Embed Size (px)
Citation preview

MARTILLO
El martillo es una herramienta de percusión utilizada para golpear directa o indirectamente1
una pieza, causando su desplazamiento o deformación. El uso más común es para clavar (incrustar un clavo de acero en madera u otro material), calzar partes (por la acción de la fuerza aplicada en el golpe que la pieza recibe) o romper una pieza. Los martillos son a menudo diseñados para un propósito especial, por lo que sus diseños son muy variados. Un tipo de martillo tiene una cuña abierta en la parte trasera para la remoción de clavos.
Historia
Los primeros martillos datan de la Edad de Piedra del año 8000 a. C.2 3 ; estos martillos constaban de una piedra atada a un mango con tiras de cuero. Más tarde, en el año 4000 a. C., con el descubrimiento del cobre los egipcios comenzaron a fabricar la cabeza de los martillos en este material. Después, en el año 3500 a. C., durante la era de bronce se fabricaron con este material. Tiempo después aparecieron los martillos con orificios para el mango.
Acero SAE 1060
Propiedades:
El acero 1060 es uno de los aceros con más alto contenido de carbono (0.60%). Es más difícil de fabricar que los grados de bajo carbono. Su maquinabilidad y en general la de todos los aceros de alto carbono, es baja. El 1060 tiene entre un 55 a 60 % de la maquinabilidad del acero 1112, considerado como 100% maquinable.
Composición Química (Valores promedio, %)
C Si Mn P S
0.55 - 0.65 0.15 - 0.35 0.60 - 0.90 0.040 máx. 0.050 máx.

Aplicaciones:
Las aplicaciones incluyen herramientas de mano tales como destornilladores, alicates y objetos similares. El conformado del acero 1060 puede ser hecho por los métodos convencionales, pero requiere más fuerza y presión que los aceros de bajo carbono. El acero 1060 puede ser soldado por todos los métodos convencionales, aun así se hace en la soldadura el precalentamiento y pos calentamiento por un procedimiento aprobado. El precalentamiento se hace de 500 a 600 F y el pos calentamiento de 1200 a 1450 F. Se forja de 2225 F a 1700 F. El producto forjado debe ser recocido antes de cualquier tratamiento de endurecimiento.
Trabajo en caliente: Calentar de 900 a 200 F.
Trabajo en frío: El trabajo en frío es difícil incluso en estado recocido; aun así puede ser hecho por los métodos convencionales requiriendo mayor fuerza que la necesaria para los aceros de bajo carbono.
Para el calentamiento de tocho para el proceso de forja se utilizara un horno por inducción:
Un Horno de inducción es un horno eléctrico en el que el calor es generado por calentamiento, por la inducción eléctrica de un medio conductivo (un metal) en un crisol, alrededor del cual se encuentran enrolladas bobinas magnéticas.
El principio de calentamiento de un metal por medio de la inducción fue descubierto por Michael Faraday en 1831 mientras se encontraba experimentando en su laboratorio.1
Una ventaja del horno de inducción es que es limpio, eficiente desde el punto de vista energético, y es un proceso de fundición y de tratamiento de metales más controlable que con la mayoría de los demás modos de calentamiento. Otra de sus ventajas es la capacidad para generar una gran cantidad de calor de manera rápida. Los principales componentes de un sistema de calentamiento por inducción son: el cuerpo de bobinas , conformado por las bobinas de fuerza (donde como están dispuestas físicamente es donde hay mayor agitación del baño líquido) y por las bobinas de refrigeración , la fuente de alimentación, la etapa de acoplamiento de la carga, una estación de enfriamiento, el material refractario que protege a las bobinas del baño líquido y la pieza a ser tratada.1
Las fundiciones más modernas utilizan este tipo de horno y cada vez más fundiciones están sustituyendo los altos hornos por los de inducción, debido a que aquellos generaban mucho polvo entre otros contaminantes. El rango de capacidades de los hornos de inducción abarca desde menos de un kilogramo hasta cien toneladas y son utilizados para fundir hierro y acero, cobre, aluminio y metales preciosos. Uno de los principales inconvenientes de estos hornos es la imposibilidad de refinamiento; la carga de materiales ha de estar libre de productos

oxidantes y ser de una composición conocida y algunas aleaciones pueden perderse debido a la oxidación (y deben ser re-añadidos).
El rango de frecuencias de operación va desde la frecuencia de red (50 ó 60 Hz) hasta los 10 kHz, en función del metal que se quiere fundir, la capacidad del horno y la velocidad de fundición deseada - normalmente un horno de frecuencia elevada (más de 3000 Hz) es más rápido, siendo utilizados generalmente en la fundición de aceros, dado que la elevada frecuencia disminuye la turbulencia y evita la oxidación. Frecuencias menores generan más turbulencias en el metal, reduciendo la potencia que puede aplicarse al metal fundido.
En la actualidad los hornos de frecuencia de línea (50 ó 60 Hz, según país) han quedado en desuso, ya que los mismos poseían muy poca eficiencia energética y además cargaban con un alto coste de mantenimiento, dado que contenían una gran cantidad de elementos electromecánicos. En las últimas décadas (aproximadamente desde finales de la década de 1970) se han incorporado equipos de estado sólido, conformados en su etapa de potencia con componentes tales como tiristores (diodos SCR) y transistores de potencia tipo IGBT, con lo que el rendimiento y eficiencia de estos equipos ha aumentado considerablemente.
Un horno para una tonelada precalentado puede fundir una carga fría en menos de una hora. En la práctica se considera que se necesitan 600 kW para fundir una tonelada de hierro en una hora.
Un horno de inducción en funcionamiento normalmente emite un zumbido, silbido o chirrido (debido a la magnetostricción), cuya frecuencia puede ser utilizada por los operarios con experiencia para saber si el horno funciona correctamente o a qué potencia lo está haciendo.
El horno elegido para el precalentamiento del tocho son:
Barras cortas y tochos Calentamiento por inducción
para un diámetro de 20–100 mm
para un diámetro de 25–160 mm
»EloForge™
» EloForge™ L

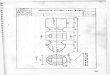
HORNO POR INDUCCION ELOFORGE
Características:
La eficacia de la calefacción es directamente relacionada con el diámetro de la parte serán y se calentó hasta el diámetro interior de la bobina, y como su formato, ideal, por lo que sería unconjunto de inductores dedicados a una sola medir, que no es factible en la práctica debido a costos de inversión, el tiempo de inactividad para reposición y mantenimiento, por lo que es elegido un rango de operación donde ciertos conjuntos de inductores cumplen a ciertas gamas de palanquillas como económicamente viable.
La eficiencia térmica es principalmente influido por el tiempo de ciclo y el calentamiento de la longitud de la línea calentamiento o inductores conocidos, incluso por ley "Boltzman" tasa de pérdida es directamente proporcional a la cuarta parte del calor superficie de la palanquilla, la eficiencia térmica mejora minimizando así el intervalo tiempo en el que las partes se someten a temperaturas elevadas; el objetivo es entonces calentamos los tochos de forma rápida y brevemente.

PROVEEDORES DE ACERO SAE 1060
Aceros el Álamo S.A. de C.V. Una nueva forma de hacer negocios
Inicio Productos Contamos con una de las más amplias existencias de aceros al carbono en
Guadalajara. Somos los distribuidores directos de fábrica, lo que nos permite ofrecer a nuestros clientes excelentes precios y una amplia variedad de medidas y perfiles con los que seguramente podremos satisfacer sus necesidades. [table id=1 /]
Contacto Ponemos a su disposición nuestras formas de contacto, en donde personal capacitado dispuesto a responder a todas sus dudas está para servirle. Ventas E-Mail: [email protected] Para preguntas generales tales como solicitud de información, cotizaciones, información técnica, etc. Aceros y metales planos Ing. Miguel Ángel Ruvalcaba E-Mail: [email protected] Solicitudes de información de aceros y metales planos, tales como láminas y rollos de acero inoxidable y de aluminio. Aceros grado herramienta, al carbono y grado maquinaria. Sr. Mario Roldán E-Mail: [email protected] Sr. Enrique Torres E-Mail: [email protected] Crédito y cobranza Srita. Maria Elena Bustos E-Mail: [email protected] Compras Srita. Mónica Rivera E-Mail: [email protected] [contact-form 1 "Contact form 1"]
Información de Contacto
Toneles No. 2759 Col. Álamo Industrial,Tlaquepaque Jal., C.P. 45500Teléfonos: + 52 (33) 3666-9538; 3666-3076FAX: + 52 (33) 3666-9538Email. [email protected]