Embed Size (px)
Citation preview
MANUAL PARA MANEJODE PORCELANA
OLKISACeramicSteel México
R
Superficies que Inspiran
Instrucciones deProcesamiento
OLKISACeramicSteel México
R
Superficies que Inspiran
PolyVision e3™ CeramicSteel
Para las superficies industriales, de comunicaciones visuales, de infraestructura y para la fabricación de pizarrones.
Instrucciones de Procesamiento
Descripción general............................................................................................................................ 4
Características del producto.............................................................................................................. 5
Empaquetado, manipulación y almacenamiento de bobinas...................................................... 6
Desbobinado de bobinas................................................................................................................... 7
Corte de bobinas................................................................................................................................. 8
Manipulación de placas..................................................................................................................... 9
Sistemas de laminación..................................................................................................................... 10
Procesamiento de las placas............................................................................................................ 13
Corte de los paneles.......................................................................................................................... 14
Reparación.......................................................................................................................................... 15
ÍNDICE
DESCRIPCIÓN GENERAL
OLKISACeramicSteel México
R
Superficies que Inspiran
PolyVision CeramicSteel para aplicaciones de infraestructura de comunicaciones visuales e industriales es una delgada tira de acero re-vestida con un proceso de esmaltado continuo. La capa de imprimación y la capa de recubri-miento de esmalte vítreo se funden dentro de un rango de 370°C a 480°C. CeramicSteel se encuentra protegida con lámi-nas de polietileno o con papel. Se fabrica en di-ferentes anchos y se enrolla en longitudes de 3150 lm o 150 m.
La tira de acero CeramicSteel se puede cortar en diferentes tamaños y se la puede adherir mediante el uso de varios sistemas de ligamento a una amplia gama de paneles de sustrato que se usan para escuelas, oficinas, infraestructuras o aplicaciones industriales.
4
Camadas de Esmalte Espesor del Acero
CARACTERÍSTICAS DE CALIDAD DEL PRODUCTO
OLKISACeramicSteel México
R
Superficies que Inspiran
Capa de base de las superficies de comunicación visual.
Reverso 3 40 Qm (típico).
5
Lado superior 3 35 Qm (típico).
Mano de color: Solo en el lado superior 60 85 Q.
Anchos
1200 mm, 1175 mm, 1000 mm, 975 mm, 875 mm en Europa, Oriente Medio, África y Asia.
36 in, 48 in o 60 in en las Américas.
Revestimiento de Base de Infraestructura e Industrial
Lado reverso 3 70 Qm (típico).
Lado superior 3 75 Qm (típico).
Superficies de comunicación visual
Europa: 0,32/0,35 mm, EE. UU.: 0,013/0,019 in infraestructura e industrial
0,035 mm/0,56 mm/0,70 mm (doble cara).
Lustre
Pizarrón blanco: diferentes niveles de lustre U/H/S/L/P.
Pizarrón clásico (C): el ultramate ronda los 5,5 GU con 60° adelante.
Infraestructura: M Mate 60+/-10 (60°), G Lustre 65+/-10 (20°).
Para obtener característicasmás específicas, vea la hojas de especificaciones.
EMPAQUETADO
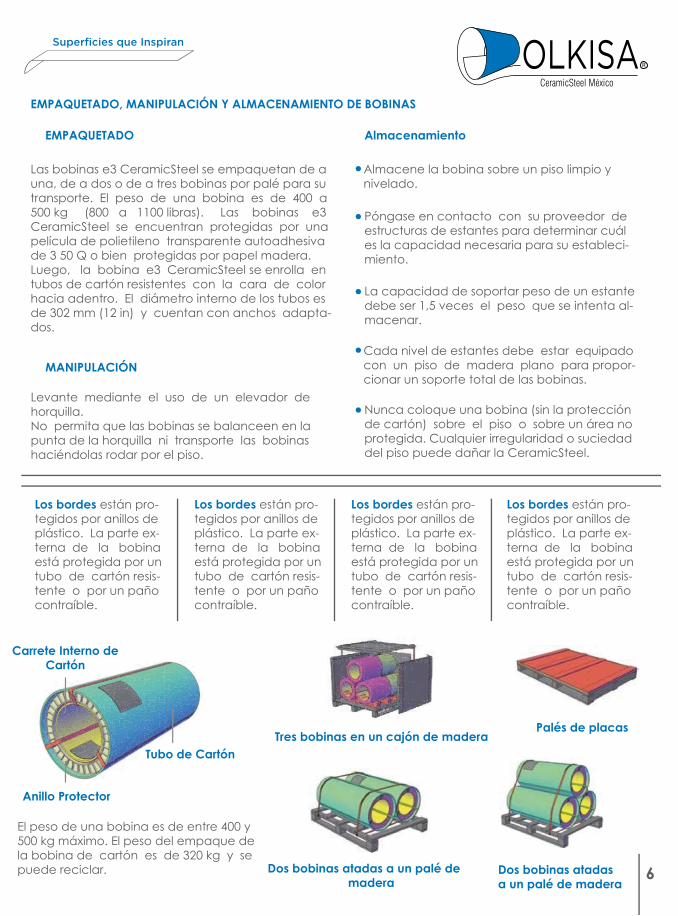
Los bordes están pro-tegidos por anillos de plástico. La parte ex-terna de la bobina está protegida por un tubo de cartón resis-tente o por un paño contraíble.
Carrete Interno de Cartón
Tubo de CartónTres bobinas en un cajón de madera
Dos bobinas atadas a un palé de madera
Dos bobinas atadas a un palé de madera
Palés de placas
Anillo Protector
Los bordes están pro-tegidos por anillos de plástico. La parte ex-terna de la bobina está protegida por un tubo de cartón resis-tente o por un paño contraíble.
Los bordes están pro-tegidos por anillos de plástico. La parte ex-terna de la bobina está protegida por un tubo de cartón resis-tente o por un paño contraíble.
Los bordes están pro-tegidos por anillos de plástico. La parte ex-terna de la bobina está protegida por un tubo de cartón resis-tente o por un paño contraíble.
Almacenamiento
EMPAQUETADO, MANIPULACIÓN Y ALMACENAMIENTO DE BOBINAS
OLKISACeramicSteel México
R
Superficies que Inspiran
Las bobinas e3 CeramicSteel se empaquetan de a una, de a dos o de a tres bobinas por palé para su transporte. El peso de una bobina es de 400 a 500 kg (800 a 1100 libras). Las bobinas e3 CeramicSteel se encuentran protegidas por una película de polietileno transparente autoadhesiva de 3 50 Q o bien protegidas por papel madera. Luego, la bobina e3 CeramicSteel se enrolla en tubos de cartón resistentes con la cara de color hacia adentro. El diámetro interno de los tubos es de 302 mm (12 in) y cuentan con anchos adapta-dos.
6
MANIPULACIÓN
Levante mediante el uso de un elevador de horquilla.No permita que las bobinas se balanceen en la punta de la horquilla ni transporte las bobinas haciéndolas rodar por el piso.
Almacene la bobina sobre un piso limpio y nivelado.
Póngase en contacto con su proveedor de estructuras de estantes para determinar cuál es la capacidad necesaria para su estableci-miento.
El peso de una bobina es de entre 400 y 500 kg máximo. El peso del empaque de la bobina de cartón es de 320 kg y se puede reciclar.
La capacidad de soportar peso de un estante debe ser 1,5 veces el peso que se intenta al-macenar.
Cada nivel de estantes debe estar equipado con un piso de madera plano para propor-cionar un soporte total de las bobinas.
Nunca coloque una bobina (sin la protección de cartón) sobre el piso o sobre un área no protegida. Cualquier irregularidad o suciedad del piso puede dañar la CeramicSteel.
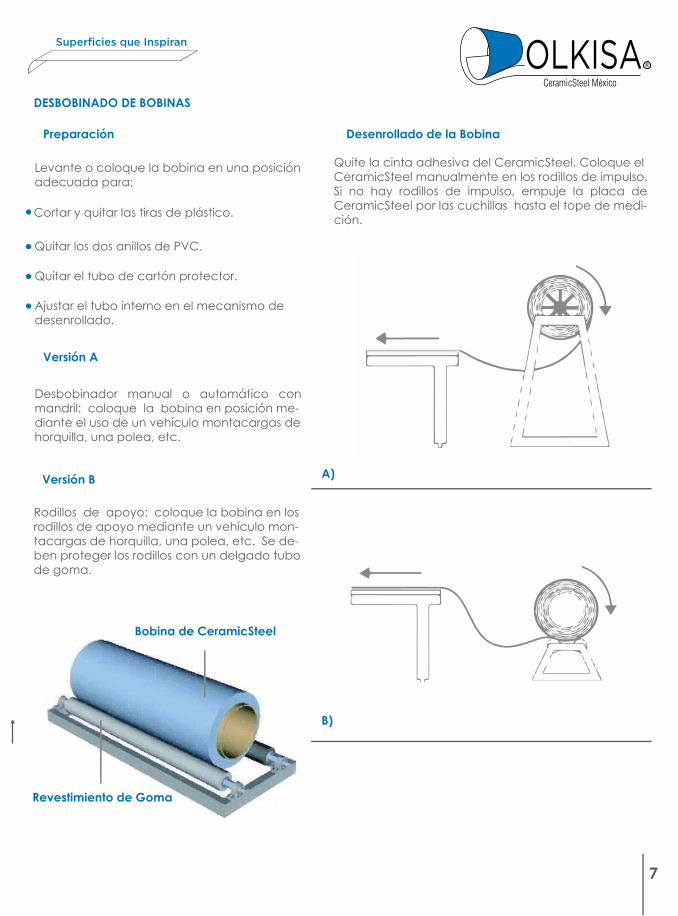
Desbobinador manual o automático con mandril: coloque la bobina en posición me-diante el uso de un vehículo montacargas dehorquilla, una polea, etc.
DESBOBINADO DE BOBINAS
Preparación Desenrollado de la Bobina
A)
B)
Versión A
Rodillos de apoyo: coloque la bobina en los rodillos de apoyo mediante un vehículo mon-tacargas de horquilla, una polea, etc. Se de-ben proteger los rodillos con un delgado tubo de goma.
Versión B
OLKISACeramicSteel México
R
Superficies que Inspiran
Levante o coloque la bobina en una posición adecuada para:
Quite la cinta adhesiva del CeramicSteel. Coloque el CeramicSteel manualmente en los rodillos de impulso. Si no hay rodillos de impulso, empuje la placa de CeramicSteel por las cuchillas hasta el tope de medi-ción.
7
Cortar y quitar las tiras de plástico.
Quitar los dos anillos de PVC.
Quitar el tubo de cartón protector.
Ajustar el tubo interno en el mecanismo de desenrollado.
Bobina de CeramicSteel
Revestimiento de Goma
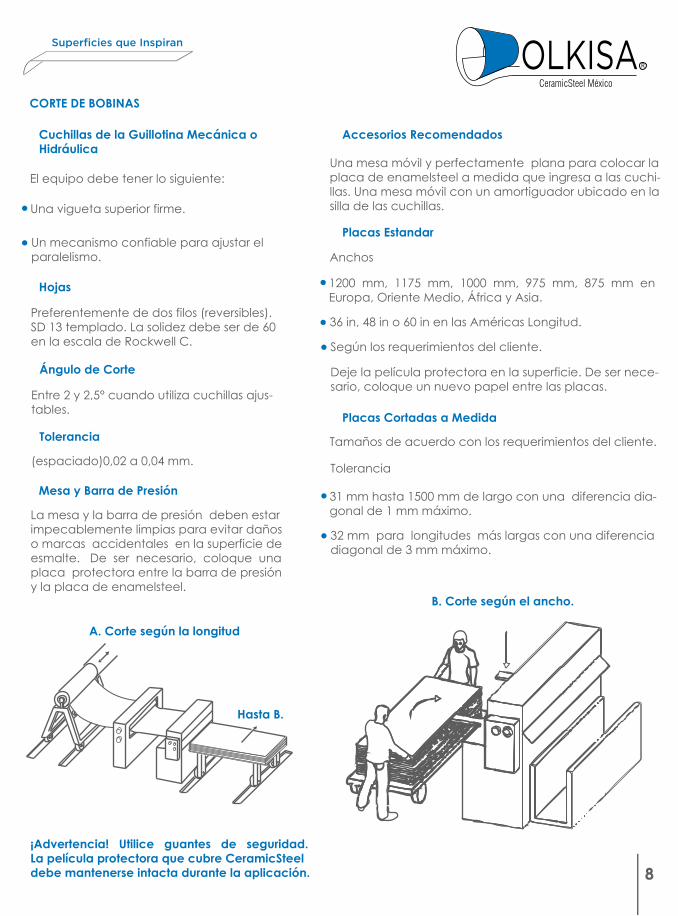
CORTE DE BOBINAS
Cuchillas de la Guillotina Mecánica o Hidráulica
Hojas
Accesorios Recomendados
Placas Estandar
Placas Cortadas a Medida
OLKISACeramicSteel México
R
Superficies que Inspiran
Una mesa móvil y perfectamente plana para colocar la placa de enamelsteel a medida que ingresa a las cuchi-llas. Una mesa móvil con un amortiguador ubicado en la silla de las cuchillas.
Deje la película protectora en la superficie. De ser nece-sario, coloque un nuevo papel entre las placas.
Anchos
Tolerancia
Tamaños de acuerdo con los requerimientos del cliente.
Preferentemente de dos filos (reversibles). SD 13 templado. La solidez debe ser de 60 en la escala de Rockwell C.
Ángulo de Corte
Entre 2 y 2,5° cuando utiliza cuchillas ajus-tables.
Tolerancia
(espaciado)0,02 a 0,04 mm.
Mesa y Barra de Presión
¡Advertencia! Utilice guantes de seguridad. La película protectora que cubre CeramicSteel debe mantenerse intacta durante la aplicación.
A. Corte según la longitud
B. Corte según el ancho.
Hasta B.
La mesa y la barra de presión deben estar impecablemente limpias para evitar daños o marcas accidentales en la superficie de esmalte. De ser necesario, coloque una placa protectora entre la barra de presión y la placa de enamelsteel.
8
El equipo debe tener lo siguiente:
Una vigueta superior firme.
Un mecanismo confiable para ajustar elparalelismo.
1200 mm, 1175 mm, 1000 mm, 975 mm, 875 mm en Europa, Oriente Medio, África y Asia.
36 in, 48 in o 60 in en las Américas Longitud.
31 mm hasta 1500 mm de largo con una diferencia dia-gonal de 1 mm máximo.
32 mm para longitudes más largas con una diferencia diagonal de 3 mm máximo.
Según los requerimientos del cliente.
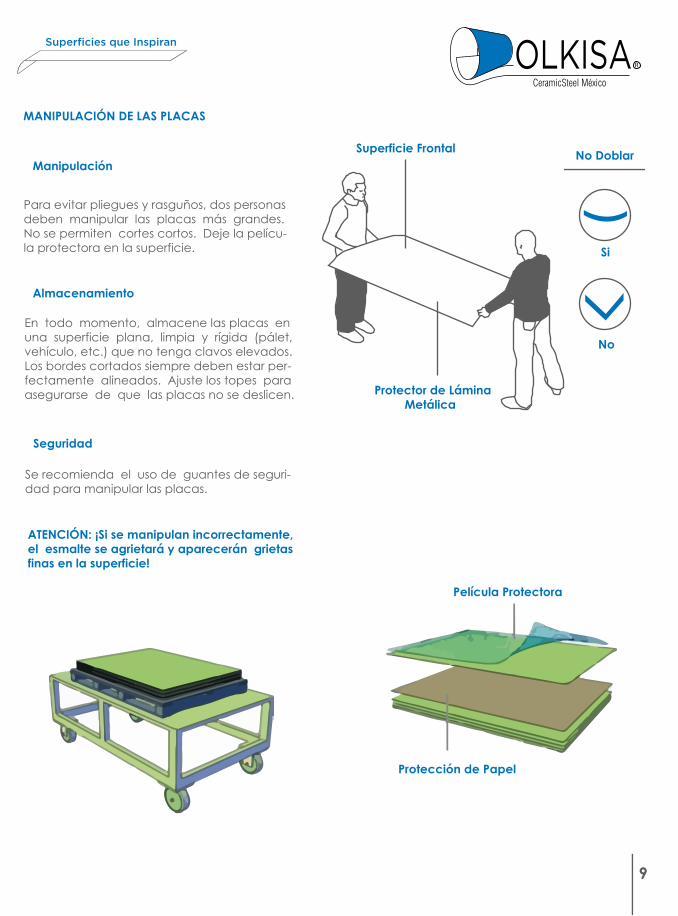
MANIPULACIÓN DE LAS PLACAS
ManipulaciónSuperficie Frontal
Protector de Lámina Metálica
Película Protectora
Protección de Papel
No Doblar
Si
No
Almacenamiento
OLKISACeramicSteel México
R
Superficies que Inspiran
En todo momento, almacene las placas en una superficie plana, limpia y rígida (pálet, vehículo, etc.) que no tenga clavos elevados. Los bordes cortados siempre deben estar per-fectamente alineados. Ajuste los topes para asegurarse de que las placas no se deslicen.
Seguridad
Se recomienda el uso de guantes de seguri-dad para manipular las placas.
ATENCIÓN: ¡Si se manipulan incorrectamente, el esmalte se agrietará y aparecerán grietas finas en la superficie!
9
Para evitar pliegues y rasguños, dos personas deben manipular las placas más grandes. No se permiten cortes cortos. Deje la pelícu-la protectora en la superficie.
SISTEMAS DE LAMINACIÓN
Consideraciones Importantes Sobre el Proceso
l. Poliuretano termofusible (PUR, por sus siglas en inglés)
ll. Adhesivo de contacto: solvente o a base de agua.
lll. Acetato de polivinilo (PVAC, por sus siglas en inglés)
*Para mayor información, consulte los contactos en la última página.
OLKISACeramicSteel México
R
Superficies que Inspiran
1.- La superficie del sustrato debe estar lisa y lim- pia porque la superficie de cerámica refleja la forma y el relieve de la superficie del sustra- to.
1.- Método de aplicación: el pegamento debe apli- carse tanto en CeramicSteel como en el sustrato a través de pistolas rociadoras o de un revestidor de cortina. Antes de unir el agua o los solventes, ne- cesita estar evaporado (el adhesivo debe pegarse a los dedos, pero no se permite la formación de hilos).
1.- Método de aplicación: el pegamento se aplica únicamente a una sola superficie (generalmente el sustrato) a través de un revestidor de rodillo.
2.- Peso de aplicación por capa de pegamento: 110-130 g/m
3.- Película adhesiva sensible a la presión y a la tempe- ratura.
2.- Peso de aplicación por capa de pegamento: 36-44 g/m
3.- Método para presionar: rodillos de arrastre (pre- sión mínima sobre el panel de 4 kg/cm )
2.- Se pueden usar todos los tipos de sustratos, pero los que son muy livianos requieren de un procesamiento especial. Póngase en contacto con PolyVision si tiene alguna pregunta. Se ne- cesita una placa impregnada de resina en la parte trasera para evitar el alabeo.
3.- La parte trasera de la placa de enemesteel de- be ser lisa y estar limpia.
4.- Los rodillos de presión o la prensa plana deben ser lisos y estar limpios.
5.- La colocación a ambos lados de los rodillos de presión debe ser precisa y paralela.
6.- La fuerza de adherencia debe ser suficiente, en especial, en los sustratos más livianos.
1.- Método de aplicación: el pegamento se aplica únicamente a una sola superficie (generalmente al sustrato) a través de un revestidor de rodillo bi- lateral.
3.- Método para presionar: rodillos de arrastre (pre- sión mínima sobre panel de 4 kg/cm )
2.- Peso de aplicación por capa de pegamento: 80-100 g/m2
2
10
2
2
2
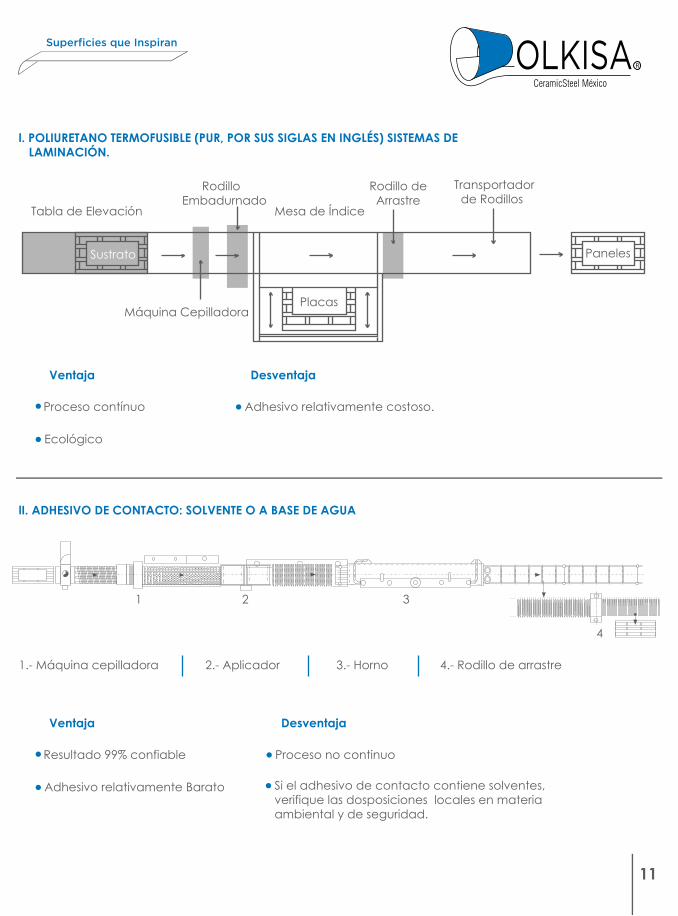
1.- Máquina cepilladora 2.- Aplicador 3.- Horno 4.- Rodillo de arrastre
Tabla de Elevación
Máquina Cepilladora
Mesa de Índice
Paneles
Placas
Rodillo de Arrastre
Transportador de Rodillos
RodilloEmbadurnado
l. POLIURETANO TERMOFUSIBLE (PUR, POR SUS SIGLAS EN INGLÉS) SISTEMAS DE LAMINACIÓN.
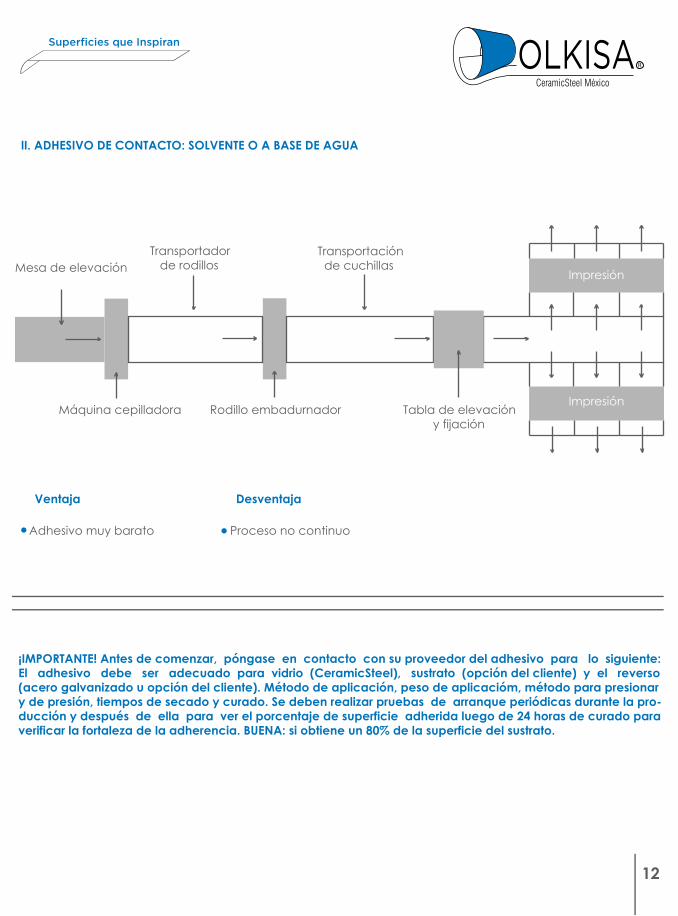
lI. ADHESIVO DE CONTACTO: SOLVENTE O A BASE DE AGUA
Ventaja Desventaja
OLKISACeramicSteel México
R
Superficies que Inspiran
1 2 3
4
11
Sustrato
Proceso contínuo
Ecológico
Adhesivo relativamente costoso.
Ventaja Desventaja
Resultado 99% confiable
Adhesivo relativamente Barato
Proceso no continuo
Si el adhesivo de contacto contiene solventes, verifique las dosposiciones locales en materia ambiental y de seguridad.
lI. ADHESIVO DE CONTACTO: SOLVENTE O A BASE DE AGUA
OLKISACeramicSteel México
R
Superficies que Inspiran
12
¡IMPORTANTE! Antes de comenzar, póngase en contacto con su proveedor del adhesivo para lo siguiente: El adhesivo debe ser adecuado para vidrio (CeramicSteel), sustrato (opción del cliente) y el reverso (acero galvanizado u opción del cliente). Método de aplicación, peso de aplicacióm, método para presionar y de presión, tiempos de secado y curado. Se deben realizar pruebas de arranque periódicas durante la pro-ducción y después de ella para ver el porcentaje de superficie adherida luego de 24 horas de curado para verificar la fortaleza de la adherencia. BUENA: si obtiene un 80% de la superficie del sustrato.
Mesa de elevación
Máquina cepilladora Rodillo embadurnador
Transportador de rodillos
Transportación de cuchillas
Tabla de elevación y fijación
Impresión
Impresión
Ventaja Desventaja
Adhesivo muy barato Proceso no continuo
PROCESAMIENTO DE LAS PLACAS
Consideraciones Importantes Sobre el Proceso
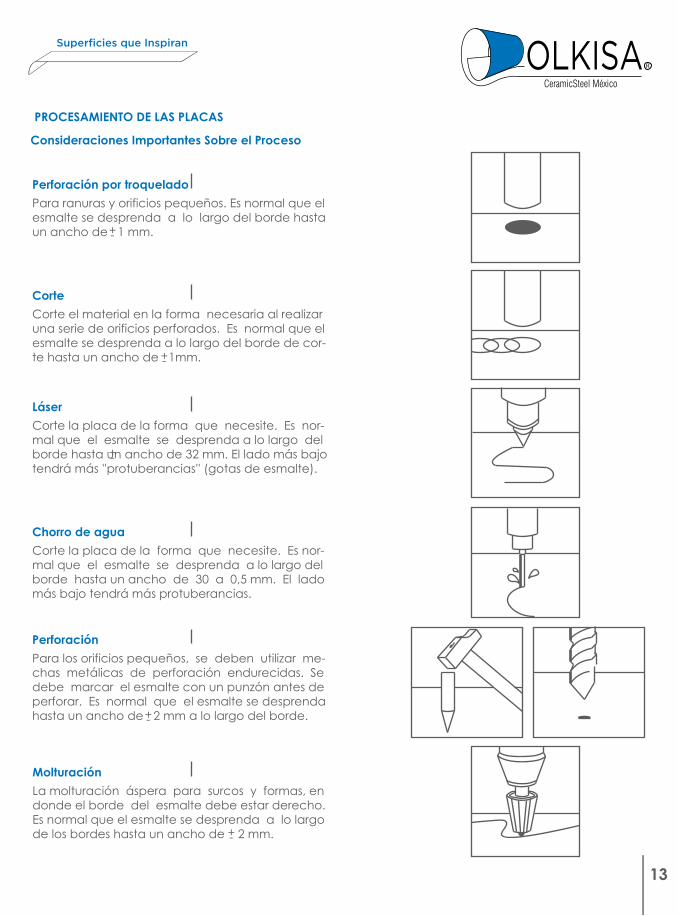
Perforación por troquelado
OLKISACeramicSteel México
R
Superficies que Inspiran
Para ranuras y orificios pequeños. Es normal que el esmalte se desprenda a lo largo del borde hasta un ancho de 1 mm.+-
13
CorteCorte el material en la forma necesaria al realizar una serie de orificios perforados. Es normal que el esmalte se desprenda a lo largo del borde de cor-te hasta un ancho de 1mm.
LáserCorte la placa de la forma que necesite. Es nor-mal que el esmalte se desprenda a lo largo del borde hasta un ancho de 32 mm. El lado más bajo tendrá más ''protuberancias'' (gotas de esmalte).
+-
Chorro de aguaCorte la placa de la forma que necesite. Es nor-mal que el esmalte se desprenda a lo largo del borde hasta un ancho de 30 a 0,5 mm. El lado más bajo tendrá más protuberancias.
PerforaciónPara los orificios pequeños, se deben utilizar me-chas metálicas de perforación endurecidas. Se debe marcar el esmalte con un punzón antes de perforar. Es normal que el esmalte se desprenda hasta un ancho de 2 mm a lo largo del borde.+-
MolturaciónLa molturación áspera para surcos y formas, en donde el borde del esmalte debe estar derecho. Es normal que el esmalte se desprenda a lo largo de los bordes hasta un ancho de 2 mm.+-
+-
CORTE DE LOS PANELES
Especificación de Aserrado
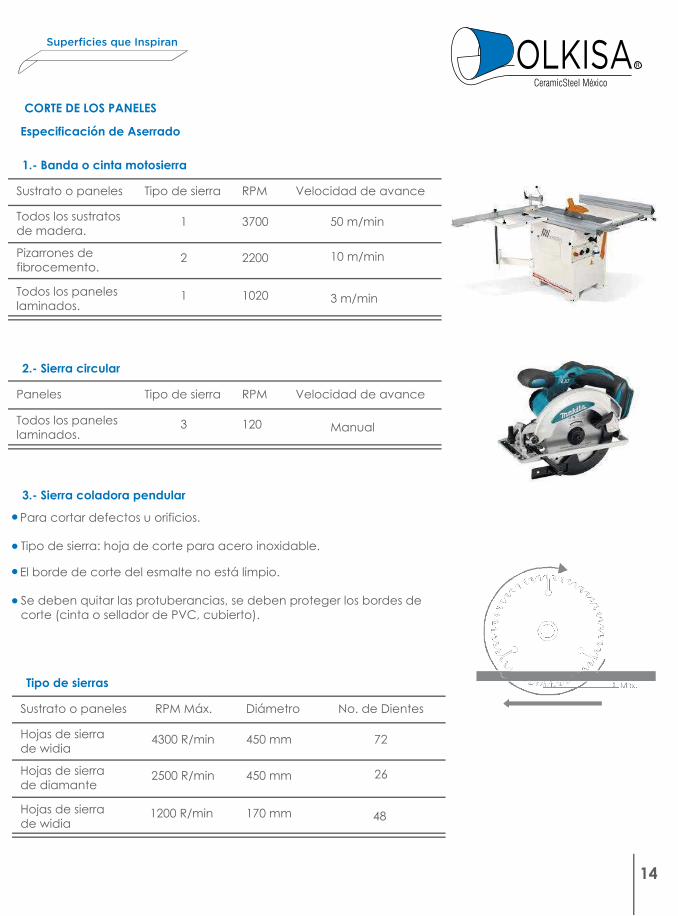
1.- Banda o cinta motosierra
OLKISACeramicSteel México
R
Superficies que Inspiran
Sustrato o paneles
Todos los sustratosde madera.
Pizarrones defibrocemento.
Todos los paneleslaminados.
Tipo de sierra
1
2
1
3700
2200
1020
50 m/min
10 m/min
3 m/min
RPM Velocidad de avance
14
Tipo de sierras
Sustrato o paneles
Hojas de sierrade widia
Hojas de sierrade diamante
Hojas de sierrade widia
RPM Máx.
4300 R/min
2500 R/min
1200 R/min
450 mm
450 mm
170 mm
72
26
48
Diámetro No. de Dientes
2.- Sierra circular
3.- Sierra coladora pendular
Paneles
Todos los paneleslaminados.
Tipo de sierra
3 120 Manual
RPM Velocidad de avance
Para cortar defectos u orificios.
Tipo de sierra: hoja de corte para acero inoxidable.
El borde de corte del esmalte no está limpio.
Se deben quitar las protuberancias, se deben proteger los bordes decorte (cinta o sellador de PVC, cubierto).

REPARACIÓN
TERMINACIONES DE LOS PANELES
‘’Esmalte en frío’’:
Terminación para obtener un borde liso de esmalte.
Advertencia: proteja los paneles cercanos de las chispas de metal
OLKISACeramicSteel México
R
Superficies que Inspiran
15
Lijado
Especificaciones del discode la amoldadora
Lijado áspero
Lijado final: paso 1
Lijado final: paso 2
36
50
60
178 mm
76 mm
76 mm
DiámetroTamaño del grano
Instrucciones de uso:
Para la reparación de un diámetro máximo de 5 mm de esmaltado desprendido.+-
Agite bien antes de usar.
Limpie el punto dañado.
Cubra el punto dañado con esmalte en frío usando la punta de un clavo o un lápiz fino. Hay latas de esmalte en frío de 100 cm cúbicos disponibles en todos los colores estándar.

OLKISACeramicSteel México
R
Superficies que Inspiran
OLKISA SA de CV
CENTRO DE DISTRIBUCIÓN CIUDAD DE MÉXICO
CENTRO DE DISTRIBUCIÓN QUERÉTARO
José Manuel Quintero Mz 29 Lt 19 Colonia Paraje San Juan Iztapalapa, C.P. 09830 Tel. +52 (55) 5692 - 3123
La Tenanche 33 Colonia Parque Metropolitano Corregidora, Querétaro C.P. 76904 Tel. +52 (442) 228 - 0374
WWW.CERAMICSTEEL.COM.MX