Embed Size (px)
Citation preview
PPrrooggrraammaa ddee
EExxtteennssiióónn PPrrooffeessiioonnaall
DDiipplloommaaddoo eenn LLooggííssttiiccaa
IPAE: Instituto Peruano de Acción Empresarial
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 05: Logística de la producción 2
PROGRAMA DIPLOMADO EN LOGÍSTICA
Edición:
Instituto Peruano de Acción Empresarial – IPAE Para el Programa Extensión Profesional de la Escuela de Empresarios
DIRECTORA NACIONAL DE LA ESCUELA DE EMPRESARIOS:
Rosa María Marisca García Rossel
DIRECTORA CORPORATIVA NACIONAL DE LA ESCUELA DE EMPRESARIOS:
Yolanda Elizabeth Valle Ramella
JEFE DE CORPORATIVO DE EXTENSIÓN PROFESIONAL
Carlos Enrique Mory Olivares
ELABORACIÓN Y PRODUCCIÓN: Servicios virtuales ESE - IPAE TRATAMIENTO PEDAGÓGICO Y METODOLÓGICO: Servicios virtuales ESE - IPAE TRATAMIENTO INTERACTIVO
Servicios virtuales ESE- IPAE ESPECIALISTA EN EL TEMA:
Equipo de facilitadores de la Especialidad de Marketing CORRECCIÓN DE ESTILO Gloría Martínez Leal
DISEÑO Y DIAGRAMACIÓN: Servicios virtuales ESE - IPAE ILUSTRACIÓN
Servicios virtuales ESE - IPAE
IPAE - 2011 Av. La Marina cuadra 16 s/n Pueblo Libre – Lima-Perú Prohibida su venta y reproducción total o parcial sin autorización.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 05: Logística de la producción 3
CCOONNTTEENNIIDDOO DDEELL PPRROOGGRRAAMMAA
FUNDAMENTOS DE LOGÍSTICA
RENTABILIDAD EN LA GESTIÓN
APROVISIONAMIENTO
GESTIÓN EFECTIVA DE
INVENTARIOS
BUENAS PRÁCTICAS DE ALMACENAJE
LOGÍSTICA DE LA
PRODUCCIÓN
DISTRIBUCIÓN Y TRANSPORTE
DIP
LO
MA
DO
EN
LO
GÍS
TIC
A
OPERACIONES DE LOGÍSTICA
PARA EL COMERCIO EXTERIOR

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 107
SESIONES: 3 Y 4
LA PLANEACIÓN DE VENTAS Y
PRODUCCIÓN

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 108
Objetivo:
Establecer el stock en función a días de suministro para satisfacer la
demanda.
Caso:
Complete la porción histórica de la siguiente hoja de cálculo de
planeación de ventas y operaciones en la Compañía Elmo. El
inventario está calculado a 700 soles por unidad. El inventario real final
de setiembre fue de 150 unidades.
INTERCAMBIANDO EXPERIENCIAS
DATOS DE PLANEACIÓN DE VENTAS Y OPERACIONES DE LA COMPAÑÍA ELMO
Octubre Noviembre Diciembre
VENTAS
Pronósticos (en millones de soles) 0.8 0.85 0.9
(en unidades) 800 850 900
Real (en unidades) 826 851 949
Diferencia mensual
Diferencia acumulada
OPERACIONES
Plan (en unidades) 800 800 800
(en empleados) 6 8 8
Número de días laborales/mes 23 19 19
Real (unidades) 798 802 800
Diferencia mensual
Diferencia acumulada
INVENTARIO
Plan (en unidades)
(en millones de soles)
Real (en unidades) 122 73 -76
Días de sumnistro
Antecedentes

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 109
ACTIVIDAD DE APRENDIZAJE 2:
Objetivo:
Preparar un plan de producción teniendo en cuenta las restricciones de
lote mínimo de producción y stocks de seguridad.
Caso:
La tabla a continuación es la demanda esperada de un artículo
terminado X, el cual tiene un inventario inicial de 30 unidades. El
tamaño del lote de producción es de 70 unidades, y la empresa
mantiene un inventario de seguridad de 10 unidades.
Usted deberá completar la programación maestra tentativa para
determinar los requerimientos, el inventario inicial, la producción
requerida y el inventario final de cada periodo. Después resumir los
resultados en una programación maestra.
Inventario inicial = 30
CPE = 70, SS = 10 1 2 3 4 5 6 7 8
Proóstico de clientes 5 5 5 10 5 5 10 5
Pronóstico de servicio 20 20
Pedidos de clientes 30 25 40
Pedidos de almacén 5 10 20 30
Semanas número

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 110
1) DEFINICIÓN DE TÉRMINOS (1)
Crecimiento Declive
Tiempo
Venta
s Introducción Madurez
GRÁFICO 1: Ciclo de Vida del Producto
PROFUNDIZANDO Y REFLEXIONANDO
Producto.
El producto "es el resultado de un esfuerzo creador que tiene
un conjunto de atributos tangibles e intangibles” (empaque,
color, precio, calidad, marca, servicios y la reputación del
vendedor), los cuales son percibidos por sus compradores.
El Ciclo de Vida de un producto.
Todos los productos que una empresa ofrece al mercado sufren
una evolución que los estudiosos del tema han formalizado y
han dado en llamar, Ciclo de Vida de un producto. Se trata del
clásico ciclo de nacimiento, desarrollo, madurez y muerte
aplicado a las ventas de un producto. La idea fundamental a
extraer del estudio de los ciclos de vida de los productos, es la
de reconocer que un producto es algo dinámico. Ver Gráfico 1.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 111
Producción.
Producción, es una definición de la cual se han dado diferentes
interpretaciones a lo largo de la historia, suele definirse como el por
qué se crean bienes y/o servicios, a partir de unas entradas en las
que a su vez se encuentran también bienes y servicios. Es la
creación de bienes y/o servicios (productos acabados) a partir de
factores de otros bienes (factores de producción), todo esto
motivado por el hecho de que los productos tienen una utilidad
superior a la de los factores.
También se le llama producción a la transformación de unas
entradas, por medio de un sistema productivo conformado por un
conjunto de elementos materiales y conceptuales, un sistema físico
de producción que gobierna los elementos materiales y un sistema
de gestión de producción encargado de la dirección y el control.
Gestión.
Proceso que encierra las actividades de
dirección (planificación, supervisión y
control) y define las funciones de gestión
siguientes: financiera, personal, diseño,
planificación de la producción, marketing,
control de la producción, compras o
aprovisionamiento, secretaría y
administración.
Planificación.
Es el establecimiento o
formulación de objetivos y de
las líneas de acción para
alcanzarlo.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 112
2) CLASIFICACIÓN DE LAS EMPRESAS SEGÚN SUS
OPERACIONES (2)
Una primera acción de la gestión es la separación en la
administración de la producción de bienes físicos y la administración
de la producción de servicios.
Organización.
Estructuración de tareas, distribución de
responsabilidades y autoridad, dirección de personas
y coordinación de esfuerzos para dirigirlos hacia la
consecución de los objetivos.
Control.
Garantizar que los resultados y rendimientos
obtenidos se encuentren dentro del intervalo marcado
y para tomar las medidas correctoras necesarias en
caso de desviaciones significativas.
Gestión de producción.
La dirección de las acciones que contribuyan a tomar
decisiones orientadas a alcanzar los objetivos
trazados, medir los resultados obtenidos, para
finalmente, orientar la acción hacia la mejora
permanente del sistema.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 113
Las operaciones de producción de bienes físicos son aquellas
destinadas a obtener un producto físico cuyo valor está relacionado
directamente con sus propiedades físicas.
Las operaciones de producción de servicios son aquellas en que el
resultado del proceso no está asociado con propiedades físicas del
producto, y tiene relación directa con las personas que reciben el
proceso.
El propósito de toda operación es añadir valor a los costos de los
recursos en el proceso productivo (valor agregado).
La producción de bienes físicos:
La producción de bienes físicos implica el cambio físico de los
materiales y se divide en:
Producción manufacturera que incluyen: los procesos de
construcción, fabricación y ensamblaje.
Producción de conversión en el que considera los procesos
de: transformación, extracción y reducción.
Producción de reparaciones que agrupa a los procesos de:
reconstrucción, renovación y restauración.
Clasificación de empresas
Administración de la
producción de servicios
Administración de la
producción de bienes físicos

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 114
La producción de servicios (2)
Las empresas dedicadas a la producción de servicios se dividen en:
Logísticas que incluyen los de: almacenamiento, transporte
y comercial.
De seguridad que considera a las actividades de: protección,
seguros y orden.
De bienestar, sitúan a las actividades dedicadas a: servicios
de salud, educación y asesoría.
El resume de las funciones de los sistemas operativos, se presenta
en el siguiente cuadro:
Gestión de Producción
Logístico:
Almacenamiento Transporte Comercial
Seguridad:
Protección Defensa Orden
Bienestar:
Salud Educación Asesoría
Manufactura:
Construcción Fabricación Ensamblaje
Reparaciones:
Reconstrucción Renovación Restauración
Conversión:
Extracción Transformación Reducción
Bien físico Servicio

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 115
OPERACIÓN PRINCIPALES
CARACTERÍSTICAS
EJEMPLOS
Manufactura
Ensamblaje
Construcción
Fabricación
Creación física de un
material
Cambio de forma de los
recursos combinados
Textiles, sastrería.
Astilleros
Envasado de
alimentos
Construcción civil
Conversión
Extracción
Transformació
n
Reducción
Cambio físico de los
materiales
Cambio en el estado de los
recursos de un estado no
utilizable a uno usable
Minas
Petróleo (refinería)
Pesquería
Madera
Reparación:
Reconstrucción
Renovación
Restauración
Retorno al estado operativo
Cambio en el estado de un
bien no utilizable a una
usable.
Taller automotriz
Astilleros
(reparaciones)
Tratamientos químicos
Logística:
Transporte
Almacenamiento
Cambio en la propiedad o
en la ubicación de los
recursos.
Aerolíneas
Almacenes
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 116
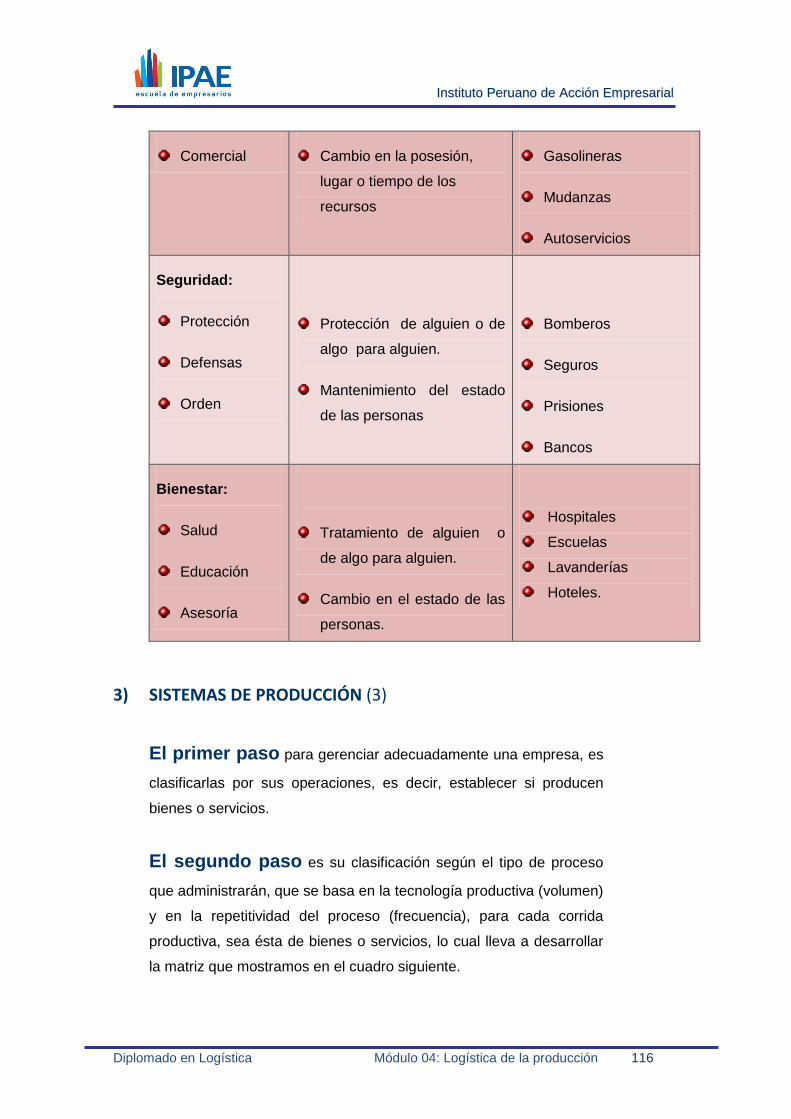
Comercial Cambio en la posesión,
lugar o tiempo de los
recursos
Gasolineras
Mudanzas
Autoservicios
Seguridad:
Protección
Defensas
Orden
Protección de alguien o de
algo para alguien.
Mantenimiento del estado
de las personas
Bomberos
Seguros
Prisiones
Bancos
Bienestar:
Salud
Educación
Asesoría
Tratamiento de alguien o
de algo para alguien.
Cambio en el estado de las
personas.
Hospitales
Escuelas
Lavanderías
Hoteles.
3) SISTEMAS DE PRODUCCIÓN (3)
El primer paso para gerenciar adecuadamente una empresa, es
clasificarlas por sus operaciones, es decir, establecer si producen
bienes o servicios.
El segundo paso es su clasificación según el tipo de proceso
que administrarán, que se basa en la tecnología productiva (volumen)
y en la repetitividad del proceso (frecuencia), para cada corrida
productiva, sea ésta de bienes o servicios, lo cual lleva a desarrollar
la matriz que mostramos en el cuadro siguiente.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 117
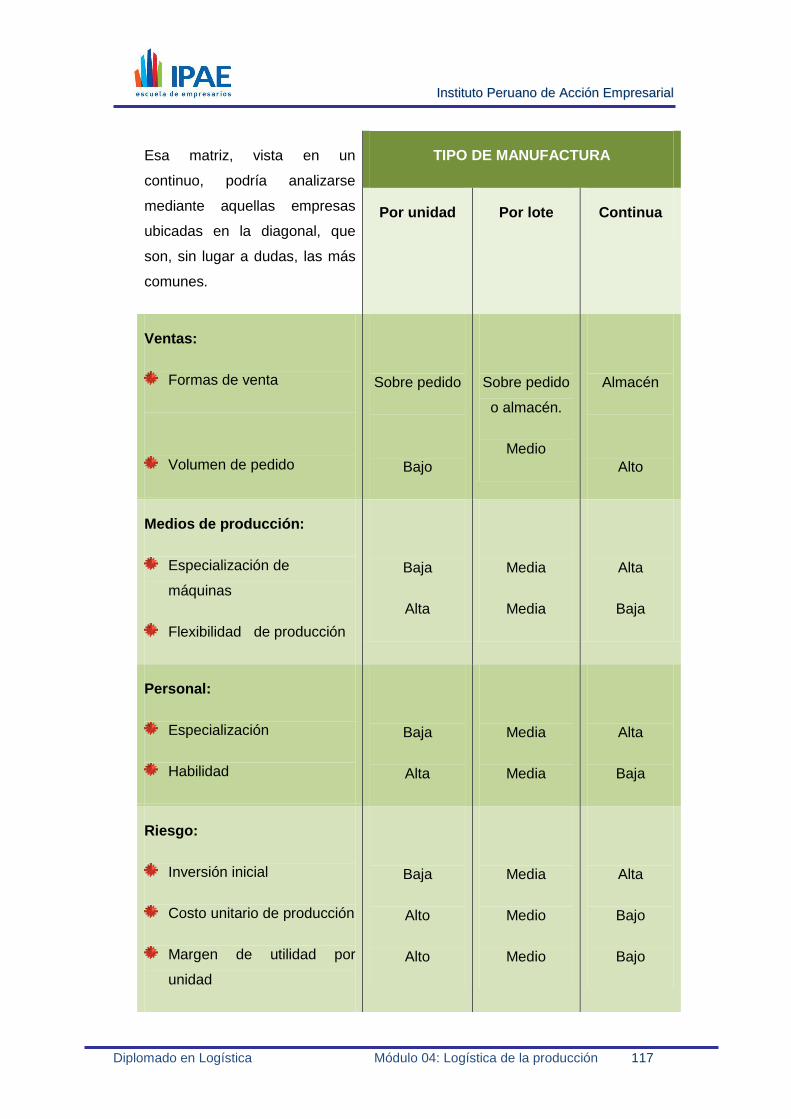
Esa matriz, vista en un
continuo, podría analizarse
mediante aquellas empresas
ubicadas en la diagonal, que
son, sin lugar a dudas, las más
comunes.
TIPO DE MANUFACTURA
Por unidad Por lote Continua
Ventas:
Formas de venta
Volumen de pedido
Sobre pedido
Bajo
Sobre pedido
o almacén.
Medio
Almacén
Alto
Medios de producción:
Especialización de
máquinas
Flexibilidad de producción
Baja
Alta
Media
Media
Alta
Baja
Personal:
Especialización
Habilidad
Baja
Alta
Media
Media
Alta
Baja
Riesgo:
Inversión inicial
Costo unitario de producción
Margen de utilidad por
unidad
Baja
Alto
Alto
Media
Medio
Medio
Alta
Bajo
Bajo

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 118
Grado de control requerido Alto Medio Bajo
Producción por pieza:
Es producir un solo producto,
como su nombre lo indica, único
en su género, que normalmente
toma mucho tiempo en ser
producido; involucra gran
cantidad de recursos, su costo
unitario es alto, por lo regular no
estandarizado, su corrida de
producción es larga, usa maquinaria de carácter general y el
operario, por su habilidad, desempeña un papel preponderante.
Normalmente, las tareas que se desarrollan en este tipo de
producción no se repiten, a pesar de que puedan producirse de
nuevo otros artículos iguales, ya que las condiciones del entorno
pueden cambiar, la tecnología mejorar, la capacitación y la curva de
aprendizaje incrementarse.
Estos artículos únicos, además, se producen usualmente una sola
vez y se les denomina proyectos.
Intermitencia productiva o por lotes:
Se da cuando un mismo proceso “produce” diferentes productos. El
nombre proviene porque varia de manera intermitente, de acuerdo
con la demanda, van cargándose, los productos en el proceso o línea
productiva. La diferencia está en que la intermitencia puede tomar
tres formas:
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 119
La ventaja de la intermitencia es su flexibilidad, su adaptación
rápida a células productivas, su respuesta a cambios en el
comportamiento de la demanda y del entorno.
Producción continua:
Desarrolla grandes volúmenes de
producción iguales y sus corridas
de producción son permanentes.
Su gran ventaja radica en las
economías de escala que pueden
obtenerse, el uso del equipo
especializado diseñado para
Lote de trabajo (job lot), cuando el volumen de
productos iguales es pequeño, la corrida de
producción es corta y normalmente se usan
equipos o máquinas de carácter general con
operarios altamente calificados.
Masivo, esta producción está asociada con
líneas de ensamblaje, con corridas de
producción más largas y requieren equipos muy
especializados, con personal de alta calificación
en lo relativo a programación y mantenimiento
de la maquinaria especializada.
Serie (large batch), cuando el volumen de
productos iguales para fabricar es mayor, se
requieren más recursos especializados, el
tiempo de preparación (set up) es mayor, las
órdenes son agrupadas y priorizadas y las
corridas de producción mayores.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 120
producir “ese producto” y el producir para stocks.
Su gran desventaja radica en la inflexibilidad del proceso que no
permite cambiar a otro tipo de producto, si la demanda se contrae,
debido a la especialización de su maquinaria y al diseño de la planta
que conforma el proceso.
4) LA LOGISTICA Y LOS PROCESOS DE PRODUCCIÓN (4)
El proceso de producción crea
riqueza, es decir, añade valor a
los componentes adquiridos
por la empresa. Por eso se dice
que el material es más valioso,
a medida que avanza a través
del proceso y aumenta su
capacidad para satisfacer las
necesidades humanas.
El proceso de producción está formado por tareas, flujos y
almacenamiento.
Es cualquier acción realizada por los trabajadores o máquinas sobre
materias primas, productos intermedios o productos terminados. La
estructura interna de una tarea puede ser analizada como sigue:
TAREAS

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 121
Para llevar a cabo las tareas esenciales pueden utilizarse tres
procedimientos distintos: herramientas manuales, máquinas o
máquinas automáticas.
Las herramientas manuales
Son accionadas a través de la fuerza muscular y son los sirvientes de
la humanidad, ampliar su campo de acción, al incrementar la
cualificación del personal, y las capacidades físicas del hombre. El
uso herramientas, permite que el operario decida sobre su propio
trabajo, fije la carencia de producción e incluso, lleve el control de los
resultados.
Las máquinas o máquinas automáticas
Son las que obligan a trabajar a su ritmo, da lugar a la mecanización
y a la automatización industrial.
Tareas de preparación y
post ajustes de máquinas:
Se llevan a cabo antes y después de
realizar las tareas esenciales.
Margen de tolerancia:
Acciones que ocurren
irregularmente, como el descanso
de los trabajadores y averías de
máquina, entre otros.
Tareas auxiliares:
La fijación de las piezas
trabajadas en la máquina.
Tareas esenciales:
La transformación o
manipulación del material.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 122
Cuando la máquina sustituía al trabajo
directo que realiza el hombre, se habla
de mecanización y presupone una
pérdida del oficio para el trabajador.
En cambio, cuando la máquina es
capaz de controlar las operaciones
que efectúa, e incluso corregir sus
propios errores, aparece la
automatización.
Los flujos pueden ser de bienes y de información.
El primero ocurre cuando los bienes se mueven de una tarea a la
siguiente o cuando se mueven de una tarea al almacén o viceversa.
Trabajo y capital son utilizados durante este flujo, ya que se requieren
operarios y equipos para mover los bienes. La diferencia entre flujos
de bienes y tareas es, que los primeros sólo cambian la oposición del
bien o servicio en el proceso, mientras que las tareas cambian sus
características físicas.
El flujo de información es un
complemento en el proceso de
producción de un bien. Este flujo se
presenta cuando las anotaciones o
instrucciones necesarias se
trasladan desde un punto de
creación al almacén o a la tarea
para que puedan ser usadas allí.
Muy a menudo esta información
acompaña al bien o servicio. Así
sucede cuando la hoja de ruta se
mantiene unida físicamente al producto. En otros casos los

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 123
trabajadores deben desplazarse a un punto central a fin de obtener
la información antes de efectuar la tarea, o bien conocer esta
información de memoria. De igual manera la información puede llegar
por un canal distinto del bien o servicio que se procesa.
Los flujos de bienes son
acciones que sirven a los
clientes y las tareas acciones
realizadas buscando la
eficiencia de planta. En
consecuencia, el flujo debe
preceder a las tareas. Esto no
ha ocurrido así en algunas
empresas, que se han
centrado fundamentalmente
en la eficiencia de la tarea,
quizás en el departamento de producción por lo que se observa en
cualquier momento es la realización de tareas, mientras que flujo
apenas resulta visible.
La última actividad dentro de un proceso de transformación se
denomina almacenamiento dos puntos ocurre cuando nos efectúa
ninguna tarea y el bien o servicio no se traslada. En otras palabras,
un almacenamiento es todo lo que no es ni una tarea ni reflujo.
También es posible y de hecho necesario, almacenar información.
Flujos de bienes (4)
El flujo es la secuencia que siguen
los materiales desde su recepción
en fábrica hasta su llegada al
almacén de embarque.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 124
Hay tres tipos de flujo: estático, funcional y secuencial el que, a su
vez, puede ser en línea recta con forma de un punto, la idea de flujo
se corresponde con un concepto tradicional de distribución de planta.
En realidad, no existe un flujo de producto estático, sino una
secuencia de tareas a realizar. El producto no cambio de lugar, son
las tareas las que se deben realizar en una secuencia
predeterminada, a fin de producir un artículo único (se conoce como
distribución de posición fija). La planificación, programación,
secuenciación y control de tareas; cobra una importancia significativa
y se utiliza el diagrama de redes para mostrar la procedencia de las
tareas. El flujo estático corresponde a la denominada producción por
proyecto. Una reparación casera de cancillería, el lanzamiento de un
nuevo producto, un barco o un avión, son ejemplos de producción por
proyecto.
La producción por proyecto se ocupa de transformar productos
individualizados que satisfacen las necesidades específicas de cada
cliente. Se caracteriza por fabricar a un alto costo, utilizar
trabajadores calificados, disponer de maquinaria de uso general (se
puede utilizar para diferentes tareas) y no resulta fácil de planificar y
controlar. Los productos obtenidos son difíciles de definir en sus
etapas iniciales y están sometidos a un alto grado de cambio e
innovación.
La mayoría de las empresas agrupan sus máquinas y trabajadores en
centros de trabajo especializados; es decir, en un lugar agrupan los
tornos, en otro las prestadoras, y así sucesivamente, es lo que se
conoce como distribución funcional o por proceso. Con frecuencia los
Estático
Funcional

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 125
productos se fabrican según especificaciones individuales, y cada
uno puede conformar diferentes tareas y seguir distintas secuencias
en el proceso de producción. En consecuencia, cada producto tendrá
su propio flujo funcional y debe describir a los sucesivos centros de
trabajo donde habrá que trasladar los materiales para añadirles valor
y convertirlos en el producto final planificado.
La utilización de equipos de tipo general y mano de obra altamente
cualificada, hace que el flujo funcional sea extremadamente flexible y
permite modificar el tipo de producto o el volumen, pero también es
bastante ineficiente. El patrón de un flujo desordenado y la variedad
de productos, ocasionan problemas graves en el control del
inventario y en la calidad. Debido a las diferentes secuencias y
tiempos necesarios para cada paso, los equipos soportan distintas
cargas y los inventarios en curso, pueden acumularse
excesivamente.
Los flujos funcionarios se utilizan en la denominada producción
flexible, que puede ser de dos tipos: por lotes (discontinua o
intermitente), y por taller de trabajo (artesano). Ambas se
caracterizan por fabricar un volumen pequeño de una gran variedad
de productos.
En general, la producción por lotes se distingue de la producción
artesanal por el mayor tamaño del lote. La mayor uniformidad de los
productos en la relación más estrecha entre las tareas necesarias. La
producción artesano, generalmente, ofrece una mayor cada cabida a
las distintas exigencias de los clientes, hallándose más a menudo en
aquellas actividades que requieren prototipos o fabricación por
encargo. Tal es el caso, por ejemplo, dividieron mis teorías y talleres
de reparación de vehículos.
La producción por lotes se puede justificar cuando al producto le falta
estandarización o cuando el volumen de producción es bajo. En este
caso es la más económica y tiene menor riesgo. Esta forma de
producir es común a las etapas iniciales de los ciclos de vida de los

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 126
productos, en los productos que se adaptan las necesidades del
cliente y en los productos con baja cuota de mercado. Almacenes
de distribución, hospitales, universidades y edificios de oficinas; a
menudo se diseñan siguiendo éste esquema.
El flujo secuencial se caracteriza porque las máquinas y centros de
trabajo están alineados unos a continuación de otros, según la
secuencia lógica de las tareas a realizar para transformar los
materiales en productos terminados. Puede ser de dos tipos: en línea
recta o en forma de U.
El flujo en línea (o en forma de L) está formado por un
número muy elevado de máquinas y trabajadores y permite obtener
un producto estandarizado, cuya transformación fluye desde una
operación o estación de trabajo hasta la siguiente, en una secuencia
prescrita (también se conoce como distribución por producto). Puede
haber flujos laterales que afecten a la línea, sin embargo se les llega
para lograr un flujo uniforme.
Las tareas a través de las cuales fluye el flujo en línea recta son
extremadamente difíciles, pero muy inflexibles. La eficiencia se
consigue utilizando trabajadores y equipos muy especializados para
obtener un elevado volumen de productos estandarizados. La
estandarización y la organización secuencial de las tareas de trabajo,
hacen difícil modificar el producto o el volumen de la producción. Por
esta razón, este flujo resulta inflexible.
No obstante, en los últimos años la nueva tecnología está haciendo
posible que las líneas de ensamblaje sean más flexibles, lo cual se
logra mediante el uso del control computarizado, que permite la
reducción de los tiempos necesarios para el cambio del equipo. Al
asignar una familia de productos a una línea de fabricación flexible,
Secuencial
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 127
se hace posible la producción de varios cientos de tipos diferentes de
productos (con distintos tamaños y formas), dentro de una familia de
productos dados, los lotes de tamaño grande pequeño. Como
resultado se tiene una flexibilidad sustancial, en los casos en que se
puede utilizar esta nueva tecnología.
El flujo en línea se utiliza en dos tipos de sistemas productivos:
producción en masa y proceso continuo. Los procesos en masa,
aunque altamente mecanizados e incluso automatizados, requieren
una cantidad de trabajadores más elevada que los procesos
continuos.
En general, los procesos continuos se diferencian de los procesos en
masa por lo siguiente:
Su mayor volumen,
La diferenciación más limitada de sus productos,
La mayor dependencia los bienes de equipo,
La relación más estrecha entre diversas capas de sus
sistemas operativos y
El uso más intenso de equipos automatizados de
manipulación y transformación de materiales.
PRODUCCIÓN
EN MASA
PROCESO
CONTINUO
En ambos casos, las
tareas se definen
minuciosamente y existe
una marcada división del
trabajo.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 128
Entre los productos elaborados en el proceso de producción en
masa, se incluyen los automóviles, las calculadoras de bolsillo los
bolígrafos, etc.; entre los fabricados por procesos continuos se
encuentran el acero, los productos químicos y el papel.
Flujo en forma de U, también es secuencial, atendiendo a los
pasos que deben seguir los materiales en el proceso de
transformación, pero tiene la forma de una U y corresponde a una
célula de trabajo formada por unos pocos trabajadores y máquinas.
Cada operario (muy cualificado) atiende diferentes máquinas y
pueden llegar a realizar operaciones auxiliares de mantenimiento y
control de calidad; las máquinas son polivalentes y sirven para
realizar distintas actividades. La distribución en U permite al operario
atender máquinas que están tanto frente a él como a su espalda; de
esta forma se minimiza el tiempo de desplazamiento del trabajador.
Este flujo es característico de la producción justo a tiempo.
La producción por proyecto, al igual que la producción continua, tiene
unas connotaciones especiales que la diferencian de las otras formas
de producción y la ser única para los productos que fabrican, sin que
existan otras posibles alternativas de organizar el proceso. A su vez,
la producción artesanal tiene muchas similitudes.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 129
5) PLANEACIÓN DE VENTAS Y LOGÍSTICA
La planeación de ventas suministra los enlaces clave de
comunicaciones, para que la alta gerencia coordine las diversas
actividades de planeación en negocio. Estos enlaces demuestran por
ejemplo, las iniciativas de mercadeo que tratan de la entrada de un
nuevo producto al mercado, pueden ser coordinadas con un
incremento en la capacidad de manufactura para soportar los planes
promocionales de mercadeo, al mismo tiempo que se coordinan
recursos financieros para soportar el capital de trabajo para el
aumento de los inventarios.
Varias materias
no consumibles
- Materias varias
- Mezclas
- Ensamblajes
- Envases
- Embalajes
- Almacenaje
- Movimiento
- Transporte
- Control
Incremento de
costo:
Desperdicio
Procesos de
transformación
en producto útil
Valor agregado
Cliente acepta Cliente acepta
el mínimo
Equilibrio

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 130
Desde la perspectiva de la manufactura, la planeación de ventas
suministra la base para enfocar los recursos detallados de producción
para lograr objetivos estratégicos de la compañía. Los planes de
ventas suministran el marco de entre el cual se desarrolla el
programa maestro de producción; en el que pueden planearse y
controlarse decisiones subsecuentes y donde pueden coordinarse los
recursos materiales y las capacidades de planta, de manera que
sean consistentes con los objetivos estratégicos de negocios.
Existen cuatro fundamentos en la planeación de ventas y su relación
con producción:
Debe considerarse primero el equilibrio entre la oferta y la
demanda.
Cuando la demanda excede a la oferta, el servicio al cliente sufre
debido a que la manufactura no puede suministrar el volumen de
productos requerido por el cliente. Los costos se incrementan debido
al tiempo extra y a los fletes por transporte, y la calidad sufre debido
a la urgencia por embarcar productos, todo lo cual es desfavorable
para el negocio.
Cuando la oferta excede a la demanda, el efecto sobre el negocio es
desfavorable. Los inventarios se incrementan por el desequilibrio
entre demanda y la capacidad de manufactura; se producen despidos
debido a los cortes en la tasa de producción, haciendo que la
La oferta
La demanda
El volumen
La mezcla
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 131
eficiencia y la moral de la planta declinen; y se reducen los márgenes
de utilidad a consecuencia de los recortes de precio y los descuentos.
Por tanto, la clave, para el buen desempeño del negocio, es
mantener un adecuado equilibrio entre la demanda y la oferta, y
suministrar señales tempranas de alerta cuando empiecen a
desequilibrar. Este es el papel de la planeación de ventas y puede
lograrse a través de la coordinación efectiva de los planes de las
diferentes áreas funcionales en negocio con la participación activa de
la alta gerencia.
Otros dos fundamentos sobre el volumen y la mezcla.
Necesitan ser considerados por separado al administrar la función de
planeación y control de la manufactura.
Lo que sucede en muchas compañías es que el enfoque se halla en
las decisiones de mezcla porque ellas son urgentes debido a la
presión de los clientes. Los volúmenes sólo se consideran una vez al
año, cuando se desarrolla el plan de negocios y debe fijarse las tasas
de producción para establecer la absorción de los costos indirectos.
El volumen concierne
más a las decisiones
generales acerca de
cuánto hacer y las tasas
de producción para las
familias de productos.
La mezcla se relaciona
con las decisiones
detalladas acerca de
qué productos
individuales fabricar, en
qué secuencia y para las
órdenes de que clientes.
MIENTRAS
QUE

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 132
Las compañías que no invierten el tiempo suficiente en
pronosticar y planear sus volúmenes.
En lugar de enfocarse en el panorama general se concentran en los
detalles tratando de predecir la mezcla. Las compañías inteligentes
planean sus volúmenes primero y después se enfocan en las
decisiones de mezcla. Esto se hace porque si los volúmenes se
planean en forma efectiva, las decisiones de mezcla se vuelven
manejables. Estas decisiones encuentran que los desequilibrios entre
la demanda y la oferta ocurren en el curso de un año, y como
resultado las decisiones de volumen deben realizarse y ajustarse
cada mes.
La planeación de ventas se encarga de tener un buen panorama
general y después atender los detalles de la planeación y control de
la producción. El papel de la planeación de ventas es desequilibrar la
oferta y la demanda en el nivel de volumen. El volumen se refiere a
las tasas: tasas totales de ventas, de producción, inventarios
agregados y retrasos de órdenes. Una vez que el volumen (tasas y
niveles) ha sido planeado, los problemas de mezcla (productos y
órdenes individuales) se vuelven manejables. Al comprender los
fundamentos de la planeación de ventas y operaciones, esta función
se hace más entendible como parte del sistema de planeación y
control de la manufactura de una compañía.
PROCESO DE PLANEACIÓN DE VENTAS Y PRODUCCIÓN (6)
La planeación de ventas y producción es el proceso de
la planeación de la cantidad y cronología de la
producción sobre un rango intermedio (generalmente
de tres meses a un año) ajustando la tasa de
producción, empleo, inventarios y otras variables
controlables.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 133
El objetivo de la planeación de ventas y producción es responder a
las demandas irregulares del mercado mediante una utilización
efectiva de los recursos de la organización. Por supuesto, las
demandas no siempre pueden satisfacerse, y los encargados de la
planeación deben poder anunciar la variabilidad de la demanda
contra la punibilidad más estable de capacidad.
En el siguiente gráfico se ilustra cómo la planeación de ventas y
producción se enlaza con las actividades de planeación a largo y
corto plazo. Esta es una planeación total en el sentido de que no se
enfocan en bienes y servicios individuales, sino que los agrupa en
categorías homogéneas (familias de productos) tales como clientes
atendidos, número de cocinas, o toneladas de metal.
Ahora 1 año 2 años 3 años 4 años
Corto
plazo
Mediano plazo
Programación detallada, rutinas, centros
de producción alternativos, tiempo extra.
Fuerza de trabajo, planes de
tiempo extra, niveles de inventario
y de subcontratación,
menor capacidad d cambio.
Largo
plazo
Adiciones a la capacidad
principal, localización, proceso
de decisiones.
Horizonte de planeación

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 134
Niveles y actividades de planeación
La programación maestra sigue la planeación total y expresa el plan
global en términos de artículos finales específicos, a los cuales puede
asignarse prioridades. Hace uso de pronósticos y pedidos
disponibles, y es el control principal de las actividades de producción.
El siguiente cuadro muestra la planeación total y programación
maestra simplificadas:
Luego ventas y producción son los recursos de acción disponibles
para los planeadores. Incluyen el uso tanto estrategias únicas como
de combinaciones y mezcla estratégicas de variables de decisión.
PLANEACIÓN TOTAL DE VENTAS Y PRODUCCIÓN
Meses Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic
Número de cocinas 400 250 500 500 300 500 300 400 300 600 1000 700
PROGRAMACIÓN MAESTRA
Meses Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic
Cocinas Electricas:
4 hornillas 50 0 60 70 0 50 20 40 0 60 80 60
3 hornillas + plancha 30 0 40 50 0 20 20 30 0 40 20 30
Cocinas Gas:
4 hornillas 230 180 320 310 300 370 280 250 270 430 820 530
Cocinas Mixtas:
3 a gas + 1 electrica 90 70 80 70 0 60 40 80 30 70 80 80
TOTAL 400 250 500 500 300 500 360 400 300 600 1000 700

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 135
Las principales estrategias usadas en hacer vida de manufactura son:
Las actividades no productivas descansan más en transferencias o
administración de demanda (por programaciones fijas,
designaciones, etc.) debido a que no tienen disponible la estrategia
de inventario.
Cada estrategia brinda a la empresa una flexibilidad diferente para
responder a la incertidumbre de la demanda. Sin embargo, los
beneficios son también afectados por costos de capacitación, de
despido de trabajadores, honorarios y sueldos adicionales (por
tiempo extra), costo de trasbordo de servicio reducido clientes. El
aceptar el procesamiento de productos (lo cual demora la entrega de
pedidos normales) puede dar por resultado el quedarse sin
inventarios y perder clientes. El trabajo subcontratado típicamente es
más caro como lo es también el uso de instalaciones sobrecargadas.
1. Variación en la fuerza de trabajo.
2. Tiempo extra y tiempo de uso.
3. Variación de los niveles de
inventario
4. Aceptación de retroceso.
5. Subcontratación.
6. Utilización de la capacidad.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 136
Lineamientos de la planeación de ventas y producción
Las actividades de planeación de ventas y producción varían desde
la planeación en altos niveles administrativos acerca de nuevos
productos y ganancias por acción, bajando hasta un monitoreo y
control de planta. El plan total, o de producción, es una decisión
negociada a alto nivel que coordina las actividades de
mercadotecnia, finanzas y otras funciones. Los factores
generalmente incluyen:
OBJETIVOS DE UTILIDAD
PRONÓSTICOS Y PEDIDOS
PLANEACIÓN DE VENTAS
OBJETIVOS DE INVENTARIOS
PLANES DE PRESUPUESTOS DE
CAPITAL
DISPONIBILIDAD DE MANO DE OBRA, Y
DISPONIBILIDAD DE INSTALACIONES.
Los lineamientos de planeación de ventas y producción, destacan la
necesidad de una política definida para cubrir fluctuaciones en la
demanda, la importancia de un buen pronóstico y la inteligencia de
planear en unidades (o costo de los bienes vendidos) más que en
ventas de dinero. Los lineamientos son:

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 137
NATURALEZA DE LA PLANEACIÓN TOTAL (7)
La planeación total se refiere a la relación entre la oferta y la demanda
de producción a mediano plazo., hasta aproximadamente 12 meses
hacia le futuro. El término “total” implica que esta planeación se realiza
para una sola medida general de producción o, cuando mucho,
algunas categorías de productos acumulados. El objetivo de la
producción total es establecer niveles de producción generales a corto
y a mediano plazo al enfrentarse a una demanda fluctuante o poco
segura.
Determinar la política corporativa considerando las variables controlables.
Usar un buen pronóstico como base de planeación.
Planear para unidades apropiadas de capacidad.
Mantener tan estable una fuerza de trabajo como sea práctico.
Mantener el control necesario sobre los inventarios.
Mantener la flexibilidad al cambio.
Responder a la demanda en una forma controlada.
Evaluación la planeación en base regular.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 138
Como resultado de la planeación total deben tomarse decisiones y
establecer políticas que se relacionen con el tiempo extra,
OPERACIONES
PLAN DE NEGOCIO
Programa maestro de
producción
Planeación de la
capacidad próxima
Planeación de los
requerimientos de
materiales
Planeación de la
capacidad detallada
Carga
Secuencia
Programación
detallada
Ajustes
Control
de taller
Control de capacidad
a corto plazo
Planeación de la producción
Planeación de la
producción total
Planeación de la capacidad
Planeación de la
capacidad total

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 139
contrataciones, despidos, subcontratistas y niveles de inventario. La
planeación total determina, no sólo los niveles de producción que se
planean sino también, la mezcla apropiada de recursos a utilizar.
La planeación total puede buscar influir en la demanda así como, la
oferta. Si éste es el caso, pueden utilizarse variables como precios,
publicidad y mezcla de productos. Si se toman en consideración los
cambios en la demanda, entonces mercadotecnia, junto con
operaciones, estarán íntimamente involucradas en la planeación total.
En el sentido amplio de la definición, el problema del planeación total
tiene las siguientes características:
Un horizonte de tiempo de aproximadamente 12 meses,
con utilización del plan en forma periódica (quizá
mensual).
Un nivel acumulado de demanda del producto formado por
una o pocas categorías de productos. Se supone que la
demanda que fluctúa es poco cierta o tiene estacionalidad.
La posibilidad de cambiar tanto la variable de oferta
como las de demanda.
Una variedad de objetivos administrativos que podrían
incluir: un bajo nivel de inventarios, buenas relaciones
laborales, bajo costo, flexibilidad; para incrementar los
niveles de producción en el futuro y un buen servicio a
clientes.
Instalaciones que se consideran fijas y no pueden
expandirse.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 140
Esta jerarquía de decisiones sobre capacidad se presenta en la figura
siguiente. Nótese que las decisiones pasan desde la parte superior
hacia abajo y que también existe un ciclo de retroalimentación desde el
fondo hacia arriba. Es decir, las decisiones de programación con
La planeación total forma un
eslabón importante entre la planeación de
instalaciones por una parte y la
programación por la otra. La planeación
de instalaciones determina la capacidad
física que no podrá excederse mediante la
planeación acumulada. Es decir, la
planeación de instalaciones se extiende
más hacia el futuro que la planeación
acumulada y limita las decisiones que se
toman en la planeación total.
La programación, por otra parte, es
a corto plazo (algunos meses o menos) y
está limitada por las decisiones tomadas
de acuerdo con la planeación total.
Mientras que la planeación total tiene que
ver con la adquisición de recursos, la
programación se relaciona con la
asignación de los recursos disponibles a
tareas y pedidos específicos. Es decir,
debe hacerse una distinción básica entre
la adquisición de recursos a través de la
planeación total y su posterior asignación
a través de la programación.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 141
frecuencia indican la necesidad de revisar la planeación y la planeación
total con frecuencia podría descubrir la necesidad de instalaciones.
OPCIONES DE TOMA DE DECISIONES (8)
El problema de la planeación agregada puede aclararse mediante un
análisis de las distintas opciones de toma de decisiones disponibles.
Se dividirán en dos tipos de decisiones:
Decisiones sobre
instalaciones
Planeación
Total
Programación
Programación
Planeación
Total
Decisiones
sobre
instalaciones
0 6 12 18 24
LAS QUE MODIFICAN
LA DEMANDA
LAS QUE MODIFICAN
LA OFERTA

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 142
Es posible modificar o influir en la demanda de varias maneras:
Precios: Con frecuencia se utilizan diferencias en los
precios para reducir la demanda pico o para acumular
una demanda en las temporadas bajas. Algunos ejemplos
son los precios de las matinés de cines, las tarifas de
hotel en temporadas bajas, los descuentos en las fábricas
por compras a principios o a fines de la temporada, tarifas
telefónicas nocturnas y precios de dos por uno en los
restaurantes. El propósito de estos esquemas de precios
es nivelar la demanda durante el día, la semana, el mes o
el año.
Publicidad y promociones: Éste es otro método
que se utiliza para estimular o, en algunos casos,
uniformar la demanda. La publicidad generalmente se
coordina en el tiempo de tal manera, que se promueva la
demanda durante los periodos bajos y se pasa parte de la
semana de los periodos picos a los tiempos bajos. Por
ejemplo, los lugares de veraneo utilizan su publicidad
para alargar su estación y los criadores de pavos utilizan
la publicidad para estimular la demanda de las
temporadas de Navidad.
Trabajo pendiente o reservaciones. En
algunos casos se influye en la demanda al pedir a los
clientes que mantengan pendientes sus pedidos o
reserven la capacidad por anticipado (reservaciones).
Generalmente esto tiene el efecto de pasar la demanda
de los periodos pico a los periodos con capacidad. Sin
embargo, el tiempo de espera puede dar como resultado
LAS QUE MODIFICAN LA DEMANDA

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 143
la pérdida de una venta. Esta pérdida se puede tolerar
cuando el objetivo es maximizar las utilidades, aunque la
mayoría de las operaciones se rehúsan a desperdiciar
clientes por lo que prefiere utilizar los trabajos pendientes
o las reservaciones.
Desarrollo de productos
complementarios. Las empresas, que tienen
demandas altamente estacionales, pueden intentar
desarrollar productos que tengan tendencias de ciclo
contrario en la estacionalidad. El ejemplo clásico de este
enfoque es la de la compañía fabricante sombrillas para
playa que empieza a construir parrillas para asar carne.
El propósito es utilizar aún más la capacidad.
También existe un gran número de variables disponibles para
modificar la oferta a través de la planeación total. Aquí se incluyen:
Contratación y despido de empleados. El
uso de esta variable difiere mucho entre las compañías y
las industrias. Algunas compañías hacen casi cualquier
cosa antes de reducir el tamaño de fuerza de trabajo con
despidos. Existen otras compañías que incrementan y
disminuyen rutinariamente su fuerza de trabajo conforme
cambia la demanda. Estas prácticas no sólo afectan los
costos sino también las relaciones laborales, la
productividad y la moral de los trabajadores. Como
resultado, las prácticas de contratación y despido de una
compañía puede restringirse mediante contratos
colectivos o políticas de la compañía. Sin embargo, uno
de los propósitos de la planeación agregada es examinar
LAS QUE MODIFICAN LA OFERTA

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 144
el efecto que estas políticas tienen sobre los costos y las
utilidades.
Uso de tiempo extra y de semanas cortas.
En ocasiones se utiliza el tiempo extra para ajustes
laborales a corto y mediano plazo en lugar de contratar y
despedir, en espacial si el cambio de la demanda se
considera temporal. El tiempo extra con frecuencia
cuesta el 50% más del tiempo regular, con el tiempo
doble de lo fines de semana o de los domingos. Debido a
su alto costo, en ocasiones los gerentes se rehúsan a
utilizar el tiempo extra. Más aún, los trabajadores se
niegan a trabajar más del 20% de tiempo extra a la
semana durante varias semanas. Semanas cortas se
refiere a la subutilización de la fuerza de trabajo en lugar
de utilizar despidos. Puede pensarse que esto es lo
opuesto al tiempo extra. Otro término para definirlo es
tiempo ocioso.
Una mano de obra temporal o eventual. En
algunos casos es posible contratar empleados eventuales
o de medio tiempo para satisfacer la demanda. Esta
opción puede ser particularmente atractiva debido a que
con frecuencia a los empleados eventuales se les paga,
significativamente, menos en sueldos y prestaciones. Por
supuesto, los sindicatos observan el uso de eventuales
con disgusto ya que con frecuencia, estos últimos, no
están obligados a pagar las tarifas de los sindicatos y
pueden debilitar la influencia de los mismos. Sin
embargo, los empleados de medio tiempo son esenciales
en muchas operaciones de servicio cómo hospitales,
restaurantes y tiendas de departamentos. Estas
operaciones dependen mucho de su capacidad de atraer
y utilizar trabajadores de medio tiempo y eventuales
durante periodos pico de demandas.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 145
Uso de inventarios. En compañías de manufactura
puede utilizarse el inventario como una especie de
colchón entre la oferta y la demanda. Es posible acumular
inventario para su uso posterior durante los periodos de
menor demanda. El inventario desacopla entonces la
oferta de la demanda en las operaciones de
manufactura, permitiendo así una operación más
uniforme. El inventario puede considerarse como una
manera de almacenar mano de obra para consumo en el
futuro. Por supuesto, las operaciones de servicio no
disponen de esta opción (con excepción de los bienes
utilizados para prestar el servicio) y ocasionan que éstas
tengan un problema de planeación para prestar
ligeramente diferente y más difícil.
Subcontratistas. Esta opción, que involucra el uso
de otras empresas, en ocasiones es una manera efectiva
de incrementar o disminuir la oferta. El subcontratista
puede suministrar el producto por completo o sólo
algunas partes de los componentes. Por ejemplo un
fabricante de juguetes puede utilizar subcontratistas para
fabricar partes de plástico durante ciertos momentos del
año. El fabricante puede suministrar los moldes y
especificar los materiales y los métodos a utilizar.
Hacer arreglos de cooperación. Estos arreglos
son muy similares a los subcontratistas puesto que se
utilizan fuentes externas de oferta. En los ejemplos se
incluyen los servicios eléctricos que se eslabonan
mediante redes de distribución para compartir la corriente
en los hospitales para ciertos servicios especializados y
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 146
los hoteles o las aerolíneas que se intercambian clientes
entre sí cuando agotan su capacidad.
Al tomar en consideración todas estas opciones, resulta claro que el
problema de la planeación acumulada, es bastante generalizado y
afecta a todas las partes de la empresa. Por lo tanto, las decisiones
que se toman deben ser estratégicas y reflejar todos los objetivos de
la firma. Si la planeación total se considera con un enfoque limitado,
se puede presentar una suboptimización y la toma de decisiones
inapropiadas.
ESTRATEGIAS BÁSICAS (9)
Pueden utilizarse dos estrategias de operaciones puras, junto con
muchas combinadas entre ellas, para satisfacer las fluctuaciones de
la demanda con el tiempo.
Cualquier variación en la demanda debe absorberse entonces
mediante el uso de inventarios, tiempo extra, eventuales,
subcontratistas, arreglos de cooperación o cualquiera de las
opciones que influyen en la demanda. Lo que se ha hecho
esencialmente con la estrategia de nivelación, es fijar la fuerza de
trabajo regular utilizando una de las 10 variables anteriores
disponibles para la planeación total.
Con la estrategia de cambio simple se nivela la fuerza de trabajo y
se cambia para satisfacer la demanda. En este caso no es necesario
Una estrategia pura es nivelar la fuerza de
trabajo y la otra es relacionar la demanda con
la fuerza de trabajo. Con una estrategia
perfectamente nivelada, habrá constancia en la
producción en tiempo normal.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 147
mantener inventarios ni utilizar alguna de las otras variables
disponibles para la planeación estratégica. La fuerza de trabajo
absorbe todos los cambios en la demanda.
Por supuesto, ambas estrategias están en el extremo, en una
estrategia no se hace ningún cambio con la fuerza de trabajo y en la
otra se varía la fuerza de trabajo en forma directamente proporcional
a los cambios en la demanda. En la práctica son posibles muchas
combinaciones, sin embargo, las estrategias puras ayudan a enfocar
los temas básicos.
Comparación de la estrategia de adaptación a la demanda contra la estrategia
de nivel
Adaptación a la
demanda
Capacidad
nivelada
Nivel capacitación de la mano de obra Bajo Alto
Discreción de la tarea Bajo Alto
Nivel de compensación Bajo Alto
Condiciones de trabajo Duras Placenteras
Capacitación requerida por empelado Baja Alta
Rotación de la mano de obra Alta Baja
Costos de contratación y despidos Altos Bajos
Nivel de error Alto Bajo
Capacidad supervisión nivelada Alta Baja
Tipo de presupuesto y pronóstico requerido A corto plazo A largo plazo
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 148
COSTOS DE LA PLANEACIÓN TOTAL (10)
La mayoría de los métodos de planeación determinan un plan que
minimiza los costos. Según los métodos, se supone que la demanda
es fija, por lo tanto las estrategias para modificar la demanda no se
toman en consideración. Si tanto la oferta como la demanda se
modifican de manera simultánea, resultaría más apropiado maximizar
utilidades.
Cuando se considera que la demanda está dada, deben tomarse en
consideración los siguientes costos:
Costo de contratación y despido.
El costo de contratación incluye los costos de reclutamiento, selección y
capacitación que se necesitan para llevar a un empleado nuevo a cubrir
una vacante en forma totalmente capacitada y productiva. En algunas
tareas, este costo quizá sea de pocos cientos de dólares mientras que en
otros puestos, más sofisticados, puede llevar a miles. El costo de despidos
incluye las prestaciones del personal, la prima de antigüedad y otros
costos relacionados con el despido. El costo del despido también puede
variar de algunos cientos de dólares a varios miles por persona. En algunos
casos cuando se despide a todo un turno o se le contrata a la vez, puede
incluirse el costo de un turno.
Costo de tiempo extra y tiempo perdido.
Los costos de tiempo extra normalmente están formados por los salarios
regulares más una prima de 50 y 100%. El costo de tiempo perdido con
frecuencia se refleja en el uso de empleados para una productividad inferior a
la total.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 149
Costos de mantenimiento de inventarios.
Los costos de mantenimiento de inventario se relacionan
con mantener productos en inventario. Incluyen el costo del
capital, el costo variable de almacenamiento, el costo de
obsolescencia y del deterioro. Estos costos se expresan
con frecuencia como un porcentaje el valor en dólares el
inventario, que van de un 15% a un 35% al año. Puede
considerarse este costo como un cargo de intereses que
se impone contra el valor en efectivo del inventario que se
mantiene. Es decir, si el costo de mantener inventarios es
del 20% y cada unidad cuesta 10 de producción, costará 2
mantener una unidad en inventario durante un año.
Costo de mano de obra eventual.
Debido a la diferencia de prestaciones, el costo de la mano
eventual o temporal probablemente sea inferior al de mano
de obra regular. Aunque con frecuencia los trabajadores
eventuales no reciben prestaciones, se puede especificar
un máximo porcentaje de mano de obra eventual en las
consideraciones de operaciones o en los contratos
colectivos. En caso contrario, se presentaría una tendencia
a utilizar únicamente mano de obra eventual o temporal. Sin
embargo, la fuerza de trabajo regular es esencial para la
utilización efectiva del personal eventual y temporal.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 150
Algunos de estos costos pueden estar presentes en cualquier
problema de planeación total particular. Se utilizarán los costos
aplicables para ponerles un precio a las estrategias alternativas.
INTERRELACION ENTRE DECISIONES
A menudo los planes para la producción total se hacen para periodos
de 6 a 8 meses.
Costos de subcontratistas.
El costo de subcontratistas es el precio que se paga a un
subcontratista para que produzca las unidades. Los costos de
los subcontratistas pueden ser mayores o menores que el
costo de la producción de las unidades en forma interna.
Costo de agotamiento de inventario.
El costo de recibir un pedido o el costo de agotamiento del
inventario, debe reflejar el efecto de una reducción en el
servicio a clientes. Este costo es muy difícil de estimar pero
puede relacionarse con la pérdida de prestigio ante los
clientes y la posible pérdida de ventas futuras. Es decir,
puede eslabonarse el agotamiento de inventarios en
términos de utilidades futuras que se pierden.
¿Por qué el plan cubre un
plazo tan largo?

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 151
Por el hecho de que las acciones de una semana tras otra o de un
mes a otro no son independientes las unas de las otras. De hecho
están interrelacionadas muy estrechamente, pues las acciones y las
decisiones de la administración en u mes determinan cuáles son las
alternativas viables para los subsecuentes. Por tanto, los directivos
deben de considerar a futuro las consecuencias de las decisiones
que normalmente tomen.
Este es un ejemplo de cómo planear dentro de un horizonte de
tiempo de un mes. Si el trabajo de cada mes se planea por separado
e independiente de los fines de la planeación.
EJEMPLO:
Como directivo de una empresa que fabrica refrigeradores, usted desea planear
el nivel de producción para el mes de febrero. Al final de enero hay 100
refrigeradores ya terminados en inventarios. En enero se tenían veinte
ensambladores en nómina. En promedio, cada ensamblador es capaz de
producir 10 refrigeradores por mes. Se recibió la información de que la demanda
del mes de febrero por parte de los clientes será de 200 refrigeradores. Como
actualmente ya se cuenta con 100 unidades en inventario, se toma la decisión
de producir exactamente 100 unidades más durante febrero, para satisfacer la
demanda de 200 unidades. Como solamente se requiere diez ensambladores
para satisfacer la producción planeada de febrero se despide diez trabajadores
con un costo de 400 dólares/ trabajador. Un mes después es necesario hacer
frente a las consecuencias de la decisión. La demanda de refrigeradores para
el mes de marzo se calcula en 300 dólares. Como no quedaron en el inventario
refrigeradores en el mes de febrero, hay que producir un total de 300 unidades
para marzo, durante ese mismo mes. Para poder cumplir con esta exigencia, es
necesario contratar 20 ensambladores más al principio de marzo, de manera
que la fuerza de trabajo (30 ensambladores) pueda producir las 300 unidades
que se necesitan. El costo de contratar y entrenar ensambladores es de 300
dólares / ensambladores, y los costos de inventario no son significativos.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 152
Ver tabla siguiente:
DECISIONES
PLANEADAS POR
COSTOS
FEBRERO
MARZO
TOTAL
Número de empleados 10 30 40
Unidades de
producción
100 300 400
Salarios (costos) 10 x 1 600 = 16 000 30 x 1600 = 48 000 64 000
Despidos (costos) 10 x 400 = 4 000 0 4 000
Contratación (costos) 0 20 x 300 = 6 000 6 000
Total (costos) 20 000 54 000 74 000
Considere el mismo ejemplo tomando un horizonte de tiempo de dos
meses. Al final de enero, se encuentra que la demanda que se
espera tener es de 200 unidades en febrero y 300 unidades en
marzo.
Con esta información se diseña el plan (ver tabla siguiente) para los
meses de febrero y de marzo. Este plan implica retener 20
ensambladores para febrero y marzo, evitando por tanto los costos
de despido y contratación del primer plan. Este ahorro en el costo se
alcanzó al ver el futuro y considerar no sólo la demanda esperada del
mes próximo sino también la demanda del mes siguiente. Como se
puede ver la finalidad de los planes agregados no es reducir costos

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 153
en cada uno de los periodos, sino a largo plazo, pues esta
minimización a corto plazo puede llegar a ser cara a largo plazo.
DECISIONES
PLANEADAS Y
COSTOS
FEBRERO MARZO TOTAL
Número de empleados 20 20 40
Unidades de producción 200 200 400
Salarios (costos) 20 x 1600 = 32 000 20 x 1600 = 32 000 64 000
Despidos (costos) 0 0 0
Contratación (costos) 0 0 0
Total (costos) 32 000 32 000 64 000
Se ha visto que los horizontes de corto plazo pueden llegar a ser
indispensables. Sin embargo ¿se podría seleccionar un horizonte de
tiempo demasiado largo? desde un punto de vista práctico la
respuesta es afirmativa. Al extender el tiempo en el horizonte de
planeación se incrementa de una manera impresionante el número
de posibles planes alternativos. El costo del procesamiento
electrónico y el tiempo necesario para encontrar el plan óptimo
pueden llegar a ser prohibitivos también los pronósticos de la
demanda futura, y los planes basados en pronósticos muy poco
precisos pueden llegar a tener muy poco valor.
¿Cuáles serían los costos
resultantes?
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 154
ESTRATEGIAS PARA EL DESARROLLO DE PLANES
AGREGADOS (11)
Plan agregado para una empresa de manufactura: Estos conceptos
básicos se aplican para llevar a cabo un plan de producción total
utilizando un enfoque gráfico o manual sencillo. La meta es encontrar
un plan efectivo de costos que satisfaga la demanda esperada en un
horizonte de 12 meses.
EJEMPLO:
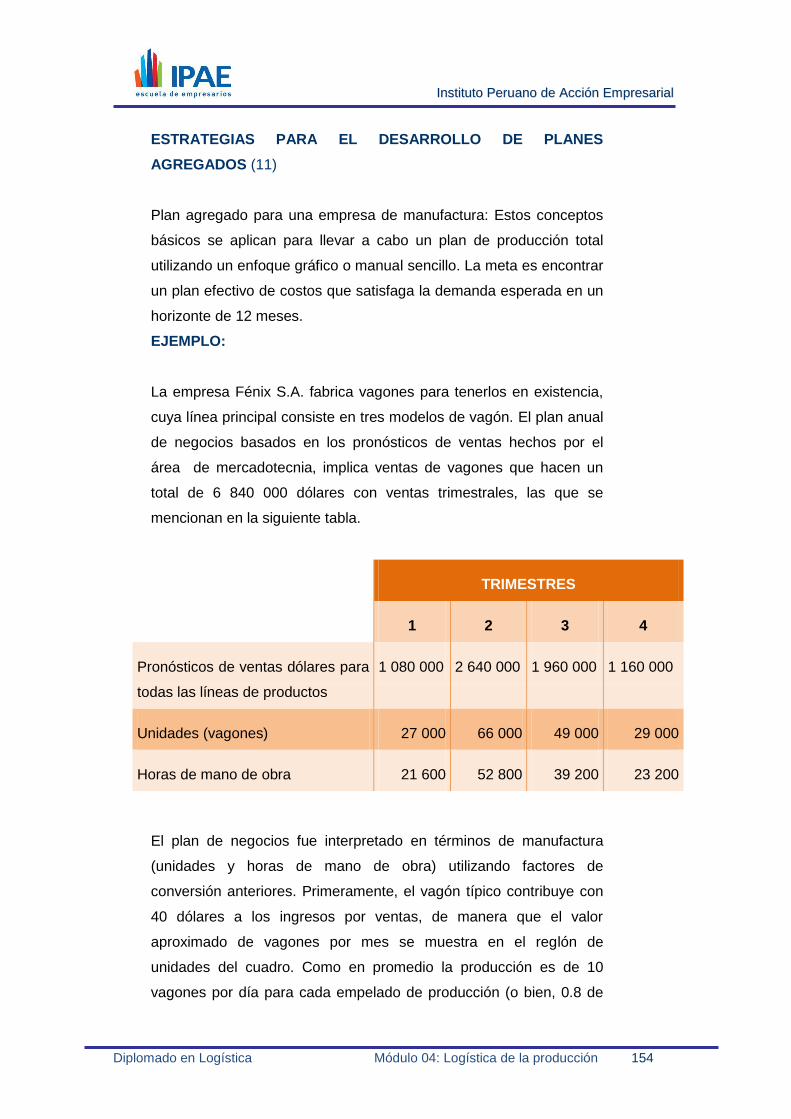
La empresa Fénix S.A. fabrica vagones para tenerlos en existencia,
cuya línea principal consiste en tres modelos de vagón. El plan anual
de negocios basados en los pronósticos de ventas hechos por el
área de mercadotecnia, implica ventas de vagones que hacen un
total de 6 840 000 dólares con ventas trimestrales, las que se
mencionan en la siguiente tabla.
TRIMESTRES
1 2 3 4
Pronósticos de ventas dólares para
todas las líneas de productos
1 080 000 2 640 000 1 960 000 1 160 000
Unidades (vagones) 27 000 66 000 49 000 29 000
Horas de mano de obra 21 600 52 800 39 200 23 200
El plan de negocios fue interpretado en términos de manufactura
(unidades y horas de mano de obra) utilizando factores de
conversión anteriores. Primeramente, el vagón típico contribuye con
40 dólares a los ingresos por ventas, de manera que el valor
aproximado de vagones por mes se muestra en el reglón de
unidades del cuadro. Como en promedio la producción es de 10
vagones por día para cada empelado de producción (o bien, 0.8 de
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 155
horas de trabajo/ vagón), los requerimientos de horas de mano de
obra se muestran en el renglón 3. Los pronósticos de la demanda de
productos por línea señalan un máximo en la primavera y un mínimo
para el otoño. La demanda mínima es durante los meses del
invierno.
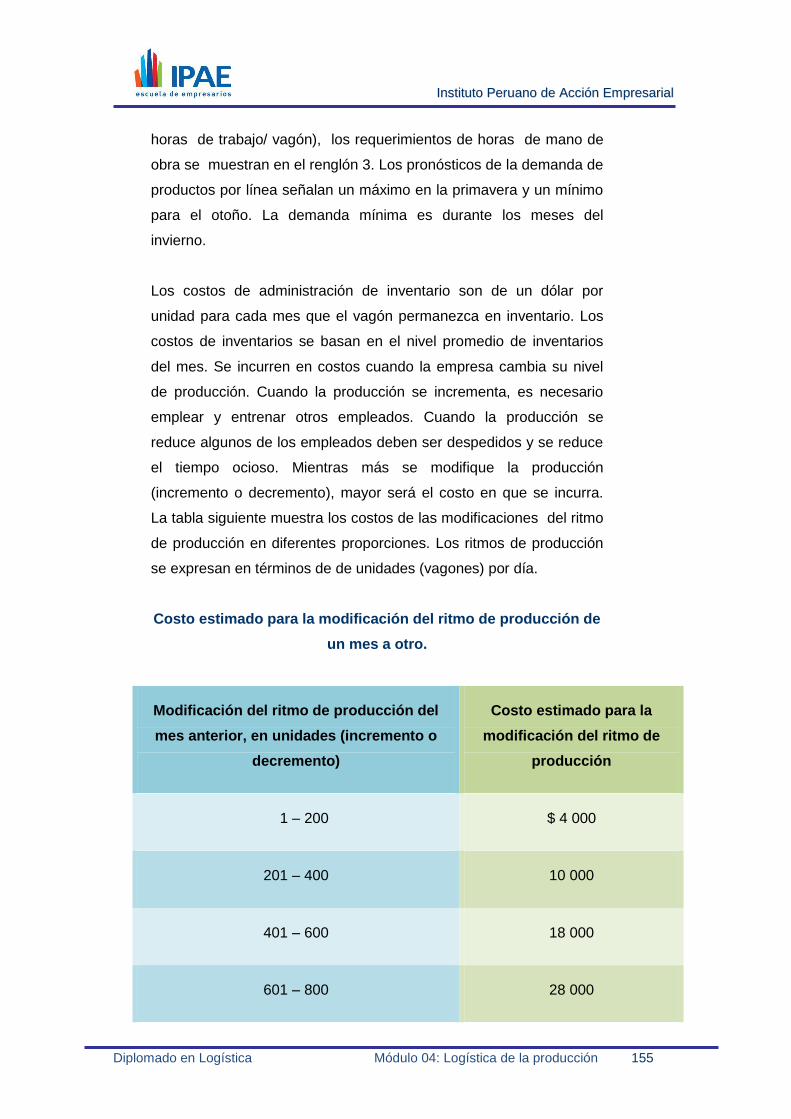
Los costos de administración de inventario son de un dólar por
unidad para cada mes que el vagón permanezca en inventario. Los
costos de inventarios se basan en el nivel promedio de inventarios
del mes. Se incurren en costos cuando la empresa cambia su nivel
de producción. Cuando la producción se incrementa, es necesario
emplear y entrenar otros empleados. Cuando la producción se
reduce algunos de los empleados deben ser despedidos y se reduce
el tiempo ocioso. Mientras más se modifique la producción
(incremento o decremento), mayor será el costo en que se incurra.
La tabla siguiente muestra los costos de las modificaciones del ritmo
de producción en diferentes proporciones. Los ritmos de producción
se expresan en términos de de unidades (vagones) por día.
Costo estimado para la modificación del ritmo de producción de
un mes a otro.
Modificación del ritmo de producción del
mes anterior, en unidades (incremento o
decremento)
Costo estimado para la
modificación del ritmo de
producción
1 – 200 $ 4 000
201 – 400 10 000
401 – 600 18 000
601 – 800 28 000

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 156
Se supone, para propósitos iniciales de planeación, que el ritmo de
producción por día, una vez determinado, se utilizará día a día
durante todo el mes. La compañía asigna un alto costo a los pedidos
pendientes y a las ventas perdidas, un costo tan elevado que la
dirección desea tener un plan en el cual la producción acumulada al
menos satisfaga la demanda esperada a lo largo del horizonte de
planeación.
La máxima capacidad de las instalaciones es de 100 empleados
(1000 vagones por día) en un solo turno. La capacidad puede ser
incrementada temporalmente recurriendo al tiempo extra, con costos
adicionales de cuatro dólares/ unidad.
El primer paso en el análisis es determinar los requerimientos de
producción que este modelo de demanda solicita de las
instalaciones. A primera vista, mayo parece ser el mes de mayor
demanda con 24 000 unidades. Sin embargo, el número actual de
días productivos disponibles también debe ser considerado. A causa
del cierre anual por vacaciones por ejemplo, en el mes de agosto
sólo cuenta con 11 días productivos. El ritmo de producción por día
productivo disponible se muestra a continuación.
Mes Ventas Número días Ritmo Prod.
1 Ene 4,000 22 182
2 Feb. 10,000 19 526
3 Mar 13,000 21 619
4 Abr. 22,000 22 1,000
5 May 24,000 21 1,143
6 Jun 20,000 21 952
7 Jul 15,000 22 682

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 157
8 Ago 16,000 11 1,455
9 Set 18,000 21 857
10 Oct 14,000 22 636
11 Nov. 9,000 18 500
12 Dic. 6,000 21 286
182
526 619
1,000
1,143
952
682
1,455
857
636
500
286
0
200
400
600
800
1,000
1,200
1,400
1,600
Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic
Un
idad
es
Meses
Ritmo de producción

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 158
OPERATIVIDAD DE LAS ESTRATEGIAS BÁSICAS (12)
Se pueden emplear diversos ajustes de la capacidad a corto plazo
para hacer frente a las fluctuaciones mensuales de la demanda. Las
empresas que hacen inventarios utilizan tres tipos de ajustes: la
dimensión de la fuerza de trabajo, la constitución de inventarios y la
utilización de la fuerza de trabajo. Cualquiera de estas tres se puede
modificar para satisfacer las fluctuaciones de la demanda sin tomar
en cuenta las otras dos (por eso reciben el nombre de estrategias
básicas).
En general, es mejor emplear alguna de las posibles combinaciones
de los tres tipos de estrategias que sólo una. Además de estaos
ajustes internos, los fabricantes a menudo emplean subcontratistas,
equipo rentado o rentado con opción de compra y otros recursos
externos para salir adelante en los periodos en que existe una gran
demanda.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 159
Estrategia 1:
Modificar el número de empleados productivos en relación directa con
los requerimientos mensuales de producción.
A partir de datos anteriores la administración puede calcular la productividad
promedio por empleado y por lo tanto determinar el número de empleados
que se necesitan para satisfacer la producción de cada mes. Cuando la
producción mensual requerida disminuye, los empleados pueden ser
despedidos.
A medida que la demanda mensual se incremente, la fuerza de trabajo se
puede aumentar en la misma proporción. En el ejemplo que se presentó, la
producción promedio por empleado era de 10 vagones por día. Por tanto, en
enero se necesitaron 18 empleados, 53 en febrero, 62 en marzo y así
sucesivamente.
En esta estrategia son evidentes ciertas desventajas. Las fluctuaciones
amplias en los niveles de empleo tienen como consecuencia costos muy
elevados por concepto de contrataciones y despidos. También son comunes
los costos indirectos de entrenamiento de nuevos empleados, decaimiento
del ánimo de los empleados durante periodos de despido y otros.
Además, las habilidades necesarias en el trabajo pueden no estar no
disponibles cuando son requeridas. Cuando son indispensables ciertos
periodos largos no productivos para que el empleado adquiera ciertas
habilidades especiales, estos tiempos muertos de contratación y periodos de
entrenamiento deben ser tomados en cuenta en el horizonte de planeación.
A veces las reacciones de la colectividad a tales estrategias son negativas.
Finalmente estas estrategias no resultan factibles para empresas en donde
existen acuerdos con los sindicatos, como salarios asegurados y otros
aspectos relativos a condiciones de contratación y despido.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 160
Estrategia 2:
Mantener un tamaño constante de la fuerza de trabajo pero variar la
proporción de la utilización de la fuerza de trabajo.
Supóngase que en el ejemplo, se selecciona la estrategia de emplear 70
empleados por mes a lo largo de todo el año. En promedio, esta fuerza de
trabajo sería capaz de producir 700 vagones por día. Durante los meses de
poca demanda (enero, febrero, marzo, julio, octubre, noviembre y diciembre)
la fuerza de trabajo sería programada para producir sólo la cantidad que
resulte del pronóstico, teniendo en consecuencia, horas no utilizadas u
ociosas. Durante los meses de mayor demanda (abril, mayo, junio, agosto y
septiembre) sería necesario trabajar tiempo extra para satisfacer la
demanda. Por tanto, la fuerza de trabajo se utilizaría al máximo durante
esos meses y sería subutilizada en los otros.
Una gran ventaja de esta estrategia es el evitar los costos de contratación y
despido que origina la estrategia 1. Pero en vez de ello incurre en otro tipo
de costos. El tiempo extra, por ejemplo, puede resultar muy costoso,
normalmente un 50% más elevado que los salarios regulares en horarios
normales. Además, existen límites jurídicos y de comportamiento normales
respecto a la cantidad de tiempo extra que se pueda laborar. Cuando los
empleados trabajan bastante tiempo extra tienden a ser menos eficientes y
aumentan los accidentes de trabajo.
El tiempo ocioso también tiene muchos inconvenientes muy sutiles. Durante
los periodos de poca actividad el estado de ánimo de los trabajadores puede
disminuir, en especial si el tiempo ocioso es percibido por ello como un
preludio de futuros despidos. También el tiempo ocioso tiene repercusiones
en los costos de oportunidad. Cuando se obliga a los empleados a
permanecer ociosos la empresa pierde la oportunidad de contar con
productos que podrían haber sido producidos. Aún cuando los salarios se
devengan, lo cierto es que se perdió para siempre un producción potencial.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 161
Estrategia 3:
Permitir que el nivel de inventarios fluctúe como respuesta a las
variaciones de la demanda.
Los inventarios de producto terminado en las empresas en donde se sigue
este sistema pueden ser utilizados como colchón en respuesta a las
fluctuaciones de la demanda. Un número fijo empleados, seleccionados de
manera que no se incurra o se incurra muy poco en tiempo extra o en
tiempo ocioso, puede mantenerse a los largo de todo el horizonte de
planeación. El producir a un ritmo constante hará que la producción exceda
a la demanda en periodos de demanda baja y se acumulen inventarios de
productos terminados. Durante los periodos en que la demanda es mayor
que la capacidad productiva, la demanda puede ser satisfecha con base en
inventarios. El resultado de la estrategia de planeación son niveles
fluctuantes en los inventarios a los largo del horizontes de planeación.
Las ventajas comparativas de la estrategia 3 son evidentes: niveles de
empleo estables, se elimina el tiempo de ocio y tampoco se utiliza el tiempo
extra, que siempre es muy costoso. ¿Y qué hay de las desventajas?
Primeramente los inventarios de productos terminados (y otros inventarios
de ayuda) no son gratuitos. Los inventarios mantienen atado al capital de
trabajo, que dé lo contrario podría estar ganando una recuperación sobre la
inversión. Los costos de manejo de materiales, tiempo de almacenamiento
y sus requerimientos, el riesgo de daño y de mercancía obsoleta, los
esfuerzos de personal administrativo y lo impuestos, todos ellos se
incrementan con los grandes inventarios. Los pedidos pendientes también
pueden resultar costosos. Los clientes pueden no estar dispuestos a tolerar
la detención de sus pedidos, en particular si otras fuentes alternas de
productos se encuentran disponibles: las ventas se pueden perder y el
cliente resentido puede afectar negativamente el futuro potencial de las
ventas. En suma, hay que tomar en cuenta los costos de manejar
demasiados o muy pocos inventarios.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 162
MÉTODO GRÁFICO DE PLANEACIÓN TOTAL PARA LA
PRODUCCIÓN (13)
En general ninguna de la estrategias puras anteriores es en sí la
mejor; se recomienda utilizar una combinación de dos o de las tres.
Los diversos planes alternativos o combinaciones implican
disyuntivas. Una manera de hacer y evaluar estas alternativas es
utilizando un procedimiento gráfico de evaluación. El método gráfico
es conveniente y relativamente sencillo y requiere un esfuerzo
mínimo de trabajo de cálculo. Para emplear el método gráfico es
necesario cumplir con los siguientes pasos:
1. Hacer un gráfica en la que se muestren los días con la
producción acumulada durante todo el horizonte de
planeación en el eje horizontal y las unidades acumuladas
de productos en el eje vertical. Se registran en la gráfica los
datos de la demanda acumulada (pronóstico) para todo el
horizonte de planeación.
2. Seleccionar una estrategia de planeación y determinar la
producción propuesta por el área respectiva para cada uno
de los periodos del horizonte de planeación. Calcular y
trazar en la gráfica la producción acumulada para el plan
tentativo.
3. Comparar la demanda esperada y la producción propuesta;
trazar ambos en la misma gráfica. Esta comparación permite
identificar periodos con exceso de inventarios y periodos en
que son escasos.
4. Calcular los costos de este plan.
5. Modificar el plan, tratando de cumplir con las metas de la
planeación total, repitiendo los pasos 2 a 4 hasta que quede
establecido un plan que resulte satisfactorio.

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 163
Plan con producción nivelada.
Se hará un plan que satisfaga todos los requerimientos
mencionados anteriormente y que se lleve a cabo a un ritmo
constante de producción sin recurrir a la contratación, despidos,
tiempos ociosos o tiempo extra.
Para el paso 1 del procedimiento, trazando en la gráfica el
pronóstico de la demanda acumulada que se muestra en la gráfica
siguiente.
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
160,000
180,000
200,000
22 41 62 84 105 126 148 159 180 202 220 241
UN
IDA
DE
S D
E P
RO
DU
CC
IÓN
DIÁS PRODUCTIVOS EN EL HORIZONTE DE PLANEACIÓN
PLAN DE PRODUCCIÓN TOTAL Y PRONÓSTICOS DE LA DEMANDA
PROD.ACUM DEM. ACUM
B
Demanda
acumulada
Acumulación de inventarios
Producción acumulada para el plan de producción con nivel

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 164
Para el paso 2 se ha especificado una estrategia de planeación que
consiste en un ritmo de producción constante por día. Cuando para
esta estrategia se hace una gráfica de la producción acumulada día a
día, esta aparece como una línea recta sobre la gráfica y se eleva
homogéneamente hacia la derecha, a medida que aumenta la
producción acumulada.
La línea de producción acumulada debe tener la pendiente suficiente
para cumplir o exceder los requerimientos de la demanda acumulada
para evitar la pérdida de ventas y los pedidos pendientes. Sin
embargo, si la pendiente de la curva de la producción es muy
acentuada hacia arriba, se tendrá una acumulación excesiva de
inventarios. La recta deseada para por el origen (punto A) y por un
punto sobre el plano (punto B) sobre la curva acumulada de la
demanda. El resultado de la producción acumulada, escrito por esta
línea satisface los requerimientos planeados.
A partir del primer día de producción se inicia con un ritmo constante
diario y la producción total excede a la demanda total hasta el final de
septiembre (punto B). Al final de septiembre, las unidades producidas
a la fecha son iguales a las pedidas en esa misma fecha. De ahí en
adelante la producción excede a la demanda esperada durante el
resto del horizonte de planeación. ¿Cuál es el ritmo de producción?
El punto B representa 180 días de producción acumulada y 142 000
unidades de producción acumulada. Entonces:
Los planes resultantes se muestran en la tabla siguiente. Como cada
día se producen 790 unidades y como cada empleado tiene una
producción promedio de 10 unidades/ día, se requieren 79
142000 unidades = 790 unidades/ día (aproximada)
180 días

IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 165
empleados. Como el ritmo diario de producción permanece sin
cambios de un mes a otro, no hay modificaciones en los costos de
producción. El promedio mensual de inventarios totales es de 120
405 unidades al año. Por tanto, los costos de inventarios son de 120
405 dólares (un dólar/ unidad/ mes).
UN PLAN DE PERSECUCIÓN DE LA DEMANDA
En este caso, la curva de producción acumulada coincide con la
curva de demanda acumulada. Por tanto, el ritmo de producción
diario se expuso anteriormente. El plan resultante se muestra en la
tabla 2. Como los inventarios mensuales son caros, los costos de
inventarios para este plan son muy bajos y los pedidos pendientes o
faltas de existencias de inventarios no están permitidos.
El ritmo diario de producción se modifica cada mes. El ritmo de
febrero es de 345 unidades por día, mayor que el de enero. De la
tabla de costos por cambios en el ritmo de producción se deduce que
el costo de este incremento será aproximadamente de 10000
dólares.
Una de las alternativas para producir a un
ritmo constante es un plan en el cual la
producción mensual se ajusta a la
satisfacción de la demanda mensual
esperada. Este se denomina a veces plan de
persecución porque el ritmo de producción
persigue (sigue muy de cerca) al ritmo de la
demanda.
IInnssttiittuuttoo PPeerruuaannoo ddee AAcccciióónn EEmmpprreessaarriiaall
Diplomado en Logística Módulo 04: Logística de la producción 166
De manera semejante se puede calcular el costo de modificar los
ritmos de producción para todos los meses en el horizonte de
planeación. Además, en los meses de mayo y agosto se incurrió en
otros costos por trabajo en tiempo extra, cuando la producción
excedió a la capacidad fija de 1000 unidades/ día.
PLAN INTERMEDIO.
Como se ha visto, el exceso de inventarios y de cambios de ritmo de
producción puede ser costoso.
A continuación se expone un plan que modifica los ritmos de
producción sólo ocasionalmente en vez de cada mes. El plan que
aparece en la tabla 3, implica la adopción de un ritmo de producción
constante de 548 unidades/ día durante los meses de enero, febrero
y marzo. Ese ritmo da como resultado hasta 100 unidades/ día de
abril a julio. Entonces la producción disminuye a 689 unidades /día
para el resto del año.
El costo de inventarios para este plan es de un dólar por unidad
almacenada, o sea de 67 276 dólares. Los cambios en el ritmo de
producción alcanzan un costo de 18 000 dólares por la modificación
de marzo abril y 10 000 dólares por cambios de julio - agosto para
un total de 28 000 dólares.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 167
TABLA 1: PLAN MENSUAL DE PRODUCCIÓN PARA UN RITMO DE
PRODUCCIÓN CON NIVEL
Mes Días Ritmo Prod. Producción Demanda Inv. Inicial
Adición
Invent.
Inv.
Final Inv. Prom.
Ene 22 790 17,380 4,000 0 13,380 13,380 6,690
Feb. 19 790 15,010 10,000 13,380 5,010 18,390 15,885
Mar 21 790 16,590 13,000 18,390 3,590 21,980 20,185
Abr. 22 790 17,380 22,000 21,980 -4,620 17,360 19,670
May 21 790 16,590 24,000 17,360 -7,410 9,950 13,655
Jun 21 790 16,590 20,000 9,950 -3,410 6,540 8,245
Jul 22 790 17,380 15,000 6,540 2,380 8,920 7,730
Ago 11 790 8,690 16,000 8,920 -7,310 1,610 5,265
Set 21 790 16,590 18,000 1,610 -1,410 200 905
Oct 22 790 17,380 14,000 200 3,380 3,580 1,890
Nov 18 790 14,220 9,000 3,580 5,220 8,800 6,190
Dic. 21 790 16,590 6,000 8,800 10,590 19,390 14,095
COSTO TOTAL 120,405

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 168
TABLA 2: PLAN MENSUAL PARA UN RITMO DE PRODUCCIÓN VARIABLE PLAN DE
PERSECUCIÓN
Mes Días
Cambio
Ritmo
Ritmo
Produc. Producción Demanda
Inv.
Inicial
Adic.I
nv.
Inv.
Final
Inv.
Prom.
Ene 22 182 4,004 4,000 0 4 4 2.0
Feb. 19 345 527 10,013 10,000 4 13 17 10.5
Mar 21 92 619 12,999 13,000 17 -1 16 16.5
Abr 22 381 1,000 22,000 22,000 16 0 16 16.0
May 21 143 1,143 24,003 24,000 16 3 19 17.5
Jun 21 -191 952 19,992 20,000 19 -8 11 15.0
Jul 22 -270 682 15,004 15,000 11 4 15 13.0
Ago 11 772 1,454 15,994 16,000 15 -6 9 12.0
Set 21 -597 857 17,997 18,000 9 -3 6 7.5
Oct 22 -220 637 14,014 14,000 6 14 20 13.0
Nov 18 -138 499 8,982 9,000 20 -18 2 11.0
Dic 21 -213 286 6,006 6,000 2 6 8 5.0
COSTO
TOTAL 139.0
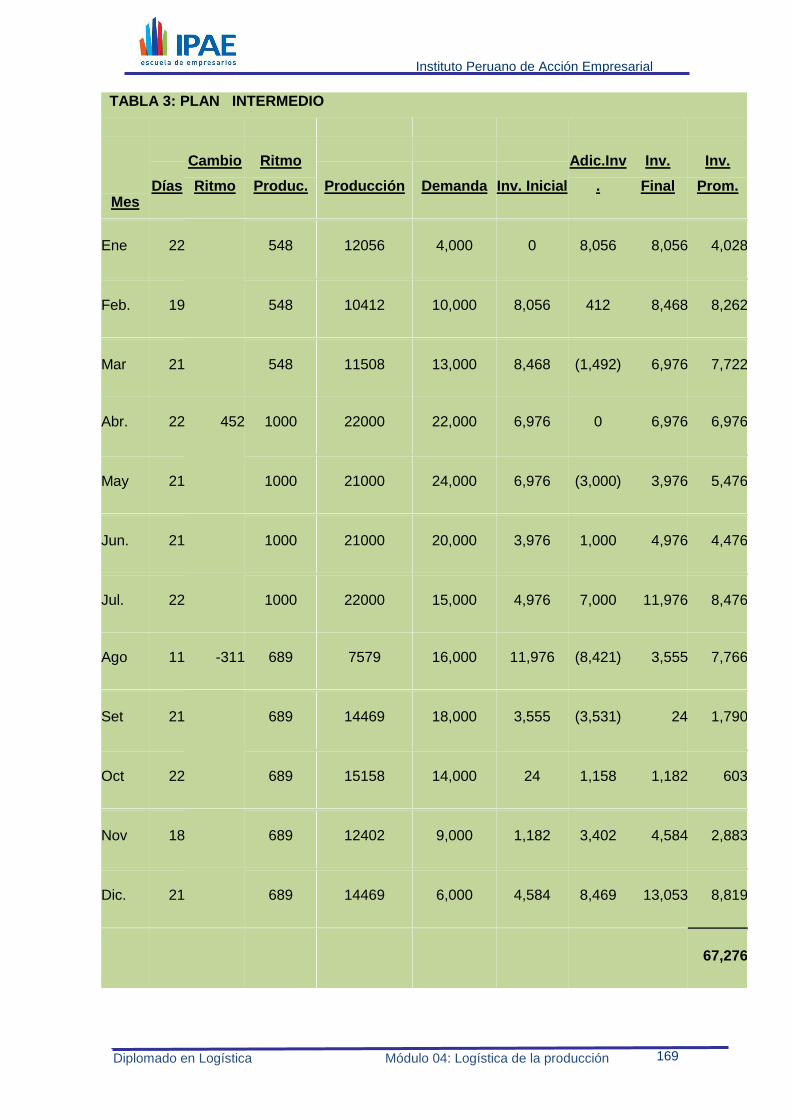
Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 169
TABLA 3: PLAN INTERMEDIO
Mes Días
Cambio
Ritmo
Ritmo
Produc. Producción Demanda Inv. Inicial
Adic.Inv
.
Inv.
Final
Inv.
Prom.
Ene 22 548 12056 4,000 0 8,056 8,056 4,028
Feb. 19 548 10412 10,000 8,056 412 8,468 8,262
Mar 21 548 11508 13,000 8,468 (1,492) 6,976 7,722
Abr. 22 452 1000 22000 22,000 6,976 0 6,976 6,976
May 21 1000 21000 24,000 6,976 (3,000) 3,976 5,476
Jun. 21 1000 21000 20,000 3,976 1,000 4,976 4,476
Jul. 22 1000 22000 15,000 4,976 7,000 11,976 8,476
Ago 11 -311 689 7579 16,000 11,976 (8,421) 3,555 7,766
Set 21 689 14469 18,000 3,555 (3,531) 24 1,790
Oct 22 689 15158 14,000 24 1,158 1,182 603
Nov 18 689 12402 9,000 1,182 3,402 4,584 2,883
Dic. 21 689 14469 6,000 4,584 8,469 13,053 8,819
67,276

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 170
COMPARACIÓN DE PLANES.
Los tres planes fueron evaluados sobre la base del costo total para el
horizonte de planeación. Estos datos se encuentran en la tabla 4. El
nivel del plan de producción tiene altos costo de inventarios y no
incurre en costos por tiempo extra o por cambios de ritmos de
producción.
En el plan que acepta la modificación del ritmo de producción para
satisfacer la demanda, tiene costos de inventarios nulos altos o
costos de cambios en el ritmo de producción y algunos costos por
concepto de tiempo extra. Estos planes ejemplifican dos estrategias
puras expuestas anteriormente.
El tercer plan (intermedio) incurre en costo importantes de inventarios
y de cambio de ritmos de producción, pero tiene el costo total
mínimo.
Este ejemplo muestra por qué el proceso de planeación total algunas
veces se denomina producción suavizada. A medida que la demanda
disminuye a menores niveles, es más barato reducir los ritmos de
producción (en ocasiones) que proseguir con la construcción de
inventarios excesivos. Si existe alguna generalización que se pueda
hacer en la planeación total es ésta: Al planear la producción,
suavizar todas las crestas y los valles para satisfacer una demanda
Este plan señala una estrategia mixta
que implica el uso de cantidades
moderadas de inventarios (no extremas)
y ligeros cambios en los ritmos de
producción para hacer frente a las
fluctuaciones de la demanda.
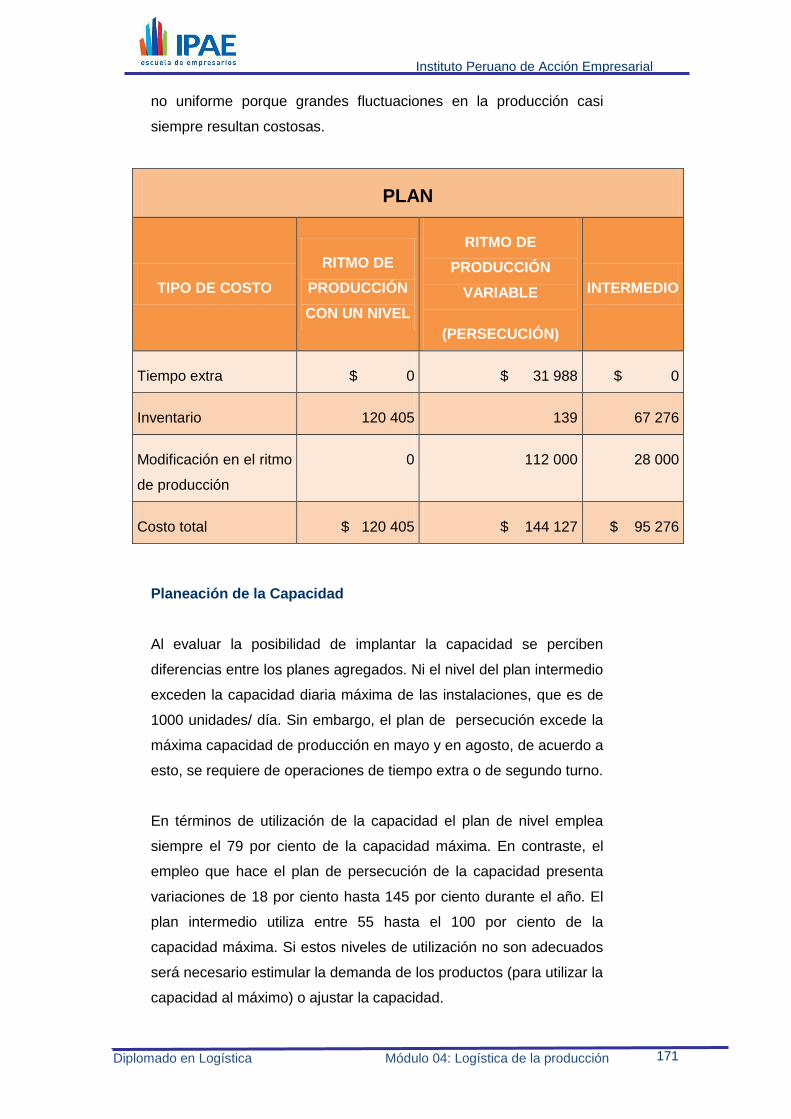
Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 171
no uniforme porque grandes fluctuaciones en la producción casi
siempre resultan costosas.
PLAN
TIPO DE COSTO
RITMO DE
PRODUCCIÓN
CON UN NIVEL
RITMO DE
PRODUCCIÓN
VARIABLE
(PERSECUCIÓN)
INTERMEDIO
Tiempo extra $ 0 $ 31 988 $ 0
Inventario 120 405 139 67 276
Modificación en el ritmo
de producción
0 112 000 28 000
Costo total $ 120 405 $ 144 127 $ 95 276
Planeación de la Capacidad
Al evaluar la posibilidad de implantar la capacidad se perciben
diferencias entre los planes agregados. Ni el nivel del plan intermedio
exceden la capacidad diaria máxima de las instalaciones, que es de
1000 unidades/ día. Sin embargo, el plan de persecución excede la
máxima capacidad de producción en mayo y en agosto, de acuerdo a
esto, se requiere de operaciones de tiempo extra o de segundo turno.
En términos de utilización de la capacidad el plan de nivel emplea
siempre el 79 por ciento de la capacidad máxima. En contraste, el
empleo que hace el plan de persecución de la capacidad presenta
variaciones de 18 por ciento hasta 145 por ciento durante el año. El
plan intermedio utiliza entre 55 hasta el 100 por ciento de la
capacidad máxima. Si estos niveles de utilización no son adecuados
será necesario estimular la demanda de los productos (para utilizar la
capacidad al máximo) o ajustar la capacidad.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 172
EL PLAN MAESTRO DE PRODUCCIÓN (15)
El Plan Maestro de Producción (PMP) formaliza el plan de
producción y lo convierte en requerimientos específicos de materias
primas y capacidad. Entonces, deben ser evaluadas las necesidades
de mano de obra, materia prima y equipo para cada trabajo. Por esto,
el PMP maneja la producción entera y el sistema de inventarios
estableciendo metas de producción específicas y respondiendo a la
retroalimentación de todo el flujo de operaciones. Algunas funciones
clave de un Plan Maestro de Producción son las siguientes:
Utilizar la capacidad con efectividad.
Mantener las prioridades válidas.
Facilitar el procesamiento de información.
Generar requerimientos de capacidad.
Generar requerimientos de materiales.
Traducir planes agregados en artículos finales
específicos.
Evaluar alter nativas de programación.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 173
PROGRAMACIÓN DE PRODUCCIÓN SEGÚN TIPOS DE
PROCESO
La manufactura de ensamble discreto,
generalmente comienza con muchas materias primas y
otros componentes que se combinan en uno o pocos
artículos (por ejemplo, los componentes que van en una
computadora). Como se ilustra en la siguiente de gráfica
el Plan Maestro de Producción (PMP) empieza en los
artículos finales y va hacia atrás para determinar las
necesidades de materia prima y componentes. La
mayoría de los sistemas de programación
Revis
ar
pro
gra
mació
nm
aestraR
evis
ar
pro
gra
mació
nm
aestr
a
NoNo
Si
Si
Pronósticos
Pronósticos de
partes de servicio
Pronósticos de
producto final
Plan agregadoPedidos de
distribuidoras
Tomar pedidos
nacionales
Plan Maestro
Tentativo
INTENTO SISTEMA
MRP Y CRP
Programación Maestra
de la empresa
Pedidos de
clientes
Pronósticos de
demanda internaPedidos entre plantas
Material
adecuado
Capacidad
adecuada
Si
No
Si
Revis
ar
pro
gra
mació
nm
aestraR
evis
ar
pro
gra
mació
nm
aestr
a
NoNo
Si
Si
Pronósticos
Pronósticos de
partes de servicio
Pronósticos de
producto final
Plan agregadoPedidos de
distribuidoras
Tomar pedidos
nacionales
Plan Maestro
Tentativo
INTENTO SISTEMA
MRP Y CRP
Programación Maestra
de la empresa
Pedidos de
clientes
Pronósticos de
demanda internaPedidos entre plantas
Material
adecuado
Capacidad
adecuada
Si
No
Si

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 174
computarizados MRP se diseñan para manejar este tipo
tradicional de programación. La disponibilidad de materia
prima es el interés principal en esta clase de
manufactura. Las empresas que producen grandes
volúmenes de pocos artículos, generalmente producen
para inventarios.
Manufactura de proceso industrial es
siempre lo contrario de la manufactura de ensamble.
Usualmente comienza unos pocos tipos de materias
primas, es una arreglada, transformada o en alguna forma
procesadas en múltiples artículos finales y subproductos.
Por ejemplo, muchos productos de petróleo se derivan del
petróleo crudo, y muchos cortes de carne provienen de
los novillos. La gráfica siguiente ilustra el concepto de
procedimiento de programación necesario para adaptar
las actividades de procesado. El plan maestro comienza
en el nivel de materias primas (insumos) más que en el
de productos finales. Pero la variabilidad natural en las
materias primas resulta en incertidumbre en las diferentes
categorías de producción. Esto hace difícil la
programación, el cálculo de costos y el control sobre
inventarios de productos en proceso y productos
terminados. La capacidad para manejar los niveles
variables de materias primas es un interés principal en los
procesos industriales.
Las empresas que ensamblan un gran volumen de productos por
pedido generalmente no producen todas las opciones disponibles.
Las diferentes opciones pueden encontrarse en miles. Como se
muestra en la gráfica siguiente, las empresas de armado por pedido
frecuentemente comienzan su plan maestro en el principal nivel de
sub-ensamble. Planea acusando patrones históricos de necesidades
o proporciones de pronósticos de las opciones y pasar la
especificación de artículos finales a una carta de armado. Por
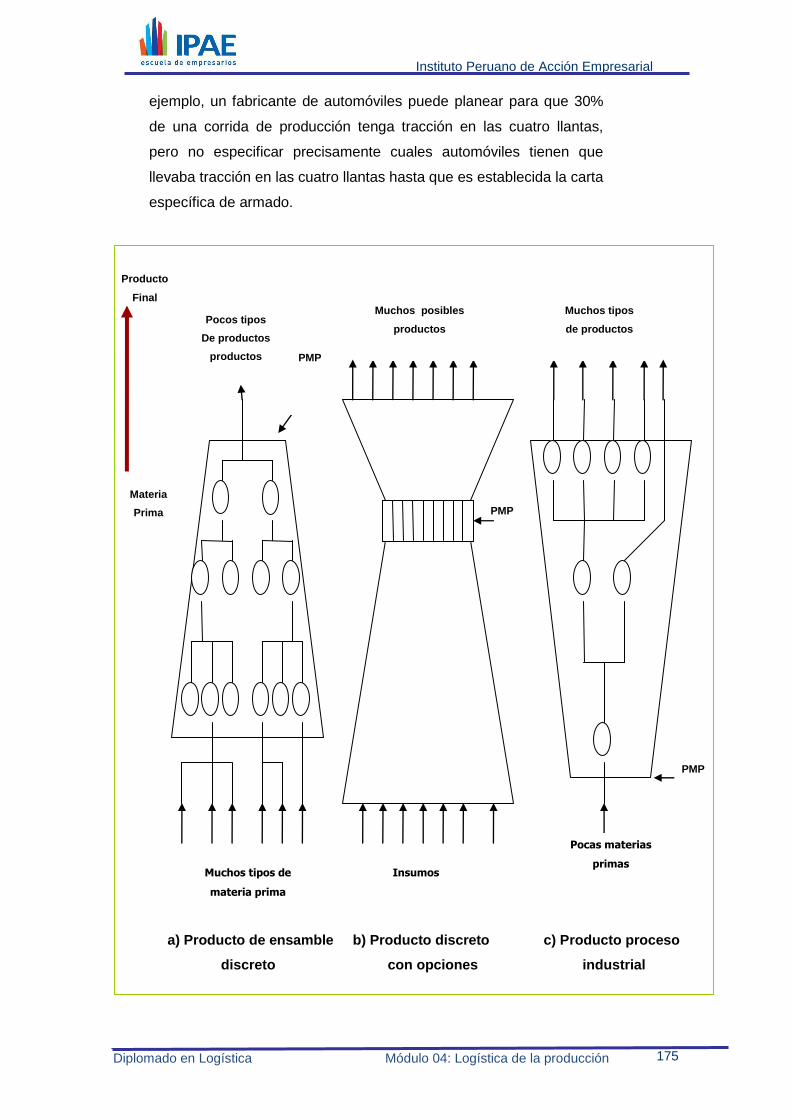
Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 175
ejemplo, un fabricante de automóviles puede planear para que 30%
de una corrida de producción tenga tracción en las cuatro llantas,
pero no especificar precisamente cuales automóviles tienen que
llevaba tracción en las cuatro llantas hasta que es establecida la carta
específica de armado.
Producto
Final
Materia
Prima
Insumos
PMP
PMP
Muchos tipos de
materia prima Insumos
Pocas materias
primas
PMP
PMP
Pocos tipos
De productos
productos
Muchos posibles
productos
Muchos tipos
de productos
a) Producto de ensamble b) Producto discreto c) Producto proceso
discreto con opciones industrial
Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 176
Requerimientos para el Plan Maestro de Producción.
Los dos principales insumos del PMP vienen de:
Los pronósticos de la demanda, constituyen el impulso principal para
realizar los inventarios de artículos. Los pedidos de los clientes
pueden reducir la incertidumbre en las compañías que trabajan bajo
pedido. Sin embargo, para ser competitivas, muchas empresas bajo
pedido deben anticipar y comparar esos pronósticos con los pedidos
de los clientes cuando estos se encuentren disponibles.
El horizonte de tiempo cubierto por el PMP depende del tipo de
producto, el volumen de producción y los componentes de tiempo de
entrega. Esto puede estar en semanas, meses o alguna combinación,
pero la programación debe extenderse lo suficientemente hacia
delante para que los tiempos de entrega de todas las compras y los
componentes armados sea adecuadamente y ruidos. En el siguiente
gráfico se ilustra un tiempo de entrega de 10 semanas para un
artículo ensamblado en tres partes componentes.
El plan maestro tiene porciones fijas y flexibles o tentativas. El
término porción fija en lo llegue el mínimo tiempo de entrega
necesario y no está abierto al cambio. Ver la tabla pero ilustra.
Pronósticos (productos
terminados, parte de servicio y
demanda interna), y
Pedidos de los clientes (en la
visión de los pedidos de
almacenes y entre las plantas).

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 177
A continuación presentamos una lista de algunos lineamientos del
plan maestro que son ampliamente aplicables. El proceso de
planeación generalmente consiste en consolidar los requerimientos
brutos, prestando los del inventario disponible, y agrupar los
requerimientos netos en órdenes planeadas de tamaños de pedido
apropiado. Los pedidos entonces se convierten en informes de
cargas en los centros de trabajo clave, y lo requerimientos concretos
Programación Maestra para una Fábrica
Artículo 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Prod. R 28 50 50 50 40 40 40 40 40 40
Prod. R 29 80 20 60 80 80 60 80
Prod. L 7 20 20 10 20 20 20 10 20 20 20
(sólo cambios de
emergencia)
Empresas
SEMANAS
Flexible
(capacidad de la empresa y material
ordenado)
Abierto
(adiciones y cambios
aceptados)
Componente A (compra TL = 7 semanas)
Transferencia entre plantas
(3 semanas)
Subensamble B
(TL = 2 sems)
Ensambl
e (TL = 1
sema.)
Materia prima E
(compra TL = 3 semanas)
Máquina materia prima
(TL = 4 semanas)
Ensamblaje con tiempo de entrega acumulado de 10 semanas
Sem. 1 2 3 4 5 6 7 8 9 10

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 178
de materia prima y capacidad se revisan para factibilidad. Los
lineamientos del plan maestro son los siguientes:
Método del Plan Maestro de Producción:
La aplicación siguiente ilustra un método del plan maestro que
incorpora la demanda de los pronósticos los pedidos. Debe notar que
el número de unidades serán producidas durante cada ciclo de
producción se especifica como la amplitud de una corrida económica.
Aplicación:
Lo que representan las tablas son las demandas esperadas para los
productos X y Y, las cuales tienen inventarios iniciales de 60 y 40
unidades, respectivamente. El lote económico de producción para X
es de 90 unidades, y para Y, de 50 unidades. El artículo Y tiene una
demanda incierta, por lo que la empresa trata de mantener 30
1. Trabajar en un plan de producción global
2. Programar módulos comunes y es
posible.
3. Ser real en la carga de las instalaciones.
4. Entrega de pedidos con base
programada.
5. Monitorear de cerca niveles de inventario.
6. Entre programar si se requiere.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 179
unidades de inventario de seguridad para asegurar un buen servicio.
Desarrolle un plan maestro tentativo para X y Y.
ARTÍCULO X
Inventario inicial = 60
CEProducción = 90 1 2 3 4 5 6 7 8 9 10
5 30 40 50 40 50 50 50 50
5 5
40 40 30 10 10 5
15 10 5
ARTÍCULO Y
Inventario inicial = 40
CEProducción = 50 1 2 3 4 5 6 7 8 9 10
5 10 5 5 10 10 15 10
5 10
10 15 10 10
5 5 5
Los requerimientos de nivel de servicio hacen necesario que enventario final del
artículo Y no sea menor de 30 unidades
Los requerimiento consolidados se determinan sumando los datos de pronósticos
y pedidos.
Para X:
Semana 1 = 40 + 15 = 55
Semana 2 = 5 + 40 + 10 = 55
La producción requerida se determina por:
Producción = Inventario Inicial - Requerimientos Consolidados
Pedidos de clientes
Pedidos de almacenes
Pedidos de clientes
Pedidos de almacenes
Semanas
Pronóstico clientes locales
Semanas
Pronóstico clientes locales
Pronóstico clientes export.
Pronóstico clientes export.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 180
PROGRAMACIÓN MAESTRA
ARTÍCULO X
Inventario inicial = 60
CEProducción = 90 1 2 3 4 5 6 7 8 9 10
55 55 65 55 60 50 50 50 55 50
60 5 40 65 10 40 80 30 70 15
90 90 90 90 90 90
5 40 65 10 40 80 30 70 15 55
Para X:
Semana 1 = 60 - 55 = 5 (no se necesita programacíon)
Semana 2 = 5 - 55 = -50 (programar un cantidad CEP)
El inventario final se determina por:
Inventario final = Inv . Inicial + Producción - Requerimientos
Semana 2 = 5 + 90 - 55 = 40
Inventario inicial
Producción requerida
Inventario final
Semanas
Requerimientos consolid.
ARTÍCULO Y
Inventario inicial = 40
CEProducción = 50 1 2 3 4 5 6 7 8 9 10
10 20 25 20 15 10 10 20 15 10
40 30 60 35 65 50 40 30 60 45
50 50 50
30 60 35 65 50 40 30 60 45 35
El Plan Maestro de producción sería como sigue:
Semana 1 2 3 4 5 6 7 8 9 10
Producto X 0 90 90 0 90 90 0 90 0 90
Producto Y 0 50 0 50 0 0 0 50 0 0
Requerimientos consolid.
Inventario inicial
Producción requerida
Inventario final
Semanas

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 181
Objetivo:
Establecer la estrategia de producción que se adoptará para
satisfacer la demanda.
Caso:
La Compañía Canter produce muebles de madera desmontables.
La compañía utiliza actualmente una estrategia de persecución en
su planeación de ventas y operaciones. La gerencia intenta
mantener una tasa de llenado de línea de por lo menos 99% y
mantener inventarios de 5 días. Los empleados pueden producir en
un día, en promedio, 3 unidades. Los registros históricos de los
últimos tres meses y el plan para los siguientes seis meses se dan
como siguen:
Dada esa información:
- Sugiera un plan revisado de producción para los siguientes
seis meses que llegue a la meta de 5 días de suministro en
inventario si se acepta el pronóstico de ventas.
- Supóngase que todos los cálculos para días de inventario
están basados en un mes de 20 días.
APLICACIÓN PRÁCTICA PARA LA EMPRESA
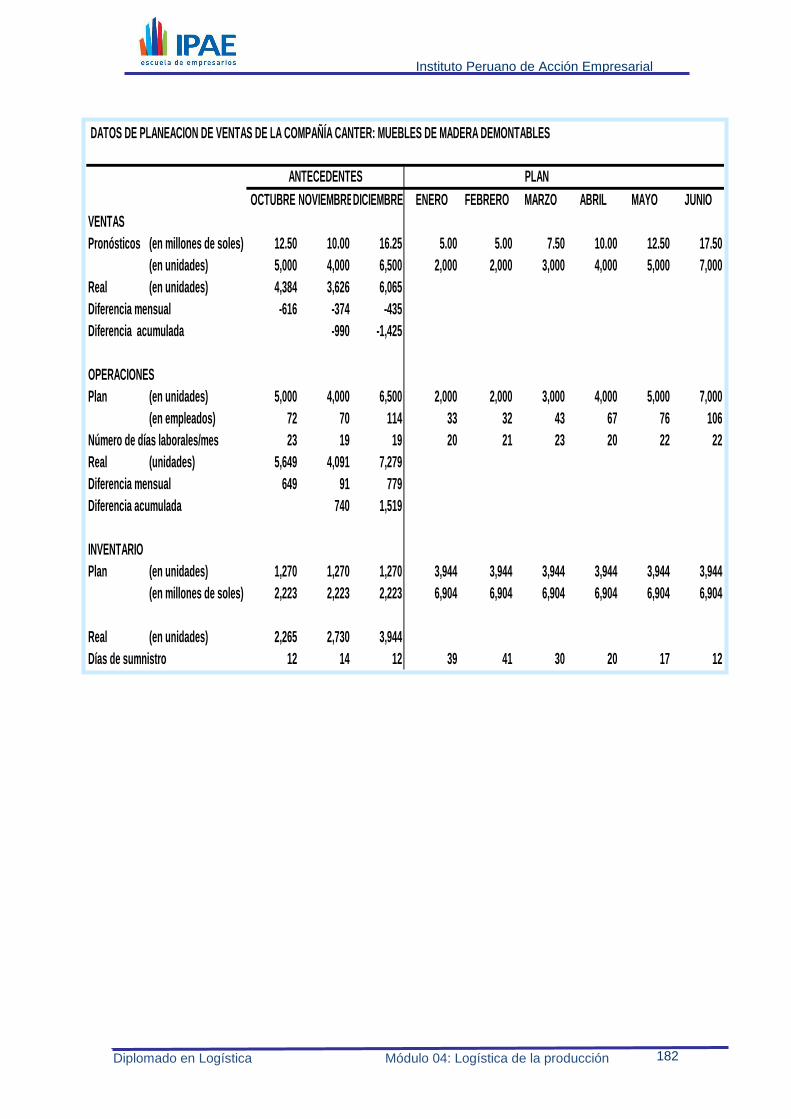
Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 182
DATOS DE PLANEACION DE VENTAS DE LA COMPAÑÍA CANTER: MUEBLES DE MADERA DEMONTABLES
OCTUBRE NOVIEMBREDICIEMBRE ENERO FEBRERO MARZO ABRIL MAYO JUNIO
VENTAS
Pronósticos (en millones de soles) 12.50 10.00 16.25 5.00 5.00 7.50 10.00 12.50 17.50
(en unidades) 5,000 4,000 6,500 2,000 2,000 3,000 4,000 5,000 7,000
Real (en unidades) 4,384 3,626 6,065
Diferencia mensual -616 -374 -435
Diferencia acumulada -990 -1,425
OPERACIONES
Plan (en unidades) 5,000 4,000 6,500 2,000 2,000 3,000 4,000 5,000 7,000
(en empleados) 72 70 114 33 32 43 67 76 106
Número de días laborales/mes 23 19 19 20 21 23 20 22 22
Real (unidades) 5,649 4,091 7,279
Diferencia mensual 649 91 779
Diferencia acumulada 740 1,519
INVENTARIO
Plan (en unidades) 1,270 1,270 1,270 3,944 3,944 3,944 3,944 3,944 3,944
(en millones de soles) 2,223 2,223 2,223 6,904 6,904 6,904 6,904 6,904 6,904
Real (en unidades) 2,265 2,730 3,944
Días de sumnistro 12 14 12 39 41 30 20 17 12
ANTECEDENTES PLAN

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 183
ACTIVIDAD DE APRENDIZAJE 2:
Objetivo:
Elaborar un Plan Maestro de Producción.
Caso:
Una empresa que comercializa equipos de cocina en el mercado
internacional: COOK 27 y VOLT 5. la demanda anticipada de los
próximos seis periodos se indica en la tabla siguiente:
Desarrolle una programación maestra tentativa basada en los datos
dados.
1 2 3 4 5 6
Pedidos nacionales
COOK 27 20 20 15 10 5 5
VOLT 05 35 30 20 20 10 0
Pedidos Internacionales
COOK 27 8 6 4 0 0 2
VOLT 05 12 5 7 5 0 0
Pronóstico
COOK 27 5 3 10 20 30 30
VOLT 05 0 5 5 10 10 30
Datos adicionales:
COOK 27
VOLT 05
64 40 10
50 60 20
Demanda esperada durante el periodo
Invent. Inicial Tamaño de lote Invent. Segurid.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 184
REFERENCIAS BIBLIOGRÁFICAS
(1) Bello Pérez Carlos, Manual de Producción, ECOE Ediciones, 2000, Cap. 2,
Págs. 14 – 26.
(2) D’Alessio Ipinza Fernando, Administración y Dirección de la Producción,
Editorial Pearson, 2004, Cap. 2, Págs. 21 – 25.
(3) Velázques Mastretta Gustavo, Administración de los Sistemas de
Producción, 2007, Tema 4A, Pág. 71 - 75.
(4) D’Alessio Ipinza Fernando, Op. Cit., Cap. 2, Págs. 26 -29
(5) Vollmann Thomas, Berry William, Whybark Clay y Jacobs Robert,
Planeación y Control de la Producción, Editorial Mc Graw Hill, 2005, Cap.
3, Págs. 65 – 66
(6) Vollmann Thomas, Berry William, Whybark Clay y Jacobs Robert, Op. Cit.,
Cap. 2, Págs. 66 -69.
(7) Schroeder Roger, Administración de Operaciones, Editorial Mc Graw Hill,
1990, Cap. 10, Págs. 289 – 301.
(8) Schroeder Roger, Op. Cit., Cap. 10, Págs. 301 – 304.
(9) Schroeder Roger, Op. Cit., Cap. 10, Págs. 304 - 305.
(10) Schroeder Roger, Op. Cit., Cap. 10, Págs. 305 - 306.
(11) Heizer Jay y Render Barry, Dirección de la Producción: Decisiones
Tácticas, Editorial Prentice Hall, 2001, Cap. 3, Págs. 122 – 126
(12) Adan Everett y Ebert Ronald, Administración de la Producción y
Operaciones, Editorial Prentice Hall, 1991, Cap. 10, Págs. 416 – 419.

Instituto Peruano de Acción Empresarial
Diplomado en Logística Módulo 04: Logística de la producción 185
(13) Adan Everett y Ebert Ronald, Op. Cit., Cap. 10, Págs. 419 – 421
(14) Adan Everett y Ebert Ronald, Op. Cit., Cap. 10, Págs. 421 – 426
(15) Monks Joseph, Administración de Operaciones, Mc Graw Hill, 1988, Cap.
10, Págs. 196 – 202.





























