Embed Size (px)
Citation preview

1
MỤC LỤC
LỜI MỞ ĐẦU ........................................................................................................... 3
CHƢƠNG 1: TÌM HIỂU TỔNG QUAN VỀ HỆ THỐNG BĂNG TẢI ............. 4
1.1. Gới thiệu chung về băng tải ..................................................................................................................... 4
1.2. Trang bị điện cho băng tải ....................................................................................................................... 5
1.2.1. Động cơ truyền động.............................................................................................................................. 5
1.2.2. Cấu tạo động cơ điện một chiều ............................................................................................................ 5
1.2.3. Nguyên lý làm việc của động cơ điện một chiều .................................................................................. 8
1.2.4. Sức điện động phần ứng, công suất điện từ và momen điện từ của máy điện một chiều ................ 9
1.2.5. Phản ứng phần ứng của máy điện một chiều .................................................................................... 10
1.2.6. Nguyên nhân tia lửa điện trên cổ góp và biện pháp khắc phục ....................................................... 12
1.2.7. Mở máy động cơ điện một chiều ......................................................................................................... 13
CHƢƠNG 2: TÌM HIỂU VỀ WINCC VÀ PLC S7-300 .................................... 14
2.1. Tìm hiểu về WinCC ..................................................................................................................................... 14
2.1.1. Tổng quan về WinCC .................................................................................................................................... 14
2.1.2. Đặc trƣng cơ bản của WinCC....................................................................................................................... 14
2.2. Tìm hiểu về PLC S7-300 ............................................................................................................................. 17
2.2.1. PLC( programable logic controler) .............................................................................................................. 17
2.2.2. Các tín hiệu kết nối với PLC ........................................................................................................................ 18
2.2.3. Các module của PLC S7-300 ....................................................................................................................... 18
2.2.3.1. Module CPU ......................................................................................................................................... 18
2.2.3.2. Các Module mở rộng ............................................................................................................................ 19
2.2.4. Bộ nhớ PLC .................................................................................................................................................. 19
2.2.4.1. Vùng chứa chƣơng trình ứng dụng ....................................................................................................... 19
2.2.4.2. Vùng chứa tham số của hệ điều hành .................................................................................................... 20
2.2.4.3. Vùng chứa các khối dữ liệu .................................................................................................................. 21
CHƢƠNG 3: XÂY DỰNG CHƢƠNG TRÌNH ĐIỀU KHIỂN VÀ GIÁM
SÁT HỆ THốNG BĂNG TảI ............................................................................... 22
3.1. Phân tích hệ thống băng tải ........................................................................................................................ 22
3.1.1. Cảm biến hồng ngoại .................................................................................................................................... 22
2
3.1.2. Cảm biến màu ( TCS3200 và TCS3210) ...................................................................................................... 23
3.2. Xây dựng chƣơng trình PLC và WinCC cho hệ thống băng tải ................................................................ 28
3.2.1. Chƣơng trình PLC ......................................................................................................................................... 28
3.2.1.1. Khởi tạo khai báo phần cứng của PLC ................................................................................................... 28
3.2.1.2. Viết chƣơng trình phần mềm cho PLC. ................................................................................................. 32
3.2.2. Khởi tạo và lập trình trên WinCC cho hệ thống băng tải .............................................................................. 38
3.2.2.1. Lập dự án WinCC và tạo các biến.......................................................................................................... 38
3.2.2.2. Thiết kế giao diện trên WinCC .............................................................................................................. 44
3.2.2.3. Viết chƣơng trình chuyển động cho các vật thể và hiển thị biến đếm .................................................... 53
KẾT LUẬN ............................................................................................................. 69
TÀI LIỆU THAM KHẢO .................................................................................... 70

3
Lời mở đầu
Khoa học kỹ thuật ngày càng phát triển thì các sản phẩm đƣợc sản xuất
cũng nhƣ các vật liệu dùng để sản xuất cần đƣợc vận chuyển kịp thời trong quá
trình sản xuất. Vì vậy trong các nhà máy sản xuất băng tải là một phƣơng pháp vận
chuyển năng xuất cao hơn các loại phƣơng pháp vận chuyển khác.
Băng tải là loại thiết bị vận chuyển liên tục các sản phẩm cũng nhƣ các vật
liệu trong sản xuất.
Đối với những hệ thống băng tải có yêu cầu cao về điều khiển,giám sát và
thu thập dữ liệu trong quá trình sản xuất thì những hệ thống đó cần phải có những
ngƣời lập trình khi nhà máy có những thay đổi về mẫu mã và chủng loại sản phẩm.
Nhƣ vậy ta có thể giám sát, thu thập các dữ liệu trong quá trình sản xuất để báo cáo
số liệu và giải quyết các lỗi nếu phát sinh.
Đƣợc sự hƣớng dẫn tận tình của Th.s Ngô Quang Vĩ bộ môn Điện tự động
công nghiệp trƣờng Đại Học Dân Lập Hải Phòng và các thầy cô trong bộ môn
Điện tự động công nghiệp em đã bắt tay vào tìm hiểu và thực hiện đồ án “ Điều
khiển, giám sát và thu thập dữ liệu cho hệ thống băng tải” do Th.s Ngô Quang Vĩ
hƣớng dẫn chính. Đồ án gồm những nội dung sau:
Chƣơng 1: TÌM HIỂU TỔNG QUAN VỀ HỆ THỐNG BĂNG TẢI
Chƣơng 2: TÌM HIỂU VỀ WINCC VÀ PLC S7-300
Chƣơng 3: XÂY DỰNG CHƢƠNG TRÌNH ĐIỀU KHIỂN VÀ GIÁM SÁT HỆ
THỐNG BĂNG TẢI
Mục tiêu của đồ án: Tiếp cận phƣơng pháp điều khiển, giám sát và thu
thập dữ liệu hiện đại trong công nghiệp.

4
Chƣơng 1.
TÌM HIỂU TỔNG QUAN VỀ HỆ THỐNG BĂNG TẢI
1.1. Gới thiệu chung về băng tải
Khoa học kỹ thuật ngày càng phát triển thì các sản phẩm đƣợc sản xuất cũng
nhƣ các vật liệu dùng để sản xuất cần đƣợc vận chuyển kịp thời trong quá trình sản
xuất. Vì vậy trong các nhà máy sản xuất băng tải là một phƣơng pháp vận chuyển
năng xuất cao hơn các loại phƣơng pháp vận chuyển khác.
Băng tải là loại thiết bị vận chuyển liên tục các sản phẩm cũng nhƣ các vật
liệu trong sản xuất.
Băng tải có bộ phận kéo là tấm băng tải đồng thời là bộ phận mang vật
liệu. Chuyển động đƣợc nhờ sự ma sát giữa tang và tấm băng.
Về cấu tạo: Tấm băng có thể đƣợc chế tạo từ nhiều loại vật liệu khác nhau,
đảm bảo hoạt động trong các môi trƣờng khác nhau bền bỉ đạt đƣợc các yêu cầu về
kỹ thuật.
Ƣu và nhƣợc điểm của băng tải:
-Ƣu điểm: Năng suất vận chuyển lớn
Làm việc êm
Ít làm hỏng các chi tiết máy khác
-Nhƣợc điểm:
Không làm việc ở nhiệt độ cao
Hệ thống băng tải bao gồm nhiều băng tải, mỗi loại nhóm băng tải có 1
nhiệm vụ khác nhau, các băng tải này phụ thuộc lẫn nhau . Vậy khi vận hành hoặc
sản xuất các băng tải phải chạy đúng theo các thiết kế cho trƣớc nếu không sẽ gây
ra những rủi ro trong sản xuất. Trong bài này ta sẽ xây dựng hệ thống giám sát các
5
băng tải, để việc quan sát các băng tải đó dễ dàng hơn mà không phải xuống hiện
trƣờng sản xuất.
1.2. Trang bị điện cho băng tải
1.2.1. Động cơ truyền động
Trong công nghiệp hiện đại máy điện một chiều vẫn đƣợc coi là một
loại máy quan trọng, nó có thể dùng làm động cơ điện, máy phát điện hay
dùng trong những điều kiện làm việc khác.
Động cơ điện một chiều có đặc tính điều chỉnh tốc độ rất tốt, vì vậy
máy đƣợc dùng nhiều trong những ngành công nghiệp có yêu cầu cao về
điều chỉnh tốc độ nhƣ cán thép, hầm mỏ, giao thông vận tải…
Máy phát điện một chiều dùng làm nguồn cho các động cơ điện một
chiều, làm nguồn kích từ trong máy điện đồng bộ, cung cấp nguồn điện một
chiều điện áp thấp cho công nghiệp điện hoá học nhƣ tinh luyện đồng,
nhôm, mạ điện ...
So với máy điện xoay chiều máy điện một chiều có những nhƣợc
điểm nhƣ: giá thành đắt hơn, chế tạo bảo quản cổ góp phức tạp. Tuy nhiên
do những ƣu điểm vừa kể trên, máy điện một chièu vẫn còn giữ một tầm
quan trọng nhất định trong sản xuất công nghiệp.
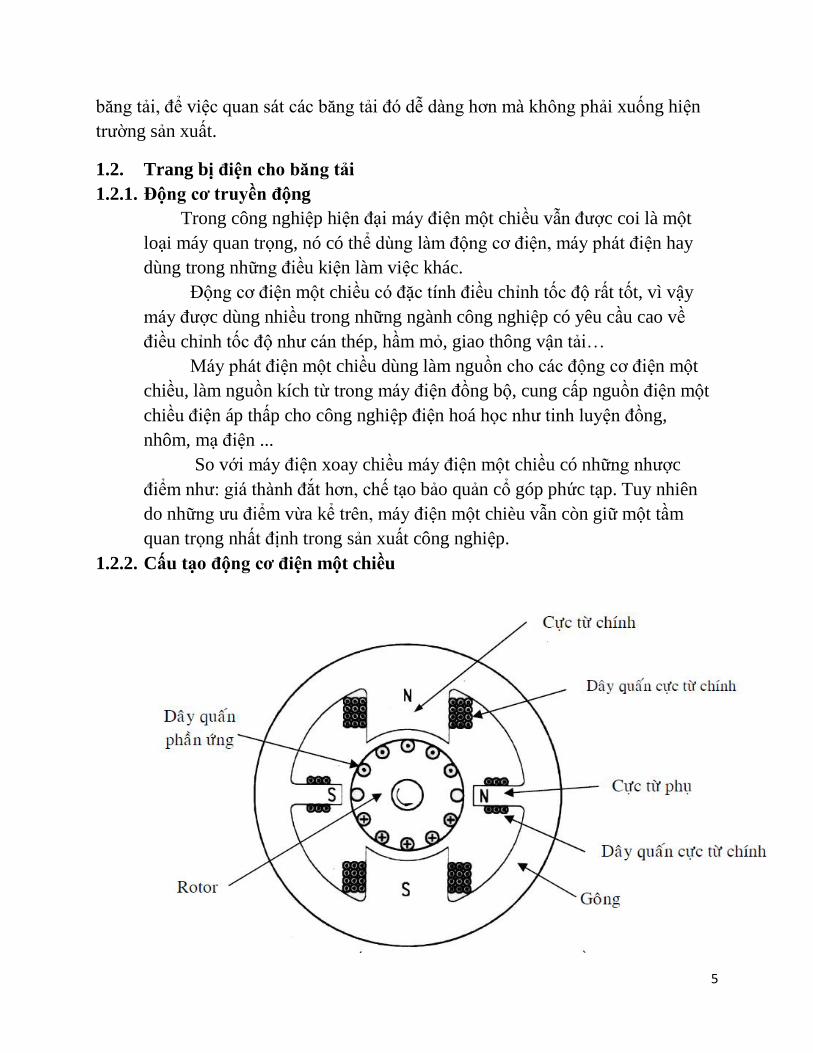
1.2.2. Cấu tạo động cơ điện một chiều

6
Hình 1.1: Mặt cắt ngang của động cơ điện một chiều
- Phần tĩnh ( stator)
Đóng vai trò là phần cảm bao gồm các bộ phận chính.
+ Cực từ chính: đây là bộ phận sinh ra từ trƣờng chính trong máy bao gồm:
Hình 1.2: Cực từ stator
Lõi cực từ: hình dạng nhƣ hình 1.2, có thể làm bằng thép khối vì dẫn từ
một chiều. Tuy nhiên để giảm kích thƣớc ngày nay nó đƣợc làm từ thép kỹ
thuật điện cán lạnh không đẳng hƣớng.
Dây quấn cực từ chính: còn gọi là dây quấn kích từ, đƣợc làm bằng dây
dẫn tròn có bọc cách điện hoặc dây dẫn tiết diện hình chữ nhật đƣợc quấn
định hình rồi lồng vào thân cực từ. Các dây quấn kích từ đặt trên các cực từ
chính thƣờng đƣợc nối tiếp với nhau.
+ Cực từ phụ: đây là bộ phận cải thiện đổi chiều.
Lõi cực từ có thể làm bằng thép đúc
Dây quấn cực từ phụ đƣợc lồng vào cực phụ và nối tiếp với dây quấn
phần ứng qua chổi than. Các cực từ phụ đƣợc bố trí xen kẽ giữa các cực từ
chính.
+ Gông từ: làm mạch dẫn từ, nối liền các cực từ chính và phụ, đồng thời làm
vỏ máy. Máy nhỏ và vừa gông từ làm bằng thép tấm, máy lớn làm bằng thép
đúc.
- Phần quay ( rotor)
7
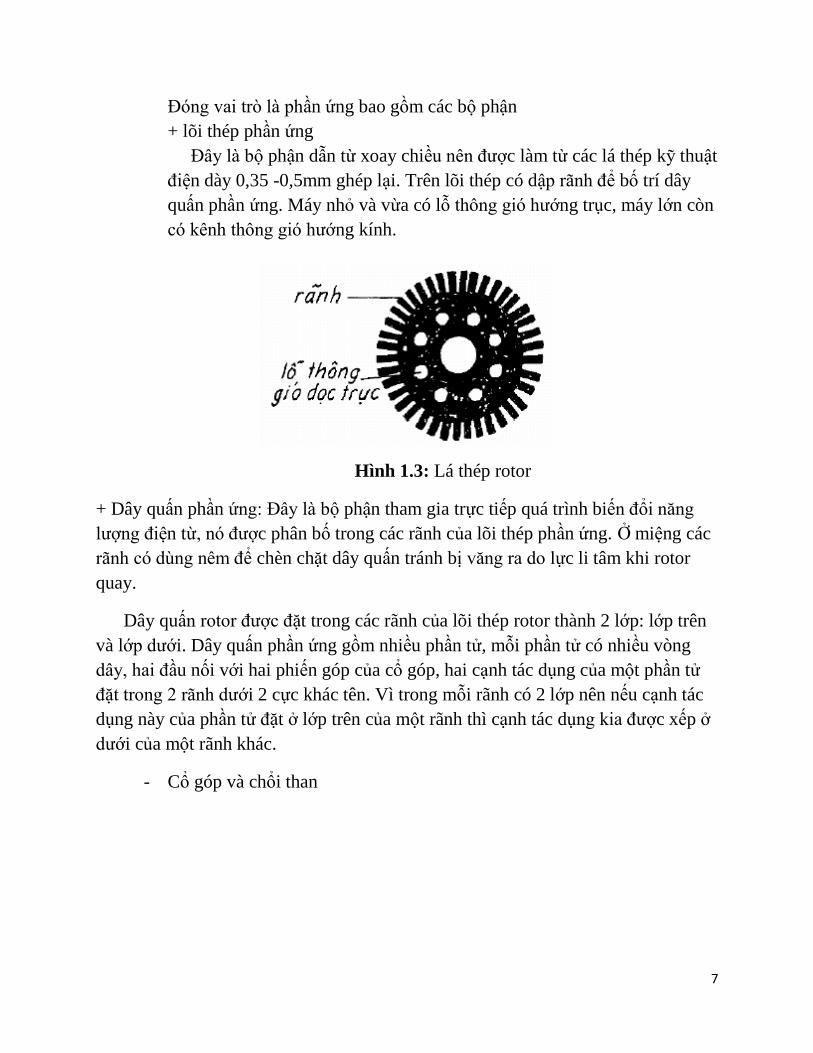
Đóng vai trò là phần ứng bao gồm các bộ phận
+ lõi thép phần ứng
Đây là bộ phận dẫn từ xoay chiều nên đƣợc làm từ các lá thép kỹ thuật
điện dày 0,35 -0,5mm ghép lại. Trên lõi thép có dập rãnh để bố trí dây
quấn phần ứng. Máy nhỏ và vừa có lỗ thông gió hƣớng trục, máy lớn còn
có kênh thông gió hƣớng kính.
Hình 1.3: Lá thép rotor
+ Dây quấn phần ứng: Đây là bộ phận tham gia trực tiếp quá trình biến đổi năng
lƣợng điện từ, nó đƣợc phân bố trong các rãnh của lõi thép phần ứng. Ở miệng các
rãnh có dùng nêm để chèn chặt dây quấn tránh bị văng ra do lực li tâm khi rotor
quay.
Dây quấn rotor đƣợc đặt trong các rãnh của lõi thép rotor thành 2 lớp: lớp trên
và lớp dƣới. Dây quấn phần ứng gồm nhiều phần tử, mỗi phần tử có nhiều vòng
dây, hai đầu nối với hai phiến góp của cổ góp, hai cạnh tác dụng của một phần tử
đặt trong 2 rãnh dƣới 2 cực khác tên. Vì trong mỗi rãnh có 2 lớp nên nếu cạnh tác
dụng này của phần tử đặt ở lớp trên của một rãnh thì cạnh tác dụng kia đƣợc xếp ở
dƣới của một rãnh khác.
- Cổ góp và chổi than

8
Hình 1.4: Cổ góp và phiến góp
Cổ góp hay vành góp dùng để đổi chiều dòng điện xoay chiều thành
một chiều. Cổ góp gồm nhiều phiến đồng có đuôi nhạn ghép cách điện
với nhau bằng lớp mica và hợp thành một hình trụ tròn. Hai đầu trụ tròn
dùng hai vành ốp chữ V ép chặt lại. Giữa vành ốp và trụ tròn cũng cách
điện bằng mica. Đuôi cổ góp có cao hơn một ít để hàn các đầu dây của
các phần tử dây quấn phần ứng vào phiến góp đƣợc dễ dàng. Cổ góp
đƣợc bắt chặt ở đầu trục rotor
Để đƣa dòng điện từ cổ góp ra ngoài, ngƣời ta dùng cơ cấu chổi than.
Cơ cấu gồm chổi than làm bằng than graphit, đặt trong hộp chổi than và
nhờ một lò xo tì chặt lên cổ góp. Hộp chổi than đƣợc đặt cố định và cách
điện trên giá chổi than. Giá chổi than đƣợc gắn trên nắp máy.
1.2.3. Nguyên lý làm việc của động cơ điện một chiều
- Nguyên lý làm việc và phƣơng trình điện áp của động cơ điện một chiều
Khi đặt một điện áp một chiều U vào 2 chổi điện A và B trong dây
quấn phần ứng có dòng Iƣ nằm trong từ trƣờng cực từ sẽ chịu lực điện từ
Fđt tác dụng. Chiều lực điện từ cho bởi quy tắc bàn tay trái.
Khi rotor quay đƣợc nửa vòng, vị trí các thanh dẫn ab và cd đổi chỗ cho
nhau, nhƣng nhờ có phiến góp đổi chiều dòng Iƣ , nên chiều lực điện từ

9
tác dụng lên thanh dẫn không đổi, đảm bảo động cơ có chiều quay không
đổi.
Hình 1.5: Nguyên lý làm việc của động cơ điện một chiều
Khi rotor quay, các thanh dẫn cắt từ trƣờng cực từ, cảm ứng sức điện
động Eƣ có chiều xác định bởi quy tắc bàn tay phải. Ở động cơ Eƣ ngƣợc
chiều Iƣ nên Eƣ còn đƣợc gọi là sức phản điện ( spđ), và do đó phƣơng
trình điện áp của động cơ điện một chiều đƣợc viết nhƣ sau:
U = Eƣ + IƣRƣ
1.2.4. Sức điện động phần ứng, công suất điện từ và momen điện từ của máy
điện một chiều
+ Sức điện động phần ứng
Khi rotor quay các thanh dẫn của dây quấn phần ứng cắt ngang từ trƣờng
cực từ, trong mỗi thanh dẫn cảm ứng sức điện động là:
e= Btb.l.v
trong đó : Btb – mật độ từ thông ( hay từ cảm) trung bình dƣới mỗi
cực từ
v- tốc độ dài của thanh dẫn
l- chiều dài hiệu dụng thanh dẫn
Nếu số thanh dẫn của dây quấn là N, số nhánh là 2a với a là số đôi mạch
nhánh, số thanh dẫn của một nhánh là N/2a , sức điện động phần ứng là:
Eƣ= = .Btb.l.v
Tốc độ dài v đƣợc xác định theo tốc độ quay n (v/p) bằng công thức:
v= với D là đƣờng kính rotor(m)

10
Từ thông Ф dƣới mỗi cực từ là : Ф=Btb. với p là số đôi cực từ
Suy ra Eƣ = nФ
Hoặc Eƣ=kE.n.Ф
Với kE là hằng số phụ thuộc vào kết cấ dây quấn phần ứng
+ Công suất điện từ và momen điện từ:
Công suất điện từ: Pđt = Eƣ.Iƣ = nФIƣ
Momen điện từ: Mđt = ; với w= là tần số góc quay của rotor, từ đó
ta có:
Mđt = kMIƣФ
Với : kM = là hằng số phụ thuộc vào kết cấu dây quấn phần ứng
1.2.5. Phản ứng phần ứng của máy điện một chiều
Khi máy điện một chiều làm việc không tải, từ trƣờng trong máy chỉ do dòng khích
từ Ikt gây ra gọi là từ trƣờng cực từ. Từ trƣờng này phân bố đối xứng ở đƣờng trung
tính hình học mn, cảm ứng từ B =0 thanh dẫn chuyển động qua đó không cảm ứng
sức điện động.
Khi máy điện có tải, dòng Iƣ trong dây quấn phần ứng sẽ sinh ra từ trƣờng phần
ứng. Từ
trƣờng này có hƣớng vuông góc với từ trƣờng cực từ.
11
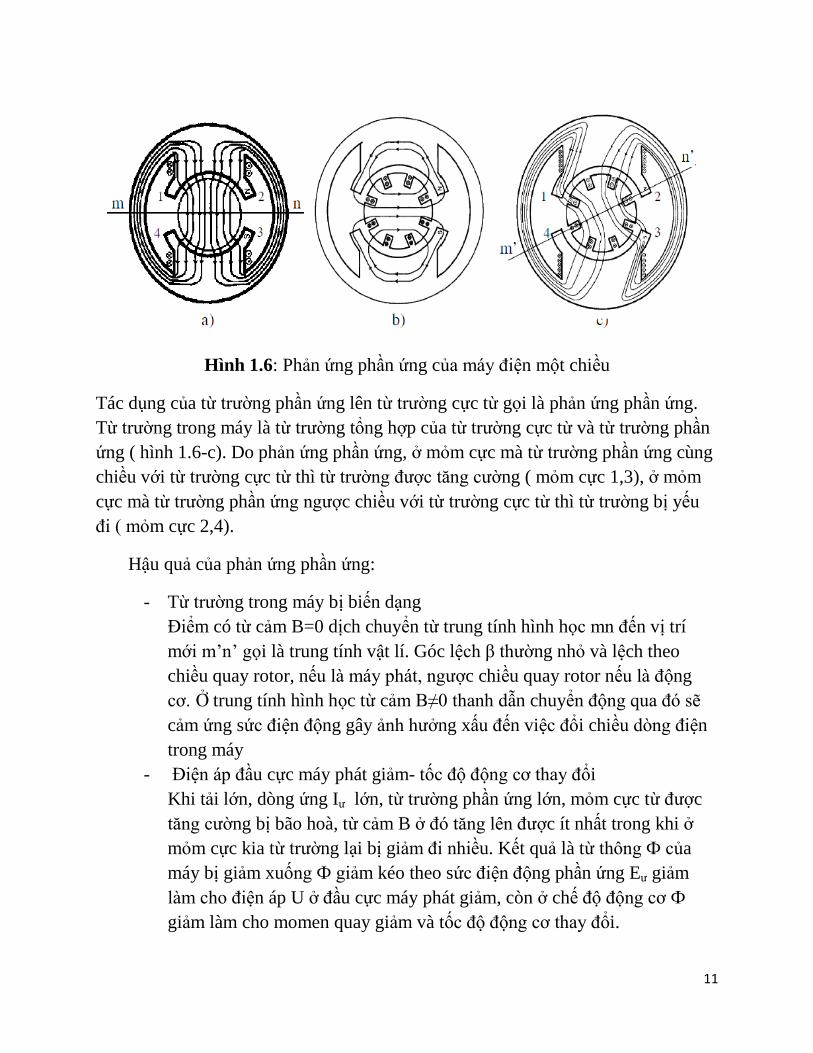
Hình 1.6: Phản ứng phần ứng của máy điện một chiều
Tác dụng của từ trƣờng phần ứng lên từ trƣờng cực từ gọi là phản ứng phần ứng.
Từ trƣờng trong máy là từ trƣờng tổng hợp của từ trƣờng cực từ và từ trƣờng phần
ứng ( hình 1.6-c). Do phản ứng phần ứng, ở mỏm cực mà từ trƣờng phần ứng cùng
chiều với từ trƣờng cực từ thì từ trƣờng đƣợc tăng cƣờng ( mỏm cực 1,3), ở mỏm
cực mà từ trƣờng phần ứng ngƣợc chiều với từ trƣờng cực từ thì từ trƣờng bị yếu
đi ( mỏm cực 2,4).
Hậu quả của phản ứng phần ứng:
- Từ trƣờng trong máy bị biến dạng
Điểm có từ cảm B=0 dịch chuyển từ trung tính hình học mn đến vị trí
mới m’n’ gọi là trung tính vật lí. Góc lệch β thƣờng nhỏ và lệch theo
chiều quay rotor, nếu là máy phát, ngƣợc chiều quay rotor nếu là động
cơ. Ở trung tính hình học từ cảm B≠0 thanh dẫn chuyển động qua đó sẽ
cảm ứng sức điện động gây ảnh hƣởng xấu đến việc đổi chiều dòng điện
trong máy
- Điện áp đầu cực máy phát giảm- tốc độ động cơ thay đổi
Khi tải lớn, dòng ứng Iƣ lớn, từ trƣờng phần ứng lớn, mỏm cực từ đƣợc
tăng cƣờng bị bão hoà, từ cảm B ở đó tăng lên đƣợc ít nhất trong khi ở
mỏm cực kia từ trƣờng lại bị giảm đi nhiều. Kết quả là từ thông Ф của
máy bị giảm xuống Ф giảm kéo theo sức điện động phần ứng Eƣ giảm
làm cho điện áp U ở đầu cực máy phát giảm, còn ở chế độ động cơ Ф
giảm làm cho momen quay giảm và tốc độ động cơ thay đổi.
12
Để khắc phục hậu quả trên ngƣời ta dùng cực từ phụ và dây quấn bù. Từ
trƣờng của cực từ phụ và dây quấn bù ngƣợc với từ trƣờng phần ứng. Để
kịp thời khắc phục từ trƣờng phần ứng khi tải thay đổi, dây quấn cực từ
phụ và dây quấn bù đƣợc đấu nối tiếp với mạch phần ứng.
1.2.6. Nguyên nhân tia lửa điện trên cổ góp và biện pháp khắc phục
Khi máy điện một chiều làm việc quá trình đổi chiều thƣờng gây ra tia
lửa điện giữa chổi than và cổ góp. Tia lửa lớn có thể gây nên vành lửa xung
quanh cổ góp, phá hỏng chổi than và cổ góp, gây tổn hao năng lƣợng và làm
nhiễu các thiết bị điện tử khác.
- Nguyên nhân
+ Nguyên nhân cơ khí: Vành góp không đồng tâm với trục.
Sự cân bằng quay không tốt gây dao động hƣớng
kính.
Cổ góp không tròn, lực ép chổi than không đủ.
+ Nguyên nhân về điện: Khi rotor quay liên tiếp có phần tử chuyển đổi
từ mạch nhánh này sang mạch nhánh khác, trong phần tử đổi chiều ấy sẽ
xuất hiện các sức điện động sau:
a. Sức điện động tự cảm eL do sự biến thiên dòng điện trong phần tử
đổi chiều.
b. Sức điện động hỗ cảm em do sự biến thiên dòng điện trong các phần
tử đổi chiều khác lân cận.
c. Sức điện động eq do từ trƣờng phần ứng gây ra. khi đi qua chổi
than các phần tử này bị nối tắt mà tổng các sức điện động ≠ 0
do đó phát sinh tia lửa điện.
- Biện pháp khắc phục
+ loại trừ nguyên nhân cơ khí.
+Dùng dây quấn bù và cực từ phụ để triệt tiêu từ trƣờng phần ứng dƣới
bề mặt cực từ làm cho từ trƣờng khe hở phân bố đều thuận lợi cho quá
trình đổi chiều.
+Đối với các máy công suất nhỏ, không bố trí cực từ phụ và dây quấn bù
thì ta có thể dời chổi than đến vị trí trung tính vật lý.

13
1.2.7. Mở máy động cơ điện một chiều
Phƣơng trình điện áp mạch phần ứng:
U = Eƣ + Iƣ.Rƣ
Từ đó rút ra: Iƣ =
Khi mở máy tốc độ n=0, sức phản điện Eƣ=kE.n.Ф = 0 dòng điện phần ứng
lúc mở máy là:
Iƣm=
Vì điện trở Rƣ rất nhỏ nên dòng điện phần ứng lúc mở máy rất lớn ( 20-30
lần Iđm) có thể làm hỏng chổi than hoặc cổ góp. Dòng ứng lớn kéo theo dòng mở
máy lớn làm ảnh hƣởng tới lƣới điện. Phƣơng pháp mở máy trực tiếp chỉ sử dụng
cho động cơ có công suất nhỏ vì các động cơ này có Rƣ tƣơng đối lớn
Để giảm dòng mở máy ta dùng các biện pháp sau:
+ Dùng biến trở mở máy Rm
Mắc biến trở mở máy nối tiếp với mạch phần ứng. Dòng phần ứng lúc mở máy là:
Iƣm=
Ban đầu để biến trở Rm ở giá trị lớn nhất , trong quá trình mở máy tốc độ tăng lên,
sức điện động Eƣ tăng và giảm biến trở Rm dần về 0, máy làm việc đúng điện áp
định mức.
+ Giảm điện áp đặt vào phần ứng
Phƣơng pháp này đƣợc sử dụng khi có nguồn một chiều có thể điều chỉnh đƣợc
điện áp, ví dụ trong hệ thống máy phát – động cơ, hoặc nguồn 1 chiều chỉnh lƣu có
điều khiển.
Chú ý: để momen mở máy lớn, lúc mở máy phải có từ thông lớn nhất, vì vậy các
thông số mạch kích từ phải điều chỉnh sao cho dòng điện kích từ lúc mở máy lớn
nhất.
14
Chƣơng 2.
TÌM HIỂU VỀ WINCC VÀ PLC S7-300
2.1. Tìm hiểu về WinCC
2.1.1. Tổng quan về WinCC
WinCC là 1 trong các chƣơng trình ứng dụng Scada (HMI-Human Machine
Interface) trong lĩnh vực dân dụng cũng nhƣ công nghiệp. WinCC đƣợc dùng để
điều hành các màn hình hiển thị và hệ thống điều khiển trong tự động hoá sản xuất
và quá trình.
WinCC viết tắt của Window Control Center, là một phần mềm của hãng
siemens dùng để giám sát, điều khiển và thu thập dữ liệu trong quá trình sản xuất.
Theo nghĩa hẹp WinCC là chƣơng trình hỗ trợ cho ngƣời lập trình thiết kế các giao
diện Ngƣời và Máy ( HMI) trong hệ thống SCADA ( Supervisory Control And
Data Acquisition), với chức năng chính là thu thập số liệu, giám sát và điều khiển
quá trình sản xuất. Những thành phần có trong WinCC dễ sử dụng, giúp ngƣời
dùng tích hợp những ứng dụng mới hoặc có sẵn mà không gặp bất kì trở ngại nào.
WinCC cung cấp các module chức năng thƣờng dùng trong công nghiệp nhƣ:
Hiển thị hình ảnh, tạo thông điệp, lƣu trữ và báo cáo. Giao diện điều khiển mạnh,
việc truy cập ảnh nhanh chóng và chức năng lƣu trữ an toàn ( bảo mật) của nó đảm
bảo tính hữu dụng cao.
Với WinCC ngƣời dùng có thể trao đổi dữ liệu trực tiếp với nhiều PLC của
các hãng khác nhau nhƣ Misubishi, Allen Braddly, Siemens… thông qua cổng
COM với chuẩn RS-232 của máy tính với chuẩn RS-485 của PLC
2.1.2. Đặc trƣng cơ bản của WinCC
WinCC 6.0 chạy trên hệ điều hành Microsoft Window XP, Windows 2000.
Do đó tính chất mở và thƣờng xuyên đƣợc cập nhật, phát triển nên WinCC tƣơng
thích với nhiều phần mềm chuẩn tạo nên giao diện ngƣời và máy đáp ứng nhu cầu
sản xuất. Có thể ứng dụng WinCC để phát triển ứng dụng của mình qua giao diện
mở của WinCC. Chƣơng trình tích hợp đƣợc nhiều ứng dụng, tận dụng dịch vụ của
hệ điều hành làm cơ sở mở rộng hệ thống. Với WinCC ta có thể sử dụng nhiều giải
pháp khác nhau để giải quyết công việc, từ việc xây dựng hệ thống có quy mô nhỏ

15
và vừa khác nhau, cho tới việc xây dựng các hệ thống có quy mô lớn nhƣ MES: hệ
thống quản lý việc thực hiện sản xuất Manufacturing Excution System, hệ thống
ERP- Enterprise Resouse Planning.
Tuỳ theo khả năng của ngƣời thiết kế cũng nhƣ các phần cứng hỗ trợ khác mà
WinCC dã và đang đƣợc phát triển trong nhiều lĩnh vực khác nhau.
2.1.3. Ứng dụng phổ biến nhất của WinCC
Tự động hoá quá trình điều khiển và giám sát quy trình sản xuất. Khi một hệ
thống dùng chƣơng trình WinCC để điều khiển và thu thập dữ liệu từ quá trình, nó
có thể mô phỏng bằng hình các sự kiện xảy ra trong quá trình điều khiển dƣới dạng
các chuỗi sự kiện. WinCC cung cấp nhiều hàm chức năng cho mục đích hiển thị,
thông báo bằng đồ hoạ, xử lí thông tin đo lƣờng, các tham số công thức, các bảng
ghi báo cáo, … đáp ứng yêu cầu công nghệ ngày một phát triển và là một trong
những chƣơng trình ứng dụng trong thiết kế giao diện Ngƣời – Máy (HMI), sử
dụng phổ cập nhất tại Việt Nam hiện nay vào hệ thống trợ giúp của Siemens có
mặt tại nhiều nƣớc trên thế giới trong đó có Việt Nam.
Khi sử dụng WinCC để thiết kế giao diện điều khiển Ngƣời – Máy ( HMI) và
mạng SCADA, WinCC sử dụng các chức năng sau:
Graphics Designer: Thực hiện dễ dàng các chức năng mô phỏng và hoạt
động qua các đối tƣợng đồ hoạ của chƣơng trình WinCC, Windows,
OLE, I/O,… với nhiều thuộc tính hoạt động ( Dynamic)
Alarm Logging: Thực hiện việc hiển thị các thông báo hay các báo cáo
trong khi hệ thống vận hành. Đảm trách về các thông báo nhận đƣợc và
lƣu trữ. Nó chứa các chức năng để nhận các thông báo từ các quá trình,
để chuẩn bị , hiển thị ,hồi đáp và lƣu trữ chúng. Ngoài ra Alarm Logging
còn giúp ta tìm ra nguyên nhân của lỗi.
Tag Logging: Thu thập , lƣu trữ và nén các giá trị đo dƣới nhiều dạng
khác nhau. Tag Logging cho phép lấy dữ liệu từ các quá trình thực thi,
chuẩn bị để hiển thị và lƣu trữ các dữ liệu đó. Dữ liệu có thể cung cấp
các tiêu chuẩn về công nghệ và kỹ thuật quan trọng liên quan đến trạng
thái hoạt động của toàn hệ thống.
Report Designer: Có nhiệm vụ tạo các thông báo, báo cáo và các kết quả
này đƣợc lƣu dƣới dạng các trang nhật kí sự kiện.

16
User Achivers: Cho phép ngƣời sử dụng lƣu trữ dữ liệu từ chƣơng trình
ứng dụng và có khả năng trao đổi với các thiết bị tự động hoá khác.
Điều này có nghĩa các công thức, thông số trong chƣơng trình WinCC
có thể đƣợc soạn thảo , lƣu trữ và sử dụng trong hệ thống.
WinCC sử dụng bộ công cụ thiết kế giao diện đồ hoạ mạnh nhƣ:
Toolbox, các Control, OLE,… đƣợc đặt dễ dàng trên giao diện thiết kế.
Ngoài ra để phục vụ cho công việc giám sát điều khiển tự động WinCC
còn trang bị thêm nhiều tính năng mới mà các công cụ khác không có
nhƣ:
- Các Control thông qua hệ thống quản trị dữ liệu có thể gắn với 1 biến
theo dõi trạng thái của hệ thống điều khiển. Thông qua đó tác động đến
việc giám sát các trạng thái.
- Thông qua hệ thống thông điệp có thể thực hiện đƣợc những hành
động tƣơng ứng khi trạng thái thay đổi.
- Trong WinCC, ngôn ngữ C-sript đƣợc dùng để thao tác giúp cho việc
sử lí các sự kiện phát sinh một cách mềm dẻo và linh hoạt.
WinCC cho phép ngƣời sử dụng có khả năng truy cập vào các hàm giao diện
chƣơng trình ứng dụng API( Application Program Interface) của hệ điều hành.
Ngoài ra sự kết hợp giữa chƣơng trình WinCC và các công cụ phát triển riêng nhƣ
: Visual C++
hoặc Visual Basic sẽ tạo ra hệ thống có tính đặc thù cao, tinh vi, gắn
riêng với một cấu hình cụ thể nào đó.
WinCC có thể tạo 1 giao diện Ngƣời –Máy( HMI) dựa trên cơ sở giao tiếp giữa
con ngƣời với các hệ thống máy, thiết bị điều khiển ( PLC,CNC,…) thông qua các
hình ảnh , sơ đồ , hình vẽ hoặc câu chữ có tính trực quan hơn. Có thể giúp ngƣời
vận hành theo dõi đƣợc quá trình làm việc , thay đổi các tham số, công thức hoặc
quá trình hoạt động, hiển thị các giá trị hiện thời cũng nhƣ giao tiếp với quá trình
công nghệ thông qua các hệ thông tự động. Giao diện HMI cho phép ngƣời vận
hành giám sát các quy trình sản xuất và cảnh báo, báo động hệ thống khi có sự cố.
Do đó WinCC là chƣơng trình thiết kế giao diện Ngƣời –Máy thƣc sự cần thiết,
không thể thiếu trong các hệ thống có quá trình tự động hoá phức tạp và hiện đại.
Việc sử dụng chƣơng trình WinCC để điều khiển và giám sát hệ thống tự động
hoá trong quá trình sản xuất đã cho kết quả điều khiển chính xác.
17
Từ máy tính trung tâm, có thể điều khiển sự hoạt động toàn bộ dây chuyền sản
xuất đƣợc lập trình trên WinCC, bạn có thể giám sát tất cả các thiết bị trên dây
truyền. Dựa vào giao diện HMI có thể giám sát và thu thập dữ liệu vào ra (I/O) một
cách chính xác, hỗ trợ các phƣơng thức sử lí dữ liệu tổ chức số liệu một cách linh
hoạt thông qua kiểu lập trình bằng ngôn ngữ C.
2.2. Tìm hiểu về PLC S7-300
S7-300 là dòng sản phẩm cao cấp của hãng Siemens, đƣợc dùng cho những
ứng dụng lớn với các yêu cầu I/O nhiều và thời gian đáp ứng nhanh, yêu cầu kết
nối mạng và có khả năng mở rộng cho sau này.
Ngôn ngữ lập trình đa dạng cho phép ngƣời sử dụng có quyền chọn lựa. Đặc điểm
nổi bật của S7-300 đó là ngôn ngữ lập trình cung cấp những hàm toán đa dạng cho
những yêu cầu chuyên biệt hoặc ta có thể sử dụng ngôn ngữ chuyên biệt để xây
dựng hàm riêng cho ứng dụng mà ta cần.
Ngoài ra S7-300 còn xây dựng phần cứng theo cấu trúc module, nghĩa là đối với
S7-300 sẽ có những module thích hợp cho những ứng dụng đặc biệt nhƣ module
PID, module đọc xung tốc đọ cao.
2.2.1. PLC( programable logic controler)
PLC là thiết bị điều khiển logic khả trình, cho phép thực hiện linh hoạt các thuật
toán điều khiển số thông qua một ngôn ngữ lập trình, thay cho phải thể hiện thuật
toán đó bằng mạch số. Nhƣ vậy với chƣơng trình điều khiển trong mình, PLC trở
thành bộ điều khiển nhỏ gọn, dễ thay đổi thuật toán và đặc biệt dễ trao đổi thông
tin với môi trƣờng xung quanh ( với PLC khác hoặc với máy tính). Toàn bộ
chƣơng trình đƣợc lƣu trong bộ nhớ dƣới dạng các khối chƣơng trình và thực hiện
với chu kì quét.
Để có thể thực hiện một chƣơng trình điều khiển, tất nhiên PLC phải có tính
năng nhƣ 1 máy tính . Nghĩa là phải có một bộ vi sử lí trung tâm (CPU), một hệ
điều hành, một bộ nhớ chƣơng trình để lƣu chƣơng trình cũng nhƣ dữ liệu và phải
có các cổng vào ra để giao tiếp với các thiết bị bên ngoài… Bên cạnh đó nhằm
phục vụ cho bài toán điều khiển số, PLC phải có các khối hàm chức năng nhƣ
timer, counter và các hàm chức năng đặc biệt khác.

18
2.2.2. Các tín hiệu kết nối với PLC
Tín hiệu số: Là các tín hiệu thuộc dạng hàm Boolean, dạng tín hiệu chỉ có
2 giá trị 0 hoặc 1:
Đối với PLC Siemens: -Mức 0 tƣơng ứng với 0V hoặc hở mạch
-Mức 1 tƣơng ứng với 24V
Tín hiệu tƣơng tự: Là dạng tín hiệu liên tục, từ 0V – 10V hay từ 4mA-
20mA…
Tín hiệu khác: Bao gồm các tín hiệu giao tiếp với máy tính, với các thiết bị
ngoại vi khác bằng các giao thức khác nhau nhƣ giao thức RS232, RS485,
Modbus...
2.2.3. Các module của PLC S7-300
Thông thƣờng để tăng tính mềm dẻo trong ứng dụng thực tế mà ở đó phần lớn
các đối tƣợng điều khiển có số tín hiệu đầu vào, đầu ra cũng nhƣ chủng loại tín
hiệuvào ra khác nhau mà các bộ điều khiển PLC đƣợc thiết kế không bị cứng hoá
về cấu hình. Chúng đƣợc chia nhỏ thành các module . Số các module sử dụng
nhiều hay ít tuỳ theo từng bài toán, song tối thiểu bao giờ cũng phải có module
chính đó là CPU. Các module còn lại là các module nhận truyền tín hiệu với đối
tƣợng điều khiển, các module chức năng chuyên dụng nhƣ PID, điều khiển động
cơ… chúng đƣợc gọi chung là module mở rộng. Tất cả các module đƣợc gắn trên
những thanh ray ( rack)
2.2.3.1. Module CPU
Module CPU là loại module chứa vi sử lí, hệ điều hành, bộ nhớ, các bộ thời
gian, bộ đếm, cổng truyền thông… và có thể còn có một vài cổng vào ra số. Các
cổng vào ra số trên CPU đƣợc gọi là cổng vào ra Onboard.
Trong họ PLC S7-300 có nhiều loại CPU khác nhau: CPU 312, CPU 314, CPU
315…
Những module cùng sử dụng một loại bộ vi sử lí, nhƣng khác nhau về cổng vào ra
Onboard cũng nhƣ các khối hàm đặc biệt tích hợp sẵn trong thƣ viện của hệ điều
hành phục vụ việc sử dụng các cổng vào ra Onboard này sẽ đƣợc phân biệt với
19
nhau trong tên gọi bằng tên cụm chữ cái IFM ( viết tắt của Intergrated Funtion
Module). Ví dụ Module CPU 312IFM…
Ngoài ra còn có các loại module 2 cổng truyền thông, trong đó cổng truyền thông
thứ 2 có chức năng chính là phục vụ việc nối mạng phân tán. Các loại module CPU
đƣợc phân biệt với nhƣngc loại CPU khác bằng thêm cụm từ DP ( Distrubited port)
trong tên gọi. Ví dụ module CPU 315-DP
2.2.3.2. Các Module mở rộng
Các module mở rộng đƣợc chia làm 5 loại chính:
1- PS (Power Supply) : Module nguồn nuôi
2- SM ( Signal Module ): Module tín hiệu vào ra bao gồm:
DI (Digital Input)
DO (Digital Output)
DI/DO (Digital In/Output)
AI (Analog Input)
AO (Analog Output)
AI/AO (Analog In/Output)
3- IM (Interface Module): Module ghép nối. Đây là loại module chuyên dụng
có nhiệm vụ nối từng nhóm các module mở rộng lại với nhau thành từng 1
khối và đƣợc quản lí chung bởi một module CPU. Thông thƣờng các module
mở rộng đƣợc gá liền với nhau trên 1 thanh đỡ gọi là Rack.
Trên mỗi một rack chỉ có thể gá đƣợc nhiều nhất 8 module mở rộng (không
kể module CPU, module nguồn nuôi). Một module CPU có thể làm việc trực
tiếp với nhiều nhất 4 rack và các rack này phải đƣợc nối với nhau bằng
module IM.
IM360: truyền IM361: nhận
4- FM ( Funtion Module): Là các module điều khiển riêng, nhƣ điều khiển
Servo, điều khiển PID…
5- CP( Communication Module) : Module truyền thông
2.2.4. Bộ nhớ PLC
2.2.4.1. Vùng chứa chƣơng trình ứng dụng
Chia thành 3 miền :
20
1- OB ( Organisation block): Miền chứa chƣơng trình tổ chức.
2- FC (Funtion): Miền chứa chƣơng trình con, đƣợc tổ chức thành hàm và có
biến hình thức để trao đổi dữ liệu
3- FB (Funtion Block): Miền chứa chƣơng trình con, đƣợc tổ chức thành hàm
và có khả năng trao đổi dữ liệu với bất cứ 1 khối chƣơng trình nào khác. Các dữ
liệu này phải đƣợc xây dựng thành một khối dữ liệu riêng ( Dât Block khối DB)
2.2.4.2. Vùng chứa tham số của hệ điều hành
Chia thành 7 miền khác nhau:
I (Process image input): Miền dữ liệu các cổng vào số, trƣớc khi bắt đầu thực
hiện chƣơng trình PLC sẽ đọc giá trị logic của tất cả các cổng đầu vào và cất giữ
chúng trong vùng nhớ I. Thông thƣờng chƣơng trình ứng dụng không đọc trực tiếp
trạng thái logic của cổng vào số mà chỉ lấy dữ liệu của cổng vào từ bộ đệm I.
Q (Process Image Output) : Miền bộ đếm các dữ liệu cổng ra số. Kết thúc giai
đoạn thực hiện chƣơng trình , PLC sẽ chuyển giá trị logic của bộ đệm Q tới các
cổng số . Thông thƣờng chƣơng trình không trực tiếp gán giá trị tới tận cổng ra mà
chỉ chuyển chúng tới bộ đệm Q.
M ( Miền các biến cờ): Chƣơng trình ứng dụng sử dụng những biến này để lƣu
giữ các tham số cần thiết và có thể truy nhập nó theo Bit (M), byte( MB), từ(MW)
hay từ kép(MD)
T (Timer): Miền nhớ phục vụ bộ thời gian (Timer) bao gồm việc lƣu trữ giá
trị thời gian đặt trƣớc ( PV- Preset Value), giá trị đếm thời gian tức thời (CV-
Current Value) cũng nhƣ giá trị Logic đầu ra của bộ thời gian.
C (Counter): Miền nhớ phục vụ bộ đếm bao gồm việc lƣu trữ giá trị đặt trƣớc(
PV-Preset Value), giá trị đếm tức thời( CV-Current Value) và giá trị logic đầu ra
của bộ đệm.
PI: Miền địa chỉ cổng vào của các module tƣơng tự ( I/O External input). Các
giá trị tƣơng tự tại cổng vào của module tƣơng tự sẽ đƣợc module đọc và chuyển tự
động theo những địa chỉ . Chƣơng trình ứng dụng có th truy cập miền nhớ PI theo
từng byte ( PIB), từng từ PIW hoặc từng từ kép PID.
21
PQ: Miền địa chỉ cổng ra cho các module tƣơng tự( I/O External Output). Các
giá trị theo những địa chỉ này sẽ đƣợc module tƣơng tự chuyển tới các cổng ra
tƣơng tự. Chƣơng trình ứng dụng có thể truy cập miền nhớ PQ theo từng byte
(PQB) , từng từ(PQW) hoặc theo từng từ kép( PQD)
2.2.4.3. Vùng chứa các khối dữ liệu
Chia làm 2 loại:
DB( Data Block): Miền chứa dữ liệu đƣợc tổ chức thành khối. Kích thƣớc cũng
nhƣ số lƣợng khối do ngƣời sử dụng quy định, phù hợp với từng bài toán điều
khiển. Chƣơng trình có thể truy cập miền này thao từng bit (DBX), byte(DBB),
từ(DBW), hoặc từ kép(DBD).
L( Local Data Block): Miền dữ liệu địa phƣơng đƣợc các khối chƣơng trình
OB,FC,FB tổ chức và sử dụng cho các biến nháp tức thời và trao đổi dữ liệu của
biến hình thức với các khối chƣơng trình gọi nó. Nội dung của một khối dữ liệu
trong miền nhớ này sẽ bị xoá khi kết thúc chƣơng trình tƣơng ứng trong
OB,FC,FB. Miền này có thể đƣợc truy nhập từ chƣơng trình theo bit(L), byte(LB),
từ(LW) hoặc từ kép(LD).
22
Chƣơng 3.
Xây dựng chƣơng trình điều khiển và giám sát hệ thống
băng tải
3.1. Phân tích hệ thống băng tải
3.1.1. Cảm biến hồng ngoại
Trên băng tải ta có 2 cảm biến hồng ngoại để phát hiện vật thể đi qua, chúng
đƣợc kết hợp với xung điều khiển của vi điều khiển để tác động vào động cơ để gạt
vật thể khi chúng đi qua.
Loại cảm biến hồng ngoại ( SN-E18-B03N1 Digital Infrared Sensor)
- Giới thiệu tổng quan về cảm biến hồng ngoại
+ Đây là loại cảm biến hồng ngoại rất dễ sử dụng với ngƣời dùng và phát
hiện vật cản rất nhanh nhờ tia hồng ngoại.
+ Cảm biến này sử dụng sự phản xạ của tia hồng ngoại khi có vật cản đi
qua.
+ Nó đƣợc sử dụng rộng rãi trong các ngành công nghiệp nhƣ dệt may, cơ
khí, sản xuất sắt thép, điện, …
+ Nguồn cấp từ 6V-36V, dòng tiêu thụ ít < 300mA.
+ Khoảng cách phát hiện vật lên tới 30cm, có thể điều chỉnh đƣợc khoảng
cách của cảm biến từ 0cm-30cm.
+ Kích thƣớc nhỏ gọn dễ dàng lắp đặt.
+ Độ chính xác cao, không thấm nƣớc, chống ăn mòn
- Nguyên lý hoạt động
+ SN-E18-B03N1 chứa cảm biến tia hồng ngoại để sử dụng sự phản chiếu
tín hiệu hồng ngoại, tín hiệu hồng ngoại này là sự phản hồi của tia hồng ngoại với
những vật thể ở gần hay ở xa. Cƣờng độ ánh sáng hồng ngoại giữa tín hiệu thu và
phát có thể điều chỉnh đƣợc để phù hợp với từng ứng dụng. Tín hiệu phát tia hồng
ngoại gặp vật thể cản sẽ phản chiếu lại đầu thu, đầu thu hồng ngoại nhƣ là 1
transistor NPN khi có tia hồng ngoại phản về thì sẽ mở transistor.
23
- Chức năng các chân của cảm biến hồng ngoại
Bảng 3.1: Chức năng các chân của cảm biến hồng ngoại
Màu Tên Chức năng
Nâu VCC Kết nối với VCC ( +6V đến +36V )
Lục Ground Kết nối tới Ground
Đen Output
Signal
Kết nối với 1 chân của 1 vi điều khiển hoặc 1 mạch logic khác
ở chế độ đầu vào (Input)
- Độ nhạy của cảm biến
+ Cảm biến hồng ngoại có vùng nhận biết khoảng chừng 0cm đến 30cm cho
những vật thể mà trắng hoặc màu sáng. Đối với những vật màu tối hoặc màu đen,
cảm biến hồng ngoại có vùng nhận biết khoảng từ 2cm đến 25cm. Điều đó cho
thấy rằng cảm biến sẽ nhạy cảm hơn với những vật thể có bề mặt màu sáng. Cảm
biến màu đƣợc thiết kế có thể điều chỉnh đƣợc khoảng cách tác dụng. Khi sử dụng
nút cài đặt khoảng cách tác dụng của cảm biến ( nằm ở phía sau cảm biến) thì
khoảng cách phát hiện vật cũng thay đổi. Nếu quay núm điều chỉnh ngƣợc chiều
kim đồng hồ thì khoảng cách sẽ giảm dần từ giá trị 30cm.
3.1.2. Cảm biến màu ( TCS3200 và TCS3210)
Ở đầu của băng tải ta có 1 cảm biến màu sắc để phát hiện vật thể là màu gì
sau đó chúng gửi xung đến bộ vi điều khiển để tác động vào cơ cấu gạt sản phẩm.
Đặc trƣng của cảm biến màu: - Chuyển đổi tần số ánh sáng của vật thể phát ra
- Dải điện áp 1 chiều cung cấp (2,7V-5,5V)
- Bình thƣờng tần số ra ở dạng xung vuông ( 50%
chu kì ) với tần số tỉ lệ trực tiếp với cƣờng độ ánh sáng.
- Khoảng rộng tần số ra có thể chỉnh bởi 1 trong 3
giá trị cài sẵn qua 2 chân vào điều khiển.

24
- Tín hiệu vào số, ra số cho phép kết nối trực tiếp với
1 vi điều khiển hoặc 1 mạch logic khác .
- TCS3210: 1 mảng 4×6 diod quang đọc chuyển đổi tần số ánh sáng. 6 diod lọc
màu xanh dƣơng, 6 diod lọc màu xanh lá cây, 6 diod lọc màu đỏ, 6 diod trắng
không lọc. (hình 3.1)
- TCS3200: 1 mảng 8×8 diod quang dọc chuyển đổi tần số ánh sáng, 16 diod lọc
màu xanh dƣơng, 16 diod lọc màu xanh lá cây, 16 diod lọc màu đỏ, 16 diod trắng
không lọc.( hình 3.1)
Hình 3.1: 2 loại cảm biến TCS3200 và TCS3210
- Trong bài này chúng ta dùng loại TCS3210. 4 loại diod quang đƣợc đan xen vào
nhau để giảm thiểu tác động của sự không đồng nhất của bức xạ. Tất cả các diod
lọc cùng màu đƣợc mắc song song. Chân S2 và S3 để xác định nhóm diod quang
nào hoạt động. Kích thƣớc của các diod quang là 110µm×110µm.
- Hình 3.2 là mô hình chức năng của cảm biến màu.

25
Hình 3.2: Mô hình chức năng của cảm biến màu
Bảng 3.2: Chức năng các chân của diod quang
- Bảng 3.2 là bảng chức năng của các chân có trên diod quang.
Chân 4 là chân mass, chân 3 là chân cho phép ra của tần số f0 , chân 6 là tần
số ra, chân 1và 2 là 2 chân cho phép chọn mức tần số ra, chân 7 và 8 là 2 chân xác
định loại diod nào đang hoạt động, chân 5 là điện áp cấp nguồn.
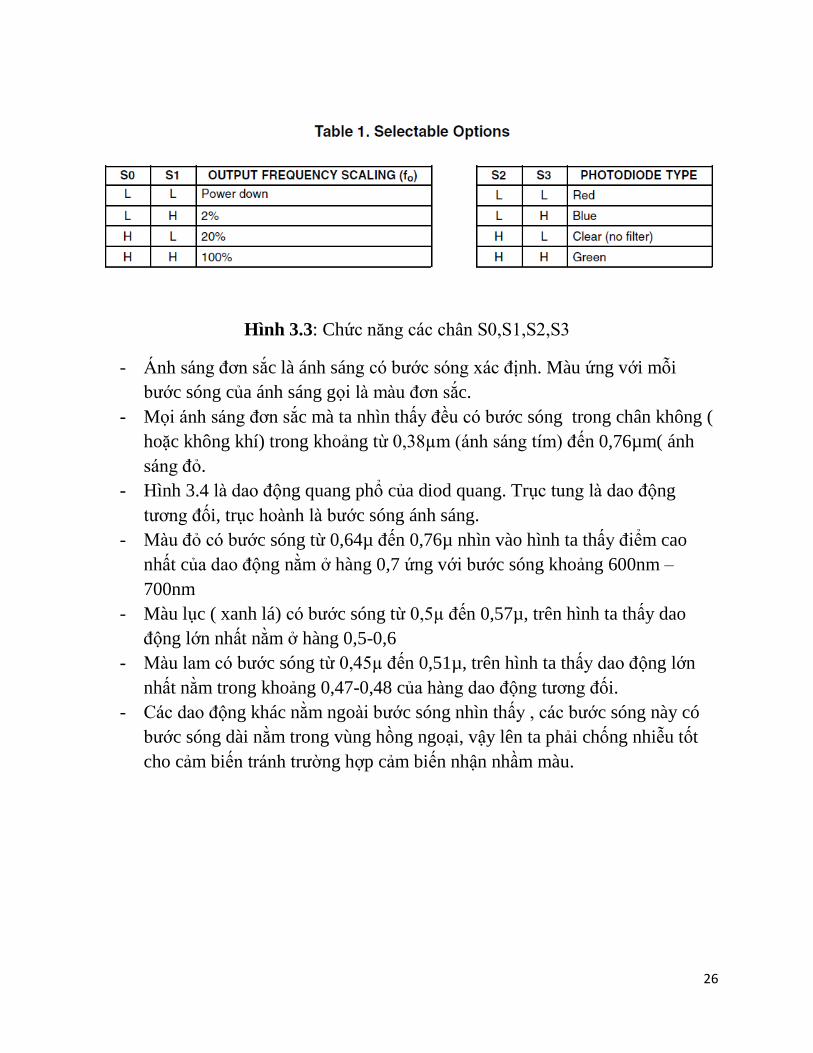
Hình 3.3 là chức năng của các chân 1,2,7,8. Chân s0 và s1 chọn khoảng tần số ra
nhờ các tín hiệu ở mức cao,thấp khác nhau. Chân s2 và s3 là đầu ra tƣơng ứng với
các mức logic để thể hiện màu nào đang đi qua.
26
Hình 3.3: Chức năng các chân S0,S1,S2,S3
- Ánh sáng đơn sắc là ánh sáng có bƣớc sóng xác định. Màu ứng với mỗi
bƣớc sóng của ánh sáng gọi là màu đơn sắc.
- Mọi ánh sáng đơn sắc mà ta nhìn thấy đều có bƣớc sóng trong chân không (
hoặc không khí) trong khoảng từ 0,38µm (ánh sáng tím) đến 0,76µm( ánh
sáng đỏ.
- Hình 3.4 là dao động quang phổ của diod quang. Trục tung là dao động
tƣơng đối, trục hoành là bƣớc sóng ánh sáng.
- Màu đỏ có bƣớc sóng từ 0,64µ đến 0,76µ nhìn vào hình ta thấy điểm cao
nhất của dao động nằm ở hàng 0,7 ứng với bƣớc sóng khoảng 600nm –
700nm
- Màu lục ( xanh lá) có bƣớc sóng từ 0,5µ đến 0,57µ, trên hình ta thấy dao
động lớn nhất nằm ở hàng 0,5-0,6
- Màu lam có bƣớc sóng từ 0,45µ đến 0,51µ, trên hình ta thấy dao động lớn
nhất nằm trong khoảng 0,47-0,48 của hàng dao động tƣơng đối.
- Các dao động khác nằm ngoài bƣớc sóng nhìn thấy , các bƣớc sóng này có
bƣớc sóng dài nằm trong vùng hồng ngoại, vậy lên ta phải chống nhiễu tốt
cho cảm biến tránh trƣờng hợp cảm biến nhận nhầm màu.

27
Hình 3.4: Dao động quang phổ của diod quang

28
3.2. Xây dựng chƣơng trình PLC và WinCC cho hệ thống băng tải
3.2.1. Chƣơng trình PLC
3.2.1.1. Khởi tạo khai báo phần cứng của PLC
1- Trên giao diện màn hình máy tính chọn SIMATIC Manager nhƣ hình
3.5
Hình 3.5: Giao diện SIMATIC trên mà hình máy tính
2- Giao diện phần mềm xuất hiện ta chọn New Project trong mục name
chọn tên chƣơng trình sau đó nhấn OK. Hình 3.6

29
Hình 3.6: Tạo New Project
3- Giao diện chính của phần mềm SIMATIC Manager xuất hiện. Để khai báo
phần cứng của PLC, ta chọn Insert → Station→2SIMATIC 300 Station nhƣ hình
3.7 .Tiếp tục chọn Hardware xuất hiện giao diện nhƣ hình 3.8
Hình 3.7: Khai báo phần cứng của PLC
Hình 3.8: Chọn phần cứng của PLC

30
4- Chọn SIMATIC 300→RANK-300 →Rail. Thanh Rail là thanh để cài PLC
trên tủ điện
Hình 3.9: Chọn thanh Rail
5- Chọn nguồn cung cấp cho PLC. Chọn PS-300→PS 5A (hình 3.10)

31
Hình 3.10: Chọn nguồn cấp cho PLC
6- Chọn CPU của PLC . Trong bài này dùng CPU 321C. Chọn CPU-300→CPU
312C
Hình 3.11: Chọn chủng loại CPU
Các modul khác trên dao diện trong bài không sử dụng. Cuối cùng ta có thanh rail
nhƣ hình 3.12. Đến đây ta lƣu các bƣớc vừa làm.
Hình 3.12: Các phần cứng của PLC sau khi đƣợc chọn
32
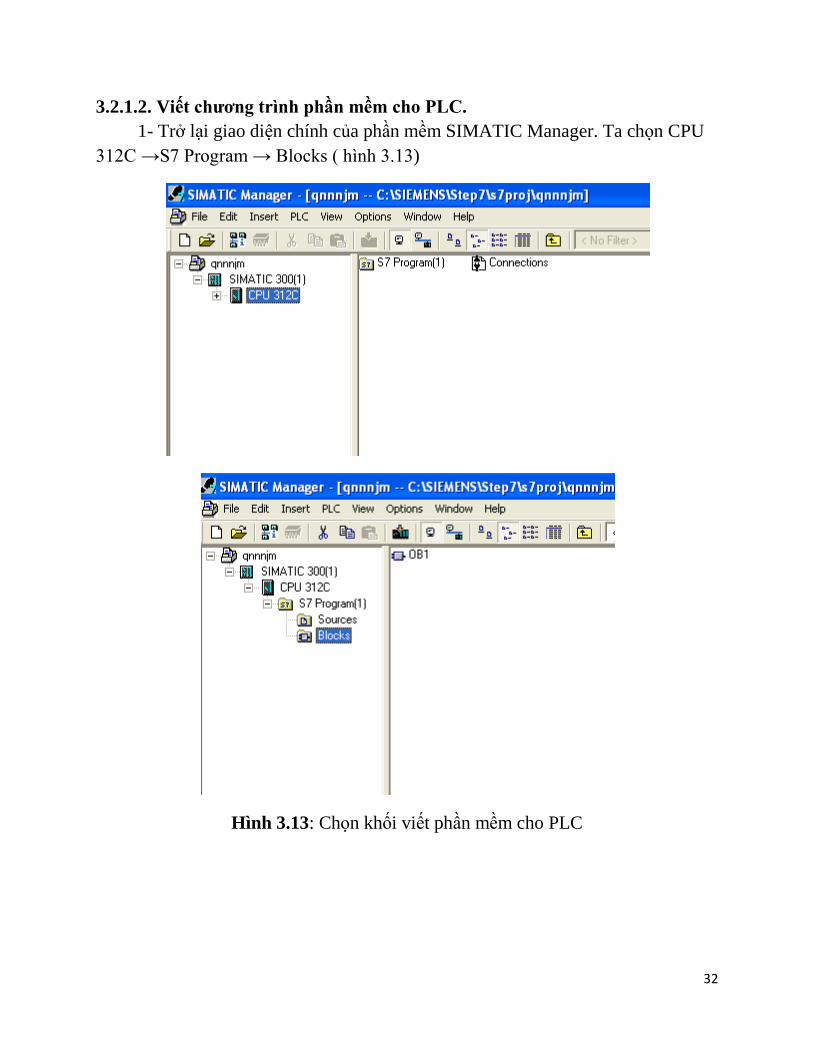
3.2.1.2. Viết chƣơng trình phần mềm cho PLC.
1- Trở lại giao diện chính của phần mềm SIMATIC Manager. Ta chọn CPU
312C →S7 Program → Blocks ( hình 3.13)
Hình 3.13: Chọn khối viết phần mềm cho PLC
33
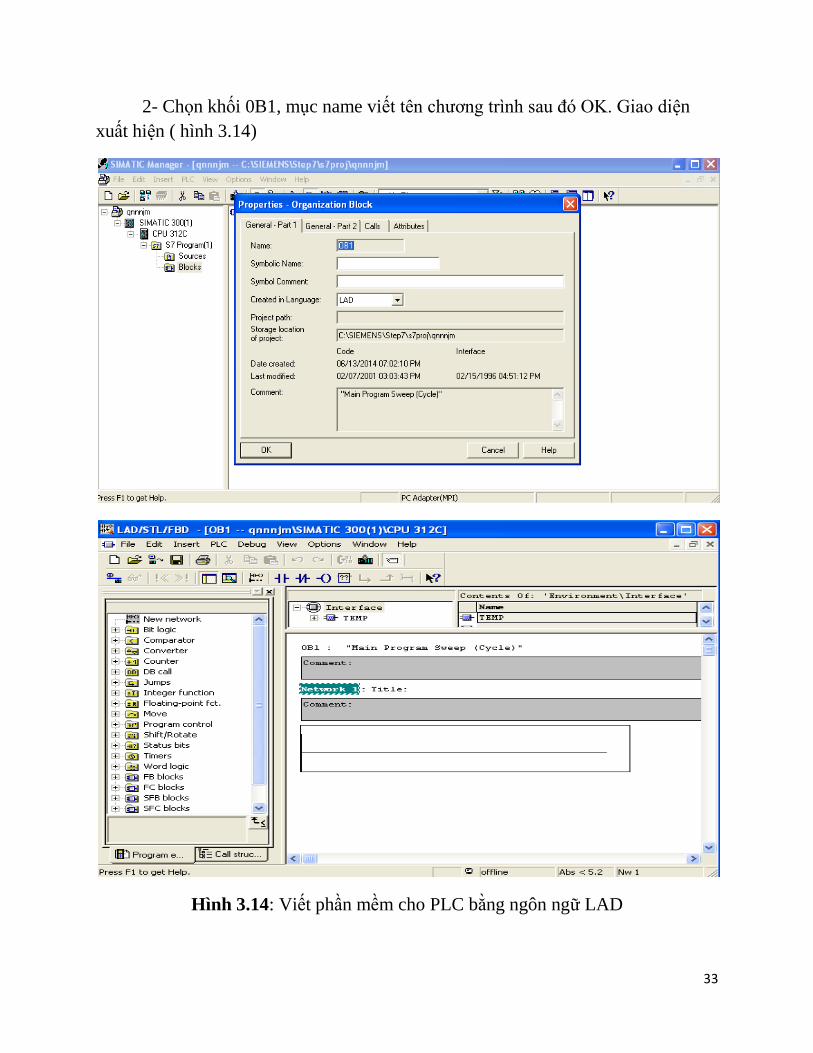
2- Chọn khối 0B1, mục name viết tên chƣơng trình sau đó OK. Giao diện
xuất hiện ( hình 3.14)
Hình 3.14: Viết phần mềm cho PLC bằng ngôn ngữ LAD
34
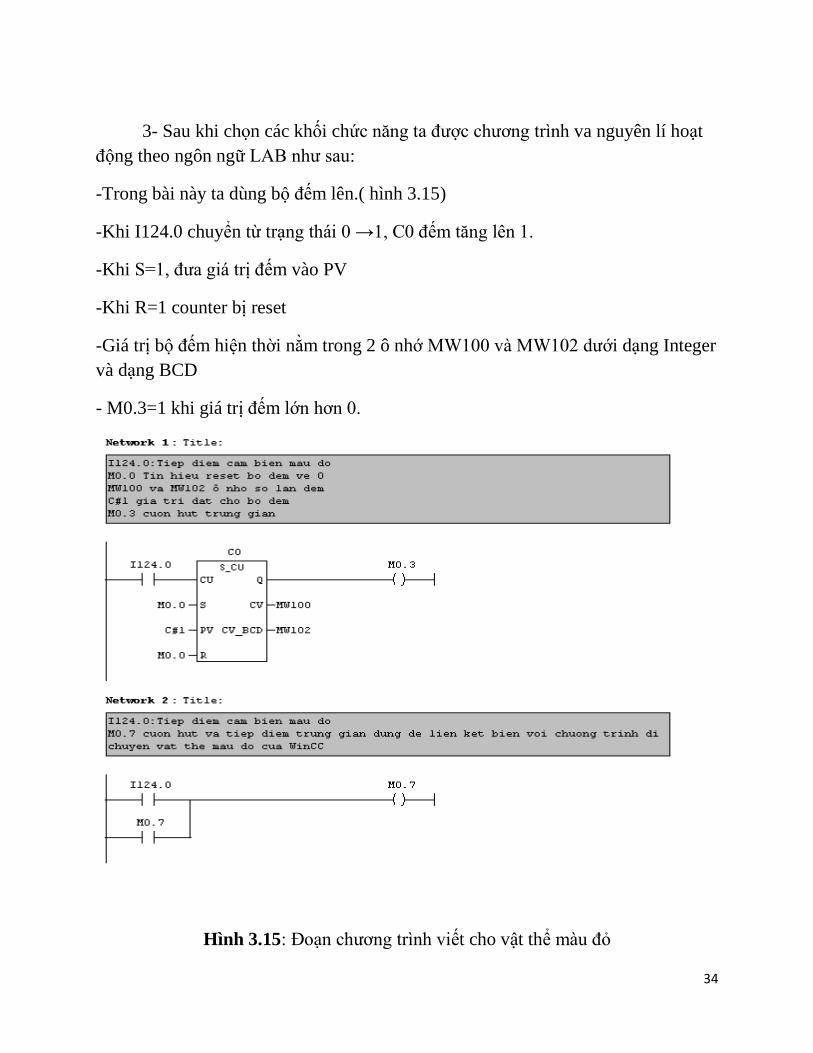
3- Sau khi chọn các khối chức năng ta đƣợc chƣơng trình va nguyên lí hoạt
động theo ngôn ngữ LAB nhƣ sau:
-Trong bài này ta dùng bộ đếm lên.( hình 3.15)
-Khi I124.0 chuyển từ trạng thái 0 →1, C0 đếm tăng lên 1.
-Khi S=1, đƣa giá trị đếm vào PV
-Khi R=1 counter bị reset
-Giá trị bộ đếm hiện thời nằm trong 2 ô nhớ MW100 và MW102 dƣới dạng Integer
và dạng BCD
- M0.3=1 khi giá trị đếm lớn hơn 0.
Hình 3.15: Đoạn chƣơng trình viết cho vật thể màu đỏ
35
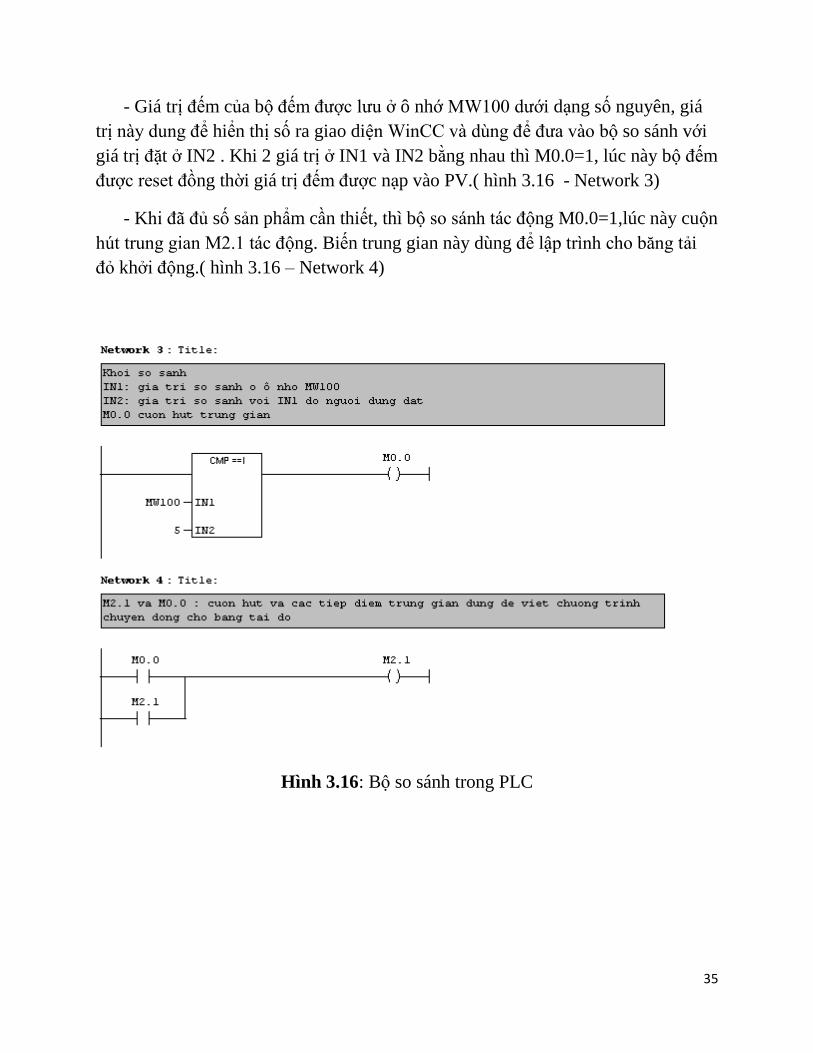
- Giá trị đếm của bộ đếm đƣợc lƣu ở ô nhớ MW100 dƣới dạng số nguyên, giá
trị này dung để hiển thị số ra giao diện WinCC và dùng để đƣa vào bộ so sánh với
giá trị đặt ở IN2 . Khi 2 giá trị ở IN1 và IN2 bằng nhau thì M0.0=1, lúc này bộ đếm
đƣợc reset đồng thời giá trị đếm đƣợc nạp vào PV.( hình 3.16 - Network 3)
- Khi đã đủ số sản phẩm cần thiết, thì bộ so sánh tác động M0.0=1,lúc này cuộn
hút trung gian M2.1 tác động. Biến trung gian này dùng để lập trình cho băng tải
đỏ khởi động.( hình 3.16 – Network 4)
Hình 3.16: Bộ so sánh trong PLC

36
- Các Network 5,6,7,8 đƣợc viết tƣơng tự nhƣ các Network 1,2,3,4 nhƣng với
vật màu xanh và băng tải xanh
Hình 3.17: Bộ đếm cho vật thể màu đỏ

37
- Ở Network 9 (hình 3.18) có cuộn hút đầu ra Q124.0 dùng để khởi động động
cơ băng tải chính, tiếp điểm duy trì Q124.0 dùng để duy trì cuộn hút Q124.0
biến đầu ra Q124.0 có tác dụng làm biến lập trình khởi động và dừng băng
tải trên giao diện WinCC. Trong bài này chỉ có 1 băng tải chính.
Hình 3.18: Chƣơng trình điều khiển cho động cơ băng tải
38
3.2.2. Khởi tạo và lập trình trên WinCC cho hệ thống băng tải
3.2.2.1. Lập dự án WinCC và tạo các biến
- Để tạo 1 dự án mới trên WinCC ta cần cài đặt phần mềm WinCC. Sau khi cài
đặt phần mềm ta có giao diện của WinCC với tên Windows Control Center. Ta
nhấn chuột và mở biểu tƣợng Windows Control Center trên màn hình máy tính.(
hình 3.19)
Hình 3.19: Giao diện WinCC trên màn hình máy tính
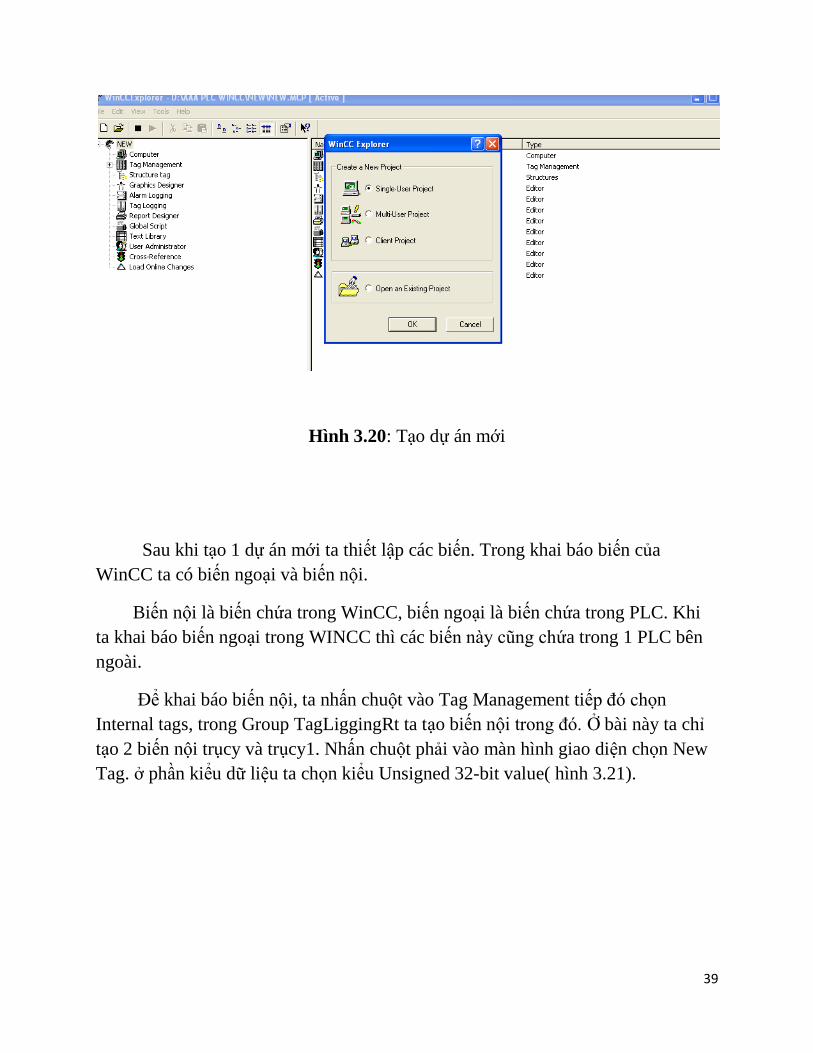
- Để tạo 1 dự án mới ta vào NEW. WinCC Explorer mở ra. ở bài này ta chỉ
kết nối 1 PLC với 1 máy tính nên ta chọn Single-User Project. Đối với kết
nối nhiều máy tính ta chọn Multi-User Project hoặc để mở 1 dự án có sẵn ta
chọn Open an Existing project(hình 3.20) sau khi chọn ta nhấn OK.
39
Hình 3.20: Tạo dự án mới
Sau khi tạo 1 dự án mới ta thiết lập các biến. Trong khai báo biến của
WinCC ta có biến ngoại và biến nội.
Biến nội là biến chứa trong WinCC, biến ngoại là biến chứa trong PLC. Khi
ta khai báo biến ngoại trong WINCC thì các biến này cũng chứa trong 1 PLC bên
ngoài.
Để khai báo biến nội, ta nhấn chuột vào Tag Management tiếp đó chọn
Internal tags, trong Group TagLiggingRt ta tạo biến nội trong đó. Ở bài này ta chỉ
tạo 2 biến nội trụcy và trụcy1. Nhấn chuột phải vào màn hình giao diện chọn New
Tag. ở phần kiểu dữ liệu ta chọn kiểu Unsigned 32-bit value( hình 3.21).

40
Hình 3.21: Chọn kiểu dữ liệu cho biến nội
- Tạo biến nội trên WinCC
+ Để PLC và máy tính giao tiếp đƣợc với nhau qua giao diện của WinCC ta
phải cài đặt giao tiếp bắt tay giữa chúng. Để cài đặt bắt tay, từ mục Tag
Management ta chọn SIMATIC S7 PROTOCOL SUITE, tiếp tục nhấn chuột phải
vào MPI. Cửa sổ Connection properties ( read only) hiện ra, tại tab General mục
name chọn tên kết nối, tiếp tục chọn properties cửa sổ Connection Parameter –MPI
hiện ra. Tại các ô chọn nhƣ hình 3.22 , sau đó ấn OK

41
Hình 3.22: Tạo giao tiếp bắt tay
+ Sau khi cài đặt giao tiếp bắt tay ta có thông số tại mục Parameters nhƣ hình
3.23

42
Hình 3.23: Giao thức bắt tay sau khi đƣợc chọn
- Tạo các biến ngoại
+ Tại mục MPI chọn PLC( tên giao tiếp bắt tay). Nhấn chuột phải vào PLC
chọn New Tag. Đặt tên cho các biến và đặt các kiểu dữ liệu nhƣ hình 3.24
Hình 3.24: Tạo các biến ngoại
- Tại mục name chọn tên biến, tại Data Type chọn các kiểu dữ liệu.

43
- Tại mục Address , chọn Select cửa sổ Address properties hiện ra chọn địa chỉ
các biến (hình 3.25)
Hình 3.25: Chọn địa chỉ cho các biến
- Sau khi tạo xong các biến ta có các biến ngoại nhƣ hình 3.26

44
Hình 3.26: Các biến ngoại sau khi đƣợc chọn
3.2.2.2. Thiết kế giao diện trên WinCC
- Tại mục Graphics Designer nhấn chuột phải chọn New picture. Sau đó đặt tên
cho Graphics, trong bài này đặt tên là HIENTHI (hình 3.27)
Hình 3.27: Thiết kế giao diện điều khiển trên WinCC
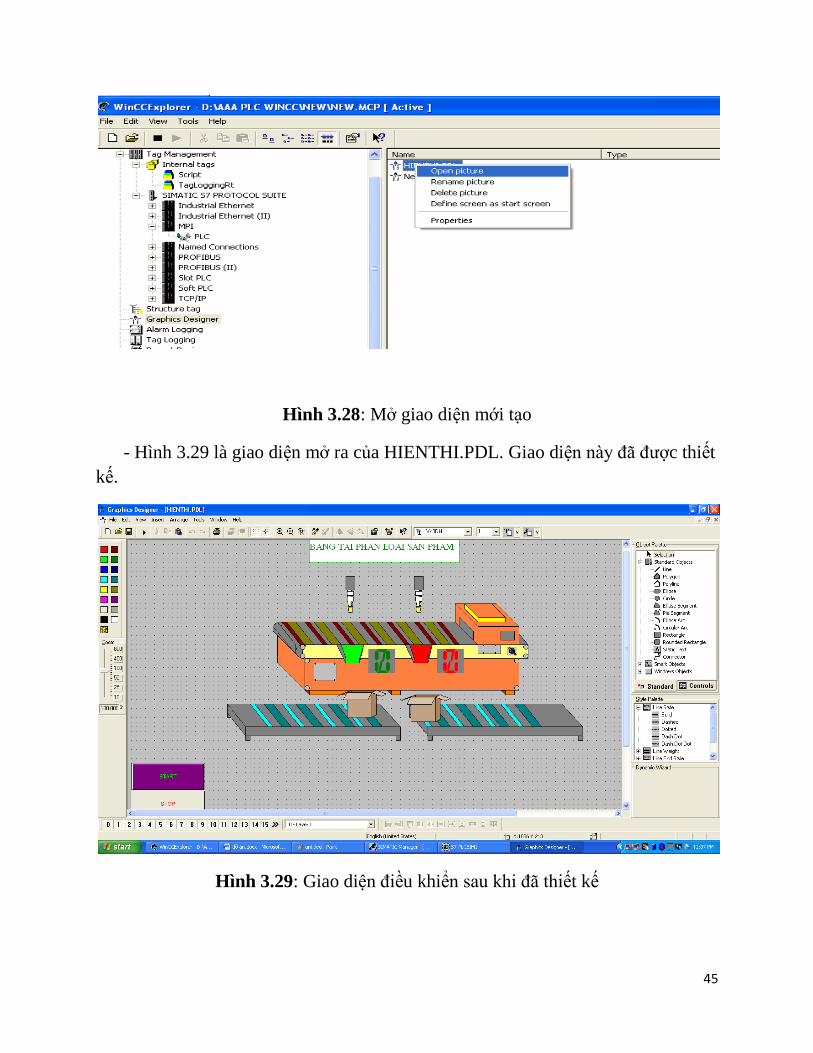
- Sau khi tạo xong tiếp tục chọn HIENTHI.PDL(hình 3.28)
45
Hình 3.28: Mở giao diện mới tạo
- Hình 3.29 là giao diện mở ra của HIENTHI.PDL. Giao diện này đã đƣợc thiết
kế.
Hình 3.29: Giao diện điều khiển sau khi đã thiết kế
46
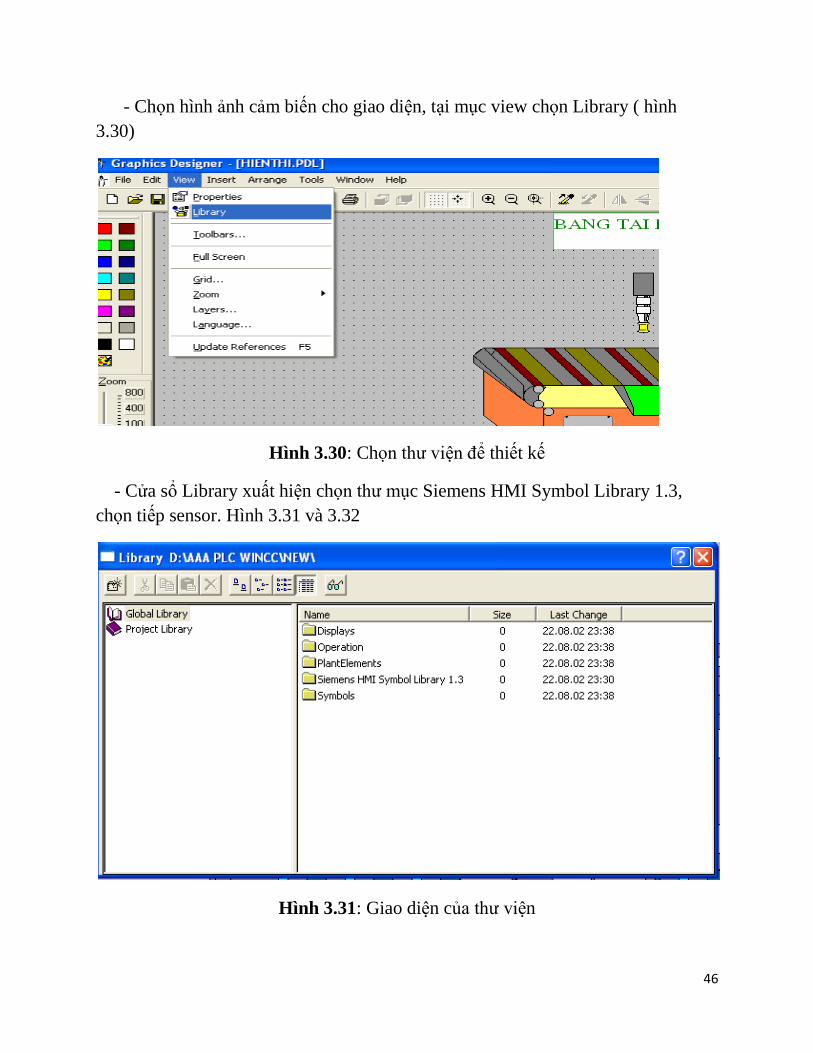
- Chọn hình ảnh cảm biến cho giao diện, tại mục view chọn Library ( hình
3.30)
Hình 3.30: Chọn thƣ viện để thiết kế
- Cửa sổ Library xuất hiện chọn thƣ mục Siemens HMI Symbol Library 1.3,
chọn tiếp sensor. Hình 3.31 và 3.32
Hình 3.31: Giao diện của thƣ viện

47
Hình 3.32: Danh mục của thƣ viện Siemens HMI
- Chọn công cụ Gaint Icons, sau đó chọn SENSOR 2. HÌNH 3.33và 3.34
Hình 3.33: Chọn cảm biến
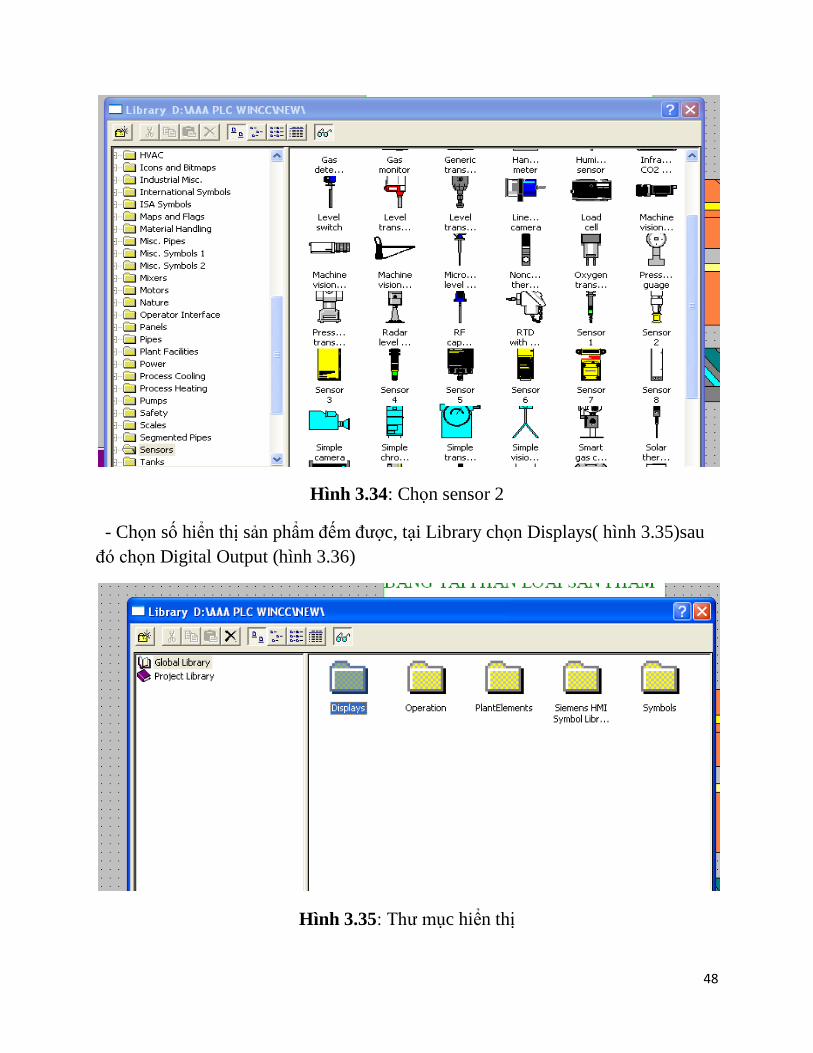
48
Hình 3.34: Chọn sensor 2
- Chọn số hiển thị sản phẩm đếm đƣợc, tại Library chọn Displays( hình 3.35)sau
đó chọn Digital Output (hình 3.36)
Hình 3.35: Thƣ mục hiển thị

49
Hình 3.36: Chọn Digital Output
- Chọn hộp đựng sản phẩm. Tại thƣ mục Library chọn Siemens HMI Symbol
Library 1.3, tiếp tục nhấn chọn mục containers và chịn hộp sản phẩm cardboard
box, open. Hình 3.37

50
Hình 3.37: Chọn hộp đựng sản phẩm
- Các vật thể và giao diện khác ta vẽ bằng công cụ Polygon( hình 3.38)
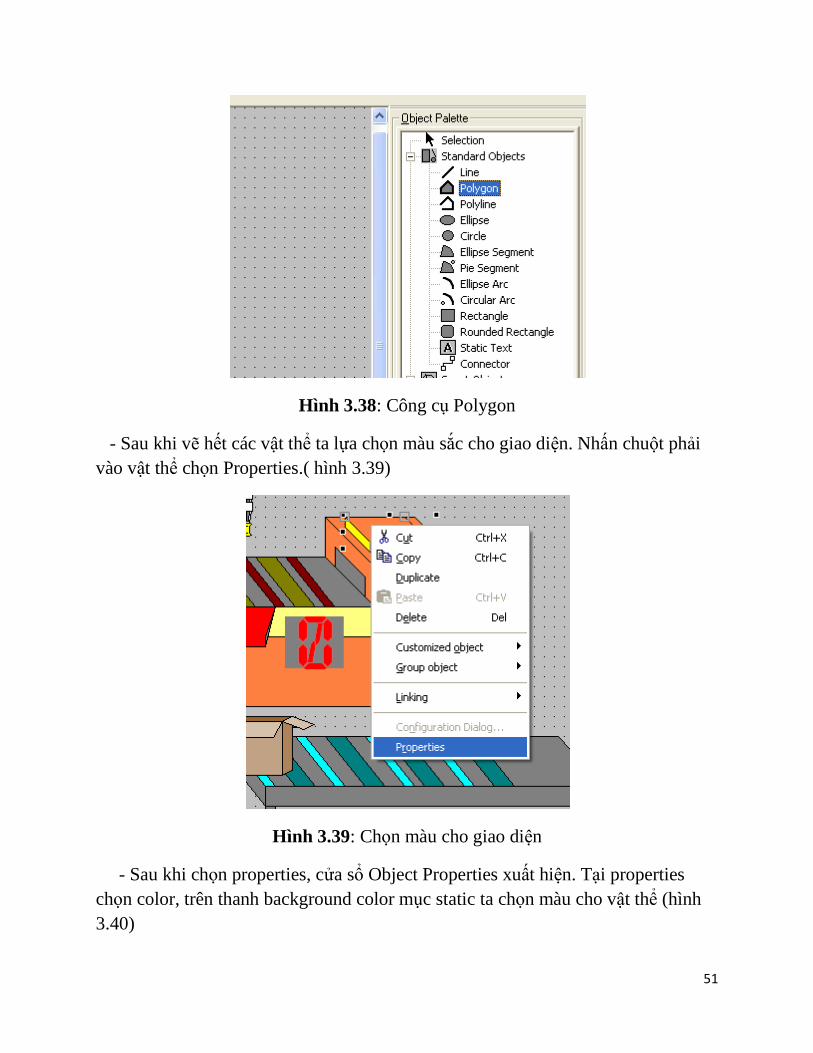
51
Hình 3.38: Công cụ Polygon
- Sau khi vẽ hết các vật thể ta lựa chọn màu sắc cho giao diện. Nhấn chuột phải
vào vật thể chọn Properties.( hình 3.39)
Hình 3.39: Chọn màu cho giao diện
- Sau khi chọn properties, cửa sổ Object Properties xuất hiện. Tại properties
chọn color, trên thanh background color mục static ta chọn màu cho vật thể (hình
3.40)
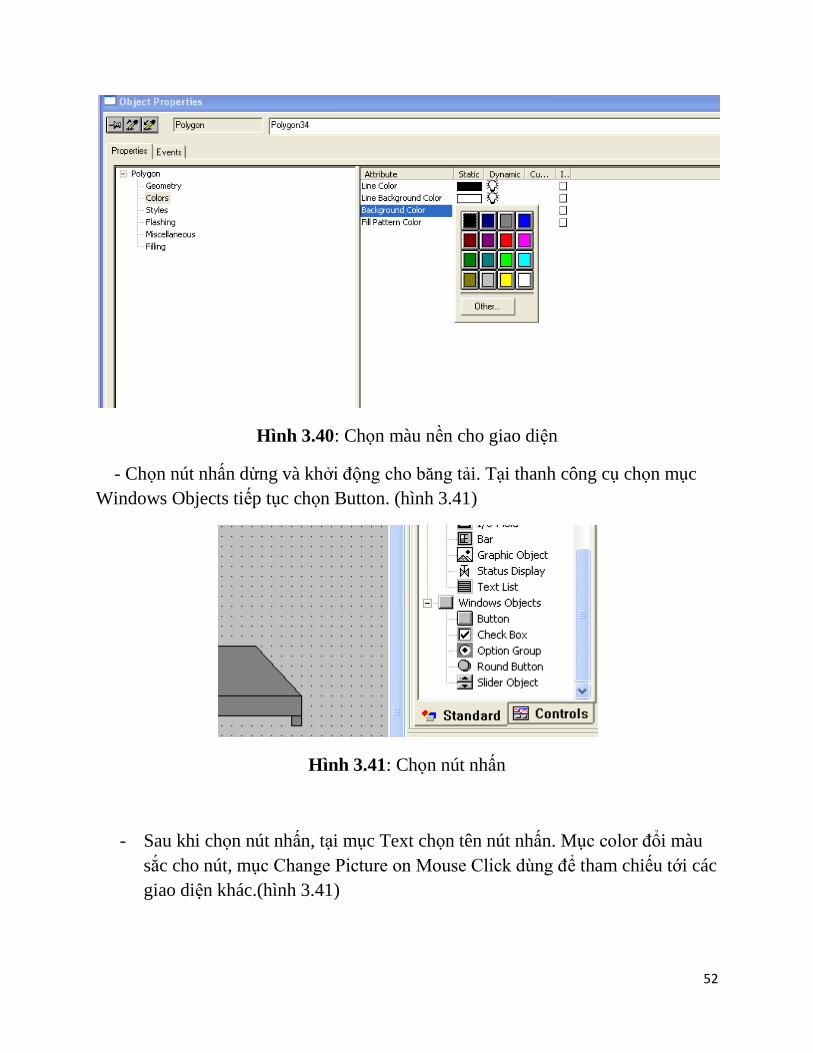
52
Hình 3.40: Chọn màu nền cho giao diện
- Chọn nút nhấn dừng và khởi động cho băng tải. Tại thanh công cụ chọn mục
Windows Objects tiếp tục chọn Button. (hình 3.41)
Hình 3.41: Chọn nút nhấn
- Sau khi chọn nút nhấn, tại mục Text chọn tên nút nhấn. Mục color đổi màu
sắc cho nút, mục Change Picture on Mouse Click dùng để tham chiếu tới các
giao diện khác.(hình 3.41)

53
Hình 3.41: Nhập tên cho nút nhấn
3.2.2.3. Viết chƣơng trình chuyển động cho các vật thể và hiển thị biến đếm
- Hiển thị nhấp nháy cho cảm biến khi vật thể đi qua.
từ cảm biến đã chọn ta vẽ thêm 1 hình vuông nhỏ phía trên để thể hiện cho sự phát
hiện vật thể của cảm biến.
Từ hình vuông nhỏ ta nhấn chuột phải chọn Properties,
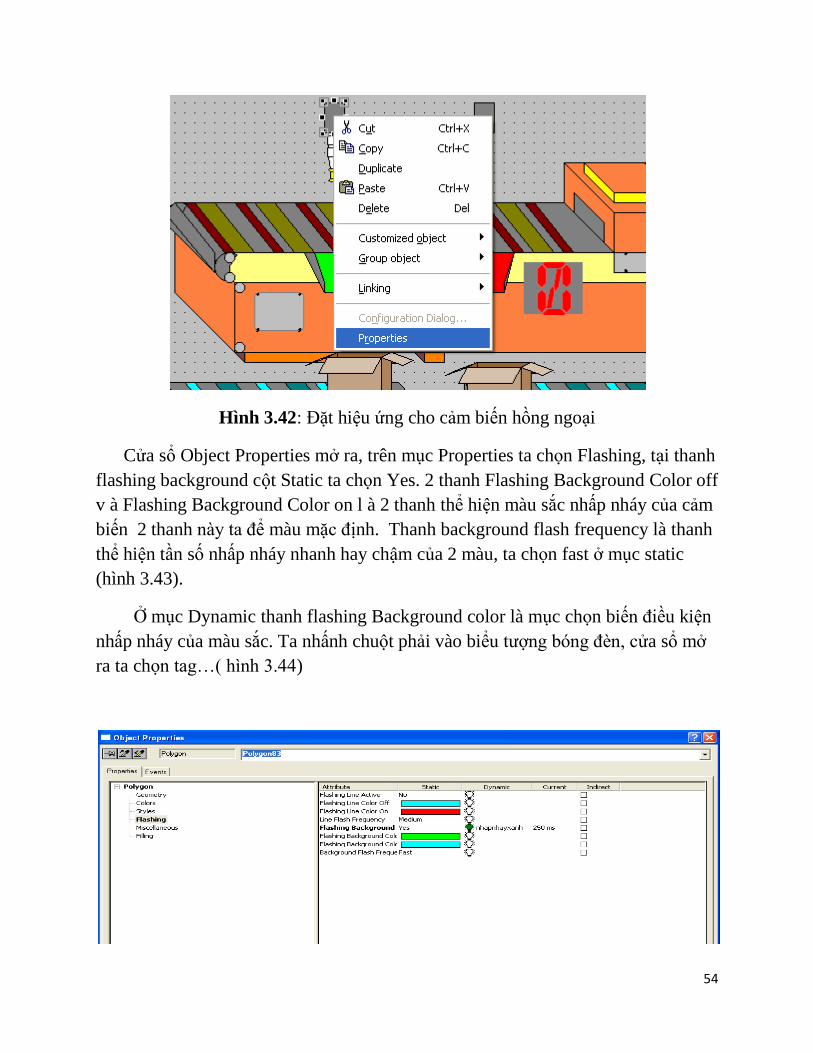
54
Hình 3.42: Đặt hiệu ứng cho cảm biến hồng ngoại
Cửa sổ Object Properties mở ra, trên mục Properties ta chọn Flashing, tại thanh
flashing background cột Static ta chọn Yes. 2 thanh Flashing Background Color off
v à Flashing Background Color on l à 2 thanh thể hiện màu sắc nhấp nháy của cảm
biến 2 thanh này ta để màu mặc định. Thanh background flash frequency là thanh
thể hiện tần số nhấp nháy nhanh hay chậm của 2 màu, ta chọn fast ở mục static
(hình 3.43).
Ở mục Dynamic thanh flashing Background color là mục chọn biến điều kiện
nhấp nháy của màu sắc. Ta nhấnh chuột phải vào biểu tƣợng bóng đèn, cửa sổ mở
ra ta chọn tag…( hình 3.44)

55
Hình 3.43: Chế độ nhấp nháy của cảm biến
Hình 3.44: Chọn biến liên kết cho cảm biến
Cửa sổ tags – Project mở ra, ta chọn tìm đến biến nhấp nháy xanh trong biến
ngoại ở WinCC Tags → SIMATIC S7 PROTOCOL SUIT →MPI→PLC
(hình 3.45) sau đó nhấn OK để kết thúc cài đặt. Cảm biến nhấp nháy màu đỏ ta làm
thao tác tƣơng tự.

56
Hình 3.45: Các biến ngoại của PLC
- Thiết lập chƣơng trình cho băng tải chạy.
- Mỗi một thanh trên băng tải là 1 hình riêng biệt, chúng có 1 đoạn chƣơng trình
viết bằng ngôn ngữ lập trình C có cấu trúc giống nhau nhƣng khác nhau về tọa độ.
Để nhìn các thanh chuyển động đồng thời nhƣ băng tải ta viết chƣơng trình chuyển
động cho chúng trên 1 trục tọa độ x. Các thanh ta cài đặt cho màu sắc xen kẽ nhau
để khi chúng di chuyển ta nhìn thấy rõ hơn. ( hình 3.46) sau khi vẽ các hình thanh
của băng tải ta tiến hành viết chƣơng trình cho từng thanh riêng biệt. Để con trỏ
vào thanh băng tải sau đó nhấn chuột phải, trình đơn đổ xuống ta chọn Properties
cửa sổ Object Properties mở ra ( hình 3.47)

57
Hình 3.46: Chọn màu sắc cho băng tải
Hình 3.47: Viết chƣơng trình C cho từng thanh băng tải
- Tại mục properties của cửa sổ chọn Geometry , tại thanh position x mục
Dynamic hình biểu tƣợng bóng đèn nhấn chuột phải , trình đơn đổ xuống chọn C-
Action. Cửa sổ Edit Action xuất hiện ( hình 3.48) sau đó ta tiến hành viết 1 đoạn
chƣơng trình C trên đó.Sau khi viết ta có đoạn chƣơng trình nhƣ hình 3.49
58
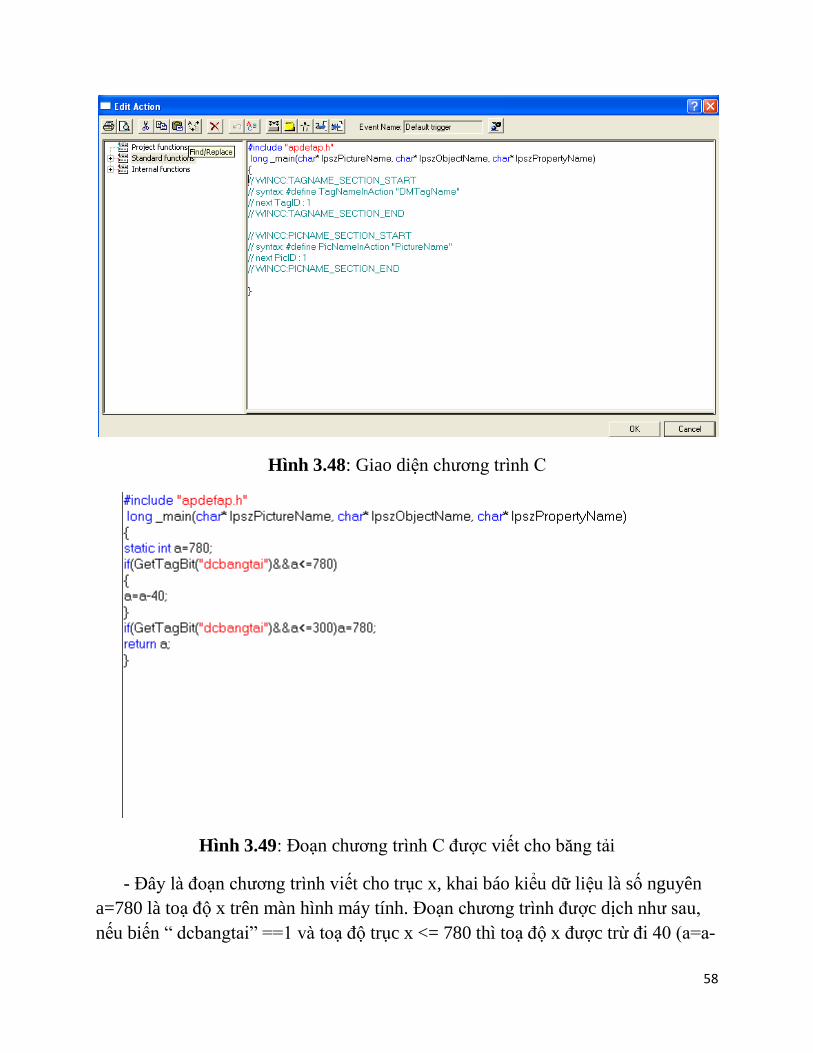
Hình 3.48: Giao diện chƣơng trình C
Hình 3.49: Đoạn chƣơng trình C đƣợc viết cho băng tải
- Đây là đoạn chƣơng trình viết cho trục x, khai báo kiểu dữ liệu là số nguyên
a=780 là toạ độ x trên màn hình máy tính. Đoạn chƣơng trình đƣợc dịch nhƣ sau,
nếu biến “ dcbangtai” ==1 và toạ độ trục x <= 780 thì toạ độ x đƣợc trừ đi 40 (a=a-

59
40). Nếu biến “dcbangtai”==1 và toạ độ trục x<=300 thì toạ độ của thanh băng tải
trở về vị trí ban đầu a=780, nếu không thì return về a. Có nghĩa là toạ độ của thanh
băng tải đƣợc dịch dần về phía trái màn hình và đến điểm toạ độ x=300 thì quay lại
vị trí lúc đầu. Ở đây biến “dcbangtai” đƣợc viết trong chƣơng trình của PLC và
phải đƣợc khai báo biến ngoại trong phần mềm WinCC.
- Viết chƣơng trình cho thanh băng tải thứ 2, tƣơng tự nhƣ thanh băng tải 1,
thanh băng tải 2 và các thanh băng tải khác có cấu trúc chƣơng trình giống hệt
nhau nhƣng khác nhau về toạ độ điểm đặt đầu tiên , nhƣ vậy khi các thanh băng tải
chạy nó sẽ không bị chồng lấn lên nhau (hình 3.50) . Toạ độ điểm đầu của thanh
băng tải 2 là 740 nhỏ hơn toạ độ điểm đầu của thanh băng tải 1 là 40 đơn vị, nhƣ
vậy ở 1 vòng của chƣơng trình C thanh băng tải 1 sẽ ở vị trí của thanh băng tải 2 và
thanh băng tải 2 sẽ ở vị trí của thanh băng tải 3 cứ nhƣ thế đến thanh băng tải có
toạ độ cuối cùng sẽ về vị tric của thanh băng tải thứ 1. Ta viết đoạn chƣơng trình
tƣơng tự cho các thanh băng tải tiếp theo. Để các thanh băng tải di chuyển ngƣợc
lại ta cộng toạ độ vị trí của điểm ban đầu(a=a+40) giống nhƣ các thanh băng tải
của băng tải vật màu đỏ.
Hình 3.50: Đoạn chƣơng trình cho 1 thanh băng tải khác

60
- Cài đặt hiển thị số đếm sản phẩm cho vật thể màu xanh.
- Từ hiển thị số Digital Output lấy ở Library, ta nhấn chuột phải vào số đó trình
đơn đổ xuống ta chọn Properties để thay đổi màu sắc số và gán biến đếm.(hình
3.51)
Hình 3.51: Liên kết biến đếm sản phẩm
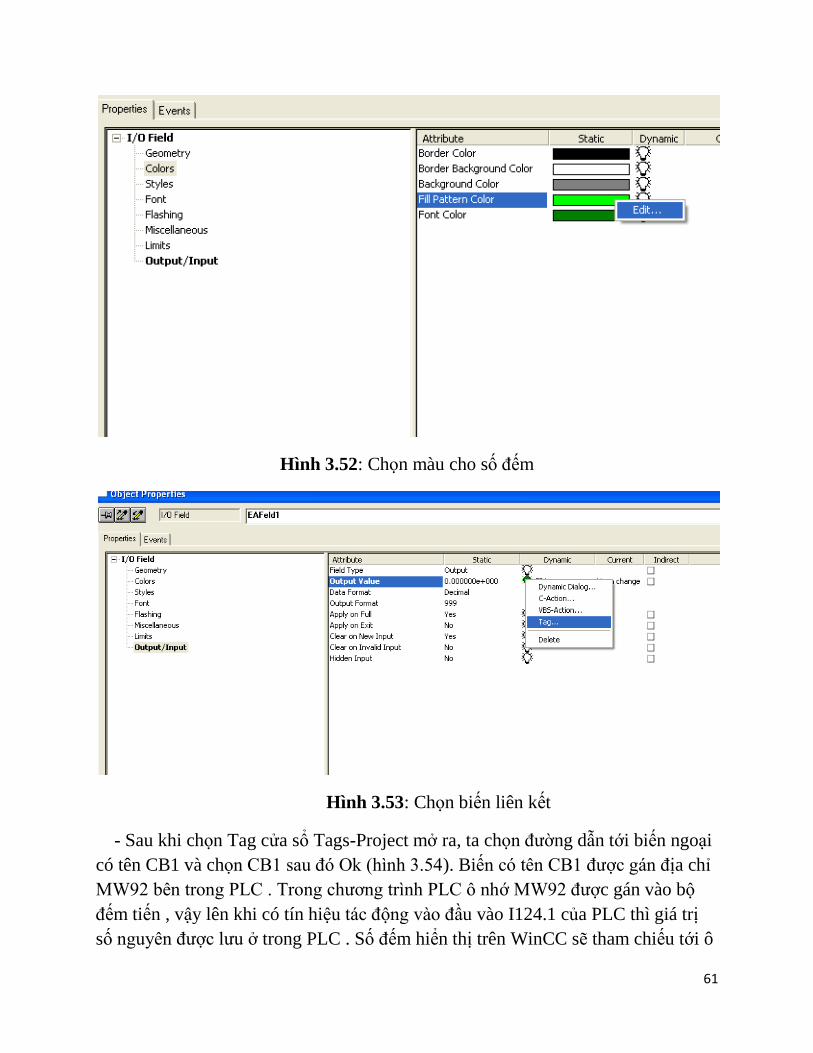
- Cửa sổ xuất hiện tại mục properties chọn mục colors. Trên thanh Background
color cột static là cài đặt màu hình nền cho số hiển thị ở đây ta để mặc định . Trên
thanh Fill Pattern Color cột Static là nơi thay đổi kiểu màu chữ của số hiển thị, ta
nhấn chuột phải chọn Edit và chọn màu xanh (hình 3.52).
- Cũng tại cửa sổ này ta chọn mục Output/Input, xuất hiện giao diện nhƣ hình
3.53. Tại mục Apply to full ta chọn yes, tại mục này nếu số đếm từ 1 chữ số
chuyển thành 2 chữ số thì số hiển thị sẽ tự động nhảy lên 2 chữ số mà không bị
dừng lại ở 1 con số, ví dụ từ số 9 có 1 chữ số sẽ lên 10 là số có 2 chữ số. Tại
Output Format chọn 999, là gới hạn số đếm.
- Tại thanh Output Value cột Dynamic hình bóng đèn nhấn chuột phải vào đó
chọn Tag. (hình 3.53)
61
Hình 3.52: Chọn màu cho số đếm
Hình 3.53: Chọn biến liên kết
- Sau khi chọn Tag cửa sổ Tags-Project mở ra, ta chọn đƣờng dẫn tới biến ngoại
có tên CB1 và chọn CB1 sau đó Ok (hình 3.54). Biến có tên CB1 đƣợc gán địa chỉ
MW92 bên trong PLC . Trong chƣơng trình PLC ô nhớ MW92 đƣợc gán vào bộ
đếm tiến , vậy lên khi có tín hiệu tác động vào đầu vào I124.1 của PLC thì giá trị
số nguyên đƣợc lƣu ở trong PLC . Số đếm hiển thị trên WinCC sẽ tham chiếu tới ô

62
nhớ MW92 này để lấy giá trị hiển thị. Giá trị hiển thị này có thể thay đổi nhờ vào
thay đổi chƣơng trình đƣợc nạp vào trong PLC. Tƣong tự nhƣ vậy ta làm với số
hiển thị màu đỏ.
Hình 3.54: Chọn biến ngoại của PLC
- Viết chƣơng trình cho chuyển động của vật thể chuyển động.
- Ta vẽ 2 hình hộp thể hiện 2 màu khác nhau của 2 vật thể. 1 vật màu đỏ và 1 vật
màu xanh, 2 hình hộp này ta sẽ cho nằm chồng lên nhau và đƣợc đặt ẩn vào bên
trong băng tải sau khi ta đã có chƣơng trình chuyển động cho chúng, ta dùng công
cụ Move to Back để ẩn vào trong băng tải. Khi có tín hiệu xuất phát của màu nào
thì màu đó sẽ đƣợc di chuyển (hình 3.55)

63
Hình 3.55: Vật thể mô phỏng sản phẩm
- Sau khi vẽ xong hình hộp thì ta cài đặt màu cho hình đó. Từ hình hộp chọn
Properties ( hình 3.56)
Hình 3.56: Cài đặt màu sắc cho vật thể

64
- Cửa sổ Object Properties mở ra, tại mục Properties ta chọn Color, trên thanh
Background Color cột Static ta nhấn chuột phải chọn màu đỏ cho vật thể(
hinh 3.57)
Hình 3.57: Chọn màu nền tại Background Color
- Cũng tại cửa sổ này ta chọn mục Geometry.Ở thanh Position X cột Dynamic có
biểu tƣợng bóng đèn ta nhấn chuột phải chọn C-Action (hình 3.58)
Hình 3.58: Viết chƣơng trình C cho vật thể
65
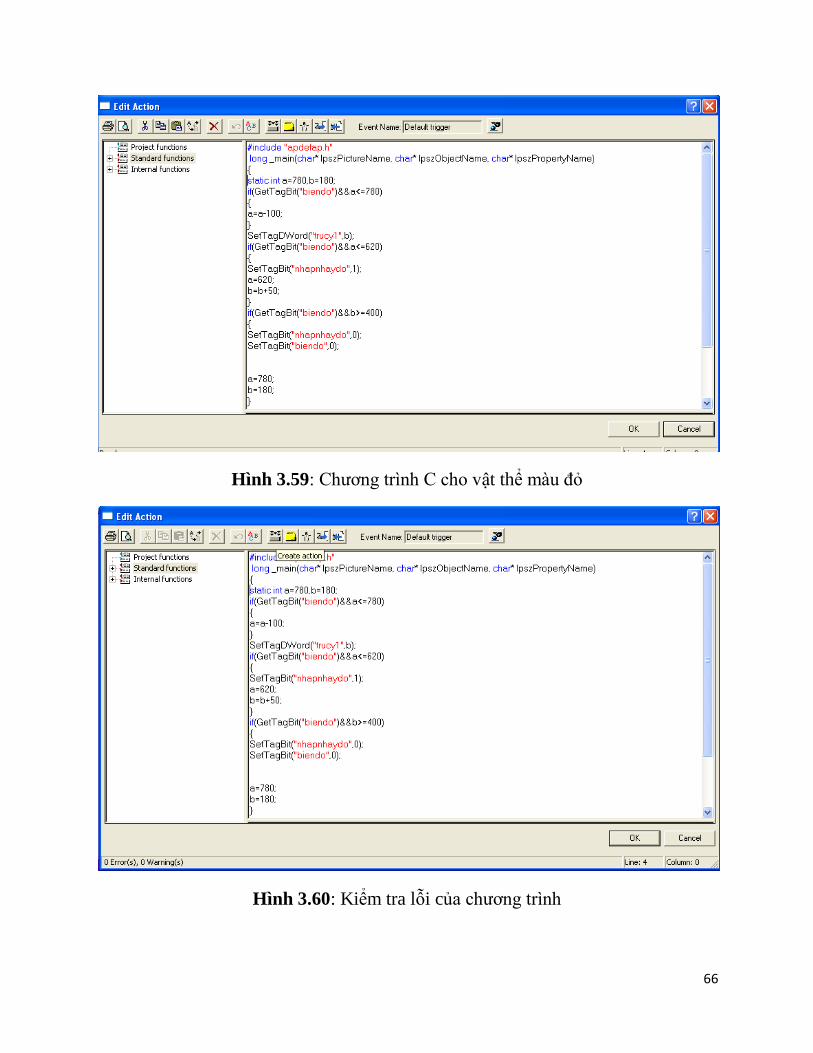
- Sau khi chọn C-Action cửa sổ Edit Action mở ra và chƣơng trinh C đƣợc viết
nhƣ hình 3.59
- Gải thích hoạt động của chƣơng trình, khai báo 2 toạ độ là số nguyên a và b. Ở
chƣơng trình chuyển động của vật thể này ta cần tới cả 2 trục toạ độ x và y vì vật
thể đi theo cả 2 trục toạ độ.
- Đặt toạ độ điểm đầu của vật thể là a=780 và b=180 tƣợng trƣng cho 2 trục x và
y.
Biến “biendo” là 1 biến trung gian của chƣơng trình nạp vào PLC, biến này có tác
dụng duy trì bít “biendo”=1 khi đầu vào I124.1 hết xung.Khi “biendo”=1 và toạ độ
điểm a<=780 thì toạ độ vật thể đƣợc dịch về bên trái với các bƣớc dịch bằng 100
đơn vị( a=a-100). Nếu a<=620 thì chƣơng trình sẽ chuyển hƣớng của vật thể sang
trục b, khi sang trục b ở thời điểm a=620 thì lúc này toạ độ của đƣờng ra vật thể
màu đỏ cũng ở toạ độ đó. Lúc này cảm biến đặt ngay trên trục toạ độ a=620. Đoạn
chƣơng trình này sẽ gán cho biến “nhapnhaydo”=1 và vật thể sẽ đƣợc dịch chuyển
theo trục b với mỗi bƣớc bằng 50 (b=b+50) vật thể sẽ đi xuống đồng thời trên giao
diện WinCC cảm biến sẽ nhấp nháy. Nếu “biendo” vẫn bằng 1 và toạ độ trục b
>=400 thì chƣơng trình sẽ gán cho biến “nhapnhaydo”=0 và “biendo”=0, lúc này
cảm biến sẽ hết nhấp nháy và biến “biendo” sẽ về 0 và vị trí vật sẽ trở lại vị trí ban
đầu a=780, b=180. Chƣơng trình này viết để vật thể đi đƣợc 1 chu kì với 1 xung
đầu vào (hình 3.59) .
- Sau khi viết xong ta kiểm tra lỗi của chƣơng trình bằng cách nhấn vào Create
Action nếu phía dƣới góc trái của màn hình thông báo 0 error (s), 0 warning(s) là
chƣơng trình không bị lỗi, sau đó nhấn ok để kết thúc.
66
Hình 3.59: Chƣơng trình C cho vật thể màu đỏ
Hình 3.60: Kiểm tra lỗi của chƣơng trình

67
-Trở lại cửa sổ hình 3.58 ta thiết lập biến cho trục y. Ở thanh Position Y cột
Dynamic có hình biểu tƣợng bóng đèn ta nhấn chuột phải và chọn Tag (hình 3.61)
Hình 3.61: Cài đặt cho trục y
- Cửa sổ Tags-Project mở ra ta chọn Internal Tags tiếp theo chọn TagLoggingRt
và chọn biến “trucy1” sau đó nhấn OK để kết thúc (hình 3.62)
- Tại cột current ta nhấn chuột phải chọn Upon change. (hình 3.63)

68
Hình 3.62: Chọn biến nội cho vật thể
Hình 3.63: Thời gian cập nhật dữ liệu
69
KẾT LUẬN
Trên đây em đã trình bày tất cả những cơ sở lỳ thuyết xoay quanh đồ án
“Xây dựng hệ thống giám sát và điều khiển băng tải qua WinCC” mà bản thân
em đã thu thập đƣợc, từ đó thiết kế hệ thống điều khiển giám sát hệ thống băng tải
và đƣa vào hoạt động nhƣ một bài thí nghiệm thực tế về giám sát hệ thống. Sau khi
hoàn thành đồ án này đã giúp em đạt đƣợc những vấn đề sau:
Tìm hiểu đƣợc những ứng dụng của phần mềm WinCC
Biết cách lập trình cho hệ thống mô phỏng băng tải
Tìm hiểu đƣợc cấu tạo và nguyên lý hoạt động của PLC
Cách kết nối các biến của PLC với WinCC
Thực hiện thí nghiệm trên mô hình thực.
Em xin cảm ơn!

70
TÀI LIỆU THAM KHẢO
Sách tham khảo
1. Giao diện NGƢỜI –MÁY HMI (HUMAN MACHINE INTERFACE) và
lập trình với S7 và WinCC 6.0 TS. Trần Thu Hà ( Chủ biên) KS. Phạm
Quang Huy
2. Bài giảng thiết bị Siemens – Công ty TNHH TM&DV Kĩ thuật SIS
Tài liệu trên internet
1. http://Website www.google.com
2. http://Website www.alldatasheet.com