Embed Size (px)
Citation preview
Preparación final de máquina EP 424
Manual del usuario
Copyright © 2010 E.H.Wachs. Todos los derechos reservados. Está prohibido reproducir este manual parcial o totalmente
sin previa autorización de E.H.Wachs.
E.H.Wachs600 Knightsbridge ParkwayLincolnshire, IL 60069www.ehwachs.com
E.H.Wachs Núm. de pieza 81-MAN-00Rev. A, abril de 2013
Historial de revisiones:Original Junio de 2010
Declaración DE CONFORMIDADCON
LA DIRECTIVA DEL CONSEJO EUROPEO 2006/42/ECDetalles de la emisión: FECHA:
1/1/2011Lugar: E.H.Wachs, Lincolnshire, IL USA
Directivas: Directiva de seguridad de maquinaria 2006/42/EC
Maquinaria conforme: Máquinas preparadoras de extremos y de refrentado de bridas: Máquinas de cuadratura de conexiones y tubos Modelos TSE, FSE y TFS. Biseladoras de diámetro pequeño Modelos SDB 103, SDB 206 y SDB 412; Refrentadoras de bridas Modelos FF 206; FF 313 y FF 424. Biseladores de tubo de calderas Modelos SB, LB y MB Plus. Refrentadora de bridas/preparadora de extremos EP 424.
Número de modelo: 18-000-XX (TSE, FSE); 19-000-XX (TFS); 16-000-XX (SDB- 103/FF-206); 56-000-XX (SDB-206/FF313); 66-000-XX (SDB-412/FF-424); 70-000-XX (SB); 71-000-XX (MB Plus); 72-000-XX (LB); 81-000-XX (EP 424)
Número de serie:
Fabricante: E.H. Wachs 600 Knightsbridge Parkway Lincolnshire IL 60069 USA
Representante responsable: Orbitalum Tools GmbH Josef-Schüttler-Str. 17, 78224 Singen Alemania Tel. +49 (0) 7731 - 792 872 Fax +49 (0) 7731 - 792 566
Estándares harmonizados y otros estándares/especificaciones técnicas aplicadas o referidas:
EN ISO 12100-1:2003 + A1:2009EN ISO 12100-2:2003 + A1:2009 EN 60201-1:2006 (para máquinas eléctricas)EN ISO 13857:2008 EN 982:1996 + A1:2008 (E) (para máquinas hidráulicas) EN 983:1996 (para máquinas neumáticas) EN 13732-1:2006 EN ISO 14121-1:2007EN ISO 13850:2008 (para máquinas neumáticas)
Disposiciones con las cuales se declara la conformidad:
Requerimientos básicos de salud y seguridad del Anexo 1 de la Directiva de maquinaria
Por medio de la presente certificamos que la maquinaria descrita en el presente conforma con las disposiciones de la Directiva del Consejo Europeo 2006/42/EC en aproximación a las leyes de los Estados Miembros en relación a la seguridad de la maquinaria.Firma:
Signatario: Pete Mullally Gerente de CalidadE.H. Wachs
Contenido
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 i
ContenidoCapítulo 1: Acerca de este manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1Propósito de este manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1Cómo usar este manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Símbolos y advertencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Seguimiento de actualizaciones y revisiones del manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Capítulo 2: Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5Seguridad del operador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Símbolos de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Requerimientos de Equipo de protección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Etiquetas de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Capítulo 3: Introducción al equipo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Descripción general de la EP 424 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Configuración de Herramienta formadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Configuración de punta única . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Componentes de la EP 424 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Motores de accionamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Especificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Capacidades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Dimensiones y pesos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Capacidad de operación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Configuración estándar con accionamiento neumático (81-000-01) . . . . . . . . . . . . . . . . . . . 18Configuración estándar con accionamiento hidráulico (81-000-02) . . . . . . . . . . . . . . . . . . . . 19Configuración de punta única con accionamiento neumático (81-000-03) . . . . . . . . . . . . . . . 20Configuración de punta única con accionamiento hidráulico (81-000-04) . . . . . . . . . . . . . . . 21Punta única con Speed Prep, accionamiento neumático (81-000-05) . . . . . . . . . . . . . . . . . . . 22Punta única con Speed Prep, accionamiento hidráulico (181-000-06) . . . . . . . . . . . . . . . . . . 23Dimensiones de mandril estándar/diagrama de patas (81-303-00) . . . . . . . . . . . . . . . . . . . . . 24Ensamble de cabezal giratorio (81-304-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Dimensiones de plato independiente/diagrama de patas (81-305-00) . . . . . . . . . . . . . . . . . . . 26Carro portaherramientas de punta única (81-306-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Capítulo 4: Ensamble, desensamble y almacenamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Empacado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Lista de verificación de almacenamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Preparación final de máquina EP 424
ii Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Capítulo 5: Instrucciones de operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Montaje del mandril en el tubo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Montaje del mandril universal (estándar) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Montaje del mandril de plato independiente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Uso de los motores de accionamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Montaje y operación del accionamiento neumático . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Montaje y operación del accionamiento hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
Operación de herramienta de formado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Planificación de operaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Capacidad de operación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Selección de herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Ajuste de posiciones del portaherramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Ajuste y montaje de la EP 424 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Ensamble de los componentes de la máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
Quitando la máquina de la pieza de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Operación de punta única . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Instalación del juego de punta única . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Planificación de operaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Capacidad de operación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Selección del portaherramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Biselado de diámetro externo Retroceso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Ajuste y montaje de la EP 424 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Ensamble de los componentes de la máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Uso del módulo de avance automático Speed Prep . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79Biselado compuesto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
Quitando la máquina de la pieza de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Remoción del juego de punta única . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Capítulo 6: Mantenimiento de rutina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87Lubricación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
Ensamble de accionamiento principal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87Limpiadores de fieltro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88Carro portaherramientas de punta única . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89Mandril . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
Lubricación del motor de accionamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
Capítulo 7: Servicio y reparación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93Ajustes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
Ajuste del Carro portaherramientas de punta única . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93Apriete el collarín de tope de estrella . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93Agregando/quitando calces a la corredera de ajuste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93Ajuste los tornillos de fijación del plato empujador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
Calibración de la escala de Speed Prep . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
Contenido
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 iii
Capítulo 8: Listas de piezas y dibujos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Configuración estándar, motor neumático (81-000-01) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98Configuración estándar, motor hidráulico (81-000-02) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99Punta única con plato independiente, accionamiento neumático (81-000-03) . . . . . . . . . . . . 100Punta única con plato independiente, accionamiento hidráulico (81-000-04) . . . . . . . . . . . . 101Punta única con mandril estándar, accionamiento neumático (81-000-05) . . . . . . . . . . . . . . 102Punta única con mandril estándar, accionamiento hidráulico (81-000-06) . . . . . . . . . . . . . . 103Ensamble de accionamiento principal (81-300-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104Ensamble de avance posterior (81-301-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105Avance automático Speed Prep (81-302-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106Ensamble de mandril estándar (81-303-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107Ensamble de cabezal giratorio (81-304-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108Ensamble de plato independiente (81-305-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109Ensamble de carro portaherramientas de punta única (81-306-00) . . . . . . . . . . . . . . . . . . . . 110Ensamble de desenganche (81-307-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111Ensamble de tope de seguridad (81-316-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111Ensamble de motor hidráulico (81-310-01) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112Ensamble de motor neumático (81-311-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113Bloqueo de avance (81-317-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114Juego de sujetador de punta única (81-702-00) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
Capítulo 9: Accesorios y piezas de repuesto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Accesorios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
Capítulo 10: Información sobre pedidos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Pedido de piezas de repuesto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Información sobre reparación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Información sobre garantía . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120Dirección de devolución de artículos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
Preparación final de máquina EP 424
iv Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Capítulo 1, Acerca de este manual
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 1
Capítulo 1
Acerca de este manual
ProPósito de este manual Este manual explica cómo operar y dar mantenimiento a la máquina preparadora de extremos EP 424. Incluye instrucciones de instalación, operación y mantenimiento. También contiene listas de piezas y diagramas así como información de servicio para ayudarle a pedir piezas de repuesto y hacer reparaciones de servicio realizadas por el usuario.
Antes de operar la EP 424, primero debe leer este manual por completo y familiarizarse con todas las instrucciones. Como mínimo, asegúrese de leer y entender los siguientes capítulos:
• Capítulo 1, Acerca de este manual• Capítulo 2, Seguridad• Capítulo 3, Introducción al equipo• Capítulo 5, Instrucciones de operación• Capítulo 9, Accesorios
Si va a realizar servicio o reparación, asegúrese de leer y entender estos capítulos:
• Capítulo 1, Acerca de este manual• Capítulo 4, Ensamble y desensamble• Capítulo 6, Mantenimiento de rutina• Capítulo 7, Servicio y reparación.
También consulte el Capítulo 8, Listas de piezas y dibujos.
Preparación final de máquina EP 424
2 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Cómo usar este manual
Este manual está preparado para ayudarle a encontrar rápidamente lainformación que necesita. Cada capítulo describe un tema específico sobre el uso o mantenimiento de su equipo.
Use estas instrucciones para operar y dar mantenimiento al equipo.
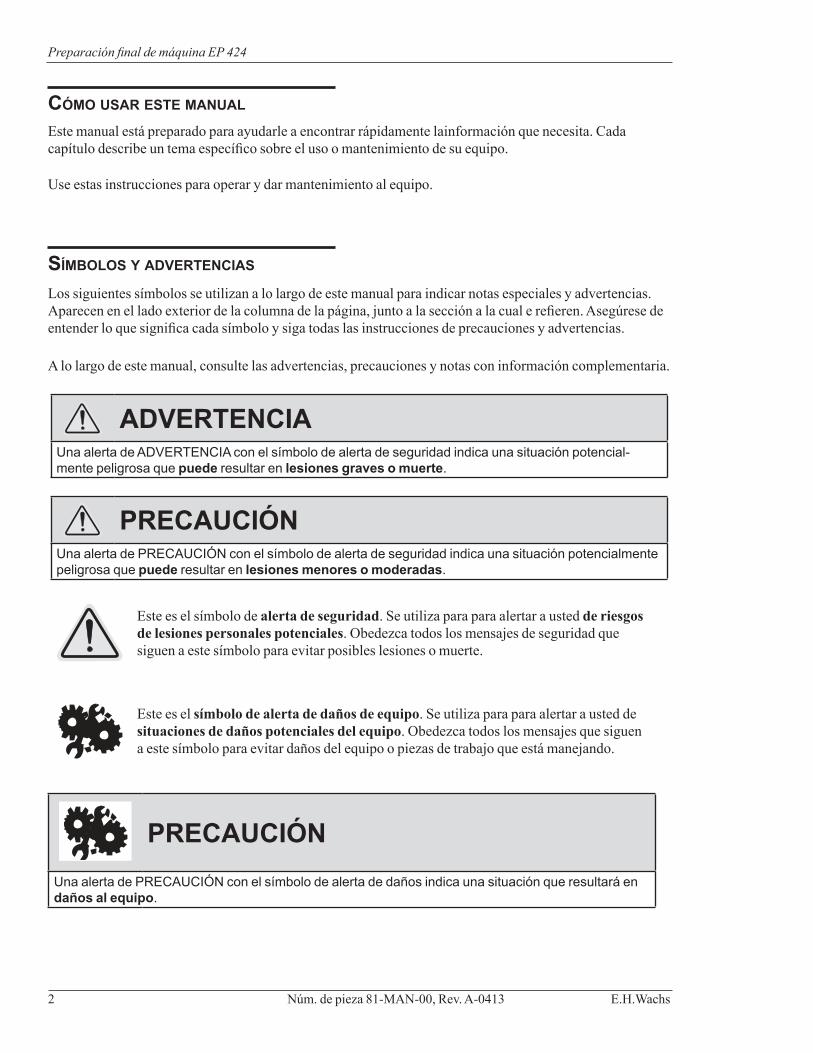
símbolos y advertenCias
Los siguientes símbolos se utilizan a lo largo de este manual para indicar notas especiales y advertencias. Aparecen en el lado exterior de la columna de la página, junto a la sección a la cual e refieren. Asegúrese de entender lo que significa cada símbolo y siga todas las instrucciones de precauciones y advertencias.
A lo largo de este manual, consulte las advertencias, precauciones y notas con información complementaria.
ADVERTENCIAUna alerta de ADVERTENCIA con el símbolo de alerta de seguridad indica una situación potencial-mente peligrosa que puede resultar en lesiones graves o muerte.
PRECAUCIÓNUna alerta de PRECAUCIÓN con el símbolo de alerta de seguridad indica una situación potencialmente peligrosa que puede resultar en lesiones menores o moderadas.
Este es el símbolo de alerta de seguridad. Se utiliza para para alertar a usted de riesgos de lesiones personales potenciales. Obedezca todos los mensajes de seguridad que siguen a este símbolo para evitar posibles lesiones o muerte.
Este es el símbolo de alerta de daños de equipo. Se utiliza para para alertar a usted de situaciones de daños potenciales del equipo. Obedezca todos los mensajes que siguen a este símbolo para evitar daños del equipo o piezas de trabajo que está manejando.
PRECAUCIÓNUna alerta de PRECAUCIÓN con el símbolo de alerta de daños indica una situación que resultará en daños al equipo.
Capítulo 1, Acerca de este manual:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 3
IMPORTANTEUna alerta de IMPORTANTE con el símbolo de alerta de daños indica una situación que puede resultar en daños al equipo.
NOTAEste símbolo indica una nota para el usuario. Las notas proporcionan información adicional como suplemento de las instrucciones, o consejos para una operación más fácil.
seguimiento de aCtualizaCiones y revisiones del manual
Ocasionalmente, actualizaremos los manuales con procedimientos de operación o de mantenimiento mejorados o con correcciones como sea necesario. Cuando revisemos un manual, actualizaremos el historial de revisiones en la página del título.
Versiones actuales de E.H. Los manuales de Wachs Company también están disponibles en formato PDF. Puede solicitar una copia electrónica de este manual enviando un correo electrónico a servicio al cliente a la dirección [email protected].
Puede solicitar que realicen servicio o actualizaciones de fábrica al equipo. Si dicho servicio cambia algún dato técnico o procedimiento de operación y de mantenimiento, incluiremos un manual revisado cuando devolvamos el equipo a usted.

Preparación final de máquina EP 424
4 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Capítulo 2, Seguridad
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 5
Capítulo 2
Seguridad
E.H. Wachs se enorgullece en diseñar y fabricar productos de alta calidad seguros. En el diseño de todos nuestros productos la principal prioridad para nosotros es la seguridad del usuario.
Lea cuidadosamente este capítulo antes de operar la máquina preparadora de extremos EP 424. Contiene importantes instrucciones y recomendaciones de seguridad.
seguridad del oPerador
Siga esta guía para la operación segura del equipo.
Busque este símbolo a lo largo del manual. Indica un riesgo de lesión personal.
• LEA EL MANUAL DE OPERACIÓN. Asegúrese de entender todas las instrucciones de ajuste y operación antes de comenzar.
• INSPECIONE LA MÁQUINA Y LOS ACCESORIOS. Antes de arrancar la máquina, revise que no haya pernos o tuercas sueltas, fugas de lubricante, componentes corroídos y otras condiciones físicas que puedan afectar la operación. Proporcionar un mantenimiento adecuado a la máquina puede reducir enormemente las probabilidades de lesiones.
• SIEMPRE LEA LAS ETIQUETAS Y LETREROS. Asegúrese de que todas las etiquetas y letreros estén en su lugar, claramente legibles y en buenas condiciones. Puede adquirir etiquetas de repuesto de E.H. Wachs Company.
• MANTENGASE ALEJADO DE LAS PIEZAS EN MOVIMIENTO. Mantenga las manos, brazos y dedos alejados de todas las piezas giratorias o en movimiento. Apague siempre la máquina antes de realizar cualquier ajuste o servicio.
• ASEGURE LA ROPA Y JOYERÍA SUELTA. Asegure o retire la ropa y joyería suelta, asegure el cabello largo, para prevenir que queden atrapados en las piezas en movimiento de la máquina.
• MANTENGA EL ÁREA DE TRABAJO DESPEJADA. Mantenga todos los objetos amontonados o materiales no esenciales alejados del área de trabajo. Únicamente el personal directamente involucrado con el trabajo realizado puede tener acceso al área.
Preparación final de máquina EP 424
6 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Símbolos de seguridad
Este icono se muestra con cualquier alerta de seguridad que indique un riesgo de lesión personal.
ADVERTENCIAEsta alerta de seguridad indica una situación potencialmente peligrosa, que de no evitarse, puede causar muerte o lesiones graves.
PRECAUCIÓNEsta alerta de seguridad, con el símbolo de riesgo de lesión personal, indica una situación potencial-mente peligrosa, que si no se evita, puede causar lesiones menores o moderadas.
Requerimientos de Equipo de protección
ADVERTENCIASiempre debe usar protección de los ojos resistente al impacto al momento de operar o al trabajar cerca de este equipo.
Para obtener información adicional sobre protección de los ojos y la cara, consulte las regulaciones federales OSHA, Código 29 de las Regulaciones Federales, Sección 1910.133, Protección de los ojos y la cara, así como la norma del Instituto Nacional Estadounidense de Estándares, ANSI Z87.1, Protección ocupacional y educacional de los ojos y la cara. Z87.1 está disponible de American National Standards Institute, Inc., 1430 Broadway, Nueva York, NY 10018.
PRECAUCIÓNSe recomienda usar protección auditiva per-sonal al momento de operar o trabajar cerca de esta herramienta.
La protección auditiva es obligatoria en áreas de alto ruido, de nivel 85 dBA o superior. La operación de otras herramientas y equipos en el área, superficies reflejantes, ruidos de procesos y estructuras resonantes pueden aumentar el nivel de ruido en el área. Para obtener información adicional sobre la protección de la audición, consulte las regulaciones federales OSHA, Código 29 de las Regulaciones Federales, Sección 1910.95, Exposición al ruido ocupacional y ANSI S12.6 Protectores de la audición.
Capítulo 2, Seguridad: Etiquetas de seguridad
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 7
etiquetas de seguridad
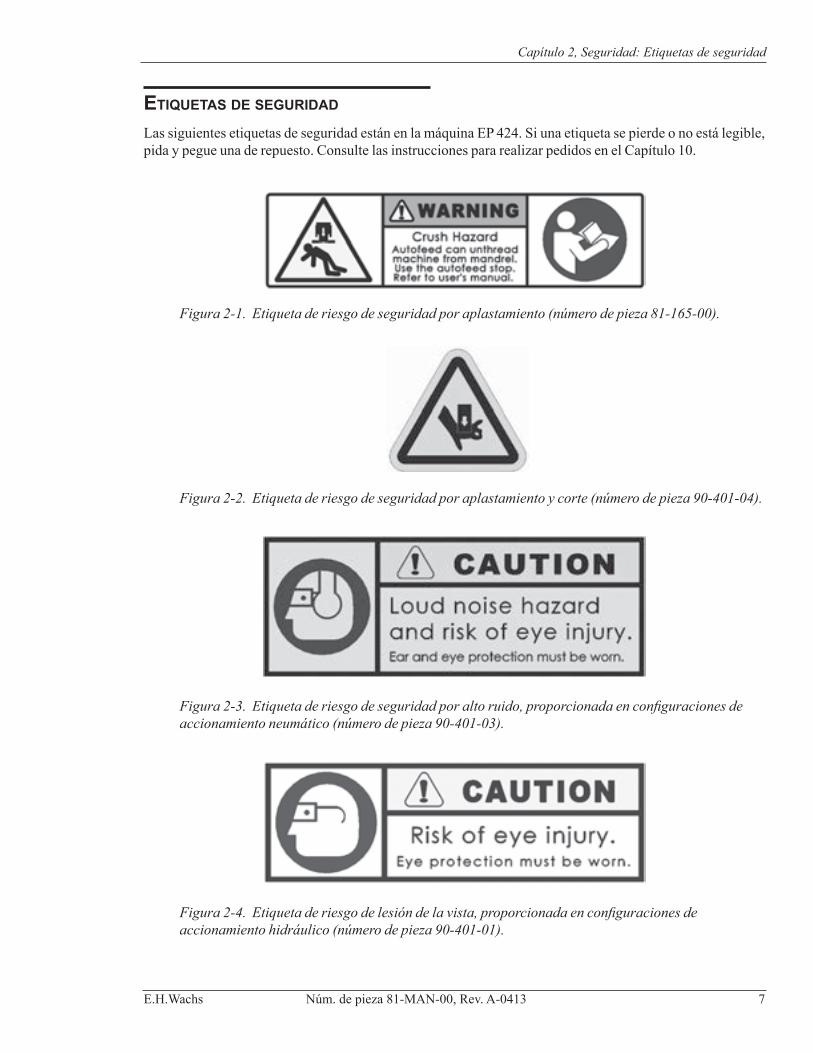
Las siguientes etiquetas de seguridad están en la máquina EP 424. Si una etiqueta se pierde o no está legible, pida y pegue una de repuesto. Consulte las instrucciones para realizar pedidos en el Capítulo 10.
Figura 2-1. Etiqueta de riesgo de seguridad por aplastamiento (número de pieza 81-165-00).
Figura 2-2. Etiqueta de riesgo de seguridad por aplastamiento y corte (número de pieza 90-401-04).
Figura 2-3. Etiqueta de riesgo de seguridad por alto ruido, proporcionada en configuraciones de accionamiento neumático (número de pieza 90-401-03).
Figura 2-4. Etiqueta de riesgo de lesión de la vista, proporcionada en configuraciones de accionamiento hidráulico (número de pieza 90-401-01).
Preparación final de máquina EP 424
8 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 2-5. Etiqueta de seguridad de presión neumática (número de pieza 90-401-02).
Figura 2-6. Etiqueta de seguridad de presión hidráulica (número de pieza 90-402-01).
Capítulo 3, Introducción al equipo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 9
Capítulo 3
Introducción al equipo
desCriPCión general de la eP 424La EP 424 es una máquina preparadora de extremos montada en diámetro interno para refrentado, biselado, abocardado y preparación de uniones en tubos y bridas. Se puede usar en tubos de 4 a 24 pulgadas de diámetro externo, con espesor de pared de hasta 1,6" (41 mm) mediante herramientas de formado, o de 6,5" (165 mm) con operación de punta única.
La EP 424 viene en 4 configuraciones:
• Máquina herramienta de formado con accionamiento neumático, número de pieza 81-000-01• Máquina herramienta de formado con accionamiento hidráulico, número de pieza 81-000-02• Máquina de punta única con accionamiento neumático, número de pieza 81-000-03• Máquina de punta única con accionamiento hidráulico, número de pieza 81-000-04.
La operación de la herramienta de formado se monta rápidamente y es fácil de operar en paredes de tubo de hasta para esquema 160 (1,6" en tubo de 16"). Para tubos de pared más gruesa hasta espesor de pared de 6,5", el equipo de punta única le permite realizar cualquier perfil de biselado.

Preparación final de máquina EP 424
10 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Configuración de Herramienta formadora
Las configuraciones de la herramienta formadora tienen una cabeza de herramienta giratoria con 3 portaherramientas, para realizar hasta 3 operaciones simultáneas. Hay herramientas disponibles para refrentado, biselado de un solo ángulo, biselado compuesto y abocardado.
La configuración de la herramienta de formado realizará preparación de extremo (refrentado, biselado, preparación de unión y abocardado), con el operador avanzando manualmente el cabezal de la herramienta.
Figura 3-1. La foto muestra la configura ción de herramienta de formado de la máquina con el mandril de centrado automático estándar.
Configuración de punta única
La máquina de punta única está equipada con un carro portaherramientas que hace avanzar la herramienta radialmente a lo largo de la cara del tubo o de la brida. El carro portaherramientas es accionado por una estrella que engrana los desenganches en un anillo montado en la caja de la máquina. Los biselados se realizan usando un sistema de avance automático Speed Prep, el cual avanza automáticamente la máquina axialmente mientras corta.
La máquina de punta única realizará el refrentado o biselado de tubos y bridas de pared gruesa.
Capítulo 3, Introducción al equipo: Descripción general de la EP 424
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 11
Figura 3-2. La fotografía muestra la configu ración de punta única de la EP 424.
Componentes de la EP 424
Los siguientes componentes están incluidos en la configuración de herramienta de formado de la EP 424:
• ensamble de accionamiento principal con accesorios de elevación• ensamble de avance• cabezal de herramienta giratorio• mandril de centrado automático estándar• motor de accionamiento (neumático o hidráulico)• juego de herramientas manuales
Preparación final de máquina EP 424
12 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
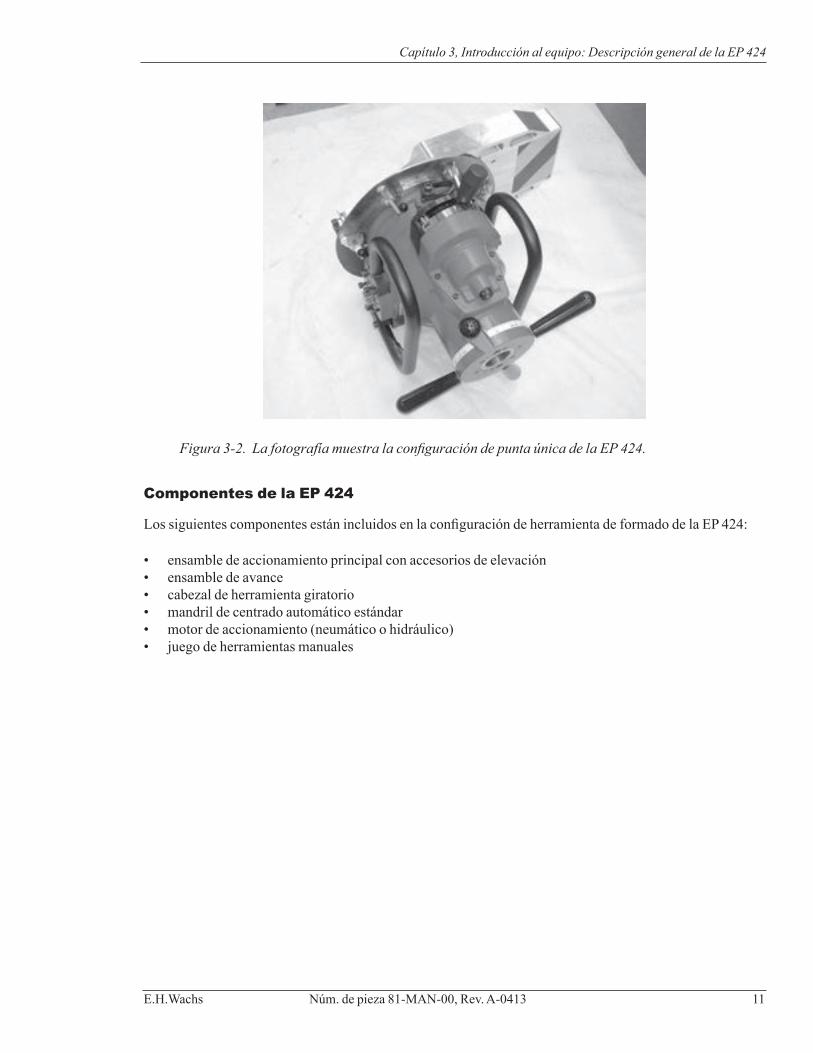
La configuración de punta única incluye los siguientes componentes adicionales:
• carro portaherramientas de punta única
EstrellaTornillo de avance
Carro portaherramientas macho
Portaherramientas
Calibrador de avance
Figura 3-3. El carro portaherramientas de punta única avanza la herramienta radialmente a lo largo de la cara del tubo. Es accionado mediante un tornillo de avance por una estrella.
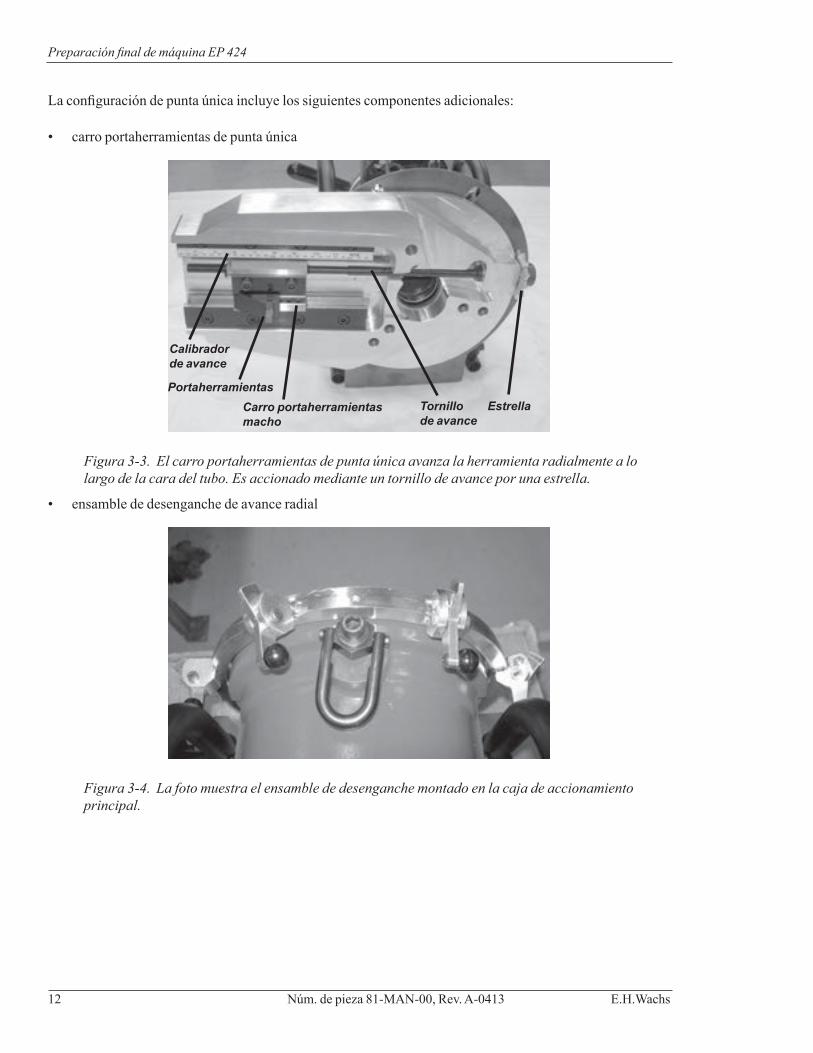
• ensamble de desenganche de avance radial
Figura 3-4. La foto muestra el ensamble de desenganche montado en la caja de accionamiento principal.
Capítulo 3, Introducción al equipo: Descripción general de la EP 424
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 13
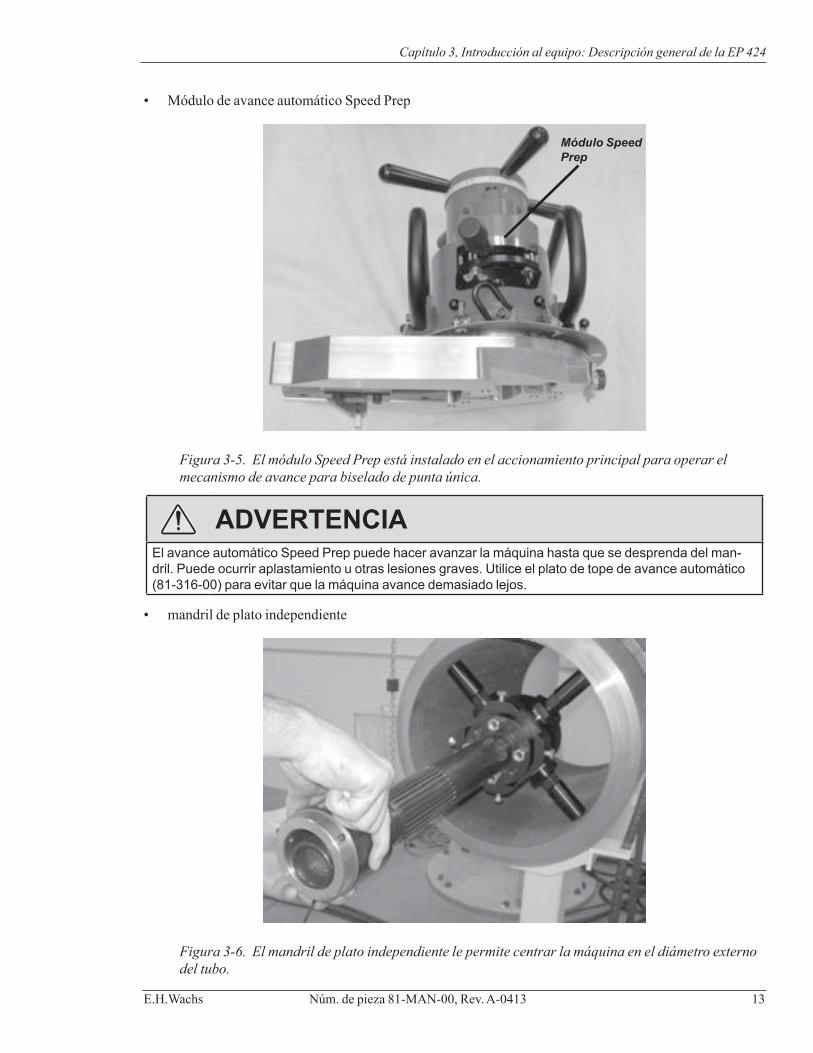
• Módulo de avance automático Speed Prep
Módulo Speed Prep
Figura 3-5. El módulo Speed Prep está instalado en el accionamiento principal para operar el mecanismo de avance para biselado de punta única.
ADVERTENCIAEl avance automático Speed Prep puede hacer avanzar la máquina hasta que se desprenda del man-dril. Puede ocurrir aplastamiento u otras lesiones graves. Utilice el plato de tope de avance automático (81-316-00) para evitar que la máquina avance demasiado lejos.
• mandril de plato independiente
Figura 3-6. El mandril de plato independiente le permite centrar la máquina en el diámetro externo del tubo.
Preparación final de máquina EP 424
14 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
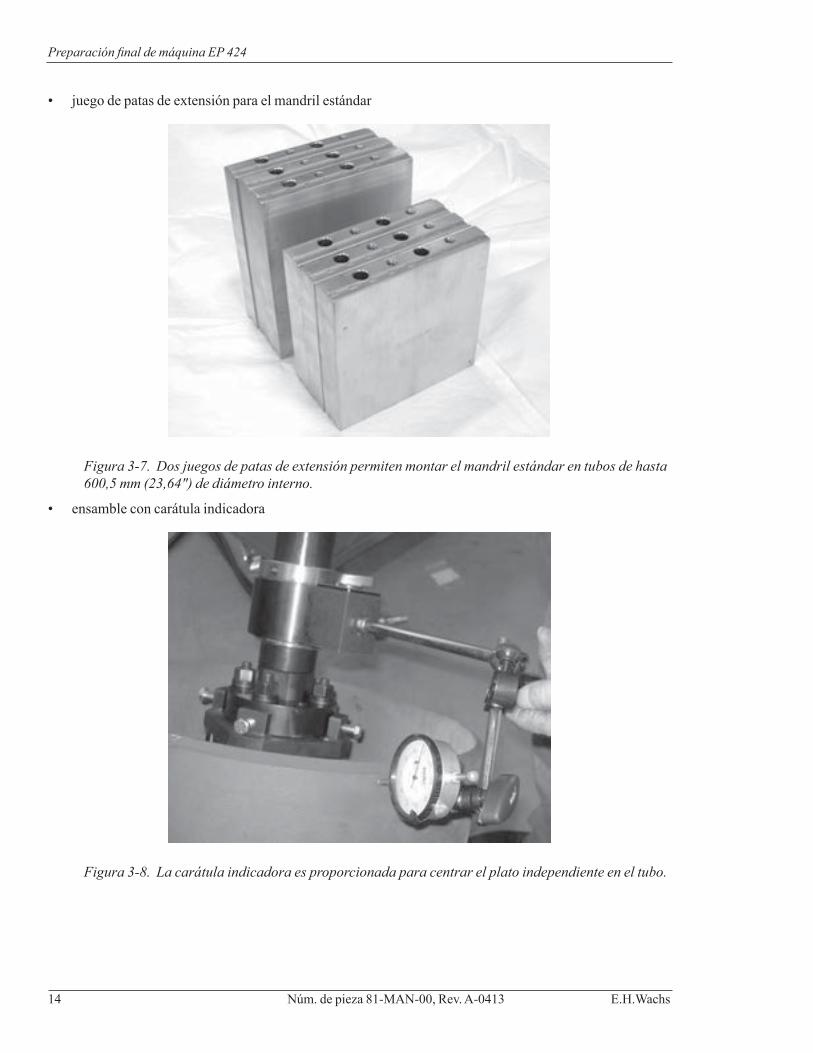
• juego de patas de extensión para el mandril estándar
Figura 3-7. Dos juegos de patas de extensión permiten montar el mandril estándar en tubos de hasta 600,5 mm (23,64") de diámetro interno.
• ensamble con carátula indicadora
Figura 3-8. La carátula indicadora es proporcionada para centrar el plato independiente en el tubo.
Capítulo 3, Introducción al equipo: Descripción general de la EP 424
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 15
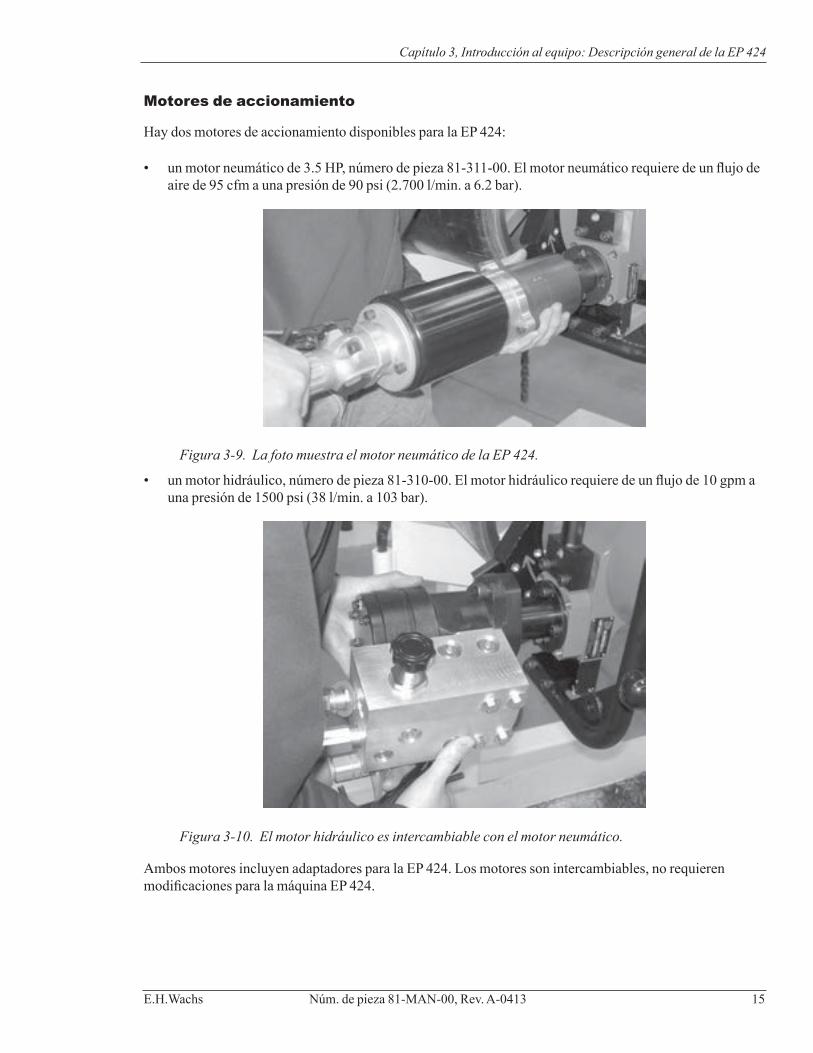
Motores de accionamiento
Hay dos motores de accionamiento disponibles para la EP 424:
• un motor neumático de 3.5 HP, número de pieza 81-311-00. El motor neumático requiere de un flujo de aire de 95 cfm a una presión de 90 psi (2.700 l/min. a 6.2 bar).
Figura 3-9. La foto muestra el motor neumático de la EP 424.
• un motor hidráulico, número de pieza 81-310-00. El motor hidráulico requiere de un flujo de 10 gpm a una presión de 1500 psi (38 l/min. a 103 bar).
Figura 3-10. El motor hidráulico es intercambiable con el motor neumático.
Ambos motores incluyen adaptadores para la EP 424. Los motores son intercambiables, no requieren modificaciones para la máquina EP 424.
Preparación final de máquina EP 424
16 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Accesorios
Los siguientes accesorios están disponibles para la EP 424:
• Juego de readaptación de punta única, número de pieza 81-400-00 (para configuración de máquina de herramienta de formado); incluye el módulo Speed Prep, carro portaherramientas de punta única, anillo de desenganche y plato independiente.
• Juego de patas de extensión para mandril independiente, número de pieza 81-303-01. Extiende una sujeción máxima de diámetro interno a 23,64" (600,5 mm).
• Mandril de plato independiente, número de pieza 81-305-00. (Equipado con máquina o juego de punta única; disponible como opción para máquina de herramienta de formado).
• Mandril de pedestal corto, número de pieza 81-315-00. Mandril de centrado automático para tubos con dobleces o diámetro interno de acceso limitado.
• Módulo de tratamiento neumático, número de pieza 26-407-00.
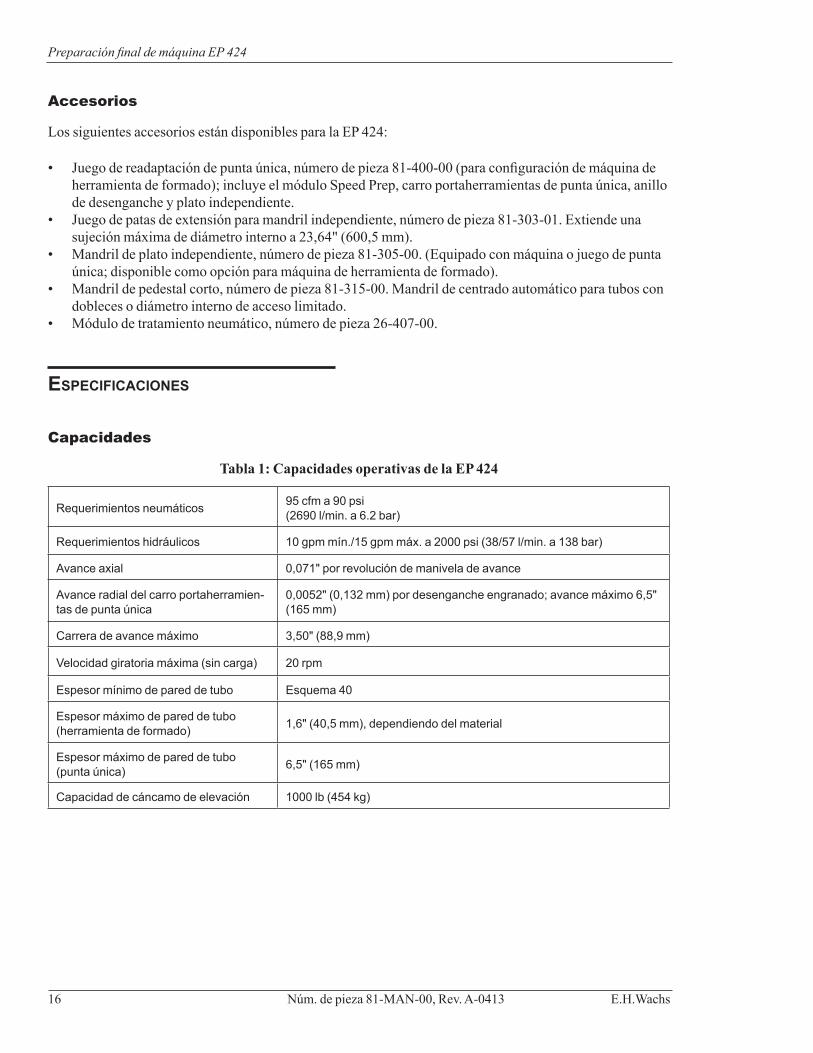
esPeCifiCaCiones
Capacidades
Tabla 1: Capacidades operativas de la EP 424
Requerimientos neumáticos 95 cfm a 90 psi (2690 l/min. a 6.2 bar)
Requerimientos hidráulicos 10 gpm mín./15 gpm máx. a 2000 psi (38/57 l/min. a 138 bar)
Avance axial 0,071" por revolución de manivela de avance
Avance radial del carro portaherramien-tas de punta única
0,0052" (0,132 mm) por desenganche engranado; avance máximo 6,5" (165 mm)
Carrera de avance máximo 3,50" (88,9 mm)
Velocidad giratoria máxima (sin carga) 20 rpm
Espesor mínimo de pared de tubo Esquema 40
Espesor máximo de pared de tubo (herramienta de formado) 1,6" (40,5 mm), dependiendo del material
Espesor máximo de pared de tubo (punta única) 6,5" (165 mm)
Capacidad de cáncamo de elevación 1000 lb (454 kg)
Capítulo 3, Introducción al equipo: Especificaciones
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 17
Dimensiones y pesos
Los dibujos de capacidades en la siguiente sección incluyen las dimensiones para cada configuración de máquina, y el peso para cada subensamble. Tabla 2 a continuación, incluye las dimensiones y pesos en general para cada configuración.
Tabla 2: Dimensiones y pesos generales
Configuración Dimensiones(L x W x H)
Peso (Std. mandril/
mandril de plato independiente)
81-000-01(herramienta de formado/accionamiento neumático)
28,8" x 36,2" x 16,1"(732 x 919 x 408 mm)
154,5 lb (70,2 kg)/172 lb (78,2 kg)
81-000-02(herramienta de formado/accionamiento hidráulico)
28,8" x 25,3" x 16,1"(732 x 643 x 408 mm)
162 lb (73,6 kg)/179,5 lb/81,6 kg
81-000-03(punta única/accionamiento neumático)
25,5" x 42,3" x 21,2" (648 x 1075 x 539 mm)
176 lb (80 kg)/193,5 lb (88 kg)
81-000-04(punta única/accionamiento hidráulico)
25,4" x 30,4" x 21,2" (645 x 772 x 539 mm)
183,5 lb (83,4 kg)/201 lb (91,4 kg)
Caja de embarque/almacenamiento 37" x 36,3" x 22,3"(940 x 922 x 566 mm)
CaPaCidad de oPeraCión
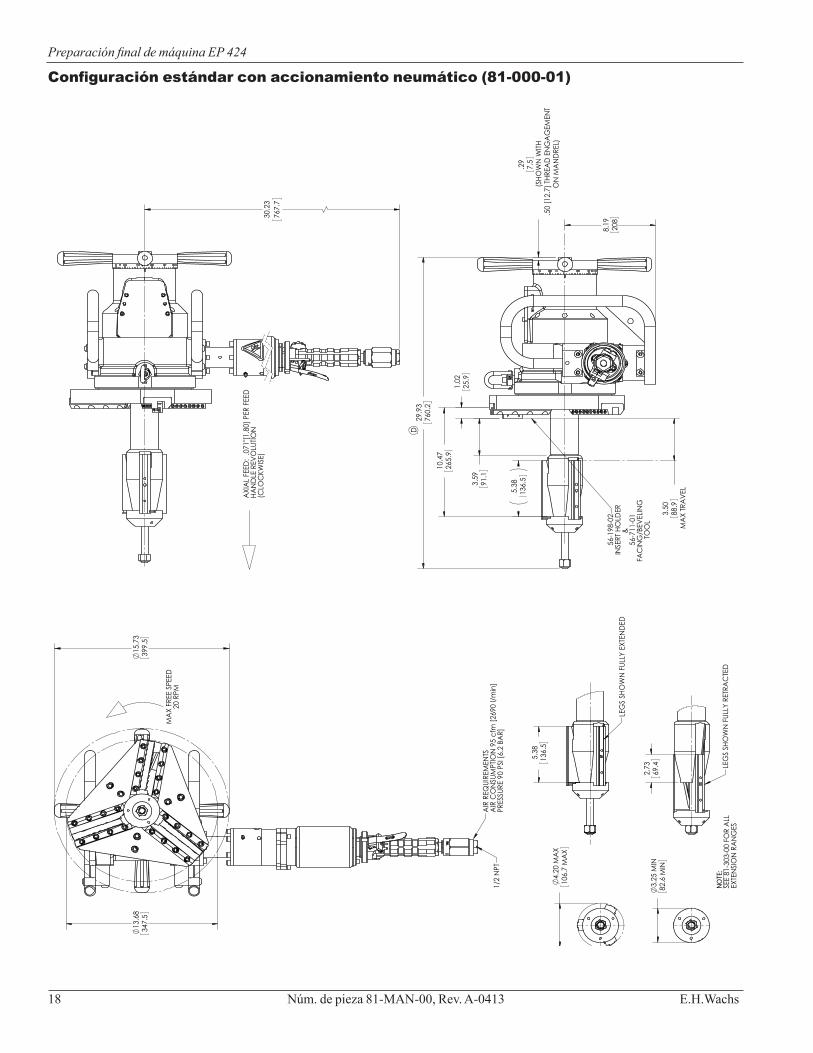
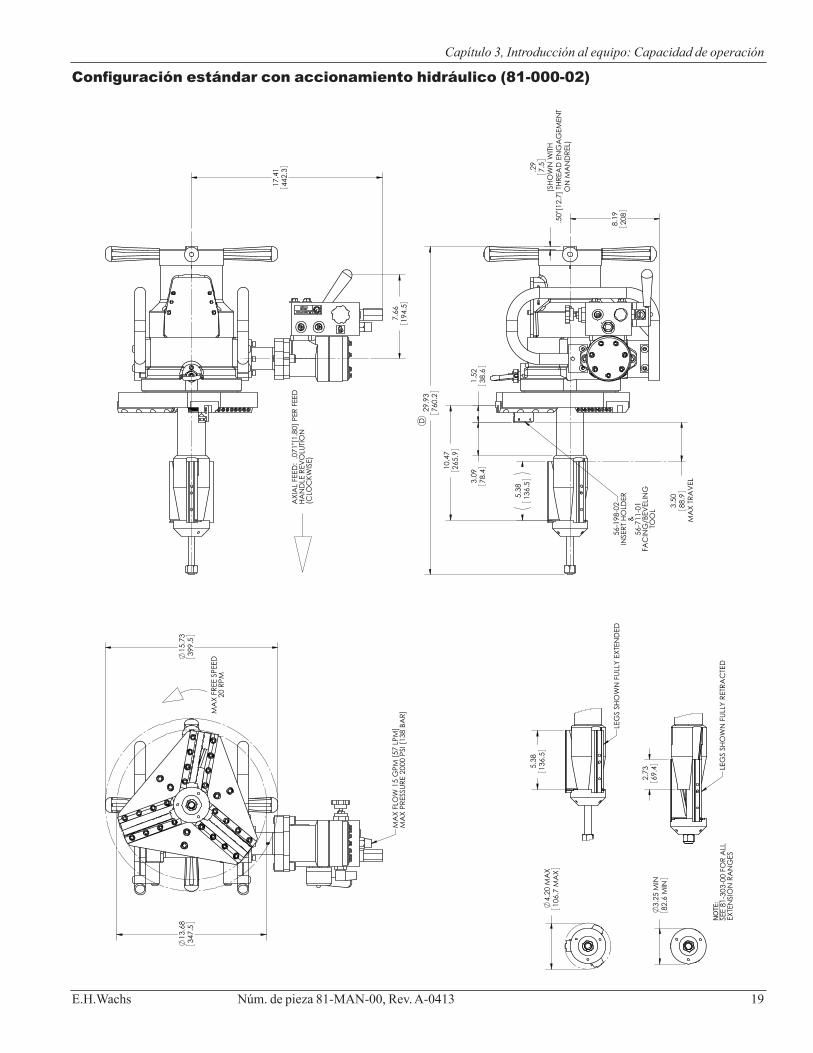
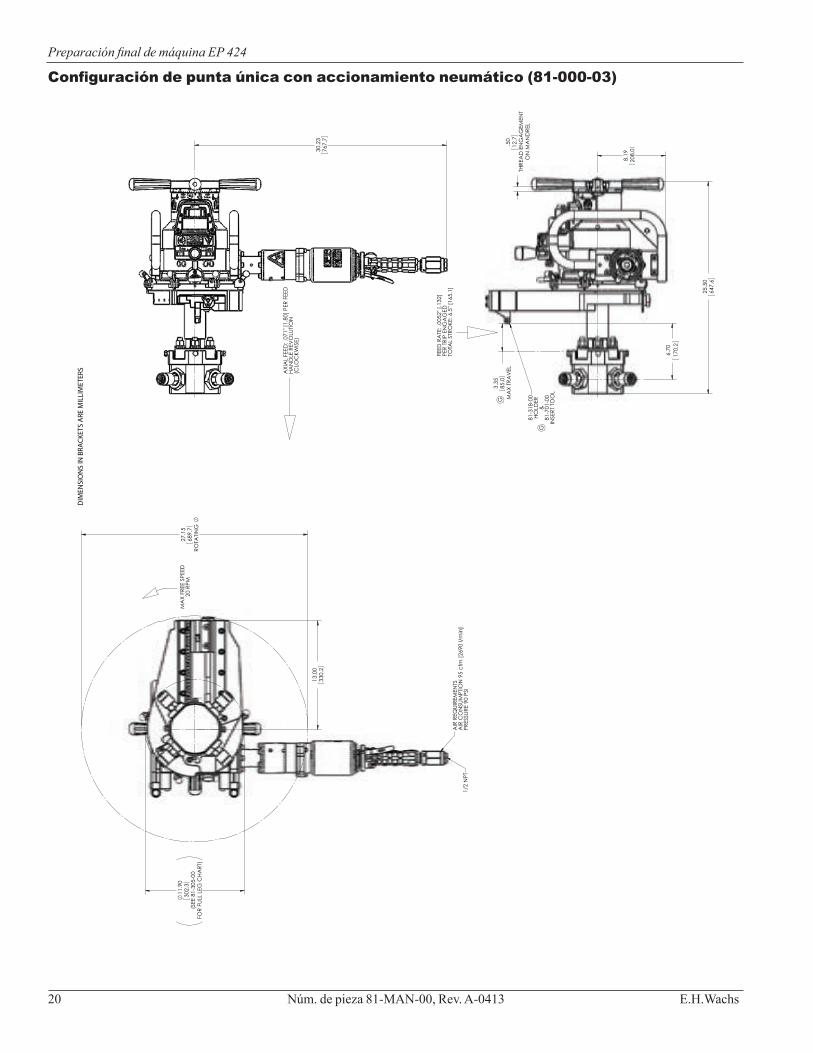
Los dibujos en las siguientes páginas ilustran la capacidad operativa para todas las configuraciones de la EP 424 :
• Máquina estándar accionamiento neumático (81-000-01)• Máquina estándar con accionamiento hidráulico (81-000-02)• Máquina de punta única con accionamiento neumático (81-000-03)• Máquina de punta única con accionamiento hidráulico (81-000-04)
También hay dibujos dimensionales para los siguientes componentes:
• Mandril estándar con patas de extensión• Cabezal giratorio de herramienta de formado• Mandril de plato independiente con patas de extensión• Carro portaherramientas de punta única.
Preparación final de máquina EP 424
18 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Configuración estándar con accionamiento neumático (81-000-01)
8.19
208
.29
(SH
OW
N W
ITH
.50
[12.
7] T
HRE
AD
EN
GA
GEM
ENT
ON
MA
ND
REL)
7.5
1.02
25.9
3.59
91.1
29.9
376
0.2
10.4
726
5.9
3.50
MA
X TR
AV
EL88
.9
5.38
136.
5
56-1
98-0
2IN
SERT
HO
LDER
&56
-711
-01
FAC
ING
/BEV
ELIN
GTO
OL
D
30.2
376
7.7
AXI
AL
FEED
: .0
71"[
1.80
] PER
FEE
DH
AN
DLE
REV
OLU
TIO
N(C
LOC
KWIS
E)
5.38
136.
5
LEG
S SH
OW
N F
ULL
Y EX
TEN
DED
4.20
MA
X10
6.7
MA
X
2.73
69.4 LE
GS
SHO
WN
FU
LLY
RETR
AC
TED
3.25
MIN
82.6
MIN
13.6
834
7.5
15.7
339
9.5
MA
X FR
EE S
PEED
20 R
PM
AIR
REQ
UIR
EMEN
TSA
IR C
ON
SUM
PTIO
N 9
5 c
fm [2
690
l/m
in]
PRES
SURE
90
PSI [
6.2
BAR]
1/2
NPT
NO
TE:
SEE
81-3
03-0
0 FO
R A
LLEX
TEN
SIO
N R
AN
GES
Capítulo 3, Introducción al equipo: Capacidad de operación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 19
Configuración estándar con accionamiento hidráulico (81-000-02)
.29
(SH
OW
N W
ITH
.5
0"[1
2.7]
TH
REA
D E
NG
AG
EMEN
TO
N M
AN
DR
EL)
7.5
8.19
208
29.9
376
0.2
10.4
726
5.9
3.09
78.4
1.52
38.6
3.50
MA
X T
RA
VEL
88.95.
3813
6.5
56-1
98-0
2IN
SER
T H
OLD
ER&
56-7
11-0
1FA
CIN
G/B
EVEL
ING
TOO
L
D
17.4
144
2.3
7.66
194.
5
AX
IAL
FEED
: .0
71"[
1.80
] PE
R F
EED
HA
ND
LE R
EVO
LUTI
ON
(CLO
CKW
ISE)
15.7
339
9.5
13.6
834
7.5
MA
X F
REE
SPE
ED20
RPM
MA
X F
LOW
15
GPM
[57
LPM
]M
AX
PR
ESSU
RE
2000
PSI
[13
8 BA
R]
5.38
136.
5
LEG
S SH
OW
N F
ULL
Y EX
TEN
DED
4.20
MA
X10
6.7
MA
X
2.73
69.4 LE
GS
SHO
WN
FU
LLY
RET
RA
CTE
D
3.25
MIN
82.6
MIN
NO
TE:
SEE
81-3
03-0
0 FO
R A
LLEX
TEN
SIO
N R
AN
GES
Preparación final de máquina EP 424
20 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Configuración de punta única con accionamiento neumático (81-000-03)
.50
THR
EAD
EN
GA
GEM
ENT
ON
MA
ND
REL
12.7
25.5
064
7.6
8.19
208.
0
6.70
170.
2
3.35
MA
X T
RA
VEL
85.0
81-3
18-0
0H
OLD
ER&
81-7
01-0
0IN
SER
T TO
OL
FEED
RA
TE: .
0052
" [.1
32]
PER
TR
IP E
NG
AG
EDTO
TAL
STR
OKE
: 6.5
" [16
5.1]
G
G
30.2
376
7.7
AX
IAL
FEED
: .07
1" [
1.80
] PE
R F
EED
HA
ND
LE R
EVO
LUTI
ON
(CLO
CKW
ISE)
13.0
033
0.2
27.1
5
RO
TATI
NG
689.
7
11.9
0
(SEE
81-
305-
00FO
R F
ULL
LEG
CH
AR
T)
302.
3
AIR
REQ
UIR
EMEN
TSA
IR C
ON
SUM
PTIO
N 9
5 c
fm [
2690
l/m
in]
PRES
SUR
E 90
PSI
MA
X F
REE
SPE
ED20
RPM
1/2
NPT
DIM
ENSI
ON
S IN
BRA
CKET
S A
RE M
ILLI
MET
ERS
Capítulo 3, Introducción al equipo: Capacidad de operación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 21
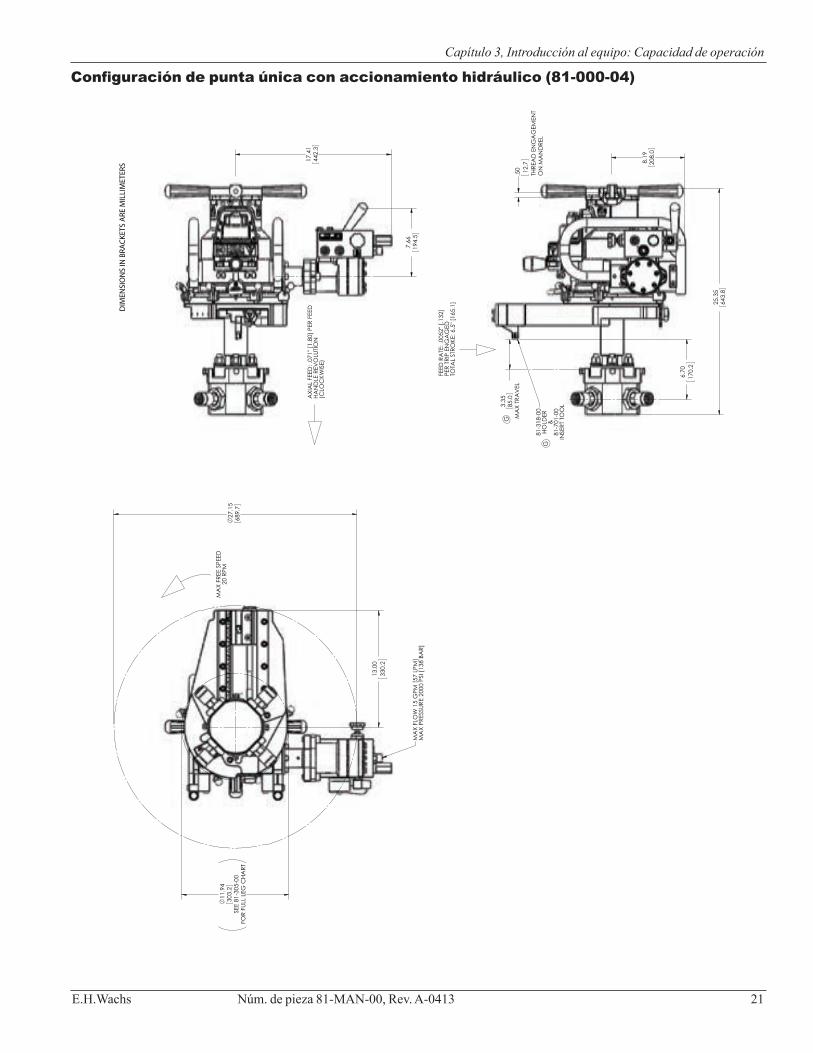
Configuración de punta única con accionamiento hidráulico (81-000-04)
25.3
564
3.8
8.19
208.
0
6.70
170.
2
.50 12
.7TH
REA
D E
NG
AG
EMEN
TO
N M
AN
DR
EL
3.35
MA
X T
RA
VEL
85.0
81-3
18-0
0H
OLD
ER&
81-7
01-0
0IN
SER
T TO
OL
FEED
RA
TE: .
0052
" [.1
32]
PER
TR
IP E
NG
AG
EDTO
TAL
STR
OKE
: 6.5
" [16
5.1]
G
G
17.4
144
2.3
7.66
194.
5
AX
IAL
FEED
: .07
1" [
1.80
] PE
R F
EED
HA
ND
LE R
EVO
LUTI
ON
(CLO
CKW
ISE)
13.0
033
0.2
11.9
4
SEE
81-3
05-0
0FO
R F
ULL
LEG
CH
AR
T
303.
227
.15
689.
7
MA
X F
REE
SPE
ED20
RPM
MA
X F
LOW
15
GPM
[57
LPM
]M
AX
PR
ESSU
RE
2000
PSI
[13
8 BA
R]
DIM
ENSI
ON
S IN
BRA
CKET
S A
RE M
ILLI
MET
ERS
Preparación final de máquina EP 424
22 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
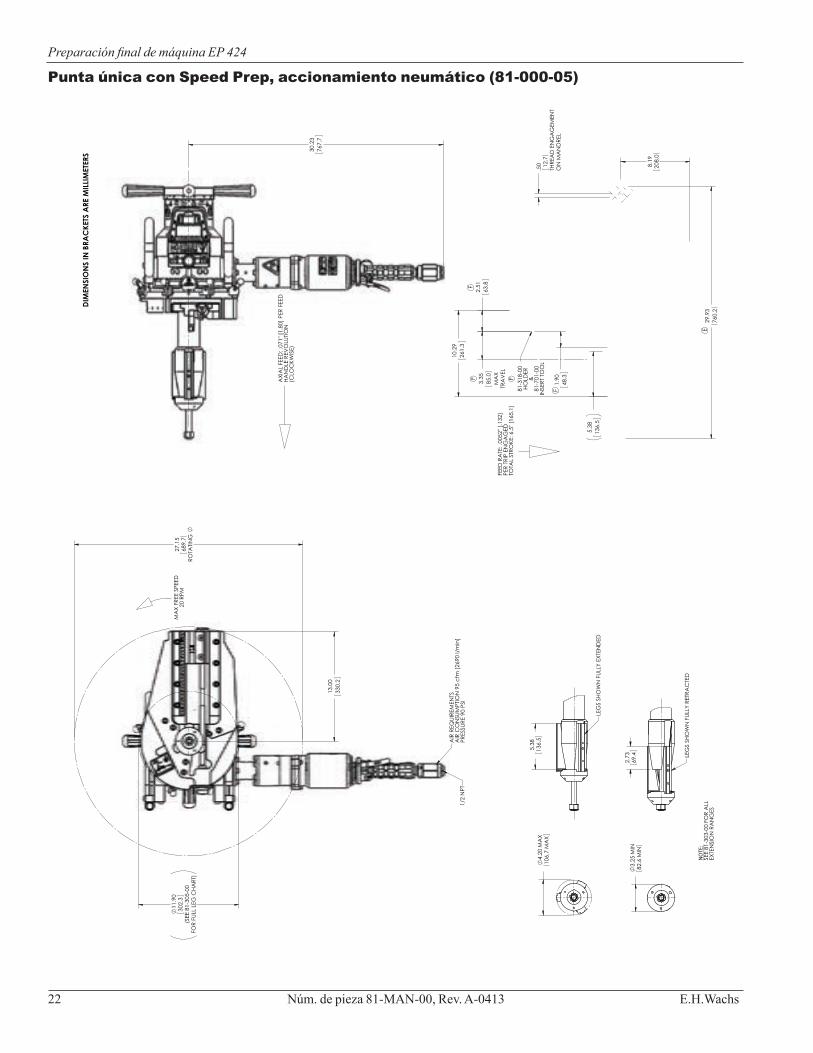
Punta única con Speed Prep, accionamiento neumático (81-000-05)
.50
THR
EAD
EN
GA
GEM
ENT
ON
MA
ND
REL
12.7
8.19
208.
0
29.9
376
0.2
10.2
926
1.3
5.38
136.
5
1.90
48.3
2.51
63.8
3.35
85.0
MA
XTR
AV
EL
81-3
18-0
0H
OLD
ER&
81-7
01-0
0IN
SER
T TO
OL
FEED
RA
TE: .
0052
" [.1
32]
PER
TR
IP E
NG
AG
EDTO
TAL
STR
OKE
: 6.5
" [16
5.1]
E
FFF
F
30.2
376
7.7
AX
IAL
FEED
: .07
1" [
1.80
] PE
R F
EED
HA
ND
LE R
EVO
LUTI
ON
(CLO
CKW
ISE)
13.0
033
0.2
27.1
5
RO
TATI
NG
689.
7
11.9
0
(SEE
81-
305-
00FO
R F
ULL
LEG
CH
AR
T)
302.
3
AIR
REQ
UIR
EMEN
TSA
IR C
ON
SUM
PTIO
N 9
5 c
fm [
2690
l/m
in]
PRES
SUR
E 90
PSI
MA
X F
REE
SPE
ED20
RPM
1/2
NPT
5.38
136.
5
LEG
S SH
OW
N F
ULL
Y EX
TEN
DED
4.20
MA
X10
6.7
MA
X
2.73
69.4 LE
GS
SHO
WN
FU
LLY
RET
RA
CTE
D
3.25
MIN
82.6
MIN
NO
TE:
SEE
81-3
03-0
0 FO
R A
LLEX
TEN
SIO
N R
AN
GES
Capítulo 3, Introducción al equipo: Capacidad de operación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 23
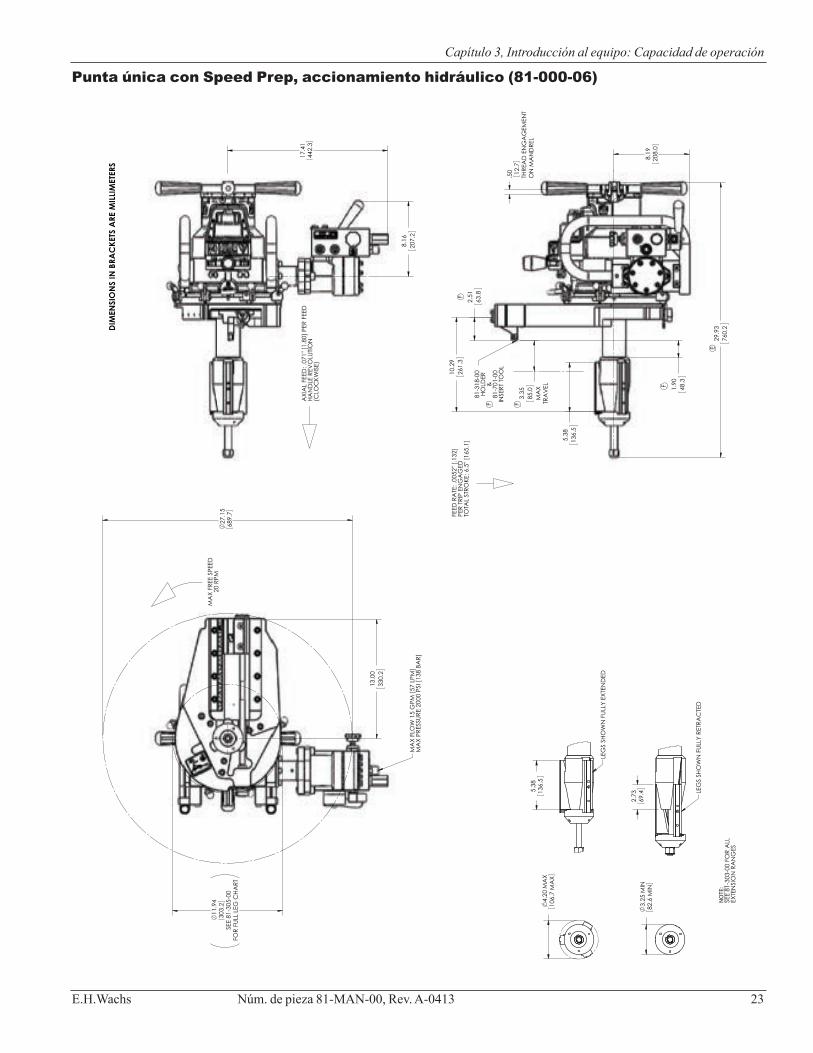
Punta única con Speed Prep, accionamiento hidráulico (81-000-06)
8.19
208.
0
.50
THR
EAD
EN
GA
GEM
ENT
ON
MA
ND
REL
12.7
29.9
376
0.2
1.90
48.3
5.38
136.
5
10.2
926
1.3
2.51
63.8
3.35
85.0
MA
XTR
AV
EL
81-3
18-0
0H
OLD
ER&
81-7
01-0
0IN
SER
T TO
OL
FEED
RA
TE: .
0052
" [.1
32]
PER
TR
IP E
NG
AG
EDTO
TAL
STR
OKE
: 6.5
" [16
5.1]
E
FF
F
F
17.4
144
2.3
8.16
207.
2
AX
IAL
FEED
: .07
1" [
1.80
] PE
R F
EED
HA
ND
LE R
EVO
LUTI
ON
(CLO
CKW
ISE)
13.0
033
0.2
11.9
4
SEE
81-3
05-0
0FO
R F
ULL
LEG
CH
AR
T
303.
227
.15
689.
7
MA
X F
REE
SPE
ED20
RPM
MA
X F
LOW
15
GPM
[57
LPM
]M
AX
PR
ESSU
RE
2000
PSI
[13
8 BA
R]
5.38
136.
5
LEG
S SH
OW
N F
ULL
Y EX
TEN
DED
4.20
MA
X10
6.7
MA
X
2.73
69.4 LE
GS
SHO
WN
FU
LLY
RET
RA
CTE
D
3.25
MIN
82.6
MIN
NO
TE:
SEE
81-3
03-0
0 FO
R A
LLEX
TEN
SIO
N R
AN
GES
Preparación final de máquina EP 424
24 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
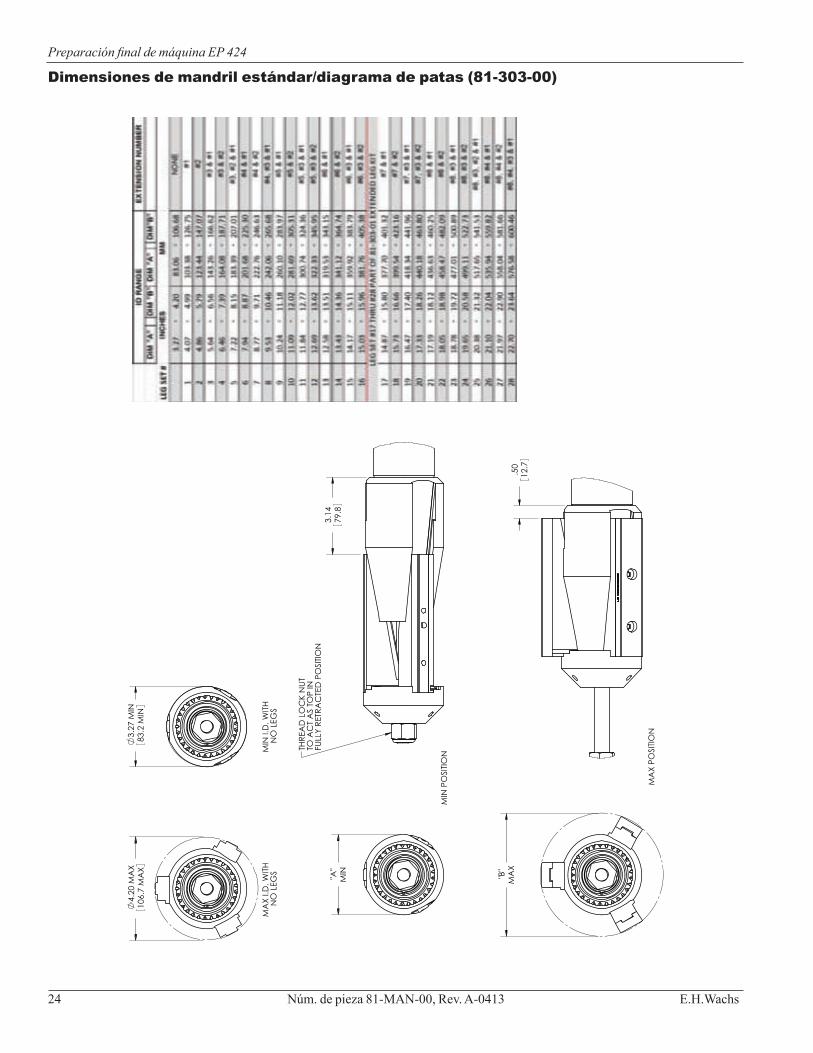
Dimensiones de mandril estándar/diagrama de patas (81-303-00)
Capítulo 3, Introducción al equipo: Capacidad de operación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 25
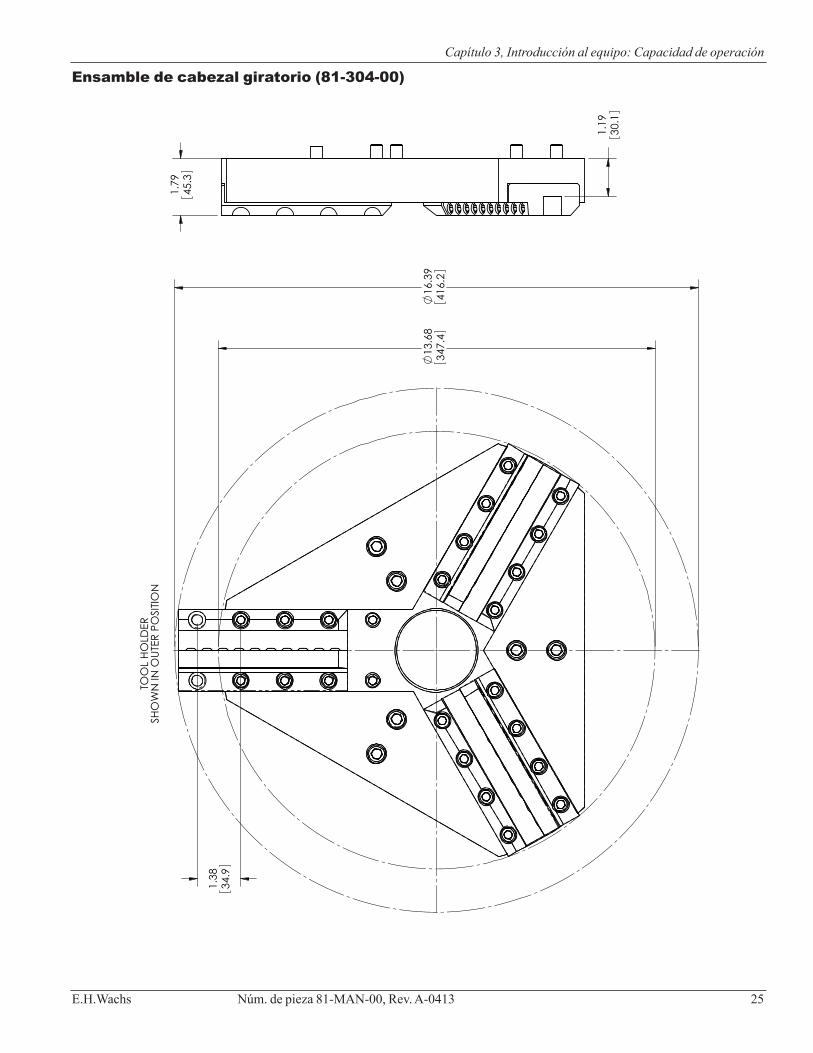
Ensamble de cabezal giratorio (81-304-00)
1.38
34.9
13.6
834
7.4
16.3
941
6.2
TOO
L H
OLD
ERSH
OW
N IN
OU
TER
PO
SITI
ON
1.79
45.3
1.19
30.1
Preparación final de máquina EP 424
26 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
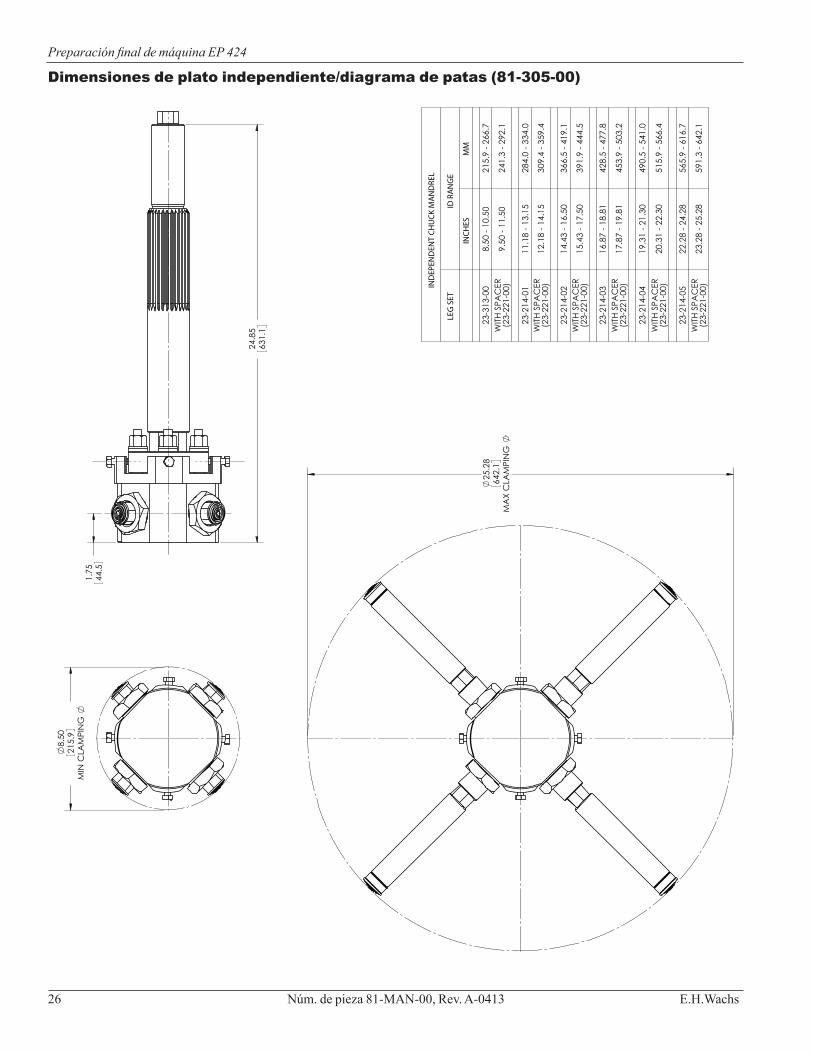
Dimensiones de plato independiente/diagrama de patas (81-305-00)8.
50
MIN
CLA
MPI
NG
21
5.9
24.8
563
1.1
1.75
44.5
25.2
8
MA
X C
LAM
PIN
G
642.
1
IND
EPEN
DEN
T CH
UCK
MA
ND
REL
LEG
SET
ID R
AN
GE
INCH
ESM
M
23-3
13-0
08.
50 -
10.
5021
5.9
- 26
6.7
WIT
H S
PAC
ER(2
3-22
1-00
)9.
50 -
11.
5024
1.3
- 29
2.1
23-2
14-0
111
.18
- 13
.15
284.
0 -
334.
0W
ITH
SPA
CER
(23-
221-
00)
12.1
8 -
14.1
530
9.4
- 35
9.4
23-2
14-0
214
.43
- 16
.50
366.
5 -
419.
1W
ITH
SPA
CER
(23-
221-
00)
15.4
3 -
17.5
039
1.9
- 44
4.5
23-2
14-0
316
.87
- 18
.81
428.
5 -
477.
8W
ITH
SPA
CER
(23-
221-
00)
17.8
7 -
19.8
145
3.9
- 50
3.2
23-2
14-0
419
.31
- 21
.30
490.
5 -
541.
0W
ITH
SPA
CER
(23-
221-
00)
20.3
1 -
22.3
051
5.9
- 56
6.4
23-2
14-0
522
.28
- 24
.28
565.
9 -
616.
7W
ITH
SPA
CER
(23-
221-
00)
23.2
8 -
25.2
859
1.3
- 64
2.1
Capítulo 3, Introducción al equipo: Capacidad de operación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 27
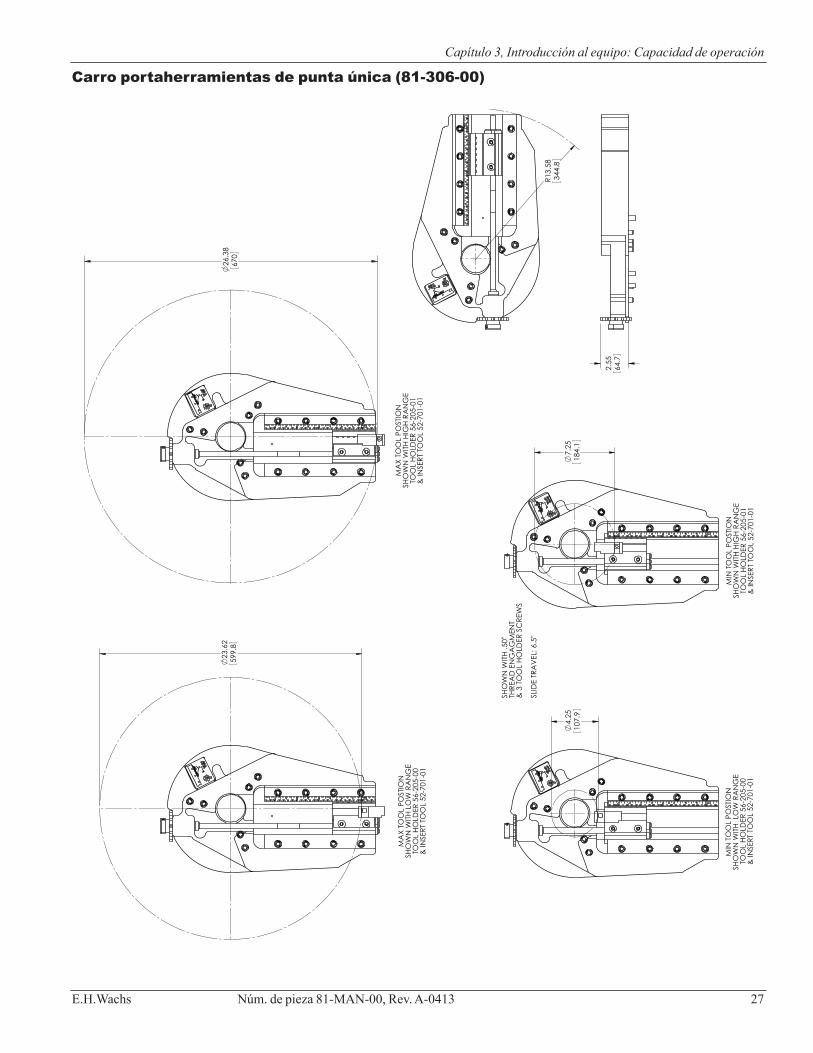
Carro portaherramientas de punta única (81-306-00)
23.6
259
9.8
MA
X T
OO
L PO
STIO
NSH
OW
N W
ITH
LO
W R
AN
GE
TOO
L H
OLD
ER 5
6-20
5-00
& IN
SER
T TO
OL
52-7
01-0
1
26.3
867
0
MA
X T
OO
L PO
STIO
NSH
OW
N W
ITH
HIG
H R
AN
GE
TOO
L H
OLD
ER 5
6-20
5-01
& IN
SER
T TO
OL
52-7
01-0
1
7.25
184.
1
MIN
TO
OL
POST
ION
SHO
WN
WIT
H H
IGH
RA
NG
ETO
OL
HO
LDER
56-
205-
01&
INSE
RT
TOO
L 52
-701
-01
4.25
107.
9
MIN
TO
OL
POST
ION
SH
OW
N W
ITH
LO
W R
AN
GE
TOO
L H
OLD
ER 5
6-20
5-00
& IN
SER
T TO
OL
52-7
01-0
1
R13.
5834
4.8
2.55
64.7
SHO
WN
WIT
H .5
0"TH
REA
D E
NG
AG
MEN
T&
3 T
OO
L H
OLD
ER S
CR
EWS
SLID
E TR
AV
EL: 6
.5"

Preparación final de máquina EP 424
28 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Capítulo 4, Ensamble, desensamble y almacenamiento
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 29
Capítulo 4
Ensamble, desensamble y almacenamiento
emPaCado
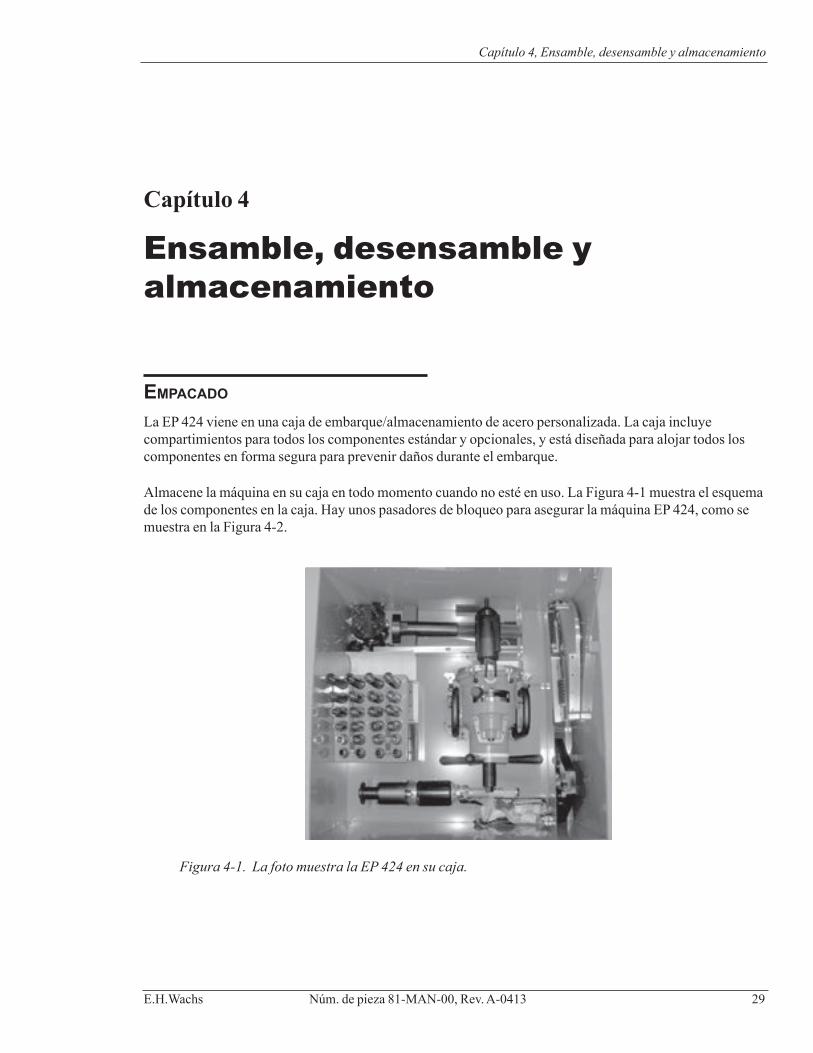
La EP 424 viene en una caja de embarque/almacenamiento de acero personalizada. La caja incluye compartimientos para todos los componentes estándar y opcionales, y está diseñada para alojar todos los componentes en forma segura para prevenir daños durante el embarque.
Almacene la máquina en su caja en todo momento cuando no esté en uso. La Figura 4-1 muestra el esquema de los componentes en la caja. Hay unos pasadores de bloqueo para asegurar la máquina EP 424, como se muestra en la Figura 4-2.
Figura 4-1. La foto muestra la EP 424 en su caja.
Preparación final de máquina EP 424
30 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
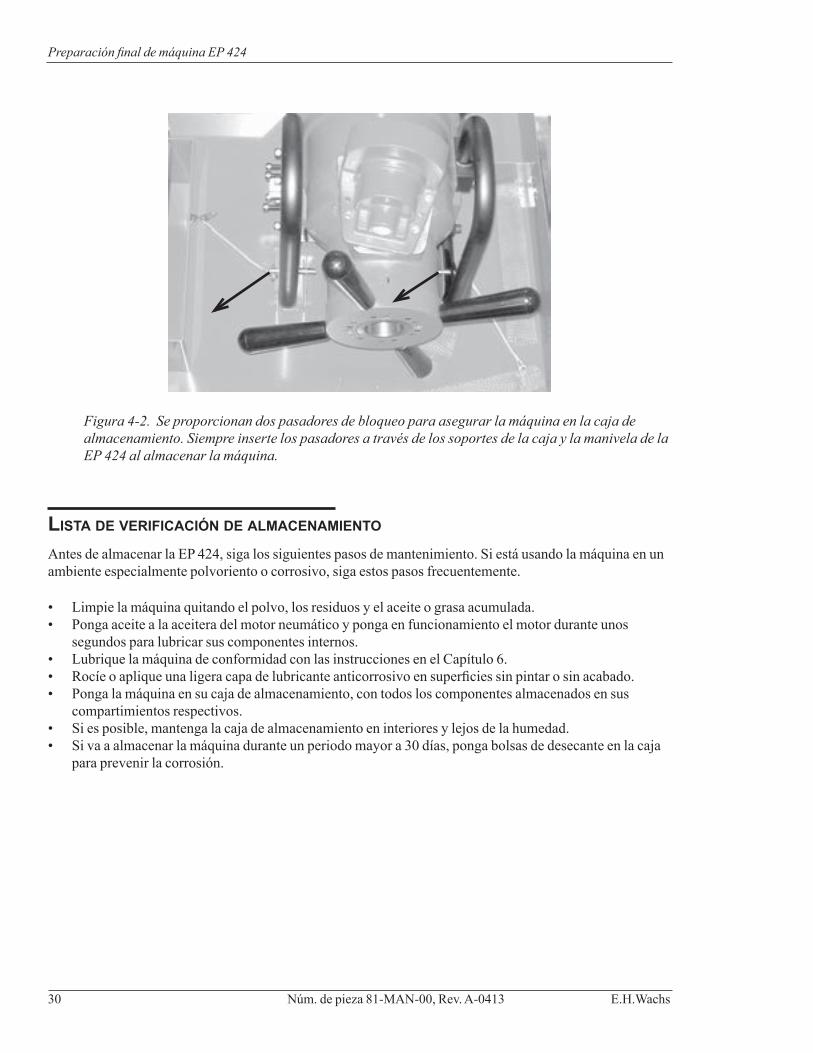
Figura 4-2. Se proporcionan dos pasadores de bloqueo para asegurar la máquina en la caja de almacenamiento. Siempre inserte los pasadores a través de los soportes de la caja y la manivela de la EP 424 al almacenar la máquina.
lista de verifiCaCión de almaCenamiento
Antes de almacenar la EP 424, siga los siguientes pasos de mante nimiento. Si está usando la máquina en un ambiente especialmente polvoriento o corrosivo, siga estos pasos frecuentemente.
• Limpie la máquina quitando el polvo, los residuos y el aceite o grasa acumulada.• Ponga aceite a la aceitera del motor neumático y ponga en funcionamiento el motor durante unos
segundos para lubricar sus componentes internos.• Lubrique la máquina de conformidad con las instrucciones en el Capítulo 6.• Rocíe o aplique una ligera capa de lubricante anticorrosivo en superficies sin pintar o sin acabado.• Ponga la máquina en su caja de almacenamiento, con todos los componentes almacenados en sus
compartimientos respectivos.• Si es posible, mantenga la caja de almacenamiento en interiores y lejos de la humedad.• Si va a almacenar la máquina durante un periodo mayor a 30 días, ponga bolsas de desecante en la caja
para prevenir la corrosión.
Capítulo 5, Instrucciones de operación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 31
Capítulo 5
Instrucciones de operación
montaje del mandril en el tubo
Generalmente, instalará el mandril (el mandril de plato estándar o independiente) en el tubo antes de montar la máquina EP 424. Esto facilita la alineación del mandril y el montaje de la máquina.
Se recomienda el mandril estándar cuando se puede usar en el tubo. Se centra automáticamente, es más rápido y más fácil de montar que el mandril de plato independiente. El mandril estándar se puede montar en tubos con un rango de diámetro interno de 3,27" a 23,64" (83,1 a 600,5 mm).
Es posible que la pieza de trabajo no sea adecuada para el mandril estándar, como en las siguientes situaciones:
• el diámetro interno del tubo está irregular o corroído• el extremo del tubo está en un doblez• la superficie del extremo del tubo no está cuadrada• necesita centrar la operación en el diámetro externo del tubo.
En estos casos, necesitará usar el mandril de plato independiente. Puede usar el mandril de plato independiente para operaciones de herramienta de formado o de punta única. El mandril de plato independiente se puede montar en tubos con un rango de diámetro interno de 8,50" a 25,28" (215,9 a 642,1 mm).
Preparación final de máquina EP 424
32 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Montaje del mandril universal (estándar)
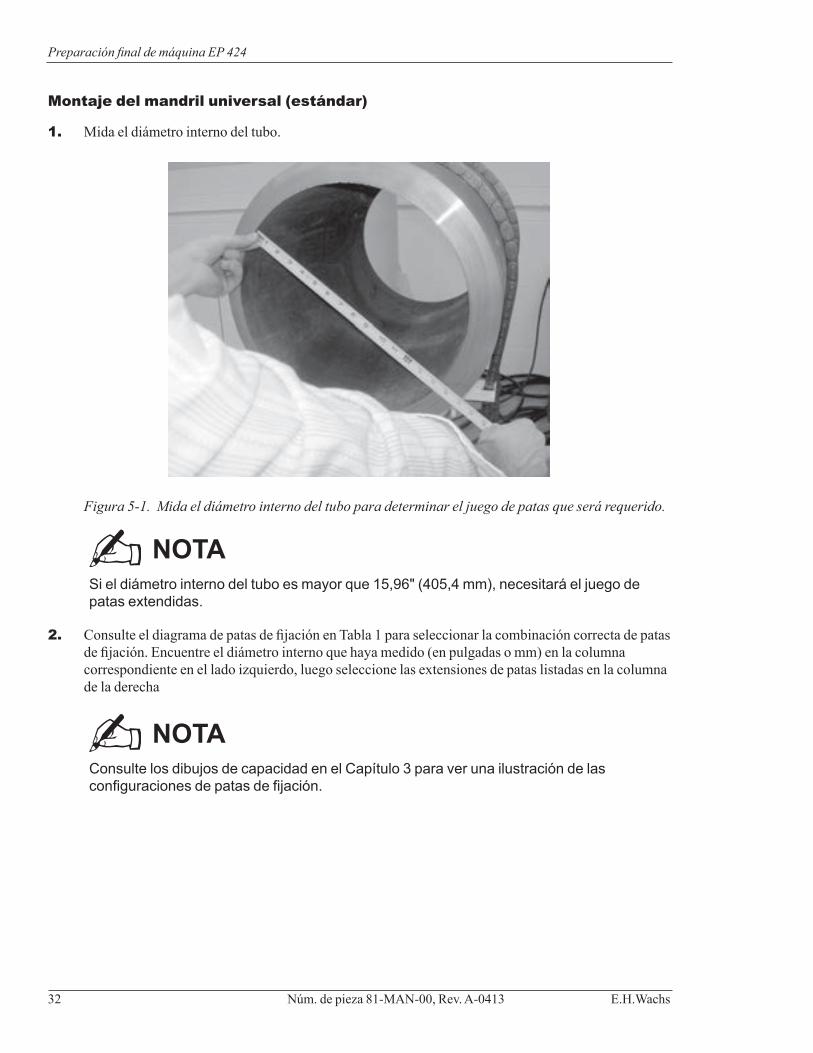
1. Mida el diámetro interno del tubo.
Figura 5-1. Mida el diámetro interno del tubo para determinar el juego de patas que será requerido.
NOTASi el diámetro interno del tubo es mayor que 15,96" (405,4 mm), necesitará el juego de patas extendidas.
2. Consulte el diagrama de patas de fijación en Tabla 1 para seleccionar la combinación correcta de patas de fijación. Encuentre el diámetro interno que haya medido (en pulgadas o mm) en la columna correspondiente en el lado izquierdo, luego seleccione las extensiones de patas listadas en la columna de la derecha
NOTAConsulte los dibujos de capacidad en el Capítulo 3 para ver una ilustración de las configuraciones de patas de fijación.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 33
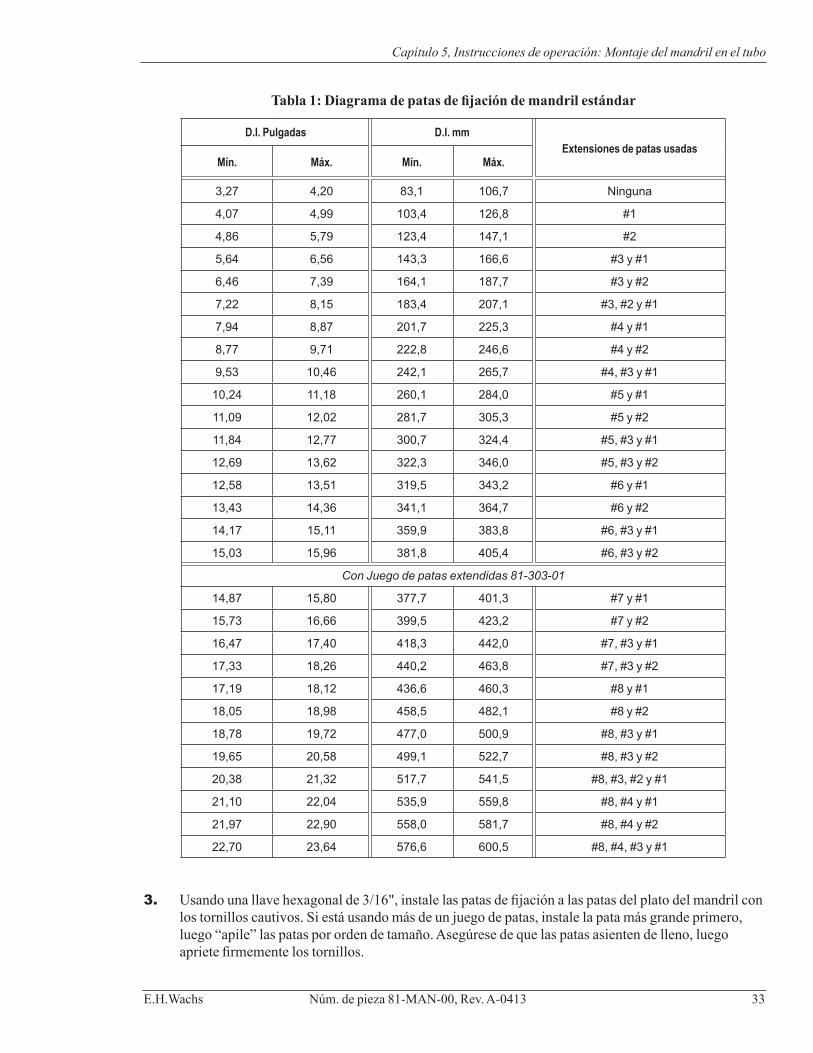
Tabla 1: Diagrama de patas de fijación de mandril estándar
D.I. Pulgadas D.I. mmExtensiones de patas usadas
Mín. Máx. Mín. Máx.
3,27 4,20 83,1 106,7 Ninguna
4,07 4,99 103,4 126,8 #1
4,86 5,79 123,4 147,1 #2
5,64 6,56 143,3 166,6 #3 y #1
6,46 7,39 164,1 187,7 #3 y #2
7,22 8,15 183,4 207,1 #3, #2 y #1
7,94 8,87 201,7 225,3 #4 y #1
8,77 9,71 222,8 246,6 #4 y #2
9,53 10,46 242,1 265,7 #4, #3 y #1
10,24 11,18 260,1 284,0 #5 y #1
11,09 12,02 281,7 305,3 #5 y #2
11,84 12,77 300,7 324,4 #5, #3 y #1
12,69 13,62 322,3 346,0 #5, #3 y #2
12,58 13,51 319,5 343,2 #6 y #1
13,43 14,36 341,1 364,7 #6 y #2
14,17 15,11 359,9 383,8 #6, #3 y #1
15,03 15,96 381,8 405,4 #6, #3 y #2
Con Juego de patas extendidas 81-303-01
14,87 15,80 377,7 401,3 #7 y #1
15,73 16,66 399,5 423,2 #7 y #2
16,47 17,40 418,3 442,0 #7, #3 y #1
17,33 18,26 440,2 463,8 #7, #3 y #2
17,19 18,12 436,6 460,3 #8 y #1
18,05 18,98 458,5 482,1 #8 y #2
18,78 19,72 477,0 500,9 #8, #3 y #1
19,65 20,58 499,1 522,7 #8, #3 y #2
20,38 21,32 517,7 541,5 #8, #3, #2 y #1
21,10 22,04 535,9 559,8 #8, #4 y #1
21,97 22,90 558,0 581,7 #8, #4 y #2
22,70 23,64 576,6 600,5 #8, #4, #3 y #1
3. Usando una llave hexagonal de 3/16", instale las patas de fijación a las patas del plato del mandril con los tornillos cautivos. Si está usando más de un juego de patas, instale la pata más grande primero, luego “apile” las patas por orden de tamaño. Asegúrese de que las patas asienten de lleno, luego apriete firmemente los tornillos.
Preparación final de máquina EP 424
34 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
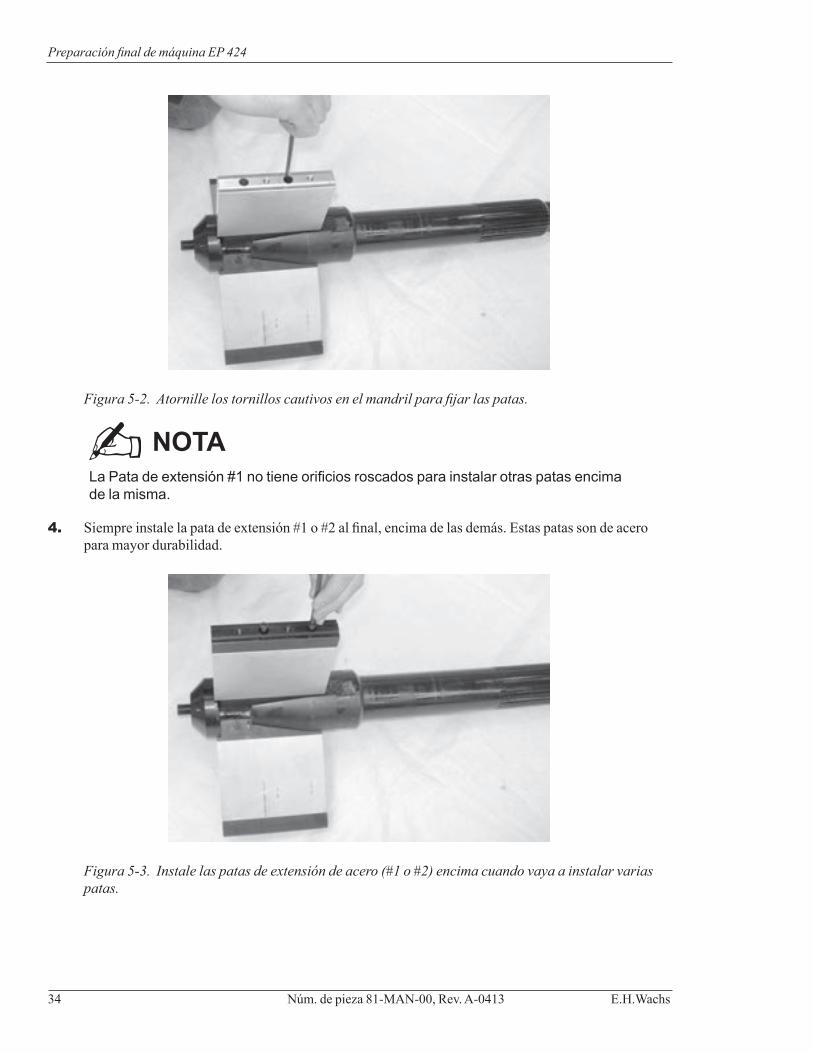
Figura 5-2. Atornille los tornillos cautivos en el mandril para fijar las patas.
NOTALa Pata de extensión #1 no tiene orificios roscados para instalar otras patas encima de la misma.
4. Siempre instale la pata de extensión #1 o #2 al final, encima de las demás. Estas patas son de acero para mayor durabilidad.
Figura 5-3. Instale las patas de extensión de acero (#1 o #2) encima cuando vaya a instalar varias patas.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 35
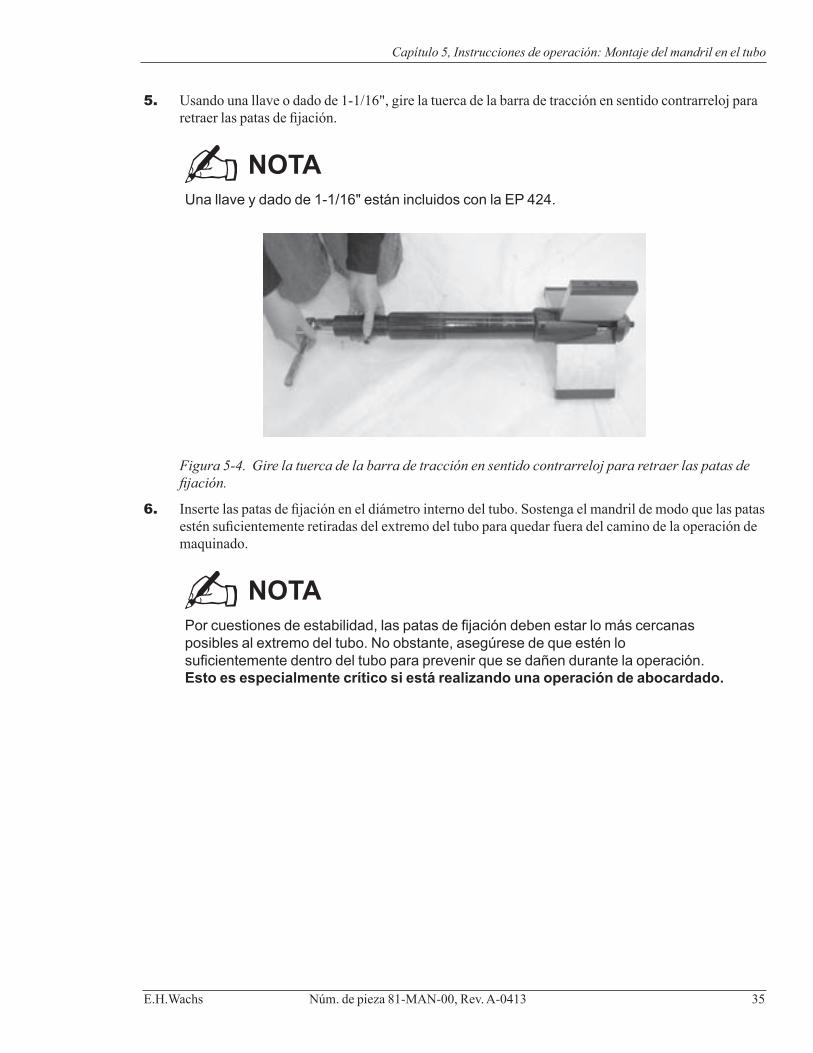
5. Usando una llave o dado de 1-1/16", gire la tuerca de la barra de tracción en sentido contrarreloj para retraer las patas de fijación.
NOTAUna llave y dado de 1-1/16" están incluidos con la EP 424.
Figura 5-4. Gire la tuerca de la barra de tracción en sentido contrarreloj para retraer las patas de fijación.
6. Inserte las patas de fijación en el diámetro interno del tubo. Sostenga el mandril de modo que las patas estén suficientemente retiradas del extremo del tubo para quedar fuera del camino de la operación de maquinado.
NOTAPor cuestiones de estabilidad, las patas de fijación deben estar lo más cercanas posibles al extremo del tubo. No obstante, asegúrese de que estén lo suficientemente dentro del tubo para prevenir que se dañen durante la operación. Esto es especialmente crítico si está realizando una operación de abocardado.
Preparación final de máquina EP 424
36 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
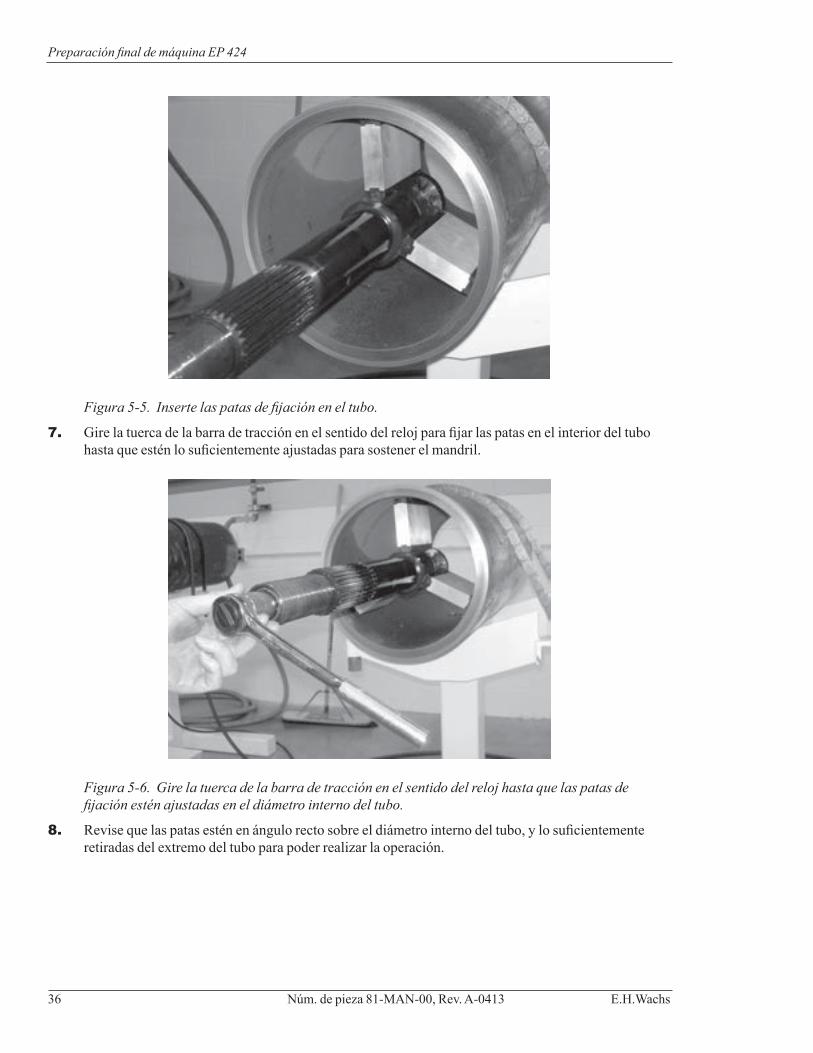
Figura 5-5. Inserte las patas de fijación en el tubo.
7. Gire la tuerca de la barra de tracción en el sentido del reloj para fijar las patas en el interior del tubo hasta que estén lo suficientemente ajustadas para sostener el mandril.
Figura 5-6. Gire la tuerca de la barra de tracción en el sentido del reloj hasta que las patas de fijación estén ajustadas en el diámetro interno del tubo.
8. Revise que las patas estén en ángulo recto sobre el diámetro interno del tubo, y lo suficientemente retiradas del extremo del tubo para poder realizar la operación.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 37
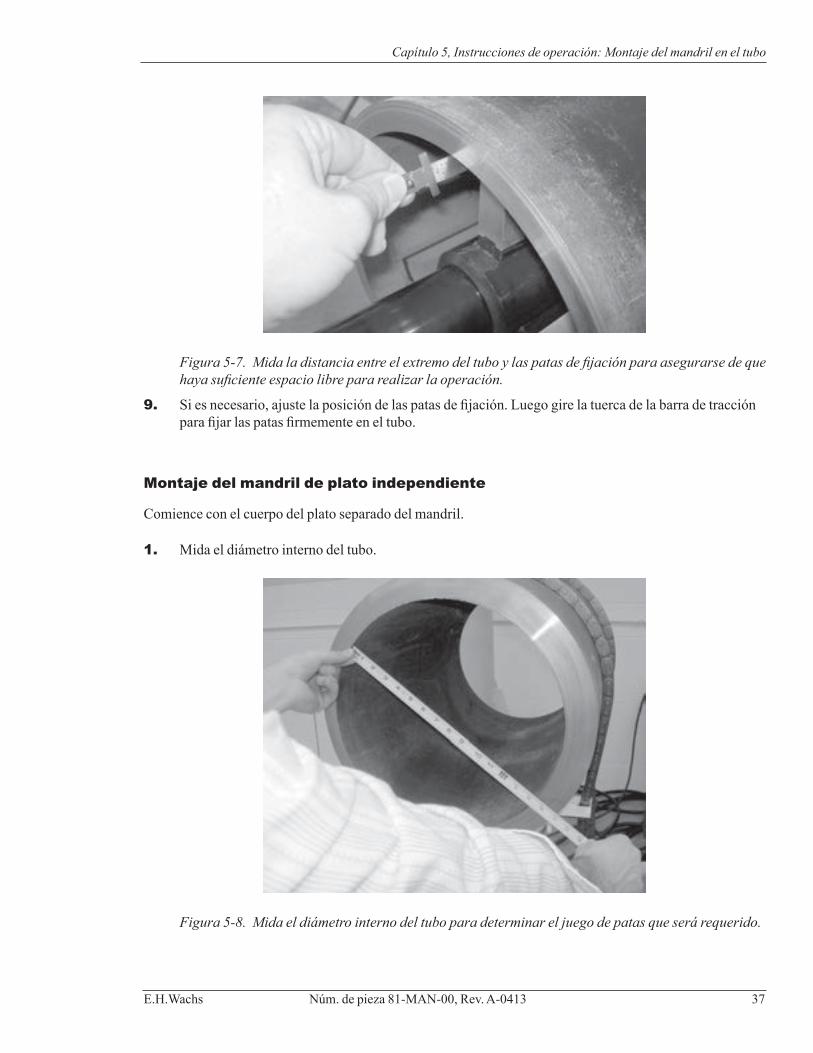
Figura 5-7. Mida la distancia entre el extremo del tubo y las patas de fijación para asegurarse de que haya suficiente espacio libre para realizar la operación.
9. Si es necesario, ajuste la posición de las patas de fijación. Luego gire la tuerca de la barra de tracción para fijar las patas firmemente en el tubo.
Montaje del mandril de plato independiente
Comience con el cuerpo del plato separado del mandril.
1. Mida el diámetro interno del tubo.
Figura 5-8. Mida el diámetro interno del tubo para determinar el juego de patas que será requerido.
Preparación final de máquina EP 424
38 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
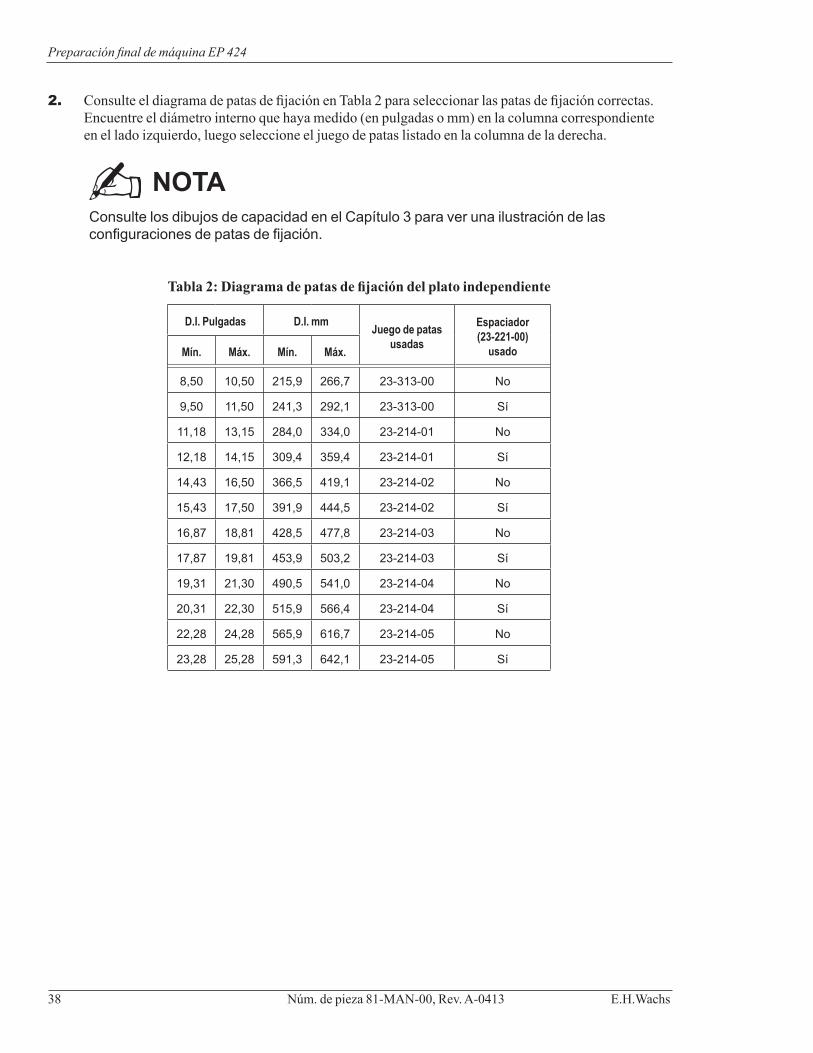
2. Consulte el diagrama de patas de fijación en Tabla 2 para seleccionar las patas de fijación correctas. Encuentre el diámetro interno que haya medido (en pulgadas o mm) en la columna correspondiente en el lado izquierdo, luego seleccione el juego de patas listado en la columna de la derecha.
NOTAConsulte los dibujos de capacidad en el Capítulo 3 para ver una ilustración de las configuraciones de patas de fijación.
Tabla 2: Diagrama de patas de fijación del plato independiente
D.I. Pulgadas D.I. mm Juego de patas usadas
Espaciador (23-221-00)
usadoMín. Máx. Mín. Máx.
8,50 10,50 215,9 266,7 23-313-00 No
9,50 11,50 241,3 292,1 23-313-00 Sí
11,18 13,15 284,0 334,0 23-214-01 No
12,18 14,15 309,4 359,4 23-214-01 Sí
14,43 16,50 366,5 419,1 23-214-02 No
15,43 17,50 391,9 444,5 23-214-02 Sí
16,87 18,81 428,5 477,8 23-214-03 No
17,87 19,81 453,9 503,2 23-214-03 Sí
19,31 21,30 490,5 541,0 23-214-04 No
20,31 22,30 515,9 566,4 23-214-04 Sí
22,28 24,28 565,9 616,7 23-214-05 No
23,28 25,28 591,3 642,1 23-214-05 Sí
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 39
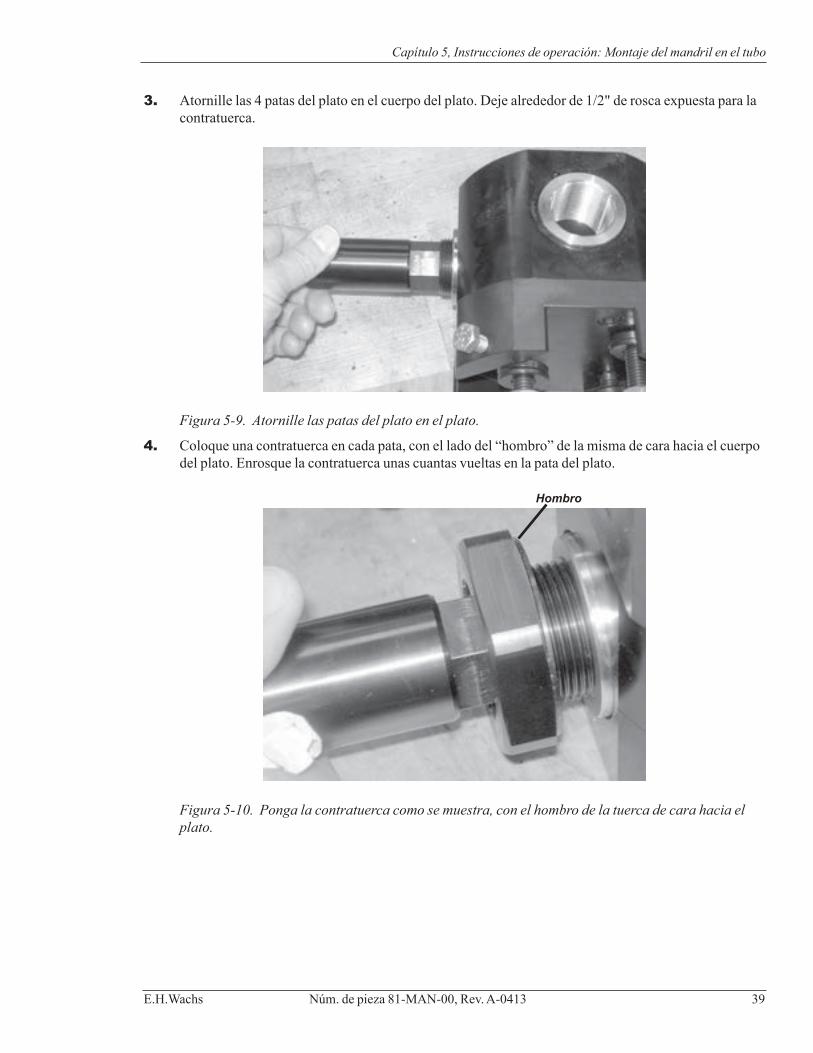
3. Atornille las 4 patas del plato en el cuerpo del plato. Deje alrededor de 1/2" de rosca expuesta para la contratuerca.
Figura 5-9. Atornille las patas del plato en el plato.
4. Coloque una contratuerca en cada pata, con el lado del “hombro” de la misma de cara hacia el cuerpo del plato. Enrosque la contratuerca unas cuantas vueltas en la pata del plato.
Hombro
Figura 5-10. Ponga la contratuerca como se muestra, con el hombro de la tuerca de cara hacia el plato.
Preparación final de máquina EP 424
40 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
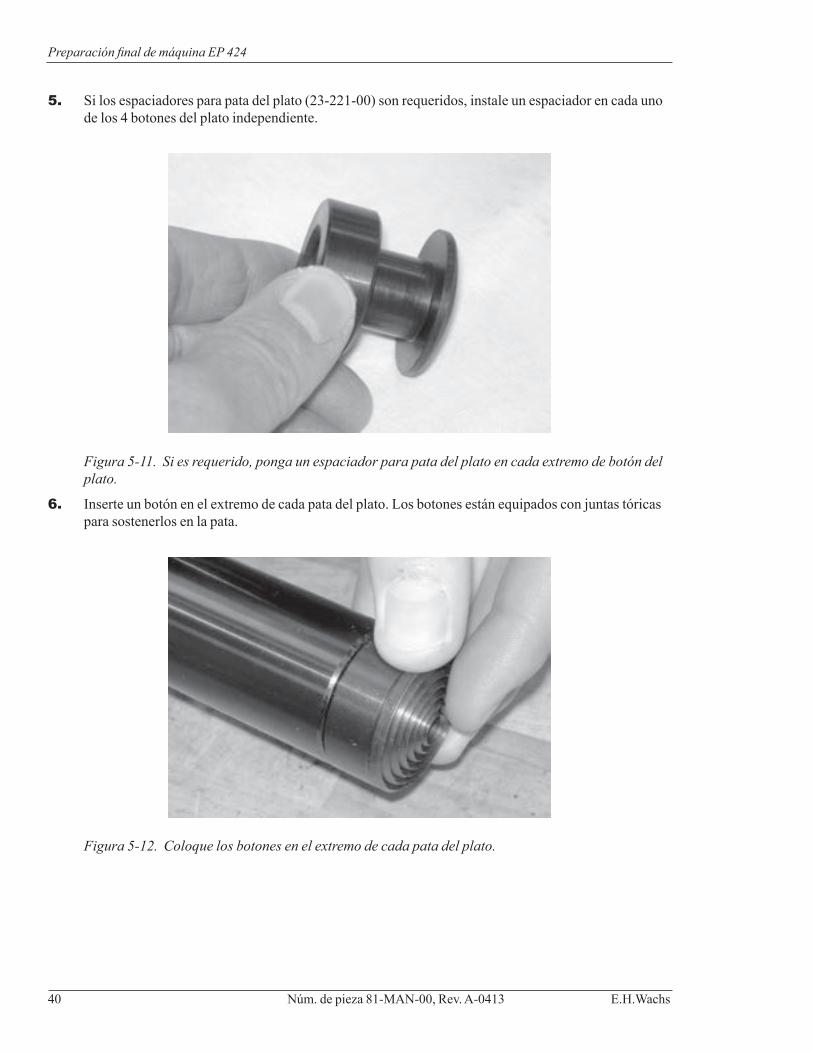
5. Si los espaciadores para pata del plato (23-221-00) son requeridos, instale un espaciador en cada uno de los 4 botones del plato independiente.
Figura 5-11. Si es requerido, ponga un espaciador para pata del plato en cada extremo de botón del plato.
6. Inserte un botón en el extremo de cada pata del plato. Los botones están equipados con juntas tóricas para sostenerlos en la pata.
Figura 5-12. Coloque los botones en el extremo de cada pata del plato.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 41
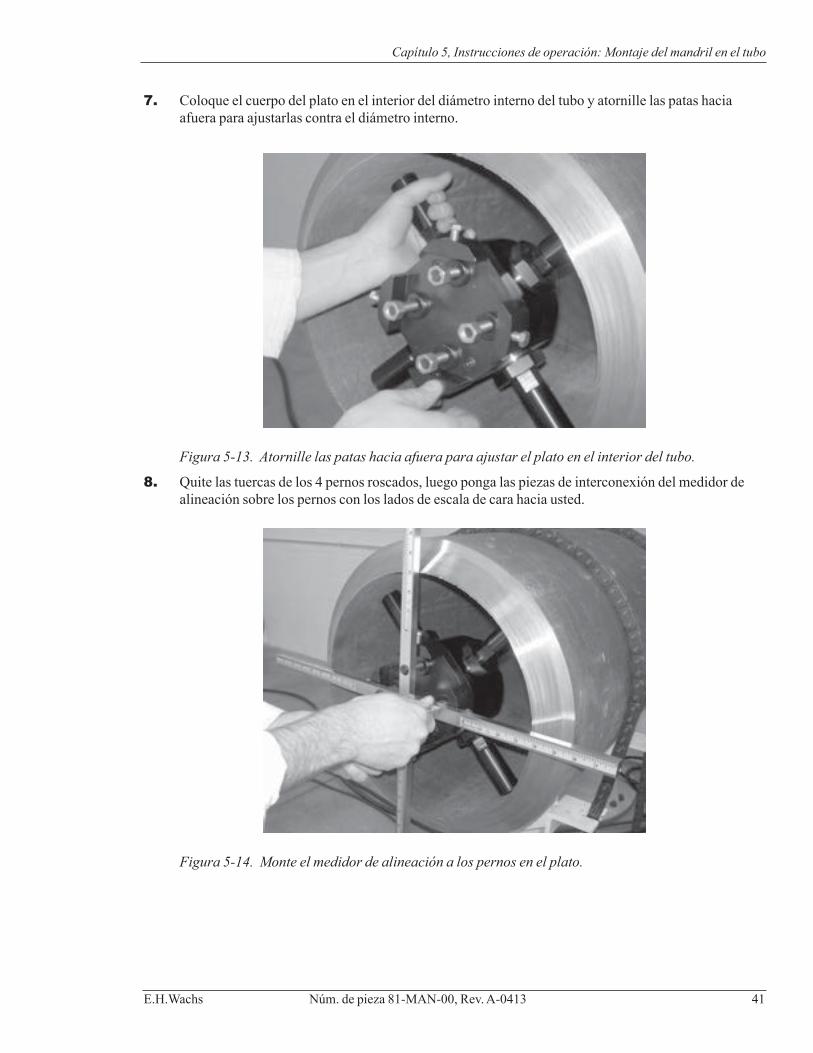
7. Coloque el cuerpo del plato en el interior del diámetro interno del tubo y atornille las patas hacia afuera para ajustarlas contra el diámetro interno.
Figura 5-13. Atornille las patas hacia afuera para ajustar el plato en el interior del tubo.
8. Quite las tuercas de los 4 pernos roscados, luego ponga las piezas de interconexión del medidor de alineación sobre los pernos con los lados de escala de cara hacia usted.
Figura 5-14. Monte el medidor de alineación a los pernos en el plato.
Preparación final de máquina EP 424
42 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
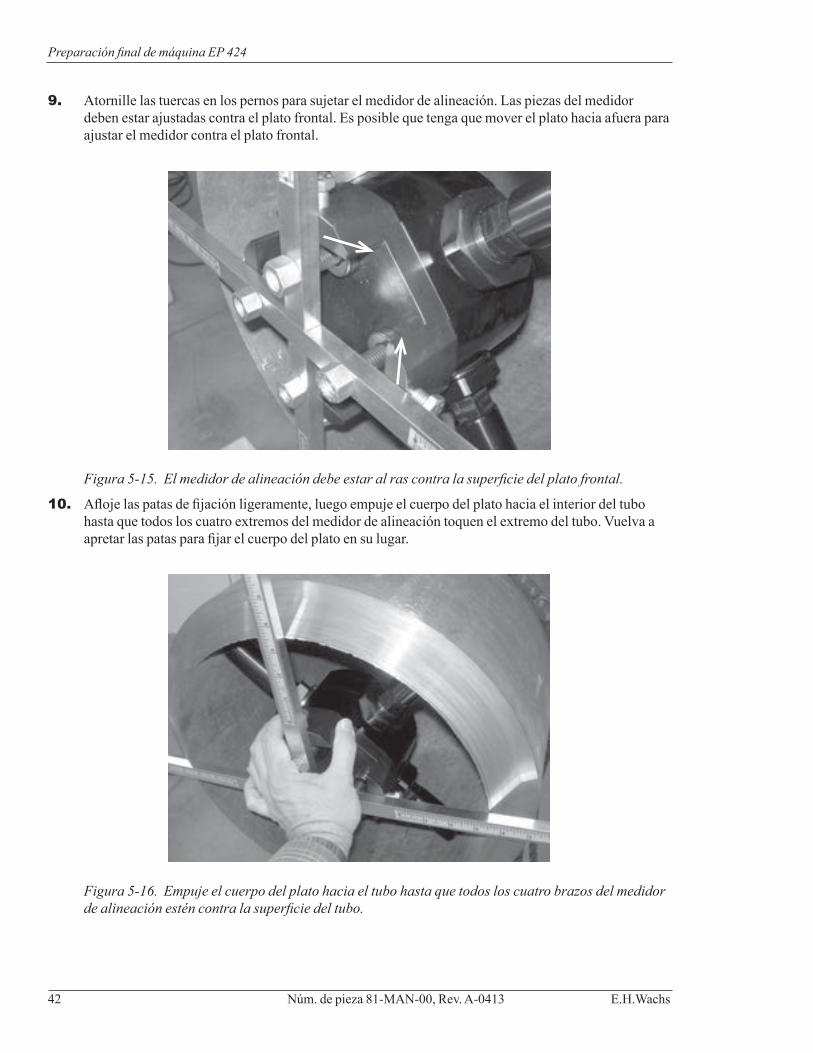
9. Atornille las tuercas en los pernos para sujetar el medidor de alineación. Las piezas del medidor deben estar ajustadas contra el plato frontal. Es posible que tenga que mover el plato hacia afuera para ajustar el medidor contra el plato frontal.
Figura 5-15. El medidor de alineación debe estar al ras contra la superficie del plato frontal.
10. Afloje las patas de fijación ligeramente, luego empuje el cuerpo del plato hacia el interior del tubo hasta que todos los cuatro extremos del medidor de alineación toquen el extremo del tubo. Vuelva a apretar las patas para fijar el cuerpo del plato en su lugar.
Figura 5-16. Empuje el cuerpo del plato hacia el tubo hasta que todos los cuatro brazos del medidor de alineación estén contra la superficie del tubo.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 43
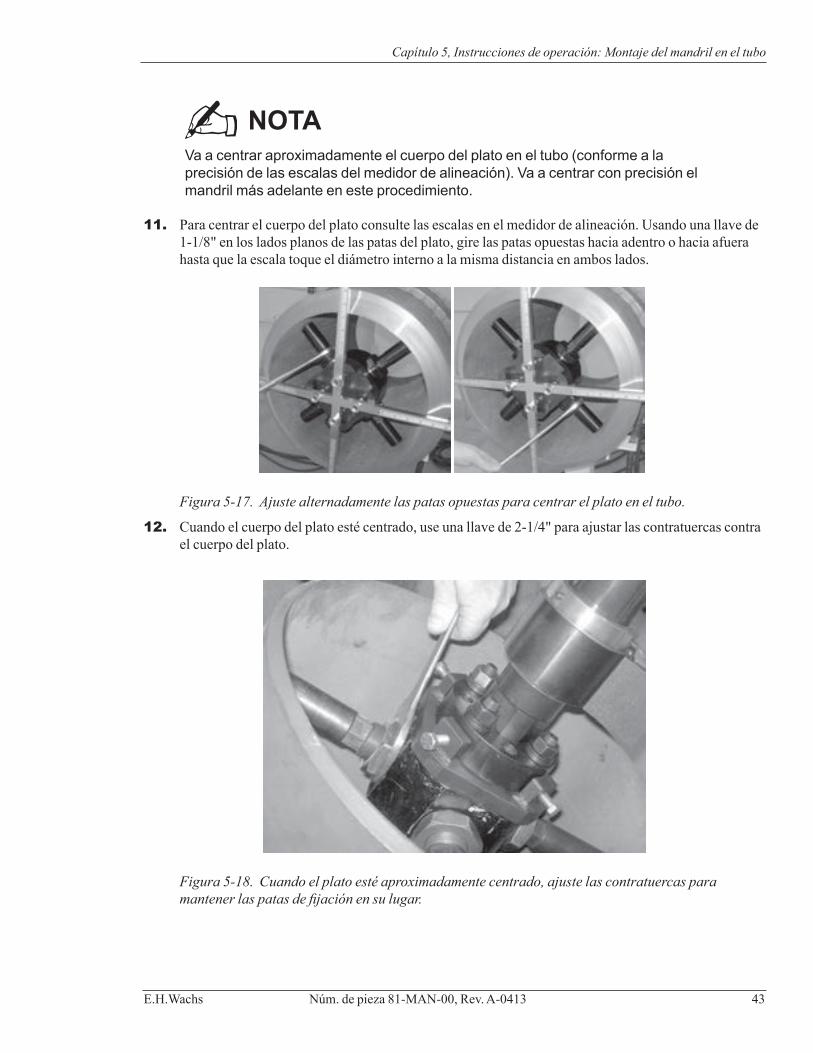
NOTAVa a centrar aproximadamente el cuerpo del plato en el tubo (conforme a la precisión de las escalas del medidor de alineación). Va a centrar con precisión el mandril más adelante en este procedimiento.
11. Para centrar el cuerpo del plato consulte las escalas en el medidor de alineación. Usando una llave de 1-1/8" en los lados planos de las patas del plato, gire las patas opuestas hacia adentro o hacia afuera hasta que la escala toque el diámetro interno a la misma distancia en ambos lados.
Figura 5-17. Ajuste alternadamente las patas opuestas para centrar el plato en el tubo.
12. Cuando el cuerpo del plato esté centrado, use una llave de 2-1/4" para ajustar las contratuercas contra el cuerpo del plato.
Figura 5-18. Cuando el plato esté aproximadamente centrado, ajuste las contratuercas para mantener las patas de fijación en su lugar.
Preparación final de máquina EP 424
44 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
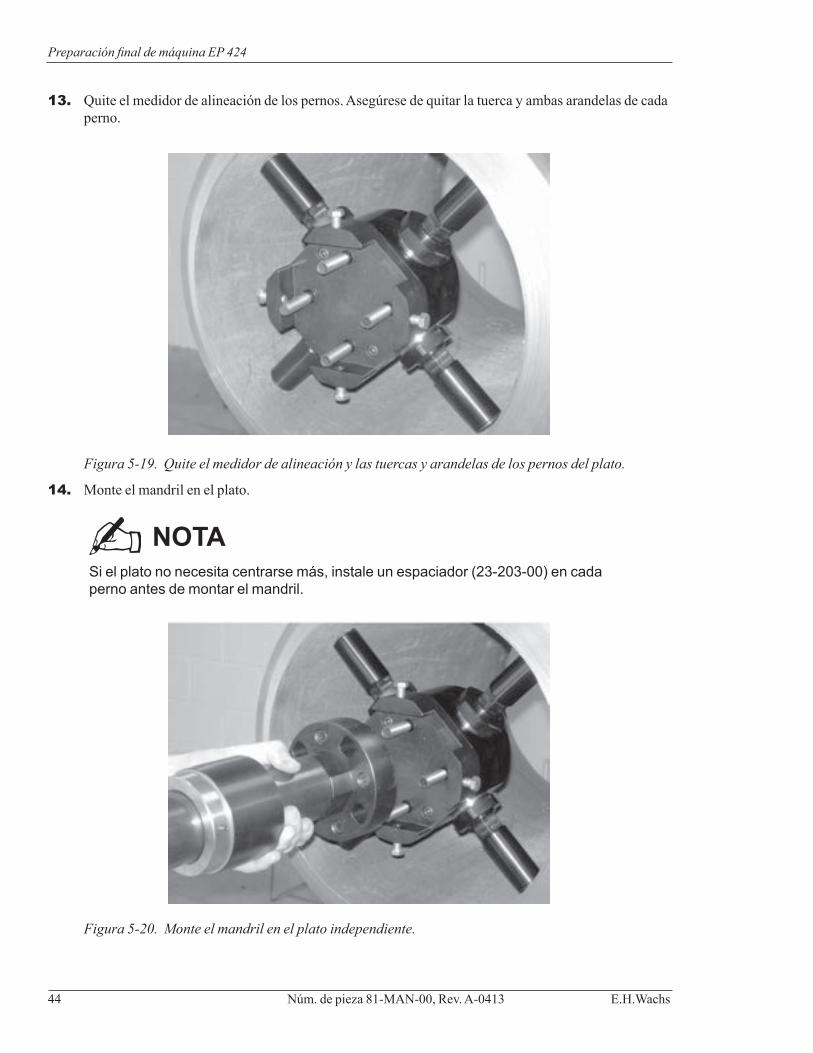
13. Quite el medidor de alineación de los pernos. Asegúrese de quitar la tuerca y ambas arandelas de cada perno.
Figura 5-19. Quite el medidor de alineación y las tuercas y arandelas de los pernos del plato.
14. Monte el mandril en el plato.
NOTASi el plato no necesita centrarse más, instale un espaciador (23-203-00) en cada perno antes de montar el mandril.
Figura 5-20. Monte el mandril en el plato independiente.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 45
15. Vuelva a colocar las 2 arandelas (primero la arandela hembra) y la tuerca en cada perno para fijar el mandril en su lugar. Ajuste las tuercas apretando con los dedos.
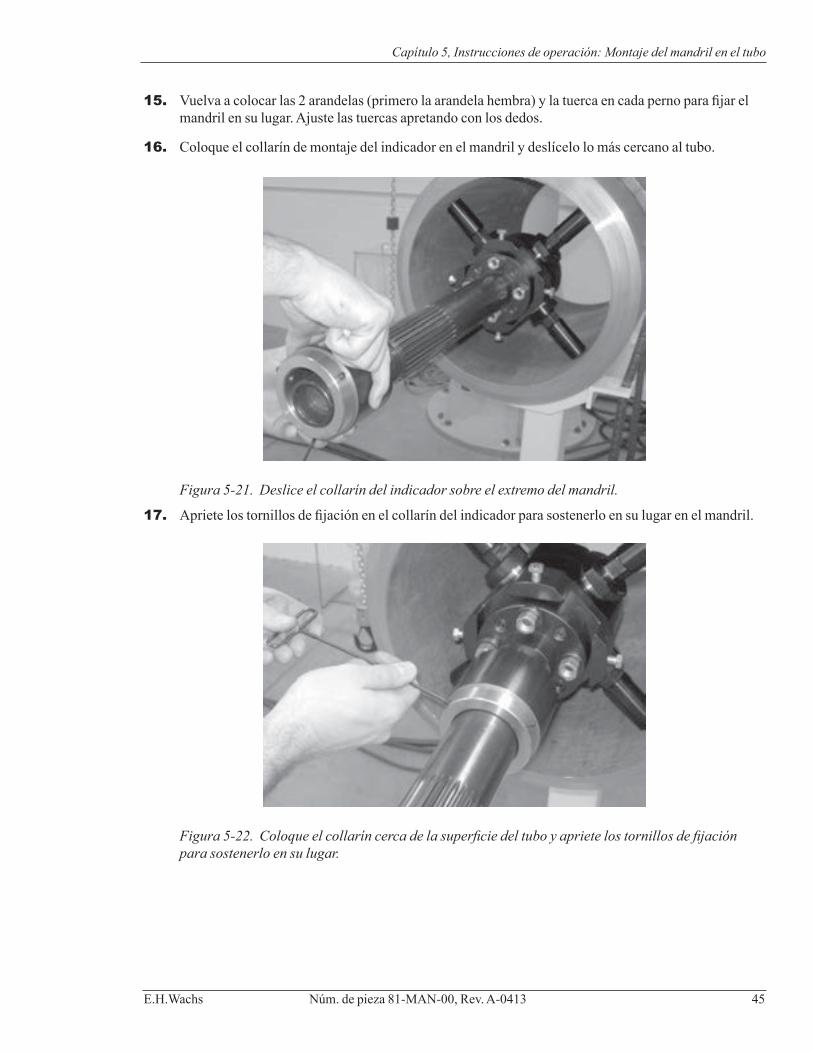
16. Coloque el collarín de montaje del indicador en el mandril y deslícelo lo más cercano al tubo.
Figura 5-21. Deslice el collarín del indicador sobre el extremo del mandril.
17. Apriete los tornillos de fijación en el collarín del indicador para sostenerlo en su lugar en el mandril.
Figura 5-22. Coloque el collarín cerca de la superficie del tubo y apriete los tornillos de fijación para sostenerlo en su lugar.
Preparación final de máquina EP 424
46 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
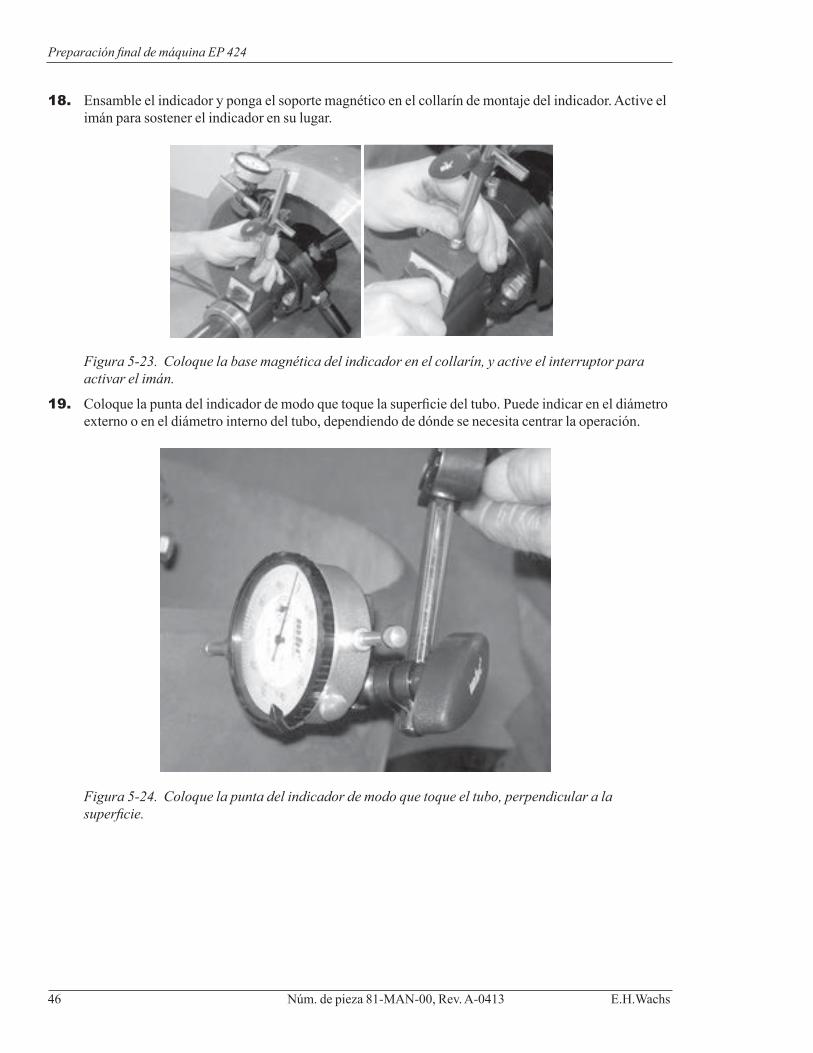
18. Ensamble el indicador y ponga el soporte magnético en el collarín de montaje del indicador. Active el imán para sostener el indicador en su lugar.
Figura 5-23. Coloque la base magnética del indicador en el collarín, y active el interruptor para activar el imán.
19. Coloque la punta del indicador de modo que toque la superficie del tubo. Puede indicar en el diámetro externo o en el diámetro interno del tubo, dependiendo de dónde se necesita centrar la operación.
Figura 5-24. Coloque la punta del indicador de modo que toque el tubo, perpendicular a la superficie.
Capítulo 5, Instrucciones de operación: Montaje del mandril en el tubo
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 47
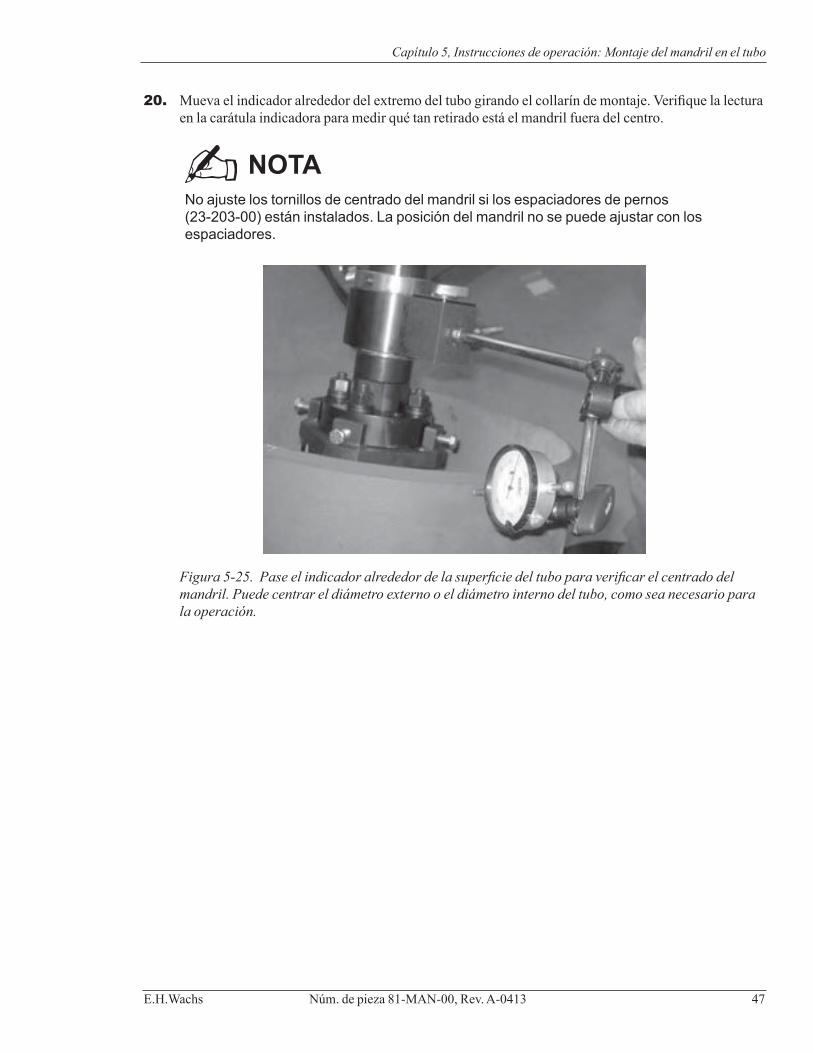
20. Mueva el indicador alrededor del extremo del tubo girando el collarín de montaje. Verifique la lectura en la carátula indicadora para medir qué tan retirado está el mandril fuera del centro.
NOTANo ajuste los tornillos de centrado del mandril si los espaciadores de pernos (23-203-00) están instalados. La posición del mandril no se puede ajustar con los espaciadores.
Figura 5-25. Pase el indicador alrededor de la superficie del tubo para verificar el centrado del mandril. Puede centrar el diámetro externo o el diámetro interno del tubo, como sea necesario para la operación.
Preparación final de máquina EP 424
48 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
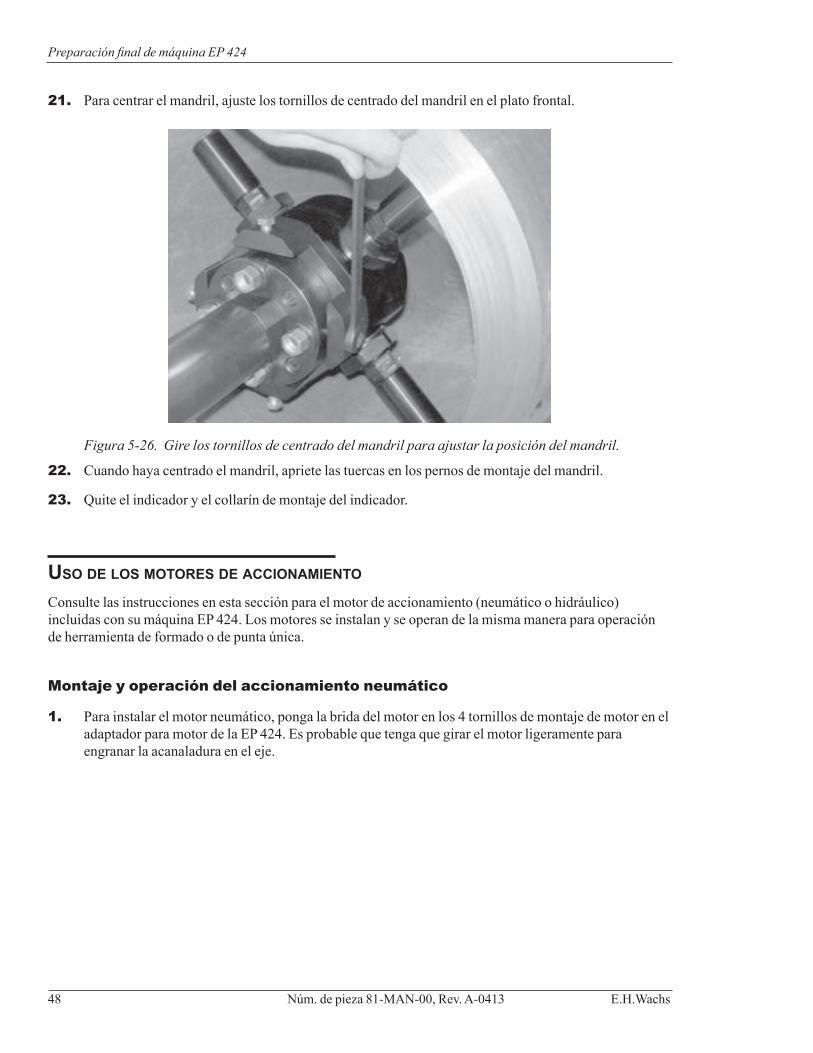
21. Para centrar el mandril, ajuste los tornillos de centrado del mandril en el plato frontal.
Figura 5-26. Gire los tornillos de centrado del mandril para ajustar la posición del mandril.
22. Cuando haya centrado el mandril, apriete las tuercas en los pernos de montaje del mandril.
23. Quite el indicador y el collarín de montaje del indicador.
uso de los motores de aCCionamiento
Consulte las instrucciones en esta sección para el motor de accionamiento (neumático o hidráulico) incluidas con su máquina EP 424. Los motores se instalan y se operan de la misma manera para operación de herramienta de formado o de punta única.
Montaje y operación del accionamiento neumático
1. Para instalar el motor neumático, ponga la brida del motor en los 4 tornillos de montaje de motor en el adaptador para motor de la EP 424. Es probable que tenga que girar el motor ligeramente para engranar la acanaladura en el eje.
Capítulo 5, Instrucciones de operación: Uso de los motores de accionamiento
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 49
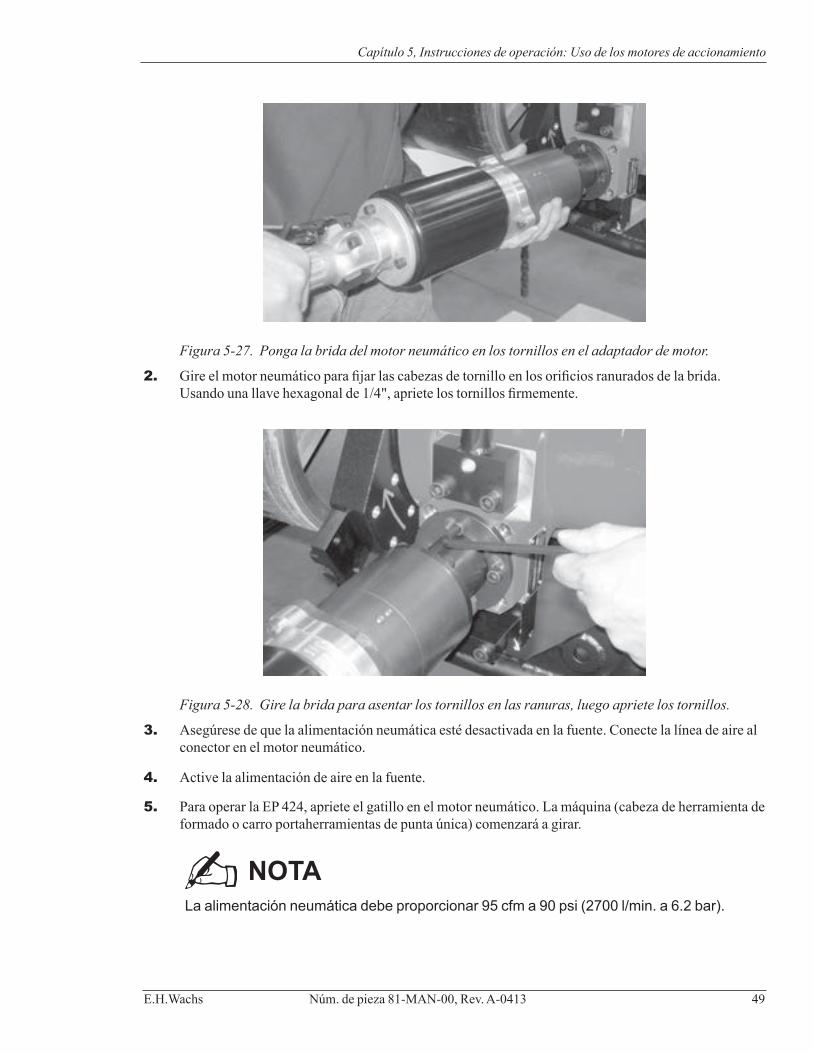
Figura 5-27. Ponga la brida del motor neumático en los tornillos en el adaptador de motor.
2. Gire el motor neumático para fijar las cabezas de tornillo en los orificios ranurados de la brida. Usando una llave hexagonal de 1/4", apriete los tornillos firmemente.
Figura 5-28. Gire la brida para asentar los tornillos en las ranuras, luego apriete los tornillos.
3. Asegúrese de que la alimentación neumática esté desactivada en la fuente. Conecte la línea de aire al conector en el motor neumático.
4. Active la alimentación de aire en la fuente.
5. Para operar la EP 424, apriete el gatillo en el motor neumático. La máquina (cabeza de herramienta de formado o carro portaherramientas de punta única) comenzará a girar.
NOTALa alimentación neumática debe proporcionar 95 cfm a 90 psi (2700 l/min. a 6.2 bar).
Preparación final de máquina EP 424
50 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
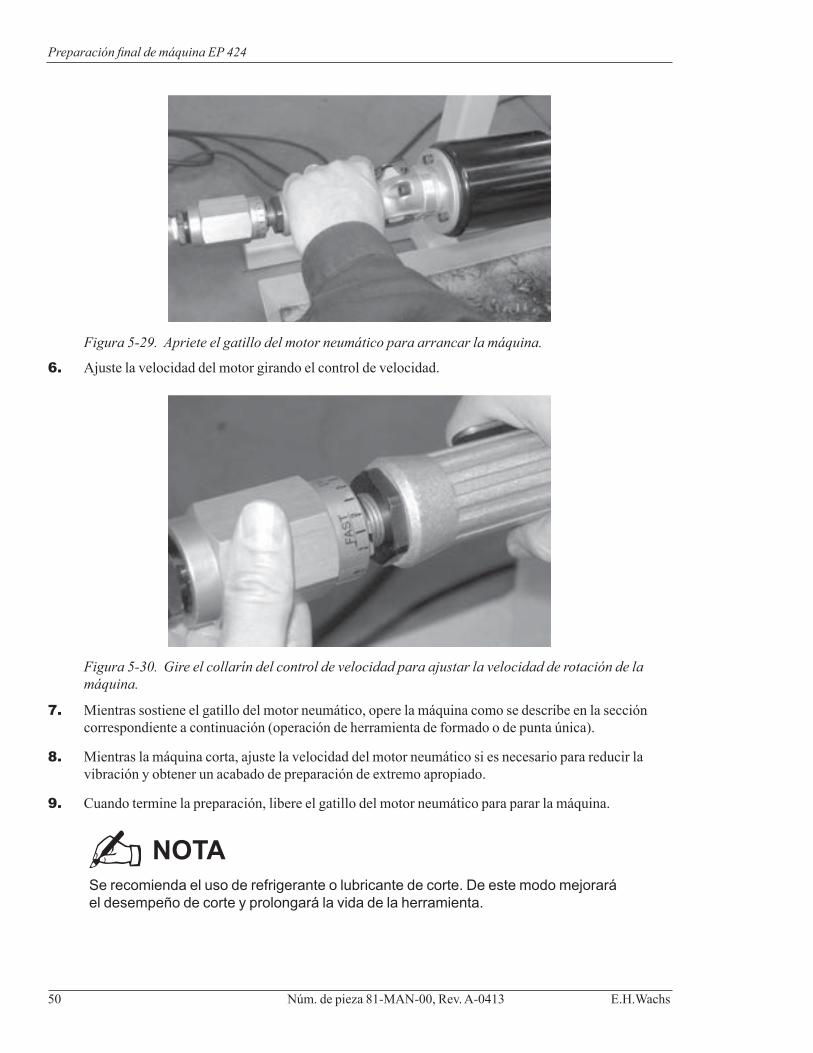
Figura 5-29. Apriete el gatillo del motor neumático para arrancar la máquina.
6. Ajuste la velocidad del motor girando el control de velocidad.
Figura 5-30. Gire el collarín del control de velocidad para ajustar la velocidad de rotación de la máquina.
7. Mientras sostiene el gatillo del motor neumático, opere la máquina como se describe en la sección correspondiente a continuación (operación de herramienta de formado o de punta única).
8. Mientras la máquina corta, ajuste la velocidad del motor neumático si es necesario para reducir la vibración y obtener un acabado de preparación de extremo apropiado.
9. Cuando termine la preparación, libere el gatillo del motor neumático para parar la máquina.
NOTASe recomienda el uso de refrigerante o lubricante de corte. De este modo mejorará el desempeño de corte y prolongará la vida de la herramienta.
Capítulo 5, Instrucciones de operación: Uso de los motores de accionamiento
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 51
Montaje y operación del accionamiento hidráulico
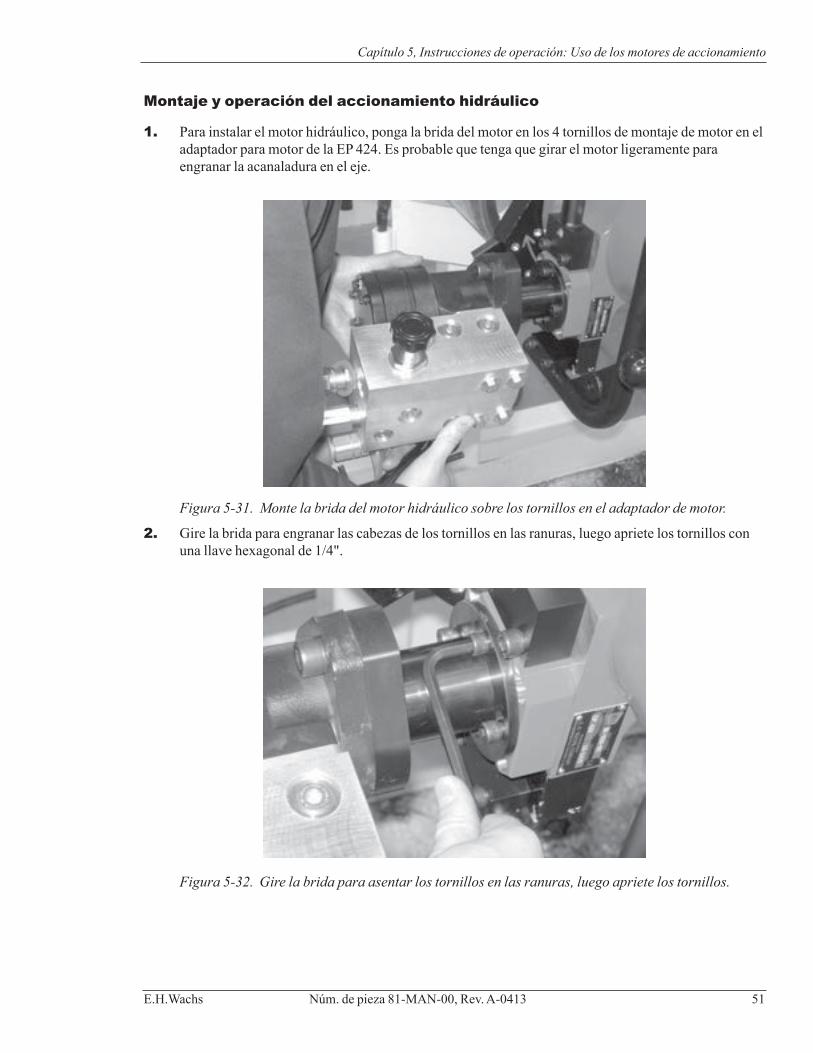
1. Para instalar el motor hidráulico, ponga la brida del motor en los 4 tornillos de montaje de motor en el adaptador para motor de la EP 424. Es probable que tenga que girar el motor ligeramente para engranar la acanaladura en el eje.
Figura 5-31. Monte la brida del motor hidráulico sobre los tornillos en el adaptador de motor.
2. Gire la brida para engranar las cabezas de los tornillos en las ranuras, luego apriete los tornillos con una llave hexagonal de 1/4".
Figura 5-32. Gire la brida para asentar los tornillos en las ranuras, luego apriete los tornillos.
Preparación final de máquina EP 424
52 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
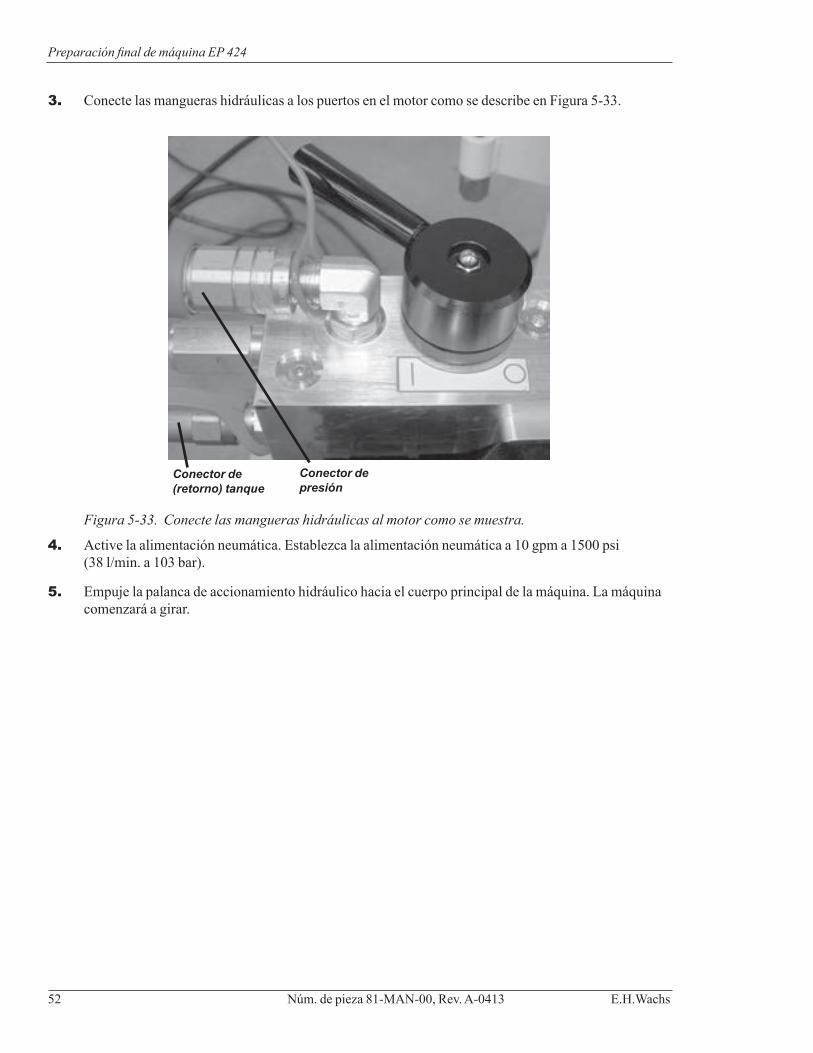
3. Conecte las mangueras hidráulicas a los puertos en el motor como se describe en Figura 5-33.
Conector de (retorno) tanque
Conector de presión
Figura 5-33. Conecte las mangueras hidráulicas al motor como se muestra.
4. Active la alimentación neumática. Establezca la alimentación neumática a 10 gpm a 1500 psi (38 l/min. a 103 bar).
5. Empuje la palanca de accionamiento hidráulico hacia el cuerpo principal de la máquina. La máquina comenzará a girar.
Capítulo 5, Instrucciones de operación: Uso de los motores de accionamiento
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 53
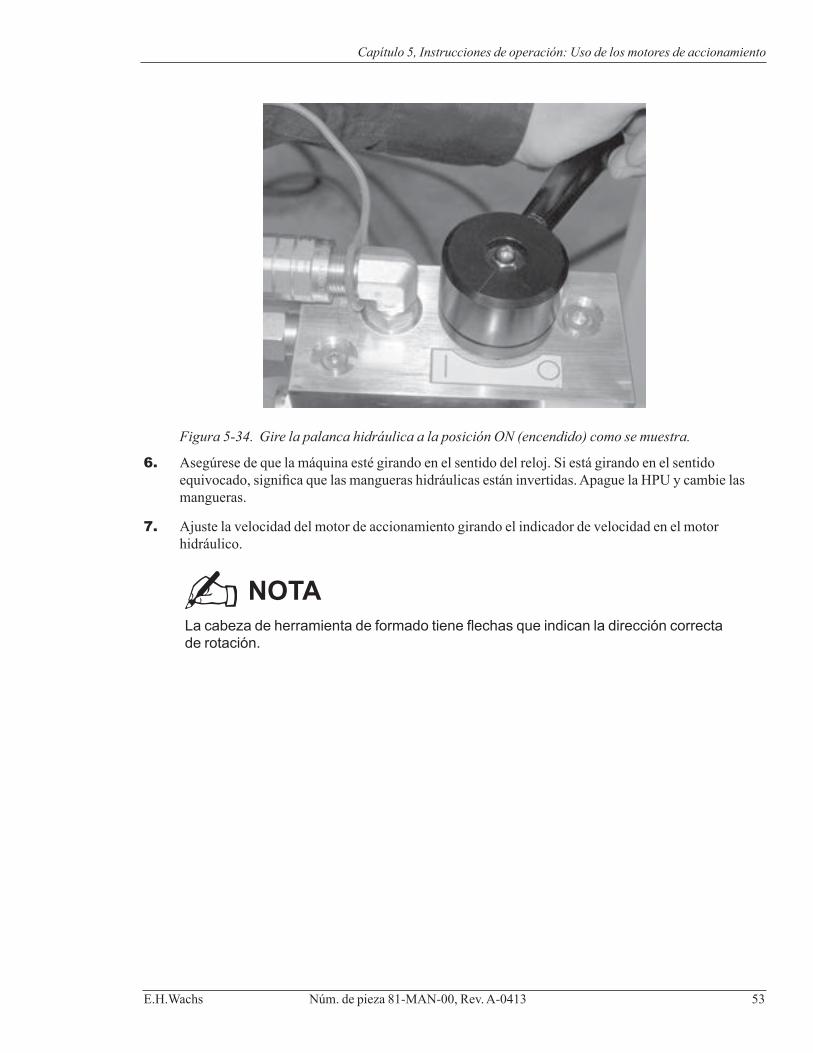
Figura 5-34. Gire la palanca hidráulica a la posición ON (encendido) como se muestra.
6. Asegúrese de que la máquina esté girando en el sentido del reloj. Si está girando en el sentido equivocado, significa que las mangueras hidráulicas están invertidas. Apague la HPU y cambie las mangueras.
7. Ajuste la velocidad del motor de accionamiento girando el indicador de velocidad en el motor hidráulico.
NOTALa cabeza de herramienta de formado tiene flechas que indican la dirección correcta de rotación.
Preparación final de máquina EP 424
54 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
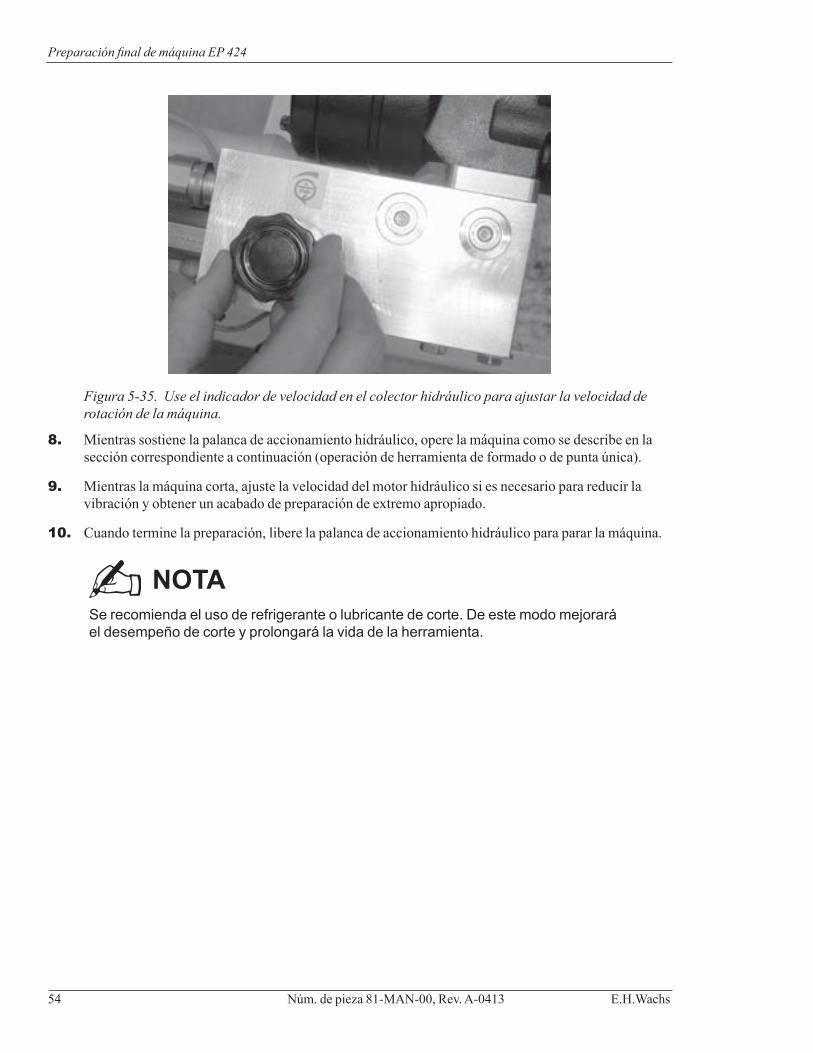
Figura 5-35. Use el indicador de velocidad en el colector hidráulico para ajustar la velocidad de rotación de la máquina.
8. Mientras sostiene la palanca de accionamiento hidráulico, opere la máquina como se describe en la sección correspondiente a continuación (operación de herramienta de formado o de punta única).
9. Mientras la máquina corta, ajuste la velocidad del motor hidráulico si es necesario para reducir la vibración y obtener un acabado de preparación de extremo apropiado.
10. Cuando termine la preparación, libere la palanca de accionamiento hidráulico para parar la máquina.
NOTASe recomienda el uso de refrigerante o lubricante de corte. De este modo mejorará el desempeño de corte y prolongará la vida de la herramienta.
Capítulo 5, Instrucciones de operación: Operación de herramienta de formado
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 55
oPeraCión de herramienta de formado
La EP 424 tiene tres portaherramientas, los cuales cada uno puede sujetar una herramienta distinta. Esto permite realizar cualquier combinación de refrentado, biselado y abocardado simultáneamente.
Asegúrese de que la EP 424 esté ajustada conforme a lo siguiente, para la operación de herramienta de formado:
• Use el mandril estándar, si es posible para la pieza de trabajo.• Quite el carro portaherramientas de punta única y la cabeza de herramienta giratoria instalada (Consulte
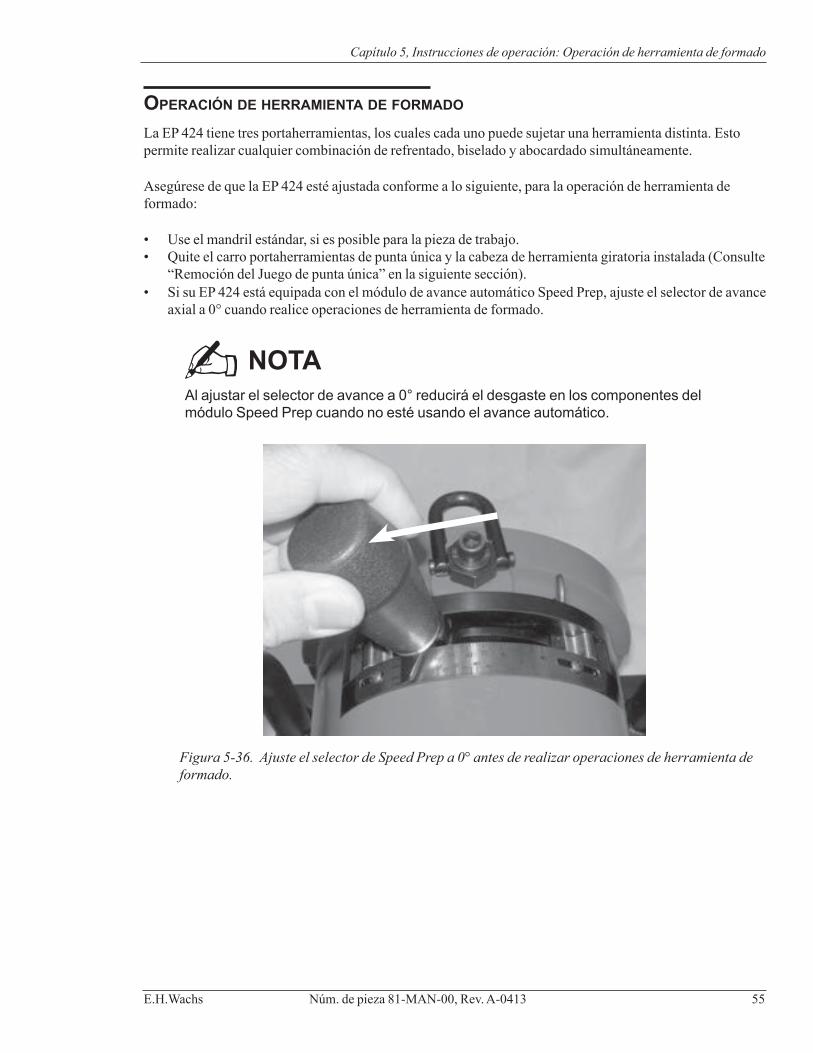
“Remoción del Juego de punta única” en la siguiente sección).• Si su EP 424 está equipada con el módulo de avance automático Speed Prep, ajuste el selector de avance
axial a 0° cuando realice operaciones de herramienta de formado.
NOTAAl ajustar el selector de avance a 0° reducirá el desgaste en los componentes del módulo Speed Prep cuando no esté usando el avance automático.
Figura 5-36. Ajuste el selector de Speed Prep a 0° antes de realizar operaciones de herramienta de formado.
Preparación final de máquina EP 424
56 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Planificación de operaciones
Capacidad de operación
Asegúrese de que tenga un espacio libre adecuado alrededor de la pieza de tra bajo. Consulte los dibujos de capacidad operativa en el Capítulo 3 para referencia.
Selección de herramientas
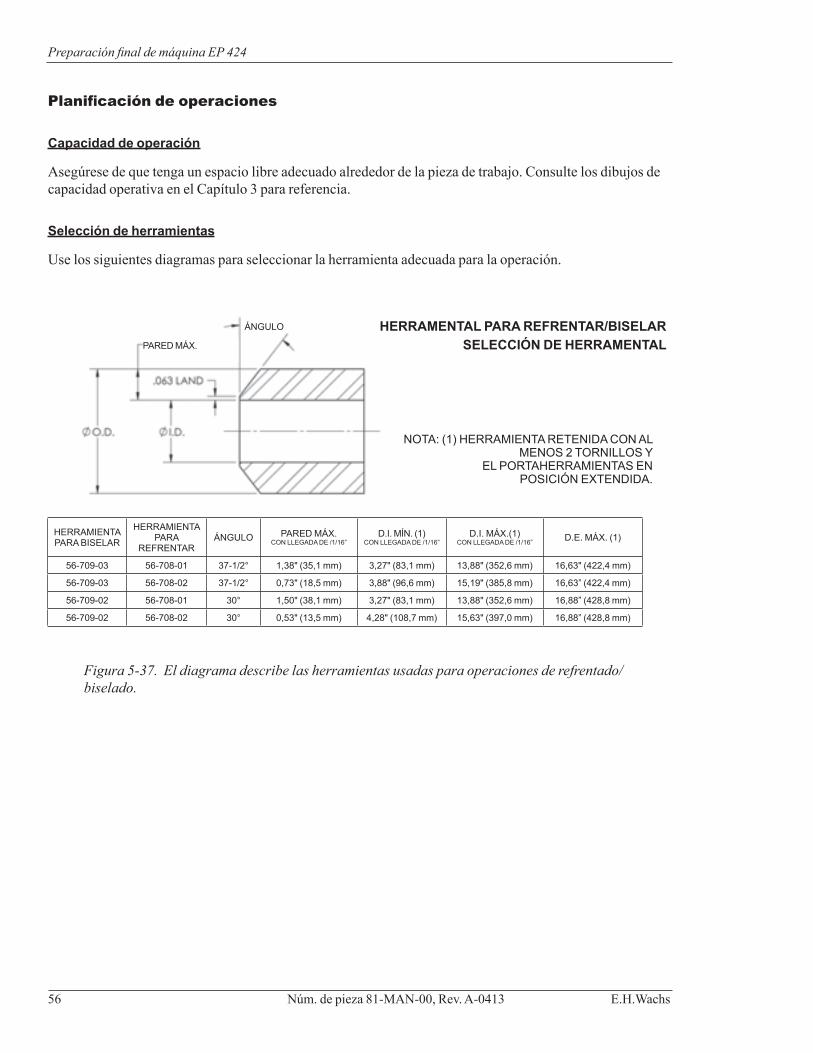
Use los siguientes diagramas para seleccionar la herramienta adecuada para la operación.
Figura 5-37. El diagrama describe las herramientas usadas para operaciones de refrentado/biselado.
HERRAMENTAL PARA REFRENTAR/BISELAR SELECCIÓN DE HERRAMENTAL
NOTA: (1) HERRAMIENTA RETENIDA CON AL MENOS 2 TORNILLOS Y
EL PORTAHERRAMIENTAS EN POSICIÓN EXTENDIDA.
ÁNGULO
PARED MÁX.
HERRAMIENTA PARA BISELAR
HERRAMIENTA PARA
REFRENTARÁNGULO PARED MÁX.
CON LLEGADA DE /1/16” D.I. MÍN. (1)
CON LLEGADA DE /1/16” D.I. MÁX.(1)
CON LLEGADA DE /1/16” D.E. MÁX. (1)
56-709-03 56-708-01 37-1/2° 1,38" (35,1 mm) 3,27" (83,1 mm) 13,88" (352,6 mm) 16,63" (422,4 mm)
56-709-03 56-708-02 37-1/2° 0,73" (18,5 mm) 3,88" (96,6 mm) 15,19" (385,8 mm) 16,63” (422,4 mm)
56-709-02 56-708-01 30° 1,50" (38,1 mm) 3,27" (83,1 mm) 13,88" (352,6 mm) 16,88” (428,8 mm)
56-709-02 56-708-02 30° 0,53" (13,5 mm) 4,28" (108,7 mm) 15,63" (397,0 mm) 16,88” (428,8 mm)
Capítulo 5, Instrucciones de operación: Operación de herramienta de formado
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 57
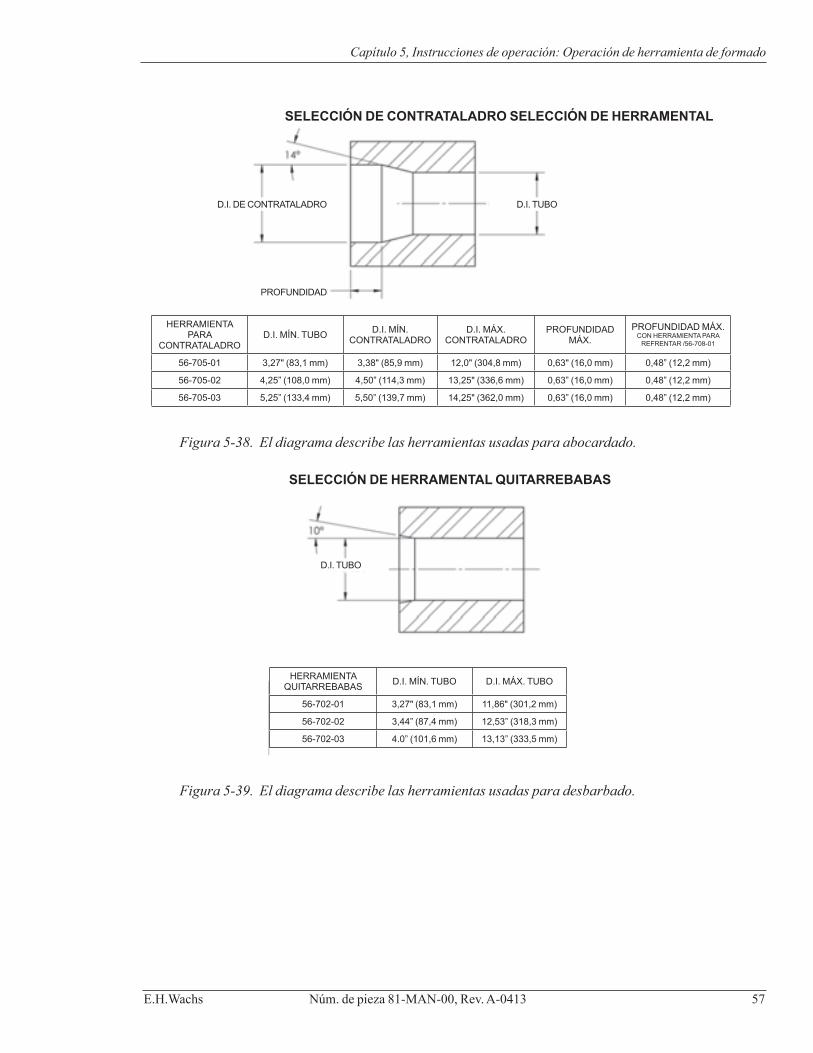
Figura 5-38. El diagrama describe las herramientas usadas para abocardado.
Figura 5-39. El diagrama describe las herramientas usadas para desbarbado.
SELECCIÓN DE CONTRATALADRO SELECCIÓN DE HERRAMENTAL
SELECCIÓN DE HERRAMENTAL QUITARREBABAS
D.I. DE CONTRATALADRO
HERRAMIENTA PARA
CONTRATALADROD.I. MÍN. TUBO D.I. MÍN.
CONTRATALADROD.I. MÁX.
CONTRATALADROPROFUNDIDAD
MÁX.PROFUNDIDAD MÁX.
CON HERRAMIENTA PARA REFRENTAR /56-708-01
56-705-01 3,27" (83,1 mm) 3,38" (85,9 mm) 12,0" (304,8 mm) 0,63" (16,0 mm) 0,48” (12,2 mm)
56-705-02 4,25” (108,0 mm) 4,50” (114,3 mm) 13,25" (336,6 mm) 0,63” (16,0 mm) 0,48” (12,2 mm)
56-705-03 5,25” (133,4 mm) 5,50” (139,7 mm) 14,25" (362,0 mm) 0,63” (16,0 mm) 0,48” (12,2 mm)
HERRAMIENTA QUITARREBABAS D.I. MÍN. TUBO D.I. MÁX. TUBO
56-702-01 3,27" (83,1 mm) 11,86" (301,2 mm)
56-702-02 3,44” (87,4 mm) 12,53” (318,3 mm)
56-702-03 4.0” (101,6 mm) 13,13” (333,5 mm)
D.I. TUBO
PROFUNDIDAD
D.I. TUBO
Preparación final de máquina EP 424
58 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
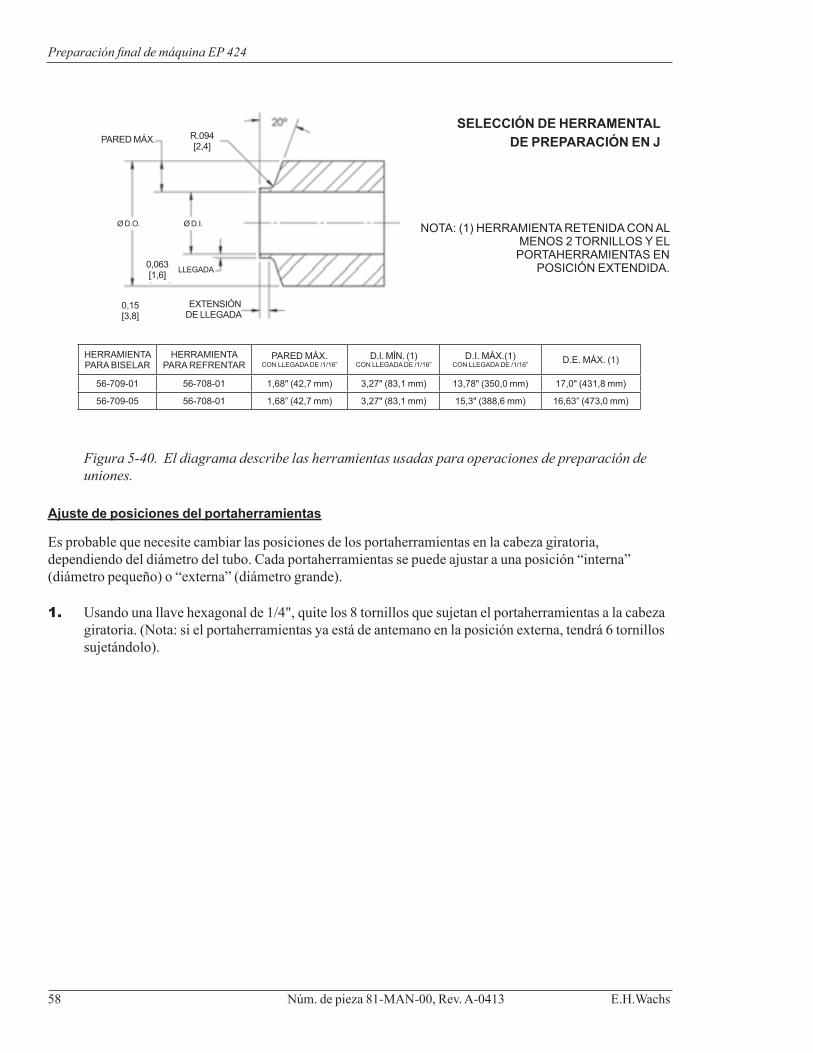
Figura 5-40. El diagrama describe las herramientas usadas para operaciones de preparación de uniones.
Ajuste de posiciones del portaherramientas
Es probable que necesite cambiar las posiciones de los portaherramientas en la cabeza giratoria, dependiendo del diámetro del tubo. Cada portaherramientas se puede ajustar a una posición “interna” (diámetro pequeño) o “externa” (diámetro grande).
1. Usando una llave hexagonal de 1/4", quite los 8 tornillos que sujetan el portaherramientas a la cabeza giratoria. (Nota: si el portaherramientas ya está de antemano en la posición externa, tendrá 6 tornillos sujetándolo).
SELECCIÓN DE HERRAMENTAL DE PREPARACIÓN EN J
NOTA: (1) HERRAMIENTA RETENIDA CON AL MENOS 2 TORNILLOS Y EL PORTAHERRAMIENTAS EN
POSICIÓN EXTENDIDA.
PARED MÁX.
LLEGADA
EXTENSIÓN DE LLEGADA
HERRAMIENTA PARA BISELAR
HERRAMIENTA PARA REFRENTAR
PARED MÁX. CON LLEGADA DE /1/16”
D.I. MÍN. (1) CON LLEGADA DE /1/16”
D.I. MÁX.(1) CON LLEGADA DE /1/16” D.E. MÁX. (1)
56-709-01 56-708-01 1,68" (42,7 mm) 3,27" (83,1 mm) 13,78" (350,0 mm) 17,0" (431,8 mm)
56-709-05 56-708-01 1,68” (42,7 mm) 3,27" (83,1 mm) 15,3" (388,6 mm) 16,63” (473,0 mm)
D.I. D.O.
0,15[3,8]
0,063 [1,6]
R.094[2,4]
Capítulo 5, Instrucciones de operación: Operación de herramienta de formado
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 59
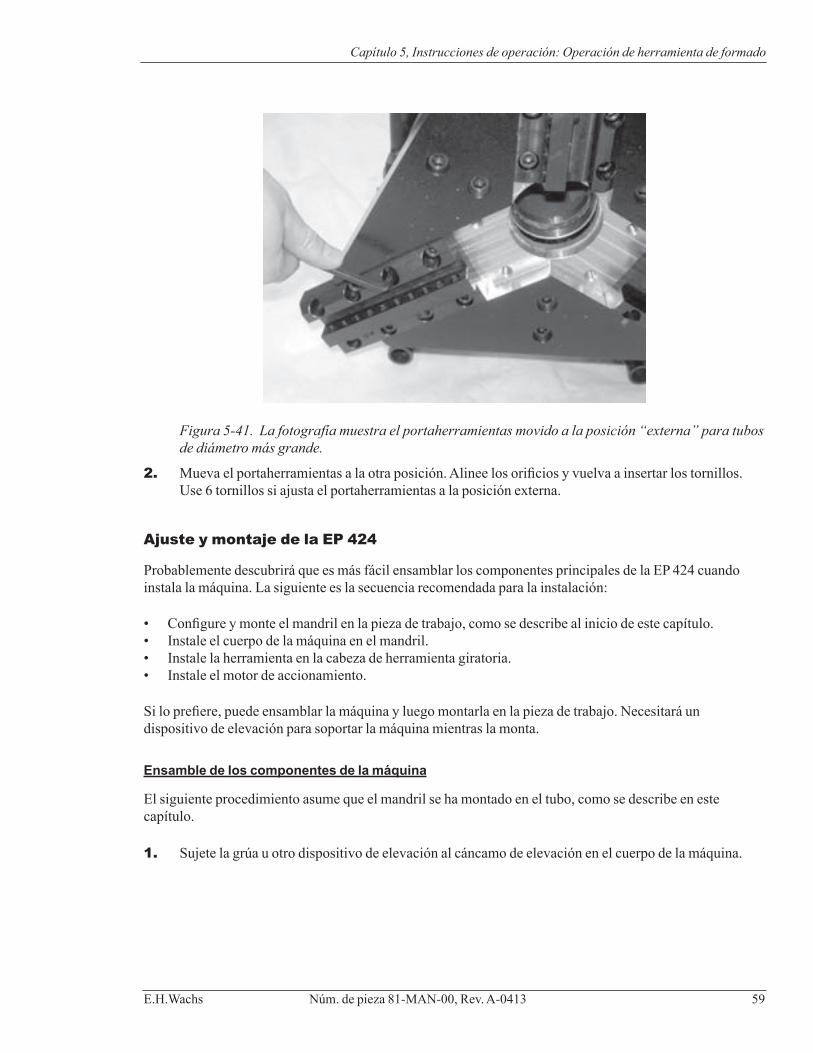
Figura 5-41. La fotografía muestra el portaherramientas movido a la posición “externa” para tubos de diámetro más grande.
2. Mueva el portaherramientas a la otra posición. Alinee los orificios y vuelva a insertar los tornillos. Use 6 tornillos si ajusta el portaherramientas a la posición externa.
Ajuste y montaje de la EP 424
Probablemente descubrirá que es más fácil ensamblar los componentes principales de la EP 424 cuando instala la máquina. La siguiente es la secuencia recomendada para la instalación:
• Configure y monte el mandril en la pieza de trabajo, como se describe al inicio de este capítulo.• Instale el cuerpo de la máquina en el mandril.• Instale la herramienta en la cabeza de herramienta giratoria.• Instale el motor de accionamiento.
Si lo prefiere, puede ensamblar la máquina y luego montarla en la pieza de trabajo. Necesitará un dispositivo de elevación para soportar la máquina mientras la monta.
Ensamble de los componentes de la máquina
El siguiente procedimiento asume que el mandril se ha montado en el tubo, como se describe en este capítulo.
1. Sujete la grúa u otro dispositivo de elevación al cáncamo de elevación en el cuerpo de la máquina.
Preparación final de máquina EP 424
60 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
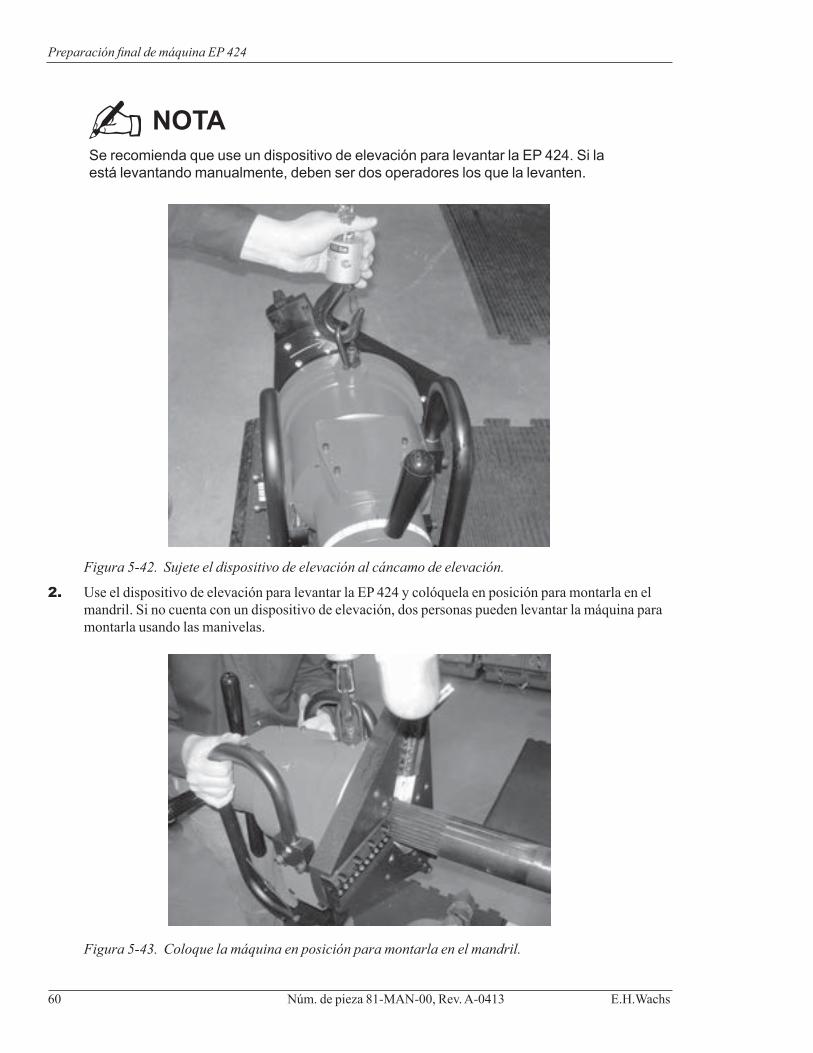
NOTASe recomienda que use un dispositivo de elevación para levantar la EP 424. Si la está levantando manualmente, deben ser dos operadores los que la levanten.
Figura 5-42. Sujete el dispositivo de elevación al cáncamo de elevación.
2. Use el dispositivo de elevación para levantar la EP 424 y colóquela en posición para montarla en el mandril. Si no cuenta con un dispositivo de elevación, dos personas pueden levantar la máquina para montarla usando las manivelas.
Figura 5-43. Coloque la máquina en posición para montarla en el mandril.
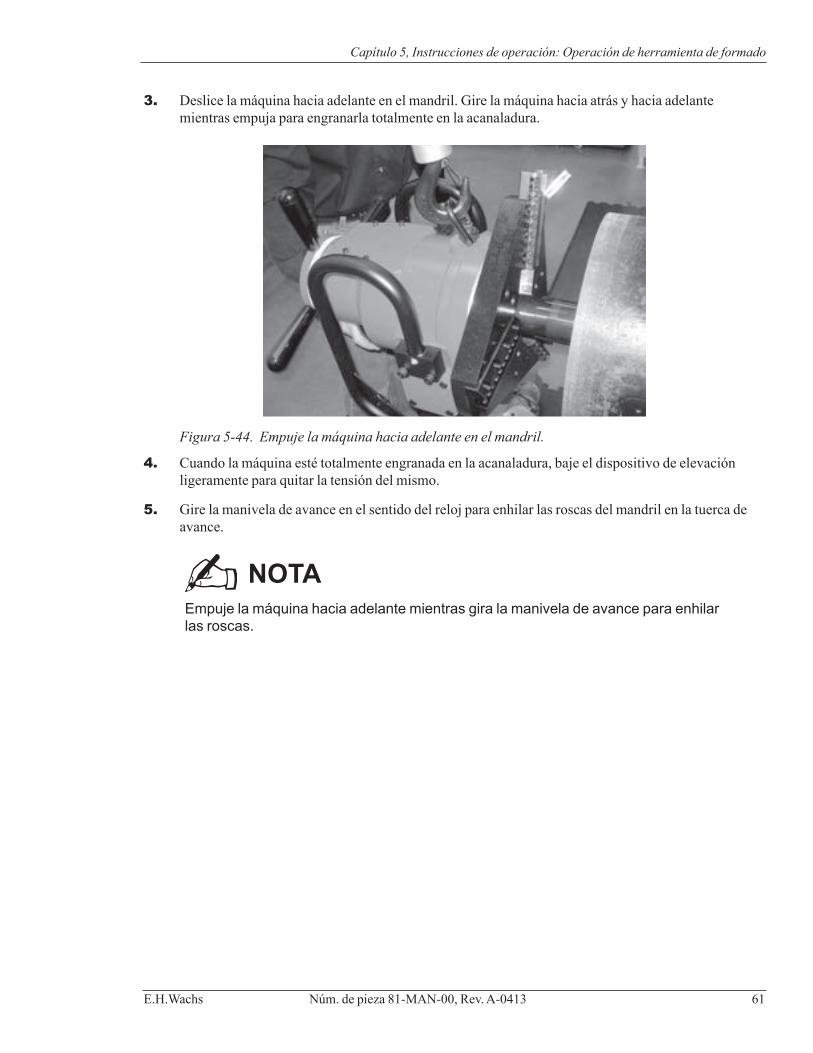
Capítulo 5, Instrucciones de operación: Operación de herramienta de formado
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 61
3. Deslice la máquina hacia adelante en el mandril. Gire la máquina hacia atrás y hacia adelante mientras empuja para engranarla totalmente en la acanaladura.
Figura 5-44. Empuje la máquina hacia adelante en el mandril.
4. Cuando la máquina esté totalmente engranada en la acanaladura, baje el dispositivo de elevación ligeramente para quitar la tensión del mismo.
5. Gire la manivela de avance en el sentido del reloj para enhilar las roscas del mandril en la tuerca de avance.
NOTAEmpuje la máquina hacia adelante mientras gira la manivela de avance para enhilar las roscas.
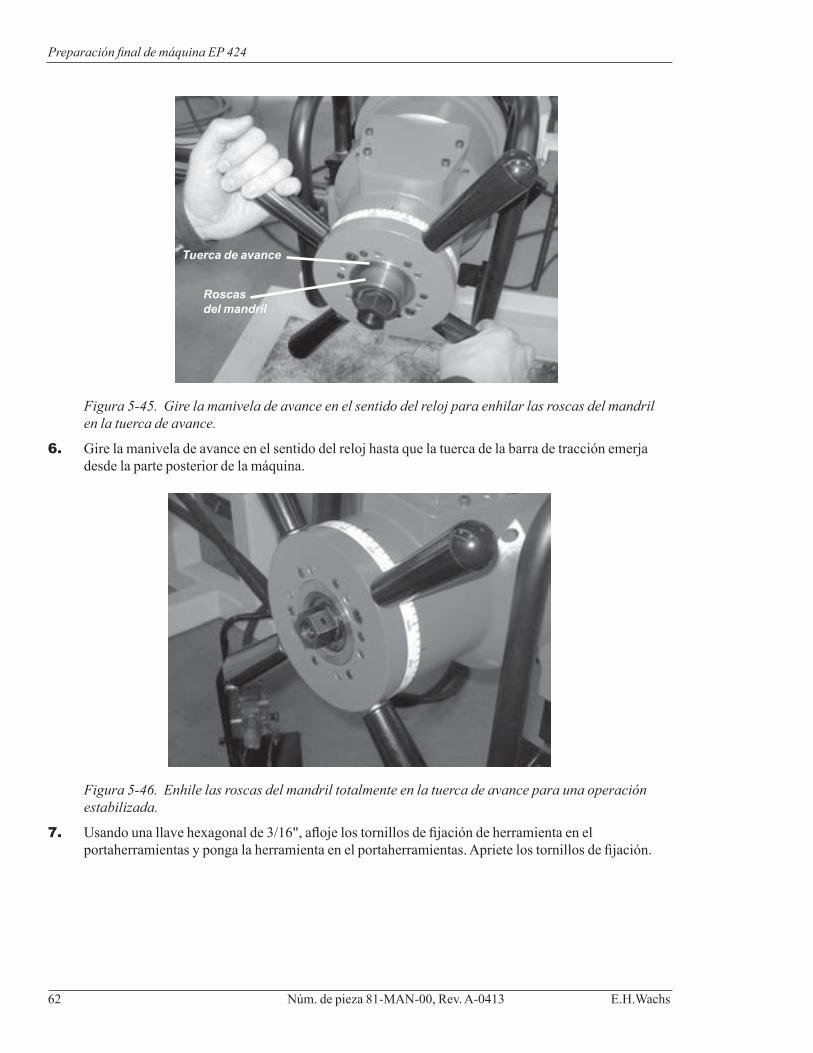
Preparación final de máquina EP 424
62 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Tuerca de avance
Roscas del mandril
Figura 5-45. Gire la manivela de avance en el sentido del reloj para enhilar las roscas del mandril en la tuerca de avance.
6. Gire la manivela de avance en el sentido del reloj hasta que la tuerca de la barra de tracción emerja desde la parte posterior de la máquina.
Figura 5-46. Enhile las roscas del mandril totalmente en la tuerca de avance para una operación estabilizada.
7. Usando una llave hexagonal de 3/16", afloje los tornillos de fijación de herramienta en el portaherramientas y ponga la herramienta en el portaherramientas. Apriete los tornillos de fijación.
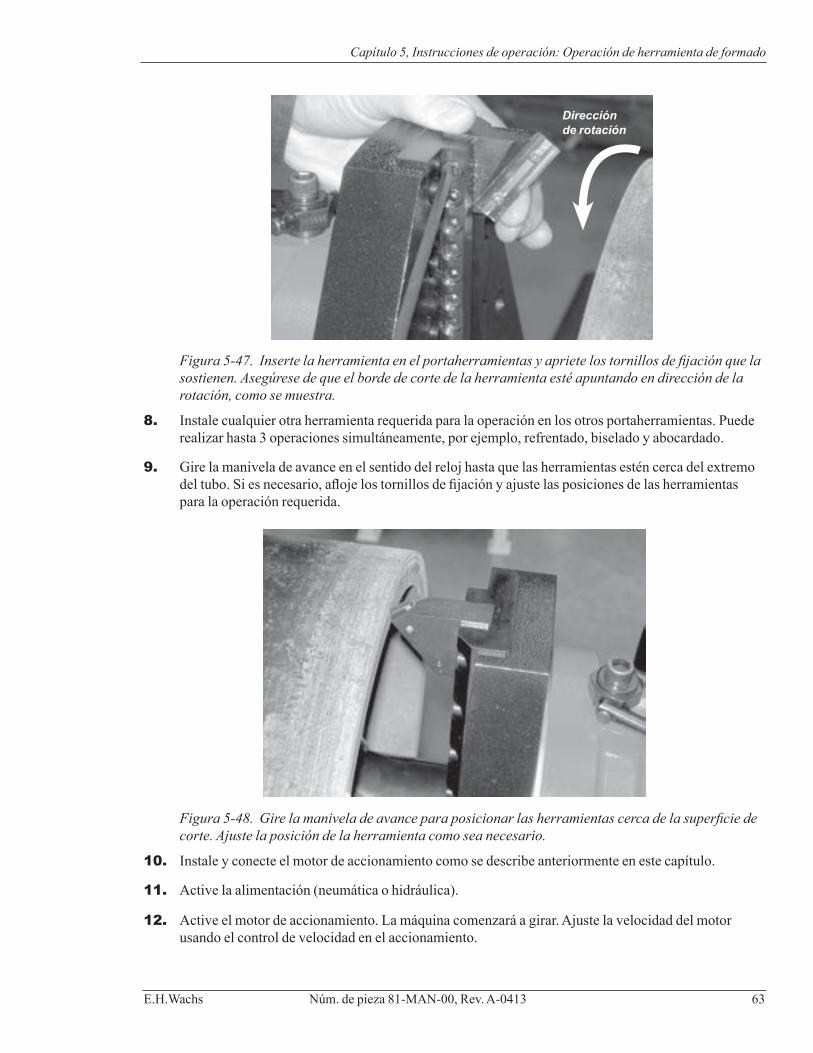
Capítulo 5, Instrucciones de operación: Operación de herramienta de formado
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 63
Dirección de rotación
Figura 5-47. Inserte la herramienta en el portaherramientas y apriete los tornillos de fijación que la sostienen. Asegúrese de que el borde de corte de la herramienta esté apuntando en dirección de la rotación, como se muestra.
8. Instale cualquier otra herramienta requerida para la operación en los otros portaherramientas. Puede realizar hasta 3 operaciones simultáneamente, por ejemplo, refrentado, biselado y abocardado.
9. Gire la manivela de avance en el sentido del reloj hasta que las herramientas estén cerca del extremo del tubo. Si es necesario, afloje los tornillos de fijación y ajuste las posiciones de las herramientas para la operación requerida.
Figura 5-48. Gire la manivela de avance para posicionar las herramientas cerca de la superficie de corte. Ajuste la posición de la herramienta como sea necesario.
10. Instale y conecte el motor de accionamiento como se describe anteriormente en este capítulo.
11. Active la alimentación (neumática o hidráulica).
12. Active el motor de accionamiento. La máquina comenzará a girar. Ajuste la velocidad del motor usando el control de velocidad en el accionamiento.
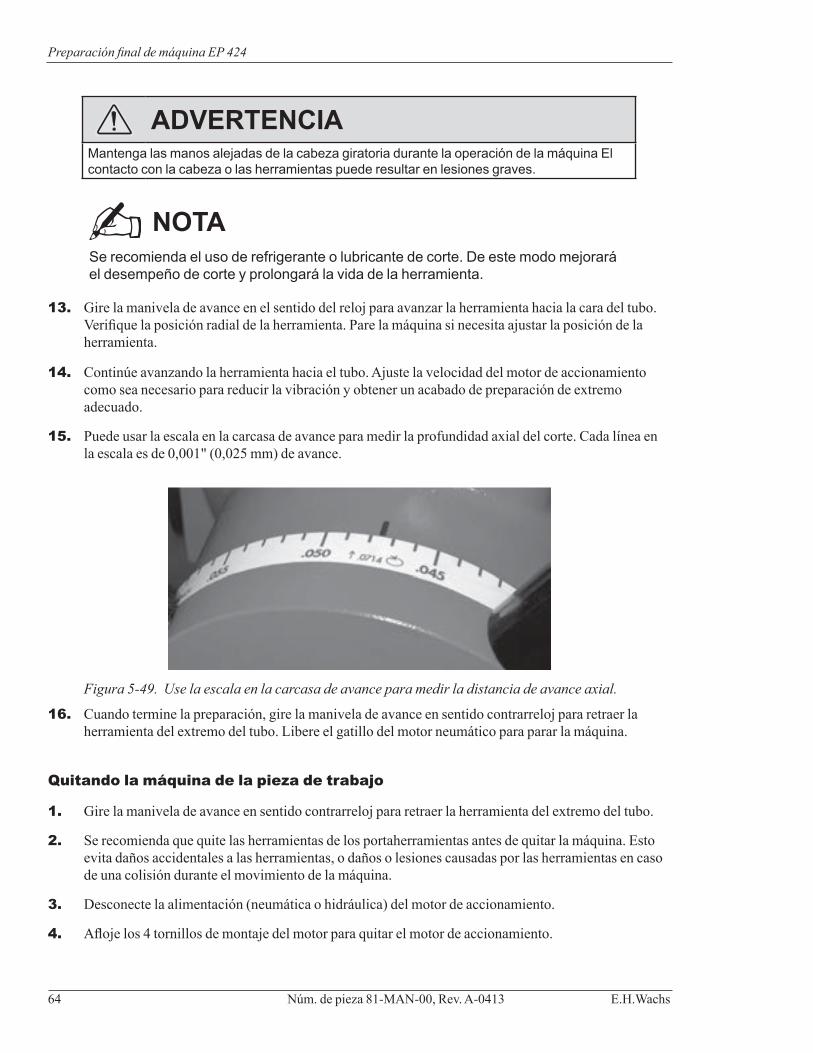
Preparación final de máquina EP 424
64 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
ADVERTENCIAMantenga las manos alejadas de la cabeza giratoria durante la operación de la máquina El contacto con la cabeza o las herramientas puede resultar en lesiones graves.
NOTASe recomienda el uso de refrigerante o lubricante de corte. De este modo mejorará el desempeño de corte y prolongará la vida de la herramienta.
13. Gire la manivela de avance en el sentido del reloj para avanzar la herramienta hacia la cara del tubo. Verifique la posición radial de la herramienta. Pare la máquina si necesita ajustar la posición de la herramienta.
14. Continúe avanzando la herramienta hacia el tubo. Ajuste la velocidad del motor de accionamiento como sea necesario para reducir la vibración y obtener un acabado de preparación de extremo adecuado.
15. Puede usar la escala en la carcasa de avance para medir la profundidad axial del corte. Cada línea en la escala es de 0,001" (0,025 mm) de avance.
Figura 5-49. Use la escala en la carcasa de avance para medir la distancia de avance axial.
16. Cuando termine la preparación, gire la manivela de avance en sentido contrarreloj para retraer la herramienta del extremo del tubo. Libere el gatillo del motor neumático para parar la máquina.
Quitando la máquina de la pieza de trabajo
1. Gire la manivela de avance en sentido contrarreloj para retraer la herramienta del extremo del tubo.
2. Se recomienda que quite las herramientas de los portaherramientas antes de quitar la máquina. Esto evita daños accidentales a las herramientas, o daños o lesiones causadas por las herramientas en caso de una colisión durante el movimiento de la máquina.
3. Desconecte la alimentación (neumática o hidráulica) del motor de accionamiento.
4. Afloje los 4 tornillos de montaje del motor para quitar el motor de accionamiento.
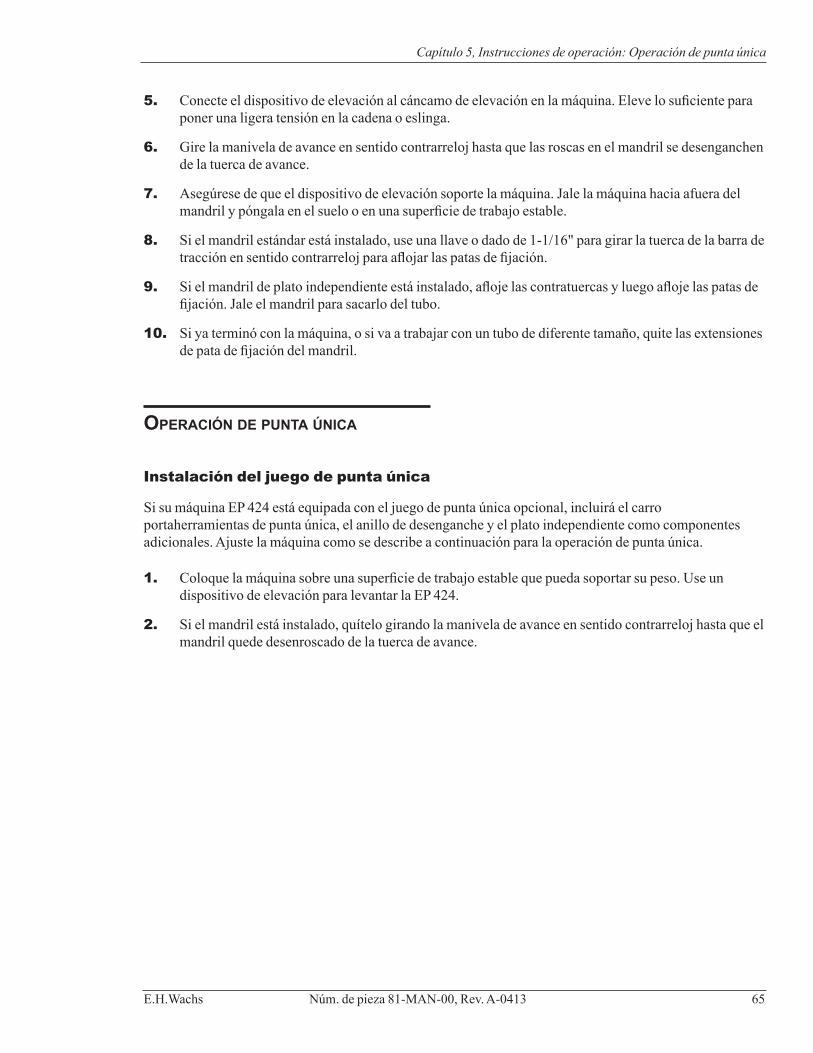
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 65
5. Conecte el dispositivo de elevación al cáncamo de elevación en la máquina. Eleve lo suficiente para poner una ligera tensión en la cadena o eslinga.
6. Gire la manivela de avance en sentido contrarreloj hasta que las roscas en el mandril se desenganchen de la tuerca de avance.
7. Asegúrese de que el dispositivo de elevación soporte la máquina. Jale la máquina hacia afuera del mandril y póngala en el suelo o en una superficie de trabajo estable.
8. Si el mandril estándar está instalado, use una llave o dado de 1-1/16" para girar la tuerca de la barra de tracción en sentido contrarreloj para aflojar las patas de fijación.
9. Si el mandril de plato independiente está instalado, afloje las contratuercas y luego afloje las patas de fijación. Jale el mandril para sacarlo del tubo.
10. Si ya terminó con la máquina, o si va a trabajar con un tubo de diferente tamaño, quite las extensiones de pata de fijación del mandril.
oPeraCión de Punta úniCa
Instalación del juego de punta única
Si su máquina EP 424 está equipada con el juego de punta única opcional, incluirá el carro portaherramientas de punta única, el anillo de desenganche y el plato independiente como componentes adicionales. Ajuste la máquina como se describe a continuación para la operación de punta única.
1. Coloque la máquina sobre una superficie de trabajo estable que pueda soportar su peso. Use un dispositivo de elevación para levantar la EP 424.
2. Si el mandril está instalado, quítelo girando la manivela de avance en sentido contrarreloj hasta que el mandril quede desenroscado de la tuerca de avance.
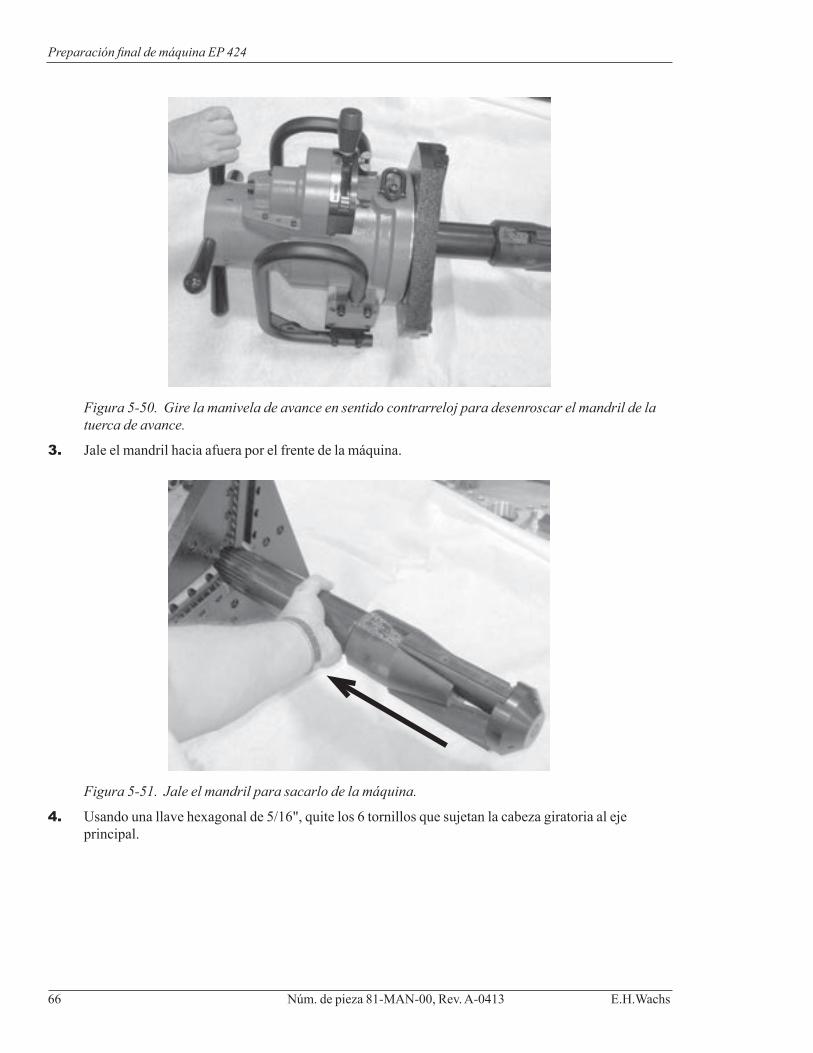
Preparación final de máquina EP 424
66 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 5-50. Gire la manivela de avance en sentido contrarreloj para desenroscar el mandril de la tuerca de avance.
3. Jale el mandril hacia afuera por el frente de la máquina.
Figura 5-51. Jale el mandril para sacarlo de la máquina.
4. Usando una llave hexagonal de 5/16", quite los 6 tornillos que sujetan la cabeza giratoria al eje principal.
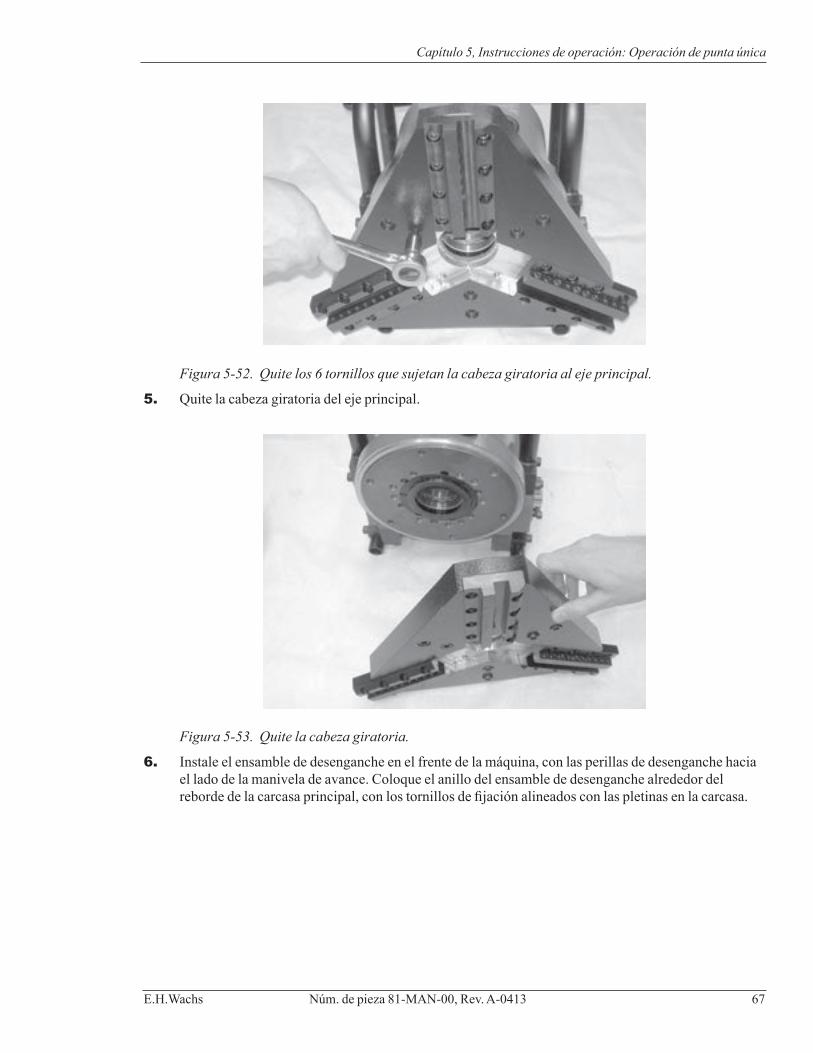
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 67
Figura 5-52. Quite los 6 tornillos que sujetan la cabeza giratoria al eje principal.
5. Quite la cabeza giratoria del eje principal.
Figura 5-53. Quite la cabeza giratoria.
6. Instale el ensamble de desenganche en el frente de la máquina, con las perillas de desenganche hacia el lado de la manivela de avance. Coloque el anillo del ensamble de desenganche alrededor del reborde de la carcasa principal, con los tornillos de fijación alineados con las pletinas en la carcasa.
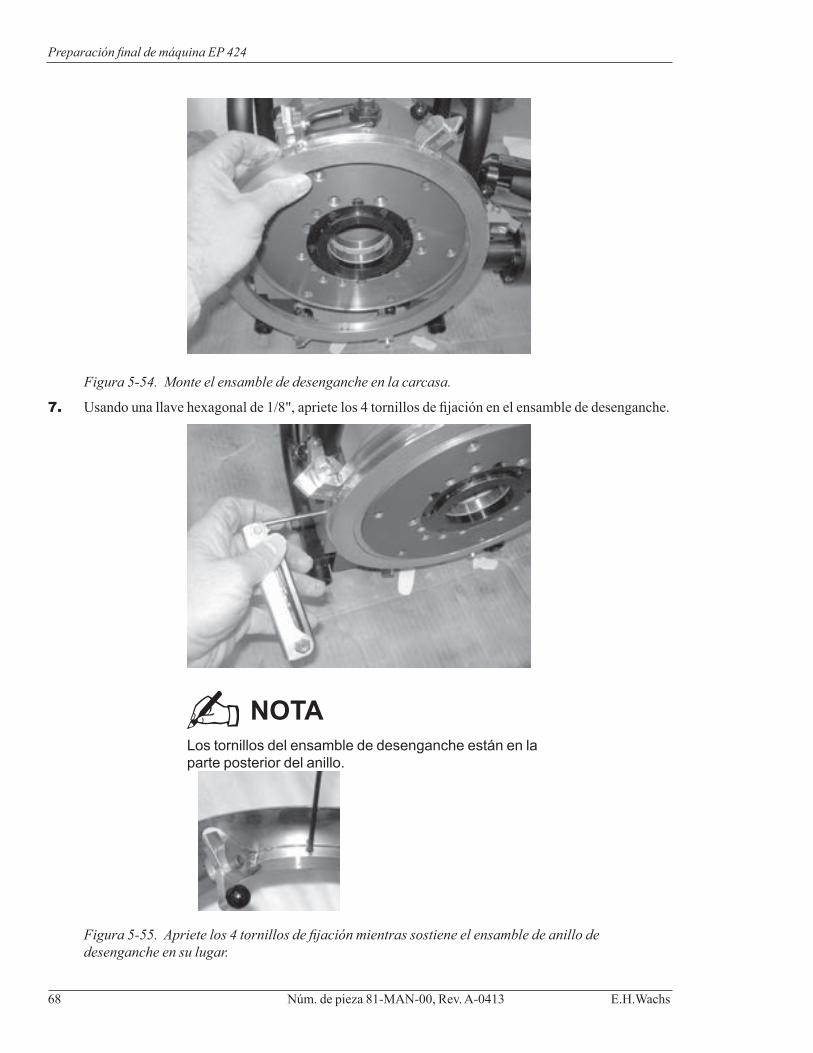
Preparación final de máquina EP 424
68 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 5-54. Monte el ensamble de desenganche en la carcasa.
7. Usando una llave hexagonal de 1/8", apriete los 4 tornillos de fijación en el ensamble de desenganche.
NOTALos tornillos del ensamble de desenganche están en la parte posterior del anillo.
Figura 5-55. Apriete los 4 tornillos de fijación mientras sostiene el ensamble de anillo de desenganche en su lugar.
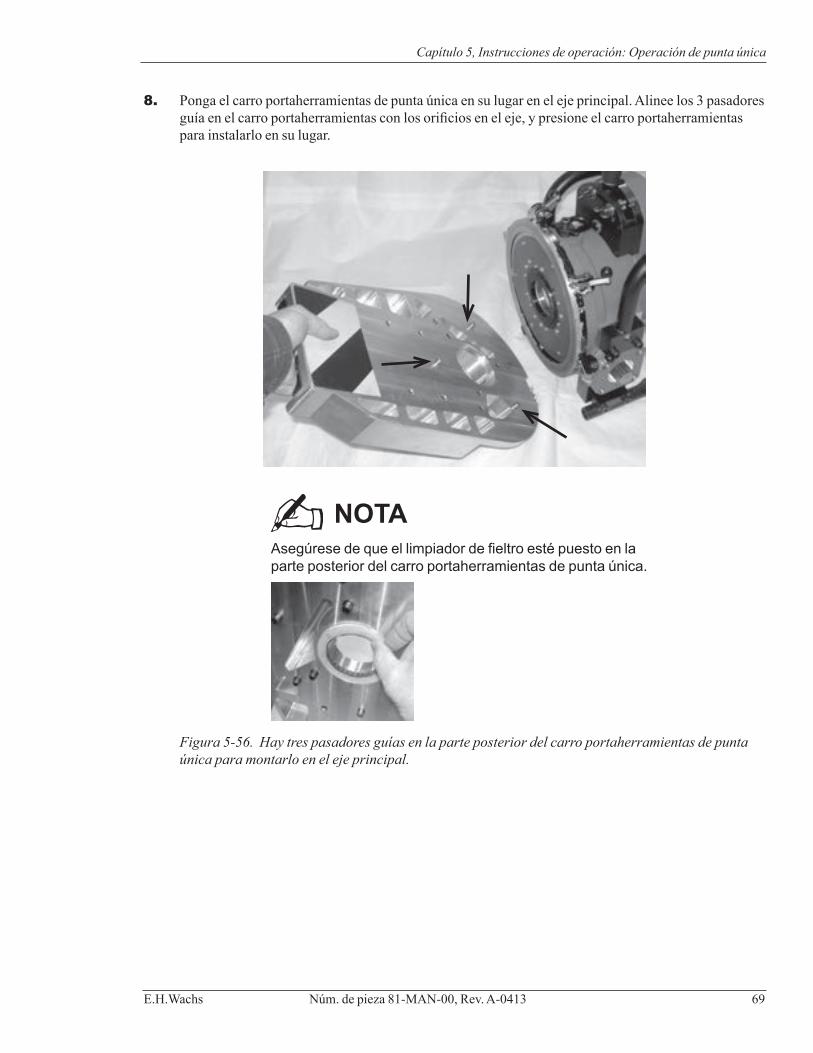
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 69
8. Ponga el carro portaherramientas de punta única en su lugar en el eje principal. Alinee los 3 pasadores guía en el carro portaherramientas con los orificios en el eje, y presione el carro portaherramientas para instalarlo en su lugar.
NOTAAsegúrese de que el limpiador de fieltro esté puesto en la parte posterior del carro portaherramientas de punta única.
Figura 5-56. Hay tres pasadores guías en la parte posterior del carro portaherramientas de punta única para montarlo en el eje principal.
NOTE
Asegúrese de que el limpia-dor de fieltro esté puesto en
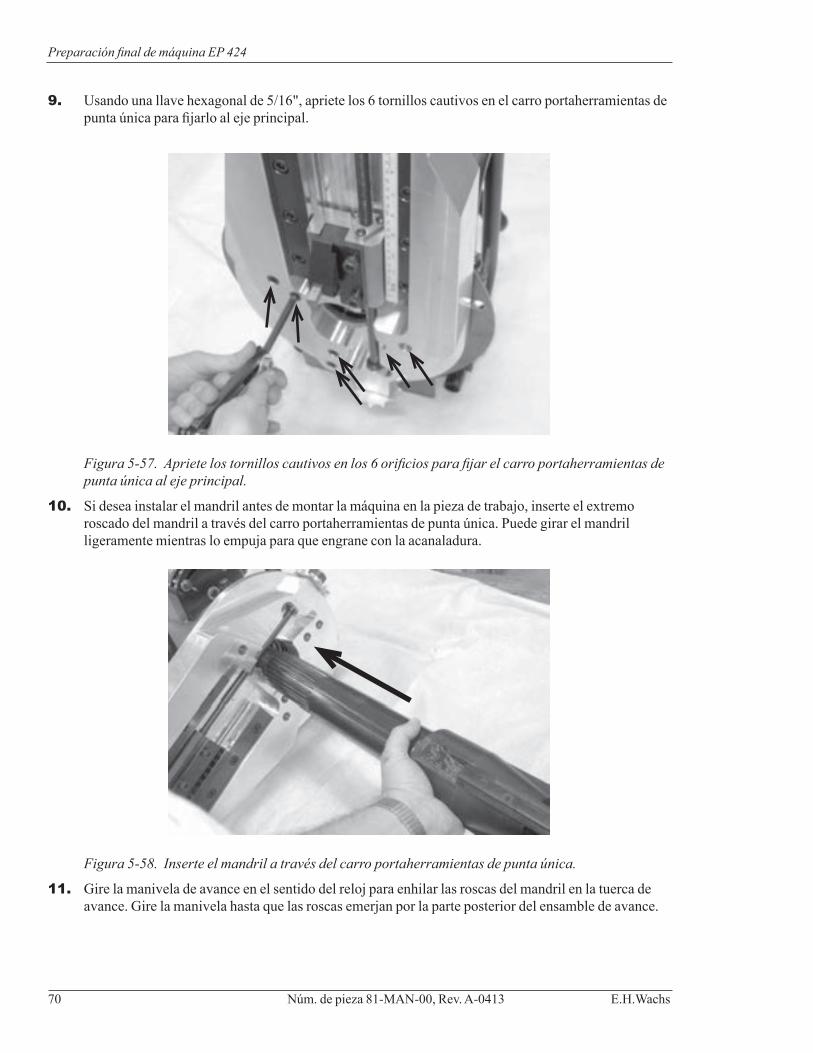
Preparación final de máquina EP 424
70 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
9. Usando una llave hexagonal de 5/16", apriete los 6 tornillos cautivos en el carro portaherramientas de punta única para fijarlo al eje principal.
Figura 5-57. Apriete los tornillos cautivos en los 6 orificios para fijar el carro portaherramientas de punta única al eje principal.
10. Si desea instalar el mandril antes de montar la máquina en la pieza de trabajo, inserte el extremo roscado del mandril a través del carro portaherramientas de punta única. Puede girar el mandril ligeramente mientras lo empuja para que engrane con la acanaladura.
Figura 5-58. Inserte el mandril a través del carro portaherramientas de punta única.
11. Gire la manivela de avance en el sentido del reloj para enhilar las roscas del mandril en la tuerca de avance. Gire la manivela hasta que las roscas emerjan por la parte posterior del ensamble de avance.
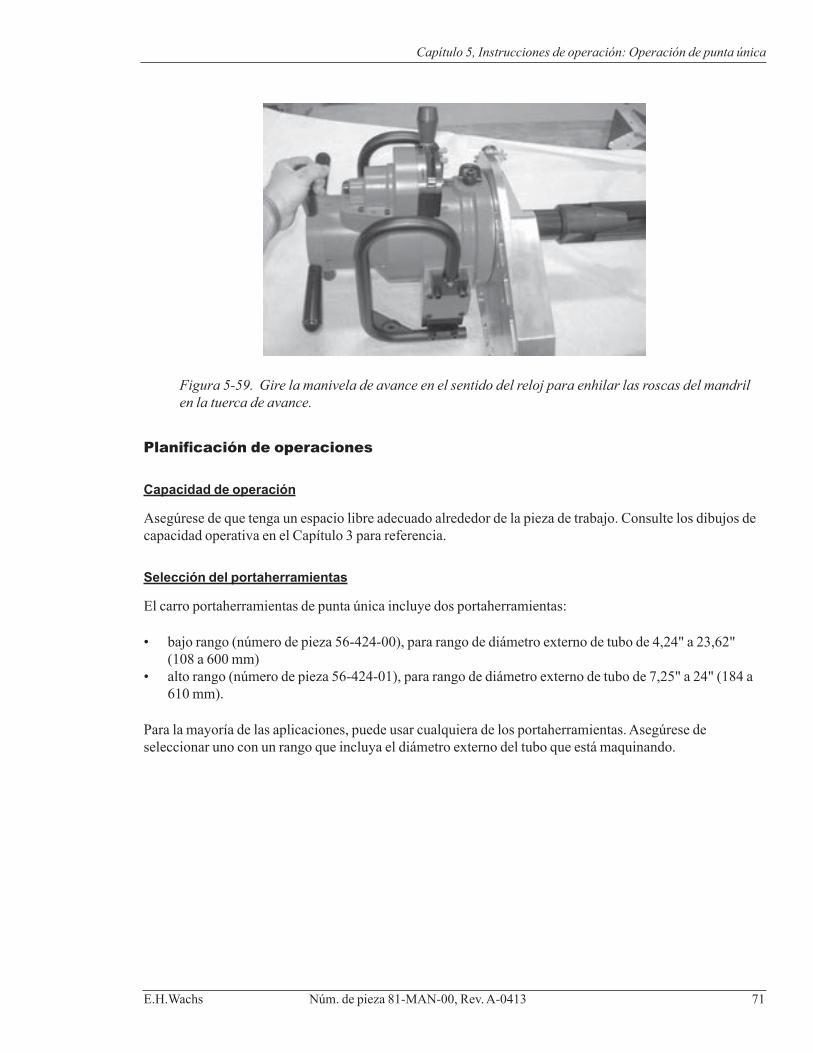
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 71
Figura 5-59. Gire la manivela de avance en el sentido del reloj para enhilar las roscas del mandril en la tuerca de avance.
Planificación de operaciones
Capacidad de operación
Asegúrese de que tenga un espacio libre adecuado alrededor de la pieza de tra bajo. Consulte los dibujos de capacidad operativa en el Capítulo 3 para referencia.
Selección del portaherramientas
El carro portaherramientas de punta única incluye dos portaherramientas:
• bajo rango (número de pieza 56-424-00), para rango de diámetro externo de tubo de 4,24" a 23,62" (108 a 600 mm)
• alto rango (número de pieza 56-424-01), para rango de diámetro externo de tubo de 7,25" a 24" (184 a 610 mm).
Para la mayoría de las aplicaciones, puede usar cualquiera de los portaherramientas. Asegúrese de seleccionar uno con un rango que incluya el diámetro externo del tubo que está maquinando.
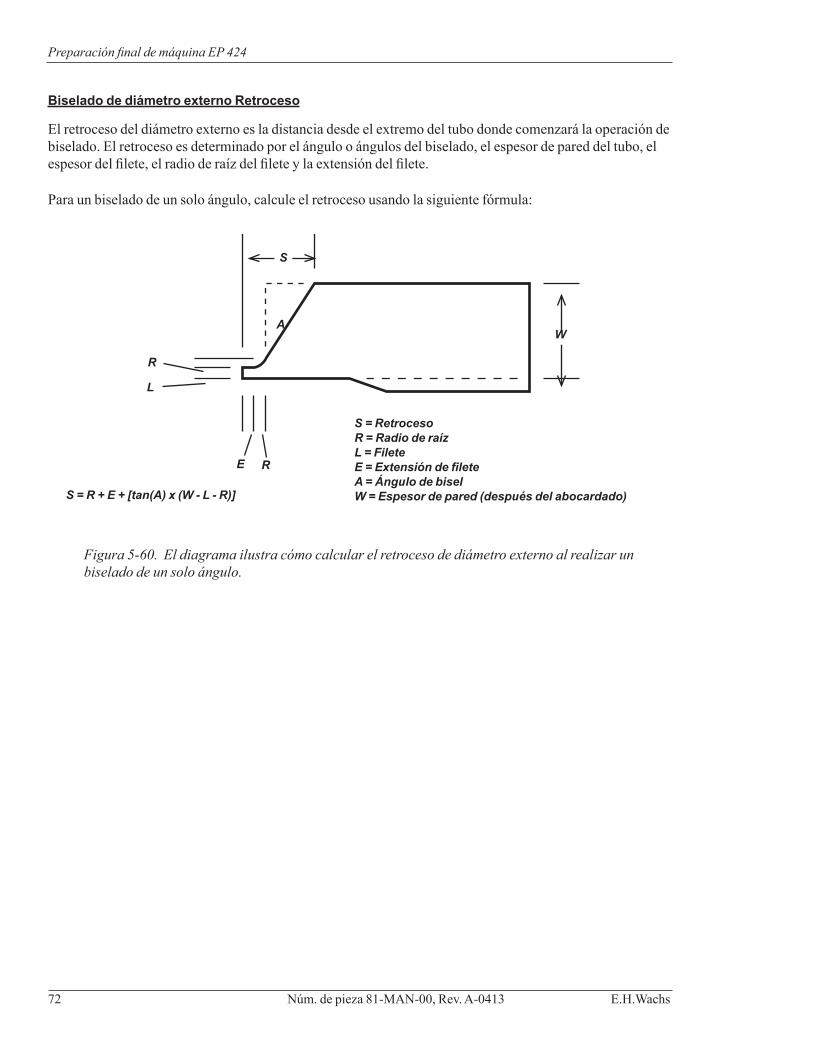
Preparación final de máquina EP 424
72 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Biselado de diámetro externo Retroceso
El retroceso del diámetro externo es la distancia desde el extremo del tubo donde comenzará la operación de biselado. El retroceso es determinado por el ángulo o ángulos del biselado, el espesor de pared del tubo, el espesor del filete, el radio de raíz del filete y la extensión del filete.
Para un biselado de un solo ángulo, calcule el retroceso usando la siguiente fórmula:
L
R
RE
AW
S = RetrocesoR = Radio de raízL = FileteE = Extensión de fileteA = Ángulo de biselW = Espesor de pared (después del abocardado)
S
S = R + E + [tan(A) x (W - L - R)]
Figura 5-60. El diagrama ilustra cómo calcular el retroceso de diámetro externo al realizar un biselado de un solo ángulo.
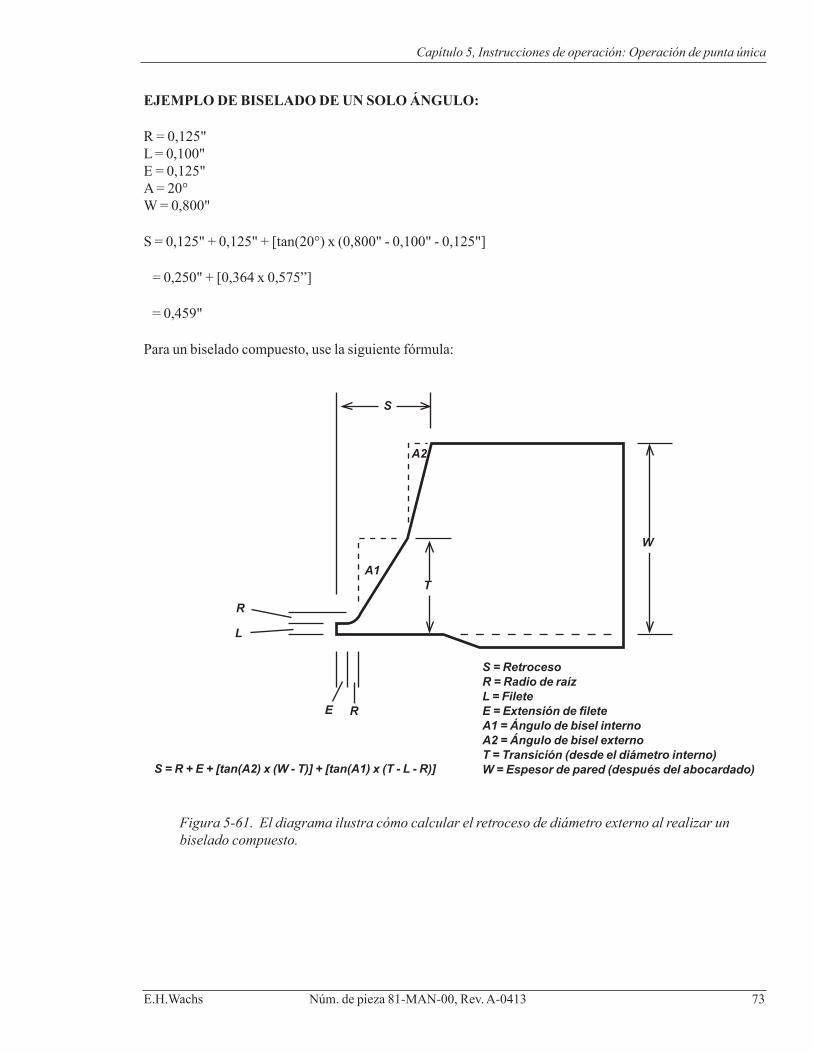
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 73
EJEMPLO DE BISELADO DE UN SOLO ÁNGULO:
R = 0,125" L = 0,100" E = 0,125" A = 20° W = 0,800"
S = 0,125" + 0,125" + [tan(20°) x (0,800" - 0,100" - 0,125"]
= 0,250" + [0,364 x 0,575”]
= 0,459"
Para un biselado compuesto, use la siguiente fórmula:
L
R
RE
A1
W
S = RetrocesoR = Radio de raízL = FileteE = Extensión de fileteA1 = Ángulo de bisel internoA2 = Ángulo de bisel externoT = Transición (desde el diámetro interno)W = Espesor de pared (después del abocardado)S = R + E + [tan(A2) x (W - T)] + [tan(A1) x (T - L - R)]
A2
S
T
Figura 5-61. El diagrama ilustra cómo calcular el retroceso de diámetro externo al realizar un biselado compuesto.
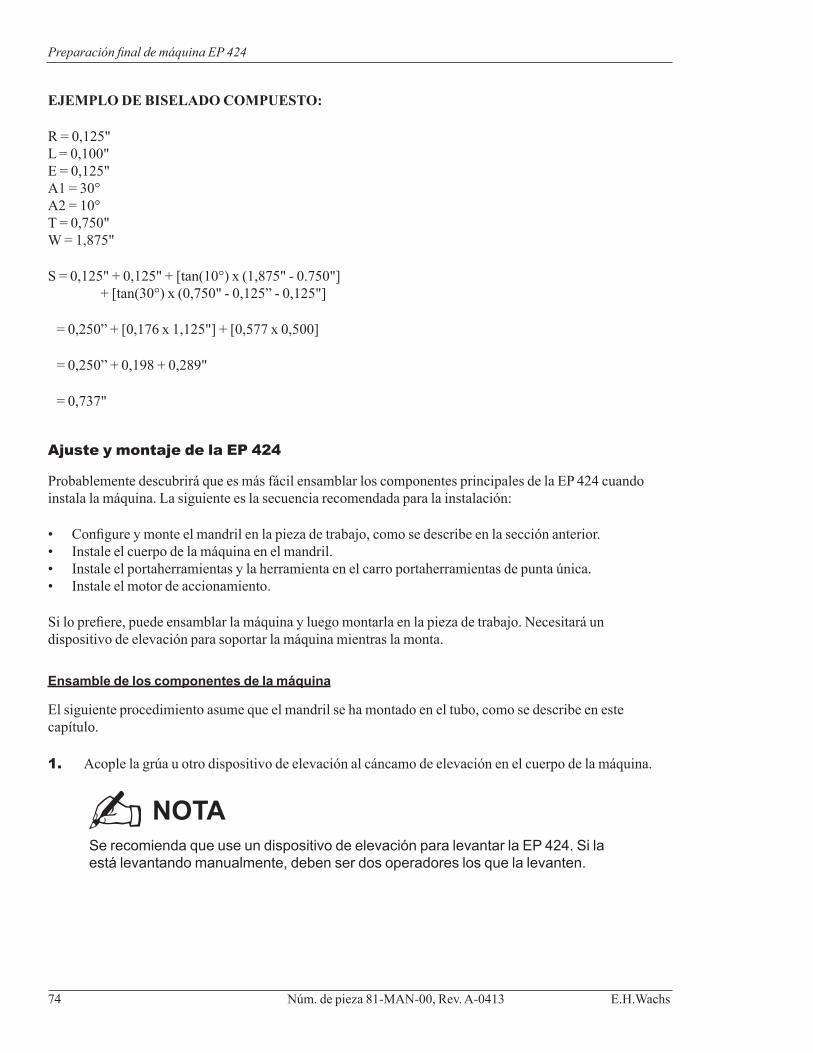
Preparación final de máquina EP 424
74 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
EJEMPLO DE BISELADO COMPUESTO:
R = 0,125" L = 0,100" E = 0,125" A1 = 30° A2 = 10° T = 0,750" W = 1,875"
S = 0,125" + 0,125" + [tan(10°) x (1,875" - 0.750"] + [tan(30°) x (0,750" - 0,125” - 0,125"]
= 0,250” + [0,176 x 1,125"] + [0,577 x 0,500]
= 0,250” + 0,198 + 0,289"
= 0,737"
Ajuste y montaje de la EP 424
Probablemente descubrirá que es más fácil ensamblar los componentes principales de la EP 424 cuando instala la máquina. La siguiente es la secuencia recomendada para la instalación:
• Configure y monte el mandril en la pieza de trabajo, como se describe en la sección anterior.• Instale el cuerpo de la máquina en el mandril.• Instale el portaherramientas y la herramienta en el carro portaherramientas de punta única.• Instale el motor de accionamiento.
Si lo prefiere, puede ensamblar la máquina y luego montarla en la pieza de trabajo. Necesitará un dispositivo de elevación para soportar la máquina mientras la monta.
Ensamble de los componentes de la máquina
El siguiente procedimiento asume que el mandril se ha montado en el tubo, como se describe en este capítulo.
1. Acople la grúa u otro dispositivo de elevación al cáncamo de elevación en el cuerpo de la máquina.
NOTASe recomienda que use un dispositivo de elevación para levantar la EP 424. Si la está levantando manualmente, deben ser dos operadores los que la levanten.
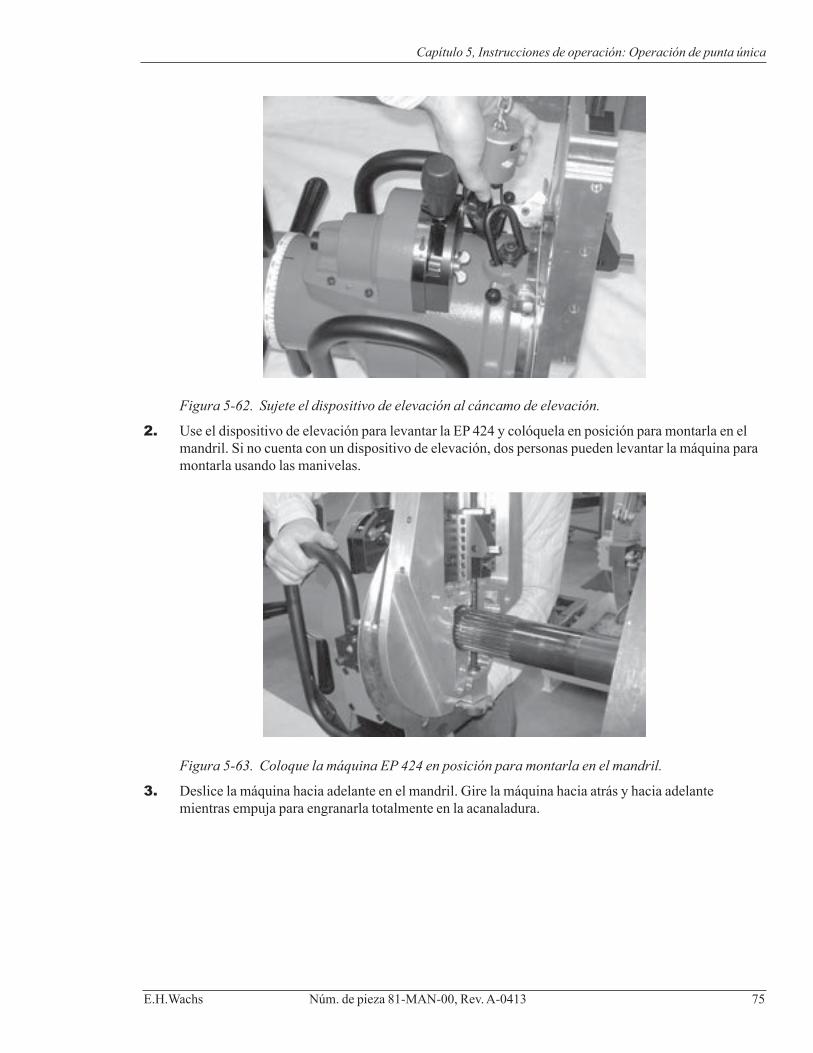
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 75
Figura 5-62. Sujete el dispositivo de elevación al cáncamo de elevación.
2. Use el dispositivo de elevación para levantar la EP 424 y colóquela en posición para montarla en el mandril. Si no cuenta con un dispositivo de elevación, dos personas pueden levantar la máquina para montarla usando las manivelas.
Figura 5-63. Coloque la máquina EP 424 en posición para montarla en el mandril.
3. Deslice la máquina hacia adelante en el mandril. Gire la máquina hacia atrás y hacia adelante mientras empuja para engranarla totalmente en la acanaladura.
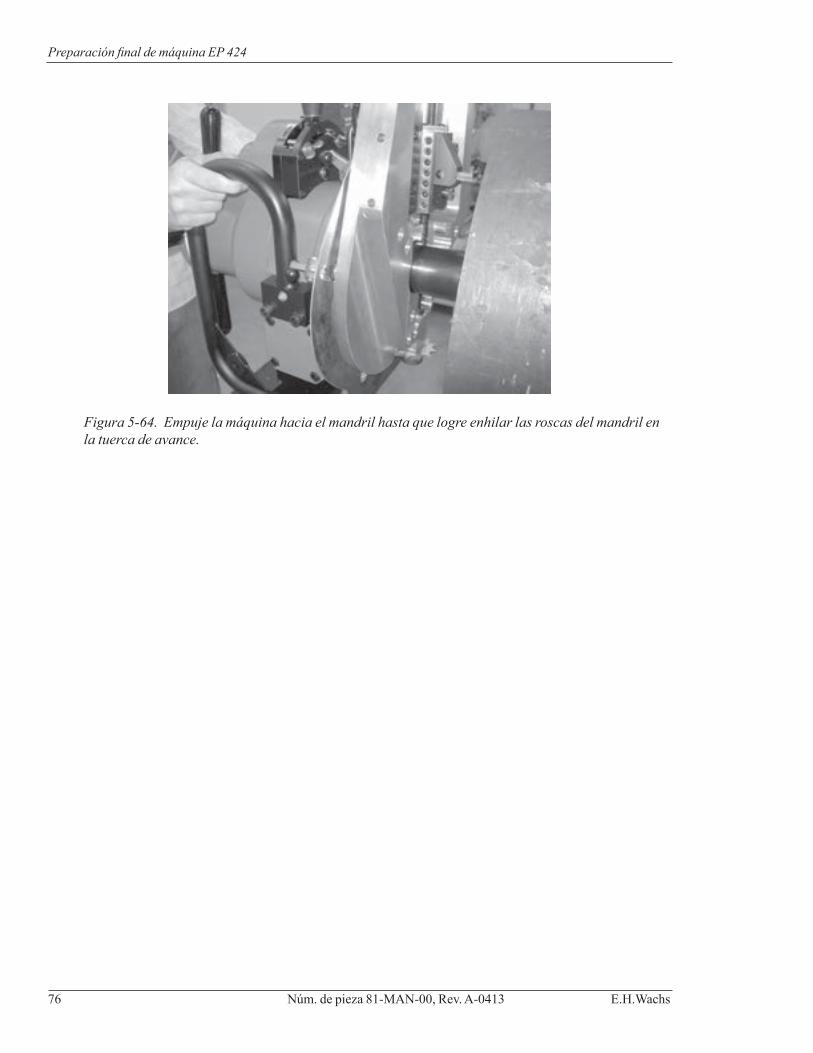
Preparación final de máquina EP 424
76 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 5-64. Empuje la máquina hacia el man dril hasta que logre enhilar las roscas del mandril en la tuerca de avance.
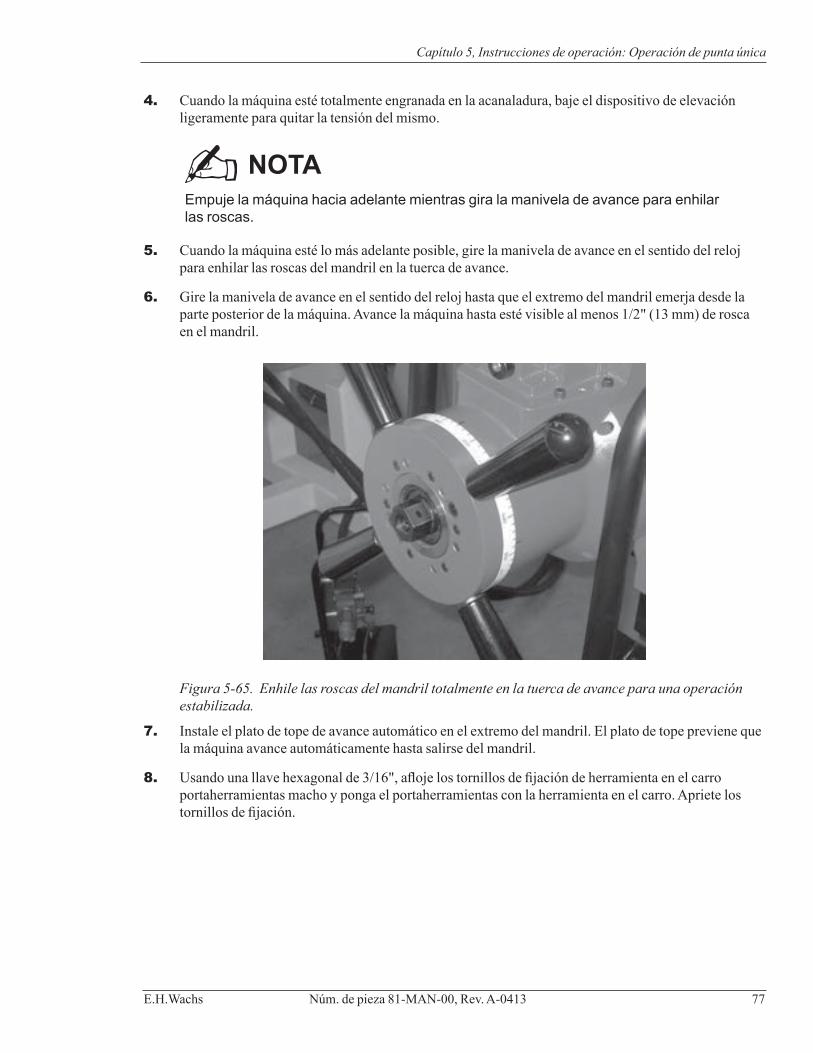
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 77
4. Cuando la máquina esté totalmente engranada en la acanaladura, baje el dispositivo de elevación ligeramente para quitar la tensión del mismo.
NOTAEmpuje la máquina hacia adelante mientras gira la manivela de avance para enhilar las roscas.
5. Cuando la máquina esté lo más adelante posible, gire la manivela de avance en el sentido del reloj para enhilar las roscas del mandril en la tuerca de avance.
6. Gire la manivela de avance en el sentido del reloj hasta que el extremo del mandril emerja desde la parte posterior de la máquina. Avance la máquina hasta esté visible al menos 1/2" (13 mm) de rosca en el mandril.
Figura 5-65. Enhile las roscas del mandril totalmente en la tuerca de avance para una operación estabilizada.
7. Instale el plato de tope de avance automático en el extremo del mandril. El plato de tope previene que la máquina avance automáticamente hasta salirse del mandril.
8. Usando una llave hexagonal de 3/16", afloje los tornillos de fijación de herramienta en el carro portaherramientas macho y ponga el portaherramientas con la herramienta en el carro. Apriete los tornillos de fijación.
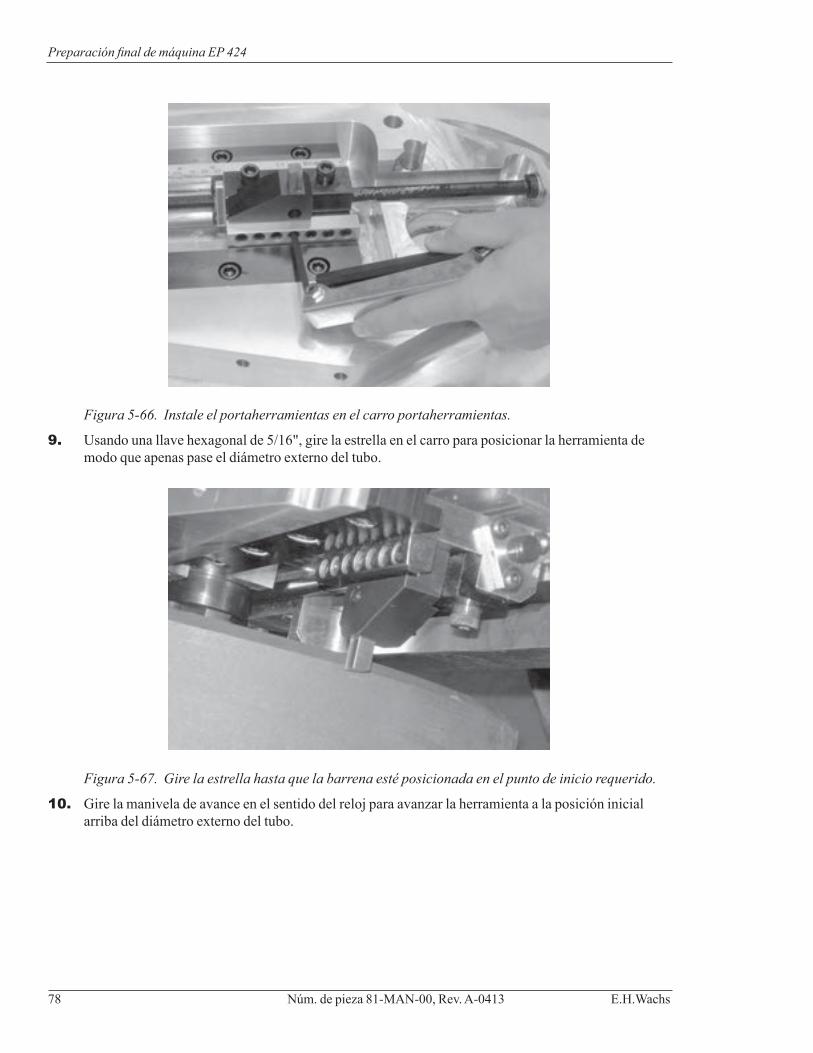
Preparación final de máquina EP 424
78 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 5-66. Instale el portaherramientas en el carro portaherramientas.
9. Usando una llave hexagonal de 5/16", gire la estrella en el carro para posicionar la herramienta de modo que apenas pase el diámetro externo del tubo.
Figura 5-67. Gire la estrella hasta que la barrena esté posicionada en el punto de inicio requerido.
10. Gire la manivela de avance en el sentido del reloj para avanzar la herramienta a la posición inicial arriba del diámetro externo del tubo.
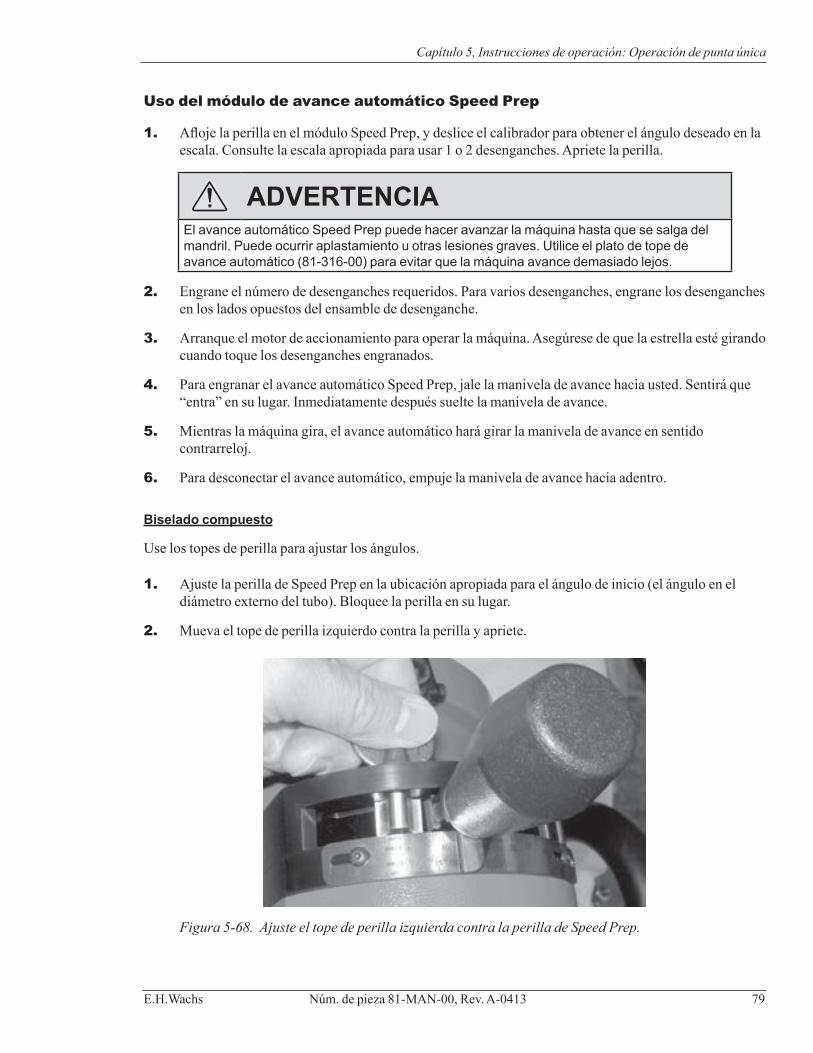
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 79
Uso del módulo de avance automático Speed Prep
1. Afloje la perilla en el módulo Speed Prep, y deslice el calibrador para obtener el ángulo deseado en la escala. Consulte la escala apropiada para usar 1 o 2 desenganches. Apriete la perilla.
ADVERTENCIAEl avance automático Speed Prep puede hacer avanzar la máquina hasta que se salga del mandril. Puede ocurrir aplastamiento u otras lesiones graves. Utilice el plato de tope de avance automático (81-316-00) para evitar que la máquina avance demasiado lejos.
2. Engrane el número de desenganches requeridos. Para varios desenganches, engrane los desenganches en los lados opuestos del ensamble de desenganche.
3. Arranque el motor de accionamiento para operar la máquina. Asegúrese de que la estrella esté girando cuando toque los desenganches engranados.
4. Para engranar el avance automático Speed Prep, jale la manivela de avance hacia usted. Sentirá que “entra” en su lugar. Inmediatamente después suelte la manivela de avance.
5. Mientras la máquina gira, el avance automático hará girar la manivela de avance en sentido contrarreloj.
6. Para desconectar el avance automático, empuje la manivela de avance hacia adentro.
Biselado compuesto
Use los topes de perilla para ajustar los ángulos.
1. Ajuste la perilla de Speed Prep en la ubicación apropiada para el ángulo de inicio (el ángulo en el diámetro externo del tubo). Bloquee la perilla en su lugar.
2. Mueva el tope de perilla izquierdo contra la perilla y apriete.
Figura 5-68. Ajuste el tope de perilla izquierda contra la perilla de Speed Prep.
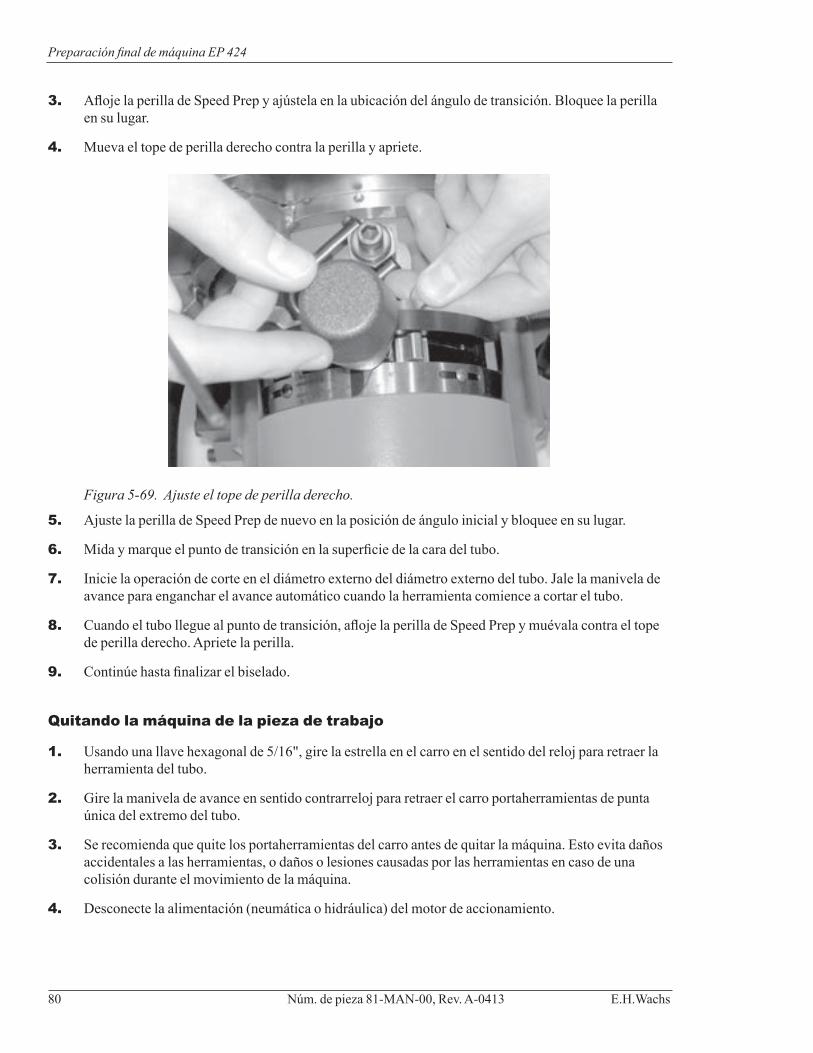
Preparación final de máquina EP 424
80 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
3. Afloje la perilla de Speed Prep y ajústela en la ubicación del ángulo de transición. Bloquee la perilla en su lugar.
4. Mueva el tope de perilla derecho contra la perilla y apriete.
Figura 5-69. Ajuste el tope de perilla derecho.
5. Ajuste la perilla de Speed Prep de nuevo en la posición de ángulo inicial y bloquee en su lugar.
6. Mida y marque el punto de transición en la superficie de la cara del tubo.
7. Inicie la operación de corte en el diámetro externo del diámetro externo del tubo. Jale la manivela de avance para enganchar el avance automático cuando la herramienta comience a cortar el tubo.
8. Cuando el tubo llegue al punto de transición, afloje la perilla de Speed Prep y muévala contra el tope de perilla derecho. Apriete la perilla.
9. Continúe hasta finalizar el biselado.
Quitando la máquina de la pieza de trabajo
1. Usando una llave hexagonal de 5/16", gire la estrella en el carro en el sentido del reloj para retraer la herramienta del tubo.
2. Gire la manivela de avance en sentido contrarreloj para retraer el carro portaherramientas de punta única del extremo del tubo.
3. Se recomienda que quite los portaherramientas del carro antes de quitar la máquina. Esto evita daños accidentales a las herramientas, o daños o lesiones causadas por las herramientas en caso de una colisión durante el movimiento de la máquina.
4. Desconecte la alimentación (neumática o hidráulica) del motor de accionamiento.
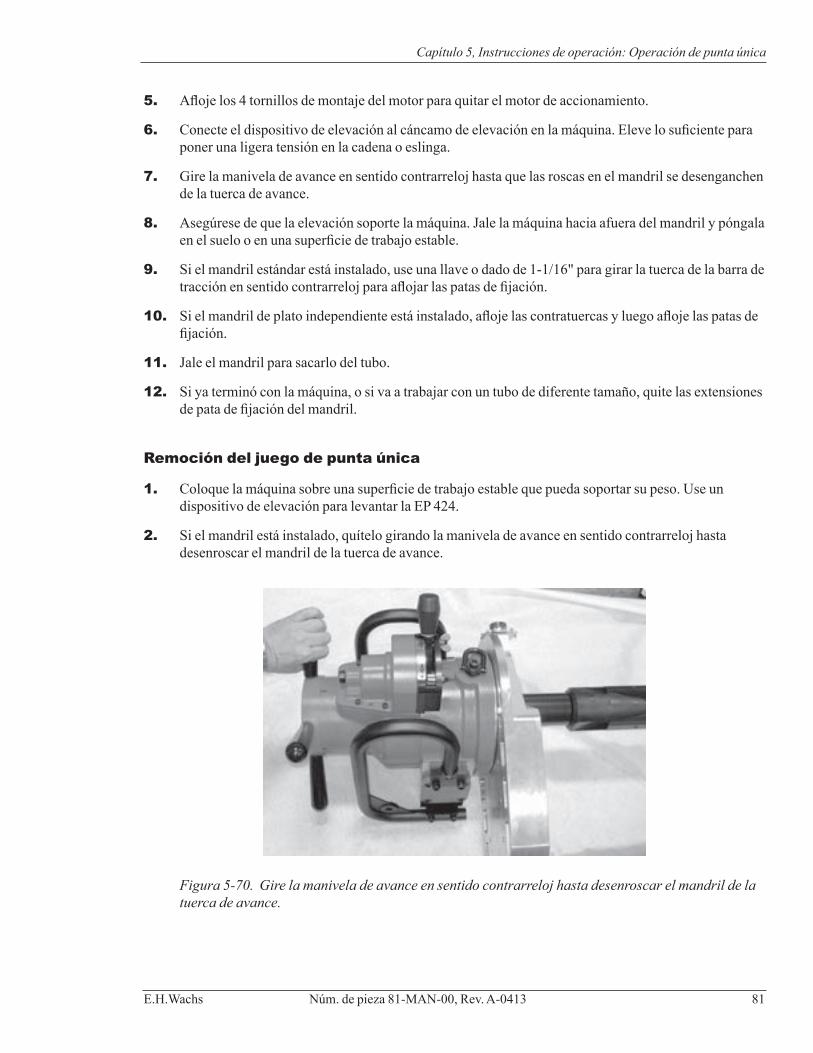
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 81
5. Afloje los 4 tornillos de montaje del motor para quitar el motor de accionamiento.
6. Conecte el dispositivo de elevación al cáncamo de elevación en la máquina. Eleve lo suficiente para poner una ligera tensión en la cadena o eslinga.
7. Gire la manivela de avance en sentido contrarreloj hasta que las roscas en el mandril se desenganchen de la tuerca de avance.
8. Asegúrese de que la elevación soporte la máquina. Jale la máquina hacia afuera del mandril y póngala en el suelo o en una superficie de trabajo estable.
9. Si el mandril estándar está instalado, use una llave o dado de 1-1/16" para girar la tuerca de la barra de tracción en sentido contrarreloj para aflojar las patas de fijación.
10. Si el mandril de plato independiente está instalado, afloje las contratuercas y luego afloje las patas de fijación.
11. Jale el mandril para sacarlo del tubo.
12. Si ya terminó con la máquina, o si va a trabajar con un tubo de diferente tamaño, quite las extensiones de pata de fijación del mandril.
Remoción del juego de punta única
1. Coloque la máquina sobre una superficie de trabajo estable que pueda soportar su peso. Use un dispositivo de elevación para levantar la EP 424.
2. Si el mandril está instalado, quítelo girando la manivela de avance en sentido contrarreloj hasta desenroscar el mandril de la tuerca de avance.
Figura 5-70. Gire la manivela de avance en sentido contrarreloj hasta desenroscar el mandril de la tuerca de avance.
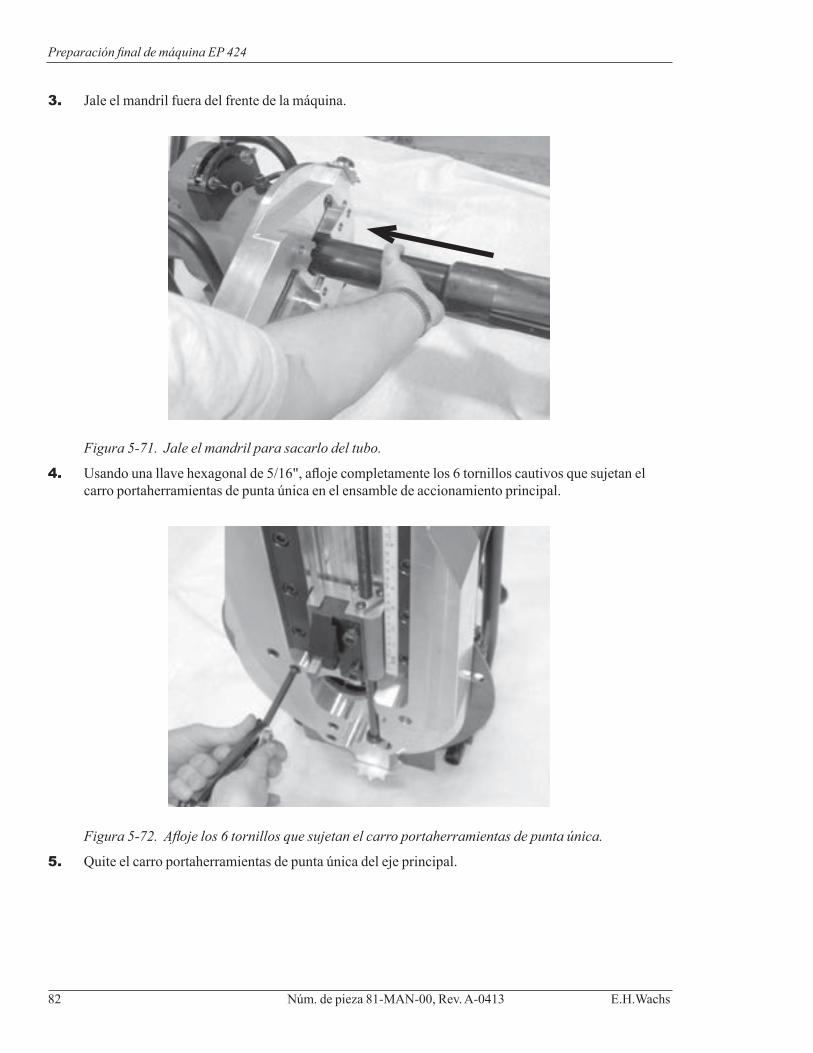
Preparación final de máquina EP 424
82 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
3. Jale el mandril fuera del frente de la máquina.
Figura 5-71. Jale el mandril para sacarlo del tubo.
4. Usando una llave hexagonal de 5/16", afloje completamente los 6 tornillos cautivos que sujetan el carro portaherramientas de punta única en el ensamble de accionamiento principal.
Figura 5-72. Afloje los 6 tornillos que sujetan el carro portaherramientas de punta única.
5. Quite el carro portaherramientas de punta única del eje principal.
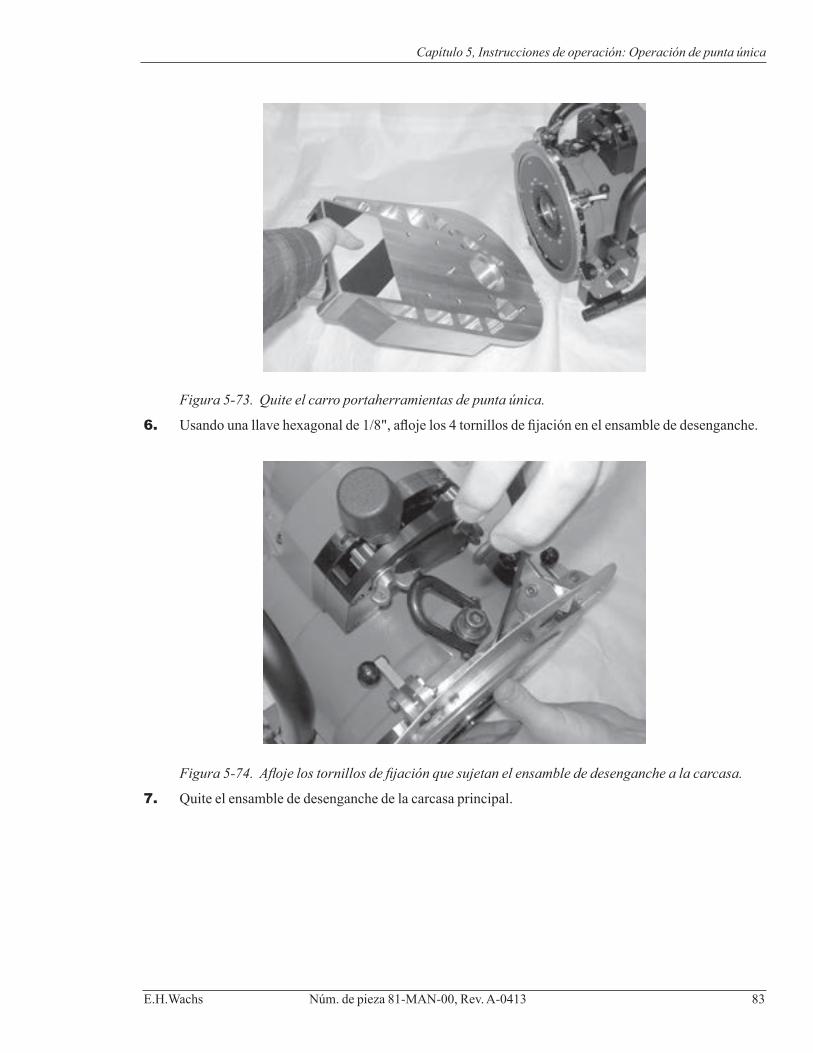
Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 83
Figura 5-73. Quite el carro portaherramientas de punta única.
6. Usando una llave hexagonal de 1/8", afloje los 4 tornillos de fijación en el ensamble de desenganche.
Figura 5-74. Afloje los tornillos de fijación que sujetan el ensamble de desenganche a la carcasa.
7. Quite el ensamble de desenganche de la carcasa principal.
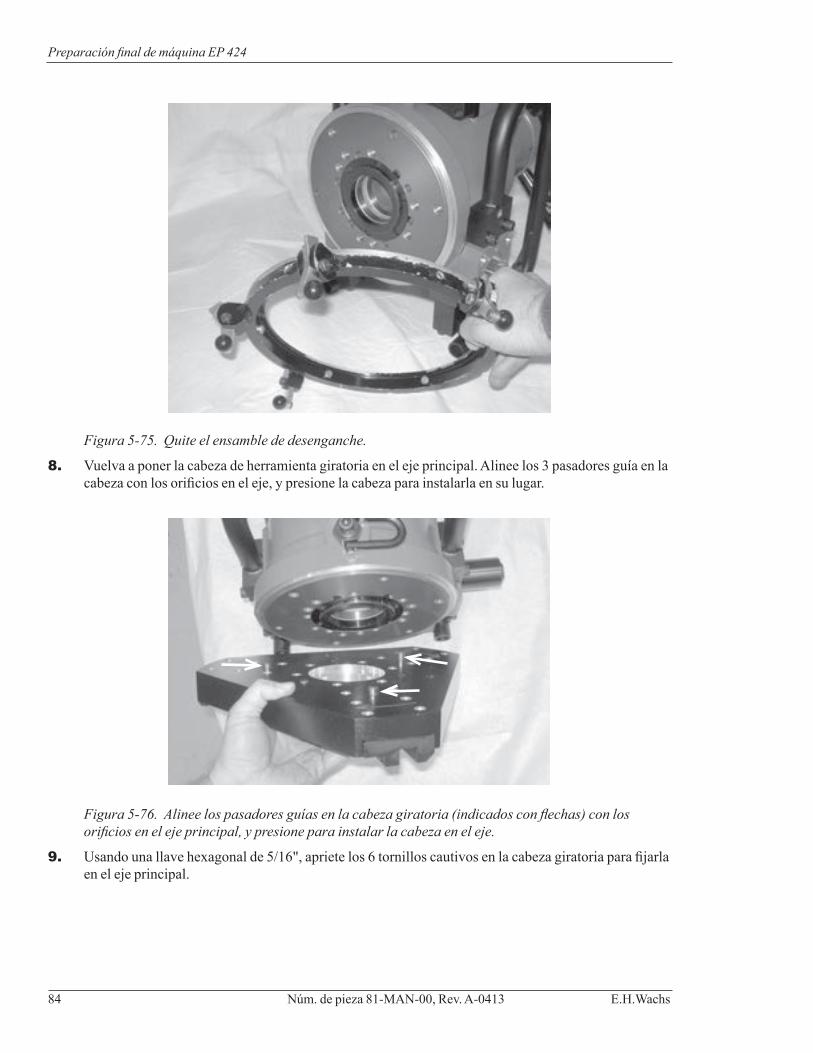
Preparación final de máquina EP 424
84 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 5-75. Quite el ensamble de desenganche.
8. Vuelva a poner la cabeza de herramienta giratoria en el eje principal. Alinee los 3 pasadores guía en la cabeza con los orificios en el eje, y presione la cabeza para instalarla en su lugar.
Figura 5-76. Alinee los pasadores guías en la cabeza giratoria (indicados con flechas) con los orificios en el eje principal, y presione para instalar la cabeza en el eje.
9. Usando una llave hexagonal de 5/16", apriete los 6 tornillos cautivos en la cabeza giratoria para fijarla en el eje principal.

Capítulo 5, Instrucciones de operación: Operación de punta única
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 85
Figura 5-77. Apriete los 6 tornillos que sujetan la cabeza giratoria.

Preparación final de máquina EP 424
86 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
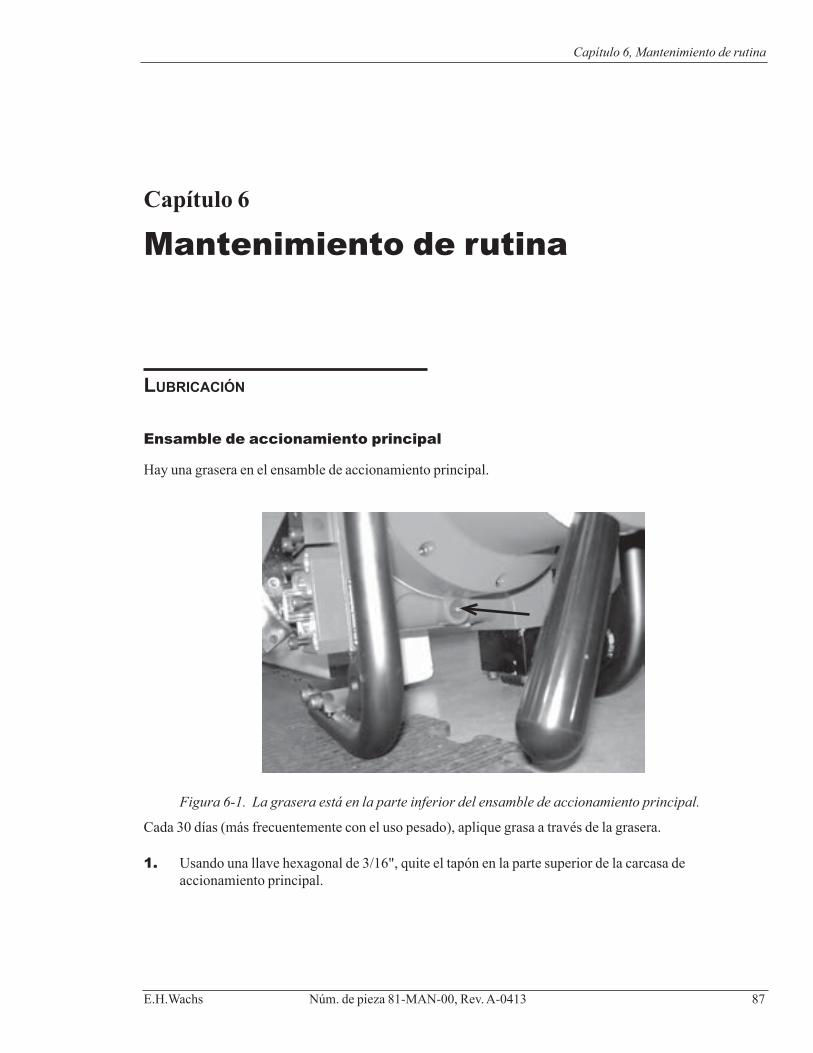
Capítulo 6, Mantenimiento de rutina
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 87
Capítulo 6
Mantenimiento de rutina
lubriCaCión
Ensamble de accionamiento principal
Hay una grasera en el ensamble de accionamiento principal.
Figura 6-1. La grasera está en la parte inferior del ensamble de accionamiento principal.
Cada 30 días (más frecuentemente con el uso pesado), aplique grasa a través de la grasera.
1. Usando una llave hexagonal de 3/16", quite el tapón en la parte superior de la carcasa de accionamiento principal.
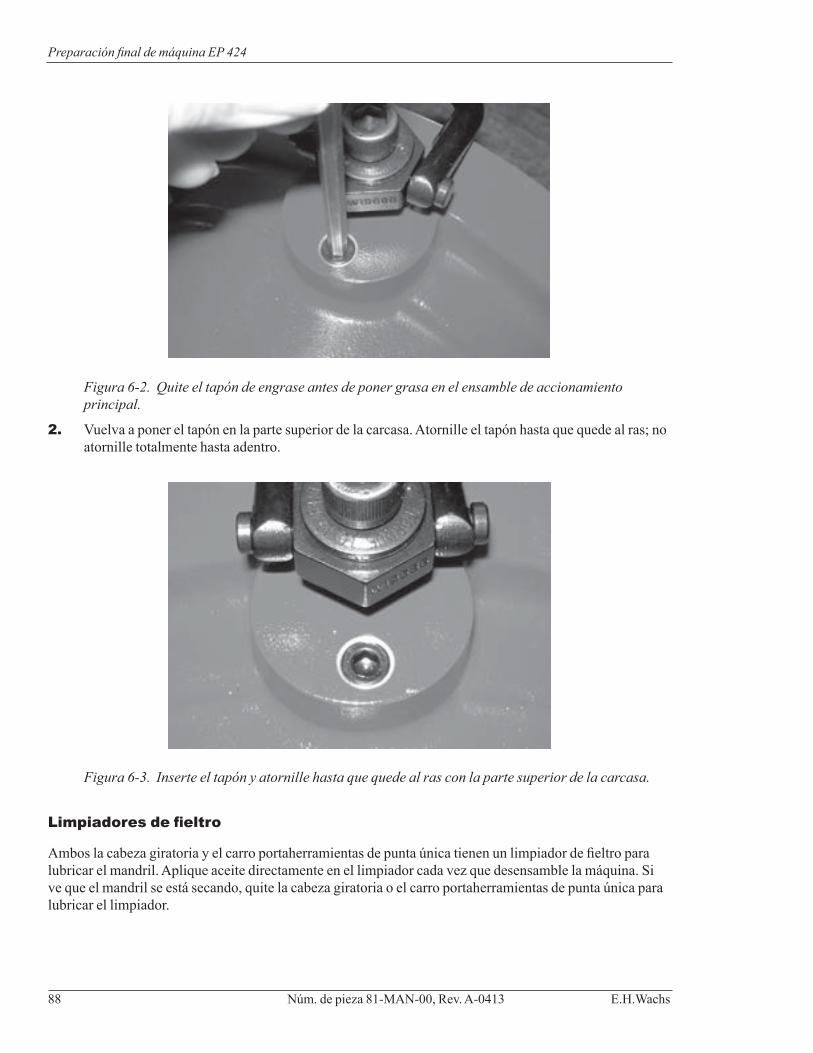
Preparación final de máquina EP 424
88 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 6-2. Quite el tapón de engrase antes de poner grasa en el ensamble de accionamiento principal.
2. Vuelva a poner el tapón en la parte superior de la carcasa. Atornille el tapón hasta que quede al ras; no atornille totalmente hasta adentro.
Figura 6-3. Inserte el tapón y atornille hasta que quede al ras con la parte superior de la carcasa.
Limpiadores de fieltro
Ambos la cabeza giratoria y el carro portaherramientas de punta única tienen un limpiador de fieltro para lubricar el mandril. Aplique aceite directamente en el limpiador cada vez que desensamble la máquina. Si ve que el mandril se está secando, quite la cabeza giratoria o el carro portaherramientas de punta única para lubricar el limpiador.

Capítulo 6, Mantenimiento de rutina: Lubricación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 89
Inspeccione la condición del limpiador. Reemplace el limpiador si está dañado, deformado por desgaste o demasiado seco.
Figura 6-4. Aplique aceite al limpiador de fieltro en la cabeza giratoria.
Figura 6-5. Reemplace los limpiadores de fieltro cuando estén desgastados o sucios.
Carro portaherramientas de punta única
Cada vez que use el carro portaherramientas de punta única, aplique aceite al tornillo de avance. Aplique una capa ligera de aceite.
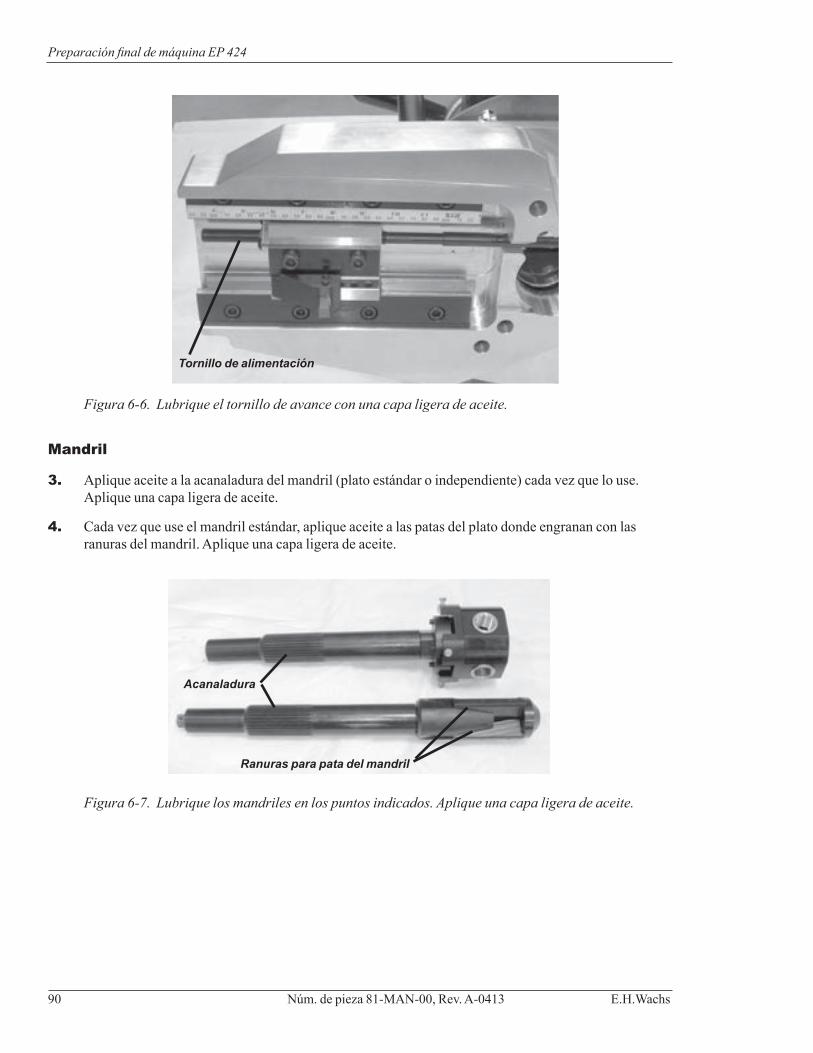
Preparación final de máquina EP 424
90 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Figura 6-6. Lubrique el tornillo de avance con una capa ligera de aceite.
Mandril
3. Aplique aceite a la acanaladura del mandril (plato estándar o independiente) cada vez que lo use. Aplique una capa ligera de aceite.
4. Cada vez que use el mandril estándar, aplique aceite a las patas del plato donde engranan con las ranuras del mandril. Aplique una capa ligera de aceite.
Acanaladura
Ranuras para pata del mandril
Figura 6-7. Lubrique los mandriles en los puntos indicados. Aplique una capa ligera de aceite.
Tornillo de alimentación
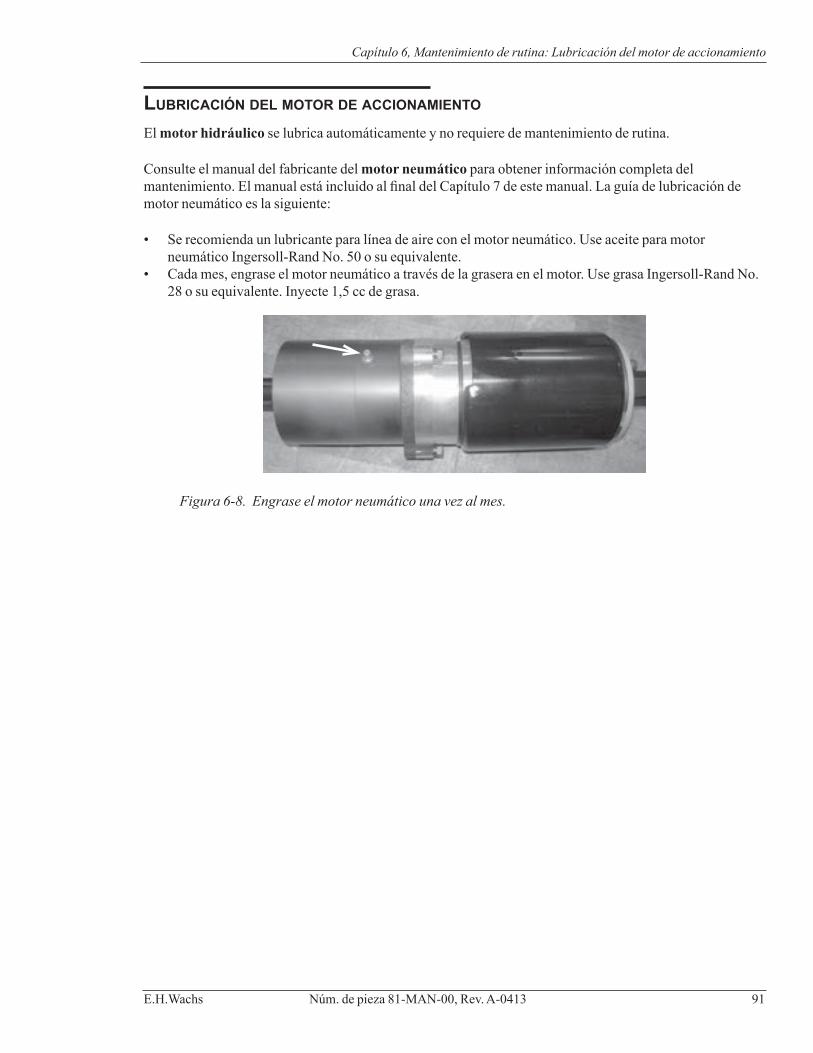
Capítulo 6, Mantenimiento de rutina: Lubricación del motor de accionamiento
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 91
lubriCaCión del motor de aCCionamiento
El motor hidráulico se lubrica automáticamente y no requiere de mantenimiento de rutina.
Consulte el manual del fabricante del motor neumático para obtener información completa del mantenimiento. El manual está incluido al final del Capítulo 7 de este manual. La guía de lubricación de motor neumático es la siguiente:
• Se recomienda un lubricante para línea de aire con el motor neumático. Use aceite para motor neumático Ingersoll-Rand No. 50 o su equivalente.
• Cada mes, engrase el motor neumático a través de la grasera en el motor. Use grasa Ingersoll-Rand No. 28 o su equivalente. Inyecte 1,5 cc de grasa.
Figura 6-8. Engrase el motor neumático una vez al mes.

Preparación final de máquina EP 424
92 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Capítulo 7, Servicio y reparación
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 93
Capítulo 7
Servicio y reparación
ajustes
Ajuste del Carro portaherramientas de punta única
Puede ajustar la tensión de avance en el carro portaherramientas de punta única. El carro portaherramientas debe ajustarse de modo que pueda girar la estrella con la mano con un agarre apretado. La estrella no debe bambolear o girar fácilmente.
Si la estrella está suelta o gira demasiado fácil, siga el siguiente procedimiento para ajustar la tensión en el carro portaherramientas.
Apriete el collarín de tope de estrella
1. Usando una llave hexagonal de 5/32", afloje el tornillo en el collarín de tope adyacente a la estrella.
2. Con la llave hexagonal en la cabeza del tornillo, gire el collarín de tope de modo que quede ajustado contra la estrella.
3. Vuelva a apretar el tornillo para asegurar el collarín de tope.
4. Revise la tensión en la estrella. Si es aceptable, no es necesario mayor ajuste.
Agregando/quitando calces a la corredera de ajuste
Los calces se usan debajo de las correderas de ajuste para establecer la tensión vertical en el carro portaherramientas macho. Los calces se “apilan” para obtener la tensión deseada.
• Al agregar calces se afloja la tensión en el carro portaherramientas.• Al quitar calces se ajusta la tensión en el carro portaherramientas.
Siempre debe haber el mismo número de calces debajo de ambas correderas de ajuste.
Preparación final de máquina EP 424
94 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Cuando el carro portaherramientas de desgaste, puede quitar un calce para restablecer la tensión. Revise el carro portaherramientas macho para ver si hay bamboleo vertical. Si puede mover el carro portaherramientas, necesitará quitar un calce en cada lado.
1. Usando una llave hexagonal de 5/16", apriete firmemente todos los 4 tornillos que sujetan cada corredera de ajuste. Revise el carro portaherramientas macho para ver si tiene bamboleo vertical. Mueva el carro hacia ambos extremos de carrera, mientras avanza.
NOTASi el carro portaherramientas está demasiado apretado, es probable que necesite agregar un calce. El procedimiento para agregar calces es el mismo.
2. Si puede mover el carro portaherramientas verticalmente en cualquier posición, quite los 4 tornillos de cada corredera de ajuste y quite los calces.
3. Quite un calce de cada lado. Apile el calce(s) restante y el plato de desgaste para alinear los orificios en el plato base.
4. Vuelva a instalar las correderas de ajuste y los tornillos. Apriete firmemente los tornillos.
5. Mueva el carro portaherramientas a lo largo de su carrera total, revisan do la tensión mientras avanza.
NOTASi el carro portaherramientas está demasiado apretado después de quitar un calce, vuelva a poner el calce y luego ajuste la tensión usando los tornillos de fijación del plato empujador. Consulte las instrucciones en la siguiente sección.
Ajuste los tornillos de fijación del plato empujador
Ajuste la tensión final del carro portaherramientas usando los tornillos de fijación en el plato empujador lateral.
Hay cuatro orificios para tornillos de fijación en un lado del carro portaherramientas. Cada orificio tiene un tornillo para ajustar el plato empujador, y un segundo tornillo insertado como tornillo de bloqueo.
1. Usando una llave hexagonal de 5/16" en el extremo del tornillo de avance, gire el tornillo hasta que el carro portaherramientas macho esté totalmente contra el extremo interno del tornillo.
2. Usando la llave hexagonal de 5/16", afloje los 4 tornillos en cada corredera de ajuste.
3. Usando una llave hexagonal de 5/32", quite los tornillos de bloqueo de los 4 orificios para tornillos de fijación.
4. Con la llave hexagonal de 5/32", inserte los 2 tornillos de fijación en los extremos. Afloje ligeramente los 2 tornillos de fijación en la parte media.
Capítulo 7, Servicio y reparación: Ajustes
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 95
5. Gire el tornillo de avance para mover el carro portaherramientas macho a lo largo de la carrera total. Revise que tenga una resistencia apropiada mientras gira el tornillo, y afloje o apriete los 2 tornillos de extremo como sea necesario para ajustar la rigidez.
6. Cuando la tensión es igual a lo largo de la longitud de carrera total, inserte los 2 tornillos de fijación de la parte media.
7. Mueva el carro portaherramientas a lo largo de la longitud de carrera y ajuste los tornillos como sea necesario.
8. Vuelva a poner los tornillos de bloqueo y apriete en todos los 4 tornillos de fijación.
Calibración de la escala de Speed Prep
Si es necesario, puede mover la escala de Speed Prep para asegurarse de que el ajuste del ángulo de biselado sea exacto. Debe revisar periódicamente la calibración, especialmente si su operación de biselado requiere de ángulos muy exactos.
Siga el siguiente procedimiento para revisar la calibración y ajustar la escala. El procedimiento incluye realizar la operación de biselado en una pieza de trabajo real, debido a que la calibración depende de un proceso de corte realista. Consulte las instrucciones detalladas en el Capítulo 5 para ajustar y realizar un biselado de punta única.
1. Configure la EP 424 para operación de punta única.
2. Monte la máquina en el tubo o pieza de trabajo muestra adecuada para biselado de punta única.
3. Instale una herramienta de punta única en el carro portaherramientas y configure la máquina para iniciar una operación de biselado.
4. Conecte la alimentación al motor de accionamiento y opere la máquina hasta que comience a cortar la pieza de trabajo.
5. Apague el motor de accionamiento.
6. Engrane un desenganche en el ensamble de desenganche.
7. Afloje la perilla del Speed Prep y ajuste de modo que el calibrador esté en 30°. Apriete la perilla para bloquearla en su lugar.
8. Gire la manivela de alimentación para ajustar la escala de avance axial a 0 (o a cualquier lectura de referencia). Tome nota de la lectura en la escala de avance axial.
9. Arranque el motor de accionamiento. El carro portaherramientas de punta única comenzará a girar.
10. Cuando el carro portaherramientas alcance el límite de rotación, jale la manivela de avance para iniciar el avance automático.
11. Cuente las rotaciones mientras la máquina está funcionando. Cuando llegue a 10 rotaciones, empuje la manivela de avance para parar el avance automático. Apague el motor de accionamiento.
12. Tome nota de la lectura en la escala de avance axial. Reste la lectura original del inicio de la lectura actual para determinar el avance axial medido.
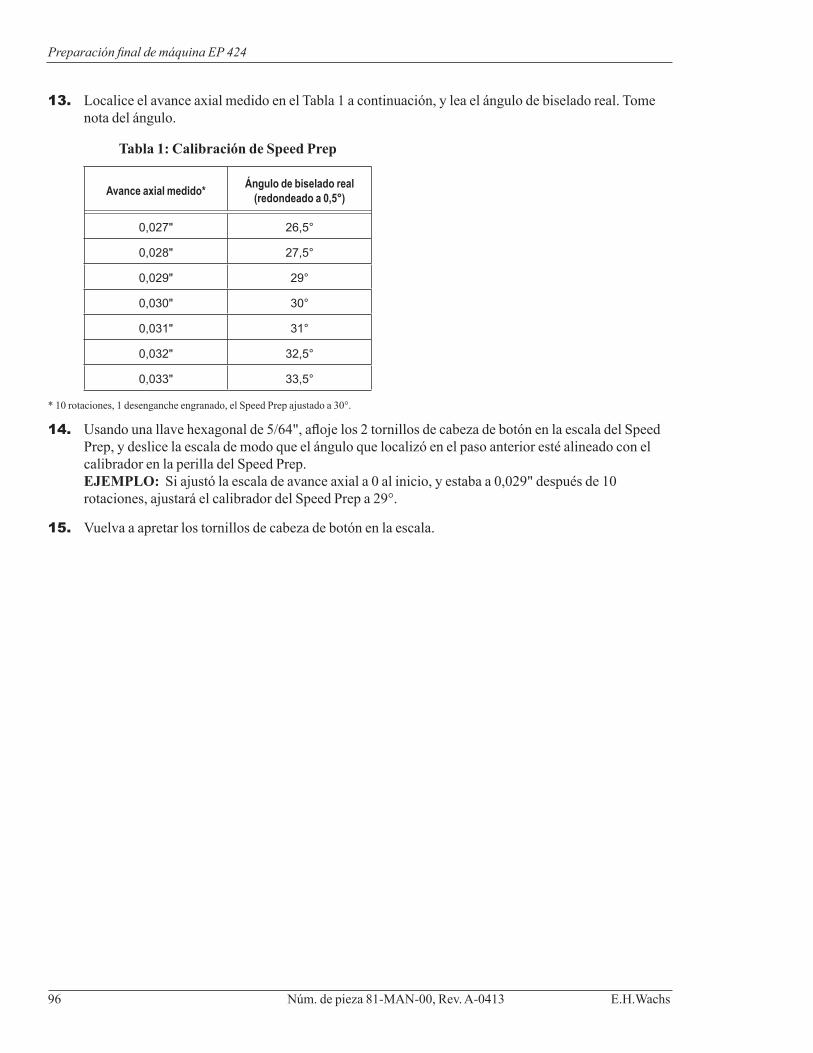
Preparación final de máquina EP 424
96 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
13. Localice el avance axial medido en el Tabla 1 a continuación, y lea el ángulo de biselado real. Tome nota del ángulo.
Tabla 1: Calibración de Speed Prep
Avance axial medido* Ángulo de biselado real (redondeado a 0,5°)
0,027" 26,5°
0,028" 27,5°
0,029" 29°
0,030" 30°
0,031" 31°
0,032" 32,5°
0,033" 33,5°
* 10 rotaciones, 1 desenganche engranado, el Speed Prep ajustado a 30°.
14. Usando una llave hexagonal de 5/64", afloje los 2 tornillos de cabeza de botón en la escala del Speed Prep, y deslice la escala de modo que el ángulo que localizó en el paso anterior esté alineado con el calibrador en la perilla del Speed Prep. EJEMPLO: Si ajustó la escala de avance axial a 0 al inicio, y estaba a 0,029" después de 10 rotaciones, ajustará el calibrador del Speed Prep a 29°.
15. Vuelva a apretar los tornillos de cabeza de botón en la escala.
Capítulo 8, Listas de piezas y dibujos
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 97
Capítulo 8
Listas de piezas y dibujos
Consulte los siguientes dibujos para la identificación y pedidos de piezas. Cada dibujo incluye una lista de piezas para el ensamble.
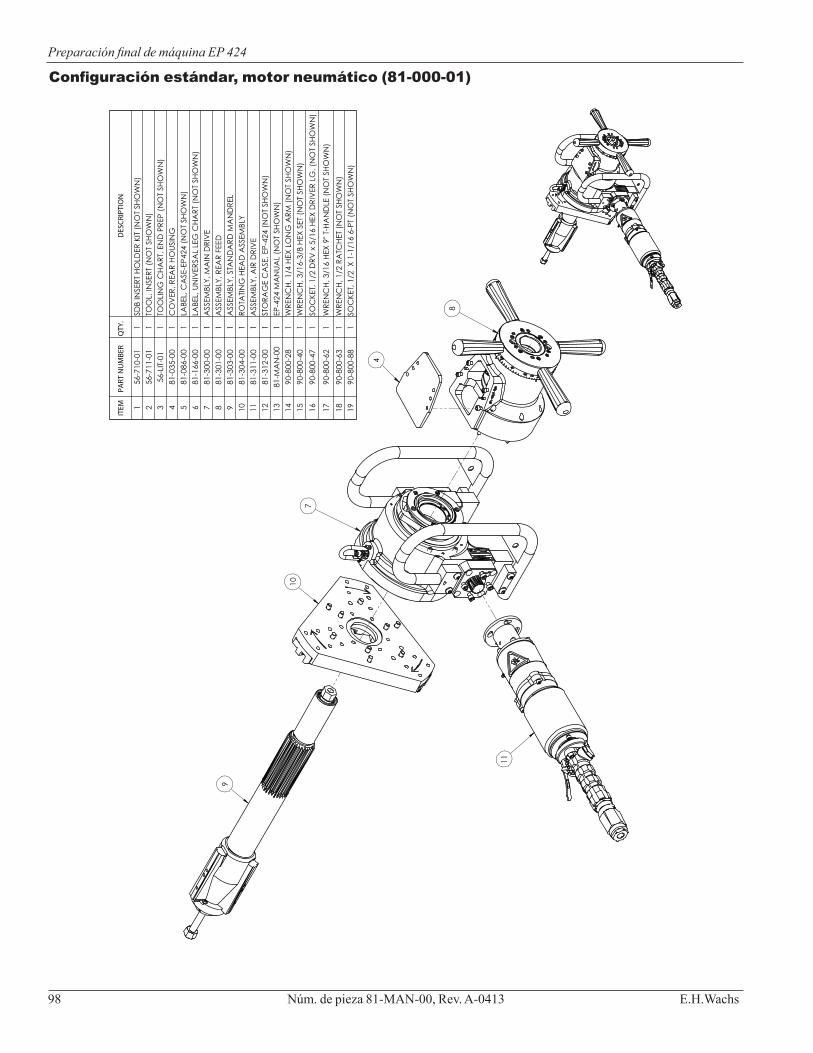
Preparación final de máquina EP 424
98 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Configuración estándar, motor neumático (81-000-01)
9
10
7
8
11
4
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
156
-710
-01
1SD
B IN
SER
T H
OLD
ER K
IT (
NO
T SH
OW
N)
256
-711
-01
1TO
OL,
INSE
RT
(NO
T SH
OW
N)
356
-LIT
-01
1TO
OLI
NG
CH
AR
T, E
ND
PR
EP (
NO
T SH
OW
N)
481
-035
-00
1C
OV
ER, R
EAR
HO
USI
NG
581
-086
-00
1LA
BEL,
CA
SE-E
P424
(N
OT
SHO
WN
)
681
-166
-00
1LA
BEL,
UN
IVER
SAL
LEG
CH
AR
T (N
OT
SHO
WN
)
781
-300
-00
1A
SSEM
BLY,
MA
IN D
RIV
E
881
-301
-00
1A
SSEM
BLY,
REA
R F
EED
981
-303
-00
1A
SSEM
BLY,
STA
ND
AR
D M
AN
DR
EL
1081
-304
-00
1R
OTA
TIN
G H
EAD
ASS
EMBL
Y
1181
-311
-00
1A
SSEM
BLY,
AIR
DR
IVE
1281
-312
-00
1ST
OR
AG
E C
ASE
, EP-
424
(NO
T SH
OW
N)
1381
-MA
N-0
01
EP-4
24 M
AN
UA
L (N
OT
SHO
WN
)
1490
-800
-28
1W
REN
CH
, 1/4
HEX
LO
NG
AR
M (
NO
T SH
OW
N)
1590
-800
-40
1W
REN
CH
, 3/1
6-3/
8 H
EX S
ET (
NO
T SH
OW
N)
1690
-800
-47
1SO
CKE
T, 1
/2 D
RV
x 5
/16
HEX
DR
IVER
LG
. (N
OT
SHO
WN
)
1790
-800
-62
1W
REN
CH
, 3/1
6 H
EX 9
" T-H
AN
DLE
(N
OT
SHO
WN
)
1890
-800
-63
1W
REN
CH
, 1/2
RA
TCH
ET (
NO
T SH
OW
N)
1990
-800
-88
1SO
CKE
T, 1
/2 X
1-1
/16
6-PT
(N
OT
SHO
WN
)
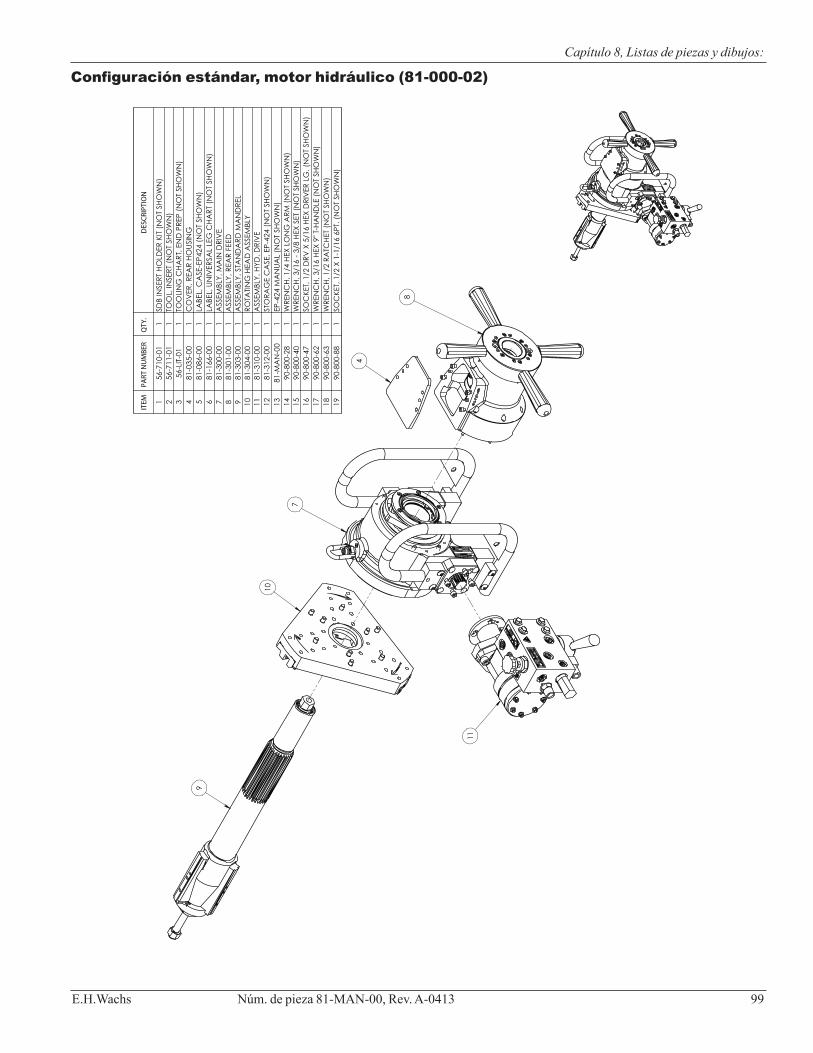
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 99
Configuración estándar, motor hidráulico (81-000-02)
9
10
7
8
11
4
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
156
-710
-01
1SD
B IN
SER
T H
OLD
ER K
IT (
NO
T SH
OW
N)
256
-711
-01
1TO
OL,
INSE
RT
(NO
T SH
OW
N)
356
-LIT
-01
1TO
OLI
NG
CH
AR
T, E
ND
PR
EP (
NO
T SH
OW
N)
481
-035
-00
1C
OV
ER, R
EAR
HO
USI
NG
581
-086
-00
1LA
BEL,
CA
SE-E
P424
(N
OT
SHO
WN
)6
81-1
66-0
01
LABE
L, U
NIV
ERSA
L LE
G C
HA
RT
(NO
T SH
OW
N)
781
-300
-00
1A
SSEM
BLY,
MA
IN D
RIV
E8
81-3
01-0
01
ASS
EMBL
Y, R
EAR
FEE
D9
81-3
03-0
01
ASS
EMBL
Y, S
TAN
DA
RD
MA
ND
REL
1081
-304
-00
1R
OTA
TIN
G H
EAD
ASS
EMBL
Y11
81-3
10-0
01
ASS
EMBL
Y, H
YD. D
RIV
E12
81-3
12-0
01
STO
RA
GE
CA
SE, E
P-42
4 (N
OT
SHO
WN
)13
81-M
AN
-00
1EP
-424
MA
NU
AL
(NO
T SH
OW
N)
1490
-800
-28
1W
REN
CH
, 1/4
HEX
LO
NG
AR
M (
NO
T SH
OW
N)
1590
-800
-40
1W
REN
CH
, 3/1
6 -
3/8
HEX
SET
(N
OT
SHO
WN
)16
90-8
00-4
71
SOC
KET,
1/2
DR
V X
5/1
6 H
EX D
RIV
ER L
G. (
NO
T SH
OW
N)
1790
-800
-62
1W
REN
CH
, 3/1
6 H
EX 9
" T-H
AN
DLE
(N
OT
SHO
WN
)18
90-8
00-6
31
WR
ENC
H, 1
/2 R
ATC
HET
(N
OT
SHO
WN
)19
90-8
00-8
81
SOC
KET,
1/2
X 1
-1/1
6 6P
T. (
NO
T SH
OW
N)
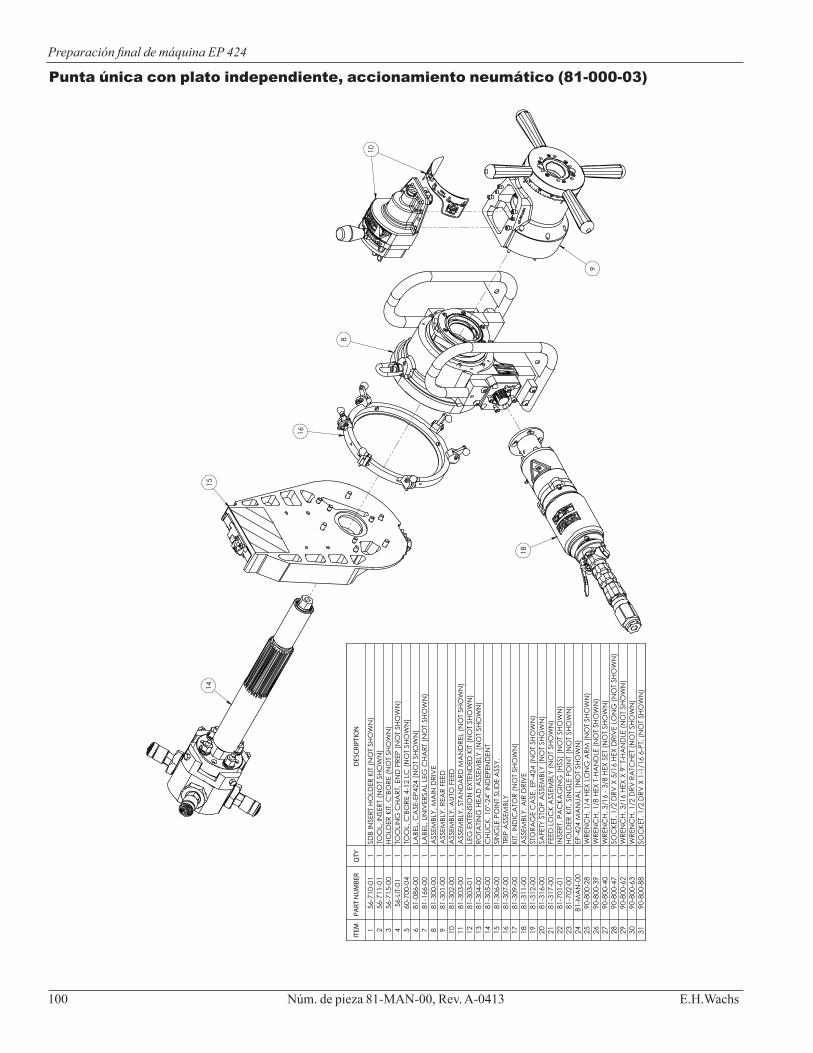
Preparación final de máquina EP 424
100 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Punta única con plato independiente, accionamiento neumático (81-000-03)
1415
16
8
10
18
9
ITEM
PART
NU
MBE
RQ
TYD
ESCR
IPTI
ON
156
-710
-01
1SD
B IN
SER
T H
OLD
ER K
IT (
NO
T SH
OW
N)
256
-711
-01
1TO
OL,
INSE
RT
(NO
T SH
OW
N)
356
-715
-00
1H
OLD
ER K
IT, C
'BO
RE
(NO
T SH
OW
N)
456
-LIT
-01
1TO
OLI
NG
CH
AR
T, E
ND
PR
EP (
NO
T SH
OW
N)
560
-700
-04
1TO
OL,
C'B
OR
E 4-
12 L
C (
NO
T SH
OW
N)
681
-086
-00
1LA
BEL,
CA
SE-E
P424
(N
OT
SHO
WN
)7
81-1
66-0
01
LABE
L, U
NIV
ERSA
L LE
G C
HA
RT
(NO
T SH
OW
N)
881
-300
-00
1A
SSEM
BLY,
MA
IN D
RIV
E9
81-3
01-0
01
ASS
EMBL
Y, R
EAR
FEE
D10
81-3
02-0
01
ASS
EMBL
Y, A
UTO
FEE
D11
81-3
03-0
01
ASS
EMBL
Y, S
TAN
DA
RD
MA
ND
REL
(N
OT
SHO
WN
)12
81-3
03-0
11
LEG
EX
TEN
SIO
N E
XTE
ND
ED K
IT (
NO
T SH
OW
N)
1381
-304
-00
1R
OTA
TIN
G H
EAD
ASS
EMBL
Y (N
OT
SHO
WN
)14
81-3
05-0
01
CH
UC
K, 1
0"-2
4" IN
DEP
END
ENT
1581
-306
-00
1SI
NG
LE P
OIN
T SL
IDE
ASS
Y.16
81-3
07-0
01
TRIP
ASS
EMBL
Y17
81-3
09-0
01
KIT,
IND
ICA
TOR
(N
OT
SHO
WN
)18
81-3
11-0
01
ASS
EMBL
Y, A
IR D
RIV
E19
81-3
12-0
01
STO
RA
GE
CA
SE, E
P-42
4 (N
OT
SHO
WN
)20
81-3
16-0
01
SAFE
TY S
TOP
ASS
EMBL
Y (N
OT
SHO
WN
)21
81-3
17-0
01
FEED
LO
CK
ASS
EMBL
Y (N
OT
SHO
WN
)22
81-7
01-0
11
INSE
RT,
PA
CKA
GIN
G (
HSS
) (N
OT
SHO
WN
)23
81-7
02-0
01
HO
LDER
KIT
, SIN
GLE
PO
INT
(NO
T SH
OW
N)
2481
-MA
N-0
01
EP-4
24 M
AN
UA
L (N
OT
SHO
WN
)25
90-8
00-2
81
WR
ENC
H, 1
/4 H
EX L
ON
G A
RM
(N
OT
SHO
WN
)26
90-8
00-3
91
WR
ENC
H, 1
/8 H
EX T
-HA
ND
LE (
NO
T SH
OW
N)
2790
-800
-40
1W
REN
CH
, 3/1
6 -
3/8
HEX
SET
(N
OT
SHO
WN
)28
90-8
00-4
71
SOC
KET,
1/2
DR
V X
5/1
6 H
EX D
RIV
E LO
NG
(N
OT
SHO
WN
)29
90-8
00-6
21
WR
ENC
H, 3
/16
HEX
X 9
" T-H
AN
DLE
(N
OT
SHO
WN
)30
90-8
00-6
31
WR
ENC
H, 1
/2 D
RV
RA
TCH
ET (
NO
T SH
OW
N)
3190
-800
-88
1SO
CKE
T, 1
/2 D
RV
X 1
-1/1
6 6-
PT. (
NO
T SH
OW
N)
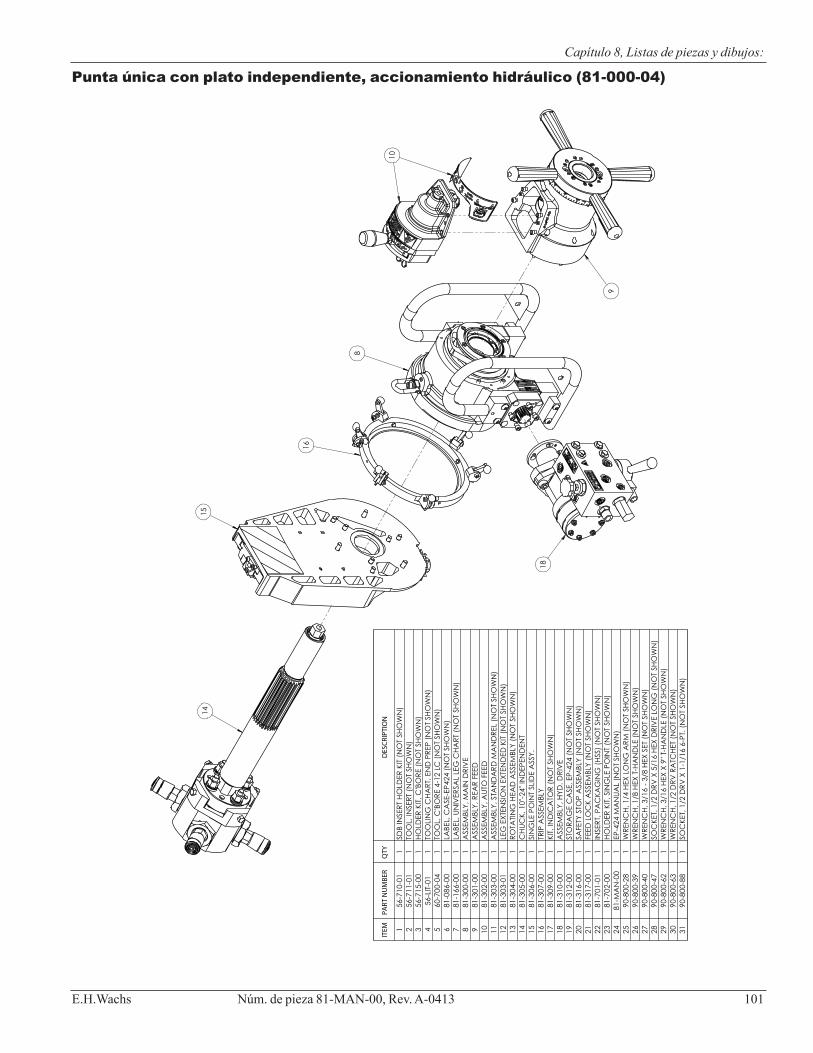
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 101
Punta única con plato independiente, accionamiento hidráulico (81-000-04)
1415
16
8
10
9
18
ITEM
PART
NU
MBE
RQ
TYD
ESCR
IPTI
ON
156
-710
-01
1SD
B IN
SER
T H
OLD
ER K
IT (
NO
T SH
OW
N)
256
-711
-01
1TO
OL,
INSE
RT
(NO
T SH
OW
N)
356
-715
-00
1H
OLD
ER K
IT, C
'BO
RE
(NO
T SH
OW
N)
456
-LIT
-01
1TO
OLI
NG
CH
AR
T, E
ND
PR
EP (
NO
T SH
OW
N)
560
-700
-04
1TO
OL,
C'B
OR
E 4-
12 L
C (
NO
T SH
OW
N)
681
-086
-00
1LA
BEL,
CA
SE-E
P424
(N
OT
SHO
WN
)7
81-1
66-0
01
LABE
L, U
NIV
ERSA
L LE
G C
HA
RT
(NO
T SH
OW
N)
881
-300
-00
1A
SSEM
BLY,
MA
IN D
RIV
E9
81-3
01-0
01
ASS
EMBL
Y, R
EAR
FEE
D10
81-3
02-0
01
ASS
EMBL
Y, A
UTO
FEE
D11
81-3
03-0
01
ASS
EMBL
Y, S
TAN
DA
RD
MA
ND
REL
(N
OT
SHO
WN
)12
81-3
03-0
11
LEG
EX
TEN
SIO
N E
XTE
ND
ED K
IT (
NO
T SH
OW
N)
1381
-304
-00
1R
OTA
TIN
G H
EAD
ASS
EMBL
Y (N
OT
SHO
WN
)14
81-3
05-0
01
CH
UC
K, 1
0"-2
4" IN
DEP
END
ENT
1581
-306
-00
1SI
NG
LE P
OIN
T SL
IDE
ASS
Y.16
81-3
07-0
01
TRIP
ASS
EMBL
Y17
81-3
09-0
01
KIT,
IND
ICA
TOR
(N
OT
SHO
WN
)18
81-3
10-0
01
ASS
EMBL
Y, H
YD. D
RIV
E19
81-3
12-0
01
STO
RA
GE
CA
SE, E
P-42
4 (N
OT
SHO
WN
)20
81-3
16-0
01
SAFE
TY S
TOP
ASS
EMBL
Y (N
OT
SHO
WN
)21
81-3
17-0
01
FEED
LO
CK
ASS
EMBL
Y (N
OT
SHO
WN
)22
81-7
01-0
11
INSE
RT,
PA
CKA
GIN
G (
HSS
) (N
OT
SHO
WN
)23
81-7
02-0
01
HO
LDER
KIT
, SIN
GLE
PO
INT
(NO
T SH
OW
N)
2481
-MA
N-0
01
EP-4
24 M
AN
UA
L (N
OT
SHO
WN
)25
90-8
00-2
81
WR
ENC
H, 1
/4 H
EX L
ON
G A
RM
(N
OT
SHO
WN
)26
90-8
00-3
91
WR
ENC
H, 1
/8 H
EX T
-HA
ND
LE (
NO
T SH
OW
N)
2790
-800
-40
1W
REN
CH
, 3/1
6 -
3/8
HEX
SET
(N
OT
SHO
WN
)28
90-8
00-4
71
SOC
KET,
1/2
DR
V X
5/1
6 H
EX D
RIV
E LO
NG
(N
OT
SHO
WN
)29
90-8
00-6
21
WR
ENC
H, 3
/16
HEX
X 9
" T-H
AN
DLE
(N
OT
SHO
WN
)30
90-8
00-6
31
WR
ENC
H, 1
/2 D
RV
RA
TCH
ET (
NO
T SH
OW
N)
3190
-800
-88
1SO
CKE
T, 1
/2 D
RV
X 1
-1/1
6 6-
PT. (
NO
T SH
OW
N)
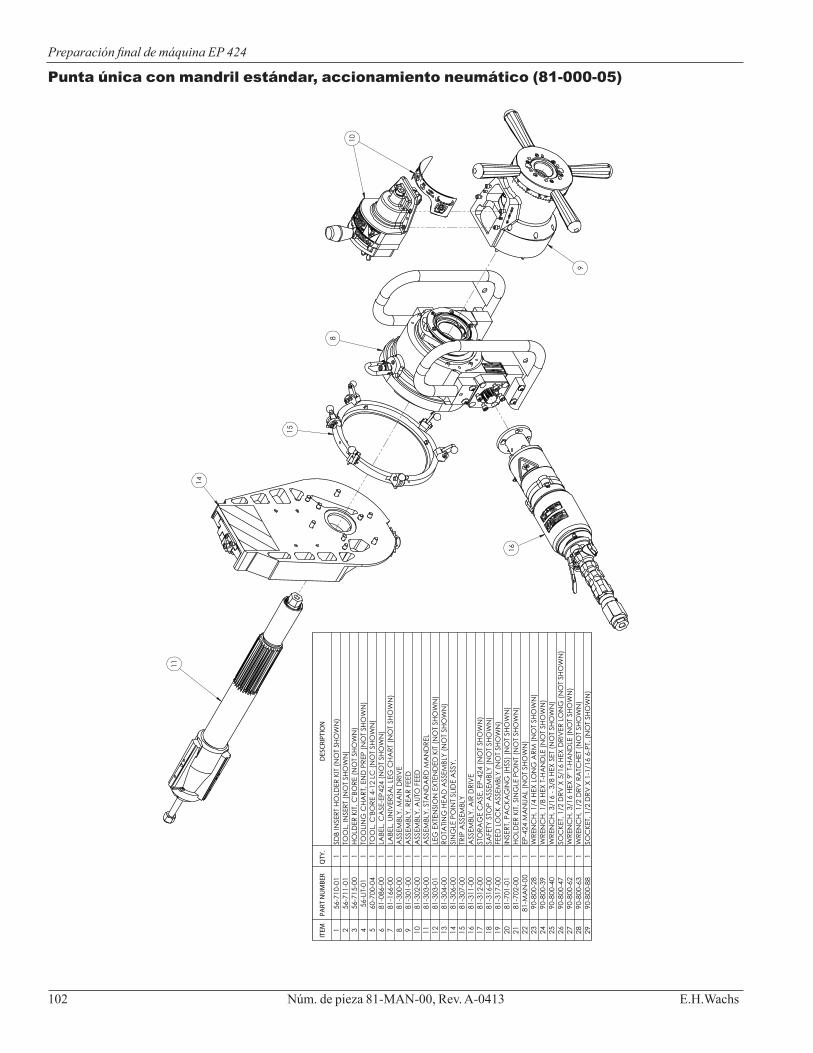
Preparación final de máquina EP 424
102 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Punta única con mandril estándar, accionamiento neumático (81-000-05)
14
15
8
10
16
9
11
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
156
-710
-01
1SD
B IN
SER
T H
OLD
ER K
IT (
NO
T SH
OW
N)
256
-711
-01
1TO
OL,
INSE
RT
(NO
T SH
OW
N)
356
-715
-00
1H
OLD
ER K
IT, C
'BO
RE
(NO
T SH
OW
N)
456
-LIT
-01
1TO
OLI
NG
CH
AR
T, E
ND
PR
EP (
NO
T SH
OW
N)
560
-700
-04
1TO
OL,
C'B
OR
E 4-
12 L
C (
NO
T SH
OW
N)
681
-086
-00
1LA
BEL,
CA
SE-E
P424
(N
OT
SHO
WN
)7
81-1
66-0
01
LABE
L, U
NIV
ERSA
L LE
G C
HA
RT
(NO
T SH
OW
N)
881
-300
-00
1A
SSEM
BLY,
MA
IN D
RIV
E9
81-3
01-0
01
ASS
EMBL
Y, R
EAR
FEE
D10
81-3
02-0
01
ASS
EMBL
Y, A
UTO
FEE
D11
81-3
03-0
01
ASS
EMBL
Y, S
TAN
DA
RD
MA
ND
REL
1281
-303
-01
1LE
G E
XTE
NSI
ON
EX
TEN
DED
KIT
(N
OT
SHO
WN
)13
81-3
04-0
01
RO
TATI
NG
HEA
D A
SSEM
BLY
(NO
T SH
OW
N)
1481
-306
-00
1SI
NG
LE P
OIN
T SL
IDE
ASS
Y.15
81-3
07-0
01
TRIP
ASS
EMBL
Y16
81-3
11-0
01
ASS
EMBL
Y, A
IR D
RIV
E17
81-3
12-0
01
STO
RA
GE
CA
SE, E
P-42
4 (N
OT
SHO
WN
)18
81-3
16-0
01
SAFE
TY S
TOP
ASS
EMBL
Y (N
OT
SHO
WN
)19
81-3
17-0
01
FEED
LO
CK
ASS
EMBL
Y (N
OT
SHO
WN
)20
81-7
01-0
11
INSE
RT,
PA
CKA
GIN
G (
HSS
) (N
OT
SHO
WN
)21
81-7
02-0
01
HO
LDER
KIT
, SIN
GLE
PO
INT
(NO
T SH
OW
N)
2281
-MA
N-0
01
EP-4
24 M
AN
UA
L (N
OT
SHO
WN
)23
90-8
00-2
81
WR
ENC
H, 1
/4 H
EX L
ON
G A
RM
(N
OT
SHO
WN
)24
90-8
00-3
91
WR
ENC
H, 1
/8 H
EX T
-HA
ND
LE (
NO
T SH
OW
N)
2590
-800
-40
1W
REN
CH
, 3/1
6 -
3/8
HEX
SET
(N
OT
SHO
WN
)26
90-8
00-4
71
SOC
KET,
1/2
DR
V X
5/1
6 H
EX D
RIV
ER L
ON
G (
NO
T SH
OW
N)
2790
-800
-62
1W
REN
CH
, 3/1
6 H
EX 9
" T-H
AN
DLE
(N
OT
SHO
WN
)28
90-8
00-6
31
WR
ENC
H, 1
/2 D
RV
RA
TCH
ET (
NO
T SH
OW
N)
2990
-800
-88
1SO
CKE
T, 1
/2 D
RV
X 1
-1/1
6 6-
PT. (
NO
T SH
OW
N)
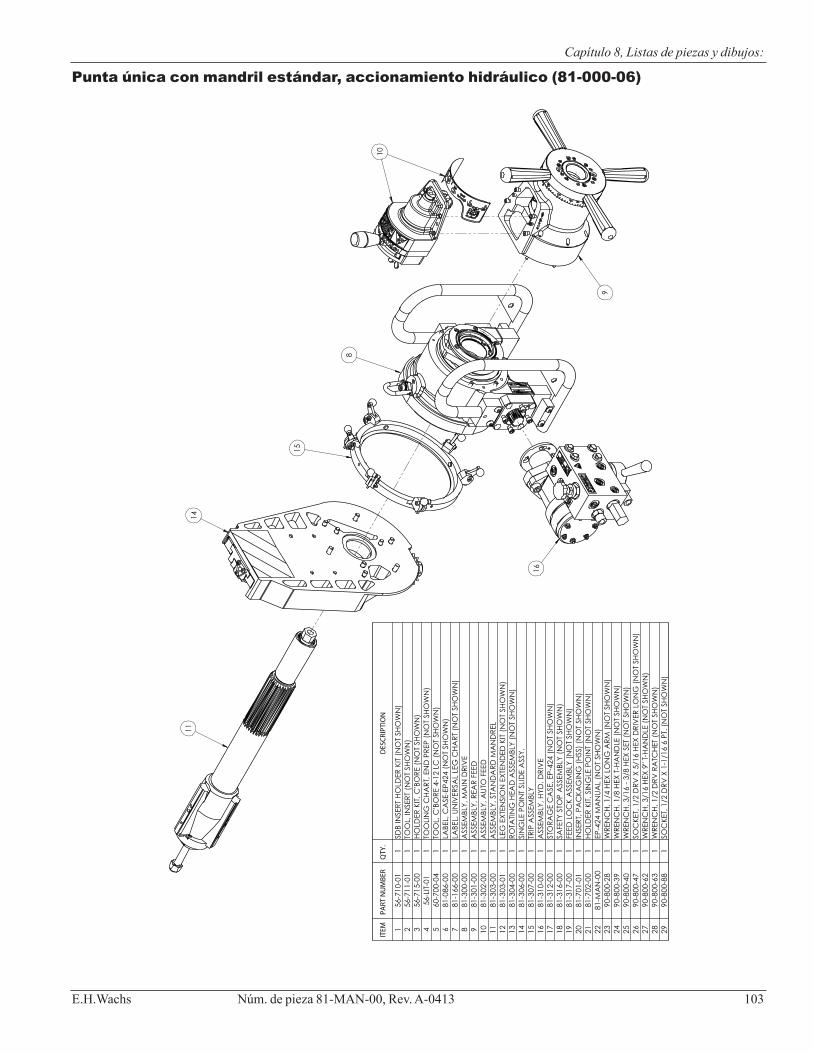
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 103
Punta única con mandril estándar, accionamiento hidráulico (81-000-06)
1114
15
8
10
9
16
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
156
-710
-01
1SD
B IN
SER
T H
OLD
ER K
IT (
NO
T SH
OW
N)
256
-711
-01
1TO
OL,
INSE
RT
(NO
T SH
OW
N)
356
-715
-00
1H
OLD
ER K
IT, C
'BO
RE
(NO
T SH
OW
N)
456
-LIT
-01
1TO
OLI
NG
CH
AR
T, E
ND
PR
EP (
NO
T SH
OW
N)
560
-700
-04
1TO
OL,
C'B
OR
E 4-
12 L
C (
NO
T SH
OW
N)
681
-086
-00
1LA
BEL,
CA
SE-E
P424
(N
OT
SHO
WN
)7
81-1
66-0
01
LABE
L, U
NIV
ERSA
L LE
G C
HA
RT
(NO
T SH
OW
N)
881
-300
-00
1A
SSEM
BLY,
MA
IN D
RIV
E9
81-3
01-0
01
ASS
EMBL
Y, R
EAR
FEE
D10
81-3
02-0
01
ASS
EMBL
Y, A
UTO
FEE
D11
81-3
03-0
01
ASS
EMBL
Y, S
TAN
DA
RD
MA
ND
REL
1281
-303
-01
1LE
G E
XTE
NSI
ON
EX
TEN
DED
KIT
(N
OT
SHO
WN
)13
81-3
04-0
01
RO
TATI
NG
HEA
D A
SSEM
BLY
(NO
T SH
OW
N)
1481
-306
-00
1SI
NG
LE P
OIN
T SL
IDE
ASS
Y.15
81-3
07-0
01
TRIP
ASS
EMBL
Y16
81-3
10-0
01
ASS
EMBL
Y, H
YD. D
RIV
E17
81-3
12-0
01
STO
RA
GE
CA
SE, E
P-42
4 (N
OT
SHO
WN
)18
81-3
16-0
01
SAFE
TY S
TOP
ASS
EMBL
Y (N
OT
SHO
WN
)19
81-3
17-0
01
FEED
LO
CK
ASS
EMBL
Y (N
OT
SHO
WN
)20
81-7
01-0
11
INSE
RT,
PA
CKA
GIN
G (
HSS
) (N
OT
SHO
WN
)21
81-7
02-0
01
HO
LDER
KIT
, SIN
GLE
PO
INT
(NO
T SH
OW
N)
2281
-MA
N-0
01
EP-4
24 M
AN
UA
L (N
OT
SHO
WN
)23
90-8
00-2
81
WR
ENC
H, 1
/4 H
EX L
ON
G A
RM
(N
OT
SHO
WN
)24
90-8
00-3
91
WR
ENC
H, 1
/8 H
EX T
-HA
ND
LE (
NO
T SH
OW
N)
2590
-800
-40
1W
REN
CH
, 3/1
6 -
3/8
HEX
SET
(N
OT
SHO
WN
)26
90-8
00-4
71
SOC
KET,
1/2
DR
V X
5/1
6 H
EX D
RIV
ER L
ON
G (
NO
T SH
OW
N)
2790
-800
-62
1W
REN
CH
, 3/1
6 H
EX 9
" T-H
AN
DLE
(N
OT
SHO
WN
)28
90-8
00-6
31
WR
ENC
H, 1
/2 D
RV
RA
TCH
ET (
NO
T SH
OW
N)
2990
-800
-88
1SO
CKE
T, 1
/2 D
RV
X 1
-1/1
6 6
PT. (
NO
T SH
OW
N)
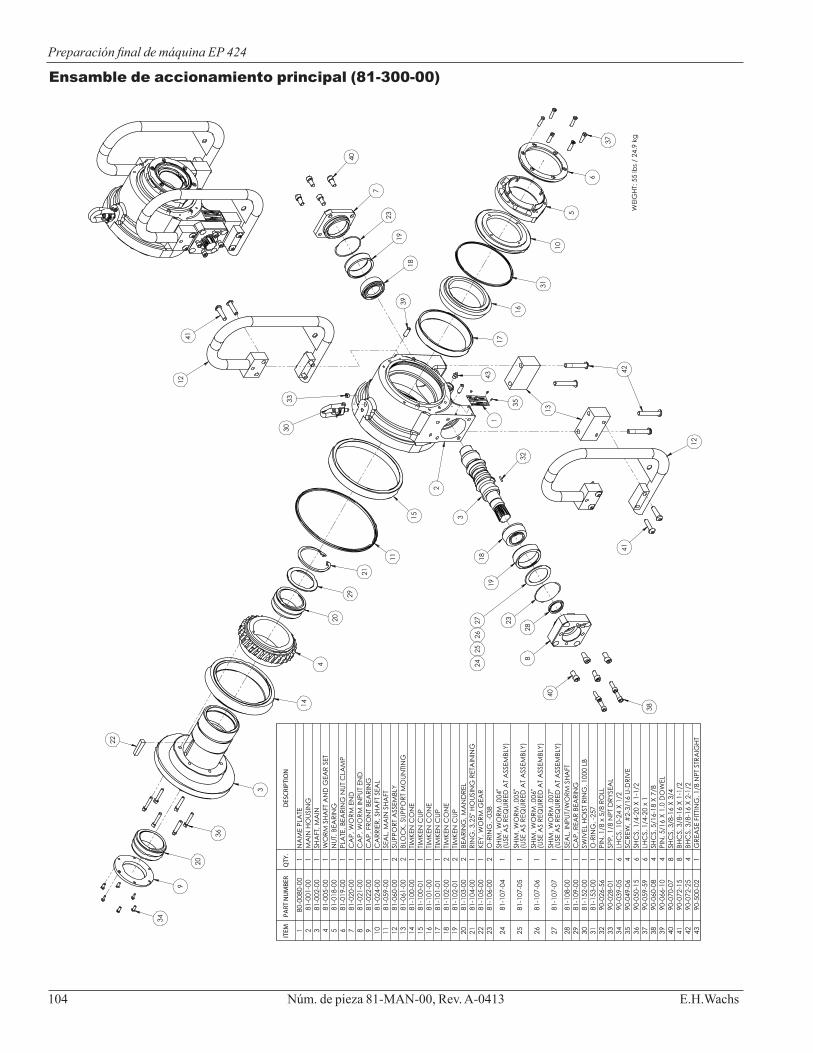
Preparación final de máquina EP 424
104 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Ensamble de accionamiento principal (81-300-00)
40
18
7
23
1911
15
14
21
29
20
3
36
20
9
1819
288
38
17
16
10
40
34
22
43
12
13
42
12
30
2
4
3
31
41
41
33
39
35
1
32
5
6
37
232726
2524
WEI
GH
T: 5
5 lb
s /
24.9
kg
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
180
-008
0-00
1N
AM
E PL
ATE
281
-001
-00
1M
AIN
HO
USI
NG
381
-002
-00
1SH
AFT
, MA
IN4
81-0
05-0
01
WO
RM
SH
AFT
AN
D G
EAR
SET
581
-018
-00
1N
UT,
BEA
RIN
G6
81-0
19-0
01
PLA
TE, B
EAR
ING
NU
T C
LAM
P7
81-0
20-0
01
CA
P, W
OR
M E
ND
881
-021
-00
1C
AP,
WO
RM
INPU
T EN
D9
81-0
22-0
01
CA
P, F
RO
NT
BEA
RIN
G10
81-0
24-0
01
CA
RR
IER
, SH
AFT
SEA
L11
81-0
59-0
01
SEA
L, M
AIN
SH
AFT
1281
-060
-00
2SU
PPO
RT
ASS
EMBL
Y13
81-0
61-0
02
BLO
CK,
SU
PPO
RT
MO
UN
TIN
G14
81-1
00-0
01
TIM
KEN
CO
NE
1581
-100
-01
1TI
MKE
N C
UP
1681
-101
-00
1TI
MKE
N C
ON
E17
81-1
01-0
11
TIM
KEN
CU
P18
81-1
02-0
02
TIM
KEN
CO
NE
1981
-102
-01
2TI
MKE
N C
UP
2081
-103
-00
2BE
AR
ING
, MA
ND
REL
2181
-104
-00
1R
ING
, 3.2
5" H
OU
SIN
G R
ETA
ININ
G22
81-1
05-0
01
KEY,
WO
RM
GEA
R23
81-1
06-0
02
O-R
ING
, -03
8
2481
-107
-04
1SH
IM, W
OR
M .0
04"
(USE
AS
REQ
UIR
ED A
T A
SSEM
BLY)
2581
-107
-05
1SH
IM, W
OR
M .0
05"
(USE
AS
REQ
UIR
ED A
T A
SSEM
BLY)
2681
-107
-06
1SH
IM, W
OR
M .0
06"
(USE
AS
REQ
UIR
ED A
T A
SSEM
BLY)
2781
-107
-07
1SH
IM, W
OR
M .0
07"
(USE
AS
REQ
UIR
ED A
T A
SSEM
BLY)
2881
-108
-00
1SE
AL,
INPU
T/W
OR
M S
HA
FT29
81-1
09-0
01
CA
P, R
EAR
BEA
RIN
G30
81-1
52-0
01
SWIV
EL H
OIS
T R
ING
, 100
0 LB
3181
-153
-00
1O
-RIN
G, -
257
3290
-026
-56
1PI
N, 1
/8 x
5/8
RO
LL33
90-0
28-0
11
SPP,
1/8
NPT
DR
YSEA
L34
90-0
39-0
56
LHC
S, 1
0-24
X 1
/235
90-0
49-0
64
SCR
EW, #
2-3/
16 U
-DR
IVE
3690
-050
-15
6SH
CS,
1/4
-20
X 1
-1/2
3790
-059
-59
6LH
CS,
1/4
-20
x 1
3890
-060
-08
4SH
CS,
5/1
6-18
X 7
/839
90-0
66-1
04
PIN
, 5/1
6 X
1.0
DO
WEL
4090
-070
-07
8SH
CS,
3/8
-16
X 3
/441
90-0
72-1
58
BHC
S, 3
/8-1
6 X
1-1
/242
90-0
72-2
54
BHC
S, 3
/8-1
6 X
2-1
/243
90-5
00-0
21
GR
EASE
FIT
TIN
G, 1
/8 N
PT S
TRA
IGH
T
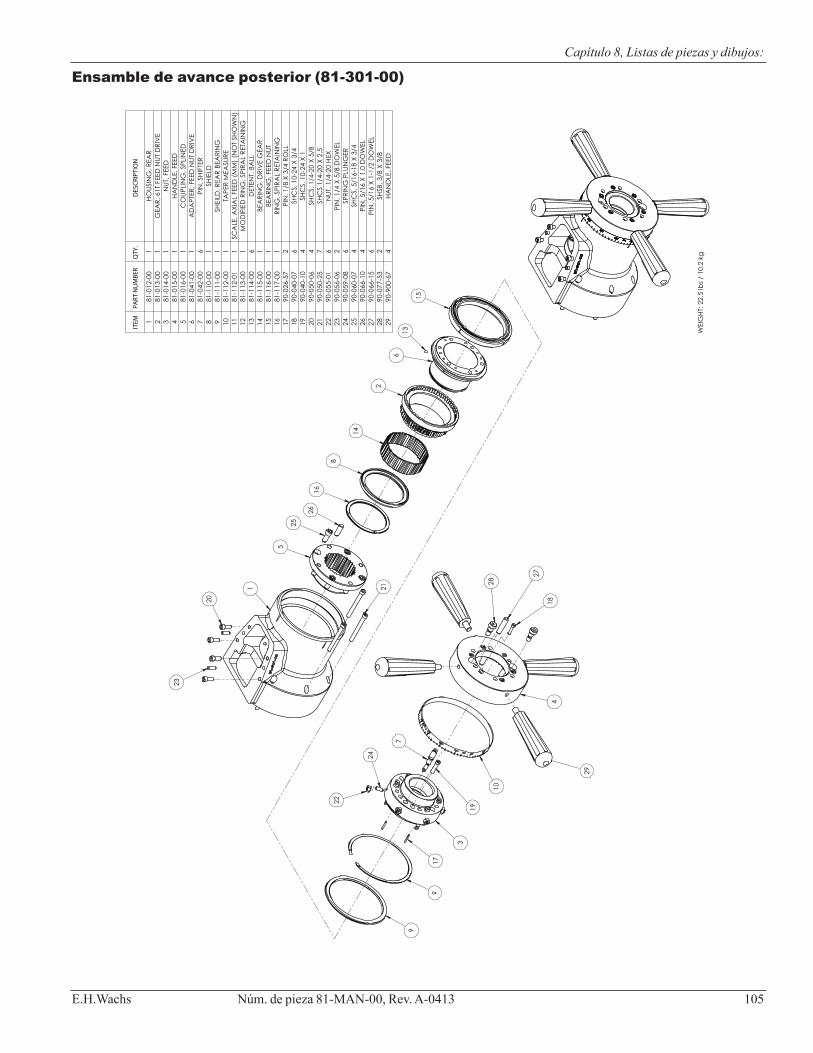
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 105
Ensamble de avance posterior (81-301-00)
20
23
1
5
25
2616
8
14
2
613
15
29
10
4
27
18
7
19
3
17?
9
24
22
21
28
WEI
GH
T: 2
2.5
lbs
/ 10
.2 k
g
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
181
-012
-00
1H
OU
SIN
G, R
EAR
281
-013
-00
1G
EAR
, 61T
FEE
D N
UT
DR
IVE
381
-014
-00
1N
UT,
FEE
D4
81-0
15-0
01
HA
ND
LE, F
EED
581
-016
-00
1C
OU
PLIN
G, S
PLIN
ED6
81-0
41-0
01
AD
APT
ER, F
EED
NU
T D
RIV
E7
81-0
42-0
06
PIN
, SH
IFTE
R8
81-1
10-0
01
SHIE
LD9
81-1
11-0
01
SHEI
LD, R
EAR
BEA
RIN
G10
81-1
12-0
01
TAPE
R M
EASU
RE
1181
-112
-01
1SC
ALE
, AX
IAL
FEED
(M
M)
(NO
T SH
OW
N)
1281
-113
-00
1M
OD
IFIE
D R
ING
, SPI
RA
L R
ETA
ININ
G13
81-1
14-0
06
DET
ENT,
BA
LL14
81-1
15-0
01
BEA
RIN
G, D
RIV
E G
EAR
1581
-116
-00
1BE
AR
ING
, FEE
D N
UT
1681
-117
-00
1R
ING
, SPI
RA
L R
ETA
ININ
G17
90-0
26-5
72
PIN
, 1/8
X 3
/4 R
OLL
1890
-040
-07
6SH
CS,
10-
24 X
3/4
1990
-040
-10
4SH
CS,
10-
24 X
120
90-0
50-0
64
SHC
S, 1
/4-2
0 X
5/8
2190
-050
-25
7SH
CS
1/4-
20 X
2.5
2290
-055
-01
6N
UT,
1/4
-20
HEX
2390
-056
-06
2PI
N, 1
/4 X
5/8
DO
WEL
2490
-059
-08
6SP
RIN
G P
LUN
GER
2590
-060
-07
4SH
CS,
5/1
6-18
X 3
/426
90-0
66-1
04
PIN
, 5/1
6 X
1.0
DO
WEL
2790
-066
-15
6PI
N, 5
/16
X 1
-1/2
DO
WEL
2890
-077
-53
2SH
SB, 3
/8 X
3/8
2990
-900
-67
4H
AN
DLE
, FEE
D

Preparación final de máquina EP 424
106 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Avance automático Speed Prep (81-302-00)
WEIGHT: 7.5 lbs / 3.4 kg
EP 424 Auto Feed Assembly81-302-00
Contact E.H. Wachs for repair part information.
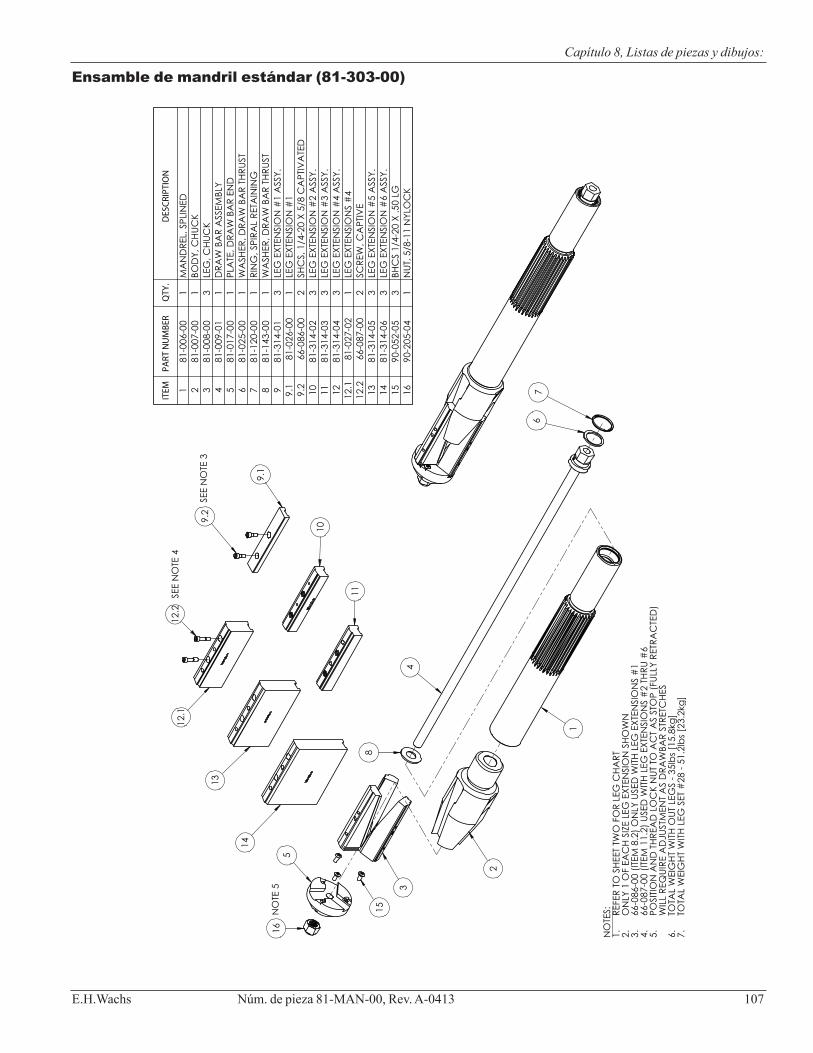
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 107
Ensamble de mandril estándar (81-303-00)
NO
TES:
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
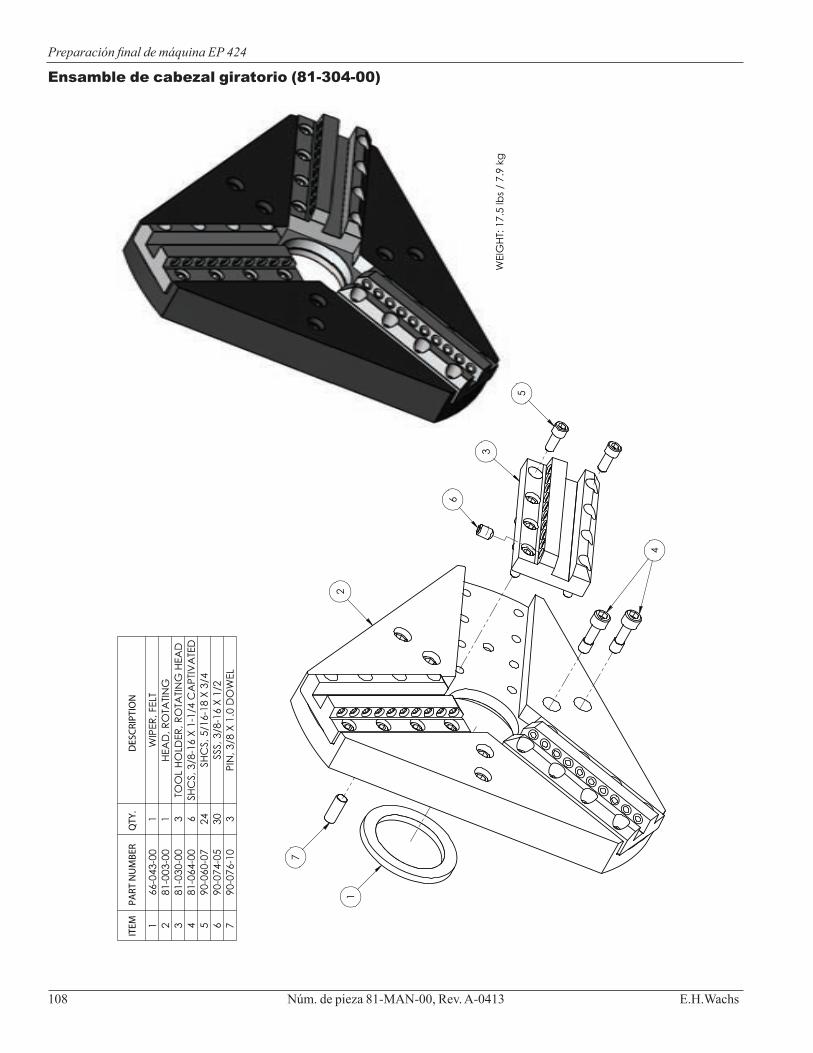
Preparación final de máquina EP 424
108 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Ensamble de cabezal giratorio (81-304-00)
2
3
5
6
7
1
4
WEI
GH
T: 1
7.5
lbs
/ 7.
9 kg
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
166
-043
-00
1W
IPER
, FEL
T2
81-0
03-0
01
HEA
D, R
OTA
TIN
G3
81-0
30-0
03
TOO
L H
OLD
ER, R
OTA
TIN
G H
EAD
481
-064
-00
6SH
CS,
3/8
-16
X 1
-1/4
CA
PTIV
ATE
D5
90-0
60-0
724
SHC
S, 5
/16-
18 X
3/4
690
-074
-05
30SS
S, 3
/8-1
6 X
1/2
790
-076
-10
3PI
N, 3
/8 X
1.0
DO
WEL
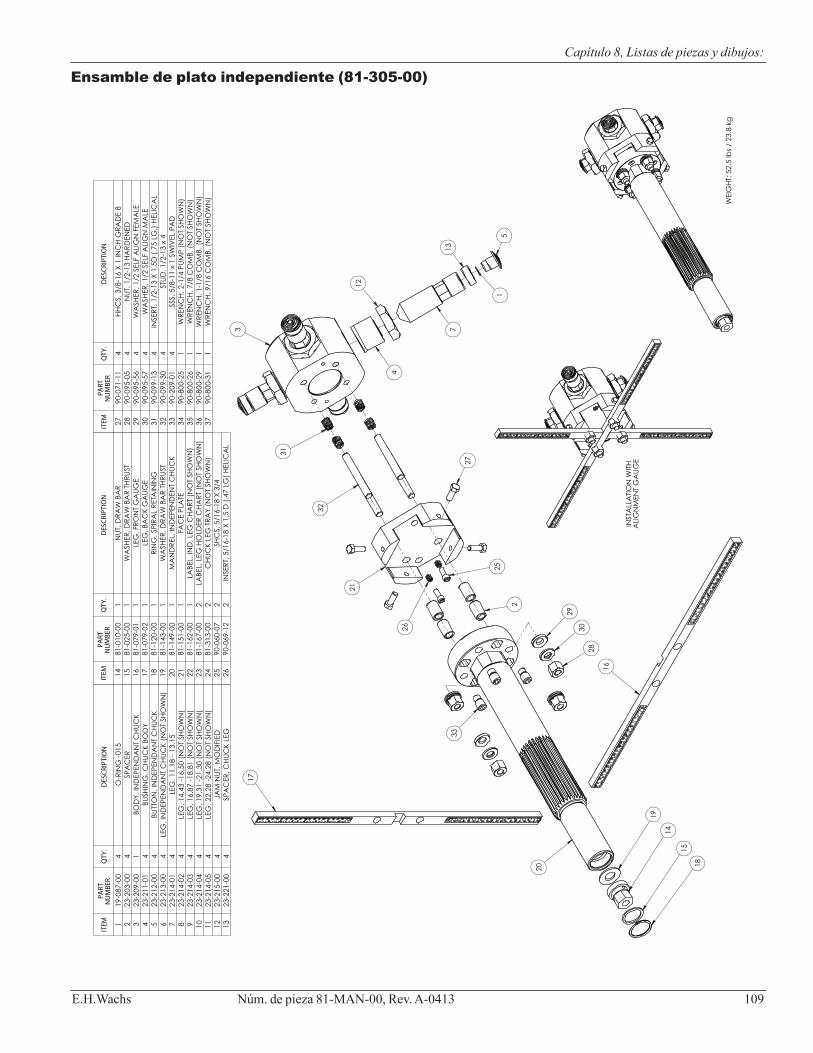
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 109
Ensamble de plato independiente (81-305-00)
33
25
20
12
3
4
713
5
31
21
27
29
3028
2
16
17
1
26
32
19
14
15
18
INST
ALL
ATI
ON
WIT
HA
LIG
NM
ENT
GA
UG
E
WEI
GH
T: 5
2.5
lbs
/ 23
.8 k
g
ITEM
PART
N
UM
BER
QTY
.D
ESCR
IPTI
ON
119
-087
-00
4O
-RIN
G -
015
223
-203
-00
4SP
AC
ER3
23-2
09-0
01
BOD
Y, IN
DEP
END
AN
T C
HU
CK
423
-211
-01
4BU
SHIN
G, C
HU
CK
BOD
Y5
23-2
12-0
04
BUTT
ON
, IN
DEP
END
AN
T C
HU
CK
623
-213
-00
4LE
G, I
ND
EPEN
DA
NT
CH
UC
K (N
OT
SHO
WN
)7
23-2
14-0
14
LEG
, 11.
18 -
13.
158
23-2
14-0
24
LEG
, 14.
43 -
16.5
0 (N
OT
SHO
WN
)9
23-2
14-0
34
LEG
, 16.
87 -
18.8
1 (N
OT
SHO
WN
)10
23-2
14-0
44
LEG
, 19.
31 -
21.3
0 (N
OT
SHO
WN
)11
23-2
14-0
54
LEG
, 22.
28 -
24.2
8 (N
OT
SHO
WN
)12
23-2
15-0
04
JAM
NU
T, M
OD
IFIE
D13
23-2
21-0
04
SPA
CER
, CH
UC
K LE
G
ITEM
PART
N
UM
BER
QTY
.D
ESCR
IPTI
ON
1481
-010
-00
1N
UT,
DR
AW
BA
R15
81-0
25-0
01
WA
SHER
, DR
AW
BA
R T
HR
UST
1681
-079
-01
1LE
G, F
RO
NT
GA
UG
E17
81-0
79-0
21
LEG
, BA
CK
GA
UG
E18
81-1
20-0
01
RIN
G, S
PIR
AL
RET
AIN
ING
1981
-143
-00
1W
ASH
ER, D
RA
W B
AR
TH
RU
ST20
81-1
49-0
01
MA
ND
REL
, IN
DEP
END
ENT
CH
UC
K21
81-1
51-0
01
FAC
E PL
ATE
2281
-162
-00
1LA
BEL,
IND
. LEG
CH
AR
T (N
OT
SHO
WN
)23
81-1
67-0
02
LABE
L, L
EG H
OLD
ER C
HA
RT
(NO
T SH
OW
N)
2481
-313
-00
2C
HU
CK
LEG
TR
AY
(NO
T SH
OW
N)
2590
-060
-07
2SH
CS,
5/1
6-18
X 3
/426
90-0
69-1
22
INSE
RT,
5/1
6-18
X 1
.5 D
(.4
7 LG
) H
ELIC
AL
ITEM
PART
N
UM
BER
QTY
.D
ESCR
IPTI
ON
2790
-071
-11
4H
HC
S, 3
/8-1
6 X
1 IN
CH
GR
AD
E 8
2890
-095
-05
4N
UT,
1/2
-13
HA
RD
ENED
2990
-095
-56
4W
ASH
ER, 1
/2 S
ELF
ALI
GN
FEM
ALE
3090
-095
-57
4W
ASH
ER, 1
/2 S
ELF
ALI
GN
MA
LE31
90-0
99-1
34
INSE
RT,
1/2
-13
X 1
.5D
(.7
5 LG
.) H
ELIC
AL
3290
-099
-30
4ST
UD
, 1/2
-13
x 4
3390
-209
-01
4SS
S, 5
/8-1
1 x
1 SW
IVEL
PA
D34
90-8
00-2
51
WR
ENC
H, 2
-1/4
PU
MP
(NO
T SH
OW
N)
3590
-800
-26
1W
REN
CH
, 7/8
CO
MB.
(N
OT
SHO
WN
)36
90-8
00-2
91
WR
ENC
H, 1
-1/8
CO
MB.
(N
OT
SHO
WN
)37
90-8
00-3
11
WR
ENC
H, 9
/16
CO
MB.
(N
OT
SHO
WN
)
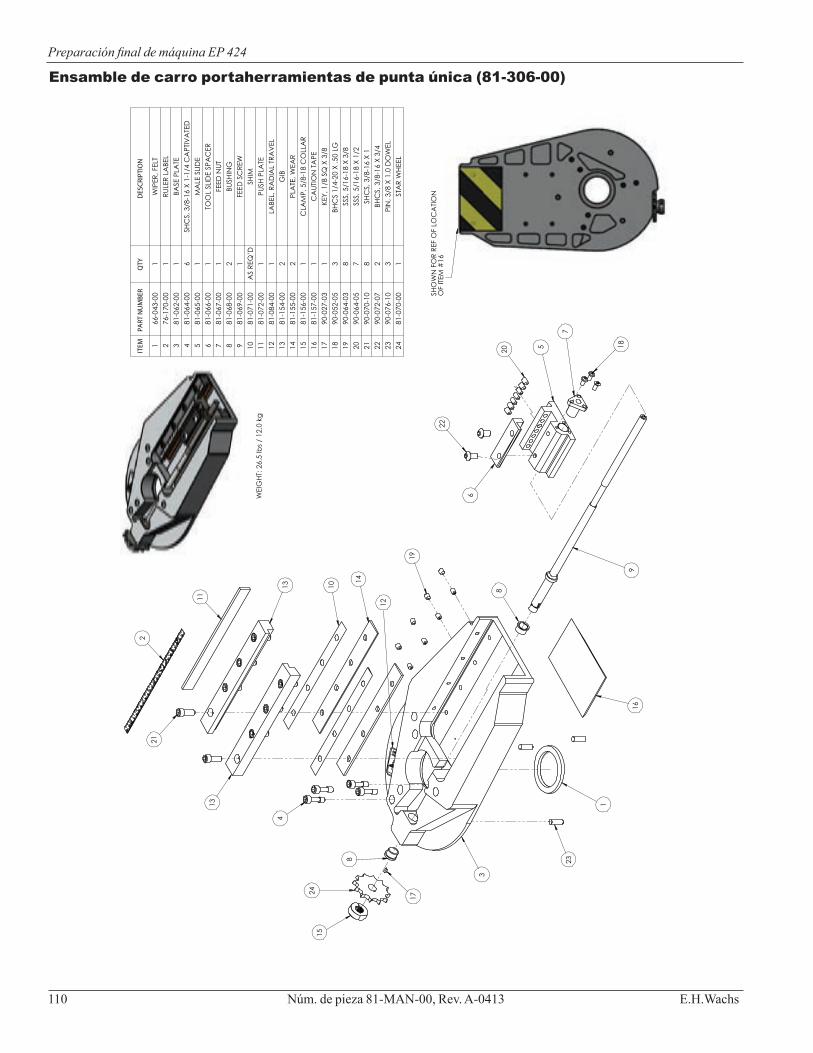
Preparación final de máquina EP 424
110 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Ensamble de carro portaherramientas de punta única (81-306-00)
2
11
21
13
13
14
10
19
4
8
2415
17
3
23
1
16
8
9
20
22
6
5
7
18
12
SHO
WN
FO
R R
EF O
F LO
CA
TIO
NO
F IT
EM #
16
WEI
GH
T: 2
6.5
lbs
/ 12
.0 k
g
ITEM
PART
NU
MBE
RQ
TYD
ESCR
IPTI
ON
166
-043
-00
1W
IPER
, FEL
T
276
-170
-00
1R
ULE
R L
ABE
L
381
-062
-00
1BA
SE P
LATE
481
-064
-00
6SH
CS,
3/8
-16
X 1
-1/4
CA
PTIV
ATE
D
581
-065
-00
1M
ALE
SLI
DE
681
-066
-00
1TO
OL
SLID
E SP
AC
ER
781
-067
-00
1FE
ED N
UT
881
-068
-00
2BU
SHIN
G
981
-069
-00
1FE
ED S
CR
EW
1081
-071
-00
AS
REQ
’DSH
IM
1181
-072
-00
1PU
SH P
LATE
1281
-084
-00
1LA
BEL,
RA
DIA
L TR
AV
EL
1381
-154
-00
2G
IB
1481
-155
-00
2PL
ATE
, WEA
R
1581
-156
-00
1C
LAM
P, 5
/8-1
8 C
OLL
AR
1681
-157
-00
1C
AU
TIO
N T
APE
1790
-027
-03
1KE
Y, 1
/8 S
Q X
3/8
1890
-052
-05
3BH
CS
1/4-
20 X
.50
LG
1990
-064
-03
8SS
S, 5
/16-
18 X
3/8
2090
-064
-05
7SS
S, 5
/16-
18 X
1/2
2190
-070
-10
8SH
CS,
3/8
-16
X 1
2290
-072
-07
2BH
CS,
3/8
-16
X 3
/4
2390
-076
-10
3PI
N, 3
/8 X
1.0
DO
WEL
2481
-070
-00
1ST
AR
WH
EEL
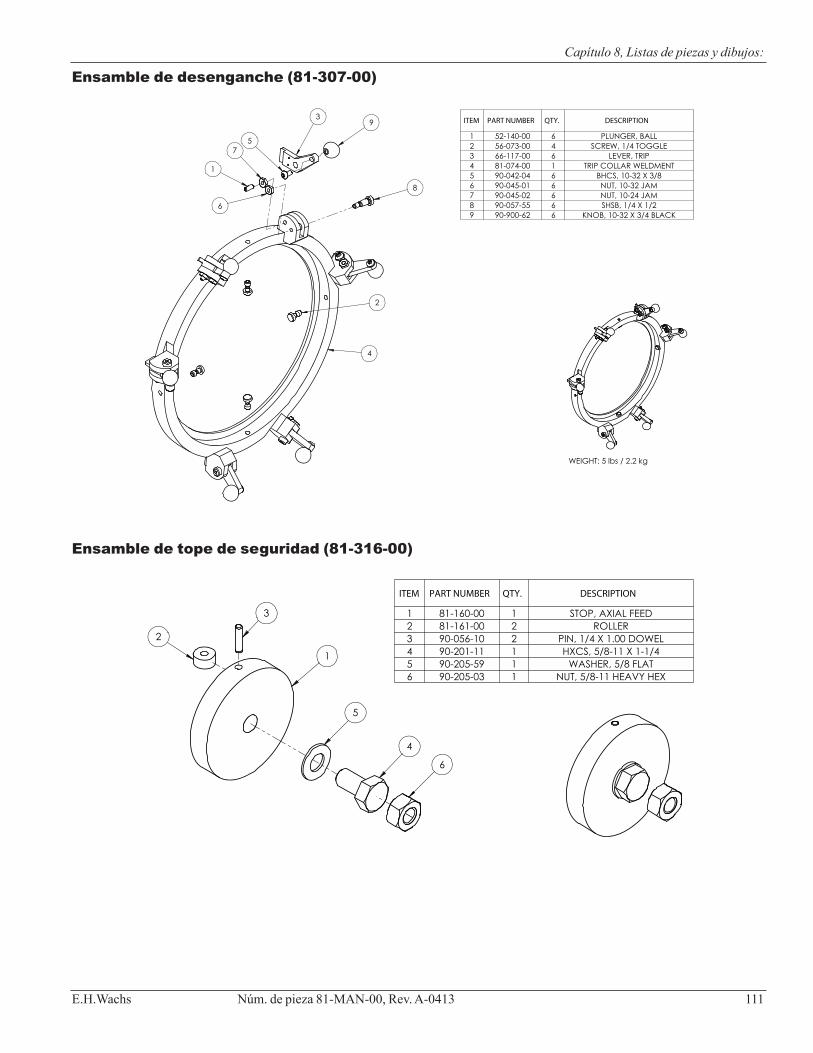
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 111
Ensamble de desenganche (81-307-00)
4
2
9
8
3
57
6
1
WEIGHT: 5 lbs / 2.2 kg
ITEM PART NUMBER QTY. DESCRIPTION
1 52-140-00 6 PLUNGER, BALL2 56-073-00 4 SCREW, 1/4 TOGGLE3 66-117-00 6 LEVER, TRIP4 81-074-00 1 TRIP COLLAR WELDMENT5 90-042-04 6 BHCS, 10-32 X 3/86 90-045-01 6 NUT, 10-32 JAM7 90-045-02 6 NUT, 10-24 JAM8 90-057-55 6 SHSB, 1/4 X 1/29 90-900-62 6 KNOB, 10-32 X 3/4 BLACK
Ensamble de tope de seguridad (81-316-00)
3
2
1
5
4
6
ITEM PART NUMBER QTY. DESCRIPTION
1 81-160-00 1 STOP, AXIAL FEED2 81-161-00 2 ROLLER3 90-056-10 2 PIN, 1/4 X 1.00 DOWEL4 90-201-11 1 HXCS, 5/8-11 X 1-1/45 90-205-59 1 WASHER, 5/8 FLAT6 90-205-03 1 NUT, 5/8-11 HEAVY HEX
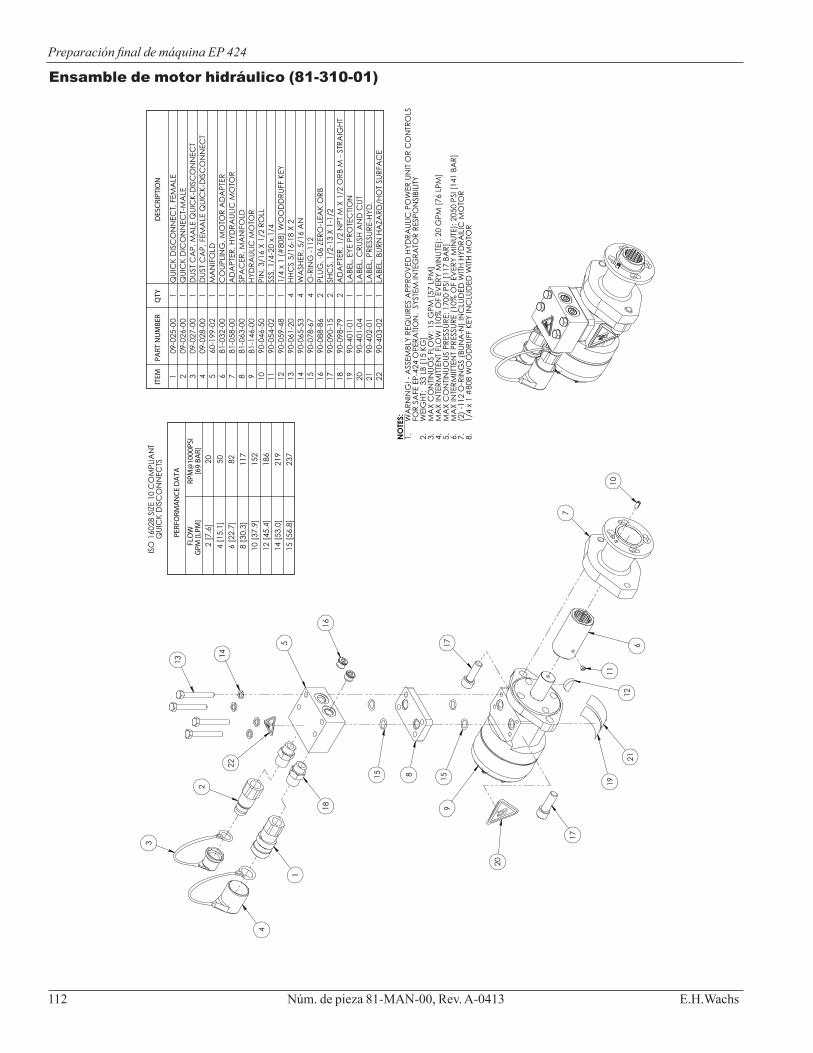
Preparación final de máquina EP 424
112 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Ensamble de motor hidráulico (81-310-01)
4
1
18
22
2
3
13
14
5
16
15 8 159
20
17
19
21
17
12
11
6
7
10
WA
RN
ING
! - A
SSEM
BLY
REQ
UIR
ES A
PPR
OV
ED H
YDR
AU
LIC
PO
WER
UN
IT O
R C
ON
TRO
LS
1.FO
R S
AFE
EP-
424
OPE
RA
TIO
N.
SYST
EM IN
TEG
RA
TOR
RES
PON
SIBI
LITY
WEI
GH
T: 3
3 LB
[15
KG
]2.
MA
X C
ON
TIN
UO
S FL
OW
: 15
GPM
[57
LPM
]3.
MA
X IN
TER
MIT
TEN
T FL
OW
(10
% O
F EV
ERY
MIN
UTE
): 2
0 G
PM [
76 L
PM]
4.M
AX
CO
NTI
NU
OU
S PR
ESSU
RE:
170
0 PS
I [11
7 BA
R]
5.M
AX
INTE
RM
IITTE
NT
PRES
SUR
E (1
0% O
F EV
ERY
MIN
UTE
): 2
050
PSI [
141
BAR
]6.
(2)
-112
O-R
ING
S (B
UN
A-N
) IN
CLU
DED
WIT
H H
YDR
AIL
IC M
OTO
R7.
1/4
x 1
#80
8 W
OO
DR
UFF
KEY
INC
LUD
ED W
ITH
MO
TOR
8.
ISO
160
28 S
IZE
10 C
OM
PLIA
NT
QU
ICK
DIS
CO
NN
ECTS
PERF
ORM
AN
CE D
ATA
FLO
WG
PM [L
PM]
RPM
@10
00PS
I[6
9 BA
R]2
[7.6
]20
4 [1
5.1]
50
6 [2
2.7]
82
8 [3
0.3]
117
10 [
37.9
]15
2
12 [
45.4
]18
6
14 [
53.0
]21
9
15 [
56.8
]23
7
ITEM
PART
NU
MBE
RQ
TYD
ESCR
IPTI
ON
109
-025
-00
1Q
UIC
K D
ISC
ON
NEC
T, F
EMA
LE2
09-0
26-0
01
QU
ICK
DIC
ON
NEC
T-M
ALE
309
-027
-00
1D
UST
CA
P, M
ALE
QU
ICK-
DIS
CO
NN
ECT
409
-028
-00
1D
UST
CA
P, F
EMA
LE Q
UIC
K-D
ISC
ON
NEC
T5
60-1
99-0
21
MA
NIF
OLD
681
-032
-00
1C
OU
PLIN
G, M
OTO
R A
DA
PTER
781
-058
-00
1A
DA
PTER
, HYD
RA
ULI
C M
OTO
R8
81-0
63-0
01
SPA
CER
, MA
NIF
OLD
981
-146
-00
1H
YDR
AU
LIC
MO
TOR
1090
-046
-50
1PI
N, 3
/16
X 1
/2 R
OLL
1190
-054
-02
1SS
S, 1
/4-2
0 x
1/4
1290
-059
-48
11/
4 x
1 (#
808)
WO
OD
DR
UFF
KEY
1390
-061
-20
4H
HC
S 5/
16-1
8 X
214
90-0
65-5
34
WA
SHER
, 5/1
6 A
N15
90-0
78-6
74
O-R
ING
-11
216
90-0
88-8
62
PLU
G, -
06 Z
ERO
-LEA
K O
RB
1790
-090
-15
2SH
CS,
1/2
-13
X 1
-1/2
1890
-098
-79
2A
DA
PTER
, 1/2
NPT
M X
1/2
OR
B M
- S
TRA
IGH
T19
90-4
01-0
11
LABE
L, E
YE P
RO
TEC
TIO
N20
90-4
01-0
41
LABE
L, C
RU
SH A
ND
CU
T21
90-4
02-0
11
LABE
L, P
RES
SUR
E-H
YD.
2290
-403
-02
1LA
BEL,
BU
RN
HA
ZAR
D/H
OT
SUR
FAC
E
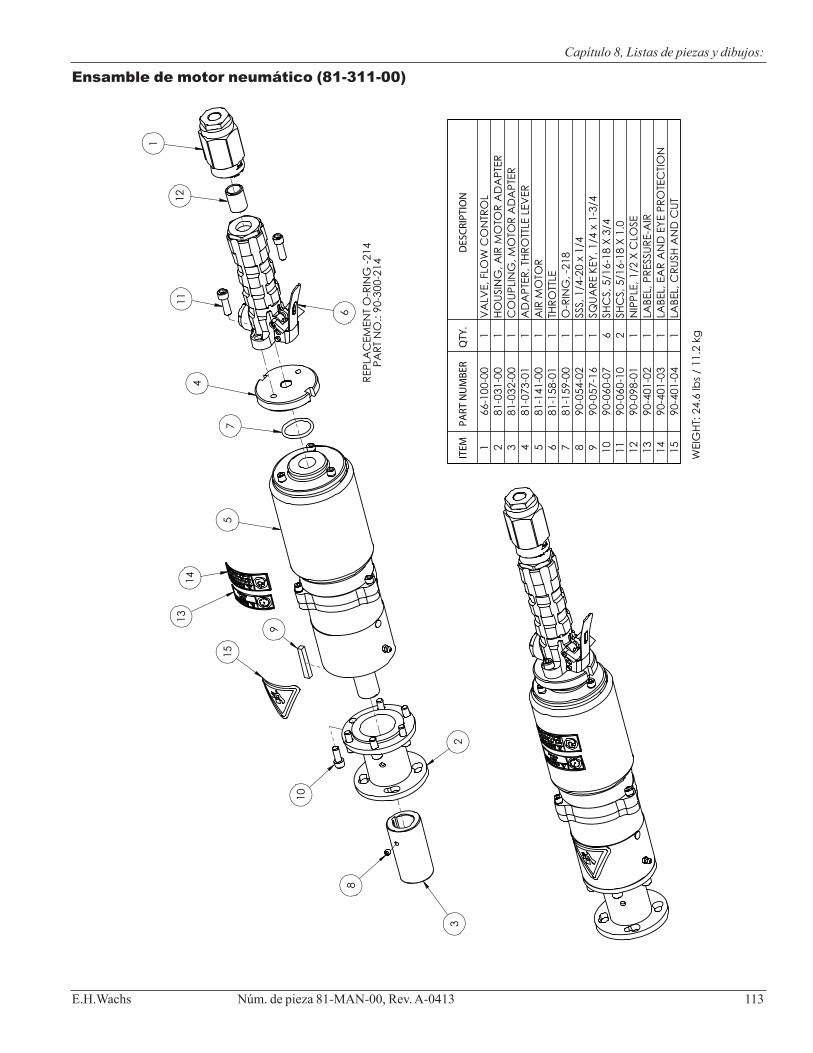
Capítulo 8, Listas de piezas y dibujos:
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 113
Ensamble de motor neumático (81-311-00)
8
32
10
15
9
57
4
11
6
12
1
REP
LAC
EMEN
T O
-RIN
G -
214
PAR
T N
O.:
90-3
00-2
14
1314
WEI
GH
T: 2
4.6
lbs
/ 11
.2 k
g
ITEM
PART
NU
MBE
R Q
TY.
DES
CRIP
TIO
N
166
-100
-00
1V
ALV
E, F
LOW
CO
NTR
OL
281
-031
-00
1H
OU
SIN
G, A
IR M
OTO
R A
DA
PTER
381
-032
-00
1C
OU
PLIN
G, M
OTO
R A
DA
PTER
481
-073
-01
1A
DA
PTER
, TH
RO
TTLE
LEV
ER5
81-1
41-0
01
AIR
MO
TOR
681
-158
-01
1TH
RO
TTLE
781
-159
-00
1O
-RIN
G, -
218
890
-054
-02
1SS
S, 1
/4-2
0 x
1/4
990
-057
-16
1SQ
UA
RE
KEY,
1/4
x 1
-3/4
10
90-0
60-0
76
SHC
S, 5
/16-
18 X
3/4
1190
-060
-10
2SH
CS,
5/1
6-18
X 1
.012
90-0
98-0
11
NIP
PLE,
1/2
X C
LOSE
1390
-401
-02
1LA
BEL,
PR
ESSU
RE-
AIR
1490
-401
-03
1LA
BEL,
EA
R A
ND
EYE
PR
OTE
CTI
ON
1590
-401
-04
1LA
BEL,
CR
USH
AN
D C
UT
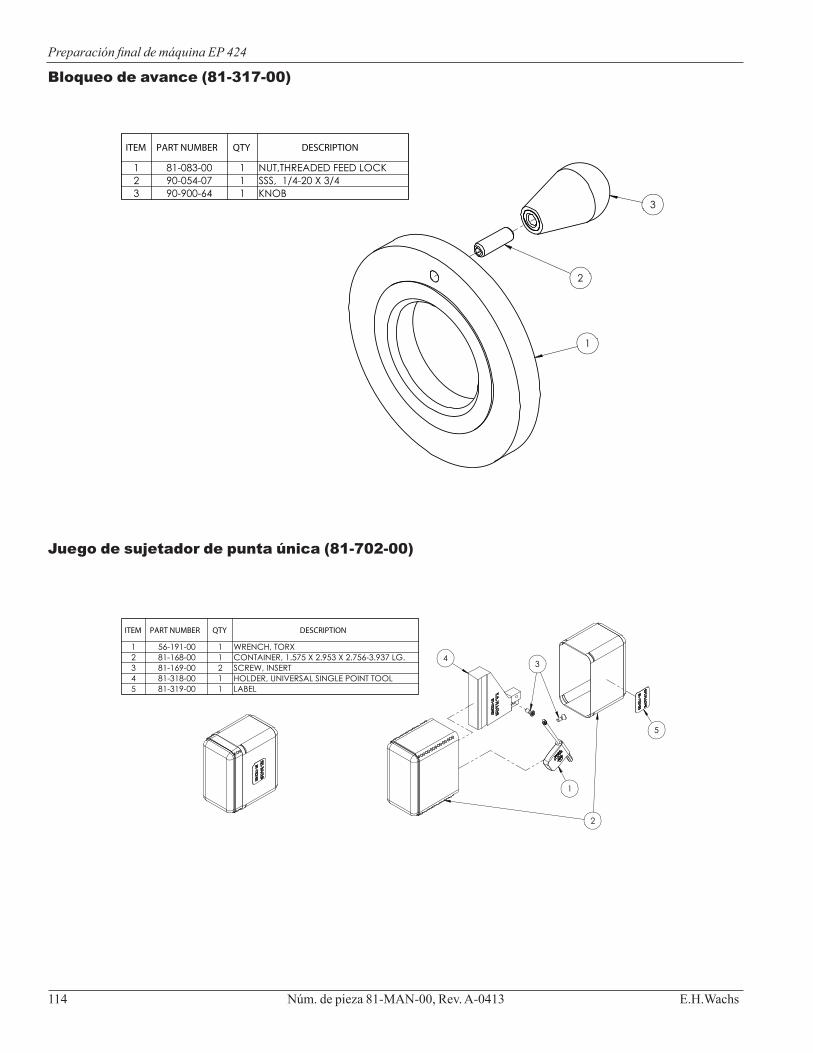
Preparación final de máquina EP 424
114 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Bloqueo de avance (81-317-00)
3
1
2
ITEM PART NUMBER QTY DESCRIPTION
1 81-083-00 1 NUT,THREADED FEED LOCK2 90-054-07 1 SSS, 1/4-20 X 3/43 90-900-64 1 KNOB
Juego de sujetador de punta única (81-702-00)
5
1
2
34
ITEM PART NUMBER QTY DESCRIPTION
1 56-191-00 1 WRENCH, TORX2 81-168-00 1 CONTAINER, 1.575 X 2.953 X 2.756-3.937 LG.3 81-169-00 2 SCREW, INSERT4 81-318-00 1 HOLDER, UNIVERSAL SINGLE POINT TOOL5 81-319-00 1 LABEL
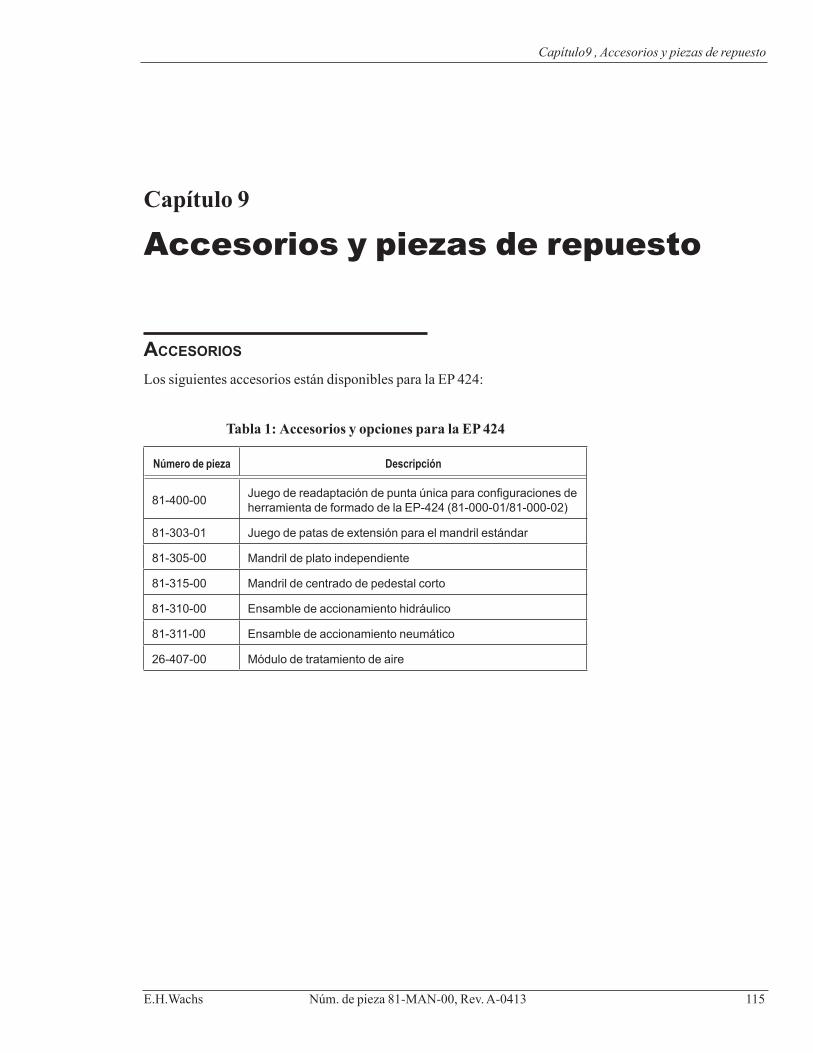
Capítulo9 , Accesorios y piezas de repuesto
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 115
Capítulo 9
Accesorios y piezas de repuesto
aCCesorios
Los siguientes accesorios están disponibles para la EP 424:
Tabla 1: Accesorios y opciones para la EP 424
Número de pieza Descripción
81-400-00 Juego de readaptación de punta única para configuraciones de herramienta de formado de la EP-424 (81-000-01/81-000-02)
81-303-01 Juego de patas de extensión para el mandril estándar
81-305-00 Mandril de plato independiente
81-315-00 Mandril de centrado de pedestal corto
81-310-00 Ensamble de accionamiento hidráulico
81-311-00 Ensamble de accionamiento neumático
26-407-00 Módulo de tratamiento de aire
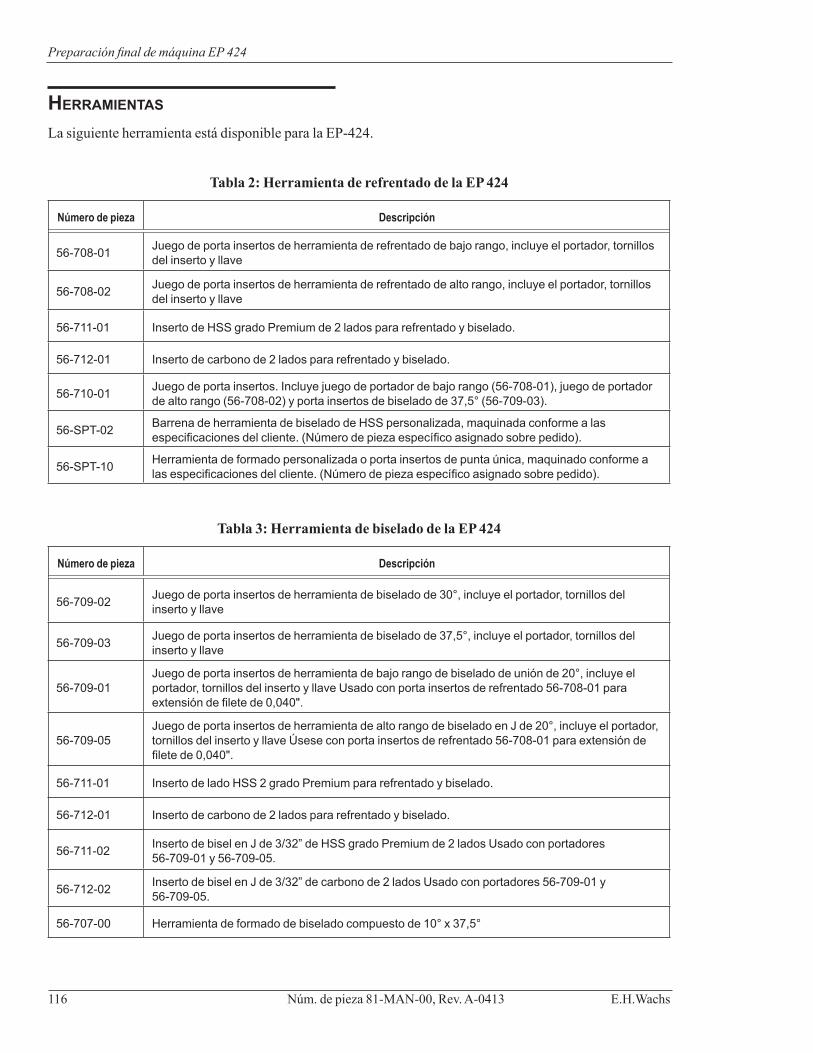
Preparación final de máquina EP 424
116 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
herramientas
La siguiente herramienta está disponible para la EP-424.
Tabla 2: Herramienta de refrentado de la EP 424
Número de pieza Descripción
56-708-01 Juego de porta insertos de herramienta de refrentado de bajo rango, incluye el portador, tornillos del inserto y llave
56-708-02 Juego de porta insertos de herramienta de refrentado de alto rango, incluye el portador, tornillos del inserto y llave
56-711-01 Inserto de HSS grado Premium de 2 lados para refrentado y biselado.
56-712-01 Inserto de carbono de 2 lados para refrentado y biselado.
56-710-01 Juego de porta insertos. Incluye juego de portador de bajo rango (56-708-01), juego de portador de alto rango (56-708-02) y porta insertos de biselado de 37,5° (56-709-03).
56-SPT-02 Barrena de herramienta de biselado de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
56-SPT-10 Herramienta de formado personalizada o porta insertos de punta única, maquinado conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
Tabla 3: Herramienta de biselado de la EP 424
Número de pieza Descripción
56-709-02 Juego de porta insertos de herramienta de biselado de 30°, incluye el portador, tornillos del inserto y llave
56-709-03 Juego de porta insertos de herramienta de biselado de 37,5°, incluye el portador, tornillos del inserto y llave
56-709-01Juego de porta insertos de herramienta de bajo rango de biselado de unión de 20°, incluye el portador, tornillos del inserto y llave Usado con porta insertos de refrentado 56-708-01 para extensión de filete de 0,040".
56-709-05Juego de porta insertos de herramienta de alto rango de biselado en J de 20°, incluye el portador, tornillos del inserto y llave Úsese con porta insertos de refrentado 56-708-01 para extensión de filete de 0,040".
56-711-01 Inserto de lado HSS 2 grado Premium para refrentado y biselado.
56-712-01 Inserto de carbono de 2 lados para refrentado y biselado.
56-711-02 Inserto de bisel en J de 3/32” de HSS grado Premium de 2 lados Usado con portadores 56-709-01 y 56-709-05.
56-712-02 Inserto de bisel en J de 3/32” de carbono de 2 lados Usado con portadores 56-709-01 y 56-709-05.
56-707-00 Herramienta de formado de biselado compuesto de 10° x 37,5°
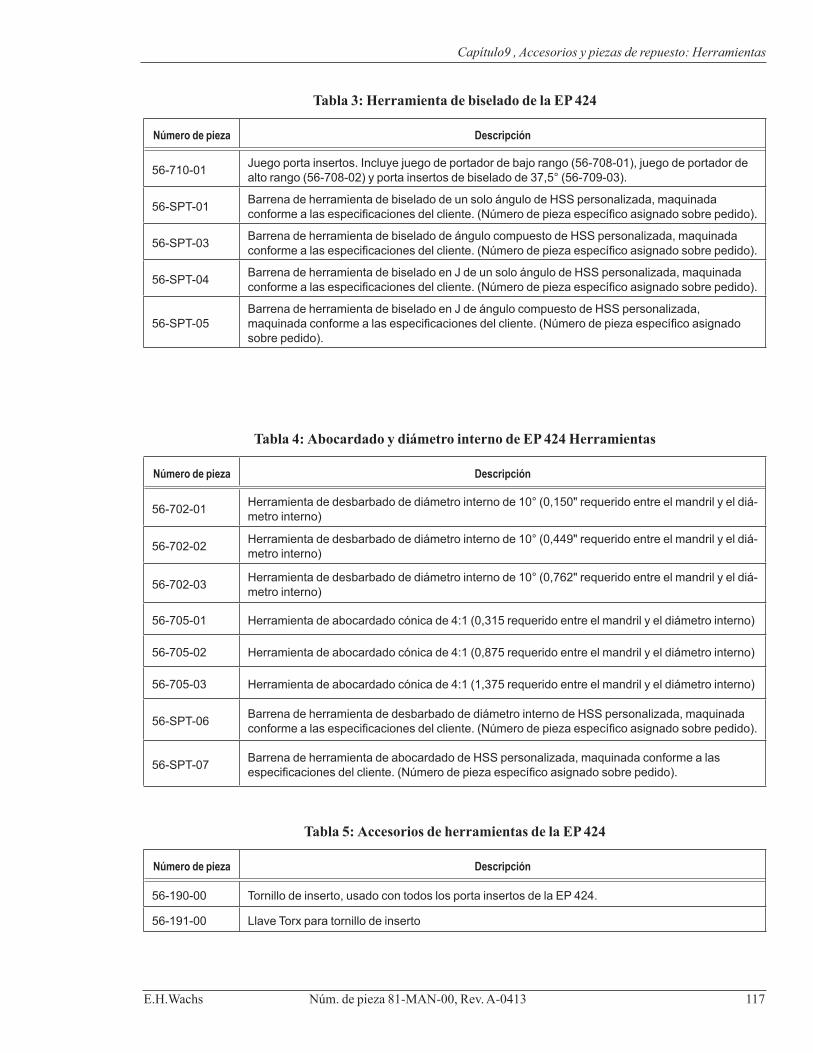
Capítulo9 , Accesorios y piezas de repuesto: Herramientas
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 117
Tabla 3: Herramienta de biselado de la EP 424
Número de pieza Descripción
56-710-01 Juego porta insertos. Incluye juego de portador de bajo rango (56-708-01), juego de portador de alto rango (56-708-02) y porta insertos de biselado de 37,5° (56-709-03).
56-SPT-01 Barrena de herramienta de biselado de un solo ángulo de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
56-SPT-03 Barrena de herramienta de biselado de ángulo compuesto de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
56-SPT-04 Barrena de herramienta de biselado en J de un solo ángulo de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
56-SPT-05Barrena de herramienta de biselado en J de ángulo compuesto de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
Tabla 4: Abocardado y diámetro interno de EP 424 Herramientas
Número de pieza Descripción
56-702-01 Herramienta de desbarbado de diámetro interno de 10° (0,150" requerido entre el mandril y el diá-metro interno)
56-702-02 Herramienta de desbarbado de diámetro interno de 10° (0,449" requerido entre el mandril y el diá-metro interno)
56-702-03 Herramienta de desbarbado de diámetro interno de 10° (0,762" requerido entre el mandril y el diá-metro interno)
56-705-01 Herramienta de abocardado cónica de 4:1 (0,315 requerido entre el mandril y el diámetro interno)
56-705-02 Herramienta de abocardado cónica de 4:1 (0,875 requerido entre el mandril y el diámetro interno)
56-705-03 Herramienta de abocardado cónica de 4:1 (1,375 requerido entre el mandril y el diámetro interno)
56-SPT-06 Barrena de herramienta de desbarbado de diámetro interno de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
56-SPT-07 Barrena de herramienta de abocardado de HSS personalizada, maquinada conforme a las especificaciones del cliente. (Número de pieza específico asignado sobre pedido).
Tabla 5: Accesorios de herramientas de la EP 424
Número de pieza Descripción
56-190-00 Tornillo de inserto, usado con todos los porta insertos de la EP 424.
56-191-00 Llave Torx para tornillo de inserto

Preparación final de máquina EP 424
118 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
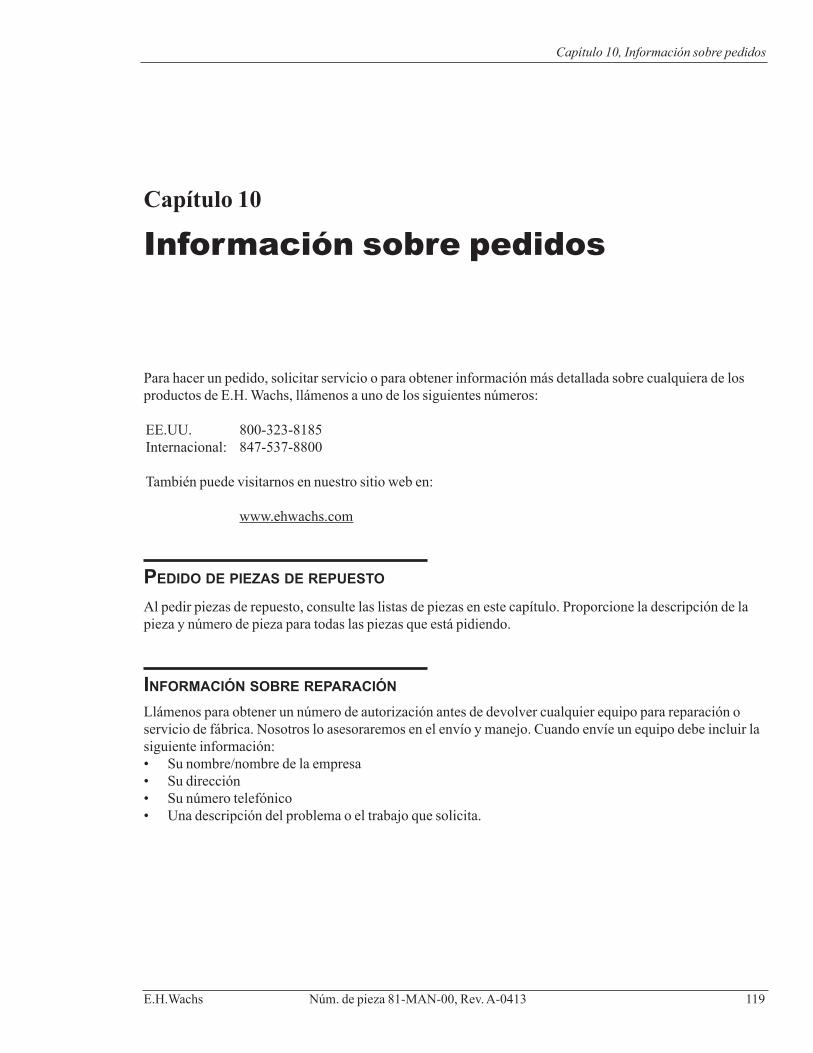
Capítulo 10, Información sobre pedidos
E.H.Wachs Núm. de pieza 81-MAN-00, Rev. A-0413 119
Capítulo 10
Información sobre pedidos
Para hacer un pedido, solicitar servicio o para obtener información más detallada sobre cualquiera de los productos de E.H. Wachs, llámenos a uno de los siguientes números:
EE.UU. 800-323-8185Internacional: 847-537-8800
También puede visitarnos en nuestro sitio web en:
www.ehwachs.com
Pedido de Piezas de rePuesto
Al pedir piezas de repuesto, consulte las listas de piezas en este capítulo. Proporcione la descripción de la pieza y número de pieza para todas las piezas que está pidiendo.
informaCión sobre reParaCión
Llámenos para obtener un número de autorización antes de devolver cualquier equipo para reparación o servicio de fábrica. Nosotros lo asesoraremos en el envío y manejo. Cuando envíe un equipo debe incluir la siguiente información:• Su nombre/nombre de la empresa• Su dirección• Su número telefónico• Una descripción del problema o el trabajo que solicita.
Preparación final de máquina EP 424
120 Núm. de pieza 81-MAN-00, Rev. A-0413 E.H.Wachs
Antes de realizar cualquier reparación, calcularemos el trabajo y le informaremos del costo y el tiempo requerido para realizarlo.
informaCión sobre garantía
Se adjunta a este manual una tarjeta de garantía. Por favor, llene la tarjeta de registro y devuélvala a E.H. Wachs Conserve el registro del propietario y tarjeta de garantía para su información.
direCCión de devoluCión de artíCulos
Devuelva el equipo para reparaciones a la siguiente dirección.
E.H. Wachs600 Knightsbridge ParkwayLincolnshire, Illinois 60069 USA