Embed Size (px)
Citation preview

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 1
Métodos y
sistemas de
trabajo II

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 2
Índice:
Que es una Competencia .................................................................................................... 4
CapítuloI: Estudio de tiempos predeterminados ............................................................... 6 Antecedentes históricos ...................................................................................................... 7 Métodos de trabajo ............................................................................................................. 9
Hojas del proceso ......................................................................................................... 10
Diagramas del proceso.................................................................................................. 10 Clases de diagramas...................................................................................................... 11
Estudio de métodos ........................................................................................................... 12 Micromovimientos ........................................................................................................... 14 Therbligs fundamentales................................................................................................... 16
Therbligs de movimientos ................................................................................................ 16 Therbligs de actitudes ....................................................................................................... 20
Diagramas de movimientos de manos .............................................................................. 20
Selección del trabajo a mejorar ........................................................................................ 21 Examen crítico del método ........................................................................................... 22 Adiestramiento del personal ......................................................................................... 23
Sistemas de Tiempo Predeterminado (PTS) ..................................................................... 24 Muestreo del trabajo ......................................................................................................... 26
El sistema MTM ............................................................................................................... 27 Procedimiento ............................................................................................................... 29 Orígenes técnicos y primeras aplicaciones ................................................................... 30
Notaciones del sistema MTM ....................................................................................... 30
Evaluación unidad I: ......................................................................................................... 35
Práctica 1: ......................................................................................................................... 35 Práctica 2: ......................................................................................................................... 35
CapítuloII: Ergonomía ....................................................................................................... 36 Orígenes de la Ergonomía ................................................................................................ 37 Definición y alcance ......................................................................................................... 37
Componentes de la ergonomía ......................................................................................... 37 Principios básicos de la ergonomía .................................................................................. 38
Evaluación unidad II:........................................................................................................ 40 Práctica 3: ......................................................................................................................... 40
CapítuloIII: Diseño de estaciones de trabajo ................................................................... 41 Importancia del diseño del lugar de trabajo...................................................................... 42
Diseño para extremos: .................................................................................................. 43 Diseño para que sea ajustable: ...................................................................................... 44 Diseño para el promedio: .............................................................................................. 44
Principios de diseño del trabajo: lugar de trabajo............................................................. 44 Determinar la altura de la superficie del trabajo según la altura del codo: .................. 44 Ajustar la altura de la superficie de trabajo según la tarea que se realiza .................... 44 Proporcionar una silla cómoda para el operario sentado: ............................................. 46 Proporcionar ajuste en el asiento: ................................................................................. 48 Alentar la flexibilidad en la postura: ............................................................................ 48 Localizar todas las herramientas y materiales dentro del área normal de trabajo: ....... 49

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 3
Localizaciones fijas para todas las herramientas y materiales que permitan la mejor
secuencia:...................................................................................................................... 49 Utilizar canaletas por gravedad y entrega dejando caer para reducir los tiemposde
alcanzar y mover:.......................................................................................................... 50 Localizar todos los dispositivos de control con la mayor accesibilidad para el operario
y capacidad de fuerza: .................................................................................................. 50 Usar dispositivos en lugar de sostener con la mano: .................................................... 50 Usar señales acústicas para las advertencias: ............................................................... 51
Usar códigos de forma, textura y tamaño para la identificación por tacto: .................. 51 Usar el tamaño, desplazamientos y resistencia de controles adecuados: ..................... 51 Asegurar la compatibilidad adecuada entre controles y pantallas: ............................... 51
Capítulo IV: Evidencias ..................................................................................................... 53 Encuesta Inicial................................................................................................................. 54 Examen Diagnóstico ......................................................................................................... 55 Actividad 1. Plan de vida .................................................................................................. 56
Cuestionario de retroalimentación unidad 1: .................................................................... 56
Autoevaluación 1: ............................................................................................................. 57 Cuestionario de retroalimentación unidad 2: .................................................................... 57 Autoevaluación 2: ............................................................................................................. 57
Capítulo V: Matriz de ponderación y Rúbricas .............................................................. 58
Bibliografía .......................................................................................................................... 65

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 4
Que es una Competencia Es la combinación integrada de Conocimientos (saber), Habilidades
(saber hacer), Actitudes y Valores (ser) que permiten un desempeño adecuado
y oportuno en un contexto determinado.
Las competencias presentan una serie de características:
Son clave: Porque te van a servir durante toda tu vida y las puedes aplicar en
diferentes contextos como el laboral, personal, académico, social, etc.
Son transversales: Puesto que se aplican en todas las materias que componen
tus estudios así como en actividades extracurriculares.
Son transferibles: Al desarrollar competencias genéricas estas pueden
trasladarse para adquirir otras competencias.
El objetivo es desarrollar las siguientes competencias:
1. Que te expreses y comuniques asertivamente
2. Poseas un pensamiento crítico y reflexivo
3. Llegues a un aprendizaje autónomo
4. Trabajes en forma colaborativa
5. Participes responsablemente en la sociedad
Portafolio de evidencias
Es importante que tú como estudiante no solo apruebes un examen, sino
que demuestres que has adquirido dichas competencias a través de evidencias
las cuales pueden ser de tres tipos:
De conocimiento: Conjunto de conocimientos, teorías y principios que sirven
para lograr un desempeño eficaz, que sirva para desarrollar el área práctica
De desempeño: Relacionadas con las habilidades requeridas las cuales son
observables durante el desarrollo de las prácticas y trabajos
De producto: Son las evidencias tangibles del logro de la competencia, es
decir el producto obtenido tal como un documento elaborado en Word, una
presentación en Power Point, un reporte de práctica.
¿Qué es el Aprendizaje autónomo?
Es un proceso a través del cual desarrollas de forma independiente tus
competencias. Cada quien elige con base en sus requerimientos los métodos,
estrategias, las herramientas y el momento propicio para desarrollarlas.
Los siguientes pasos son recomendables:
Autoplanificación
Autorregulación
Autoevaluación

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 5
Autoplanificación:
Consiste en hacer un plan en que determinemos qué, cómo y cuándo
vamos a aprender.
Debemos elaborar un plan de acción y un cronograma donde indiquemos las
actividades y los tiempos necesarios para alcanzar la meta o competencia.
Autorregulación
Consiste en dar seguimiento al plan de acción y los resultados parciales,
no se debe esperar al final cuando ya no es posible hacer nada.
Estamos logrando los resultados:
Si: Continua con el plan, acciones y tiempos establecidos.
No: Realiza los ajustes necesarios.
Autoevaluación
Es el paso final y consiste en conocer el grado de cumplimiento de las
metas establecidas al inicio del proceso. Nos permite identificar las áreas de
oportunidad y mejora.
Como PRIMERA ACTIVIDAD de este curso: contesta:
La encuesta inicial ,
El examen diagnóstico y
La actividad 1 , (llenando la tabla)
Estas actividades se encuentran al final de esta antología, en el Capítulo de
EVIDENCIAS.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 6
Capítulo I: Estudio
de tiempos
predeterminados

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 7
Antecedentes históricos
El deseo de superarse es intrínseco a la humanidad, así como el anhelo de hacer más y
mejor, más deprisa y con menos esfuerzo, ha sido una de las características del ser humano.
En el terreno industrial, siempre se han preocupado de los métodos de fabricación, sobre
todo en periodos de competencia fuerte o crisis. Ya en el siglo XIX y en la primera parte
del XX hubo un número de personas que establecieron las bases de la Organización
científica del trabajo, como por ejemplo Frederick W. Taylor y el matrimonio Gilbreth.
Es probable que uno de los primeros ingenieros haya sido Joe Ogg. Personaje principal en
una película de dibujos animados, producida por el instituto de ingenieros industriales para
describir intentos primitivos de organización industrial. La película introduce conceptos
como especialización del trabajo, métodos, manejos de materiales y control de calidad.
La historia de la ingeniería es la lucha larga y ardua para hacer que las fuerzas de la
naturaleza actúen en beneficio del ser humano, de aquí que la ingeniería es tan antigua
como la civilización misma. Aunque la ingeniería industrial es el más nuevo de los campos
principales de la ingeniería, los principios fundamentales de la ingeniería industrial ya se
empleaban en la época de Ogg.
En 1795, Napoleón autorizó la fundación de la École Polytechnique en París, que se
convirtió en la primera escuela de ingeniería. El Rensselaer Polytechnic Institute, fundado
en 1824, fue la primera escuela de ingeniería en Estados Unidos.
Hasta 1880 la ingeniería era civil o militar y durante todo ese tiempo a excepción de los
últimos 100 años fue ambas cosas. En 1880 se fundó la sociedad estadounidense de
ingenieros mecánicos, seguida por la sociedad estadounidense de Ingenieros Eléctricos en
1884 y el Instituto Estadounidense de Ingenieros Químicos en 1908. El Instituto
Estadounidense de Ingenieros Industriales, que representa el último gran campo de
ingeniería que se organizó, fue incorporado en 1948.
Es difícil decir cuando comenzó la ingeniería industrial, sin embargo las preguntas
básicas de ¿Qué?, ¿Cómo?, ¿Dónde? y ¿Cuándo? del análisis de la producción podrían ser
el origen.
La obra de Adam Smith (la riqueza de las naciones), publicada en 1776, fue uno de los
primeros textos que fomentaban la “especialización del trabajo”, para mejorar la
productividad. Observó en la fabricación de alfileres que la división de la tarea en 4
operaciones separadas aumentaba la producción por un factor casi de 5. Mientras que un
trabajador ejecutando todas las operaciones producía alrededor de 1000 alfileres al día, diez
trabajadores empleados en 4 tareas más especializadas podían producir 48000 alfileres al
día. Había surgido el concepto de diseñar un procedimiento para usar el potencial de mano
de obra eficientemente.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 8
En 1886, Henry Towne de la Yale and Towne Company publicó un artículo titulado “El
ingeniero como un economista”. En este escrito Towne recalcaba la necesidad de que los
ingenieros se ocuparan de los efectos económicos de sus decisiones. Un miembro de la
Sociedad Estadounidense de Ingenieros Mecánicos (ASME) muy impresionado por los
conceptos de Towne, era Frederick Winslow Taylor a quien se le considera el padre de la
ingeniería industrial, Taylor ofrecía el concepto de que era una responsabilidad de
ingeniería el diseñar, medir, planear y programar el trabajo.
Taylor recibió la influencia de un profesor de matemáticas, quien determino el tiempo para
resolver problemas de matemáticas dejados de tarea al calcular el tiempo en que los
estudiantes resolvían problemas en clase. Desde 1885, después de que Taylor
experimentase los nuevos métodos y verificase sus resultados, llegó a la conclusión de que:
“La mayor producción se obtiene cuando un operario recibe una tarea bien definida”. En
1912 publicó un resumen analítico del Estudio de tiempos. Sus bases se aplican
actualmente.
A la par de Taylor, los Gilbreth orientaban sus investigaciones en el Estudio de los
Movimientos y Micro-movimientos que son la base de la medida racional del trabajo.
La realización de un movimiento, incluso el más pequeño que se pueda realizar, consume
un tiempo y por tanto el binomio movimiento-tiempo es inseparable. El objetivo de la
medida del trabajo será inútil si no ha sido previamente organizado.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 9
Métodos de trabajo Se denomina método de trabajo a la forma en que se lleva a cabo un trabajo determinado,
sea de la clase que se, desde la fabricación de una pieza industrial complicada, o la simple
colocación de cartas en sus sobres correspondientes.
Como del método de trabajo que se emplea depende en parte el costo de su realización, se
ha desarrollado una técnica conocida como Mejora de Métodos de Trabajo (MMT), que se
ocupa de analizar sistemáticamente los procedimientos de trabajo empleado y de proponer
mejoras para que se realice con mayor seguridad, en un tiempo más corto y más
económicamente.
La mejora de cualquier método de trabajo se hace en base al siguiente esquema:
Fig. 1 Esquema de mejora de métodos de trabajo
1. Se selecciona el trabajo a mejorar, teniendo en cuenta factores de índole humana,
técnica y económica.
2. Se registra el método empleado para realizar el trabajo propuesto. Para esto se
utilizan las Hojas del proceso o bien se trazan los diagramas de operaciones del
proceso, de análisis del proceso, de circulación, de actividades simultáneas o los
diagramas de movimiento de manos, el bimanual y el simograma, según el detalle
con que se pretenda o se necesite el estudio.
Seleccionar la tarea
Hoja del proceso
Diagramas
Operaciones Análisis Circulación Actividades Manos
del proceso del proceso Recorrido Hilos Simultaneas Bimanual Simograma
Registrar el método
actual
Examinar el método actual
Desarrollar el nuevo método
y comparar métodos-ventajas
Aplicar el método mejorado
adiestrando al personal
Controlar la aplicación del
nuevo método

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 10
3. Se examina cada uno de los elementos en que se habrá descompuesto el trabajo, se
analizan detalladamente y se proponen las mejoras que se consideran oportunas.
4. Se describe el método mejorado y se compara con el antiguo resaltando las ventajas
del nuevo sobre el anterior, tanto en el orden personal como en el técnico y
económico.
5. Se adiestra al personal en la aplicación del método mejorado.
6. Finalmente, una vez aplicado el nuevo método, se controla para detectar posibles
desviaciones en la ejecución propuesta.
Hojas del proceso Las hojas del proceso son unos impresos que se utilizan para la toma directa de los detalles
y tiempos, de las fases en que puede descomponerse una operación o trabajo determinado.
Se encabezan las hojas con los datos que identifiquen la empresa, el departamento en que se
trabaja y los detalles de la operación (plano, pieza, etc.), el nombre del analista y el día y la
hora en que se realiza el análisis.
El encasillado puede constar de cinco columnas para anotar la unidad considerada, la
distancia recorrida en metros, el tiempo, la descripción del elemento de la operación y las
observaciones.
Además se dibuja un croquis de la disposición de los elementos que intervienen en la
operación, si se considera necesario, para tener una representación del puesto de trabajo.
En muchas ocasiones la hoja del proceso es suficiente para analizar el trabajo y proponer el
método mejorado, lo que se hace en una nueva hoja del proceso.
En otros casos habrá que ampliar el análisis, trazando los diagramas del proceso que
describiremos a continuación.
Diagramas del proceso Son representaciones gráficas de los métodos de trabajo, en los que cada acción está
representada por medio de signos convencionales normalizados, de acuerdo con la
propuesta del comité especial ASME de normalización de diagramas del proceso. Estas
normas fueron definitivamente aprobadas el 21 de mayo de 1942.
Se ha convenido que todas las acciones que intervienen en un proceso de producción
pueden resumirse fundamentalmente a cinco clases de acciones:
Acción Resultado predominante
a) Operación produce o realiza
b) Transporte mueve o traslada
c) Inspección verifica
d) Demora retrasa
e) Almacenaje guarda
La representación gráfica convenida y la definición de cada una de las actividades es la
siguiente:
Operación: tiene lugar cuando se modifica intencionadamente un objeto, o cuando se
monta o desmonta o cuando se prepara para otra operación, transporte, inspección o
almacenaje.
Su símbolo es

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 11
Transporte: tiene lugar cuando se mueve un objeto de un lugar a otro, salvo cuando el
movimiento forma parte de la operación o es originado por el operario en el puesto de
trabajo durante una operación o una inspección.
Su símbolo es
Inspección: es cuando se examina un objeto para su identificación o se verifica en cuanto a
calidad o cantidad en cualquiera de sus características.
Su símbolo es
Demora: se da cuando las circunstancias, excepto las inherentes al proceso, no permiten la
ejecución inmediata de la acción siguiente.
Su símbolo es
Almacenaje: es cuando se guarda o protege un objeto de forma que no se pueda retirar sin
la correspondiente autorización.
Su símbolo es
Acción combinada: cuando se desea indicar actividades realizadas a la vez, se combinan
los símbolos correspondientes a estas actividades. Por ejemplo el símbolo representa
una combinación de operación y de inspección.
Clases de diagramas Según el detalle con que se pretende o se necesita analizar el método, se emplean dos clases
de diagrama del proceso:
Los Diagramas de operaciones del proceso, en los que se refleja el trabajo propiamente
dicho y su inspección, y los Diagramas de análisis del proceso, en los que se tiene en
cuenta también el recorrido de los materiales, sus demoras y sus almacenamientos. Si se
analizan fundamentalmente las manipulaciones con los materiales, se denominan tipo
material. Si atienden a las acciones de los operarios, se denominan tipo hombre.
Además se utilizan también los siguientes diagramas en cierto modo complementarios de
los anteriores:
Los diagramas de circulación, en los que se representan sobre el mismo plano de
distribución de la maquinaria del taller el recorrido que efectúan los materiales (Diagramas
de recorrido) o los desplazamientos de los operarios (Diagramas de hilos).
Los Diagramas de actividades simultáneas en los que se representan las actividades de
varios operarios trabajando en equipo, o las de un operario trabajando con varias máquinas,
o finalmente las de varios operarios trabajando en una o varias máquinas.
Los Diagramas de manos, con los que se representan los movimientos de las manos de los
operarios. Si en ellos se representan movimientos completos, se denominan Diagramas
Bimanuales.
Y Simogramas si las representaciones son según su magnitud, de los movimientos
descompuestos en micromovimientos.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 12
Estudio de métodos Un empleado típico trabaja en una estación de trabajo, no en una planta, debido a esto es el
efecto agregado de estaciones de trabajo bien diseñadas lo que da lugar a una planta
productiva. Por lo anterior, la mayor parte del trabajo de la ingeniería de métodos se realiza
en las estaciones de trabajo.
El estudio del diseño detallado de estaciones de trabajo, y en menor grado de las relaciones
existentes entre las estaciones de trabajo, se denomina estudio de métodos. Cuando se
realiza una planeación se hace un estimado del tiempo que le llevará a un empleado típico
realizar una tarea dada en una estación de trabajo. Cuando el empleado ha aprendido una
tarea y cuando las condiciones que afectan a esta tarea se hayan estabilizado, es decir, que
las herramientas, materiales, métodos y condiciones estén disponibles y se apliquen
consistentemente, la administración normalmente debe realizar un nuevo estudio detallado
del trabajo. Es mediante observación y análisis, que un ingeniero o técnico industrial define
y documenta el método estándar, como también el estándar del tiempo a utilizar para
realizar la tarea, incluyendo los márgenes no productivos. Con dicho tiempo, es con el que
la administración pronostica el tiempo que deberá tomarle a un empleado capacitado típico
a una velocidad normal de actividad el realizar la operación requerida, por unidad de
producción. El tiempo proporcionado permite a la gerencia una base para determinar el
rendimiento del empleado, durante un periodo de tiempo establecido y el número de
unidades producidas por un empleado, con base al tiempo estándar. El proceso para
determinar el tiempo estándar para una operación se llama medición de trabajo. El término
de ingeniería de trabajo, significa tanto el estudio de métodos como la medición del trabajo,
que responde las preguntas ¿Cómo deberá realizarse una tarea?, y ¿Cuánto tiempo deberá
tomar el realizar la tarea, incluyendo los márgenes?
Principio de Economía de Movimientos
En el pasado era muy popular la frase “sentarse o permanecer de pie”, lo que permite
hablar de los principios de la economía de movimientos, realizados por un empleado al
momento de realizar su trabajo. Según Barnes, se plantea la existencia de veintidós
principios de economía de movimientos que se han usado durante varios años.
1. Las dos manos deben comenzar y terminar sus movimientos al mismo tiempo.
2. Las dos manos no deben estar ociosas al mismo tiempo excepto durante periodos de
descanso.
3. Los movimientos de los brazos deben hacerse en direcciones opuestas y simétricas,
y se deben hacer simultáneamente.
4. Los movimientos de manos y cuerpo deben confinarse a la clasificación más baja en
la cual sea posible realizar el trabajo satisfactoriamente
a. Movimiento de un dedo.
b. Movimiento de la muñeca.
c. Movimiento del codo.
d. Moviendo desde el hombro
e. Movimiento del tronco.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 13
5. El impulso se debe aprovechar para ayudar al trabajador cuando sea posible, y
se debe reducir al mínimo si es necesario superarlo con esfuerzo muscular.
6. Los movimientos curvados, continuos y uniformes de las manos son preferibles
a movimientos en línea recta que impliquen cambios repentinos y abruptos de
dirección.
7. Los movimientos de envión son más rápidos, más fáciles y más exactos que los
movimientos restringidos (de fijación) o “controlados”.
8. El trabajo debe disponerse de tal modo que permita un ritmo fácil y natural
siempre que resulte posible.
9. Las fijaciones a la altura de la vista deben ser contadas y estar juntas unas de
otras como sea posible.
10. Debe de haber un lugar expreso y fijo para colocar todas las herramientas y
materiales.
11. Herramientas, materiales y controles deberán estar ubicados cerca del punto de
uso.
12. Se deben usar alimentadores y recipientes accionados por gravedad para
entregar el material cerca del punto de uso.
13. Se deben usar entregas por caída cuando sea posible.
14. Los materiales y las herramientas deben estar ubicados para permitir la mejor
secuencia de movimientos.
15. Se deben procurar condiciones buenas de visibilidad, la buena iluminación es el
primer requisito para una percepción visual satisfactoria.
16. De preferencia la altura del lugar de trabajo y de la silla deben ajustarse de
modo que sea posible sentarse y permanecer de piel alternativamente.
17. A cada trabajador se le debe proporcionar una silla del tipo y altura que permita
una buena postura.
18. Las manos deben estar libres de todo trabajo que se pueda hacer ventajosamente
mediante un soporte, una instalación fija o un dispositivo operado con pedal.
19. Dos o más herramientas deben combinarse cuando sea posible.
20. Las herramientas y los materiales deben posicionarse de antemano cuando sea
posible.
21. Cuando cada dedo realice algún movimiento especifico, como en un teclado, la
carga debe distribuirse de acuerdo con las capacidades inherentes de los dedos.
22. Palancas, volantes y otros controles deben ubicarse en posiciones tales que el
operador pueda manipularlos con el cambio mínimo en la posición corporal y
con la mayor velocidad y facilidad.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 14
Se requiere mucho menos tiempo y energía para movimientos manuales de nivel 3 o menor,
así que un buen diseño de una estación de trabajo intenta limitar los movimientos a este
radio de alcance. Se requiere considerablemente más energía para alcanzar desde el hombro
(nivel 4) que desde el codo (nivel 3).
La reducción al mínimo de energía (o fatiga) es una variable importante a considerar en el
desarrollo de operaciones eficientes.
Micromovimientos A principios del siglo XX, tratando de identificar los movimientos básicos que se usan en
el trabajo humano, Frank B. Gilbreth y su esposa Lilian, inventaron la técnica conocida
como estudio de micromovimientos, este método usaba originalmente una cámara
industrial de 16 milímetros a velocidad constante (1000 cuadros por minuto); por lo tanto el
tiempo entre los cuadros sucesivos era de 0.001 minuto. Al examinar y contar cuadros
sucesivos, usualmente con la ayuda de un contador conectado al proyector, era posible
descomponer la actividad humana de forma detallada. La fig. 2 es una gráfica simo, que se
usa para mostrar análisis de un estudio de micromovimientos. Al filmar varias alternativas
de realizar una operación y analizar sus gráficas respectivas, es posible planear
combinaciones de secuencias de movimientos que reducen al mínimo los tiempos de
ciclo. Al empleado se le capacita entonces para que ejecute la operación usando el mejor
método.
Los Gilbreth definieron una serie de micromovimientos que denominaron therbligs, una
combinación de estos nos pueden dar un proceso de trabajo. La duración de muchos
therbligs es pequeñísima, imposible de apreciar con un cronómetro ordinario, por lo que se
hace indispensable, para el microanálisis de un proceso de trabajo, el empleo de un
tomavistas combinado con aparatos especiales que aprecien cien milésimas de horas, como
el wink-counter y el microconómetro que mide en una unidad denominada wink (guiño)
que equivale a 1/2000 de minuto.
Conviene tener bien determinado y presente en los análisis, los comienzos y finales de cada
therblig para calcular su magnitud con exactitud.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 15
Fig. 2 Gráfica SIMO (movimientos simultáneos).

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 16
Therbligs fundamentales Siendo las manos los órganos más útiles para trabajar que tiene el hombre, es natural que
hayan sido sus movimientos los que primero y con más detenimiento se estudiaron.
Los esposos Gilbreth fijaron en 18 los micromovimientos útiles que se podían realizar con
las manos, designando cada uno con un símbolo.
Actualmente, estos therbligs se han reducido a 16, y se designan con sus iniciales, y son
según la norma UNE 52.002 los siguientes:
Therbligs Símbolo
1. Seleccionar S
2. Agarrar A
3. Transportar carga TC
4. Poner en posición P
5. Montar M
6. Utilizar U
7. Desmontar D
8. Inspeccionar I
9. Posición previa PP
10. Dejar carga DC
11. Transporte en vacio TV
12. Descanso para vencer fatiga DF
13. Espera inevitable EI
14. Espera evitable EE
15. Planear PL
16. Sostener SO
Los 11 primeros therbligs son de micromovimientos y los 5 últimos de actitudes.
Therbligs de movimientos
Seleccionar. Es elegir un objeto entre otros. Comienza cuando se determina el objeto a
elegir y termina al tocarlo.
Dificulta su ejecución una distribución inadecuada del lugar de trabajo con los materiales y
piezas sin clasificar o desordenados.
Mejora la ejecución de este micromovimiento la colocación de los depósitos de materiales
o piezas en semicírculos, dentro de las esferas de trabajo (Figs.3 y 4) y ordenando el trabajo
de manera que las manos trabajen simétricamente.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 17
Superficie máxima de trabajo Superficie normal de trabajo
MUJER
Talla 1.59m
Peso: 54 Kg
HOMBRE
Talla 1.68m
Peso: 68 Kg
A 0.480 0.550
B 0.300 0.335
C 0.200 0.240
D 1.370 1.550
E 1.100 1.350
F 0.640 0.720
G 0.550 0.600
H 0.200 0.240
Fig. 3 superficies normal y máxima de trabajo en el plano horizontal
60°
60° 60°

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 18
MUJER
Talla 1.59m
Peso: 54 Kg
HOMBRE
Talla 1.68m
Peso: 68 Kg A 1.400 1.550
B 1.100 1.350
C 0.680 0.770
D 0.720 0.800
E 0.630 0.700
F 1.260 1.400
G 0.730 0.800
H 0.430 0.500
Fig. 4 superficies normal y máxima de trabajo en el plano vertical
Agarrar. Es tomar un objeto, bien sea cogiéndolo o teniéndolo bajo control. Comienza
cuando se toca el objeto, y termina cuando lo sostiene el operario o lo tiene bajo control.
Dificultan su ejecución las piezas pequeñas y resbaladizas, de bordes cortantes o con
rebabas, y a temperaturas extremas.
Mejora la ejecución el empleo de dedales, guantes de goma, la eliminación de las rebabas y
el trabajar con las piezas a temperatura ambiente.
Transportar carga. Es desplazar un objeto de un lugar a otro. Comienza cuando el objeto
empieza a moverse y termina cuando llega a su destino.
Dificultan su ejecución las distancias recorridas y los pesos transportados.
Mejoran su ejecución el acortamiento de las distancias, la disminución del esfuerzo para el
transporte, empleando dispositivos o útiles de transporte (planos inclinados, carretillas etc.)
la supresión de los cambios bruscos de dirección.
Superficie normal
de trabajo
Superficie máxima
de trabajo

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 19
Poner en posición. Es alinear u orientar un objeto respecto a otro.
Comienza al empezar la maniobra y termina al estar el objeto en posición. Algunas veces
este movimiento se ejecuta simultáneamente con el transporte del objeto.
Dificultan la ejecución las tolerancias pequeñas en la posición exigida.
Mejora su ejecución, el uso de guías, topes y todos los dispositivos que semiautomaticen el
posicionado del objeto.
Montar. Es unir dos o más piezas para formar una unidad compuesta
Comienza al ponerse en contacto las piezas y termina al comenzar el micromovimiento
siguiente.
Dificultan su ejecución los ajustes de tolerancias pequeñas.
Mejora su ejecución el uso de guías o dispositivos que faciliten el montaje.
Utilizar. Es el empleo de un dispositivo o herramienta para su trabajo normal. Comienza
con la manipulación del útil (dispositivo o herramienta), y termina con el final de la
operación.
Dificultan su ejecución, herramientas en malas condiciones, mangos inadecuados, sucios o
defectuosos, etc.
Mejoran su ejecución el empleo de herramientas bien preparadas y especializadas.
Desmontar. Es separar dos o más piezas que forman una unidad compuesta. Es el
micromovimiento opuesto a montar. Comienza al empezar a separarse las piezas y termina
al estar separadas totalmente.
Dificultan su ejecución las herramientas en malas condiciones.
Mejora disponiendo de herramientas bien preparadas.
Inspeccionar. Es examinar un objeto utilizando uno o varios sentidos corporales para ella,
comprobando a veces unas características determinadas.
Comienza cuando se empieza a inspeccionar el objeto y termina cuando ha concluido el
examen.
Dificulta su ejecución la carencia de normas concretas y dispositivos auxiliares para
facilitar la inspección.
Mejora su ejecución la semiautomatización, de las inspecciones con la utilización de
galgas, modelos a comparar, una buena iluminación, etc.
Posición previa. Es colocar un objeto en posición adecuada, para una futura utilización.
Comienza al iniciar la colocación y termina al finalizar ésta.
Dificulta su ejecución la mala disposición inicial del objeto.
Mejora su ejecución la pre-acomodación del objeto durante el transporte, y la utilización de
dispositivos que semiautomaticen el posicionado.
Dejar carga. Es dejar un objeto que se tenía agarrado o perder su control. Comienza al
iniciar la mano el abandono del objeto y termina cuando se ha separado totalmente de él.
Dificultan su ejecución la forma inadecuada del depósito o lugar en que se haya de dejar el
objeto, o su mala situación en el plano de trabajo.
Mejoran su ejecución una adecuada disposición de la entrega con planos inclinados y una
correcta situación del lugar de entrega con relación al operario, etc.
Transporte en vacío. Es el movimiento que lleva la mano hacia un objeto para alcanzarlo.
Comienza cuando la mano empieza a moverse y termina cuando toca el objeto.
Dificulta su ejecución la mala colocación del objeto.
Mejora su ejecución una buena disposición del lugar a donde debe ir la mano a recoger,
dentro del plano de trabajo.
Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 20
Therbligs de actitudes Descanso para vencer la fatiga. Es una pausa en el trabajo que se concede al operario para
que se reponga de la fatiga. Comienza cuando la mano está ociosa y termina cuando
empieza a trabajar de nuevo.
Puede reducirse aliviando la fatiga del operario disponiendo su trabajo en mejores
condiciones, tanto en pie como sentado, colocando el banco o lugar de trabajo a la altura
adecuada etc.
Espera inevitable. Es un periodo de obligada inacción que forma parte del ciclo de trabajo.
Comienza cuando la mano esta ociosa y termina cuando comienza a trabajar de nuevo.
Puede reducirse esta operación mejorando el ciclo de trabajo.
Espera evitable. Es una pausa en el trabajo que se toma el operario. Comienza cuando la
mano esta ociosa y termina cuando comienza a trabajar de nuevo.
Reduce este therblig el deseo de trabajar del operario.
Planear. Es la decisión mental que precede a la acción física.
Es buena técnica de organización del trabajo, debe disponerse éste de manera que su
realización esté totalmente planeada de antemano y todos los detalles previstos.
Sostener. Es la retención de un objeto después de agarrarlo sin que tenga lugar ningún otro
micromovimiento. Comienza con el cese del movimiento del objeto y termina con el
comienzo del próximo micromovimiento.
Se puede librar al operario de éste, utilizando dispositivos adecuados de sujeción.
Diagramas de movimientos de manos Son cuadros o gráficos en que se registran las acciones de las manos derecha e izquierda
de los operarios.
Generalmente se emplean para estas representaciones los símbolos de los
micromovimientos. En este caso el diagrama se denomina bimanual y consta de dos
columnas, una a la derecha para la mano derecha, y otra a la izquierda para la mano
izquierda (fig. 3). Los símbolos de cada acción se van colocando uno debajo de otro de
manera que:
a) Haya pocos símbolos en una misma línea,
b) Coincidan en la misma horizontal los símbolos de las acciones que ejecuten al
mismo tiempo la mano derecha y la izquierda.
La medición de los tiempos de los therbligs no se hace con cronómetros sino por medio de
películas tomadas del puesto de trabajo al que se ha equipado con un micro-cronómetro o
un winkcounter cuyas indicaciones también se registran en la película.
La fig. 5 representa el diagrama del operario del montaje de un bolígrafo formado por 4
piezas.
Cada uno de los micromovimientos enunciados requiere un gasto de energía del operario y
de tiempo. Por tanto, la simplificación, ordenación y supresión de algún micromovimiento
no indispensable, reducirá el consumo de energías del operario y disminuirá los tiempos
precisos para la ejecución de la tarea. Todo esto redundará en un aumento del rendimiento
en el trabajo, o sea de la productividad.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 21
Diagrama bimanual
Fig. 5 diagrama bimanual del método actual del montaje de un bolígrafo
Selección del trabajo a mejorar Como no pueden mejorarse todos los ciclos de trabajo de una empresa, la primera cuestión
que debe resolverse es con qué criterio deben seleccionarse los trabajos a mejorar.
Esta selección debe hacerse:
1. Desde un punto de vista humano
2. Desde un punto de vista económico
3. Desde un punto de vista funcional del trabajo
Desde el punto de vista humano, se deben de mejorar aquellos que son de mayor riesgo de
accidentes, los más penosos o en los que se manipulen sustancias toxicas, para hacerlos más
seguros y más llevaderos.
En cuanto al aspecto económico, se da preferencia a aquellos cuyo valor represente un alto
porcentaje sobre el costo del producto terminado, se elegirán también los trabajos de gran
repetición, pues por poca economía que se consiga en cada uno, se logrará un resultado
muy apreciable en conjunto. Dentro de los trabajos repetidos, se deben preferir a los de
larga duración, los que ocupen máquinas de mayor valor, o manejados por operarios mejor
pagados.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 22
Finalmente desde el punto de vista funcional del trabajo, se seleccionaran los trabajos que
representen cuellos de botella y retrasen el resto de la producción, y los trabajos clave de
cuya ejecución dependen otros.
Una vez seleccionado el trabajo a mejorar, se procede a analizarlo detalladamente por
medio de los diagramas de proceso enunciados anteriormente:
Hojas del proceso
Diagramas de operaciones del proceso
Análisis del proceso
Circulación
Actividades simultáneas
Movimientos de manos
Según el detalle con que interese analizarlo.
Examen crítico del método Permite poner en tela de juicio un proceso, aplicando un cuestionario que abarcará todos los
detalles por insignificantes que parezcan.
Cada fase del ciclo debe ser sometida, sin prejuicios y sin dejarse influenciar por la forma
en que se viene haciendo a las preguntas de la tabla 1, la cual se muestra a continuación.
Datos Preguntas Intención
Qué se hace
¿Por qué se hace?
¿Es necesario hacerlo?
¿Cuál es la finalidad?
¿Qué otra cosa podría hacerse para alcanzar el
mismo resultado
Eliminar
Dónde se hace
¿Por qué se hace allí?
¿Se conseguirán ventajas haciéndolo en otro lado?
¿Podría combinarse con otro elemento?
¿Dónde podría hacerse mejor?
Combinar y
reordenar
Cuando se hace
¿Por qué se hace en ese momento?
¿Sería mejor realizarlo en otro momento?
¿El orden de las acciones es el apropiado?
¿Se conseguirán ventajas cambiando el orden?
Quien lo hace
¿Por qué lo hace?
¿Tiene las calificaciones apropiadas?
¿Qué calificaciones requiere el trabajo?
¿Quién podría hacerlo mejor?
Como se hace
¿Por qué se hace así?
¿Es preciso hacerlo así?
¿Cómo podríamos hacerlo mejor? Simplificar
Tabla 1 Examen crítico del método

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 23
Algunos extremos sobre los que puede extenderse el examen son:
Materiales: ¿Son los adecuados?, ¿podrían utilizarse otros de menor precio?, ¿se podrían
sustituir por otros más abundantes en el mercado?, ¿se emplean aquellos que por su tamaño
y forma produzcan menos desperdicio?, etc.
Transporte de materiales: ¿se emplean los medios adecuados?, ¿está bien situado el
almacén? En cualquier caso el manejo y transporte de materiales debe ser el menor posible,
pues encarecen el producto sin añadirle ningún valor.
La operación: ¿se podría hacer de otra forma más rápida y económica?, el orden en que
está programada ¿es el mejor?, ¿sería más conveniente hacerlo en otra máquina?, etc.
El operario: ¿está especializado en el trabajo?, ¿podría hacer el trabajo otro operario de
categoría y sueldo inferior?, etc.
Herramientas y equipo: ¿se emplea la máquina más adecuada?, ¿se utilizan las
herramientas en buenas condiciones y a las velocidades y con los ángulos de corte
adecuados?, ¿se aprovecha bien la maquinaria?, etc.
Condiciones de trabajo: ¿son adecuadas la iluminación y la ventilación?, ¿es soportable el
ruido?, ¿existe peligro en el trabajo?, etc.
Para que no quede duda de la superioridad del método de trabajo propuesto, se debe
presentar una hoja proposición en la que se hagan constar sus ventajas y sus
inconvenientes.
Entre las ventajas se destacarán las economías que se obtengan, la superficie del taller
economizada, la disminución de los tiempos de trabajo, la maquinaria sobrante, el material
ahorrado, la mayor seguridad en el proceso, etc.
Adiestramiento del personal Finalmente y una vez decidida la aplicación del nuevo método, hay que adiestrar al
personal, ya que no solamente habrá de trabajar con una técnica distinta de la que está
acostumbrado, sino que en muchas ocasiones esta nueva técnica irá contra lo que a él le
parece natural y que ha hecho así toda su vida laboral.
Por eso, en general la implantación de un nuevo método de trabajo, encontrará una
oposición más o menos declarada de los operarios que puede llegar, si no existen buenas
relaciones laborales, hasta procurar por todos los medios a su alcance que no se obtengan
los resultados previstos, para desanimar a la empresa a persistir en su aplicación.
Es preciso prever un período de aprendizaje más o menos largo, durante el cual hay que
contar que quizá los resultados que se obtengan sean inferiores incluso a los que se venían
obteniendo con el método antiguo.
Durante ese período de aprendizaje no pueden darse tiempos de trabajo, pues se correría el
peligro de accidentes o de la fabricación de piezas defectuosas, si el operario tratase de
obtener la producción exigida.
La utilización correcta de la medida del trabajo permitiría tomar las mejores decisiones, así
como determinar la cantidad de materiales y las maquinas a utilizar, teniendo en cuenta el
nivel de producción deseado. Hoy en los tiempos del JIT, Control de Stocks, Lotes
económicos de pedido, etc., es vital.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 24
Sistemas de Tiempo Predeterminado (PTS) Es otra técnica de medición del trabajo, similar al estudio de micromovimientos. En la tabla
2 y 3 se enumeran algunos de estos sistemas:
Nombre del sistema
Fecha de primera aplicación
Análisis de tiempos y movimientos
1924
Movimientos de miembros del cuerpo
1938
Datos de tiempos-movimientos para trabajo de
montaje (formar y colocar)
1938
El sistema de factor de trabajo
1938
Estándares de tiempos elementales para trabajo
manual básico
1942
Medición de tiempo de los métodos (MTM)
1948
Estudio básico de tiempos de movimientos (BMT)
1950
Tiempos de movimiento dimensional (DMT)
1952
Tiempos de trabajo humano predeterminados
1952
Tabla 2: Fecha de aplicación de sistemas de tiempos predeterminados

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 25
Tabla 3: Varios sistemas de tiempos predeterminados
La medición de tiempo de los métodos (MTM), es la técnica dentro de los sistemas de
tiempos predeterminados más usado hasta la fecha, descompone una operación en una
secuencia de pasos elementales (micromovimientos), cuya duración se encuentra en tablas
denominadas tiempos de movimientos, se realiza la suma de los tiempos de los
micromovimientos para obtener el tiempo total para realizar la operación.
La tabla 4 es típica en el sistema MTM y proporciona tiempos en TMUs (unidades de
medición de tiempos), para, por ejemplo, alcanzar distancias definidas bajo diversas
condiciones.
Una TMU es igual a 0.0006 de minuto o 0.00001 de hora.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 26
Un analista entrenado en MTM descompone una operación en una secuencia de actividades
elementales, según la clasificación que hace el sistema MTM.
Distancia
reccorrida
pulg
Tiempo, TMU Mano en
movimiento
A B C o D E A B Caso y descripción
¾ o
menos 2.0 2.0 2.0 2.0 1.6 1.6
A Alcanzar objeto en
posición fija u objeto
en la otra mano o en el
que reposa la otra
mano.
1 2.5 2.5 3.6 2.4 2.3 2.3
2 4.0 4.0 6.9 3.8 3.5 2.7
3 5.3 5.3 7.3 5.3 4.5 3.6
4 6.1 6.4 8.4 6.8 4.9 4.3 B Alcanzar un solo objeto
en una posición que
puede variar
ligeramente de ciclo a
ciclo
5 6.8 7.8 9.4 7.4 5.3 5.0
6 7.0 8.6 10.1 8.0 5.7 5.7
7 7.4 9.3 10.8 8.7 6.1 6.5
8 7.9 10.1 11.5 9.3 6.5 7.2 C Alcanzar objeto
amontonado con otro,
de modo que ocurran
búsqueda y selección
9 8.3 10.8 12.2 9.9 6.9 7.9
10 8.7 11.5 12.9 10.5 7.3 8.6
12 9.6 12.9 14.2 11.8 8.1 10.1
14 10.5 14.4 15.6 13.0 8.9 11.5 D Alcanzar un objeto
muy pequeño o donde
se requiere agarre
exacto.
16 11.4 15.8 17.0 14.2 9.7 12.9
18 12.3 17.2 18.4 15.5 10.5 14.4
20 13.1 18.6 19.8 16.7 11.3 15.8
22 14.0 20.1 21.2 18.0 12.1 17.3 E Alcanzar localización
indefinida para poner
mano en posición para
equilibrio de cuerpo o
siguiente movimiento o
fuera del paso
24 14.9 21.5 22.5 19.2 12.9 18.8
26 15.8 22.9 23.9 20.4 13.7 20.2
28 16.7 24.4 25.3 21.7 14.5 21.7
30 17.5 25.8 26.7 22.9 15.3 23.2
Tabla 4: MTM para alcance (R)
Otro sistema de tiempo predeterminado, es el propuesto por la organización H. B. Maynard
en Suecia, denominado “Técnica de Secuencia Operacional Maynard” (MOST), esta
técnica se adapta mejor para ambientes laborales con operaciones de ciclos medio a largo,
permitiendo medir con estándares de tiempos establecidos el desempeño departamental
global. El desarrollo de análisis de trabajo no repetitivo, ha generado una nueva técnica
denominada “Muestreo de Trabajo”.
Muestreo del trabajo El muestreo de trabajo es la teoría que se fundamenta con la estadística para lograr predecir
algunos eventos o situaciones industriales; con la ayuda del teorema del límite central, el
cual estipula la distribución de medias muestra, independientemente de la distribución de la
población de la que se le saca la información, se acercara a una distribución normal como
un limite, conforme aumenta de tamaño de la muestra. El foco principal del muestreo de
trabajo es elevar al máximo el rendimiento, motivar a los trabajadores, para que estos sean
decisivos para una operación de producción con efectividad de costo.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 27
El sistema MTM Es un procedimiento que analiza cualquier operación manual o método por los
movimientos básicos necesarios para ejecutarlo, asignando a cada movimiento un tiempo
predeterminado, que se define por la índole del movimiento y las condiciones en que se
efectúa.
Sus creadores H. B. Maynard, F. Stegemerten y J. Schawb decidieron filmar una gran
variedad de operaciones industriales manuales y un estudio cuidadoso de estas películas los
llevó a la conclusión de que la mayoría de las trayectorias de movimientos en operaciones
podían ser sintetizadas a partir de los siguientes ocho movimientos básicos:
1. Dirigirse hacia (Reach=R),
2. Mover (Move=M),
3. Girar (Turn=T),
4. Aplicar presión (Apply pressure=AP),
5. Coger (Grasp=G),
6. Poner en posición o acoplar (Position=P),
7. Dejar carga (Release=RL),
8. Desmontar (Disengage=D).
Maynard, Stegemerten y Schawb comenzaron el estudio de un sistema para determinar los
métodos precisos de realización de una producción antes de que ésta comenzara. Si los
operarios ya estaban preparados de antemano, en el mejor método, las posibilidades de
mejora posterior serian menores y por tanto el producto más rentable desde un principio,
aparte de los gastos de formación que serian menores.
Se decidieron a estudiar las operaciones comunes con el fin de obtener formulas de
métodos y comenzaron observando las operaciones realizadas en una taladradora sensitiva.
Los resultados obtenidos les sorprendieron incluso a ellos porque se dieron cuenta de que
habían separado verdaderos movimientos de base y establecido tiempos correctos para cada
uno de ellos.
El MTM es un lenguaje de símbolos universal, de tal forma que dos personas formadas en
el convenientemente, que no conozcan el idioma de su interlocutor, son capaces de
comprender sin hablarse los trabajos realizados por este método de cualquiera de ellos.
Para velar por la buena aplicación de este método y su universalidad existe un consejo
mundial MTM y asociaciones en diversos países, adheridas a éste.
En las tablas 5 y 6 se dan los tiempos de algunos movimientos de dos elementos básicos:
Dirigirse Hacia y Mover. La unidad de tiempo empleada en estas es la cienmilésima de
hora (0.00001) que se la conoce por la denominación TMU (time-measurement unit) Un
TMU equivale a 0.0006 minutos.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 28
Tabla 5. Tabla MTM para movimiento Dirigirse hacia
Cabe mencionar que cuando un miembro del cuerpo realiza dos movimientos a la vez, estos
se llaman movimientos combinados. Si son realizados por miembros diferentes se les
conoce como movimientos simultáneos.
Para los fines de medición en la ejecución simultanea, se considerará como tiempo de
ejecución de estos al tiempo correspondiente al más largo o extenso de los mismos. A este
movimiento de mayor duración de entre los realizados simultáneamente, se le conoce con la
denominación de movimiento limitativo.
Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 29
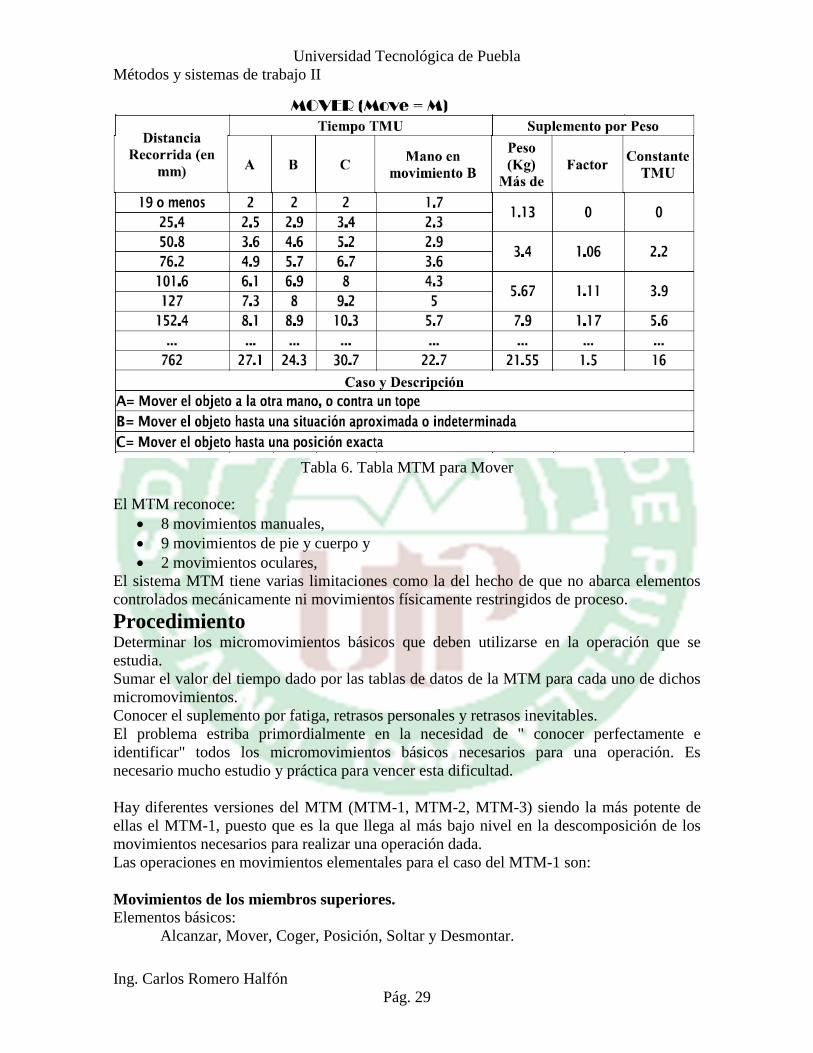
Tabla 6. Tabla MTM para Mover
El MTM reconoce:
8 movimientos manuales,
9 movimientos de pie y cuerpo y
2 movimientos oculares,
El sistema MTM tiene varias limitaciones como la del hecho de que no abarca elementos
controlados mecánicamente ni movimientos físicamente restringidos de proceso.
Procedimiento Determinar los micromovimientos básicos que deben utilizarse en la operación que se
estudia.
Sumar el valor del tiempo dado por las tablas de datos de la MTM para cada uno de dichos
micromovimientos.
Conocer el suplemento por fatiga, retrasos personales y retrasos inevitables.
El problema estriba primordialmente en la necesidad de " conocer perfectamente e
identificar" todos los micromovimientos básicos necesarios para una operación. Es
necesario mucho estudio y práctica para vencer esta dificultad.
Hay diferentes versiones del MTM (MTM-1, MTM-2, MTM-3) siendo la más potente de
ellas el MTM-1, puesto que es la que llega al más bajo nivel en la descomposición de los
movimientos necesarios para realizar una operación dada.
Las operaciones en movimientos elementales para el caso del MTM-1 son:
Movimientos de los miembros superiores.
Elementos básicos:
Alcanzar, Mover, Coger, Posición, Soltar y Desmontar.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 30
Movimientos secundarios:
Girar, Aplicar Presión y Manivela.
Movimientos de los miembros inferiores.
Movimiento del pie y Movimiento de la pierna.
Movimientos de cuerpo.
Desplazamientos:
Andar y Paso lateral.
Flexión:
Giro del cuerpo, Doblarse, Agacharse, Sentarse, Poner una rodilla en el suelo,
Arrodillarse, Levantarse.
Movimientos visuales: Enfoque ocular y Recorrido ocular.
Orígenes técnicos y primeras aplicaciones La velocidad de las filmaciones iniciales fue de 16 imágenes por segundo, por tanto a cada
una corresponde un tiempo de 0,0625 segundos, 0,0010417 minutos o 0,00001737 horas.
Los investigadores crearon una nueva unidad de tiempo que denominaron TMU (Time
Measurement Unit) cuyo valor es de 0,00001 horas, como se puede ver pequeñísima, que
facilitaba los cálculos.
Las conversiones son por tanto:
1 TMU 0,00001 horas
1 TMU 0,0006 minutos
1 TMU 0,036 segundos
1 hora 100.000 TMU
1 minuto 1.667 TMU
1 segundo 27,8 TMU
Notaciones del sistema MTM Con la finalidad de hacer menos engorrosa la comunicación de ideas en la práctica de la
Ingeniería de Métodos, se ha convenido un código para referirse a cada una de las clases de
movimientos. Así, al referirnos al movimiento: “Mover 35 cm. caso C un objeto que pesa
8.5 kg. en la mano en movimiento al comenzar la ejecución del elemento”, lo haremos por
medio de la notación siguiente: “MM35C8,5”.
Al referirnos a los elementos deberemos anotarlos en columnas separadas para mano
izquierda= LH y mano derecha= RH, anotando igualmente los valores de tiempo. En la
tabla 7 se muestran mas descripciones de elementos y sus representaciones
correspondientes.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 31
A continuación se muestra para el estudio de casos un ejemplo de aplicación para el
montaje final de una cocinilla eléctrica:

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 32

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 33
A continuación se muestra en la tabla 8 se muestra el registro de una actividad por sistema
MTM.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 34
Tabla 8 Sistema MTM registro de una actividad

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 35
Evaluación unidad I: Actividad II Formar equipos colaborativos de trabajo y averiguar:
1. Aportaciones de Frederick Winslow Taylor a la Ingeniería Industrial,
2. Aportaciones de los esposos Gilbreth a la Ingeniería Industrial,
3. Hojas del proceso
4. Diagramas de operaciones del proceso
5. Análisis del proceso
6. Circulación
7. Actividades simultáneas
8. Movimientos de manos
9. Que es la técnica MTM
10. Cada equipo expondrá su trabajo para evaluación
Nota: La Rúbrica de evaluación para la exposición se encuentra al final de la
antología en el capítulo V Rúbricas
En base a exposición realizar lluvia de ideas y obtener conclusiones
Práctica 1: Estudio de métodos
Acceder a la liga: Origami Magic Rose Cube y observa con detenimiento el video.
http://www.youtube.com/watch?v=A8EyLFWXV_0,
1. Por equipos se realizará un estudio de tiempos y movimientos basados en el
video observado
2. Es conveniente anotar los pasos del procedimiento observado para armar la flor
posteriormente
3. Realizar el estudio del método actual mediante grabación con video del proceso
4. Realizar una propuesta de mejora del proceso
Práctica 2: Detallar un estudio de métodos:
1. Por equipos realizar la actividad de extender el brazo para tomar una pluma que
se encuentra en la mesa de trabajo y trazar una X sobre una hoja de papel
2. Descomponer dicha operación en movimientos elementales para método MTM
y asignar tiempos de cada uno
3. Comparar el trabajo con otros equipos y elegir la mejor opción
4. Dibujar un esquema del puesto de trabajo
Ir al capítulo IV Evidencias y responder:
Cuestionario de retroalimentación unidad 1:
Autoevaluación Unidad I

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 36
Capítulo II:
Ergonomía

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 37
Orígenes de la Ergonomía La Ergonomía, surgió durante la segunda guerra mundial, cuando dada la prisa por
satisfacer necesidades militares apremiantes, los científicos diseñaron nuevos sistemas y
mejoraron otros ya existentes pero sin considerar quienes serían los usuarios finales de tales
sistemas: las personas. Resultados tales como molestias, inseguridad, incomodidad, rechazo
y otros similares hicieron evidente que en el diseño de sistemas y de productos se debía
tener en consideración a factores humanos y ambientales si es que se deseaba conseguir una
utilización segura y efectiva de los productos y de los sistemas.
Fue así como en 1949, con definiciones nuevas y claras, pero apoyándose en ciencias viejas
como la Ingeniería, la Fisiología y la Psicología, surge la Ergonomía, orientada hacia la
comodidad y bienestar del usuario de los productos. Es esta característica de buscar
comodidad en el usuario lo que la convierte en fuerte aliada de los analistas de los
métodos de trabajo, quienes ahora con el respaldo de otra ciencia convergente en propósitos
y en medios para lograrlos, aplican también en los trabajadores los principios de
comodidad, seguridad y bienestar del usuario final.
Definición y alcance La ergonomía es una faceta del estudio del trabajo. Lo hace en relación con el entorno en el
cual se realiza la tarea. Se utiliza para diseñar o adaptar el lugar de trabajo al
trabajador, con la finalidad de evitar problemas de salud y aumentar la eficiencia laboral.
La principal preocupación de la ergonomía es crear el mejor ajuste posible entre el
operador, el equipo que está utilizando y el medio ambiente en que se encuentra.
Factores humanos es una denominación sinónima a ergonomía. En su naturaleza
multidisciplinaria los ergonomistas trabajan en equipos que pueden estar constituidos por
ingenieros de diseño de maquinaria y equipo, médicos industriales; especialistas en diseño
de maquinaria y equipo, médicos industriales, etc. El objetivo final de tales equipos es el de
poner en práctica conocimientos sobre los trabajos, su realización, y los trabajadores, de
manera tal que la producción a obtenerse no se deba al sometimiento del trabajador a
condiciones excesivas de esfuerzo físico o mental.
Los estudios ergonómicos incluyen analizar las condiciones laborales que afecten
principalmente la comodidad del trabajador; entre estos factores tenemos la temperatura
ambiental, el ruido, la iluminación, características de tamaño, dimensiones de las
herramientas, de las máquinas; e inclusive de los horarios de descanso y que permiten
la satisfacción de necesidades personales y la recuperación de energías para continuar
laborando.
Componentes de la ergonomía La Ergonomía considera la interacción entre el individuo y las condiciones tecnológicas y
de trabajo. Por lo tanto las ciencias relacionadas con el individuo y que son básicas en las
condiciones ergonómicas son la anatomía, la fisiología y la psicología. En la aplicación de
estas técnicas, el objetivo final es conseguir la máxima producción de los recursos humanos
sin desmedro de su bienestar. “El trabajo debe ajustarse a la persona” es la norma que rige
este proceso. Así se garantiza la satisfacción de las necesidades y capacidades humanas
como el punto central en el diseño de los sistemas tecnológicos de producción, es decir, en
la búsqueda de la armonía entre las capacidades humanas, los equipos tecnológicos y las
tareas a realizarse.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 38
Principios básicos de la ergonomía Son muchos los beneficios que pueden obtener los trabajadores con cambios de naturaleza
ergonómica, por pequeños que estos sean: evitar dolores de espalda, fatiga muscular,
dolores o lesiones en las extremidades, cansancio visual, irritación, etc. Y si ciertas
dolencias musculares, óseas, fisiológicas y hasta psicológicas pueden ser suprimidas del
quehacer diario de los trabajadores, se observará en la organización una mayor cantidad de
horas hombre y mejor predisposición para realizar las tareas.
Esta es una situación clara en la que tanto los empresarios, los directores y los trabajadores
obtienen beneficios tangibles. Es importante notar que éste enfoque es totalmente opuesto a
aquel que caracterizó a los expertos en eficiencia en los principios de la ingeniería de
métodos. En ese entonces, los expertos en eficiencia sólo se preocupaban por obtener
producción y omitían cualquier consideración que signifique comodidad para el trabajador;
y esto a pesar de que tal comportamiento contradecía los principios con los cuales F.
Taylor, los Gilbreth y otros, dieron origen a la administración científica en los primeros
años del siglo veinte.
En el puesto de trabajo es en donde se encuentra la mayor cantidad de oportunidades para
obtener los beneficios que la ergonomía pone a disposición de los trabajadores. Los bancos
de trabajo, los escritorios, las mesas, las cabinas, las mesas de operaciones en quirófanos,
etc. son elementos en los cuales el diseño (principalmente medidas y distancias) y las
condiciones (higiene, seguridad) se constituyen en factores de los más importantes en la
productividad laboral. Ver figuras 6 y 7
Fig. 6 Ergonomía

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 39
Cuando se maneja maquinaria o equipo auxiliar de cualquier naturaleza también se
experimentan situaciones incomodas. Puede ser el caso que las palancas de mando los
controles, las llaves, los botones de control y otros por el estilo causen incomodidad o
permitan condiciones peligrosas. Corresponde a la dirección todo esfuerzo para suprimir
tales condiciones.
Pero el trabajador en sí es también una fuente importante de beneficios ergonómicos:
aprendiendo a levantar objetos pesados, a evitar esfuerzos excesivos innecesarios, a evitar
actividades incomodas y repetitivas, a suprimir las condiciones peligrosas. Si el trabajador
informa a la dirección la existencia de cualquier situación como las previamente
mencionadas, está contribuyendo a su propio bienestar, y en la medida en que el costo de
corregir tales situaciones se mantenga en niveles racionales, no habrá, por parte de la
dirección, oposición para realizarlas.
Fig. 7 Postura adecuada
Un aspecto que los empresarios deben tomar en cuenta es que se trata de un proceso en
constante evolución. Para cualquier empresa, los procesos utilizados van a cambiar. La
salud de cada empleado y las preferencias van a cambiar. Los propios trabajadores van a
cambiar. El equipo usado se va a cambiar. La temperatura, la humedad y el ambiente de
trabajo, en general, van a cambiar. La aplicación de la ergonomía necesaria para reaccionar
a estos cambios y hacer los ajustes apropiados, no siempre es fácil.
Actividad III, observa los siguientes videos:
http://www.youtube.com/watch?v=4iYT9Zvfims&feature=related
http://www.youtube.com/watch?v=lJ6ND7oETUk&feature=related
1. Comentar por equipos los videos observados y exponer sus conclusiones
sobre la importancia de la ergonomía

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 40
Evaluación unidad II:
Práctica 3: Ergonomía
1. En base a una observación del medio circundante, (casa, escuela, trabajo etc.),
realizar un ejemplo de una actividad que pueda ser mejorada bajo el aspecto
ergonómico.
2. Responder los siguientes cuestionamientos:
a. ¿Por qué seleccione esta actividad?
b. ¿Que problemas presenta la actividad actual?
c. ¿Cual sería la mejoría?
3. Diseñar en forma gráfica mediante un medio electrónico, (mapa mental, mapa
conceptual, presentación en power point, etc.), un resumen de la práctica
elaborada.
4. Realizar una exposición del trabajo
Ir al capítulo IV Evidencias y responder:
Cuestionario de retroalimentación unidad 2:
Autoevaluación Unidad 2

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 41
Capítulo III: Diseño
de estaciones de
trabajo
Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 42
Importancia del diseño del lugar de trabajo
Todo trabajo de distribución de planta se sustenta en el diseño de los puestos de trabajo
que van a ser ubicados en la organización.
No debemos ignorar que la motivación es un factor determinante en el comportamiento
humano y cualquier sistema de trabajo no podría operar exitosamente si el factor humano
no persigue el mismo interés y propósito de la organización. Por esto, para lograr un mejor
funcionamiento de un sistema de trabajo se deben implementar medidas que ayuden a la
interacción del componente humano y los otros elementos, llámense estos últimos
muebles, máquinas, herramientas, iluminación, ruido, etc. Si se presta atención a todos los
aspectos del diseño de la estación de trabajo de manera que sean más seguras y agradables
al usuario no sólo encontraremos que serán apreciadas por ellos sino que también
disminuirá la resistencia al esfuerzo que deben desplegar para la ejecución de sus tareas.
La Antropometría: Se refiere al estudio de las dimensiones y medidas humanas con el
propósito de comprender los cambios físicos del hombre y las diferencias entre sus razas y
sub-razas. La guía primordial es diseñar el lugar de trabajo para que se ajuste a la mayoría
de los individuos en cuanto al tamaño estructural del cuerpo humano.
La antropometría es una de las áreas que fundamentan la ergonomía, y trata con las
medidas del cuerpo humano que se refieren al tamaño del cuerpo, formas, fuerza y
capacidad de trabajo. En la ergonomía, los datos antropométricos son utilizados para
diseñar los espacios de trabajo, herramientas, equipo de seguridad y protección personal,
considerando las diferencias entre las características, capacidades y límites físicos del
cuerpo humano. Las dimensiones del cuerpo humano han sido un tema recurrente a lo largo
de la historia de la humanidad; un ejemplo ampliamente conocido es el del dibujo de
Leonardo da Vinci, donde la figura de un hombre está circunscrita dentro de un cuadro y un
círculo, donde se trata de describir las proporciones del ser humano "perfecto". Sin
embargo, las diferencias entre las proporciones y dimensiones de los seres humanos no
permitieron encontrar un modelo preciso para describir el tamaño y proporciones de los
humanos. Los estudios antropométricos que se han realizado se refieren a una población
específica, como lo puede ser hombres o mujeres, y en diferentes rangos de edad.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 43
Factores que influyen en la postura del trabajo
Características del usuario 1. Edad
2. Dimensiones de sus segmentos
corporales
3. Peso
4. Condición física
5. Rango de movilidad de sus
segmentos corporales
6. Problemas músculo esqueléticos
7. Lesiones
8. Grado de visión
9. Habilidades manuales
10. Obesidad
Requerimientos de la labor 11. Requerimientos visuales
12. Esfuerzos que demanda la labor
13. Tiempo de ciclo de trabajo
14. Periodos de descanso
15. Conocimientos técnicos
16. Riesgos probables
17. Exigencias de precisión y calidad
18. Grado de concentración exigible
Diseño de la estación de trabajo 19. Dimensiones de la silla
20. Dimensiones de la superficie
21. Diseño de la silla
22. Niveles de iluminación
23. Apoyo para los pies
Diseño para extremos:
Diseñar para la mayor parte de los individuos es un enfoque que implica el uso de uno de
los tres principios específicos de diseño, según lo determina el tipo de problema de diseño.
Diseño para extremo implica que una característica especifica en un factor limitante al
determinar el valor máximo y mínimo de una variable de población que será ajustada. Por
ejemplo, los claros, de una puerta o una entrada de un taque de almacenamiento, deben
diseñarse para el caso máximo, es decir, para la estatura o ancho de los hombros
correspondientes al percentil 95. De esta manera, 95% de los hombres y casi todas las
mujeres podrán pasar por el claro. Es obvio que para puertas, el espacio no es el problema y
se puede diseñar para que se ajuste al individuo aun más alto. El alcance para cosas como
un pedal de freno o una perilla de control se diseña para el individuo mínimo, es decir para
piernas o brazos correspondientes a mujeres de un percentil 5. Entonces el 95% de las
mujeres y casi todos los hombres tendrán un alcance mayor y podrán activar el pedal o el
control.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 44
Diseño para que sea ajustable:
Diseñar para que se a ajustable se usa, en general, para equipos o instalaciones que deben
ajustarse a una variedad amplia de individuos. Sillas, mesas, escritorios, asiento de
vehículos, una palanca de velocidades y soporte de herramientas son dispositivos que se
ajustan a una población de trabajadores entre el percentil 5 de las mujeres y el percentil 95
de los hombres. Es obvio que diseñar para que se ajuste es el método más conveniente de
diseño, pero existe un trueque con el costo de implantación.
Diseño para el promedio:
El diseño para el promedio es el enfoque menos costoso pero menos preferido. Aunque no
existe un individuo con todas las dimensiones promedios, hay ciertas situaciones en las que
seria impráctico o demasiado costoso incluir posibilidades de ajuste para todas las
características. Por ejemplo: muchas maquinas herramientas son demasiado grandes y
pesadas para incluir ajustes de altura para el operario. Diseñarlas para la altura del operario
del percentil 50 de la altura del codo para las poblaciones de hombres o mujeres
combinadas significa que la mayoría de los individuos no tendrán inconvenientes serios, sin
embargo, el hombre excepcionalmente alto o mujeres muy bajas puede experimentar
incomodidad en la postura. También es útil, práctico y efectivo en costos, construir una
maqueta del equipo o instalación que se diseña y hacer que los usuarios la evalúen.
Principios de diseño del trabajo: lugar de trabajo
Determinar la altura de la superficie del trabajo según la altura
del codo: La altura de la superficie de trabajo (con el trabajador ya sea sentado o parado) debe
determinarse mediante una postura de trabajo cómoda para el operario. En general esto
significa que los antebrazos tiene la posición natural hacia abajo y los codos están
flexionados a 90º, de manera que el brazo esta paralelo al suelo. La altura del codo se
convierte en una altura adecuada de operación o de la superficie del trabajo. Si esta es
demasiado alta, los antebrazos se encogen y causan fatiga de los hombros. Si esta
demasiada baja el cuello o la espalda se dobla y ocasionan fatiga en la última. Ver figura 8.
Ajustar la altura de la superficie de trabajo según la tarea que se
realiza Existen excepciones al primer principio. Para ensamble pesado con levantamiento de partes
pesadas, es muy ventajoso bajar la superficie de trabajo hasta 8 pulgadas (20 cm.), para
aprovechar los músculos más fuertes del tronco.
Para un ensamble fino que incluye detalles visuales pequeños, es más ventajoso elevar la
superficie de trabajo 8 pulgadas (20 cm.), para acercar los detalles a la línea de la visión
optima de 15º. Otra alternativa quizá es mejor inclinar la superficie alrededor de 15º; de
esta manera se satisfacen ambos principios. Sin embargo, las partes redondeadas tienen una

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 45
tendencia a rodar fuera de la superficie. Estos principios también se aplican a la estación
donde se trabaja sentado. Una gran parte de las tareas como escribir o los ensambles
ligeros, se realizan mejor a la altura del codo en descanso. Si el trabajo requiere de la
percepción de detalle fino, puede ser necesario elevar el trabajo para que esté más cerca de
los ojos. Las estaciones para trabajar sentado deben contar con las sillas y descanso para los
pies ajustables. De manera ideal, una vez que el operario está sentado cómodamente con
ambos pies en el suelo, la superficie de trabajo se posiciona a la altura adecuada del codo
para ajustar la operación. Así, la estación de trabajo también necesita ser ajustable. Ver
fig.9 estación de trabajo ajustable
Fig. 8 Dimensiones recomendadas para un sitio de trabajo de pie

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 46
Fig. 9 Estación de trabajo ajustable
Proporcionar una silla cómoda para el operario sentado: La postura sentada es muy importante desde el punto de vista de reducir tanto el estrés
sobre los pies como el gasto global de energía. Debido a que la comodidad es una respuesta
individual, es bastante difícil definir principios estrictos para sentarse bien. Más aun pocas
sillas se adaptaran a la comodidad de muchas posturas posibles para estar sentado. Sin
embargo, se cumplen varios principios generales para todos los asientos. En la posición del
pie derecho, la posición lumbar de la espina se encorva hacia adentro de manera natural, lo
que se conoce como lordosis. Pero al sentarse, la pelvis gira hacia atrás, esto aplana la
curva lordótica y aumenta la presión de los discos de la columna vertebral (fig. 10). Por lo
tanto es muy importante proporcionar soporte lumbar mediante una protuberancia en el
respaldo de la silla, o incluso usar un cojín lumbar colocado a la altura del cinturón. Otro
enfoque para prevenir que se aplane la curva lordótica es reducir la rotación de la pelvis
manteniendo un ángulo amplio entre el torso y los músculos, con el asiento inclinado hacia
delante. La desventaja de este tipo de asientos es que puede aplicar un peso adicional en las

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 47
rodillas, agregar una tope al asiento inclinado hacia delante, con la forma de la cabeza de
una silla de montar, quizá sea un mejor enfoque. Ver fig. 11
Fig. 11 Silla con tope
Fig. 10 Curva lordótica
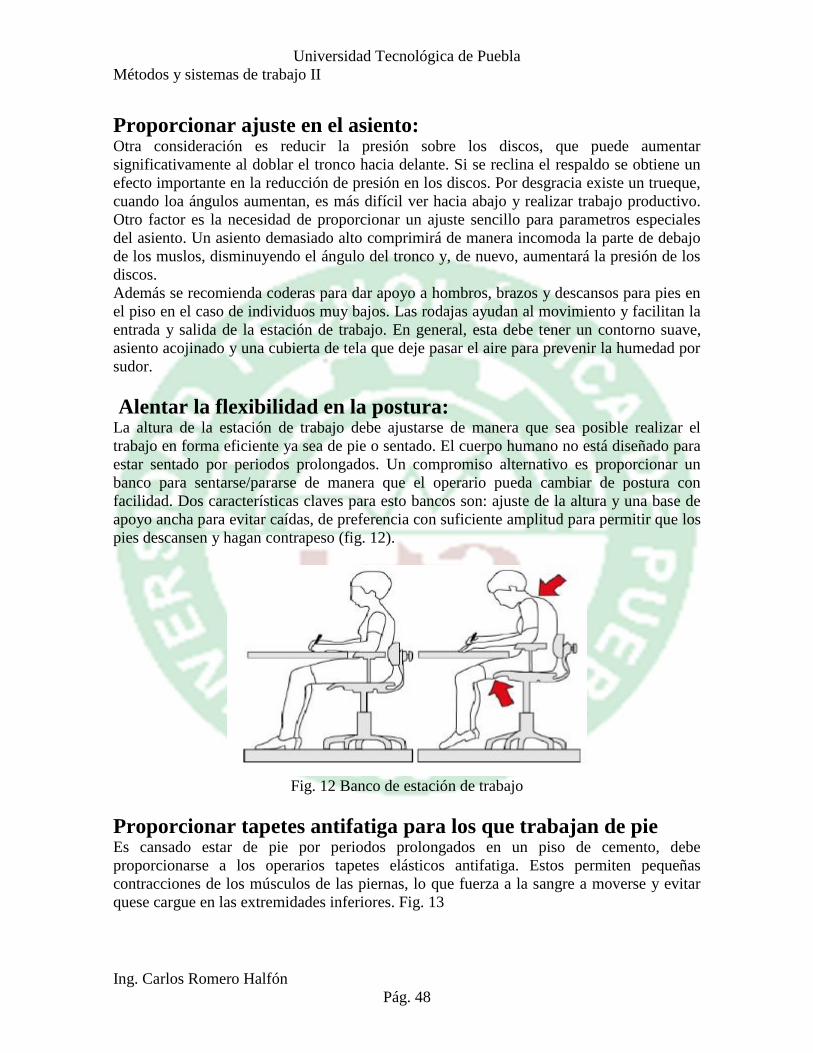
Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 48
Proporcionar ajuste en el asiento: Otra consideración es reducir la presión sobre los discos, que puede aumentar
significativamente al doblar el tronco hacia delante. Si se reclina el respaldo se obtiene un
efecto importante en la reducción de presión en los discos. Por desgracia existe un trueque,
cuando loa ángulos aumentan, es más difícil ver hacia abajo y realizar trabajo productivo.
Otro factor es la necesidad de proporcionar un ajuste sencillo para parametros especiales
del asiento. Un asiento demasiado alto comprimirá de manera incomoda la parte de debajo
de los muslos, disminuyendo el ángulo del tronco y, de nuevo, aumentará la presión de los
discos.
Además se recomienda coderas para dar apoyo a hombros, brazos y descansos para pies en
el piso en el caso de individuos muy bajos. Las rodajas ayudan al movimiento y facilitan la
entrada y salida de la estación de trabajo. En general, esta debe tener un contorno suave,
asiento acojinado y una cubierta de tela que deje pasar el aire para prevenir la humedad por
sudor.
Alentar la flexibilidad en la postura: La altura de la estación de trabajo debe ajustarse de manera que sea posible realizar el
trabajo en forma eficiente ya sea de pie o sentado. El cuerpo humano no está diseñado para
estar sentado por periodos prolongados. Un compromiso alternativo es proporcionar un
banco para sentarse/pararse de manera que el operario pueda cambiar de postura con
facilidad. Dos características claves para esto bancos son: ajuste de la altura y una base de
apoyo ancha para evitar caídas, de preferencia con suficiente amplitud para permitir que los
pies descansen y hagan contrapeso (fig. 12).
Fig. 12 Banco de estación de trabajo
Proporcionar tapetes antifatiga para los que trabajan de pie
Es cansado estar de pie por periodos prolongados en un piso de cemento, debe
proporcionarse a los operarios tapetes elásticos antifatiga. Estos permiten pequeñas
contracciones de los músculos de las piernas, lo que fuerza a la sangre a moverse y evitar
quese cargue en las extremidades inferiores. Fig. 13

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 49
Fig. 13 Tapetes antifatiga
Localizar todas las herramientas y materiales dentro del área
normal de trabajo:
En cada movimiento interviene una distancia. Mientras más grande sea la distancia,
mayores son los esfuerzos musculares, el control y el tiempo. Por lo tanto, es importante
minimizar las distancias. El área normal de trabajo de la mano derecha en el plano
horizontal incluye el área circunscrita por el antebrazo al moverlo en forma de arco con
pivote en el codo. Esta área representa la zona más convincente dentro de la cual la mano
realiza movimientos con un gasto de energía normal. El área normal relativa a la altura de
la mano derecha incluye el área circunscrita por el antebrazo en posición hacia arriba con el
codo como pivote y moviéndose como un arco. Existe un área similar en el plano vertical
para el antebrazo extendido.
Localizaciones fijas para todas las herramientas y materiales
que permitan la mejor secuencia:
Al manejar un automóvil, todos estamos familiarizados con el poco tiempo que se requiere
para aplicar el pie al freno. La razón es obvia: como el pedal del freno se encuentra en la
posición fija, no se necesita tiempo para decidir donde se localiza. El cuerpo responde
demanera instintiva y aplica presión en área en la que el conductor sabe que se encuentra el

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 50
pedal del freno. Si su localización variara, el conductor necesitaría de mucho más tiempo
para detener el auto. De igual manera, proporcionar localizaciones fijas para todas las
herramientas y materiales en la estación de trabajo elimina o por lo menos minimiza, las
pequeñas dudas requeridas para buscar y seleccionar objetos necesarios para hacer el
trabajo. Estos son los therbligs inefectivos de buscar y seleccionar.
Utilizar canaletas por gravedad y entrega dejando caer para
reducir los tiemposde alcanzar y mover: El tiempo requerido para realizar tanto los therbligs de transporte alcanzar y mover es
directamente proporcional a la distancia que deben recorrer las manos al realizar estos
therbligs. Si se usa dispositivos por gravedad, las componentes pueden traerse de manera
continua al área de trabajo normal y así se eliminan alcances largos para traer los
suministros. De la misma manera, las canaletas por gravedad permiten enviar las partes
terminadas dentro del área normal y eliminar la necesidad de movimientos lejanos. Las
canaletas por gravedad hacen posible un área de trabajo limpia, ya que el material
terminado se manda fuera del áreade trabajo, en lugar de amontonarlo alrededor de ella.
Localizar todos los dispositivos de control con la mayor
accesibilidad para el operario y capacidad de fuerza: Muchas maquinas herramientas y otros dispositivos son perfectos en el sentido mecánico,
pero no proporciona una operación efectiva, porque el diseñador de la instalación no tomo
en cuenta varios factores humanos. Volantes, manivelas y palancas deben tener el tamaño y
la posición adecuadas para que el operario las manipule con habilidad máxima y fatiga
mínima.Los controles que se usan frecuentemente deben colocarse entre las alturas del
codo y el hombro. Los operarios sentados pueden aplicar una fuerza máxima a las palancas
que están al nivel del codo; los operarios de pie, a las palancas que tiene la altura del
hombro, el diámetro de los volantes y manubrios dependen del torque que debe aplicarse.
Diámetros máximos de las agarraderas dependen de las fuerzas de 10 a 15 libras(4.6-6kg),
el diámetros que debe ser por lo menos es de .25 pulgadas (0.6 cm.) y de preferencia de
mayor, para 15 a 25 libras (6.8-11.4 Kg.) debe usarse un mínimo de 0.5pulgadas (1.3cm) y
para 25 libras o mas (11.4kg), un mínimo de 0.75pulg (1.9cm). Sin embargo los diámetros
no deben exceder 1.5 pulgadas (3.8cm) y la longitud para el agarre debe ser al menos 4
pulgadas (10 cm.) para tener lugar para toda la mano. Las guías para los radios de
manivelas y volantes son: cargas ligeras, radios de 3 a 5 pulgadas(7.6-12.7cm); cargas
medianas a pesadas, radios de 4 a7 pulgadas (10.2-17.8cm), cargas muy pesadas, radios de
más de 8 pulgadas (20cm) pero no más de 20 pulgadas (51cm), en general, diámetros de
perillas de 0.5 a 2 pulgadas (1.3-5.1cm) son satisfactorios. Los diámetros de perillas deben
aumentar si se necesita torques mayores.
Usar dispositivos en lugar de sostener con la mano: Si se usa cualquier mano para sostener durante el procesamiento de una parte, entonces las
manos no están realizando trabajo útil, siempre se puede diseñar un dispositivo para
sostener el trabajo de manera satisfactoria y obtener una calidad mejor, puesto que el
trabajo tiene un sostén más exacto y firme. Muchas veces, los mecanismos operados con el
pie permiten que ambas manos realicen trabajo productivo.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 51
Usar señales acústicas para las advertencias: Es mejor usar señales de sonido que presentaciones visuales. Por ejemplo, las señales
sonoras en general son más eficientes si el trabajo del operario necesita movimientos
continuos en la planta o en el negocio. O si la persona recibe la señal que está en área de
trabajo donde será más difícil ver las señales visuales, como en un cuarto oscuro o con luz
excesiva. Además, los mensajes cortos y sencillos se manejan mejor por los medios
auditivos.
Usar códigos de forma, textura y tamaño para la identificación
por tacto: Los códigos de forma, con configuraciones geométricas de dos o tres dimensiones,
permiten la identificación tanto para el tacto como para la forma visual. Es útil, en especial
en condiciones de poca luz o en situaciones donde se desea redundancia o calidad duplicada
en la identificación, paraayudar a minimizar los errores. Los códigos de forma
convariaciones de textura, adoptan un número considerable deformas distinguibles.
El código del tamaño, análogo al de la forma, permite la identificación de controles tanto
visuales como con el tacto. Se usa más que nada donde el operario no puede ver los
controles. Por supuesto, al igual que con el código de forma, el código de tamaño permite la
redundancia, ya que los controles pueden diferenciarse con el tacto y con la vista. En
general, debe intentar limitar las categorías a tres o cuatro, con una diferencia de al menos
0.5 pulgadas de tamaño de los controles.
Usar el tamaño, desplazamientos y resistencia de controles
adecuados: Los operarios siempre usan diferente tipos de controles y diseño de controles. Los tres
parámetros que tiene una gran impacto en el desempeño son: tamaño del control, razón
control-respuesta y resistencia del control al operario. Cuando este es muy pequeño o bien
demasiado grande no puede activarse con eficiencia. La razón control- respuesta se define
como la cantidad de movimiento de un control dividido entre la cantidad de movimiento de
respuesta. Indica la alta sensibilidad, como el ajuste grueso de un micrómetro. Una razón
CR alta significa baja sensibilidad, como el ajuste fina del micrómetro. La resistencia del
control es importante en términos de proporcionar retroalimentación al operario. De
manera, igual puede ser de dos tipos: desplazamientos puros sin resistencia o fuerza pura
sin desplazamiento. La primera tiene la ventaja de ser menos fatigante, mientras que la
segunda tiene las características de punto muerto, es decir, el control regresa a cero al
soltarlo. Los aspectos de fallas de un control incluyen: alta fricción estática inicial, exceso
de humedad viscosa y espacio muerto, esto es, en movimientos de control sin respuestas.
Asegurar la compatibilidad adecuada entre controles y
pantallas: La compatibilidad de define como la relación entre los controles y las pantallas que es
consistente en las expectativas humanas. Los principios básicos incluyen: rendimiento,
mapeo, y retroalimentación, de manera que el operario sabe que la función se ha

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 52
conseguido. La compatibilidad del movimiento se suministra a la acción directa, la lectura
de escalas que aumenta de izquierda a derecha y los movimientos en sentido contrario a las
manecillas delreloj que aumentan la temperatura. Para las pantallas circulares, la mejor
compatibilidad selogra con una escala fija y el movimiento de los señaladores o agujas. En
pantallashorizontales o verticales, el principio de warrick dice que los señaladores más
cercanos a la

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 53
Capítulo IV:
Evidencias
Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 54
Encuesta Inicial
Nombre del Alumno:____________________________________________ Grupo: _______ Fecha: ______
NOTA: La finalidad de esta encuesta es conocer más de ti y comprender tus necesidades y la forma de ayudarte en el logro de tus metas. Instrucciones: I. Responde a las siguientes preguntas
1. ¿Que espero de este curso?
2. ¿Qué pondré de mi parte en el curso?
3. ¿Que espero del profesor?
4. ¿Qué espero de mis compañeros?
5. ¿Trabajas? Si la respuesta es afirmativa ¿cuál es tu horario de trabajo?
6. ¿Qué edad tienes?
7. ¿Cuál es tu estado civil?
8. ¿Tienes hijos?
9. ¿Cuál es tu pasatiempo favorito?
10. ¿Con quién vives?
11. ¿Por qué estudias esta carrera?
12. ¿Qué piensas hacer al terminar la carrera de TSU?

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 55
Examen Diagnóstico
Nombre del Alumno: _____________________________________________ Grupo: _______ Fecha: ______
I. Instrucciones: Responde las siguientes preguntas con toda honestidad, el objetivo es tener un punto de partida para el curso y homogenizar conocimientos.
1. ¿Define Método de trabajo?
2. ¿A que se dedica el estudio de métodos?
3. ¿Qué es la medición del trabajo?
4. ¿Qué es el tiempo ocioso?
5. ¿Para que sirve el diagrama hombre- máquina?
6. ¿Qué es el diagrama bimanual?
7. ¿En qué consiste el estudio de tiempos?
8. ¿Cuál es el símbolo usado en un diagrama de proceso para una operación y una inspección?
9. ¿Qué es el balanceo de líneas? 10. ¿Cuál es la diferencia entre eficiencia y productividad?
Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 56
Actividad 1. Plan de vida En la siguiente tabla: Anota cuáles son tus metas y como piensas alcanzarlas:
Metas
Plan de acción y estrategias para lograrlas
Académicas
Personales
Cuestionario de retroalimentación unidad 1:
1. ¿Qué es un método de trabajo?
2. ¿Cuál es el esquema para mejorar un método de trabajo?
3. ¿Qué es el estudio de métodos?
4. Describe 5 principios de economía de movimientos
5. ¿Qué es un micromovimiento?
6. Describe 5 therbligs y el símbolo usado para estos
7. ¿Bajo qué criterios deben seleccionarse los trabajos a mejorar?
8. ¿En que consiste el examen crítico del método?
9. ¿Qué son los sistemas de tiempos predeterminados?, menciona 3
10. ¿Cómo funciona el sistema MTM?

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 57
Autoevaluación 1:
1. ¿Considero que adquirí las competencias suficientes respecto a la primera
unidad “Estudio de tiempos predeterminados”
2. ¿Qué calificación me asignaría respecto al grado de comprensión?
3. ¿Qué sugerencias tengo hacia el profesor?
4. ¿Qué sugerencias tengo hacia mis compañeros?
Cuestionario de retroalimentación unidad 2:
1. ¿Qué es la ergonomía?
2. ¿Cuales son las ciencias en que se apoya la ergonomía?
3. ¿Cómo surge la ergonomía?
4. Menciona los factores que analizan los estudios ergonómicos
5. Describe algunos beneficios de la ergonomía
Autoevaluación 2:
1. ¿Considero que adquirí las competencias suficientes respecto a la segunda
unidad “Ergonomía”
2. ¿Qué calificación me asignaría respecto al grado de comprensión?
3. ¿Qué sugerencias tengo hacia el profesor?
4. ¿Qué sugerencias tengo hacia mis compañeros?

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 58
Capítulo V: Matriz
de ponderación y
Rúbricas

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 59
Matriz de Ponderación
Unidad Actividad de Evaluación Puntaje Puntaje
Acumulado
1
Encuesta Inicial,
Examen Diagnóstico,
Actividad 1: Plan de vida
5% 5%
Actividad 2: Exposición 10% 15%
Práctica 1 20% 35%
Práctica 2
10% 45%
Cuestionario de
retroalimentación Unidad 1 0% 45%
Autoevaluación 1 0% 45%
Actividad 3: Conclusión de
Videos 10% 55%
Práctica 3
20% 75%
Cuestionario de
retroalimentación Unidad 2 0% 75%
Autoevaluación 2
0% 75%
Práctica 4
25% 100%
Cuestionario de
retroalimentación Unidad 3 0% 100%
Autoevaluación 3 0% 100%
Total 100%

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 60
Materia: Métodos y sistemas de
trabajo II
Nombre
del
alumno
Nombre del
Profesor Carlos Romero Halfón
Grupo
Fecha:
Competencia Determinar el tiempo estándar
mediante la medición de tiempos
con los sistemas MTM
Actividad
de
Evaluación
Armado de flor en Origami
INDICADORES % CRITERIOS
Excelente Suficiente Insuficiente Diseño del manual
de instrucciones
20% Describe totalmente la
secuencia de pasos a seguir
para realizar el
procedimiento
Describe una secuencia
adecuada de pasos a seguir
para realizar el
procedimiento
No describe la
secuencia de pasos para
realizar el
procedimiento
Armado de la flor 20% El alumno arma la flor de
origami en su totalidad de
manera excelente
El alumno arma la flor de
origami en su totalidad con
limitaciones
El alumno arma la flor
de origami parcialmente
Filmación para
análisis de tiempos
y movimientos
15% El alumno presenta un
video siguiendo los pasos
de su manual de
instrucciones
El alumno presenta un
video siguiendo los pasos
de su manual de
instrucciones
El alumno presenta un
video siguiendo los
pasos de su manual de
instrucciones
Análisis para
reducción de
tiempos y
movimientos
25% El alumno presenta un
análisis detallado de los
movimientos realizados y
los propuestos para reducir
tiempos
El alumno presenta un
análisis parcial de los
movimientos realizados y
los propuestos para reducir
tiempos
El alumno no presenta
el análisis de los
movimientos realizados
y los propuestos para
reducir tiempos
Reporte Escrito 20% Realiza el informe escrito
con limpieza y orden
describiendo:
Hoja de presentación
Introducción
Explicación del proceso
de elaboración
La conclusión a que se
llegó derivado de el
diseño del documento
Realiza el informe escrito
describiendo:
Hoja de presentación
Introducción
Explicación del proceso
de elaboración
La conclusión a que se
llegó derivado de el
diseño del documento
Realiza el informe
escrito describiendo
parcialmente algunos de
los siguientes aspectos
Hoja de presentación
Introducción
Explicación del
proceso de
elaboración
La conclusión a que
se llegó derivado de
el diseño del
documento
100%

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 61
Materia: Métodos y sistemas de
trabajo II
Nombre
del
alumno
Nombre del
Profesor Carlos Romero Halfón
Grupo
Fecha:
Competencia Capacidad de Expresar y
Comunicar ideas,
Trabajo colaborativo
Actividad
de
Evaluación
Investigación y Exposición
Oral por parte del Grupo
INDICADORES %
CRITERIOS
Insuficiente
No cumple los estándares de
desempeño
Suficiente
Criterio aceptable
Excelente
Demuestra un desempeño excepcional
Estructura y
Organización 30%
Introducción
No realiza una introducción
formal.
No presentó los temas de
la exposición.
La introducción revela una
tesis clara y una
presentación de los temas
de discusión.
Una introducción
creativa que captó la
atención de la audiencia
o una tesis imaginativa
y un anticipo de las
ideas para presentarse.
Ideas principales
No presenta las ideas
principales en un orden
lógico.
Presenta las ideas
principales en un orden
lógico.
Las ideas principales
tienen un orden lógico,
original y creativo.
Conclusión
No tiene conclusión, o la
conclusión no resume la
presentación
adecuadamente.
La conclusión recalcó la
tesis y resumió las ideas
presentadas.
La conclusión unió los
varios elementos de un
mensaje memorable.
Duración
requerida
La presentación no cubrió
el tiempo requerido
Cumplió el tiempo
requisito sin pasarse del
límite.
Expresión Oral 20%
Velocidad y
volumen del
habla
El expositor fue difícil de
escuchar o de entender.
Fácil de escuchar y
entender.
La exposición fue
pausada, con un
volumen adecuado y
enfatizando los puntos
principales.
Tono,
articulación y
pronunciación.
La voz o el tono no fueron
adecuados con el propósito
o la presentación.
Uso excesivo de muletillas
para llenar los espacios
vacíos.
Usó una actitud de
conversación pero seria.
La voz sonó natural. Ni
siguió un patrón fijo ni
tampoco sonó monótono.
Pronunció las palabras
clara y correctamente sin
recurrir a los sonidos y
palabras para llenar los
espacios vacíos.
El expositor usó la voz
para aumentar la calidad
emocional de la
presentación.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 62
Características
físicas 15%
Contacto de
ojos
Hizo poco contacto de ojos. Miro al grupo a la hora de
realizar la exposición.
Se dirigió con la mirada
a todos los integrantes
del grupo atrayendo sus
miradas y evitando
distracciones
Postura Usó postura floja. La postura del cuerpo
comunicó confianza.
Postura de poder y
propósito.
Ademanes y
movimiento
Se movía de forma rígida y
no natural.
Empleó ademanes y
movimientos naturales y
efectivos.
Uso apropiado
de contenido y
lenguaje
15%
Lenguaje acorde
a la audiencia y
el propósito
El discursante usó lenguaje,
contenido o ejemplos
inapropiados para la
audiencia.
Los ejemplos y el lenguaje
del discursante reflejaron
consideración para la
audiencia.
Comunicó una
comprensión clara de los
requisitos de la asignación
y del contenido.
Los ejemplos y el
vocabulario eran
creativos y bien
escogidos para la
audiencia dada.
Impacto
general 10%
Energía,
entusiasmo,
sinceridad,
originalidad,
creatividad
El discursante presentó su
mensaje sin una convicción
propia.
El discursante parecía creer
fuertemente en el mensaje
y demostró deseo de que la
audiencia escuchara,
comprendiera y recordara
el mensaje.
La impresión general de
la presentación fue de
interés y creatividad.
Material de
Apoyo
10%
Multimedia,
visuales y audio
Las materiales quitaron
calidad al contenido o
propósito de la
presentación o eran de
calidad baja.
Las materiales apoyaron la
presentación en vez de
alejar de ella. Eran de
calidad, fáciles de ver y de
escuchar.
El discursante integró
creativamente una
variedad de objetos,
cuadros y gráficas para
ampliar el mensaje.
100%

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 63
Materia:
Métodos y sistemas de
trabajo II
Nombre
del
alumno
Nombre del
Profesor Carlos Romero Halfón
Grupo
Fecha:
Resultado de
Aprendizaje
Auto aprendizaje
Pensamiento crítico y reflexivo
Actividad
de
Evaluación
Trabajo de investigación
INDICADORES % CRITERIOS
Insuficiente Suficiente Sobresaliente
Contenido de
Información
40%
El trabajo carece de datos
y/o los datos no son
correctos ni pertinentes.
La información es
parcialmente completa,
correcta y pertinente como
resultado de un trabajo
adecuado de investigación.
Provee información
completa,correcta y
pertinente, la cual es
apoyada claramente
por investigaciones
extensas y detalladas.
Habilidad de
comprensión y
comunicación
escrita de ideas
20%
Demuestra poca
comprensión del tema.
Demuestra una
comprensión general del
tema.
Generalmente expresa las
ideas en forma clara
utilizando ejemplos, un
razonamiento adecuado,
detalles y explicaciones.
Examina el problema desde
más de un punto de vista.
Demuestra una
comprensión profunda y
un conocimiento del
tema de investigación
mediante un análisis
esmerado y reflexivo.
Las ideas son apoyadas
completamente y las
expresa claramente por
el uso de ejemplos,
razones, detalles y
explicaciones.
Examina el problema
desde tres puntos de
vista o más.
Organización
del documento,
ortografía y
vocabulario
20%
No expresa bien las ideas,
las secciones escritas
carecen de una adecuada
organización.
Repleto de errores
gramaticales, de
puntuación, deletreo y del
uso de letras mayúsculas.
Falta una sección
bibliográfica.
El trabajo está escrito en
las propias palabras del
estudiante.
Se observan algunos
problemas de organización
no significativos.
Hay errores de gramática,
puntuación, deletreo y del
uso de letras mayúsculas.
La sección bibliográfica
identifica un número
adecuado de fuentes
primarias y secundarias de
información.
El trabajo está escrito
en las propias palabras
del estudiante con un
vocabulario apropiado.
Utiliza una adecuada
organización escrita
tales como la división
de párrafos, secciones,
capítulos y transiciones
de una forma efectiva.
El trabajo contiene muy
pocos errores de
gramática, puntuación,
deletreo y del uso de
letras mayúsculas.
La sección bibliográfica
identifica una variedad
de fuentes primarias y
secundarias de
información.

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 64
Ayudas visuales 10%
Las ayudas visuales no
facilitan la comprensión del
contenido y el mensaje
central.
El trabajo es apoyado por
el uso de ayudas visuales.
Existen algunos errores
gráficos o de diseño (p. e.
falta una mayor
explicación de las
imágenes).
Las ayudas visuales
están hechas con lujo a
detalle y dan poder al
trabajo escrito. Las
gráficas, tablas,
cuadros, diagramas,
imágenes y modelos
son totalmente útiles y
claramente explicados.
Presentación 10%
El trabajo carece de una
presentación y
organización y no cumple
los elementos requeridos.
Tiene una buena
presentación. Por lo
general, luce ordenado y
los errores son mínimos o
tiene algunas omisiones en
los elementos requeridos.
Un trabajo bien
presentado que incluye
todos los elementos
requeridos. La
apariencia general es
organizada y
profesional.
100%

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 65
Bibliografía
Tecnología de la organización industrial
José María Lasheras, Aurelio Abancens
Ediciones CEDEL
Ingeniería Industrial y Administración
Una nueva perspectiva
Philip E. Hicks
CECSA
Ingeniería de métodos
Freddy Alfonso Durán
http://www.monografias.com/trabajos37/tiempos-predeterminados/tiempos-
predeterminados2.shtml

Universidad Tecnológica de Puebla
Métodos y sistemas de trabajo II
Ing. Carlos Romero Halfón
Pág. 66
Resolución Práctica 2
No Descripción del movimiento
Sistema MTM
Tiempo en c.h.
1 Alargar el brazo 0.0107
2 Coger la pluma 0.0027
3 Acercar la pluma 0.0107
4 Situar pluma sobre el papel 0.0049
5 Hacer 1er trazo de X 0.0039
6 Situar la pluma 0.0039
7 Hacer 2° trazo de X 0.0039
8 Llevar pluma a su lugar 0.0141
9 Poner pluma en su lugar 0.0039
10 Dejar la pluma 0.0014
11 Acercar el brazo 0.0107
Total 0.0708
1. Pluma
2. Hoja
3. Mesa de trabajo
4. Operario
3
4
2
1
40cm.
20cm.





























