 17. Distribución del departamento de calidad
Pa
tio d
e
Em
barq
ue
26
II.- Conceptos básicos de
calidad.
27
2.1 Definición de calidad.
Evolución del concepto de calidad.
El concepto de calidad es muy antiguo, por lo que es necesario tener presente
algunas definiciones sobre la calidad, ya que tienen distintas acepciones según la
época, las personas, sus ideas e intenciones. A continuación se detallan algunas
de las definiciones que comúnmente se emplean para definir calidad.
CALIDAD ES:
Satisfacer plenamente las necesidades del cliente.
Cumplir las expectativas del cliente y alguna más.
Despertar nuevas necesidades del cliente.
Lograr productos y servicios con cero defectos.
Hacer bien las cosas desde la primera vez.
Diseñar, producir y entregar un producto que brinde una satisfacción total.
Producir un artículo o un servicio de acuerdo a las normas establecidas.
Dar respuesta inmediata a las solicitudes de los clientes.
Calidad no es un problema, es una solución.
El organismo internacional de normalización, ISO, en su norma 8402, ha definido a
la calidad como “el conjunto de características de un elemento que le
confieren la aptitud para satisfacer necesidades explicitas e implícitas”.
Se observa que el concepto de calidad ha evolucionado continuamente, no
obstante, su significado está relacionado con el grado de perfección de un
producto o servicio, el control de la variabilidad en su proceso y el nivel de
satisfacción del cliente respecto al mismo. Por lo que se puede decir que el
concepto de calidad está tradicionalmente relacionado con la calidad del producto
y actualmente ha evolucionado identificándose con toda la actividad empresarial y
con todo tipo de organizaciones.
28
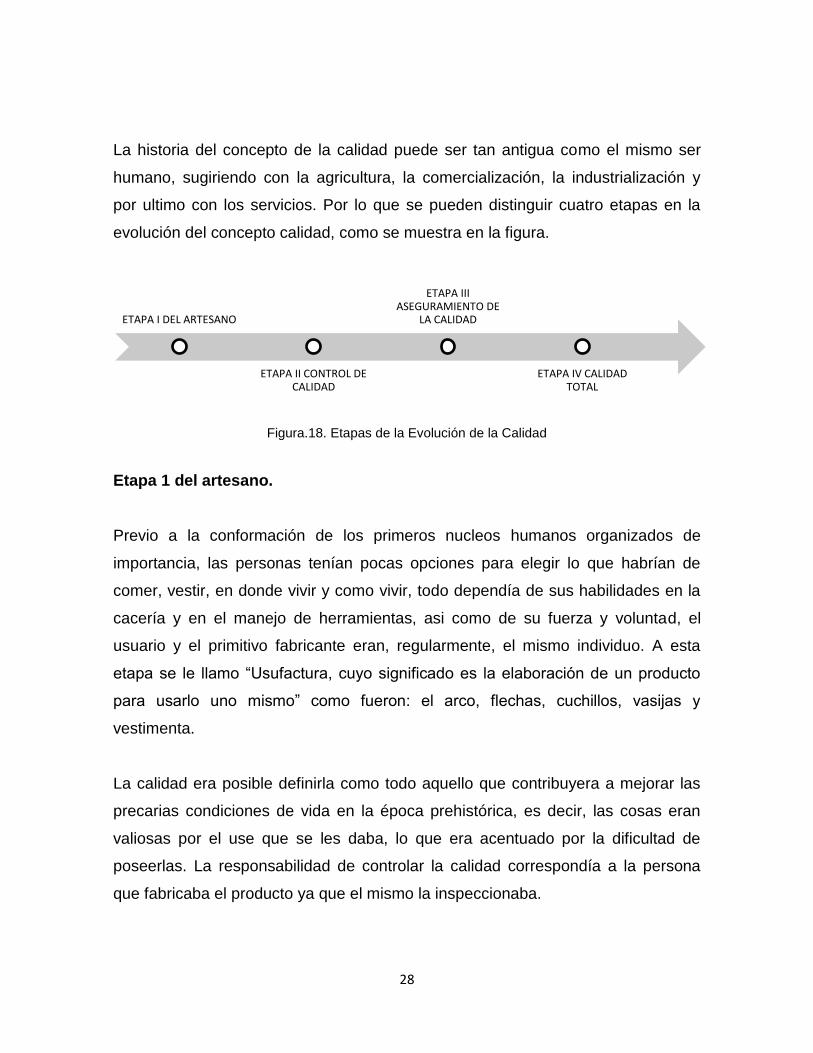
La historia del concepto de la calidad puede ser tan antigua como el mismo ser
humano, sugiriendo con la agricultura, la comercialización, la industrialización y
por ultimo con los servicios. Por lo que se pueden distinguir cuatro etapas en la
evolución del concepto calidad, como se muestra en la figura.
Figura.18. Etapas de la Evolución de la Calidad
Etapa 1 del artesano.
Previo a la conformación de los primeros nucleos humanos organizados de
importancia, las personas tenían pocas opciones para elegir lo que habrían de
comer, vestir, en donde vivir y como vivir, todo dependía de sus habilidades en la
cacería y en el manejo de herramientas, asi como de su fuerza y voluntad, el
usuario y el primitivo fabricante eran, regularmente, el mismo individuo. A esta
etapa se le llamo “Usufactura, cuyo significado es la elaboración de un producto
para usarlo uno mismo” como fueron: el arco, flechas, cuchillos, vasijas y
vestimenta.
La calidad era posible definirla como todo aquello que contribuyera a mejorar las
precarias condiciones de vida en la época prehistórica, es decir, las cosas eran
valiosas por el use que se les daba, lo que era acentuado por la dificultad de
poseerlas. La responsabilidad de controlar la calidad correspondía a la persona
que fabricaba el producto ya que el mismo la inspeccionaba.
ETAPA I DEL ARTESANO
ETAPA II CONTROL DE CALIDAD
ETAPA III ASEGURAMIENTO DE
LA CALIDAD
ETAPA IV CALIDAD TOTAL
29
Conforme el ser humano evoluciona culturalmente y se dinamiza el crecimiento de
los asentamientos humanos, la técnica mejora y comienzan a darse los primeros
esbozos de manufactura; se da una separación importante a través del contacto
entre los compradores y los vendedores, las buenas relaciones mejoraban la
posibilidad de hacerse de una mejor mercancía, sin embargo, no existían
garantías ni especificaciones, el cliente escogía dentro de las existencias
disponibles.
Durante esta fase, se consideró que la inspección era la única manera de
asegurar la calidad. La ejecución de la práctica se orientó a tareas tales como la
selección y clasificación de los productos, el rescate de productos de lotes
dañados, reprocesamiento, la ejecución de mezclas para salvar materias primas
con daños leves, la toma de acciones correctivas y la búsqueda de las fuentes de
no-conformidad.
Etapa 2 control de calidad.
El control de la calidad se da con la Revolución Industrial, en la cual se aprecia un
incremento en la demanda de los productos motivando a la formación y desarrollo
de talleres y a la división natural del trabajo. En esta etapa el usuario y el
productor dejaron de ser la misma persona, la Usufactura pasa a ser Manufactura,
por lo que el control de calidad pasa de la persona que efectúa el trabajo a la
persona que controla el proceso de trabajo. La comercialización entre otros
pueblos propicio el uso de especificaciones y diseños, asi como un control en la
fabricación del producto mediante el apoyo de supervisores y la búsqueda de
instrumentos de medición.
En esta etapa solo se miden los errores cometidos durante el proceso, sin evaluar
los resultados y proponer soluciones. En esta fase ya existe un método de calidad,
siendo la inspección una parte del Control de Calidad.
30
La filosofía y la práctica del Control de Calidad se orienta al desarrollo de
manuales de calidad, la recolección de información sobre le comportamiento de
los procesos, utilización de la estadística básica en control de calidad, ejecución
del autocontrol, análisis y ensayos de materias primas, de productos en proceso y
productos terminados se establecen los procedimientos para la elaboración,
control y difusión de informes.
Nuevamente, con del tiempo, los resultados demuestran que el control de calidad
no le garantiza al consumidor el cumplimiento de sus demandas y tampoco los
resultados económicos deseados. A partir de esa acción se hace evidente para el
resto de las empresas, la necesidad de evolucionar. La nueva etapa comienza con
la introducción de la filosofía y práctica del aseguramiento de la Calidad.
Etapa 3 aseguramiento de calidad.
La Revolución Industrial provocó la especialización y la producción masiva de
mercancías, por lo que los talleres ceden su lugar a las grandes Fábricas. Pero,
dada la complejidad de estas nuevas industrias se requirieron procedimientos
específicos para controlar la calidad de los productos fabricados, estos a su vez,
han cambiado y mejorado para elevar el rendimiento de las empresas. Durante
esta etapa la filosofía y la práctica de la calidad cambian notablemente y, es la
primera vez, que el enfoque no es solo hacia la inspección y control de calidad,
sino que ahora se concentra en que los productos cumplan con sus
especificaciones, a través de un sistema de calidad definido, y a una planificación
orientada a la calidad. Aparecen manuales de calidad, hay un control estadístico
Del proceso, se inicia una integración de todas las áreas de producción.
Por lo que el aseguramiento de calidad hizo más evidente lo inadecuado que
resulta controlar solamente la calidad después de haber fabricado un producto. Se
31
aprecia que la prevención de los defectos antes y durante el proceso es más
efectiva que la detección de los mismos.
Por lo que le aseguramiento de la calidad demuestra que a pesar del esfuerzo, no
se garantiza al consumidor el cumplimiento de sus demandas cambiantes y
tampoco se obtienen los resultados económicos deseados. Por lo que se hace
evidente la necesidad de evolucionar. La nueva etapa se caracteriza por la
introducción de la filosofía y practica de la gestión de la Calidad Total.
Etapa 4 calidad total.
Es llamada también Gerencia de calidad Total, es una práctica gerencial para el
mejoramiento continuo de los resultados en cada área de trabajo y en cada uno de
los niveles funcionales, utilizando todos los recursos disponibles y al menor costo.
El proceso de mejoramiento se orienta hacia la satisfacción completa del
consumidor considerándose al recurso humano como el más importante de la
organización.
El proceso de calidad total se reconoce como una cadena que se inicia con la
definición de los requisitos del cliente externo, además de procurar que el personal
a lo largo y ancho de la organización haga las cosas bien desde la primera vez,
que sea totalmente responsable de su trabajo.
La filosofía y el enfoque es de satisfacer todas las demandas, tanto del
consumidor interno como del externo.
32
2.2 Auditoría de calidad.
Definición de auditoría de calidad.
La norma ISO 9000: 2000 define una Auditoría de Calidad como:
“Proceso sistemático, independiente y documentado para obtener
evidencias y evaluarlas de manera objetiva con el fin de determinar el
alcance al que se cumplen los criterios de auditoría”.
El objetivo de la auditoría es evaluar la suficiencia y efectividad de las
disposiciones de calidad de una organización mediante la recolección y uso de
evidencia objetiva, e identificar y registrar las instancias de no cumplimiento con
las disposiciones de calidad e indicar, donde sea posible, las razones.
Normalmente se realizan las auditorías para los siguientes propósitos:
Determinar la conformidad o no conformidad del sistema de calidad con los
requisitos especificados.
Determinar la efectividad del sistema en el cumplimiento de objetivos.
Identificar el potencia para el mejoramiento del sistema de calidad.
Cumplir los requisitos regulatorios.
Para propósitos de certificación (registro) del sistema de calidad.
2.3 Requerimientos para realizar una auditoría.
La auditoría se caracteriza por depender de varios principios. Éstos hacen de la
auditoría una herramienta eficaz y fiable en apoyo de las políticas y controles de
gestión, proporcionando información sobre la cual una organización puede actuar
para mejorar su desempeño.
33
La adhesión a esos principios que se mencionan a continuacion es un requisito
previo para proporcionar conclusiones de la auditoría que sean pertinentes y
suficientes, y para permitir a los auditores trabajar independientemente entre sí
para alcanzar conclusiones similares en circunstancias similares
Principios básicos para realizar una auditoría.
Conducta ética: el fundamento de la profesionalidad
La confianza, integridad, confidencialidad y discreción son esenciales para auditar.
Presentación ecuánime: la obligación de informar con veracidad y exactitud
Los hallazgos, conclusiones e informes de la auditoría reflejan con veracidad y
exactitud las actividades de la auditoría. Se informa de los obstáculos significativos
encontrados durante la auditoría y de las opiniones divergentes sin resolver entre
el equipo auditor y el auditado.
Debido cuidado profesional: la aplicación de diligencia y juicio al auditar
Los auditores proceden con el debido cuidado, de acuerdo con la importancia de
la tarea que desempeñan y la confianza depositada en ellos por el cliente de la
auditoría y por otras partes interesadas. Un factor importante es tener la
competencia necesaria.
Los principios que siguen se refieren a la auditoría, la cual es por definición
independiente y sistemática.
Independencia: la base para la imparcialidad de la auditoría y la objetividad de las
conclusiones de la auditoría
34
Los auditores son independientes de la actividad que es auditada y están libres de
sesgo y conflicto de intereses. Los auditores mantienen una actitud objetiva a lo
largo del proceso de auditoría para asegurarse de que los hallazgos y
conclusiones de la auditoría estarán basados sólo en la evidencia de la auditoría.
Enfoque basado en la evidencia: el método racional para alcanzar conclusiones
de la auditoría fiable y reproducible en un proceso de auditoría sistemático
La evidencia de la auditoría es verificable. Está basada en muestras de la
información disponible, ya que una auditoría se lleva a cabo durante un período de
tiempo delimitado y con recursos finitos. El uso apropiado del muestreo está
estrechamente relacionado con la confianza que puede depositarse en las
conclusiones de la auditoría.
2.4 Conocimientos necesarios para realizar una auditoría.
Conocimiento del procedimiento de la estación de trabajo
Conocer perfectamente la secuencia que debe llevarse para realizar la
inspección, la cual esta descrita en la hoja de calidad del proceso “QPS”.
En esta hoja se describe paso a paso además de los puntos más
importantes o en los cuales se debe poner mayor énfasis al realizar la
inspección.
35
Conocimiento del proceso del área a auditar
Es de gran importancia conocer a grandes rasgos el proceso del
departamento o área a la cual se está auditando, para identificar los modos
de falla, defectos o daños que pudieran originarse
Conocimiento de los estándares y especificaciones de calidad
Tener muy claro cuáles son los estándares, especificaciones y tolerancias
para cada elemento o componente, además de que se deberá tener un
respaldo impreso para cualquier aclaración o duda, este respaldo deberá
contar con las actualizaciones y fecha de revisión
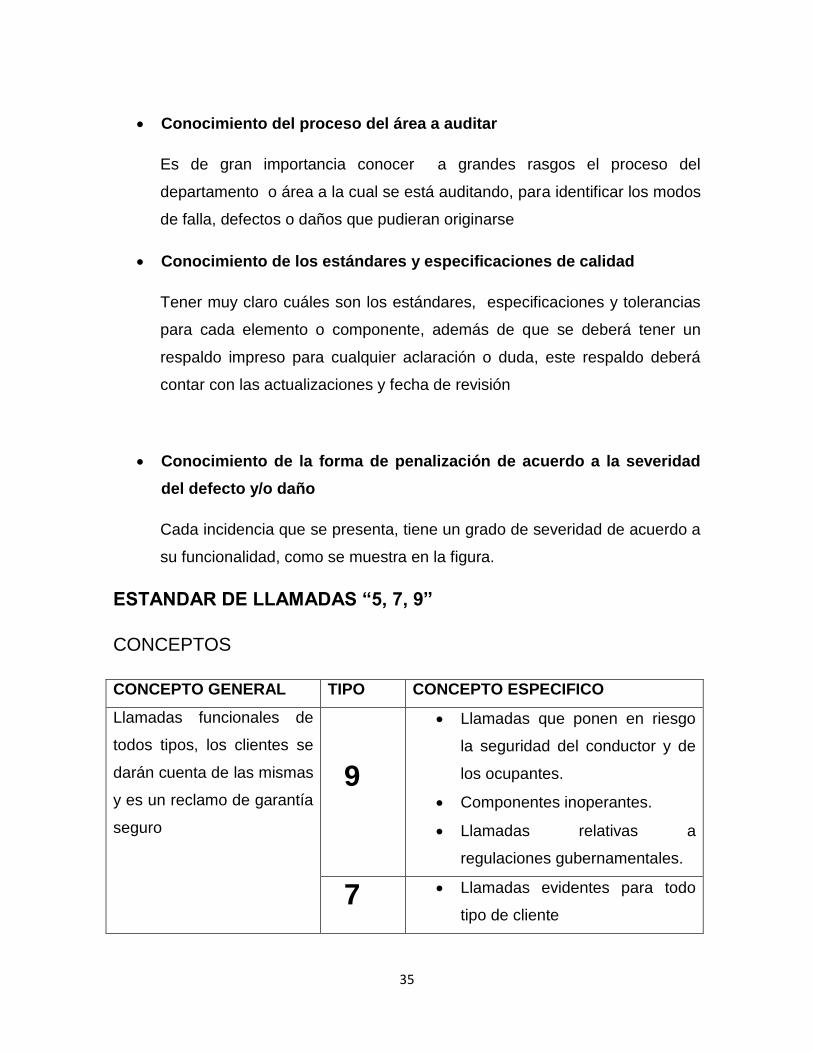
Conocimiento de la forma de penalización de acuerdo a la severidad
del defecto y/o daño
Cada incidencia que se presenta, tiene un grado de severidad de acuerdo a
su funcionalidad, como se muestra en la figura.
ESTANDAR DE LLAMADAS “5, 7, 9”
CONCEPTOS
CONCEPTO GENERAL TIPO CONCEPTO ESPECIFICO
Llamadas funcionales de
todos tipos, los clientes se
darán cuenta de las mismas
y es un reclamo de garantía
seguro
9
Llamadas que ponen en riesgo
la seguridad del conductor y de
los ocupantes.
Componentes inoperantes.
Llamadas relativas a
regulaciones gubernamentales.
7 Llamadas evidentes para todo
tipo de cliente
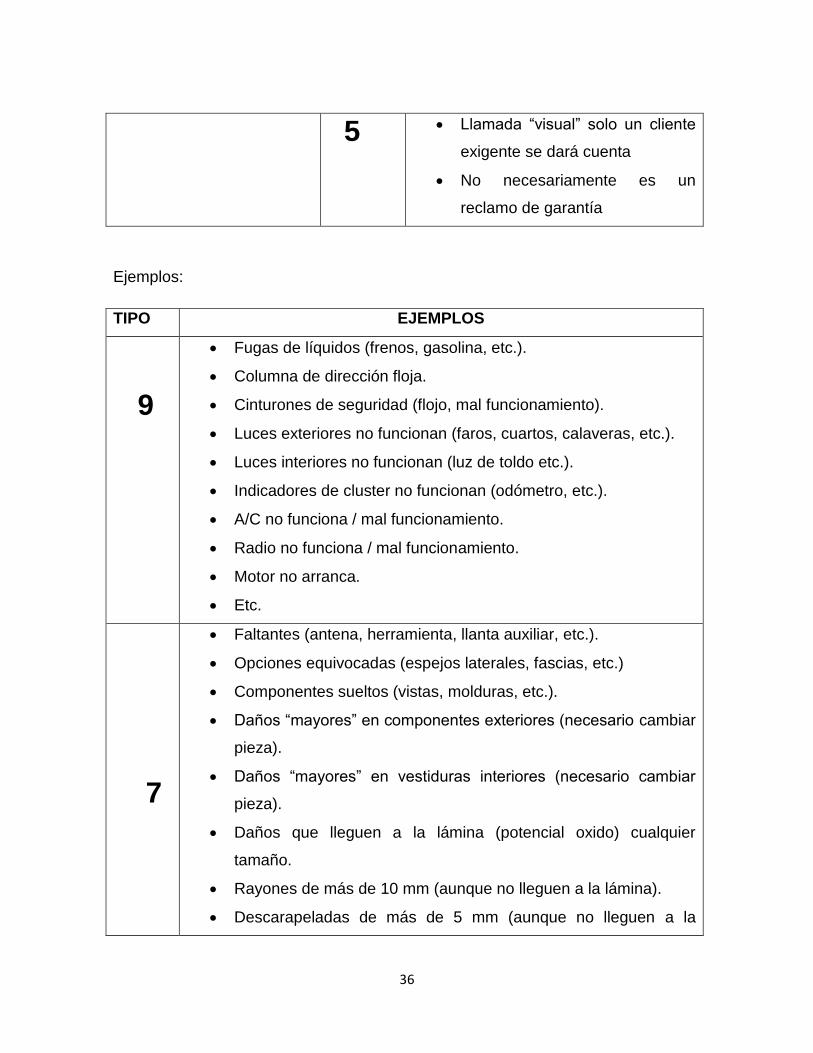
36
5 Llamada “visual” solo un cliente
exigente se dará cuenta
No necesariamente es un
reclamo de garantía
Ejemplos:
TIPO EJEMPLOS
9
Fugas de líquidos (frenos, gasolina, etc.).
Columna de dirección floja.
Cinturones de seguridad (flojo, mal funcionamiento).
Luces exteriores no funcionan (faros, cuartos, calaveras, etc.).
Luces interiores no funcionan (luz de toldo etc.).
Indicadores de cluster no funcionan (odómetro, etc.).
A/C no funciona / mal funcionamiento.
Radio no funciona / mal funcionamiento.
Motor no arranca.
Etc.
7
Faltantes (antena, herramienta, llanta auxiliar, etc.).
Opciones equivocadas (espejos laterales, fascias, etc.)
Componentes sueltos (vistas, molduras, etc.).
Daños “mayores” en componentes exteriores (necesario cambiar
pieza).
Daños “mayores” en vestiduras interiores (necesario cambiar
pieza).
Daños que lleguen a la lámina (potencial oxido) cualquier
tamaño.
Rayones de más de 10 mm (aunque no lleguen a la lámina).
Descarapeladas de más de 5 mm (aunque no lleguen a la
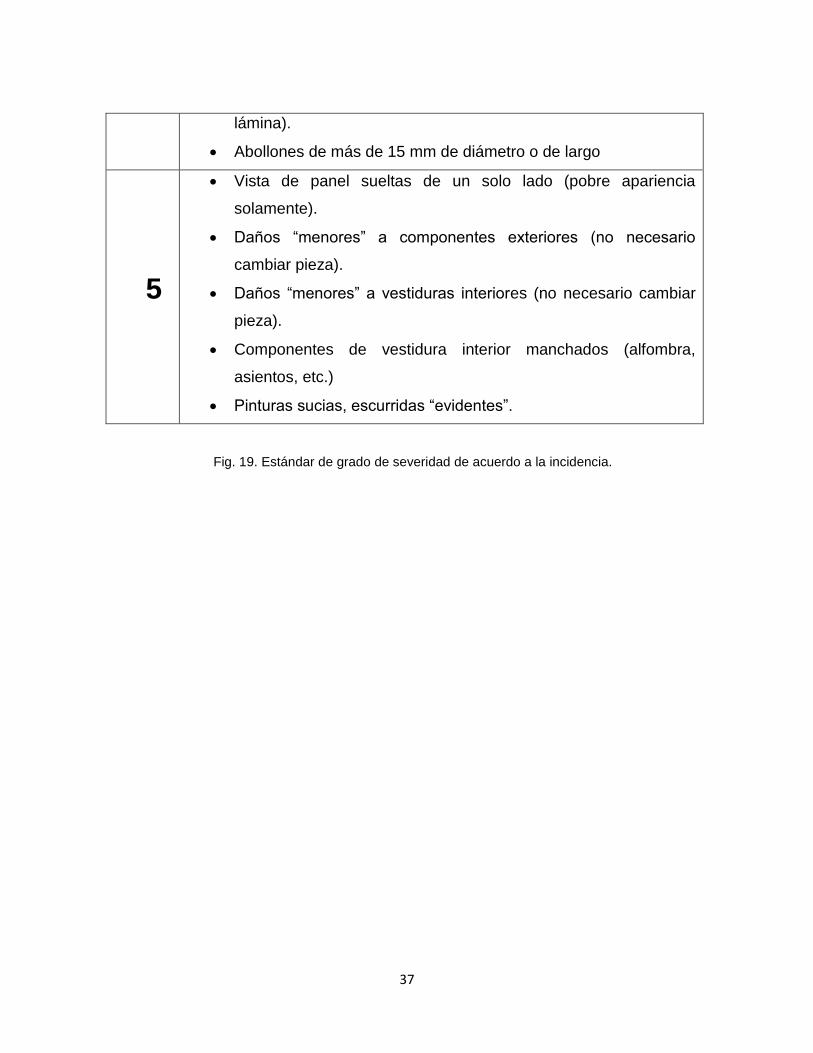
37
lámina).
Abollones de más de 15 mm de diámetro o de largo
5
Vista de panel sueltas de un solo lado (pobre apariencia
solamente).
Daños “menores” a componentes exteriores (no necesario
cambiar pieza).
Daños “menores” a vestiduras interiores (no necesario cambiar
pieza).
Componentes de vestidura interior manchados (alfombra,
asientos, etc.)
Pinturas sucias, escurridas “evidentes”.
Fig. 19. Estándar de grado de severidad de acuerdo a la incidencia.
38
III.- FUNDAMENTOS BASICOS
O IMPORTANTES A EVALUAR.
39
3.1 Categorías a evaluar.
Como se vio el departamento de calidad está formado por dos áreas CAL 1 y CAL
2, las cuales se encargan de la revisión al 100% de los vehículos en diferentes
estaciones de trabajo (sobre la línea en movimiento).
Estaciones de trabajo:
CAL 1
6. Auditoria Inspección de pasos de Agua
7. Auditoria Inspección interior
8. Auditoria Inspección Exterior
9. Auditoria Inspección de Opciones
10. Auditoria Inspección Ruidos y Rechinidos
CAL 2:
11. Auditoria Inspección de CBT
12. Auditoria Inspección bajo unidad
13. Auditoria Inspección bajo cofre
14. Auditoria Inspección Code Checker
Otra de las funciones del Departamento de Calidad es el control de los medibles,
los cuales se basan básicamente en incidencias por unidad, estos indicadores
nos dicen las tendencias de las demás áreas, cuáles son sus principales
problemas.
Cabe mencionar que la organización se basa en 2 indicadores los internos y
externos, los internos son Pre-entrega PDI (Predelivery), y Auditoria Global de
Productos del Consumidor GCPA (Global Consumer Product Audit), los externos
son Sistemas de Garantía Analítica AWS (Analytical Warranty System), Cosas que
van mal TGW's (Things go wrong) y Sistema global de investigación de la Calidad
GQRS (Global Quality Research System).
40
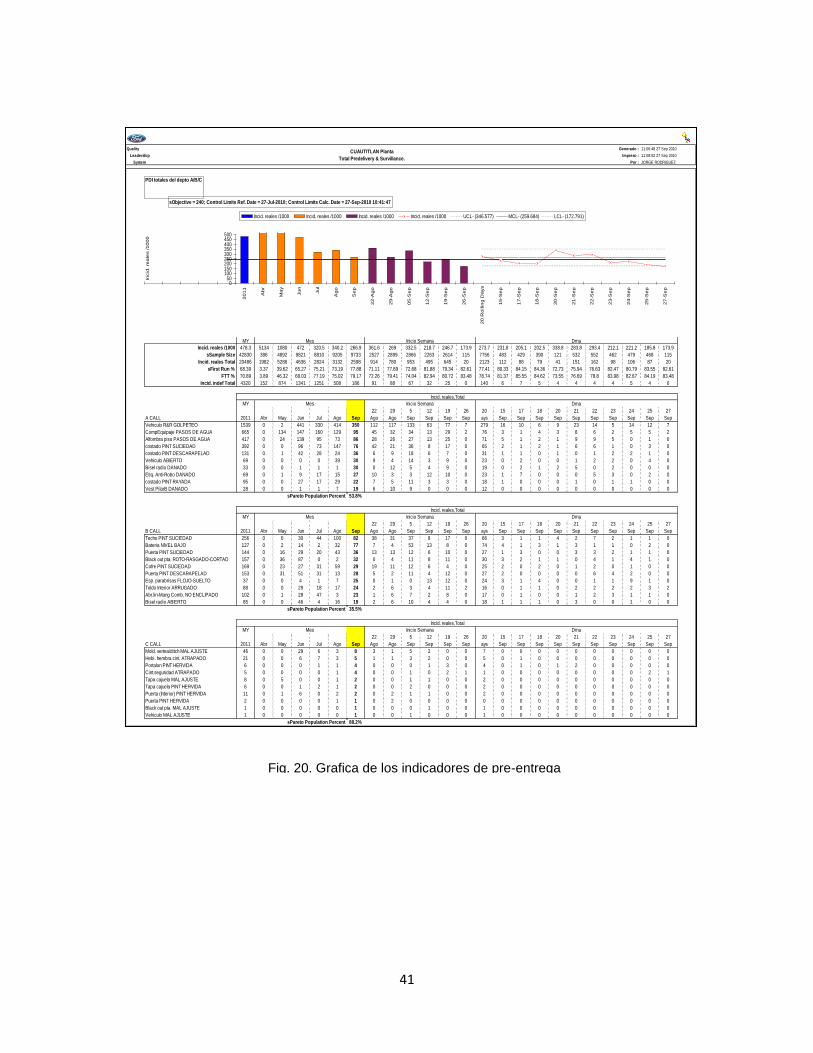
Uno de los indicadores de pre-entrega se muestra en la gráfica de la figura 20.
Como podemos ver el Pareto esta subdividido por áreas y sus defectos se
muestran enlistados sorteado por la semana del 17 de septiembre, podemos ver
justo debajo de la gráfica algunos términos como R/1000, FTT, Sample size, las
cuales las explico a continuación.
-R/1000, son el número de defectos en mil unidades, lo cual se calcula con
la siguiente formula.
R/1000= (numero de defectos / sobre la muestra ) X 1000
-FTT Primera vez que pasa (First Time Through): El FTT es una de las
formas de medir la eficiencia de un proceso, en este se considera el porcentaje de
buenos productos que pasan sobre un punto en específico. Por ejemplo si de 10
unidades 8 salen bien y las 2 restantes salen con incidencias, entonces el FTT es
del 80%.
- Tamaño de muestra (Sample size), En este se muestra la cantidad de
productos considerados en la auditoria.
41
Quality Generado : 11:06:48 27 Sep 2010
Leadership Impreso : 11:08:52 27 Sep 2010
System Por : JORGE RODRIGUEZ
MY Mes Inicio Semana Dma
Incid. reales /1000 478.3 5134 1080 472 320.5 340.2 266.9 361.6 269 332.5 218.7 246.7 173.9 273.7 231.8 205.1 202.5 338.8 283.8 293.4 212.1 221.2 185.8 173.9
sSample Size 42830 386 4892 9821 8810 9205 9733 2527 2899 2866 2263 2614 115 7756 483 429 390 121 532 552 462 479 468 115
Incid. reales Total 20486 1982 5286 4636 2824 3132 2598 914 780 953 495 645 20 2123 112 88 79 41 151 162 98 106 87 20
sFirst Run % 68.39 3.37 39.62 65.27 75.21 73.19 77.88 71.11 77.89 72.68 81.88 79.34 82.61 77.41 80.33 84.15 84.36 72.73 75.94 76.63 82.47 80.79 83.55 82.61
FTT % 70.89 3.89 46.32 68.03 77.19 75.02 79.17 72.26 79.41 74.04 82.94 80.72 83.48 78.74 81.37 85.55 84.62 73.55 76.69 78.8 83.98 82.67 84.19 83.48
Incid. indef Total 4320 152 874 1341 1251 508 186 91 88 67 32 25 0 140 6 7 5 4 4 4 4 5 4 0
Incid. reales,Total
MY Mes Inicio Semana Dma
22 29 5 12 19 26 20 15 17 18 20 21 22 23 24 25 27
A CALL 2011 Abr May Jun Jul Ago Sep Ago Ago Sep Sep Sep Sep ays Sep Sep Sep Sep Sep Sep Sep Sep Sep Sep
Vehiculo R&R GOLPETEO 1539 0 2 441 330 414 350 112 117 133 63 77 7 279 16 10 6 9 23 14 5 14 12 7
CompEquipaje PASOS DE AGUA 665 0 134 147 160 129 95 45 32 34 13 29 2 76 3 1 4 3 8 6 2 5 5 2
Alfombra piso PASOS DE AGUA 417 0 24 139 95 73 86 28 26 27 13 25 0 71 5 1 2 1 9 9 5 0 1 0
costado PINT SUCIEDAD 392 0 0 96 73 147 76 42 21 36 8 17 0 65 2 1 2 1 6 6 1 0 3 0
costado PINT DESCARAPELAD 131 0 1 42 28 24 36 6 9 18 6 7 0 31 1 1 0 1 0 1 2 2 1 0
Vehiculo ABIERTO 69 0 0 0 0 39 30 9 4 14 3 9 0 23 0 2 0 0 1 2 2 0 4 0
Bisel radio DANADO 33 0 0 1 1 1 30 0 12 5 4 9 0 19 0 2 1 2 5 0 2 0 0 0
Etiq. Anti-Robo DANADO 69 0 1 9 17 15 27 10 3 3 12 10 0 23 1 7 0 0 0 5 3 0 2 0
costado PINT RAYADA 95 0 0 27 17 29 22 7 5 11 3 3 0 18 1 0 0 0 1 0 1 1 0 0
Vest PilarB DANADO 28 0 0 1 1 7 19 6 10 9 0 0 0 12 0 0 0 0 0 0 0 0 0 0
sPareto Population Percent 53.8%
Incid. reales,Total
MY Mes Inicio Semana Dma
22 29 5 12 19 26 20 15 17 18 20 21 22 23 24 25 27
B CALL 2011 Abr May Jun Jul Ago Sep Ago Ago Sep Sep Sep Sep ays Sep Sep Sep Sep Sep Sep Sep Sep Sep Sep
Techo PINT SUCIEDAD 256 0 0 30 44 100 82 38 31 37 8 17 0 66 3 1 1 4 2 7 2 1 1 0
Bateria NIVEL BAJO 127 0 2 14 2 32 77 7 4 53 13 8 0 74 4 1 3 1 3 1 1 0 2 0
Puerta PINT SUCIEDAD 144 0 16 29 20 43 36 13 13 12 6 10 0 27 1 3 0 0 3 3 2 1 1 0
Black out pta. ROTO-RASGADO-CORTAD 157 0 36 87 0 2 32 0 4 11 8 11 0 30 3 2 1 1 0 4 1 4 1 0
Cofre PINT SUCIEDAD 169 0 23 27 31 59 29 19 11 12 6 4 0 25 2 0 2 0 1 2 0 1 0 0
Puerta PINT DESCARAPELAD 153 0 31 51 31 13 28 5 2 11 4 12 0 27 2 0 0 0 0 6 4 2 0 0
Esp. parabrisas FLOJO-SUELTO 37 0 0 4 1 7 25 0 1 0 13 12 0 24 3 1 4 0 0 1 1 9 1 0
Toldo Interior ARRUGADO 88 0 0 29 18 17 24 2 6 3 4 11 2 16 0 1 1 0 2 2 2 2 3 2
Abr.lin-Mang Comb. NO ENCLIPADO 102 0 1 28 47 3 23 1 6 7 2 8 0 17 0 1 0 0 1 2 3 1 1 0
Bisel radio ABIERTO 85 0 0 46 4 16 19 2 6 10 4 4 0 18 1 1 1 0 3 0 0 1 0 0
sPareto Population Percent 35.5%
Incid. reales,Total
MY Mes Inicio Semana Dma
22 29 5 12 19 26 20 15 17 18 20 21 22 23 24 25 27
C CALL 2011 Abr May Jun Jul Ago Sep Ago Ago Sep Sep Sep Sep ays Sep Sep Sep Sep Sep Sep Sep Sep Sep Sep
Mold. vertea/ditch MAL AJUSTE 46 0 0 29 6 3 8 3 1 5 2 0 0 7 0 0 0 0 0 0 0 0 0 0
Hebi. hembra cint. ATRAPADO 21 0 0 6 7 3 5 1 1 3 2 0 0 5 0 1 0 0 0 0 0 0 0 0
Portalon PINT HERVIDA 6 0 0 0 1 1 4 0 0 0 1 3 0 4 0 1 0 1 2 0 0 0 0 0
Cint.seguridad ATRAPADO 5 0 0 0 0 1 4 0 0 1 0 2 1 1 0 0 0 0 0 0 0 0 2 1
Tapa cajuela MAL AJUSTE 8 0 5 0 0 1 2 0 0 1 1 0 0 2 0 0 0 0 0 0 0 0 0 0
Tapa cajuela PINT HERVIDA 6 0 0 1 2 1 2 0 0 2 0 0 0 2 0 0 0 0 0 0 0 0 0 0
Puerta (Interior) PINT HERVIDA 11 0 1 6 0 2 2 0 2 1 1 0 0 2 0 0 0 0 0 0 0 0 0 0
Puerta PINT HERVIDA 2 0 0 0 0 1 1 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Black out pta. MAL AJUSTE 1 0 0 0 0 0 1 0 0 0 1 0 0 1 0 0 0 0 0 0 0 0 0 0
Vehiculo MAL AJUSTE 1 0 0 0 0 0 1 0 0 1 0 0 0 1 0 0 0 0 0 0 0 0 0 0
sPareto Population Percent 88.2%
sObjective = 240; Control Limits Ref. Date = 27-Jul-2010; Control Limits Calc. Date = 27-Sep-2010 10:41:47
050
100150200250300350400450500
20
11
Ab
r
Ma
y
Ju
n
Ju
l
Ag
o
Se
p
22
-Ag
o
29
-Ag
o
05
-Se
p
12
-Se
p
19
-Se
p
26
-Se
p
20
Ro
llin
g D
ays
15
-Se
p
17
-Se
p
18
-Se
p
20
-Se
p
21
-Se
p
22
-Se
p
23
-Se
p
24
-Se
p
25
-Se
p
27
-Se
p
Incid
. re
ale
s /1
00
0
Incid. reales /1000 Incid. reales /1000 Incid. reales /1000 Incid. reales /1000 UCL- (346.577) MCL- (259.684) LCL- (172.791)
PDI totales del depto A/B/C
CUAUTITLAN Planta
Total Predelivery & Survillance.
Fig. 20. Grafica de los indicadores de pre-entrega
42
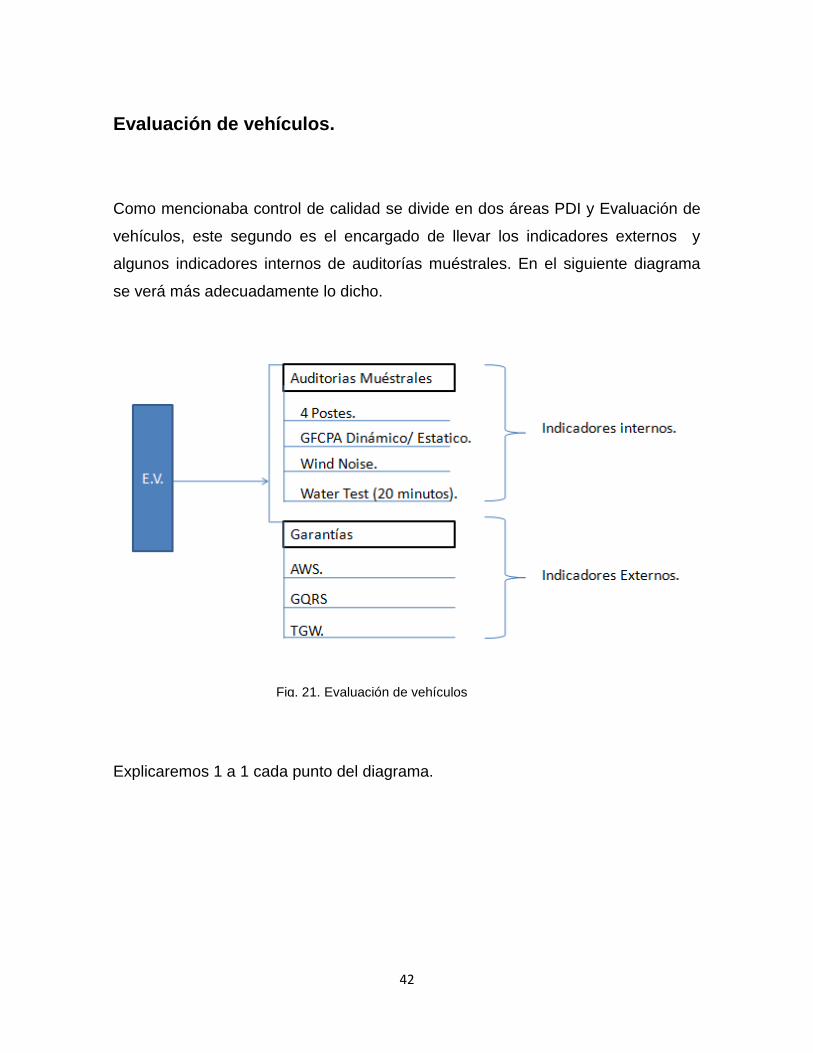
Evaluación de vehículos.
Como mencionaba control de calidad se divide en dos áreas PDI y Evaluación de
vehículos, este segundo es el encargado de llevar los indicadores externos y
algunos indicadores internos de auditorías muéstrales. En el siguiente diagrama
se verá más adecuadamente lo dicho.
Explicaremos 1 a 1 cada punto del diagrama.
Fig. 21. Evaluación de vehículos

43
3.2 INDICADORES INTERNOS.
Auditorias muéstrales: estas son aquellas que solo toman un determinado
número de unidades de muestra para obtener su información, al contrario que PDI
que audita al 100% los vehículos para encontrar defectos.
4 Postes: toma alrededor de 10 unidades por día para su muestra, esta auditoria
consiste en colocar el vehículo sobre una máquina que tiene cuatro bases (en
cada una va una llanta), y al estar el vehículo arriba de esta comienza a moverse
de manera que simula diferentes tipos de superficies solo que el vehículo no está
en movimiento. Es estática y lo que se mueve es la maquina o los 4 postes, esto
para detectar algún tipo de ruido en el auto.
Fig. 22. Prueba de 4 postes
44
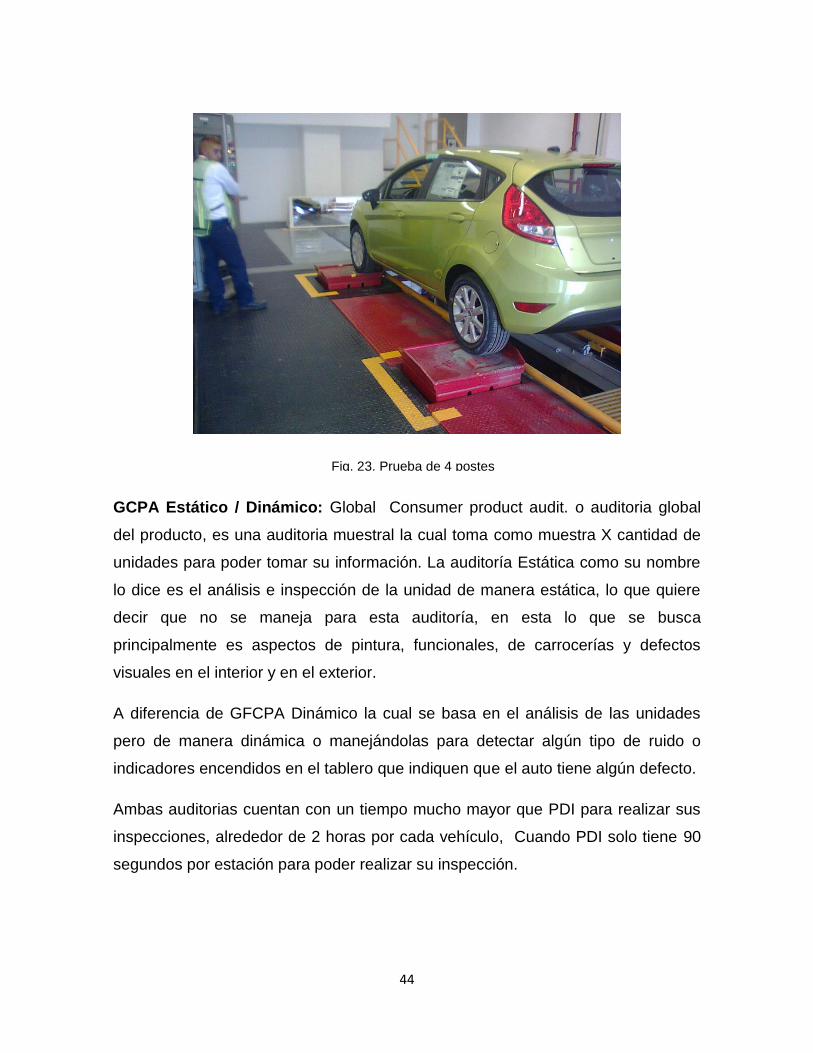
GCPA Estático / Dinámico: Global Consumer product audit. o auditoria global
del producto, es una auditoria muestral la cual toma como muestra X cantidad de
unidades para poder tomar su información. La auditoría Estática como su nombre
lo dice es el análisis e inspección de la unidad de manera estática, lo que quiere
decir que no se maneja para esta auditoría, en esta lo que se busca
principalmente es aspectos de pintura, funcionales, de carrocerías y defectos
visuales en el interior y en el exterior.
A diferencia de GFCPA Dinámico la cual se basa en el análisis de las unidades
pero de manera dinámica o manejándolas para detectar algún tipo de ruido o
indicadores encendidos en el tablero que indiquen que el auto tiene algún defecto.
Ambas auditorias cuentan con un tiempo mucho mayor que PDI para realizar sus
inspecciones, alrededor de 2 horas por cada vehículo, Cuando PDI solo tiene 90
segundos por estación para poder realizar su inspección.
Fig. 23. Prueba de 4 postes

45
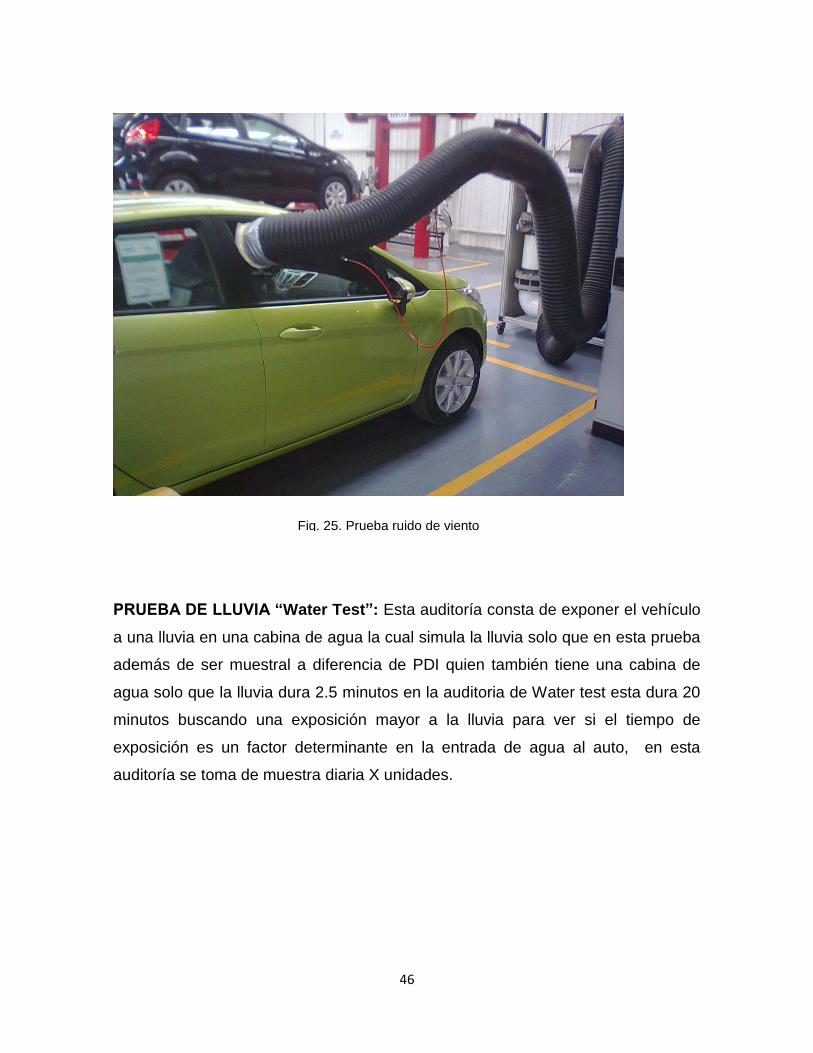
RUIDO DE VIENTO “Wind Noise”: En esta auditoría toman X unidades para
realizar su inspección esto durante el día que contiene 2 turnos, la auditoria
consiste en detectar los molestos ruidos de viento que algunos vehículos
presentan a diferentes velocidades, solo que en esta auditoria el auto no esta en
movimiento mas sin en cambio la maquina de Wind Noise consta de introducir
mangueras que expulsan aire a presión lo cual simula el movimiento del auto a
altas velocidades, o al menos el impacto del aire para detectar ruidos de viento.
Fig. 24. Prueba de ruido de viento
46
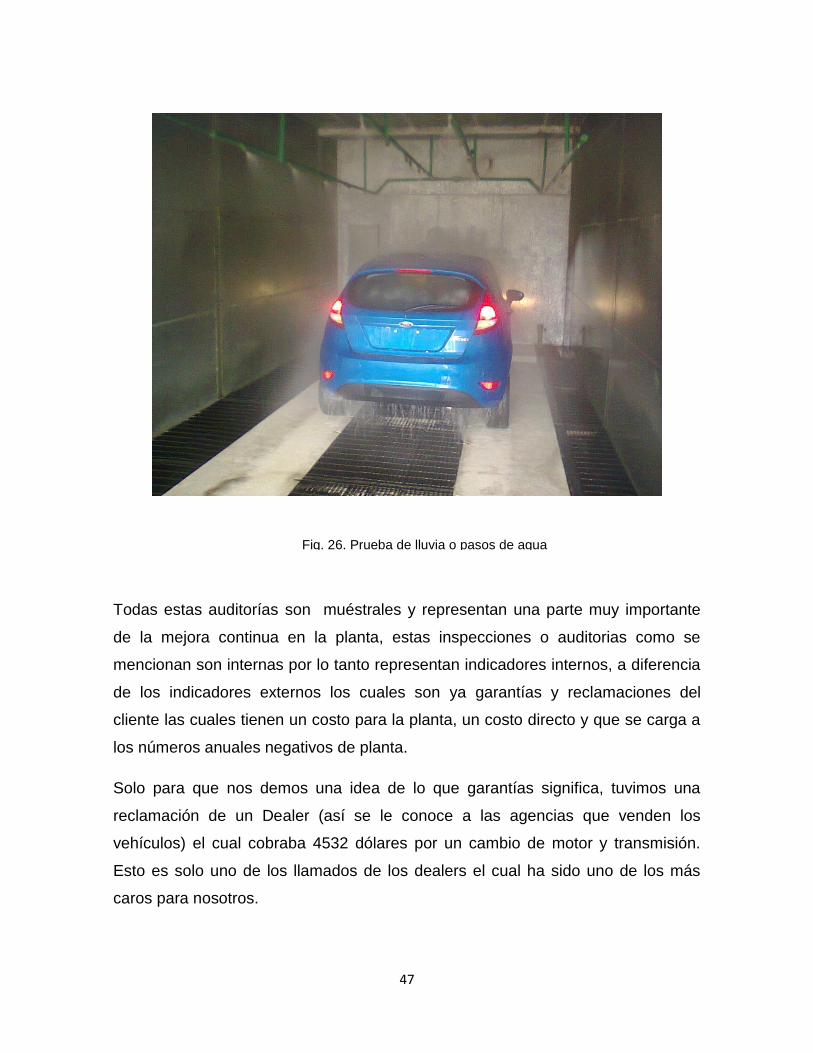
PRUEBA DE LLUVIA “Water Test”: Esta auditoría consta de exponer el vehículo
a una lluvia en una cabina de agua la cual simula la lluvia solo que en esta prueba
además de ser muestral a diferencia de PDI quien también tiene una cabina de
agua solo que la lluvia dura 2.5 minutos en la auditoria de Water test esta dura 20
minutos buscando una exposición mayor a la lluvia para ver si el tiempo de
exposición es un factor determinante en la entrada de agua al auto, en esta
auditoría se toma de muestra diaria X unidades.
Fig. 25. Prueba ruido de viento
47
Todas estas auditorías son muéstrales y representan una parte muy importante
de la mejora continua en la planta, estas inspecciones o auditorias como se
mencionan son internas por lo tanto representan indicadores internos, a diferencia
de los indicadores externos los cuales son ya garantías y reclamaciones del
cliente las cuales tienen un costo para la planta, un costo directo y que se carga a
los números anuales negativos de planta.
Solo para que nos demos una idea de lo que garantías significa, tuvimos una
reclamación de un Dealer (así se le conoce a las agencias que venden los
vehículos) el cual cobraba 4532 dólares por un cambio de motor y transmisión.
Esto es solo uno de los llamados de los dealers el cual ha sido uno de los más
caros para nosotros.
Fig. 26. Prueba de lluvia o pasos de agua
48
IV.- METODOLOGÍA DE UNA
AUDITORÍA DE CALIDAD.
49
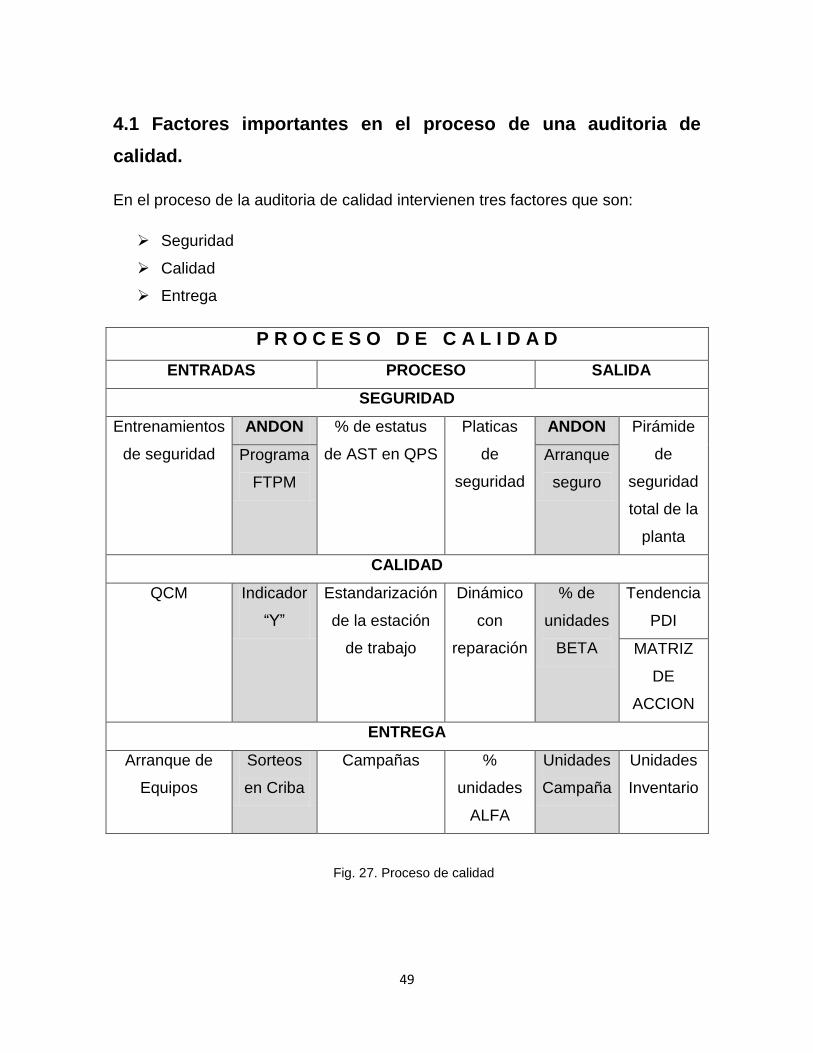
4.1 Factores importantes en el proceso de una auditoria de
calidad.
En el proceso de la auditoria de calidad intervienen tres factores que son:
Seguridad
Calidad
Entrega
P R O C E S O D E C A L I D A D
ENTRADAS PROCESO SALIDA
SEGURIDAD
Entrenamientos
de seguridad
ANDON % de estatus
de AST en QPS
Platicas
de
seguridad
ANDON Pirámide
de
seguridad
total de la
planta
Programa
FTPM
Arranque
seguro
CALIDAD
QCM Indicador
“Y”
Estandarización
de la estación
de trabajo
Dinámico
con
reparación
% de
unidades
BETA
Tendencia
PDI
MATRIZ
DE
ACCION
ENTREGA
Arranque de
Equipos
Sorteos
en Criba
Campañas
%
unidades
ALFA
Unidades
Campaña
Unidades
Inventario
Fig. 27. Proceso de calidad
50
Como se muestra en la figura anterior el Proceso de Calidad está formado por:
Entrada, Proceso y Salida en el cual se antepone entre cada una de ellas el
ANDON.
Sistema andon “tablero de control de proceso”.
¿Qué es el ANDON?
Traducida del japonés significa linterna.
Es un control visual que permite al operador informar al coordinador de grupo y/o
responsable de la línea, que existe una condición anormal, condición especial o
fuera de lo común que impida cumplir con los objetivos de calidad y volumen.
Nota: No es una herramienta para detener la línea.
1. Características del ANDON
2. Visible/legible
3. Conciso/comprensible
4. Oportuno/responsivo, pertinente y completo
5. Sencillo
Despliegues visuales.
El propósito de los despliegues visuales es comunicar la información clave sobre
los medibles del grupo de trabajo, asuntos, planes y estatus.
Controles visuales.
Los controles visuales son definidos como los medios utilizados en el lugar de
trabajo para comunicar visualmente cuales son los estándares establecidos e
impulsar las conductas hacia el cumplimiento de los estándares que a
continuación se enlistan:
1. Estándares inter-construidos en el lugar de trabajo.
2. Advertir acerca de las anormalidades.
51
3. Detectar las anormalidades.
4. Evitar las anormalidades.
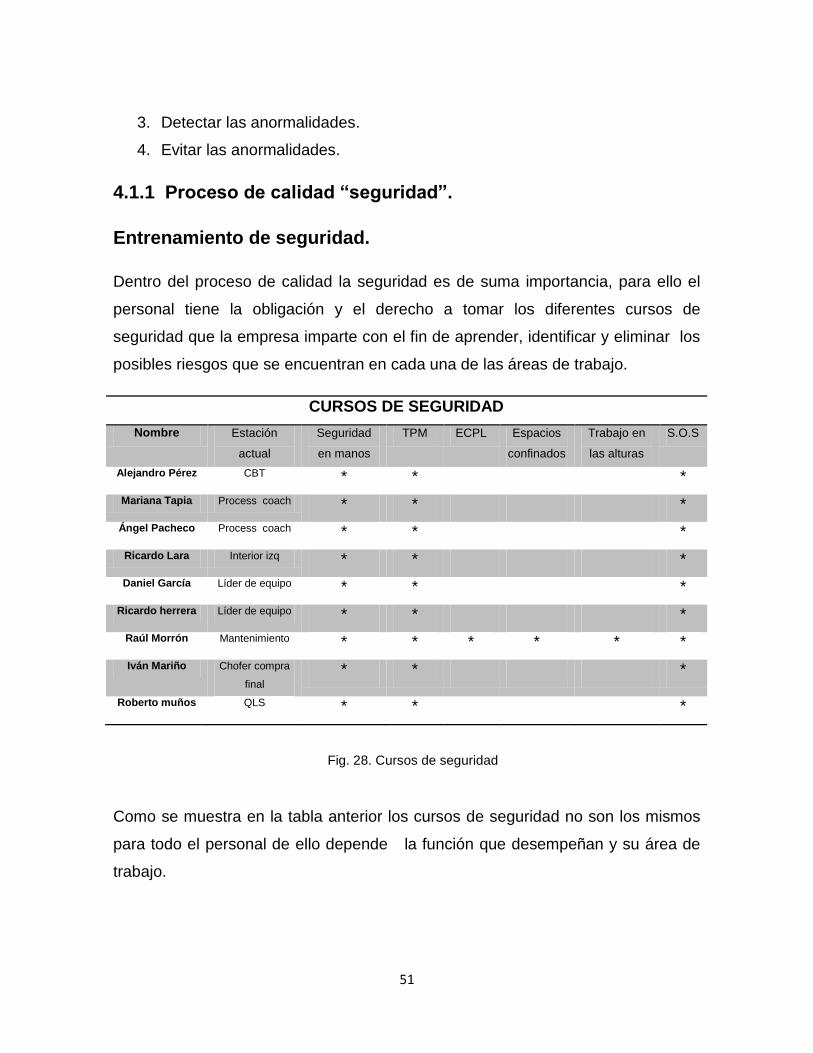
4.1.1 Proceso de calidad “seguridad”.
Entrenamiento de seguridad.
Dentro del proceso de calidad la seguridad es de suma importancia, para ello el
personal tiene la obligación y el derecho a tomar los diferentes cursos de
seguridad que la empresa imparte con el fin de aprender, identificar y eliminar los
posibles riesgos que se encuentran en cada una de las áreas de trabajo.
CURSOS DE SEGURIDAD
Nombre Estación
actual
Seguridad
en manos
TPM ECPL Espacios
confinados
Trabajo en
las alturas
S.O.S
Alejandro Pérez CBT * * *
Mariana Tapia Process coach * * *
Ángel Pacheco Process coach * * *
Ricardo Lara Interior izq * * *
Daniel García Líder de equipo * * *
Ricardo herrera Líder de equipo * * *
Raúl Morrón Mantenimiento * * * * * *
Iván Mariño Chofer compra
final
* * *
Roberto muños QLS * * *
Como se muestra en la tabla anterior los cursos de seguridad no son los mismos
para todo el personal de ello depende la función que desempeñan y su área de
trabajo.
Fig. 28. Cursos de seguridad
52
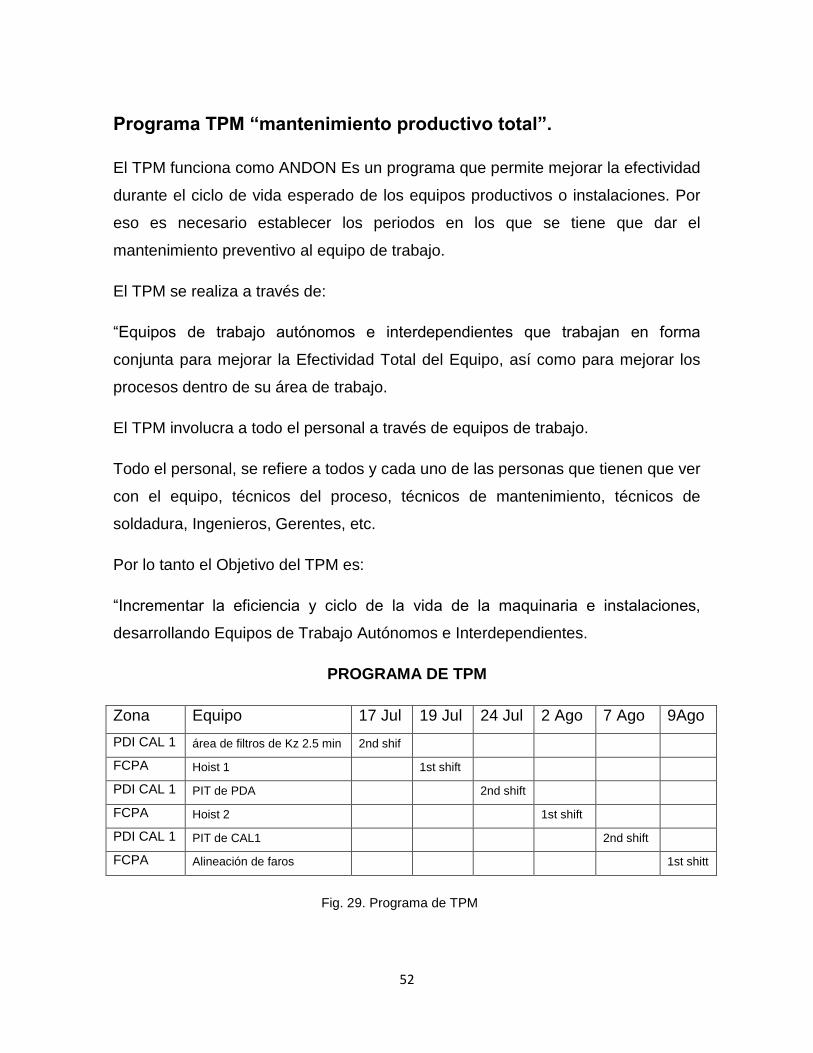
Programa TPM “mantenimiento productivo total”.
El TPM funciona como ANDON Es un programa que permite mejorar la efectividad
durante el ciclo de vida esperado de los equipos productivos o instalaciones. Por
eso es necesario establecer los periodos en los que se tiene que dar el
mantenimiento preventivo al equipo de trabajo.
El TPM se realiza a través de:
“Equipos de trabajo autónomos e interdependientes que trabajan en forma
conjunta para mejorar la Efectividad Total del Equipo, así como para mejorar los
procesos dentro de su área de trabajo.
El TPM involucra a todo el personal a través de equipos de trabajo.
Todo el personal, se refiere a todos y cada uno de las personas que tienen que ver
con el equipo, técnicos del proceso, técnicos de mantenimiento, técnicos de
soldadura, Ingenieros, Gerentes, etc.
Por lo tanto el Objetivo del TPM es:
“Incrementar la eficiencia y ciclo de la vida de la maquinaria e instalaciones,
desarrollando Equipos de Trabajo Autónomos e Interdependientes.
PROGRAMA DE TPM
Zona Equipo 17 Jul 19 Jul 24 Jul 2 Ago 7 Ago 9Ago
PDI CAL 1 área de filtros de Kz 2.5 min 2nd shif
FCPA Hoist 1 1st shift
PDI CAL 1 PIT de PDA 2nd shift
FCPA Hoist 2 1st shift
PDI CAL 1 PIT de CAL1 2nd shift
FCPA Alineación de faros 1st shitt
Fig. 29. Programa de TPM
53
Como se muestra en la figura 29 fechas en las que se hizo el mantenimiento
preventivo a los diferentes equipos que se encuentran en el área de control de
calidad
% De estatus de AST en la hoja de proceso de calidad.
El Análisis de Seguridad en el trabajo se basa en las siguientes ideas.
Dividir: Un trabajo específico o una organización de trabajo puede ser
divididos en una serie de pasos relativamente simples.
Identificar: los riesgos asociados con cada paso en el trabajo pueden ser
identificados.
Controlar: se pueden desarrollar soluciones para controlar cada riesgo.
Pasos para la elaboración:
Seleccionar el trabajo (operación básica, actividad rutinaria)
Dividir el trabajo en etapas básicas (descrita brevemente, orden lógico
“secuencia”)
Identificar los riesgos asociados con cada etapa (6 Preguntas)
1. ¿Puedo estar en contacto con una fuente de energía?
2. ¿Puedo estar en contacto con un material peligroso?
3. ¿Puedo golpear contra alguna cosa?
4. ¿Puedo quedar atrapado con, entre alguna cosa?
5. ¿Pueden los trabajadores resbalar, tropezar o caer?
6. ¿Existe un diseño deficiente de la estación de trabajo?
Controlar cada riesgo
Estos pueden ser controlados por controles de ingeniería, equipo de
protección personal, instrucciones y procedimientos de trabajo, controles
administrativos.
54
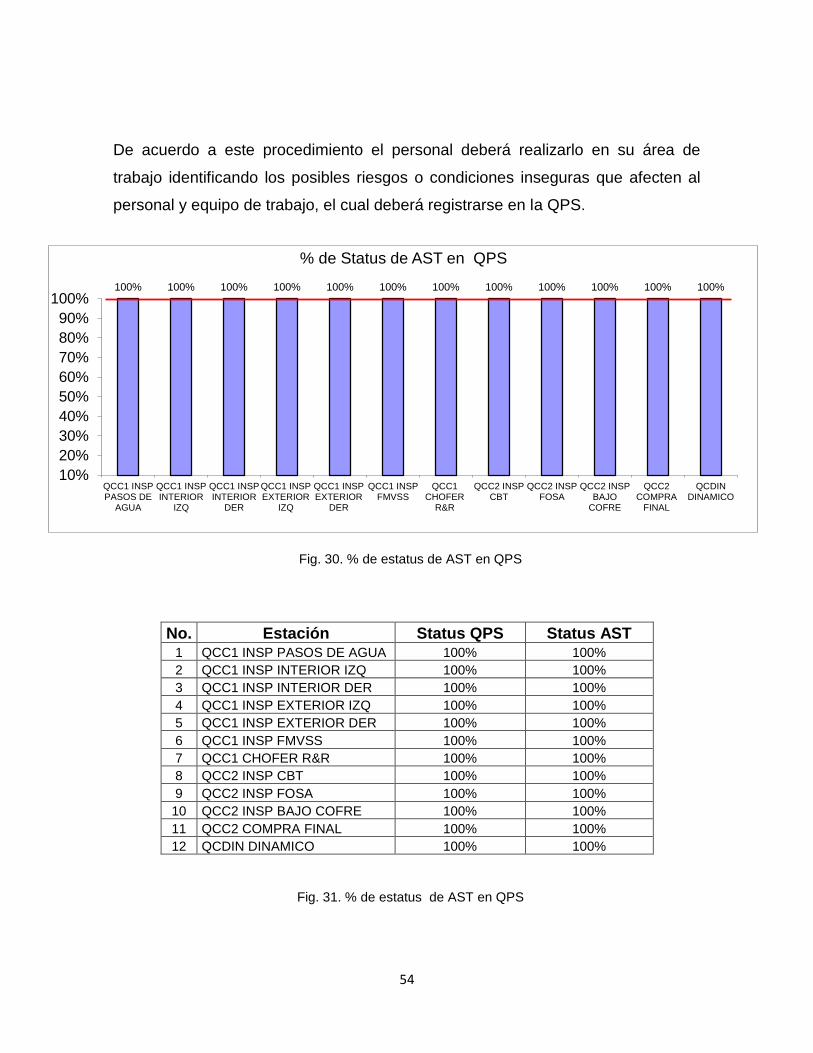
De acuerdo a este procedimiento el personal deberá realizarlo en su área de
trabajo identificando los posibles riesgos o condiciones inseguras que afecten al
personal y equipo de trabajo, el cual deberá registrarse en la QPS.
No. Estación Status QPS Status AST 1 QCC1 INSP PASOS DE AGUA 100% 100%
2 QCC1 INSP INTERIOR IZQ 100% 100%
3 QCC1 INSP INTERIOR DER 100% 100%
4 QCC1 INSP EXTERIOR IZQ 100% 100%
5 QCC1 INSP EXTERIOR DER 100% 100%
6 QCC1 INSP FMVSS 100% 100%
7 QCC1 CHOFER R&R 100% 100%
8 QCC2 INSP CBT 100% 100%
9 QCC2 INSP FOSA 100% 100%
10 QCC2 INSP BAJO COFRE 100% 100%
11 QCC2 COMPRA FINAL 100% 100%
12 QCDIN DINAMICO 100% 100%
100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
QCC1 INSPPASOS DE
AGUA
QCC1 INSPINTERIOR
IZQ
QCC1 INSPINTERIOR
DER
QCC1 INSPEXTERIOR
IZQ
QCC1 INSPEXTERIOR
DER
QCC1 INSPFMVSS
QCC1CHOFER
R&R
QCC2 INSPCBT
QCC2 INSPFOSA
QCC2 INSPBAJO
COFRE
QCC2COMPRA
FINAL
QCDINDINAMICO
% de Status de AST en QPS
Fig. 30. % de estatus de AST en QPS
Fig. 31. % de estatus de AST en QPS
55
En la gráfica y la tabla de la figura 30 y 31, se puede ver que se cumple con el
objetivo establecido, asegurando con ello que se han identificado los posibles
riesgos o condiciones inseguras en las diferentes estaciones de trabajo y el área
en general, obteniendo como resultado condiciones ideales para laborar.
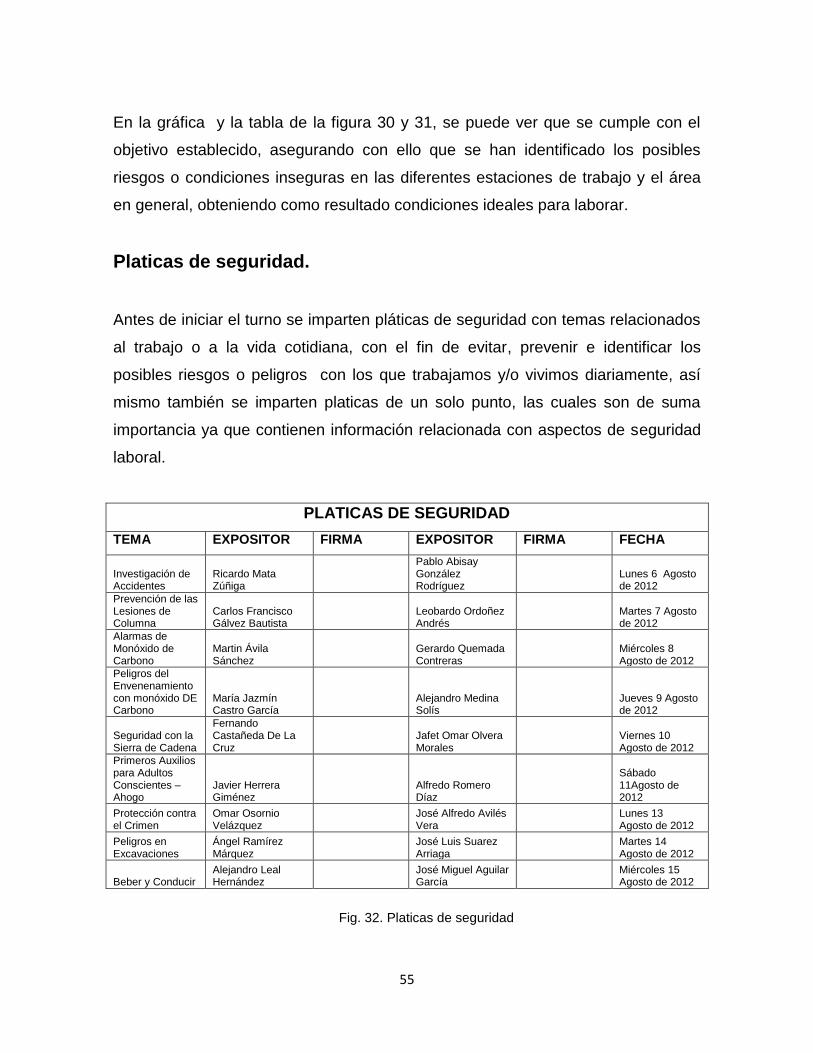
Platicas de seguridad.
Antes de iniciar el turno se imparten pláticas de seguridad con temas relacionados
al trabajo o a la vida cotidiana, con el fin de evitar, prevenir e identificar los
posibles riesgos o peligros con los que trabajamos y/o vivimos diariamente, así
mismo también se imparten platicas de un solo punto, las cuales son de suma
importancia ya que contienen información relacionada con aspectos de seguridad
laboral.
PLATICAS DE SEGURIDAD
TEMA EXPOSITOR FIRMA EXPOSITOR FIRMA FECHA
Investigación de Accidentes
Ricardo Mata Zúñiga
Pablo Abisay González Rodríguez
Lunes 6 Agosto de 2012
Prevención de las Lesiones de Columna
Carlos Francisco Gálvez Bautista
Leobardo Ordoñez Andrés
Martes 7 Agosto de 2012
Alarmas de Monóxido de Carbono
Martin Ávila Sánchez
Gerardo Quemada Contreras
Miércoles 8 Agosto de 2012
Peligros del Envenenamiento con monóxido DE Carbono
María Jazmín Castro García
Alejandro Medina Solís
Jueves 9 Agosto de 2012
Seguridad con la Sierra de Cadena
Fernando Castañeda De La Cruz
Jafet Omar Olvera Morales
Viernes 10 Agosto de 2012
Primeros Auxilios para Adultos Conscientes – Ahogo
Javier Herrera Giménez
Alfredo Romero Díaz
Sábado 11Agosto de 2012
Protección contra el Crimen
Omar Osornio Velázquez
José Alfredo Avilés Vera
Lunes 13 Agosto de 2012
Peligros en Excavaciones
Ángel Ramírez Márquez
José Luis Suarez Arriaga
Martes 14 Agosto de 2012
Beber y Conducir Alejandro Leal Hernández
José Miguel Aguilar García
Miércoles 15 Agosto de 2012
Fig. 32. Platicas de seguridad
56
Como se muestra en la tabla de la figura 32 se involucra a todo el grupo de trabajo
para esta actividad, haciendo que el personal tome conciencia y conozca la
importancia de llevar a cabo estas buenas prácticas de seguridad en el trabajo así
como en la vida cotidiana.
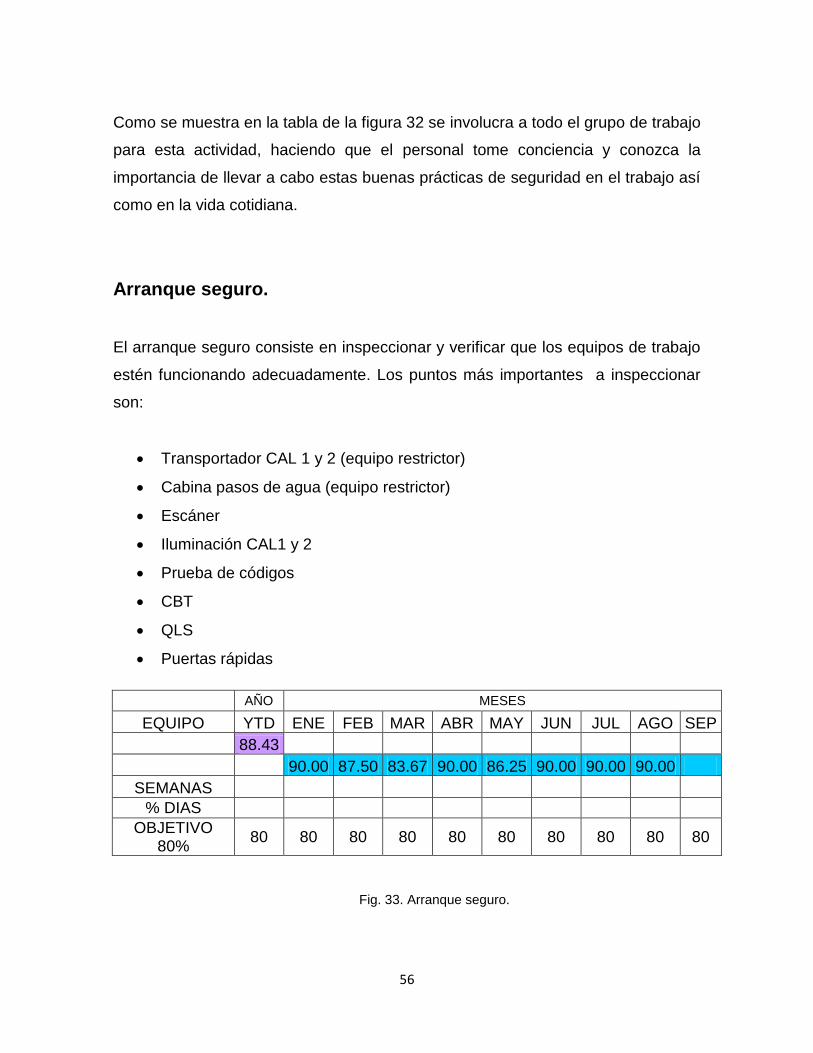
Arranque seguro.
El arranque seguro consiste en inspeccionar y verificar que los equipos de trabajo
estén funcionando adecuadamente. Los puntos más importantes a inspeccionar
son:
Transportador CAL 1 y 2 (equipo restrictor)
Cabina pasos de agua (equipo restrictor)
Escáner
Iluminación CAL1 y 2
Prueba de códigos
CBT
QLS
Puertas rápidas
AÑO MESES
EQUIPO YTD ENE FEB MAR ABR MAY JUN JUL AGO SEP
AÑO 88.43
mes 90.00 87.50 83.67 90.00 86.25 90.00 90.00 90.00
SEMANAS
% DIAS
OBJETIVO 80%
80 80 80 80 80 80 80 80 80 80
Fig. 33. Arranque seguro.
57
La tabla de la figura 33 muestra la efectividad de los equipos al arranque y de
acuerdo a los resultados que se registran se establece las fechas para su
mantenimiento según sea el caso.
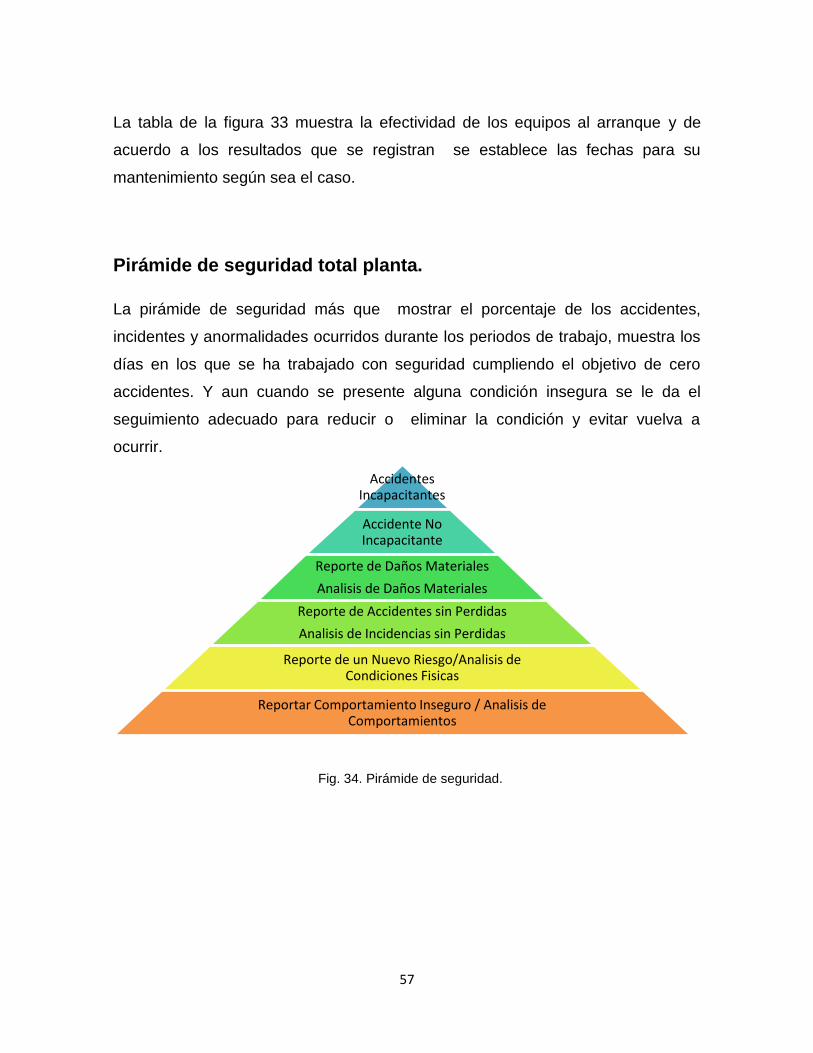
Pirámide de seguridad total planta.
La pirámide de seguridad más que mostrar el porcentaje de los accidentes,
incidentes y anormalidades ocurridos durante los periodos de trabajo, muestra los
días en los que se ha trabajado con seguridad cumpliendo el objetivo de cero
accidentes. Y aun cuando se presente alguna condición insegura se le da el
seguimiento adecuado para reducir o eliminar la condición y evitar vuelva a
ocurrir.
Accidentes Incapacitantes
Accidente No Incapacitante
Reporte de Daños Materiales
Analisis de Daños Materiales
Reporte de Accidentes sin Perdidas
Analisis de Incidencias sin Perdidas
Reporte de un Nuevo Riesgo/Analisis de Condiciones Fisicas
Reportar Comportamiento Inseguro / Analisis de Comportamientos
Fig. 34. Pirámide de seguridad.
58
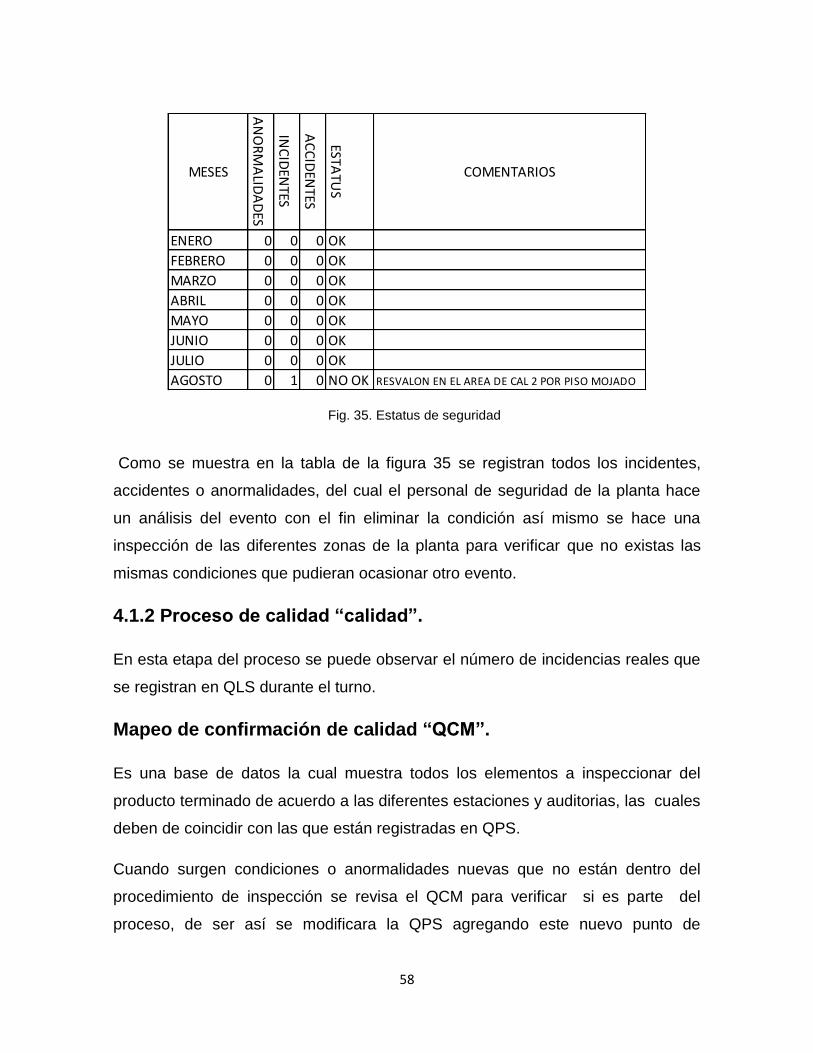
Como se muestra en la tabla de la figura 35 se registran todos los incidentes,
accidentes o anormalidades, del cual el personal de seguridad de la planta hace
un análisis del evento con el fin eliminar la condición así mismo se hace una
inspección de las diferentes zonas de la planta para verificar que no existas las
mismas condiciones que pudieran ocasionar otro evento.
4.1.2 Proceso de calidad “calidad”.
En esta etapa del proceso se puede observar el número de incidencias reales que
se registran en QLS durante el turno.
Mapeo de confirmación de calidad “QCM”.
Es una base de datos la cual muestra todos los elementos a inspeccionar del
producto terminado de acuerdo a las diferentes estaciones y auditorias, las cuales
deben de coincidir con las que están registradas en QPS.
Cuando surgen condiciones o anormalidades nuevas que no están dentro del
procedimiento de inspección se revisa el QCM para verificar si es parte del
proceso, de ser así se modificara la QPS agregando este nuevo punto de
MESES
AN
OR
MA
LIDA
DES
INC
IDEN
TES
AC
CID
ENTES
ESTATU
S
COMENTARIOS
ENERO 0 0 0 OK
FEBRERO 0 0 0 OK
MARZO 0 0 0 OK
ABRIL 0 0 0 OK
MAYO 0 0 0 OK
JUNIO 0 0 0 OK
JULIO 0 0 0 OK
AGOSTO 0 1 0 NO OK RESVALON EN EL AREA DE CAL 2 POR PISO MOJADO
Fig. 35. Estatus de seguridad

59
inspección al procedimiento, de no encontrarse en el QCM se hace un análisis
para establecer si debe o no agregarse a este, si se determina que es una
condición temporal se procede a realizar una CTQ.
CTQ “critico para calidad”
Es un formato en el cual muestra claramente cuál es la inspección que se agrega
al procedimiento, la cual especifica el componente, la forma de inspección, así
como la especificación, tolerancia o estándar de aceptación , además deberá tener
fecha de emisión, revisión, termino y simbología. A continuación se muestra un
ejemplo de una CTQ.
Fig. 36. Ejemplo de una CTQ
60
JUL AGO 15-jul 22-jul 29-jul 05-ago 12-ago 11-ago 13-ago 14-ago 15-ago 16-ago
incidencias reales/1000 56.95 72.99 48.62 59.86 65.31 78.93 73.87 111.5 94.65 68.6 79.08 51.97
sample size 6760 7014 2694 3040 2970 3053 2017 529 486 481 569 481
incidencias reales Total 385 512 131 182 194 241 149 59 46 33 45 25
FTT% 95.87 94.91 96.81 95.43 95.69 94.2 94.74 91.68 93.21 95.84 94.02 96.05
FIRST RUN% 94.54 93.17 95.4 94.11 93.97 92.63 93.01 89.79 91.15 93.56 92.27 95.22
MES INICIO DE SEMANA Dma
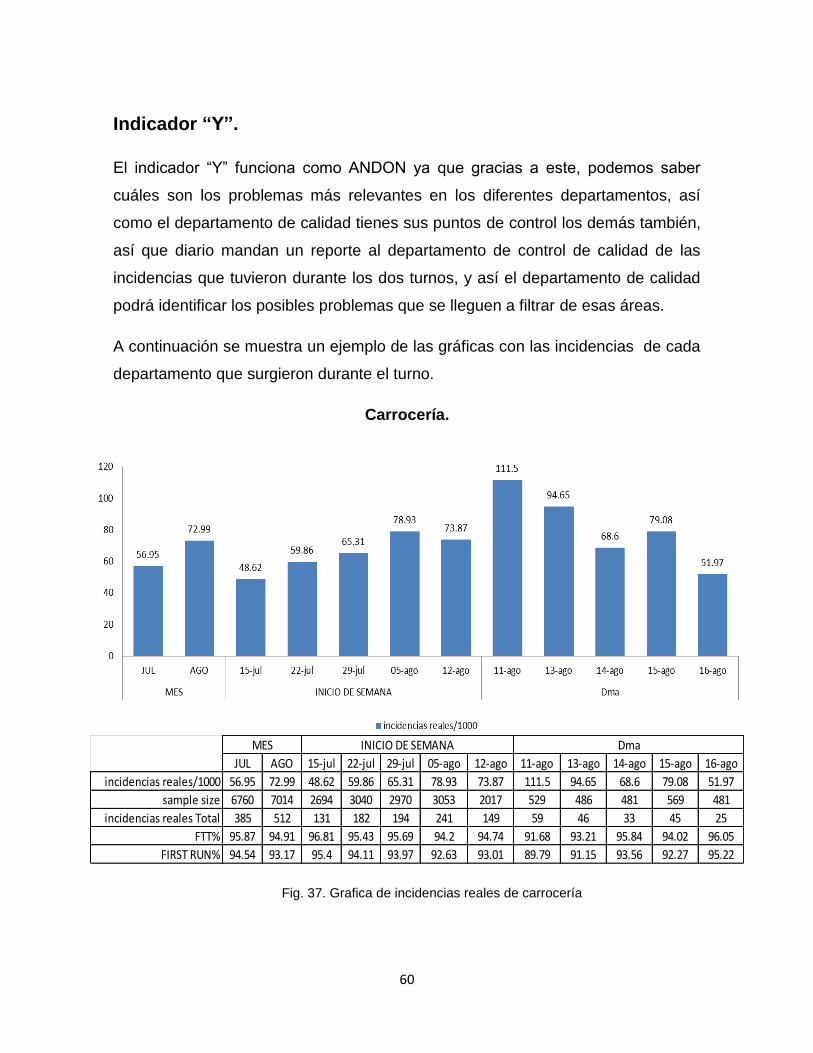
Indicador “Y”.
El indicador “Y” funciona como ANDON ya que gracias a este, podemos saber
cuáles son los problemas más relevantes en los diferentes departamentos, así
como el departamento de calidad tienes sus puntos de control los demás también,
así que diario mandan un reporte al departamento de control de calidad de las
incidencias que tuvieron durante los dos turnos, y así el departamento de calidad
podrá identificar los posibles problemas que se lleguen a filtrar de esas áreas.
A continuación se muestra un ejemplo de las gráficas con las incidencias de cada
departamento que surgieron durante el turno.
Carrocería.
Fig. 37. Grafica de incidencias reales de carrocería
61
JUL AGO 15-jul 22-jul 29-jul 05-ago 12-ago 11-ago 13-ago 14-ago 15-ago 16-ago
TOP
PUERTA BODY ABOLLADO GOLPE 46 76 12 23 29 30 28 8 11 4 4 9
PUERTA MAL AJUSTE 24 16 4 11 11 8 6 1 0 2 2 2
PUERTA SUPERFICIE DEFORME 9 29 6 4 10 12 9 3 1 4 2 2
COSTADO BODY ABOLLADO GOLPE 40 52 11 21 19 29 12 13 7 1 2 2
TECHO BODY ABOLLADO FUERA 10 19 3 4 6 11 5 4 2 0 1 2
MES INICIO DE SEMANA Dma
INCIDENCIAS REALES TOTAL
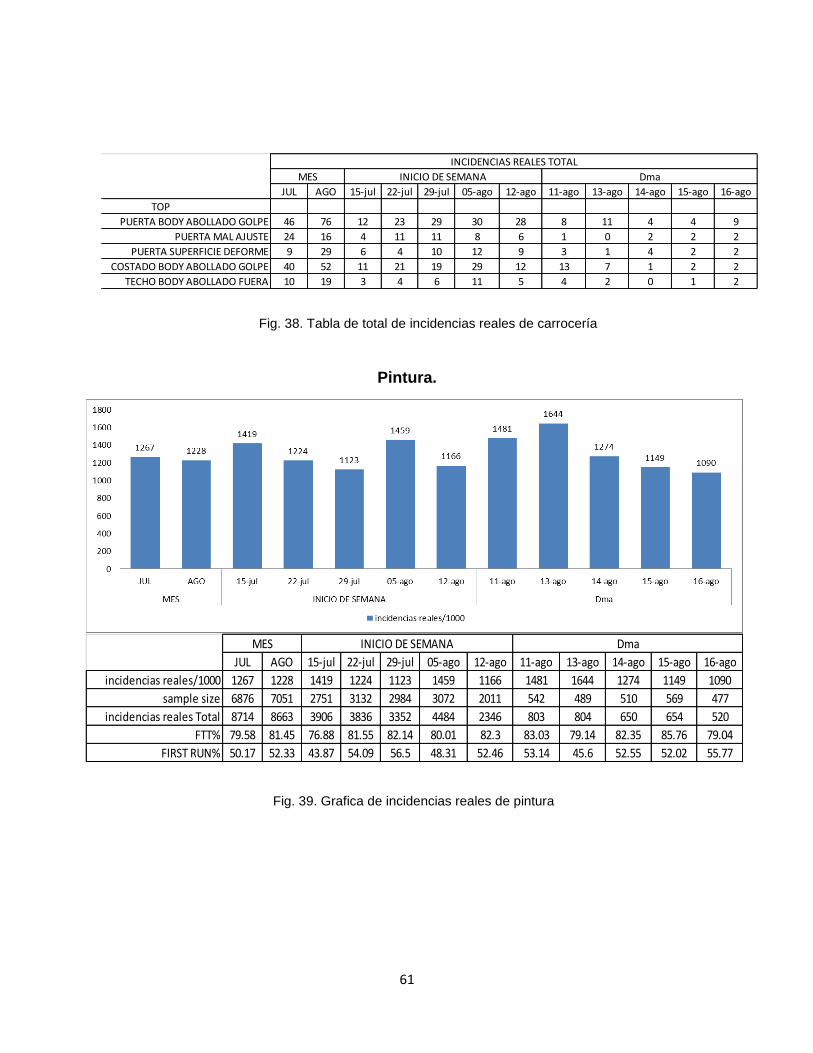
JUL AGO 15-jul 22-jul 29-jul 05-ago 12-ago 11-ago 13-ago 14-ago 15-ago 16-ago
incidencias reales/1000 1267 1228 1419 1224 1123 1459 1166 1481 1644 1274 1149 1090
sample size 6876 7051 2751 3132 2984 3072 2011 542 489 510 569 477
incidencias reales Total 8714 8663 3906 3836 3352 4484 2346 803 804 650 654 520
FTT% 79.58 81.45 76.88 81.55 82.14 80.01 82.3 83.03 79.14 82.35 85.76 79.04
FIRST RUN% 50.17 52.33 43.87 54.09 56.5 48.31 52.46 53.14 45.6 52.55 52.02 55.77
MES INICIO DE SEMANA Dma
Pintura.
Fig. 38. Tabla de total de incidencias reales de carrocería
Fig. 39. Grafica de incidencias reales de pintura
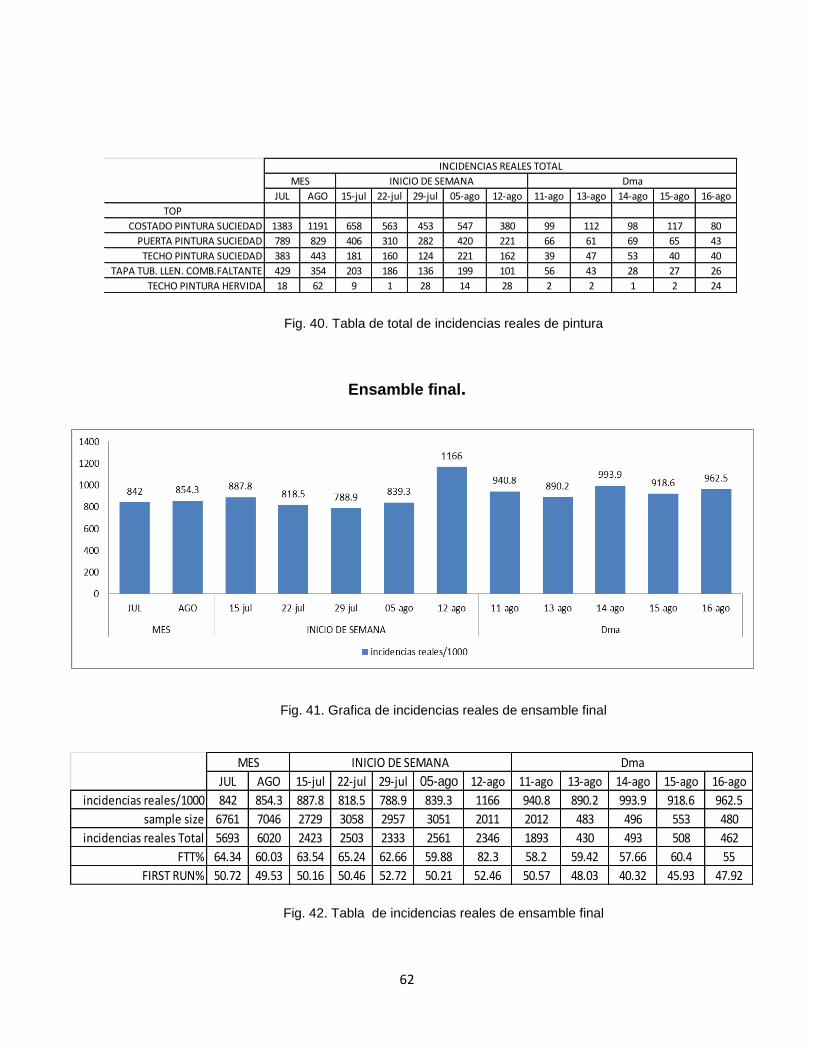
62
JUL AGO 15-jul 22-jul 29-jul 05-ago 12-ago 11-ago 13-ago 14-ago 15-ago 16-ago
TOP
COSTADO PINTURA SUCIEDAD 1383 1191 658 563 453 547 380 99 112 98 117 80
PUERTA PINTURA SUCIEDAD 789 829 406 310 282 420 221 66 61 69 65 43
TECHO PINTURA SUCIEDAD 383 443 181 160 124 221 162 39 47 53 40 40
TAPA TUB. LLEN. COMB.FALTANTE 429 354 203 186 136 199 101 56 43 28 27 26
TECHO PINTURA HERVIDA 18 62 9 1 28 14 28 2 2 1 2 24
INCIDENCIAS REALES TOTAL
MES INICIO DE SEMANA Dma
JUL AGO 15-jul 22-jul 29-jul 05-ago 12-ago 11-ago 13-ago 14-ago 15-ago 16-ago
incidencias reales/1000 842 854.3 887.8 818.5 788.9 839.3 1166 940.8 890.2 993.9 918.6 962.5
sample size 6761 7046 2729 3058 2957 3051 2011 2012 483 496 553 480
incidencias reales Total 5693 6020 2423 2503 2333 2561 2346 1893 430 493 508 462
FTT% 64.34 60.03 63.54 65.24 62.66 59.88 82.3 58.2 59.42 57.66 60.4 55
FIRST RUN% 50.72 49.53 50.16 50.46 52.72 50.21 52.46 50.57 48.03 40.32 45.93 47.92
MES INICIO DE SEMANA Dma
Ensamble final.
Fig. 40. Tabla de total de incidencias reales de pintura
Fig. 41. Grafica de incidencias reales de ensamble final
Fig. 42. Tabla de incidencias reales de ensamble final
63
Estandarización de la estación de trabajo.
El programa estandarización de la estación de trabajo, el cual consiste en hacer
una evaluación periódicamente a cada inspector para saber la efectividad que
tiene al realizar la auditoria, en la cual los puntos más importantes a evaluar son:
Apego al estándar (observación del proceso). Tiene como objetivo
verificar que la secuencia descrita en la QPS este claramente definida. Este
proceso se hace en compañía del líder de grupo y consiste en observar la
secuencia del técnico base y observar las variantes en la operación por tipo
de vehículo cuando aplique.
Puntos a observar:
o Uso correcto del ANDON.
o Registro correcto de los defectos en el sistema.
o Adelanta unidades.
o Uso de equipo de protección personal (EPP)
o Movimientos de más para realizar la inspección.
o Adhesión al estándar de cerrado de puertas.
o Uso de protección adecuada cuando porte joyería, para evitar daños en la
unidad.
o Proceso de inspección en orden diferente al descrito en QPS.
o Inspecciones adicionales sin documentar.
Conocimiento profundo del proceso. Tiene como objetivo el
entendimiento claro del proceso por parte del técnico base. El proceso
consiste en hacer preguntas y afinar su conocimiento de la operación.
64
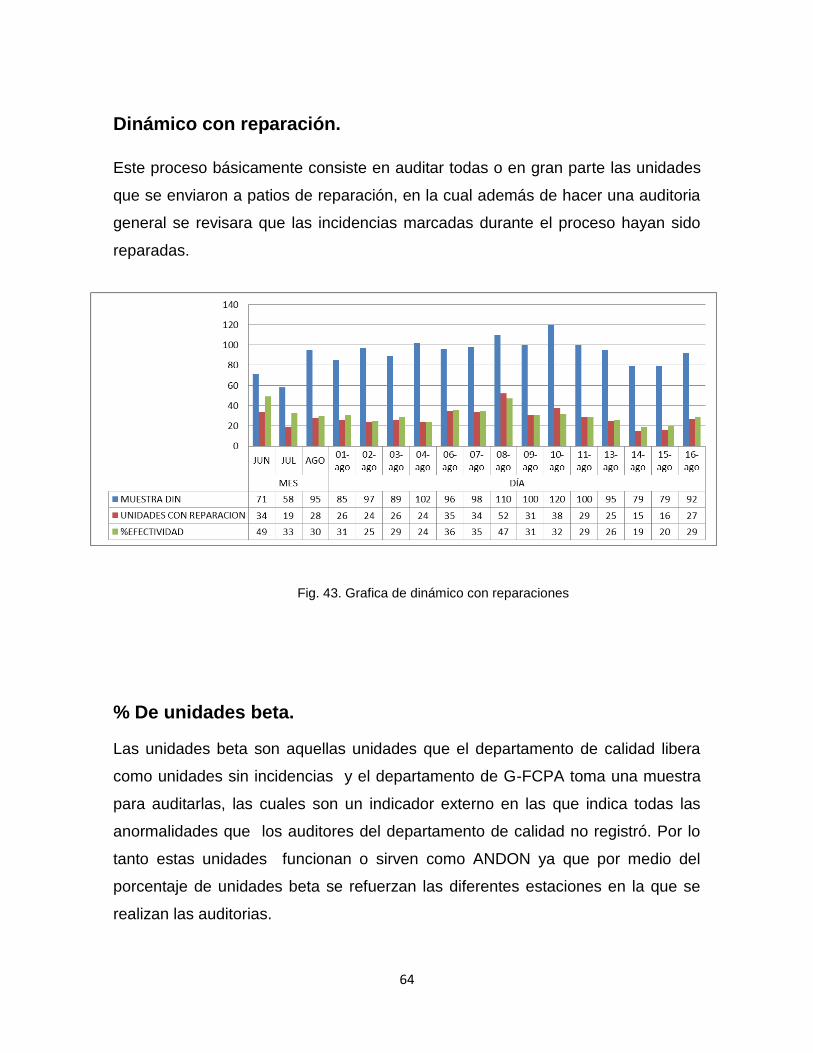
Dinámico con reparación.
Este proceso básicamente consiste en auditar todas o en gran parte las unidades
que se enviaron a patios de reparación, en la cual además de hacer una auditoria
general se revisara que las incidencias marcadas durante el proceso hayan sido
reparadas.
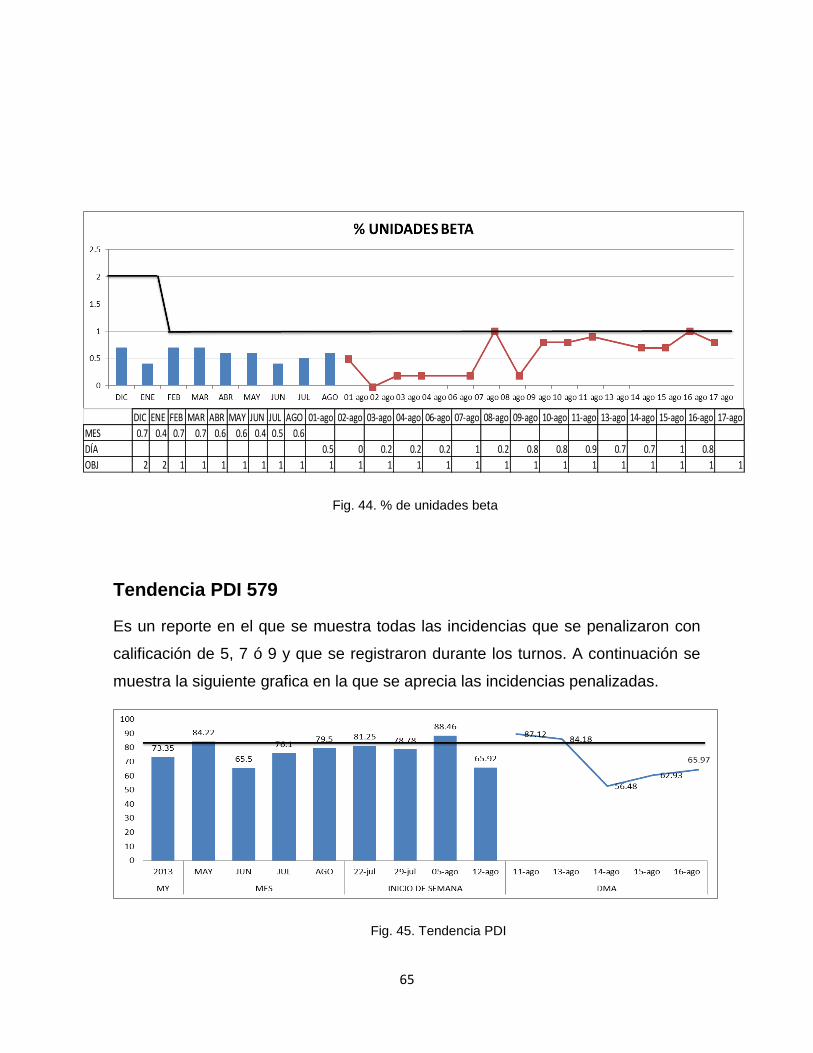
% De unidades beta.
Las unidades beta son aquellas unidades que el departamento de calidad libera
como unidades sin incidencias y el departamento de G-FCPA toma una muestra
para auditarlas, las cuales son un indicador externo en las que indica todas las
anormalidades que los auditores del departamento de calidad no registró. Por lo
tanto estas unidades funcionan o sirven como ANDON ya que por medio del
porcentaje de unidades beta se refuerzan las diferentes estaciones en la que se
realizan las auditorias.
Fig. 43. Grafica de dinámico con reparaciones
65
DIC ENE FEB MAR ABR MAY JUN JUL AGO 01-ago 02-ago 03-ago 04-ago 06-ago 07-ago 08-ago 09-ago 10-ago 11-ago 13-ago 14-ago 15-ago 16-ago 17-ago
MES 0.7 0.4 0.7 0.7 0.6 0.6 0.4 0.5 0.6
DÍA 0.5 0 0.2 0.2 0.2 1 0.2 0.8 0.8 0.9 0.7 0.7 1 0.8
OBJ 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Tendencia PDI 579
Es un reporte en el que se muestra todas las incidencias que se penalizaron con
calificación de 5, 7 ó 9 y que se registraron durante los turnos. A continuación se
muestra la siguiente grafica en la que se aprecia las incidencias penalizadas.
Fig. 44. % de unidades beta
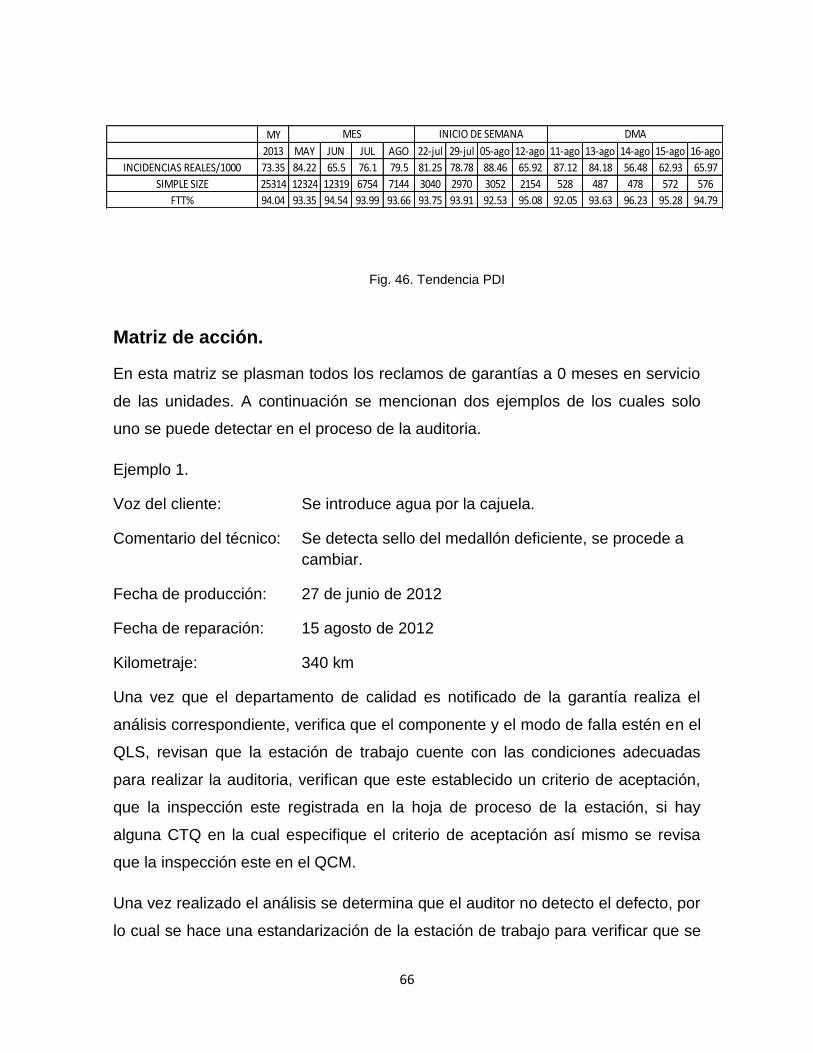
Fig. 45. Tendencia PDI
66
MY
2013 MAY JUN JUL AGO 22-jul 29-jul 05-ago 12-ago 11-ago 13-ago 14-ago 15-ago 16-ago
INCIDENCIAS REALES/1000 73.35 84.22 65.5 76.1 79.5 81.25 78.78 88.46 65.92 87.12 84.18 56.48 62.93 65.97
SIMPLE SIZE 25314 12324 12319 6754 7144 3040 2970 3052 2154 528 487 478 572 576
FTT% 94.04 93.35 94.54 93.99 93.66 93.75 93.91 92.53 95.08 92.05 93.63 96.23 95.28 94.79
MES INICIO DE SEMANA DMA
Matriz de acción.
En esta matriz se plasman todos los reclamos de garantías a 0 meses en servicio
de las unidades. A continuación se mencionan dos ejemplos de los cuales solo
uno se puede detectar en el proceso de la auditoria.
Ejemplo 1.
Voz del cliente: Se introduce agua por la cajuela.
Comentario del técnico: Se detecta sello del medallón deficiente, se procede a
cambiar.
Fecha de producción: 27 de junio de 2012
Fecha de reparación: 15 agosto de 2012
Kilometraje: 340 km
Una vez que el departamento de calidad es notificado de la garantía realiza el
análisis correspondiente, verifica que el componente y el modo de falla estén en el
QLS, revisan que la estación de trabajo cuente con las condiciones adecuadas
para realizar la auditoria, verifican que este establecido un criterio de aceptación,
que la inspección este registrada en la hoja de proceso de la estación, si hay
alguna CTQ en la cual especifique el criterio de aceptación así mismo se revisa
que la inspección este en el QCM.
Una vez realizado el análisis se determina que el auditor no detecto el defecto, por
lo cual se hace una estandarización de la estación de trabajo para verificar que se
Fig. 46. Tendencia PDI
67
realiza la auditoria apegándose al estándar de operación y verificar que la
secuencia descrita en la hoja de proceso esté claramente definida.
Ejemplo 2
Voz del cliente: unidad con vibración a 65 km/h
Comentario del técnico: unidad necesita balanceo en las ruedas
Fecha de producción: 18 de julio de 2012
Fecha de reparación: 14 agosto de 2012
Kilometraje: 15 km
En este ejemplo el defecto no puede ser detectado por el departamento de
calidad debido a que la velocidad máxima permitida en la planta es de 30 km/h.
por lo tanto no se pudo haber detectado.
4.1.3 Proceso de calidad “entrega”.
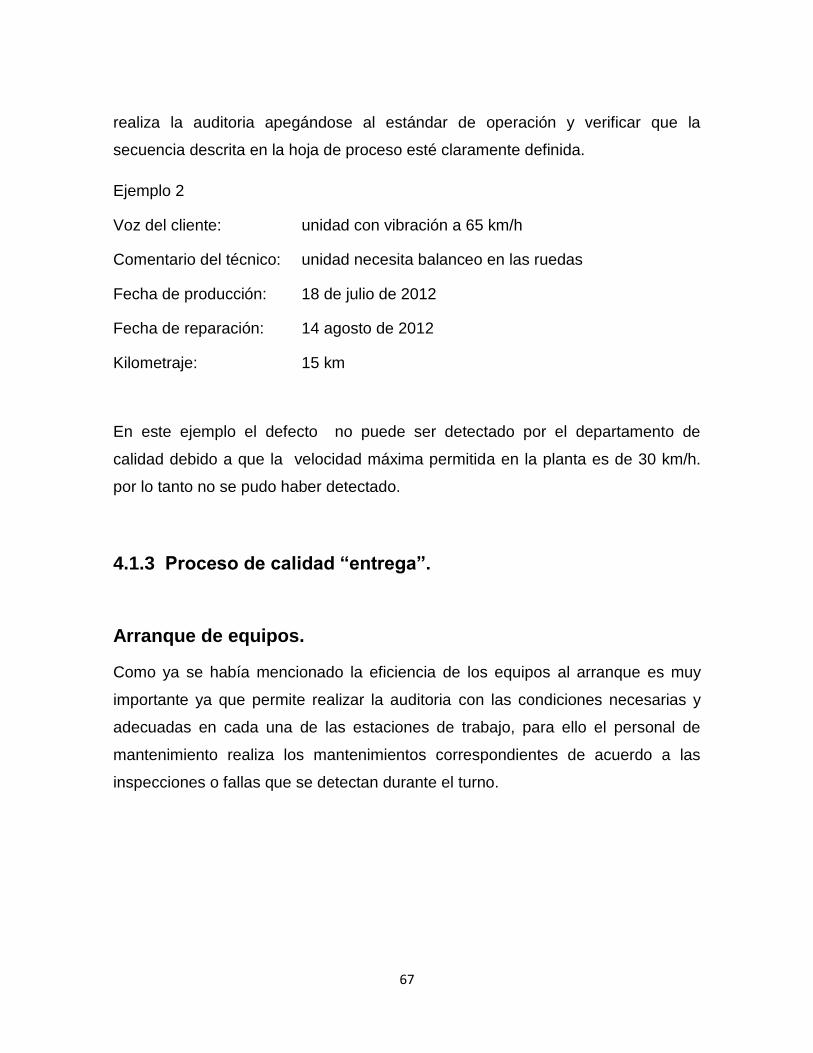
Arranque de equipos.
Como ya se había mencionado la eficiencia de los equipos al arranque es muy
importante ya que permite realizar la auditoria con las condiciones necesarias y
adecuadas en cada una de las estaciones de trabajo, para ello el personal de
mantenimiento realiza los mantenimientos correspondientes de acuerdo a las
inspecciones o fallas que se detectan durante el turno.
68
Sorteos de criba.
Son inspecciones que se realizan a diferentes componentes, cuando en el proceso
de las auditorias en criba se encuentra un defecto en algún componente de la
unidad, el cual después de realizar el análisis si se determina que es defecto de la
pieza, el proveedor tendrá la obligación de revisar el material, para ello una
empresa sorteadora será la encargada de realizar la inspección del componente.
El proveedor será quien pague el servicio a la empresa sorteadora durante el
tiempo que dure la inspección.
Si el defecto es encontrado en línea se tomara una muestra a partir del número
de rotación de la unidad con el defecto, ejemplo si la rotación es 345 se tomaran
50 unidades adelante y 50 atrás por lo tanto la muestra de las unidades
sospechosas comprenderá a partir de la rotación 295 hasta la rotación 395, si en
esa muestra se encuentran otras unidades con defecto la muestra podría
aumentar, si la muestra da como resultado cero unidades rechazadas el sorteo de
la parte terminaría.
Fig. 47. Eficiencia de los equipos al arranque
69
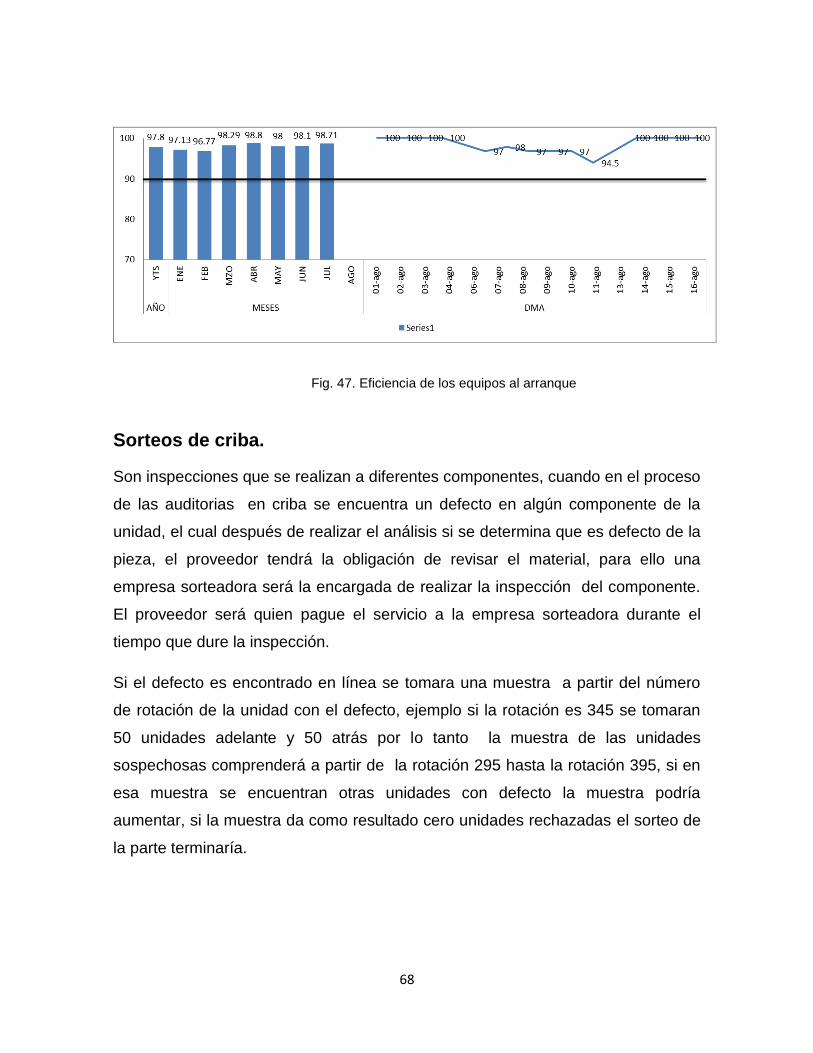
% Unidades alfa.
Las unidades alfa son aquellas que el departamento de control de calidad penalizo
más sin embargo no son problema esto de acuerdo a la información que los
reparadores dan al no encontrar el problema o defecto, o al realizar el análisis
correspondiente se determine que no es problema. A continuación se muestra la
gráfica de las unidades alfa
Campañas.
Las campañas se realizan cuando se detecta alguna anomalía que afecte la
seguridad del cliente o sea una garantía de reclamo seguro, deberán marcarse
como sospechosas todas las unidades cuando sea necesario, por lo que estas no
podrán ser liberadas si no que serán enviadas a un patio para ser auditadas,
reparadas y liberadas por el personal calificado.
A continuación se muestra un ejemplo de algunas campañas.
Fig. 48. % de unidades Alfa
70
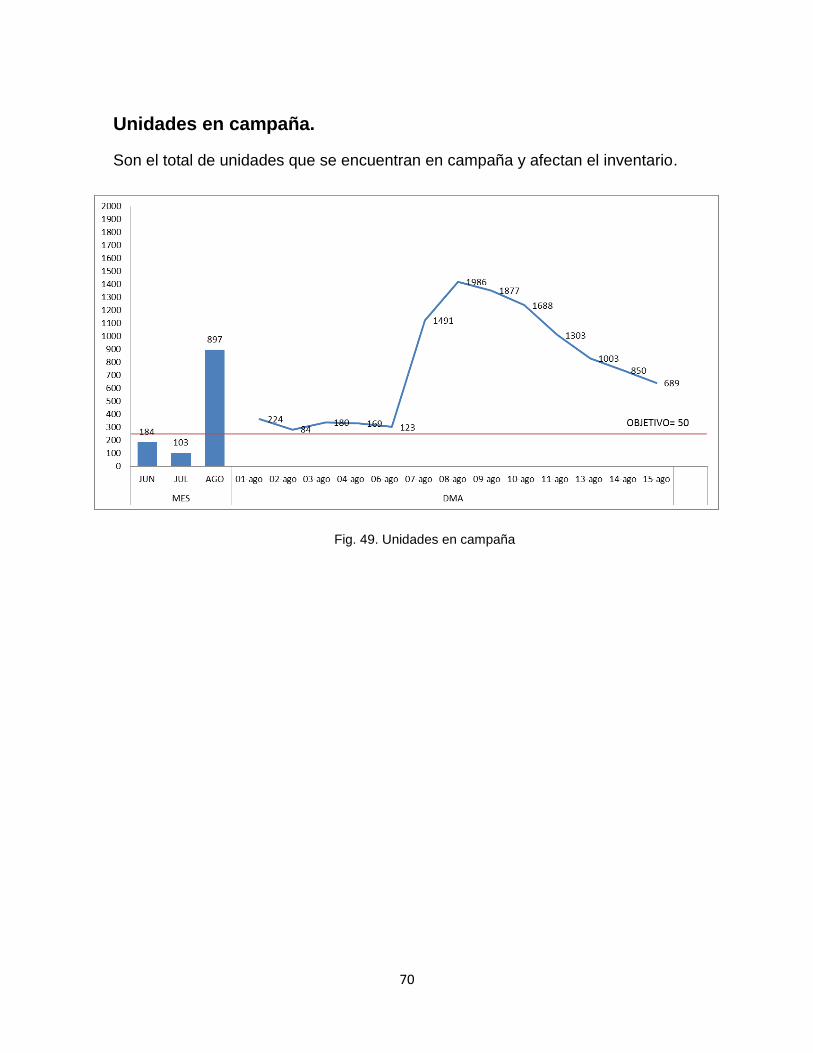
Unidades en campaña.
Son el total de unidades que se encuentran en campaña y afectan el inventario.
Fig. 49. Unidades en campaña
71
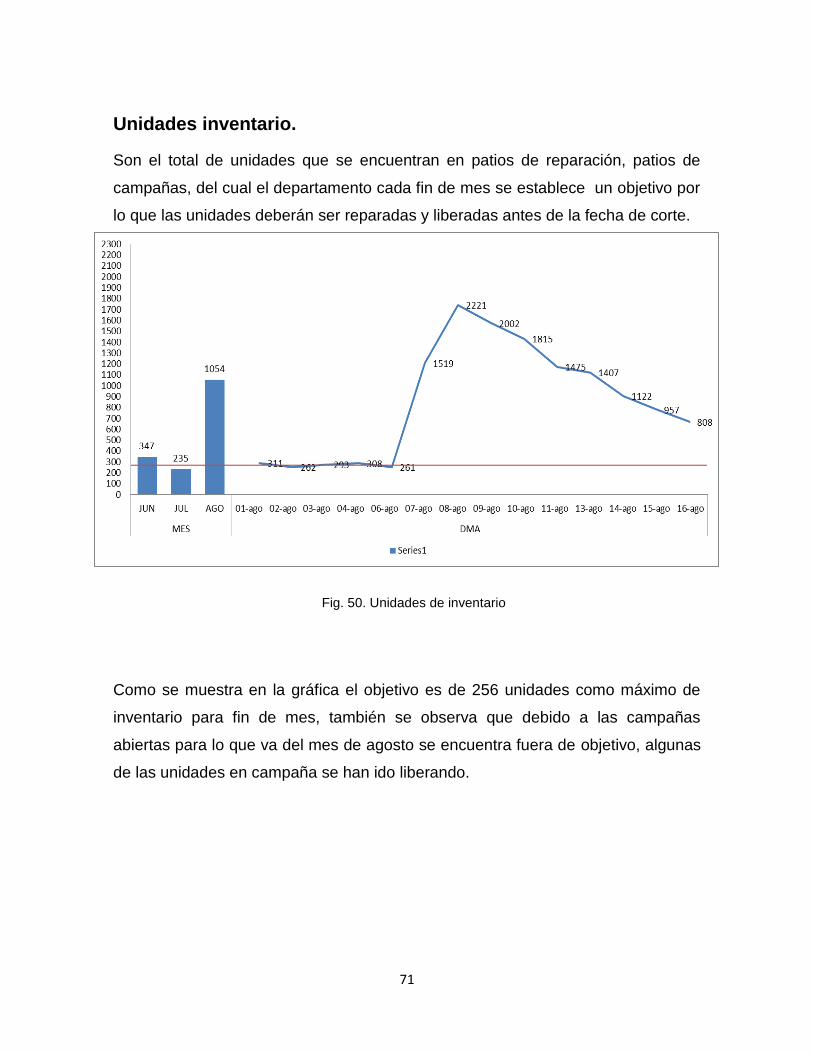
Unidades inventario.
Son el total de unidades que se encuentran en patios de reparación, patios de
campañas, del cual el departamento cada fin de mes se establece un objetivo por
lo que las unidades deberán ser reparadas y liberadas antes de la fecha de corte.
Como se muestra en la gráfica el objetivo es de 256 unidades como máximo de
inventario para fin de mes, también se observa que debido a las campañas
abiertas para lo que va del mes de agosto se encuentra fuera de objetivo, algunas
de las unidades en campaña se han ido liberando.
Fig. 50. Unidades de inventario
72
4.2 Propuesta para implementar una metodología en el proceso
de una auditoria de calidad del producto terminado en una planta
automotriz.
4.2.1 Propósito.
Integrar una nueva estación de trabajo dentro del departamento de control de
calidad la cual tendrá como propósito ser un canal de comunicación informando
las anormalidades y/o problemas correspondientes a los diferentes departamentos
en tiempo real con el fin de que el responsable del área afectada de una respuesta
del porque se generó así como una solución.
4.2.2 Departamentos involucrados.
Los departamentos involucrados son:
Carrocerías
Pintura
Ensamble final
Calidad
Todos los departamentos deberán estar claramente informados de los cambios y
la dinámica a seguir al implementarse esta nueva estación.
El departamento de control de calidad será el soporte directo para el responsable
de esta estación utilizando el ANDON informándolo, ya que todas las
anormalidades se le harán saber en el momento de ser encontradas para así
seguir el procedimiento de retroalimentación al área afectada.
73
4.2.3 Elementos necesarios para implementar la metodología.
Se deberán tomar en cuenta algunos aspectos para poder desarrollar e
implementar la metodología los cuales se enumeran a continuación:
1. Actividades y responsabilidades.
2. Entrenamiento.
3. Facilidades.
4. Habilidades técnicas.
1. Actividades y responsabilidades.
Retroalimentación a las áreas de producción de la planta, notificación de
acuerdo a la matriz de acción.
Deberá conocer las garantías a cero meses en servicio con el fin de mantener
informados a los auditores en los diferentes puntos de control, así como a los
diferentes departamentos involucrados con el reclamo de garantía.
Monitoreo de indicadores internos.
Verificara que las unidades beta estén realmente fuera de especificación y/o
que sean potencial de reclamo de garantía para retroalimentar al sistema de
calidad.
Estandarización de la estación de trabajo.
Elaboración de CTQ.
Asegurarse de la aplicación estricta del procedimiento de paro de línea.
74
Se encargara de aplicar esta herramienta cuando exista un problema de 9, 7 o
3 de 5 y no se dé respuesta o solución al problema en el tiempo establecido.
Este procedimiento consiste en avisar al área responsable del problema para
que el equipo de trabajo (líder de grupo, supervisor de proceso y gerente de
área) tomen medidas para la solución de este las cuales tendrán que hacerle
saber al departamento de calidad en un tiempo no mayor a 30 minutos, de lo
contrario se ejecutara el paro de línea y el problema se escala a la gerencia de
planta.
Dar soporte a la línea de calidad para la clarificación de criterios y dudas en las
inspecciones.
2. Entrenamiento.
Antes de la capacitación, es necesario confirmar y preparar todo lo necesario para
llevarla a cabo, los aspectos principales a considerar son:
1. Documentos.
- Hojas de procedimiento.
- Hojas de evaluación.
- Material didáctico.
2. Dispositivos y herramienta.
3. Equipo de seguridad.
Lo cual permitirá realizar una capacitación con eficiencia y seguridad.
Aplicar método de las 3 etapas de la enseñanza.
1. Primera etapa: explicar la operación.
- Hablar acerca de las funciones que va a realizar.
75
- Verificar el grado de conocimiento acerca de sus funciones.
- Explicar la importancia de sus funciones.
2. Segunda etapa: mostrar como realizara sus funcione y hacer que las
realice.
- Mostrar el procedimiento a seguir.
- Hacer que realice describiendo el procedimiento, puntos críticos,
razones y corregir sin falta sus errores.
Nota: enseñar repetidamente hasta que aprenda.
3. Tercera etapa: verificar lo enseñado.
- Definir la persona a quien va a preguntar en caso de dudas.
- Verificar con frecuencia.
- Hacer que pregunte.
La persona responsable del nuevo puesto tendrá el derecho y obligación del
entrenamiento necesario para poder desempeñar la función. A continuación se
muestran los puntos más importantes del entrenamiento.
Conocimiento de estándares de aceptación:
Se deberá certificar en las diferentes auditorias para conocer los estándares de
aceptación, esto con el fin de aclarar las dudas con los departamentos
involucrados cuando se realice la retroalimentación, además es importante el
conocimiento de estas auditorías por si es necesario modificar o implementar
cambios en el estándar de aceptación o en la estación de trabajo correspondiente
donde se detectó el problema.
76
Conocimiento de la matriz de acción:
Deberá conocer los reclamos de garantías para poder hacer la retroalimentación al
sistema, de acuerdo al tipo de garantía, lo hará saber al departamento
correspondiente y realizara CTQ de ser necesario.
Conocimiento y manejo de QLS:
El administrador de QLS enseñara las diferentes funciones para poder hacer
extracción de historiales por unidad, filtrar incidencias por componente o por
auditor, así como informes de producción para monitorear indicadores internos.
3. Facilidades
Para poder realizar las actividades antes mencionadas será necesario crear una
cuenta de usuario de QLS la cual le habilite las diferentes opciones las cuales no
serán las mismas que la de los auditores, una cuenta de intranet para mandar y
recibir mediante e-mail información de las diferentes áreas, un busca persona para
localizarlo en cualquier parte de la empresa, un equipo de cómputo y una lista de
los lideres supervisores y gerentes con los números de extensión, usuario de
busca persona, e-mail y área correspondiente.
4. Habilidades Técnicas
Es de gran importancia el uso y conocimiento de computadora así como de la
paquetería office (Word, Excel y ower point) para poder realizar los reportes, CTQ
y llenado de diferentes formatos.
También es necesario que esté familiarizado con el QLS para que su
entrenamiento en este sea más rápido y entendible para la persona encargada.
77
4.2.4 Formatos y reportes a elaborar.
La persona responsable deberá elaborar diferentes reportes para ello serán
necesarios diferentes formatos los cuales se muestran a continuación.
Lista maestra de formatos CTQ temporales.
Formato de Problemas emergentes.
Formato de CTQ.
Formato Paro de línea Matriz Escala.
Formato de reacción para paro de línea.
Es indispensable el uso y conocimiento de los formatos anteriores ya que serán su
herramienta de trabajo.
Lista maestra de formatos CTQ temporales:
Es de gran importancia el conocimiento de este formato ya que en él se
registran todas las CTQ temporales, se registran fechas de inicio y termino por
lo tanto tendrá la obligación de revisar el problema con la persona responsable
del área para saber si en el periodo de tiempo establecido el defecto se corrigió
o será necesario extender el periodo de tiempo para continuar con dicha
inspección y de la misma forma volver a registrarlo en la lista maestra de
formatos temporales.
Formato de Problemas emergentes:
Este formato se tendrá que usar cuando se origine un problema nuevo, el cual
se registrara en este formato que será de gran ayuda para el auditor donde se
detectó el problema o la estación correspondiente a revisar la condición, este
formato ira acompañado de la CTQ correspondiente, además se tendrá que
78
entregar una copia al auditor y postearla en sus estación de trabajo para que el
auditor del siguiente turno este enterado y continúe con la inspección.
Formato de CTQ:
Es un formato en el cual se muestra claramente cuál es la inspección que se
agrega al procedimiento, la cual especifica el componente, la forma de
inspección, así como la especificación, tolerancia o estándar de aceptación,
además deberá tener fecha de emisión, revisión, termino y simbología.
Formato Paro de línea Matriz Escala:
Es un formato el cual le será de ayuda para realizar la retroalimentación a la
persona responsable siguiendo un escalafón de acuerdo a la gravedad del
problema.
Formato de reacción para paro de línea.
Se diseñó y desarrollo un formato para registrar y generar una base de datos
de los posibles paros de línea que se generan durante el turno de trabajo, el
cual consta de los siguientes puntos:
1 Numero de problema: Se enumeran los problemas que fueron acreedores al
posible paro de línea.
2 Fecha: se registra la fecha en la que se detectó el problema.
3 Turno: se especifica el turno correspondiente en el que se detecta el
problema.
4 NIV: se registra el número de identificación del vehículo.
5 Rotación: se registra el número consecutivo de producción de la unidad.
79
6 Auditoria: corresponde al nombre de la estación de trabajo donde se realiza
la inspección.
7 Auditor. Nombre del auditor titular de la estación que encontró el problema.
8 Kilometraje: kilometraje recorrido por la unidad
9 Hora: hora en que se detecta el problema(a partir de esta hora se cuentan
los 30 minutos para que dé respuesta el área responsable).
10 Problemas y comentarios del auditor: indicara el defecto y modo de falla.
11 Responsable de área: nombre del supervisor del área responsable.
12 Hora. Hora en la que se da la contención (respuesta y solución).
13 Primera rotación OK: número de rotación que ya no tendrá el problema.
14 Contención y estación que contendrá: acciones para la solución del
problema y el nombre de la estación donde se realizara.
15 Analizo/reviso analista: nombre del analista que realizo la investigación.
16 Análisis del analista: resultado que arrojo la investigación.
17 Analizo/reviso problema producción: nombre del líder o supervisor del área.
18 Análisis de producción: porque se generó el problema.
19 Proceso-NCE: no se cumple el estándar, ENS: estándar no suficiente y
ANE: anormalidad no evidente.
20 Entrada- S= proveedor, D= diseño, MPL= materiales, E= equipo,
F=factibilidad de ensamble.
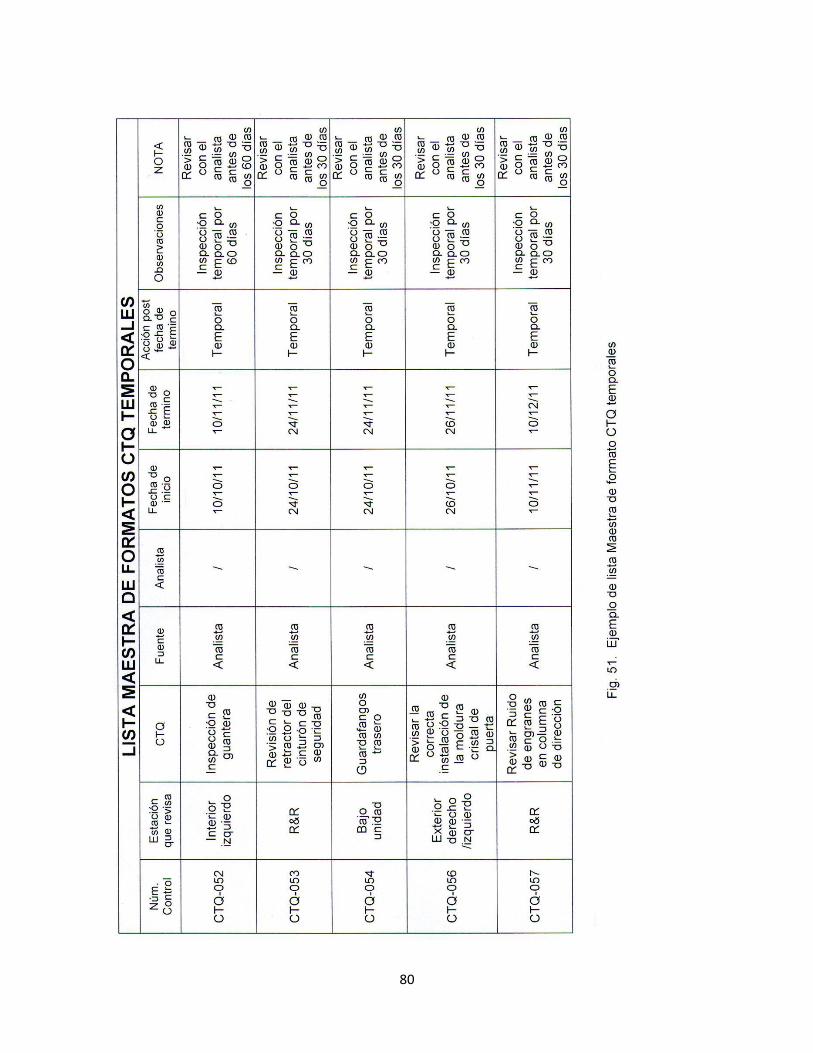
80
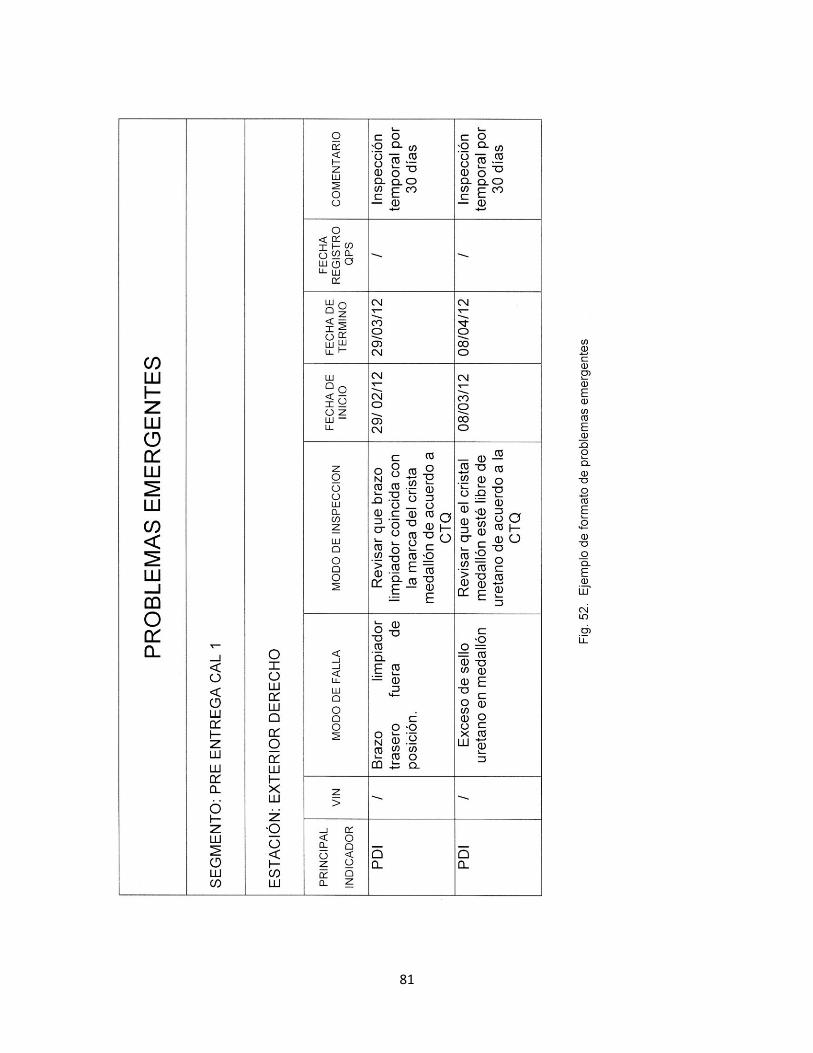
81
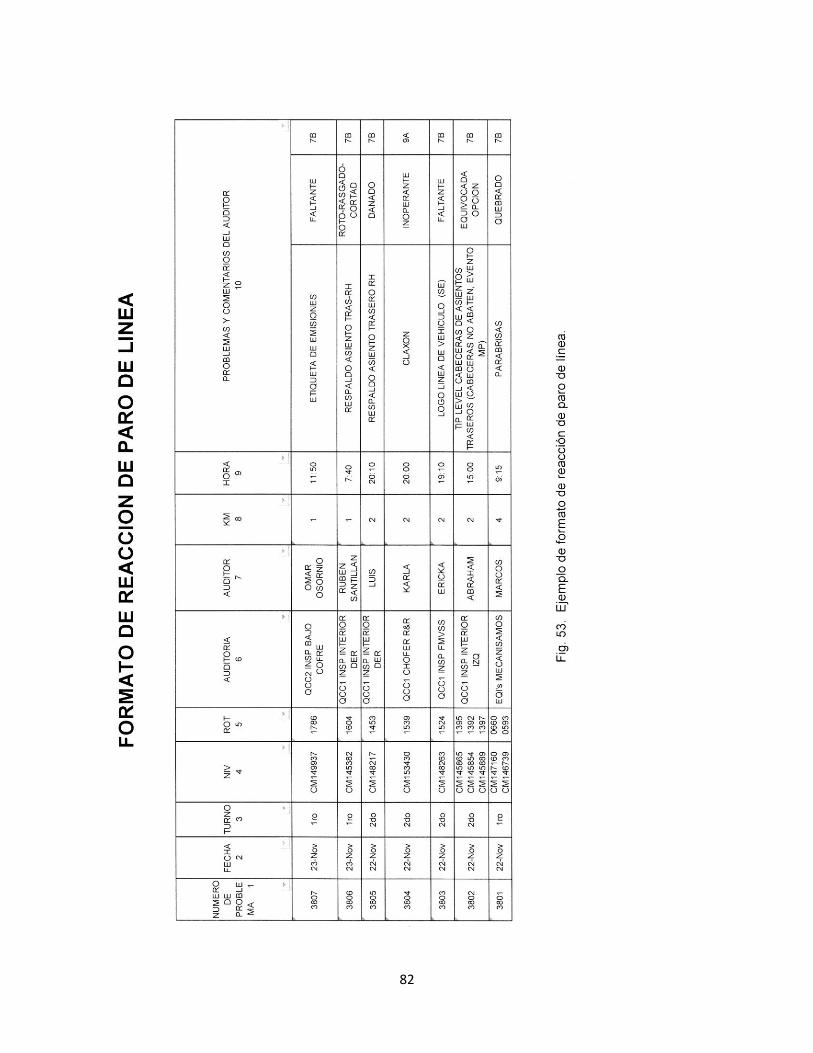
82
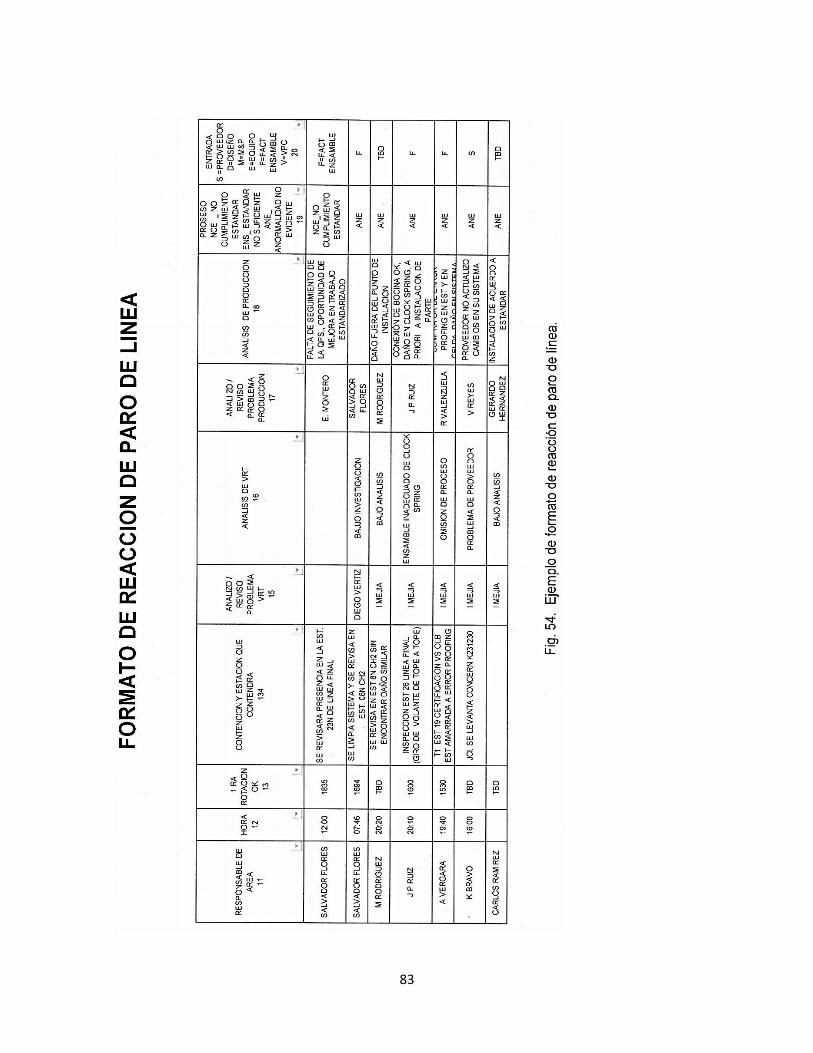
83
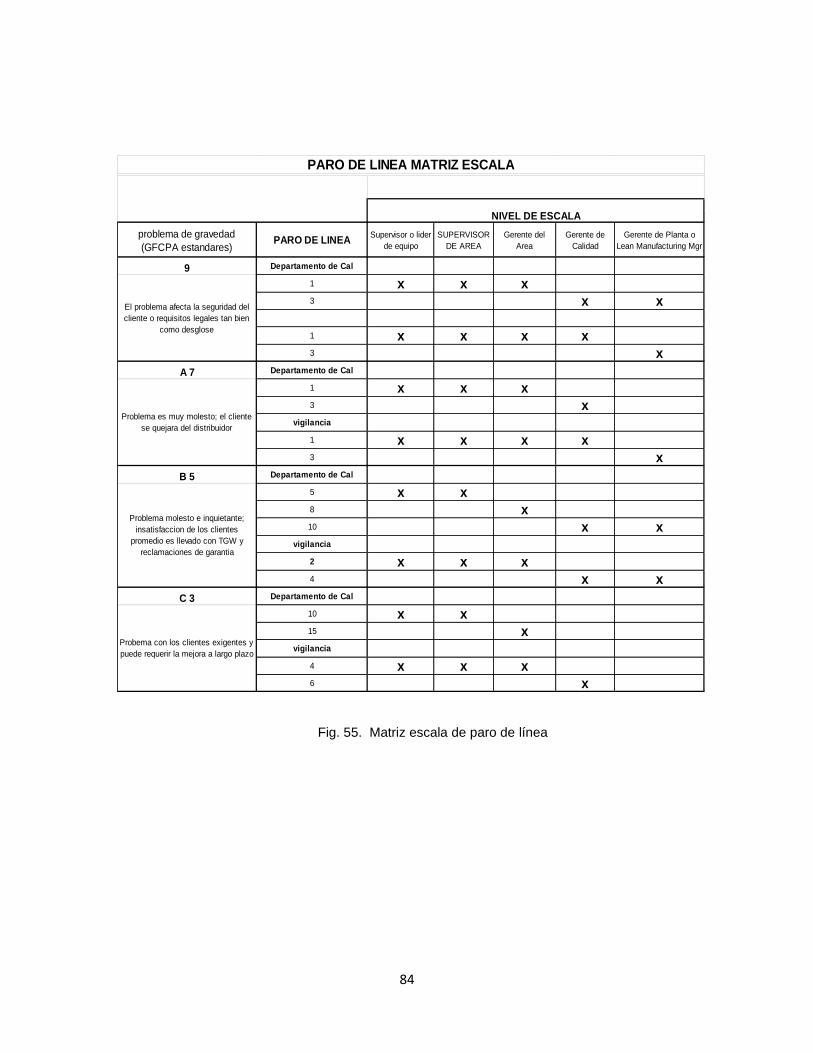
84
problema de gravedad
(GFCPA estandares)PARO DE LINEA
Supervisor o lider
de equipo
SUPERVISOR
DE AREA
Gerente del
Area
Gerente de
Calidad
Gerente de Planta o
Lean Manufacturing Mgr
9 Departamento de Cal
1 x x x3 x x
1 x x x x3 x
A 7 Departamento de Cal
1 x x x3 x
vigilancia 1 x x x x3 x
B 5 Departamento de Cal
5 x x8 x10 x x
vigilancia 2 x x x4 x x
C 3 Departamento de Cal
10 x x15 x
vigilancia 4 x x x6 x
Probema con los clientes exigentes y
puede requerir la mejora a largo plazo
Problema es muy molesto; el cliente
se quejara del distribuidor
Problema molesto e inquietante;
insatisfaccion de los clientes
promedio es llevado con TGW y
reclamaciones de garantia
PARO DE LINEA MATRIZ ESCALA
NIVEL DE ESCALA
El problema afecta la seguridad del
cliente o requisitos legales tan bien
como desglose
Fig. 55. Matriz escala de paro de línea
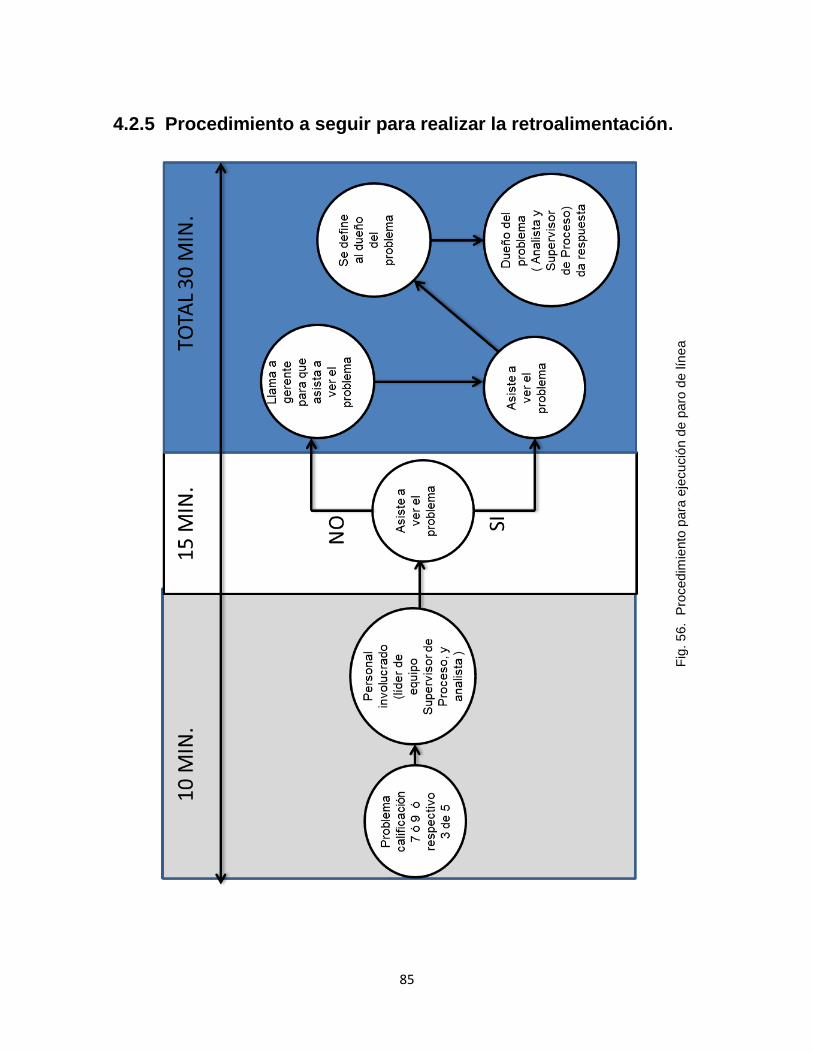
85
4.2.5 Procedimiento a seguir para realizar la retroalimentación.
Fig
. 5
6. P
roced
imie
nto
para
eje
cució
n d
e p
aro
de lín
ea
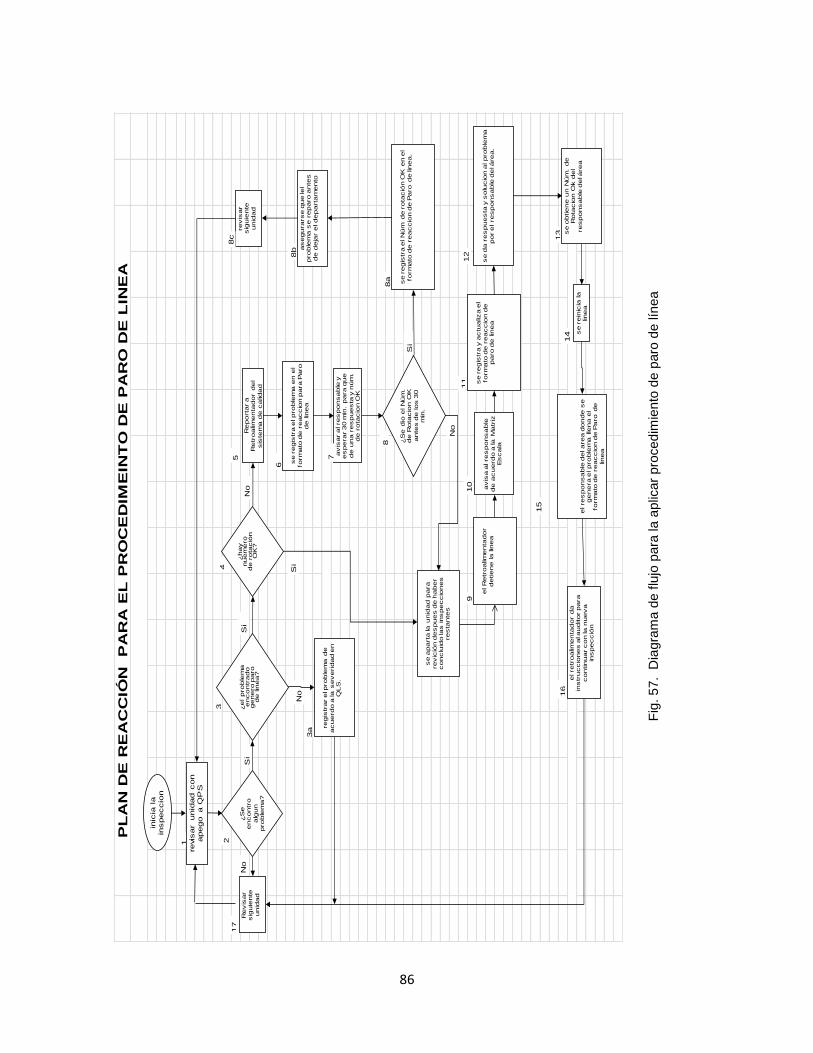
86
PL
AN
DE
RE
AC
CIÓ
N
PA
RA
EL
PR
OC
ED
IME
INT
O D
E P
AR
O D
E L
INE
A
inic
ia la
inspeccio
n
revis
ar
unid
ad con
apego a Q
PS
¿S
e
encontr
o
alg
un
proble
ma?
Revis
ar
sig
uie
nte
unid
ad
regis
trar e
l proble
ma de
acuerdo a
la severid
ad e
n
QLS
.
se o
btiene u
n N
úm
. de
Rota
cio
n O
k del
responsable
del área
el R
etr
oalim
enta
dor
detiene la lin
ea
el responsable
del area d
onde s
e
genera e
l proble
ma llena e
l form
ato
de r
eaccio
n d
e P
aro de
linea
se d
a r
espuesta
y s
olu
cio
n a
l proble
ma
por e
l responsable
del área.
se rein
icia
la
linea
¿el proble
ma
encontr
ado
genero p
aro
de lin
ea?
el retr
oalim
enta
dor d
a
instr
uccio
nes a
l auditor p
ara
continuar c
on la n
ueva
inspecció
n
Si
Si
No
No
No
Si
revis
ar
sig
uie
nte
unid
ad
asegurarse q
ue lel
proble
ma s
e r
eparo a
nte
s
de d
eja
r e
l departa
mento
se regis
tra e
l N
úm
de rota
ció
n O
K en e
l
form
ato
de r
eaccio
n d
e P
aro de lin
ea.
avis
a a
l responsable
de a
cuerdo a
la M
atr
iz
Escala
se regis
tra y
actu
aliza e
l
form
ato
de r
eaccio
n d
e
paro d
e lin
ea
¿S
e dio
el N
úm
. de R
ota
cio
n O
K
ante
s d
e los 3
0
min
.
Reporta
r a
R
etr
oalim
enta
dor del
sis
tem
a d
e c
alidad
Si
No
avis
ar a
l responsable
y
esperar 3
0 m
in.
para q
ue
de u
na r
espuesta
y n
úm
. de r
ota
cio
n O
K
¿hay
nuem
ero
de r
ota
ció
n
OK
?
1 2
3
4
5
3a
16
6
8c
8b
8a
7
8
9
10
11
14
13
12
15
se regis
tra e
l proble
ma e
n e
l
form
ato
de r
eaccio
n p
ara P
aro
de lin
ea
17
se a
parta
la unid
ad p
ara
revic
ión d
espues d
e h
aber
conclu
ido las inspeccio
nes
resta
nte
s
Fig
. 5
7. D
iagra
ma d
e f
lujo
para
la a
plic
ar
pro
ced
imie
nto
de
paro
de lín
ea
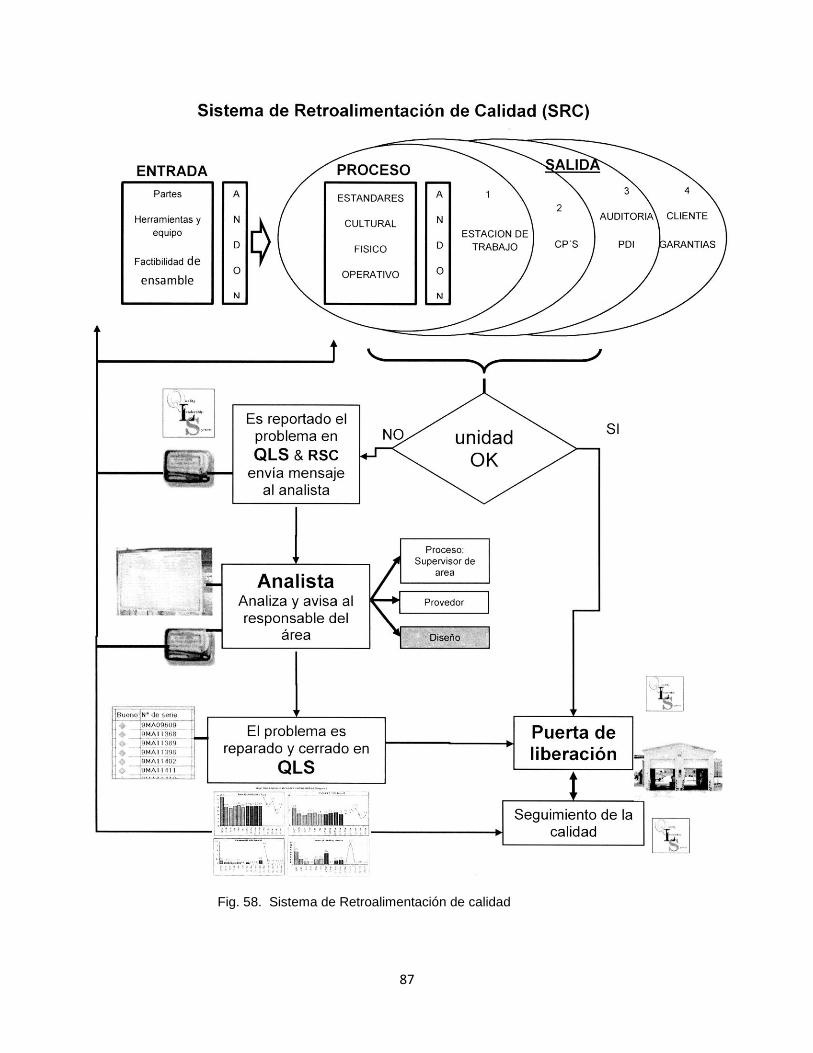
87
Fig. 58. Sistema de Retroalimentación de calidad
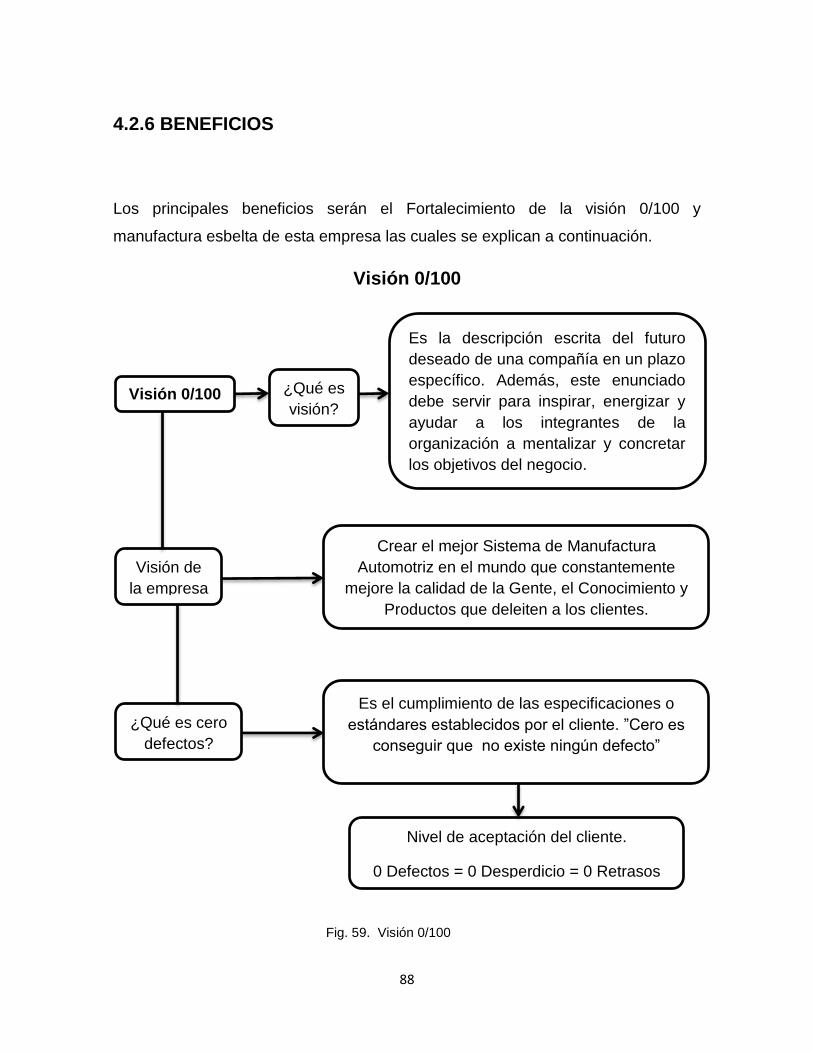
88
4.2.6 BENEFICIOS
Los principales beneficios serán el Fortalecimiento de la visión 0/100 y
manufactura esbelta de esta empresa las cuales se explican a continuación.
Visión 0/100
Visión 0/100 ¿Qué es
visión?
Es la descripción escrita del futuro
deseado de una compañía en un plazo
específico. Además, este enunciado
debe servir para inspirar, energizar y
ayudar a los integrantes de la
organización a mentalizar y concretar
los objetivos del negocio.
Visión de
la empresa
Crear el mejor Sistema de Manufactura
Automotriz en el mundo que constantemente
mejore la calidad de la Gente, el Conocimiento y
Productos que deleiten a los clientes.
¿Qué es cero
defectos?
Es el cumplimiento de las especificaciones o
estándares establecidos por el cliente. ”Cero es
conseguir que no existe ningún defecto”
Nivel de aceptación del cliente.
0 Defectos = 0 Desperdicio = 0 Retrasos
Fig. 59. Visión 0/100
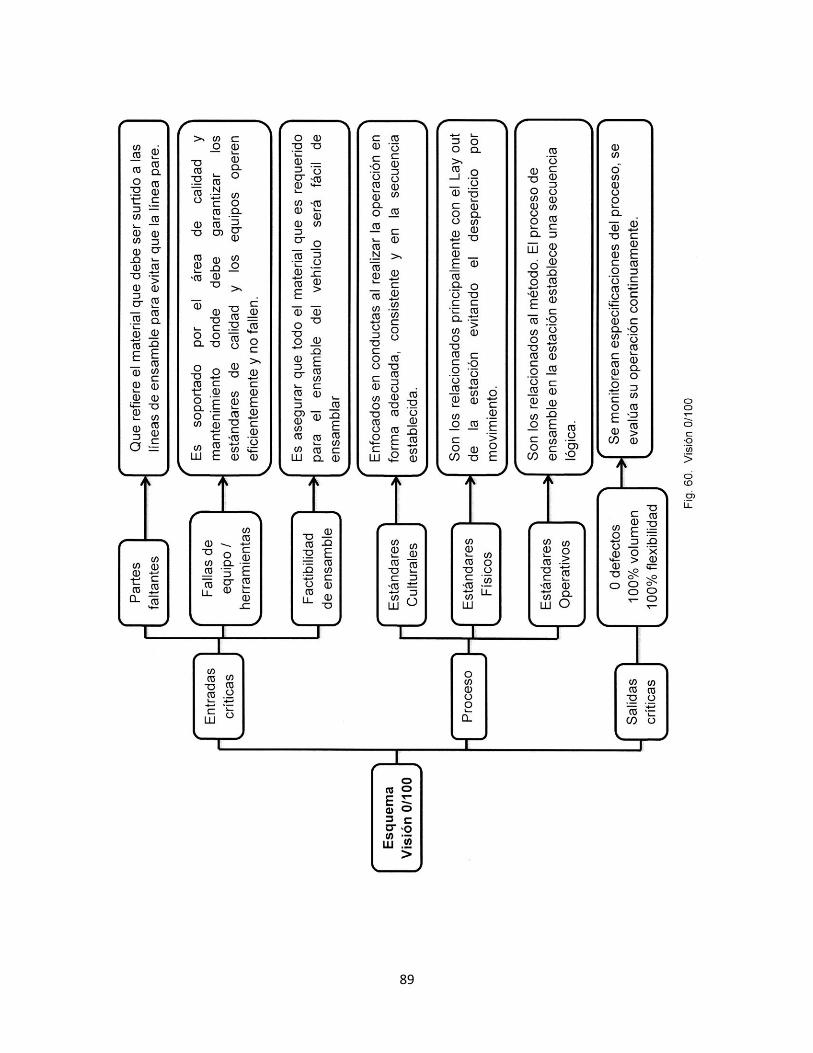
89
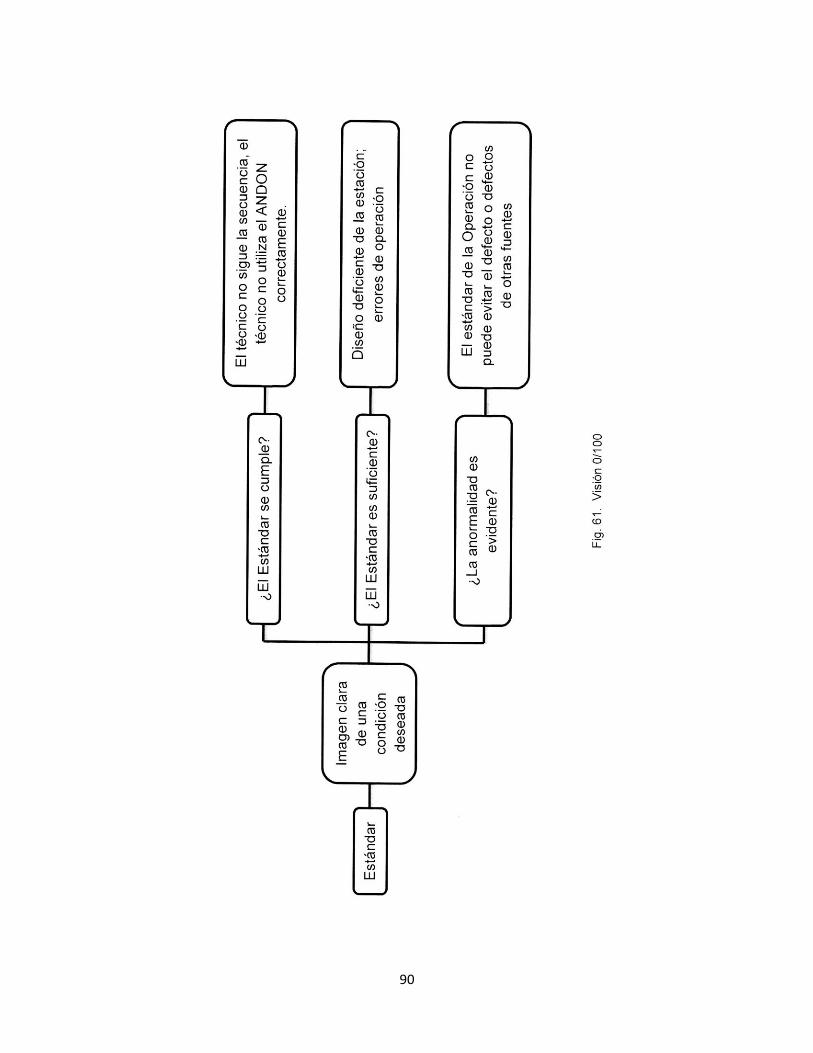
90
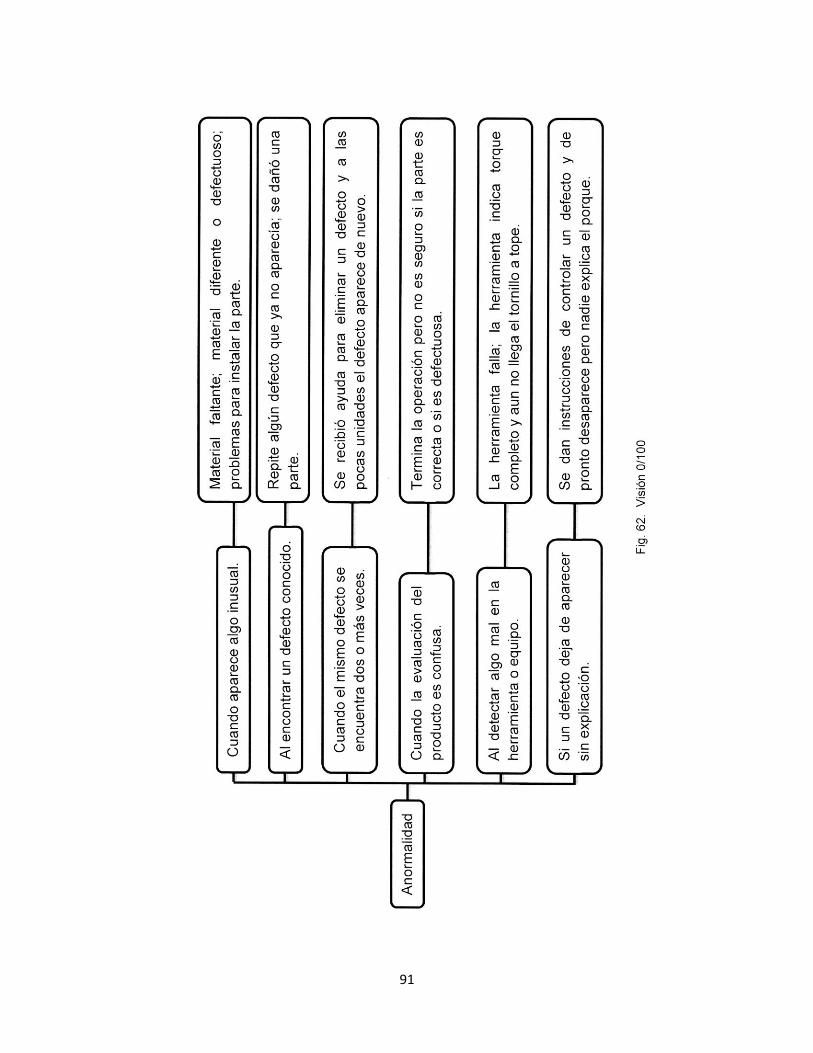
91
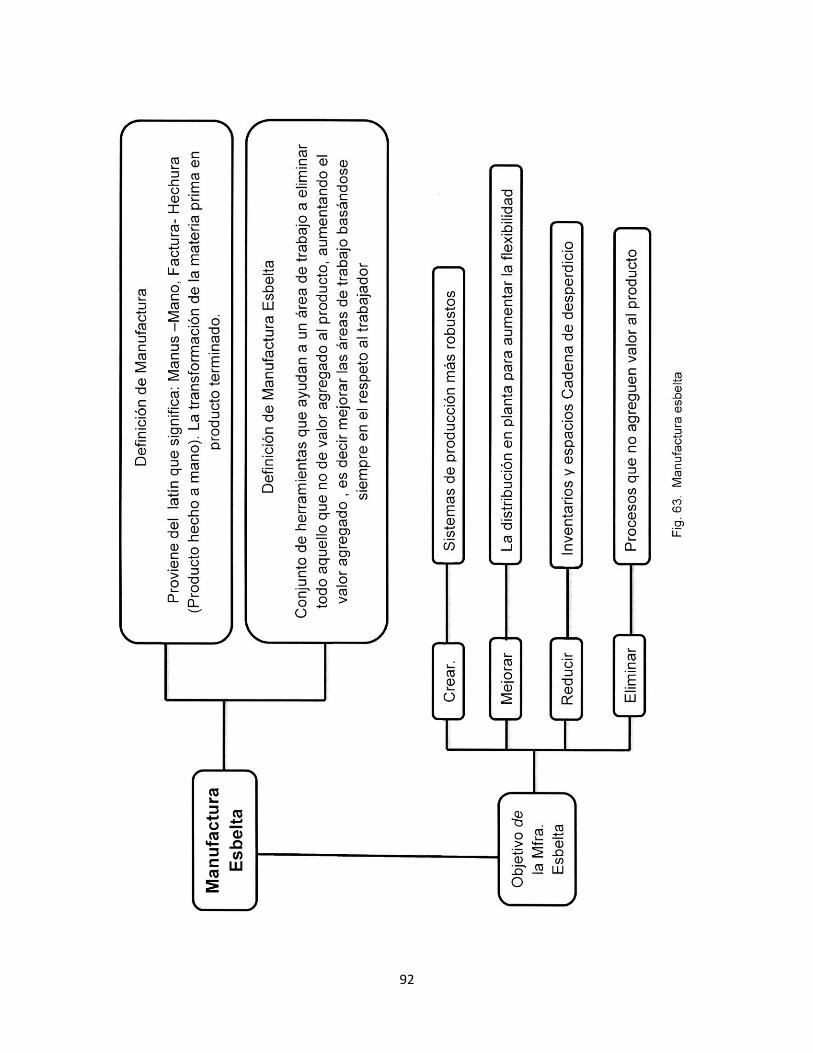
92
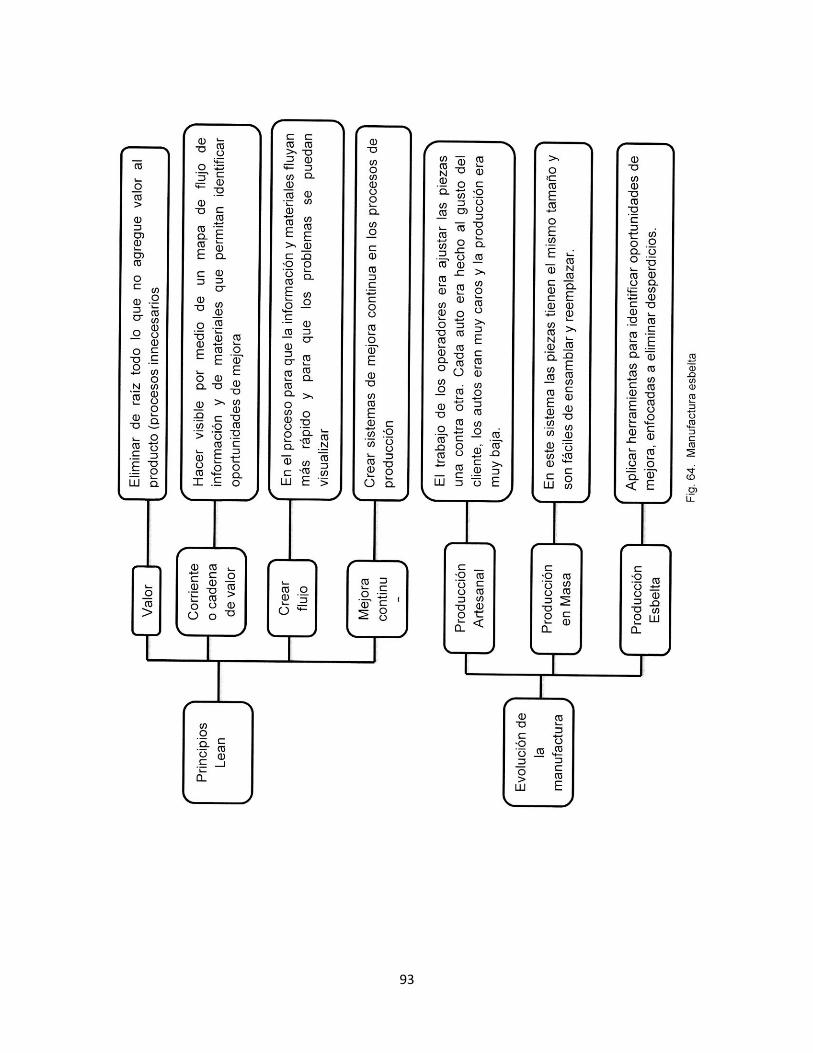
93
94
Conclusiones.
Conforme se implemente este procedimiento de la retroalimentación al sistema de
calidad los departamentos tendrán la oportunidad para fortalecer sus diferentes
puntos de inspección así como crear acciones robustas para asegurar su proceso,
evitando así el desvió de unidades del proceso de fabricación a patios de
reparación disminuyendo re-trabajos o reparaciones aumentando la calidad del
producto, garantizando la disminución de los reclamos de garantías a cero meses
de servicio, además de que se cumplirá con los objetivos de entrega establecidos.
Cabe mencionar que lo importante no es encontrar los defectos ni solucionarlos, lo
importante es evitarlos, la metodología implementada solo será una herramienta
que ayude a lograrlo, conforme cada departamento se vea involucrado en la
aplicación del paro de línea, tendrán la necesidad de realizar e implementar
nuevas estrategias de acuerdo al resultado del análisis del problema.
Aun cuando el objetivo es evitar el desvió de unidades a patios de reparación y el
cumplimiento de los objetivos de entrega. También abra cambios significativos
como la eliminación de desperdicios, mejora continua a la calidad del trabajo
además de mantener un ambiente de trabajo seguro, y lo más importante el
aprovechamiento del talento humando integrando y consolidando la participación
de cada persona del departamento generando así grupos de gente capaz,
facultada, disciplinada y flexible trabajando juntos con seguridad, en la producción
y entrega de productos que consistentemente excedan las expectativas del cliente
en calidad, costo y tiempo.
95
Glosario.
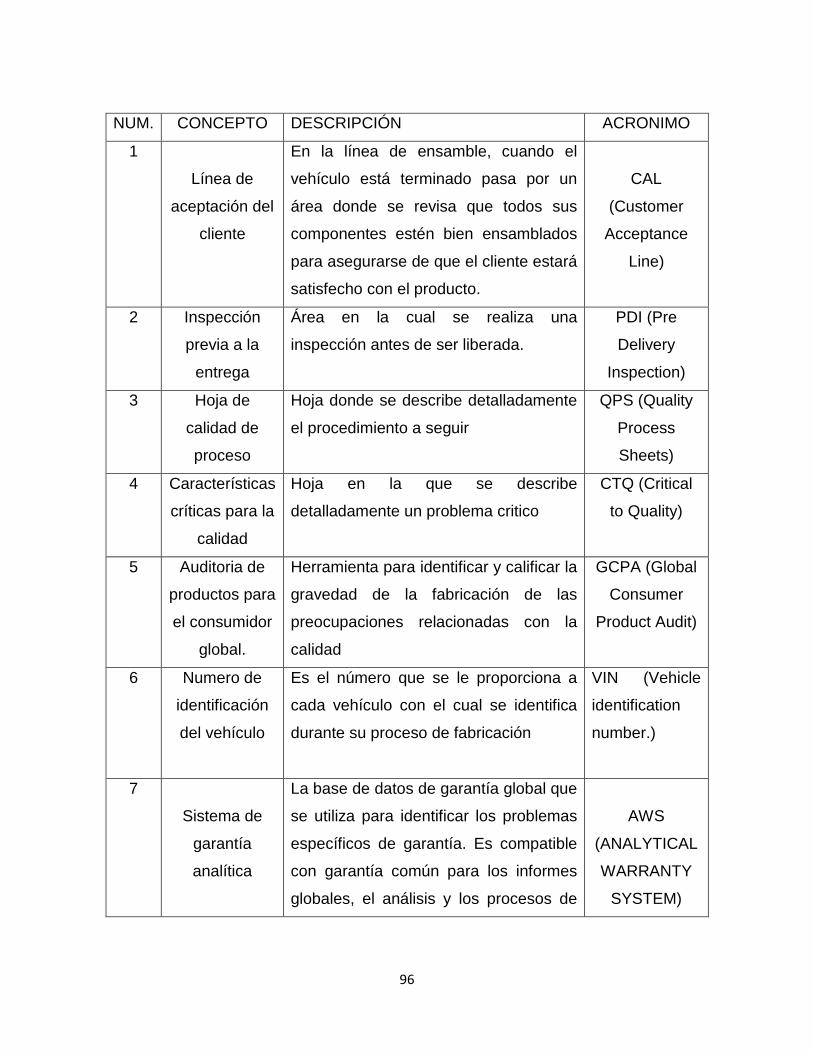
96
NUM. CONCEPTO DESCRIPCIÓN ACRONIMO
1
Línea de
aceptación del
cliente
En la línea de ensamble, cuando el
vehículo está terminado pasa por un
área donde se revisa que todos sus
componentes estén bien ensamblados
para asegurarse de que el cliente estará
satisfecho con el producto.
CAL
(Customer
Acceptance
Line)
2 Inspección
previa a la
entrega
Área en la cual se realiza una
inspección antes de ser liberada.
PDI (Pre
Delivery
Inspection)
3 Hoja de
calidad de
proceso
Hoja donde se describe detalladamente
el procedimiento a seguir
QPS (Quality
Process
Sheets)
4 Características
críticas para la
calidad
Hoja en la que se describe
detalladamente un problema critico
CTQ (Critical
to Quality)
5 Auditoria de
productos para
el consumidor
global.
Herramienta para identificar y calificar la
gravedad de la fabricación de las
preocupaciones relacionadas con la
calidad
GCPA (Global
Consumer
Product Audit)
6 Numero de
identificación
del vehículo
Es el número que se le proporciona a
cada vehículo con el cual se identifica
durante su proceso de fabricación
VIN (Vehicle
identification
number.)
7
Sistema de
garantía
analítica
La base de datos de garantía global que
se utiliza para identificar los problemas
específicos de garantía. Es compatible
con garantía común para los informes
globales, el análisis y los procesos de
AWS
(ANALYTICAL
WARRANTY
SYSTEM)
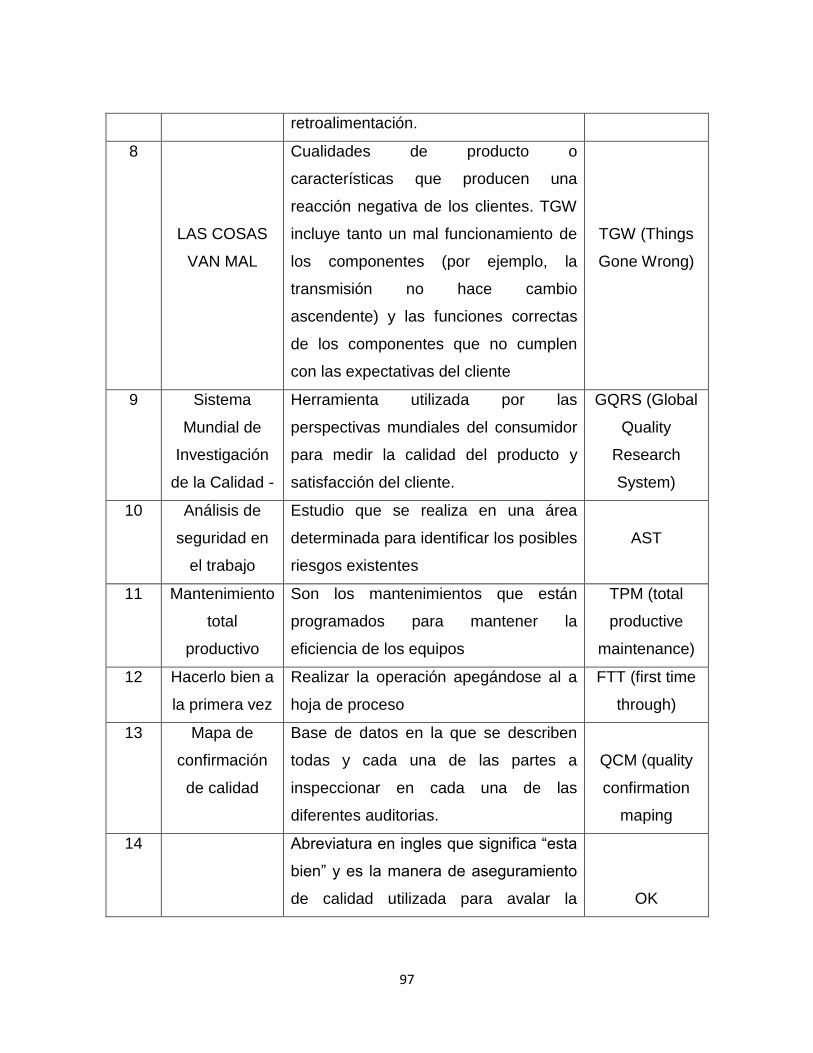
97
retroalimentación.
8
LAS COSAS
VAN MAL
Cualidades de producto o
características que producen una
reacción negativa de los clientes. TGW
incluye tanto un mal funcionamiento de
los componentes (por ejemplo, la
transmisión no hace cambio
ascendente) y las funciones correctas
de los componentes que no cumplen
con las expectativas del cliente
TGW (Things
Gone Wrong)
9 Sistema
Mundial de
Investigación
de la Calidad -
Herramienta utilizada por las
perspectivas mundiales del consumidor
para medir la calidad del producto y
satisfacción del cliente.
GQRS (Global
Quality
Research
System)
10 Análisis de
seguridad en
el trabajo
Estudio que se realiza en una área
determinada para identificar los posibles
riesgos existentes
AST
11 Mantenimiento
total
productivo
Son los mantenimientos que están
programados para mantener la
eficiencia de los equipos
TPM (total
productive
maintenance)
12 Hacerlo bien a
la primera vez
Realizar la operación apegándose al a
hoja de proceso
FTT (first time
through)
13 Mapa de
confirmación
de calidad
Base de datos en la que se describen
todas y cada una de las partes a
inspeccionar en cada una de las
diferentes auditorias.
QCM (quality
confirmation
maping
14 Abreviatura en ingles que significa “esta
bien” y es la manera de aseguramiento
de calidad utilizada para avalar la
OK
98
unidad en términos de cumplimiento de
parámetros solicitados.
99
Bibliografía.
100
Manual surface requirements ilustrations (S.R.I.CHART) B299N 2011.
Editado por Ford Motor Company S.A de C.V.
Septiembre de 2010.
Normas globales G-FCPA (Auditoria de productos para el consumidor de
Ford-Global.
Editado por Ford Motor Company S.A de C.V.
Marzo de 2009.
Tesis “Anteproyecto para la implementación de las líneas de manufactura
en nuevos modelos de la industria automotriz”
Autor: ing. Edgar Solís Ramírez.
México DF 2009.
Tesis “Desarrollo e implementación del QLS en la planta de FORD de
Cuautitlán”
Autor: Jorge Luis Rodríguez Sánchez
Estado de México 2010.
Tesis “el cambio organizacional para el aseguramiento de la calidad en las
operaciones de una empresa manufacturera”
Autor: Wendy Jimeno Díaz.
























![Bloquear, Candadear, Etiquetar y Verificar[1]](https://img.pdfslide.es/doc/110x75/55cf8aa955034654898cbca3/bloquear-candadear-etiquetar-y-verificar1.jpg)


