Embed Size (px)
Citation preview
Método de ponderación numérica de estado tribológico de aceites lubricantes 1de 33
Método de Ponderación Numérica de estado tribológico de aceites lubricantes Esteban Lantos – Ingeniero Químico, Tribólogo - Laboratorio Lantos – [email protected] Damián Rodríguez Olaiz – Ingeniero de Lubricación – Mobil – [email protected] Sergei Sidorenko - Ingeniero de Turbomaquinarias – PAE – [email protected] Abstract Hoy en día, cuando el Mantenimiento por Condición vuelve ser una practica común, aparece la necesidad de cuantificar los distintos parámetros de las máquinas para poder automatizar el proceso de toma de decisiones de mantenimiento. Este trabajo es una aproximación al problema y los autores invitan a los especialistas en materia de lubricación, ingenieros, técnicos, etc. a participar en el desarrollo del método, para mejorar su aplicación en la industria. Desarrollo
Se propone el método bien conocido de ponderación de variables, como la base de evaluación numérica de estado tribológico de máquinas y aceites utilizados en ellas.
Además, todos los Parámetros de aceite, determinados por un análisis de
laboratorio, se evalúan en escala de 0 a 1. Este Método de evaluación permite: - Unificar el criterio de evaluación e interpretación de los resultados de análisis, - Permitir que el análisis sea entendible no solo para los especialistas, sino para
el resto del equipo de Operación y Mantenimiento,
- Integrar la información de estado de aceite a los Sistemas de Monitoreo de Condición, que lo pueden usar en su base de datos para toma de decisiones automatizadas,
- El “Mapa de Aceite” desarrollado con este Método facilita la visualización de
los “Problemas” y mecanismos de degradación, que experimenta la carga lubricante,
- Determinar el “Peso” relativo de cada componente evaluado como parte de un
Sistema, y finalmente el estado de “Salud” de un aceite, en función del estado de sus componentes.
Cada Parámetro (Variable) representa alguna o varias propiedades del aceite,
como por ejemplo, Viscosidad, TAN, Contenido de Agua, etc. Para determinar el peso relativo de cada Parámetro se usa el Método de
Priorización de Variables, desarrollado en base de una matriz, que permite obtener el “Peso” ó Coeficiente de Ponderación (CP) de cada componente.
La suma de los CP de un aceite (como un Sistema) es igual a 1.

Método de ponderación numérica de estado tribológico de aceites lubricantes 2de 33
En función del estado de cada Parámetro, a través de las Curvas de Evaluación, se obtiene el Valor de Condición de Parámetro o VCP.
Los valores de VCP pueden variar entre 0 y 1, siendo 0 – el valor que adquiere el
Parámetro, cuando llega a su límite condenatorio y 1 – el valor, correspondiente al Parámetro en estado de aceite nuevo.
La sumatoria de los VCP ponderados denominada como el Valor de Condición
del Sistema o VCS seria el valor numérico del Estado del Sistema (aceite). Este valor también varía entre 0 y 1:
( 1 ) Siendo: N- numero de variables en consideración, VCPI – Valor de Condición de Parámetro “I”, por ej TAN CPI – Coeficiente de Ponderación del Parámetro. Algunos Parámetros pueden ser compuestos de varios Subparámetros y ser
evaluados por dos o más variables. Estos Subparámetros también se ponderan dentro de su Parámetro a través de sus respectivos Factores de Peso o FP´s.
La suma de Factores de Peso de Subparámetros dentro de cada Parámetro
también es igual a 1. Entonces la formula del Valor de Condición de un Parámetro compuesto, ponderando las condiciones de Subparámetros será:
( 2 ) Siendo: K- numero de Subparámetros en consideración, VCSPJ – Valor de Condición de Subarámetro “J”, por ej. Tendencia de TAN, FPJ – Factor de Peso del Subparámetro. El Valor de Condición de cada Subarámetro también varía entre 0 y 1. De esta manera todos los componentes evaluados de aceite (Parámetros y
Subparámetros), así como el valor final de estado, pueden variar en un rango de 0 a 1, que permite su instantánea evaluación e interpretación por el Operador, personal de mantenimiento y por los Sistemas de Monitoreo de Condición automáticos.
Además el estado de aceites de distintos modelos de máquinas y hasta con
distintos tipos de aceite se puede comparar entre si, para hacer una lista de prioridad para el mantenimiento correctivo
Para evaluación mas rápida todavía, se propone agrupar los resultados (tanto de
Parámetros, Subparámetros o del Sistema) en cinco Categorías de Estado (Niveles de Alerta), que facilitan la toma de decisiones y ayudan a formular las recomendaciones particulares.
Se propone la siguiente matriz de evaluación, tanto para Parámetros y
Subparámetros, como también para el Sistema entero. Los valores de borde para cada Nivel de Alerta son orientativos y pueden variar según criterio del usuario:
∑=
×=N
III CPVCPVCS
1
∑=
×=K
JJJ FPVCSPVCP
1
Método de ponderación numérica de estado tribológico de aceites lubricantes 3de 33
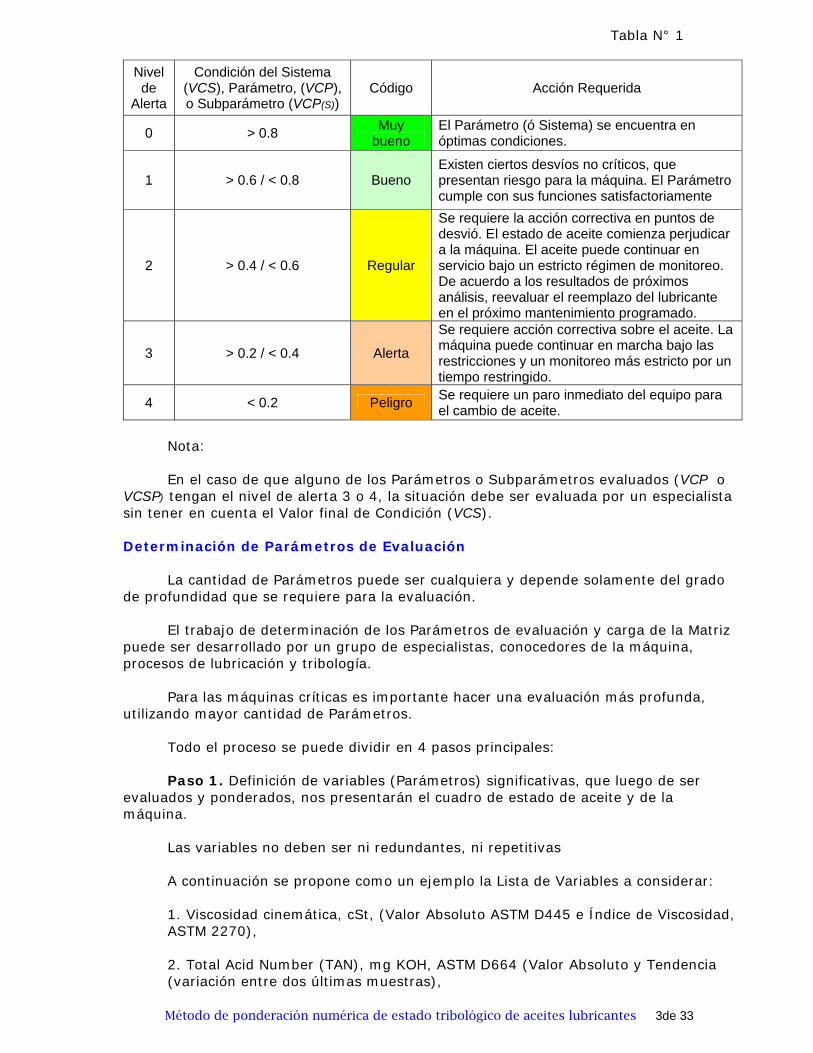
Tabla N° 1
Nivel de
Alerta
Condición del Sistema (VCS), Parámetro, (VCP), o Subparámetro (VCP(S))
Código Acción Requerida
0 > 0.8 Muy bueno
El Parámetro (ó Sistema) se encuentra en óptimas condiciones.
1 > 0.6 / < 0.8 Bueno Existen ciertos desvíos no críticos, que presentan riesgo para la máquina. El Parámetro cumple con sus funciones satisfactoriamente
2 > 0.4 / < 0.6 Regular
Se requiere la acción correctiva en puntos de desvió. El estado de aceite comienza perjudicar a la máquina. El aceite puede continuar en servicio bajo un estricto régimen de monitoreo. De acuerdo a los resultados de próximos análisis, reevaluar el reemplazo del lubricante en el próximo mantenimiento programado.
3 > 0.2 / < 0.4 Alerta
Se requiere acción correctiva sobre el aceite. La máquina puede continuar en marcha bajo las restricciones y un monitoreo más estricto por un tiempo restringido.
4 < 0.2 Peligro Se requiere un paro inmediato del equipo para el cambio de aceite.
Nota: En el caso de que alguno de los Parámetros o Subparámetros evaluados (VCP o
VCSP) tengan el nivel de alerta 3 o 4, la situación debe ser evaluada por un especialista sin tener en cuenta el Valor final de Condición (VCS).
Determinación de Parámetros de Evaluación
La cantidad de Parámetros puede ser cualquiera y depende solamente del grado
de profundidad que se requiere para la evaluación. El trabajo de determinación de los Parámetros de evaluación y carga de la Matriz
puede ser desarrollado por un grupo de especialistas, conocedores de la máquina, procesos de lubricación y tribología.
Para las máquinas críticas es importante hacer una evaluación más profunda,
utilizando mayor cantidad de Parámetros. Todo el proceso se puede dividir en 4 pasos principales: Paso 1. Definición de variables (Parámetros) significativas, que luego de ser
evaluados y ponderados, nos presentarán el cuadro de estado de aceite y de la máquina.
Las variables no deben ser ni redundantes, ni repetitivas A continuación se propone como un ejemplo la Lista de Variables a considerar: 1. Viscosidad cinemática, cSt, (Valor Absoluto ASTM D445 e Índice de Viscosidad, ASTM 2270), 2. Total Acid Number (TAN), mg KOH, ASTM D664 (Valor Absoluto y Tendencia (variación entre dos últimas muestras),
Método de ponderación numérica de estado tribológico de aceites lubricantes 4de 33
3. Espectroscopia de Infrarrojos, FTIR (Oxidación, Nitración, Sulfatación, Hollín), 4. Colorimetría MPC. 5. Espectroscopia de Emisión Atómica, EAA, ASTM D6595 (Aditivos), 6. Espectroscopia EAA, ASTM D6595 (Desgaste), 7. Espectroscopia EAA, ASTM D6595 (Contaminantes), 8. Formación de Espuma, ASTM D892 (Secuencia II), 9. Contenido de Agua, ASTM D95, 10. Código de Conteo de Partículas, ISO 4406, Rangos de tamaños >4 / >6 / >10 / >14 / >21 / > 38 / y >70
Nota:
Para algunas aplicaciones especiales pueden ser usados, entre otros, los
siguientes Parámetros de aceite:
- El cambio de Color Estabilizado después de Corrosión al Cobre ASTM D 130; - Demulsibilidad ASTM D 1401,
- Test de Eliminación de Aire AEG KANIS N° 58A/3, etc.
Paso 2. Construcción de la Matriz de Priorización de Variables N x N, donde
N – es el número de variables en consideración, ver Tabla N°2 Nota: Los valores presentados abajo, son para un ejemplo, y no necesariamente
representan alguna marca específica de aceite. Paso 3. Definir la puntuación de cada Variable Y --> X (Y influye en X, donde Y –
el eje vertical y X – el eje horizontal), en función de su relación e influencia mutua sobre las demás variables elegidas.
La puntuación se determina según siguiente escala: 0 = No influye, 1 = Influye poco, 2 = Influye mucho. Nota: Para una mayor precisión se puede usar escalas de puntuación 0 a 5 ó 0 a 10. La sumatoria de cada Parámetro en X significa su Influencia y en Y – su
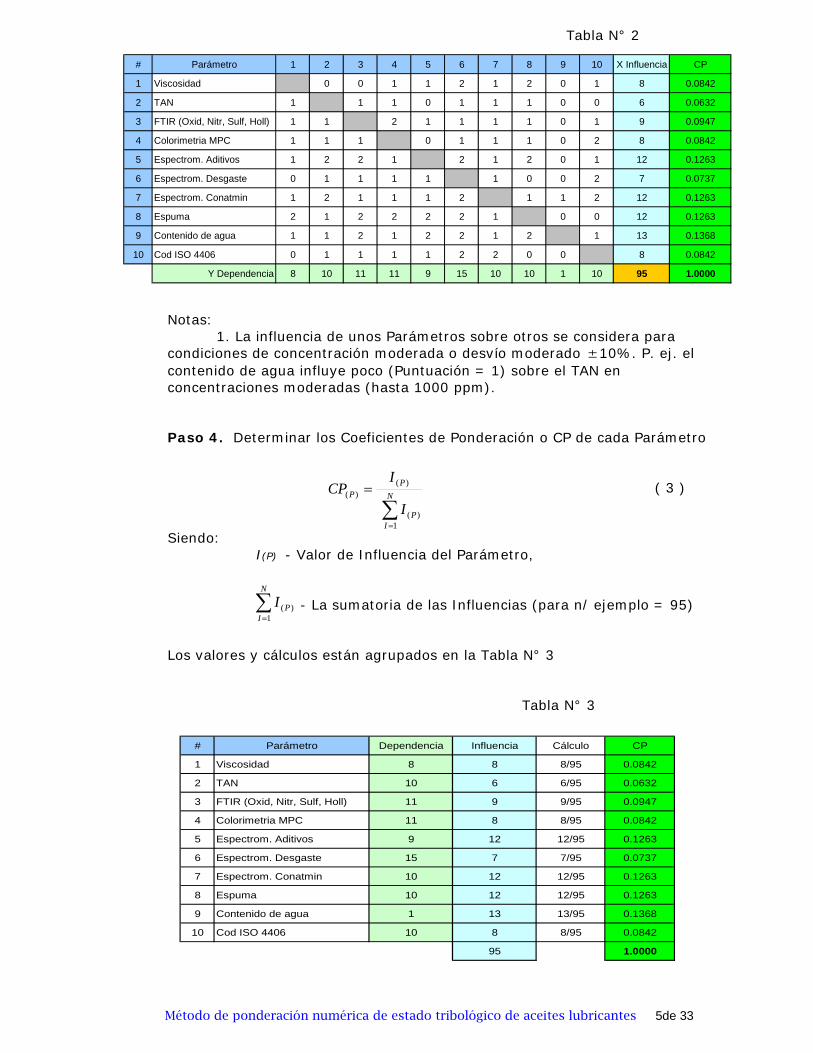
Dependencia sobre los demás parámetros de la matriz. Entonces evaluando las influencias mutuas de los Parámetros, determinados en
el Paso 1, la Matriz tendrá el siguiente aspecto:
Método de ponderación numérica de estado tribológico de aceites lubricantes 5de 33
Tabla N° 2
Notas:
1. La influencia de unos Parámetros sobre otros se considera para condiciones de concentración moderada o desvío moderado ±10%. P. ej. el contenido de agua influye poco (Puntuación = 1) sobre el TAN en concentraciones moderadas (hasta 1000 ppm).
Paso 4. Determinar los Coeficientes de Ponderación o CP de cada Parámetro ( 3 ) Siendo: I(P) - Valor de Influencia del Parámetro, - La sumatoria de las Influencias (para n/ ejemplo = 95) Los valores y cálculos están agrupados en la Tabla N° 3 Tabla N° 3
∑=
= N
IP
PP
I
ICP
1)(
)()(
∑=
N
IPI
1)(
# Parámetro 1 2 3 4 5 6 7 8 9 10 X Influencia CP
1 Viscosidad 0 0 1 1 2 1 2 0 1 8 0.0842
2 TAN 1 1 1 0 1 1 1 0 0 6 0.0632
3 FTIR (Oxid, Nitr, Sulf, Holl) 1 1 2 1 1 1 1 0 1 9 0.0947
4 Colorimetria MPC 1 1 1 0 1 1 1 0 2 8 0.0842
5 Espectrom. Aditivos 1 2 2 1 2 1 2 0 1 12 0.1263
6 Espectrom. Desgaste 0 1 1 1 1 1 0 0 2 7 0.0737
7 Espectrom. Conatmin 1 2 1 1 1 2 1 1 2 12 0.1263
8 Espuma 2 1 2 2 2 2 1 0 0 12 0.1263
9 Contenido de agua 1 1 2 1 2 2 1 2 1 13 0.1368
10 Cod ISO 4406 0 1 1 1 1 2 2 0 0 8 0.0842
Y Dependencia 8 10 11 11 9 15 10 10 1 10 95 1.0000
# Parámetro Dependencia Influencia Cálculo CP
1 Viscosidad 8 8 8/95 0.0842
2 TAN 10 6 6/95 0.0632
3 FTIR (Oxid, Nitr, Sulf, Holl) 11 9 9/95 0.0947
4 Colorimetria MPC 11 8 8/95 0.0842
5 Espectrom. Aditivos 9 12 12/95 0.1263
6 Espectrom. Desgaste 15 7 7/95 0.0737
7 Espectrom. Conatmin 10 12 12/95 0.1263
8 Espuma 10 12 12/95 0.1263
9 Contenido de agua 1 13 13/95 0.1368
10 Cod ISO 4406 10 8 8/95 0.0842
95 1.0000
Método de ponderación numérica de estado tribológico de aceites lubricantes 6de 33
En este ejemplo se puede observar que los Parámetros como el Contenido de
Agua, Aditivos y Contaminantes son factores de mayor influencia sobre el estado de aceite.
En cambio los Parámetros como Contenido de elementos de Desgaste, TAN y
Oxidación (determinada por FTIR) son altamente dependientes de otros factores.
Curvas de Evaluación de los Parámetros Cada Parámetro (variable), sea una propiedad física o química del lubricante,
puede ser evaluada a través de su Curva de Evaluación, construida con el mejor criterio de conocimiento de esta variable.
Aunque las distintas propiedades del aceite se comportan a menudo de manera
muy compleja, el estado de cada uno de los parámetros se puede representar simplificadamente con una curva lineal, en una escala de 0 a 1.
Tanto la lista de Parámetros, como los valores limite (y por ende las Curvas de
Evaluación), pueden variar dependiendo del objetivo que tiene el usuario. Si se trata de un sistema de preaviso, como es de costumbre en los Sistemas de
Monitoreo de Condición contemporáneos, al límite, donde el Valor de Condición de Parámetro es igual a 0, se le asigna valores con un cierto margen de seguridad con respecto a sus limites condenatorios. De esta forma se puede anticipar una acción correctiva para revertir la situación actual, antes de llegar a la situación de riesgo.
Por otro lado, si se usan aceites de alta gama (como por. ej. aceites sintéticos),
el reemplazo del lubricante puede tener un impacto económico considerable. Si se pretende extender lo máximo posible la vida útil del lubricante, los valores limite para las Curvas de Evaluación de los Parámetros serán iguales a los condenatorios.
Los fabricantes de máquinas, por lo general, suministran información referente a
los límites condenatorios para cada Parámetro de aceite, que puede constituir la base para la construcción de las Curvas de Evaluación.
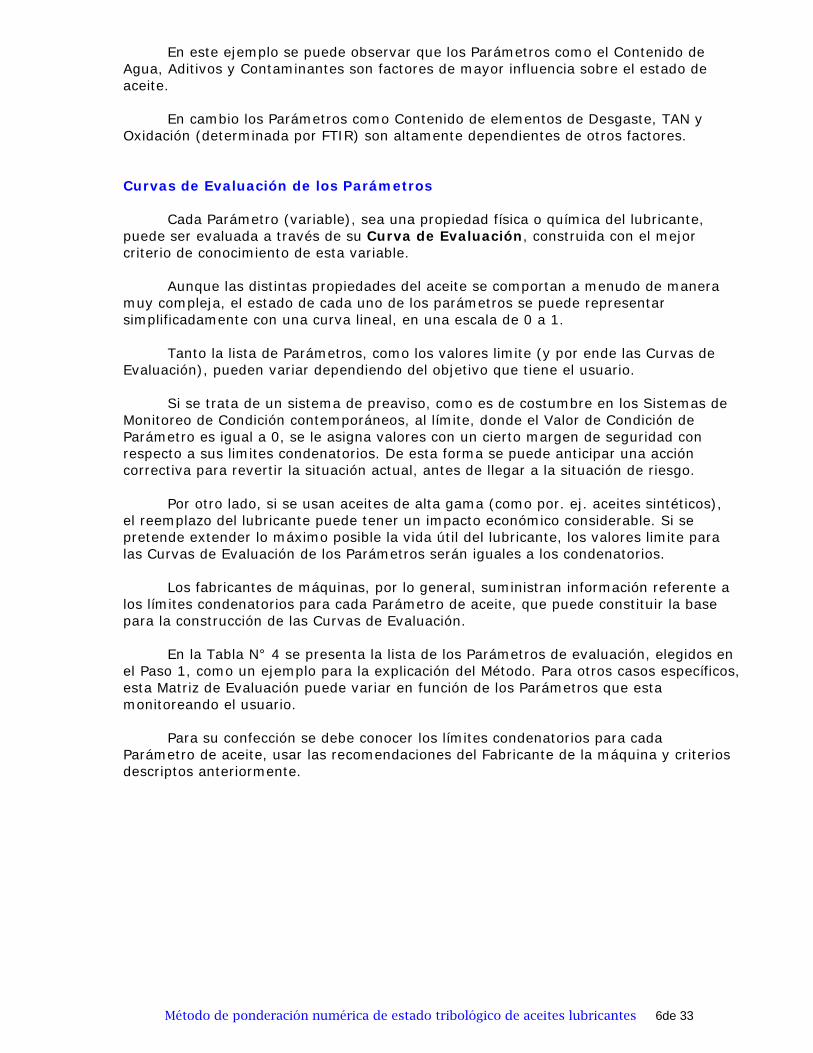
En la Tabla N° 4 se presenta la lista de los Parámetros de evaluación, elegidos en
el Paso 1, como un ejemplo para la explicación del Método. Para otros casos específicos, esta Matriz de Evaluación puede variar en función de los Parámetros que esta monitoreando el usuario.
Para su confección se debe conocer los límites condenatorios para cada
Parámetro de aceite, usar las recomendaciones del Fabricante de la máquina y criterios descriptos anteriormente.
Método de ponderación numérica de estado tribológico de aceites lubricantes 7de 33
Tabla N° 4
N° p/o Parametro Subparametro Abrev. Unidad Limite VCP = 1
Limite VCP = 0 Comentario
Viscosidad V cSt V aceite nuevo
-10% ó +10% ASTM D445
Indice de Viscosidad IV s/u 110 90 ASTM D2270
Absoluto TANabs 0.1 0.6
Tendencia TAN Δ * 0 0.4
Oxidación FTIR Oxid
Nitración FTIR Nitr
Sulfatación FTIR Sulf
Hollin FTIR Holl
4 Colorimetria MPC N/A MPC s/u 10 60 Test de Membrana
MPC
P AdP 20 0Zn AdZn
Ca AdCa
Cu DesAbsCu
Sn DesAbsSn
Pb DesAbsPb
Fe DesAbsFe
[ΔCu] Des Δ Cu
[ΔSn] Des Δ Sn
[ΔPb] Des Δ Pb
[ΔFe] Des Δ Fe
Na ConNa
Si ConSi
Tendencia Es (Ten) vol 50 300
Estabilidad Es (Est) vol 0 20
Tiempo Estabilización Es (TE) seg 30 120
9 H2O ppmw 0 1500 ASTM D95
> 4 μm 320 1300 > 6 μm 80 320 >14 μm 20 80 >21 μm 10 40 >38 μm 5 20 >70 μm 3 10
numero entero
Conteo Particulas s/Codigo ISO 4406 -
1999
Contenido de Agua
10
Conte
o Par
ticula
s ISO
44
06 NP
8
Form
ación
Es
puma ASTM D892,
Secuencia II
8 Espectroscopia EAA ASTM D65957
Espe
ctros
c Co
ntami
n.
ppm 0
4 Espectroscopia
EAA ASTM D6595 Se elige el valor min
de PCV entre el Valor Absoluto y el
de Tendencia 2
6
Espe
ctros
copia
De
sgas
te, A
bsolu
to
ppm
0
Espe
ctros
copia
De
sg., T
ende
ncia.
*
0
Espectroscopia EAA ASTM D65954 0
5
Espe
ctros
copia
Adit
ivos
ppm
Se elige el valor min de PCV entre
TANabs y TANΔ
3 FTIR abs / 0.1 mm 0 0.12 Espectrometria FT-
IR
2 TAN mg KOH
1 Viscosidad
Método de ponderación numérica de estado tribológico de aceites lubricantes 8de 33
Nota: * - se refiere a una variación del valor por 1000 hs de servicio, con
intervalo entre análisis no menor a 500 hs. Se puede observar que algunos Parámetros compuestos, como el FTIR, cuentan
con más que una variable o Subparámetro. En este documento también se describe la forma de ponderación de los Subparámetros, dentro de sus respectivos Parámetros.
Nota: Hay que tener en cuenta que algunos parámetros críticos, como TAN o
Viscosidad, por si solos pueden inhabilitar la continuidad del uso del lubricante en la máquina, al llegar estos a sus limites condenatorios, sin importar el valor de Condición VCS final.
Descripción de las Variables.
1. Viscosidad El Parámetro Viscosidad se puede subdividir en dos Subparámetros:
- La Viscosidad propiamente dicha, con Factor de Peso FPV = 0.6
- El Índice de Viscosidad, con Factor de Peso FPIV = 0.4
Es decir que al Subparámetro Viscosidad (en este ejemplo) se le asigna un mayor peso dentro del Parámetro que al Índice de Viscosidad.
El Valor de Condición de Viscosidad puede ser determinado por la formula (2),
usando los Factores de Peso, mencionados anteriormente. ( 4.1 ) Siendo: VCSPV y VCSPIV – Valores de Condición de Subparámetros de Viscosidad e
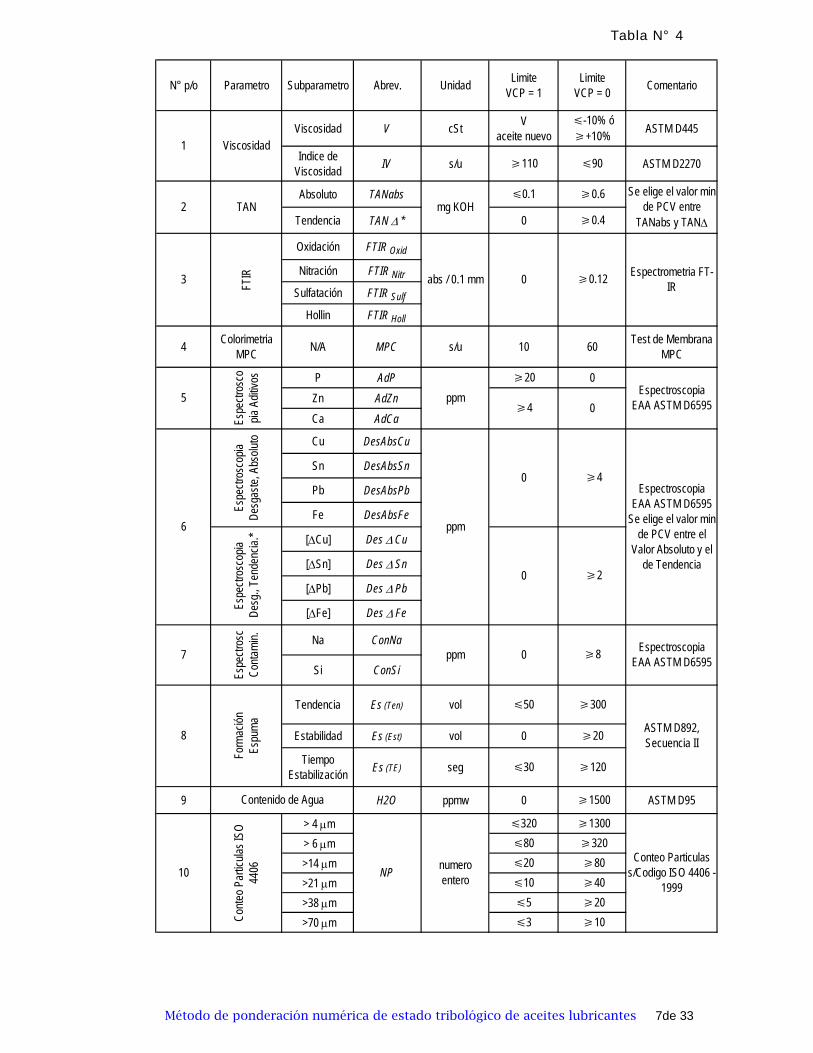
Índice de Viscosidad respectivamente. Para el Subparámetro Viscosidad se propone una curva parabólica de evaluación.
Para los valores límite de VCSPV, presentados en la Tabla N° 4, el grafico tendrá el siguiente aspecto (en este ejemplo la Viscosidad inicial del aceite es de 32 cSt):
Fig. 1
IVIVVVV FPVCSPFPVCSPVCP ×+×=
Viscosidad
0.6836
0.00.10.20.30.40.50.60.70.80.91.0
28 29 30 31 32 33 34 35 36cSt
VCSP
2
0
)1(1001VVxY −×−=
Método de ponderación numérica de estado tribológico de aceites lubricantes 9de 33
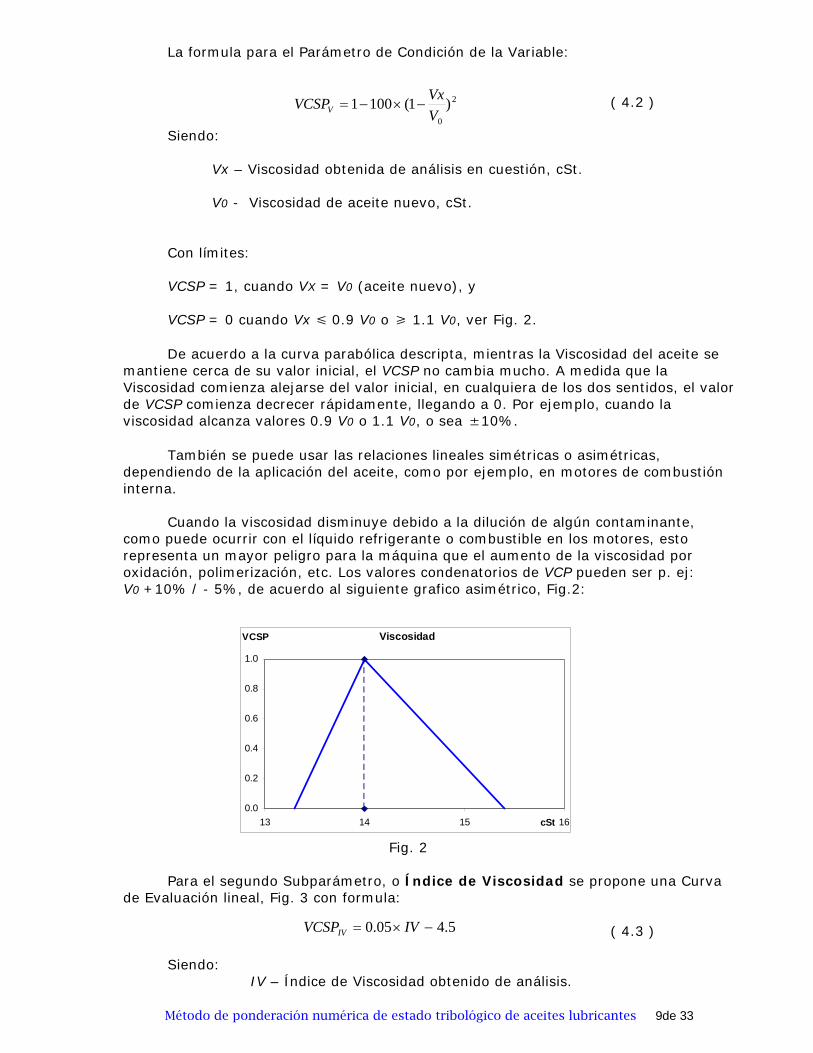
La formula para el Parámetro de Condición de la Variable: ( 4.2 ) Siendo: Vx – Viscosidad obtenida de análisis en cuestión, cSt.
V0 - Viscosidad de aceite nuevo, cSt. Con límites: VCSP = 1, cuando VX = V0 (aceite nuevo), y VCSP = 0 cuando Vx 0.9 V0 o 1.1 V0, ver Fig. 2. De acuerdo a la curva parabólica descripta, mientras la Viscosidad del aceite se
mantiene cerca de su valor inicial, el VCSP no cambia mucho. A medida que la Viscosidad comienza alejarse del valor inicial, en cualquiera de los dos sentidos, el valor de VCSP comienza decrecer rápidamente, llegando a 0. Por ejemplo, cuando la viscosidad alcanza valores 0.9 V0 o 1.1 V0, o sea ±10%.
También se puede usar las relaciones lineales simétricas o asimétricas,
dependiendo de la aplicación del aceite, como por ejemplo, en motores de combustión interna.
Cuando la viscosidad disminuye debido a la dilución de algún contaminante,
como puede ocurrir con el líquido refrigerante o combustible en los motores, esto representa un mayor peligro para la máquina que el aumento de la viscosidad por oxidación, polimerización, etc. Los valores condenatorios de VCP pueden ser p. ej: V0 +10% / - 5%, de acuerdo al siguiente grafico asimétrico, Fig.2:
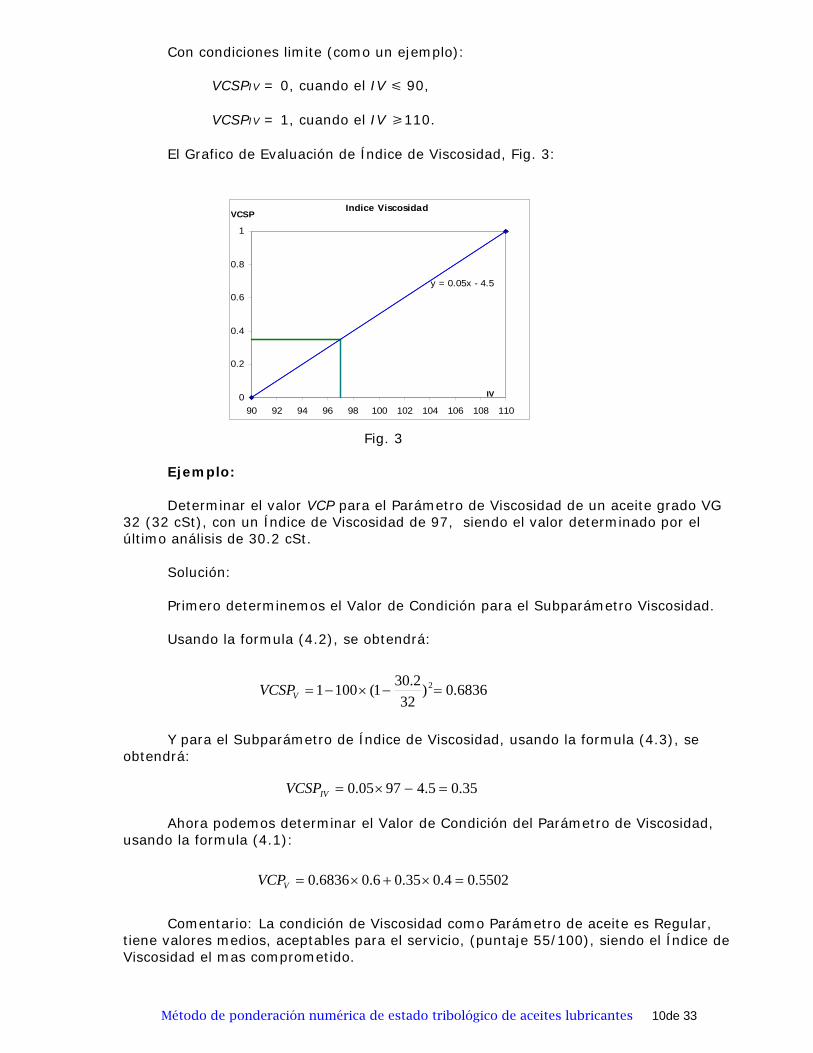
Fig. 2 Para el segundo Subparámetro, o Índice de Viscosidad se propone una Curva
de Evaluación lineal, Fig. 3 con formula: ( 4.3 ) Siendo: IV – Índice de Viscosidad obtenido de análisis.
2
0
)1(1001VVxVCSPV −×−=
5.405.0 −×= IVVCSPIV
Viscosidad
0.0
0.2
0.4
0.6
0.8
1.0
13 14 15 16cSt
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 10de 33
Con condiciones limite (como un ejemplo):
VCSPIV = 0, cuando el IV 90, VCSPIV = 1, cuando el IV 110. El Grafico de Evaluación de Índice de Viscosidad, Fig. 3:
Fig. 3
Ejemplo: Determinar el valor VCP para el Parámetro de Viscosidad de un aceite grado VG
32 (32 cSt), con un Índice de Viscosidad de 97, siendo el valor determinado por el último análisis de 30.2 cSt.
Solución: Primero determinemos el Valor de Condición para el Subparámetro Viscosidad. Usando la formula (4.2), se obtendrá: Y para el Subparámetro de Índice de Viscosidad, usando la formula (4.3), se
obtendrá: Ahora podemos determinar el Valor de Condición del Parámetro de Viscosidad,
usando la formula (4.1): Comentario: La condición de Viscosidad como Parámetro de aceite es Regular,
tiene valores medios, aceptables para el servicio, (puntaje 55/100), siendo el Índice de Viscosidad el mas comprometido.
6836.0)32
2.301(1001 2=−×−=VVCSP
35.05.49705.0 =−×=IVVCSP
5502.04.035.06.06836.0 =×+×=VVCP
Indice Viscosidad
y = 0.05x - 4.5
0
0.2
0.4
0.6
0.8
1
90 92 94 96 98 100 102 104 106 108 110
IV
VCSP

Método de ponderación numérica de estado tribológico de aceites lubricantes 11de 33
2. Total Acid Number (TAN) Como se puede observar en la Tabla N° 4, el Parámetro TAN también se
subdivide en dos Subparámetros:
- Valor absoluto, TANabs, - dato de análisis, o valor actual, - Valor normalizado de variación de TAN en 1000 hs de servicio (tendencia), [ TANΔ ].
A diferencia de la Viscosidad, estos Subparámetros no se ponderan entre si, sino,
al ser calculados, se elije el que tiene menor valor numérico. Esto tiene sentido si se requiere determinar no solamente el estado actual, sino también la tendencia de evolución del Parámetro:
VCPTAN = MIN ( VCSPTANabs; VCSPTANΔ ) ( 5.1 )
Siendo:
VCSPTANabs – Valor de Condición de Subparámetro TANabs,
VCSPTANΔ − Valor de Condición de Subparámetro [ TANΔ ] Para el Subparámetro absoluto TANabs, se propone una Curva de
Evaluación, Fig. 4, con siguientes límites: VCSPTANabs = 1, cuando TANabs 0.1 (mg KOH), VCSPTANabs = 0, cuando TANabs 0.6 (mg KOH). Fig. 4 La formula para el VCSP de TAN absoluto: ( 5.2 ) Para el Subparámetro de variación de TANΔ, se propone una Curva de
Evaluación, Fig. 5, con límites:
VCSPTANΔ = 1, cuando variación de TANΔ en 1000 hs es igual a 0, VCSPTANΔ = 0, cuando variación de TANΔ en 1000 hs es +0.4.
TANabsVCSP ×−= 22.1TANabs
TAN ABS
y = -2x + 1.2
0
0.2
0.4
0.6
0.8
1
0.1 0.2 0.3 0.4 0.5 0.6TANabs
VCSP

Método de ponderación numérica de estado tribológico de aceites lubricantes 12de 33
Nota:
Se recomienda usar este Subparámetro de evaluación, si el periodo entre análisis no es demasiado pequeño. Se recomienda períodos mayores a 500 hs., ya que el resultado de análisis del Laboratorio contiene un porcentaje de dispersión (error) y normalizar este valor sobre la base de tiempo pequeño puede maximizar el error de cálculo (ver siguiente ejemplo). Esto se debe tener en cuenta en todos los Parámetros donde se valoriza la Tendencia.
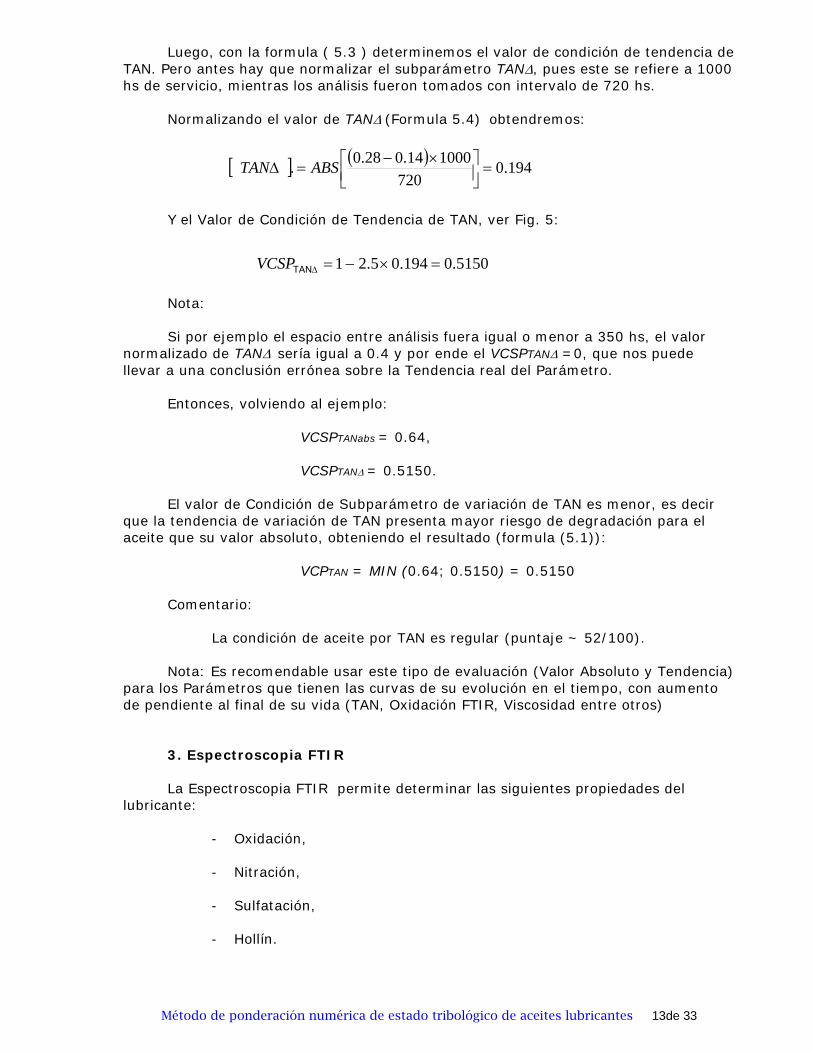
Fig. 5 La formula para el VCP de variación de TAN:
( 5.3 )
El valor de [TANΔ] (normalizado) se refiere a un intervalo de 1000 hs de servicio.
Si el intervalo entre los análisis es diferente a 1000 hs, y mayor a 500 hs, se usará la formula de normalización de valor TANΔ:
( 5.4 ) Siendo:
TAN(X) y TAN(X-1) – Valores de TAN en mg KOH de último y penúltimo análisis, y ΔTa – Intervalo entre análisis (en horas de operación).
Ejemplo: Determinar el valor VCP para el Parámetro TAN, siendo el valor arrojado por el
último análisis = 0.28, el penúltimo = 0.14 (mg KOH) y el intervalo entre los análisis de 720 hs.
Solución: Usando la formula ( 5.2 ), obtendremos el Valor de Condición actual del
Subparámetro TANabs, ver Fig. 4: 64.028.022.1 =×−=TANabsVCSP
[ ] ( )⎥⎦⎤
⎢⎣⎡
Δ×−
=Δ −
TaTANTAN
ABSTAN xx 1000. 1
[ ]Δ×−=Δ TANVCSP 5.21TAN
TAN TENDENCIA
y = -2.5x + 1
0
0.2
0.4
0.6
0.8
1
0 0.1 0.2 0.3 0.4TANΔ
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 13de 33
Luego, con la formula ( 5.3 ) determinemos el valor de condición de tendencia de
TAN. Pero antes hay que normalizar el subparámetro TANΔ, pues este se refiere a 1000 hs de servicio, mientras los análisis fueron tomados con intervalo de 720 hs.
Normalizando el valor de TANΔ (Formula 5.4) obtendremos: Y el Valor de Condición de Tendencia de TAN, ver Fig. 5: Nota:
Si por ejemplo el espacio entre análisis fuera igual o menor a 350 hs, el valor normalizado de TANΔ sería igual a 0.4 y por ende el VCSPTANΔ =0, que nos puede llevar a una conclusión errónea sobre la Tendencia real del Parámetro.
Entonces, volviendo al ejemplo: VCSPTANabs = 0.64, VCSPTANΔ = 0.5150. El valor de Condición de Subparámetro de variación de TAN es menor, es decir que la tendencia de variación de TAN presenta mayor riesgo de degradación para el aceite que su valor absoluto, obteniendo el resultado (formula (5.1)): VCPTAN = MIN (0.64; 0.5150) = 0.5150
Comentario: La condición de aceite por TAN es regular (puntaje ~ 52/100).
Nota: Es recomendable usar este tipo de evaluación (Valor Absoluto y Tendencia) para los Parámetros que tienen las curvas de su evolución en el tiempo, con aumento de pendiente al final de su vida (TAN, Oxidación FTIR, Viscosidad entre otros)
3. Espectroscopia FTIR La Espectroscopia FTIR permite determinar las siguientes propiedades del
lubricante:
- Oxidación, - Nitración,
- Sulfatación,
- Hollín.
[ ] ( ) 194.0720
100014.028.0. =⎥⎦⎤
⎢⎣⎡ ×−
=Δ ABSTAN
5150.0194.05.21 =×−=ΔTANVCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 14de 33
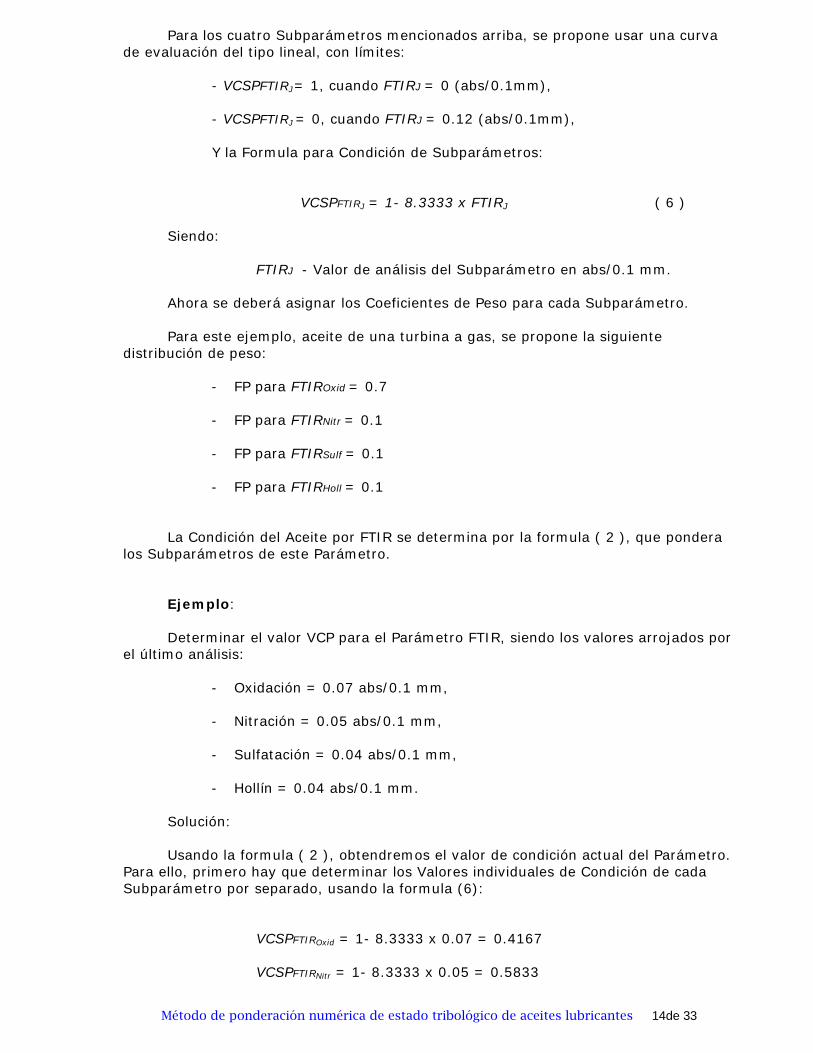
Para los cuatro Subparámetros mencionados arriba, se propone usar una curva de evaluación del tipo lineal, con límites:
- VCSPFTIRJ = 1, cuando FTIRJ = 0 (abs/0.1mm), - VCSPFTIRJ = 0, cuando FTIRJ = 0.12 (abs/0.1mm), Y la Formula para Condición de Subparámetros:
VCSPFTIRJ = 1- 8.3333 x FTIRJ ( 6 ) Siendo: FTIRJ - Valor de análisis del Subparámetro en abs/0.1 mm. Ahora se deberá asignar los Coeficientes de Peso para cada Subparámetro. Para este ejemplo, aceite de una turbina a gas, se propone la siguiente
distribución de peso:
- FP para FTIROxid = 0.7 - FP para FTIRNitr = 0.1
- FP para FTIRSulf = 0.1
- FP para FTIRHoll = 0.1
La Condición del Aceite por FTIR se determina por la formula ( 2 ), que pondera
los Subparámetros de este Parámetro. Ejemplo: Determinar el valor VCP para el Parámetro FTIR, siendo los valores arrojados por
el último análisis:
- Oxidación = 0.07 abs/0.1 mm, - Nitración = 0.05 abs/0.1 mm,
- Sulfatación = 0.04 abs/0.1 mm,
- Hollín = 0.04 abs/0.1 mm.
Solución: Usando la formula ( 2 ), obtendremos el valor de condición actual del Parámetro.
Para ello, primero hay que determinar los Valores individuales de Condición de cada Subparámetro por separado, usando la formula (6):
VCSPFTIROxid = 1- 8.3333 x 0.07 = 0.4167
VCSPFTIRNitr = 1- 8.3333 x 0.05 = 0.5833
Método de ponderación numérica de estado tribológico de aceites lubricantes 15de 33
VCSPFTIRSulfr = 1- 8.3333 x 0.04 = 0.6667 VCSPFTIRHoll = 1- 8.3333 x 0.04 = 0.6667
Ahora podemos determinar el Valor de Condición de aceite por FTIR usando los
Factores de Peso de cada Subparámetro mencionados arriba y la formula (2): Comentario: Los propiedades de aceite ya muestran los signos de envejecimiento,
siendo el valor de oxidación es el mas comprometido. Estado general - Regular. 4. Colorimetría MPC (Membrane Patch Colorimetry) Aunque este Parámetro es relativamente nuevo y todavía se encuentra en vías
de estandarización por ASTM, este Parámetro puede brindar información valiosa sobre la formación de lacas y barnices en la carga de aceite. Su sencilla metodología permite hacer análisis de campo, que facilita el monitoreo de tendencias si se practica una purificación del aceite.
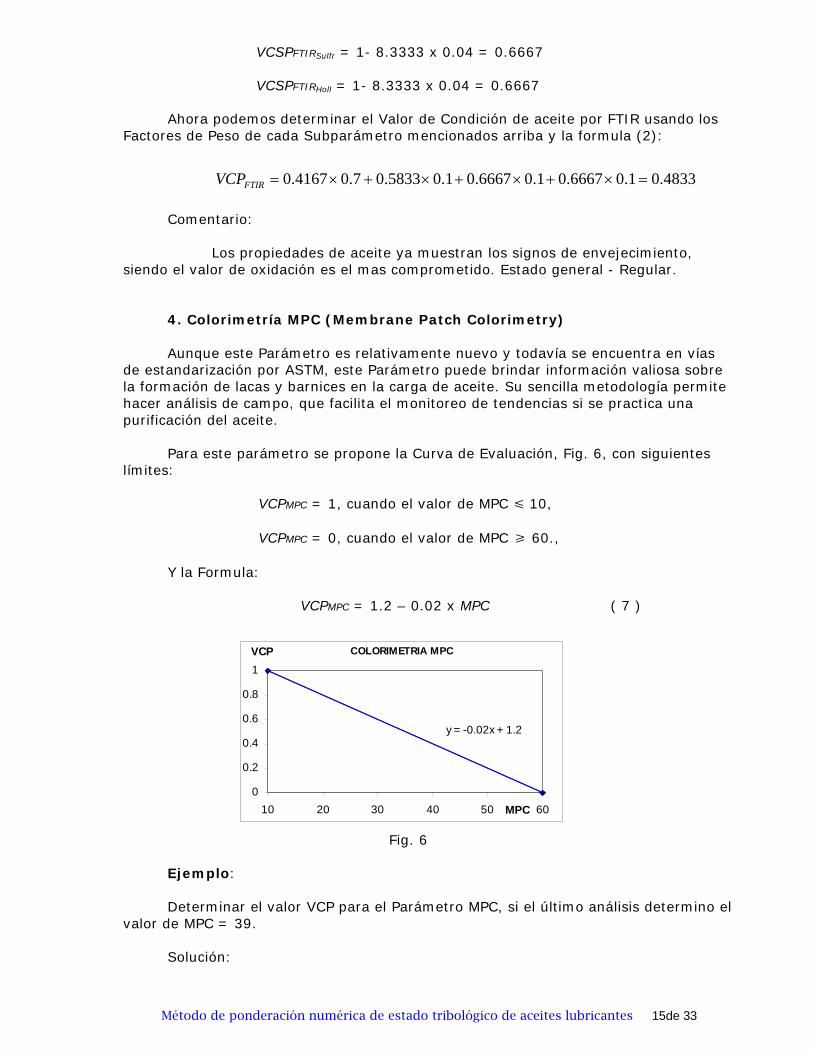
Para este parámetro se propone la Curva de Evaluación, Fig. 6, con siguientes
límites:
VCPMPC = 1, cuando el valor de MPC 10, VCPMPC = 0, cuando el valor de MPC 60.,
Y la Formula:
VCPMPC = 1.2 – 0.02 x MPC ( 7 ) Fig. 6 Ejemplo: Determinar el valor VCP para el Parámetro MPC, si el último análisis determino el
valor de MPC = 39. Solución:
4833.01.06667.01.06667.01.05833.07.04167.0 =×+×+×+×=FTIRVCP
COLORIMETRIA MPC
y = -0.02x + 1.2
0
0.2
0.4
0.6
0.8
1
10 20 30 40 50 60MPC
VCP
Método de ponderación numérica de estado tribológico de aceites lubricantes 16de 33
Usando la formula ( 7 ), obtendremos el valor de condición actual del Parámetro:
VCPMPC = 1.2 – 0.02 x 39 = 0.42 Comentario: La condición del aceite determinada por el test de MPC es regular,
(puntaje 42/100), se encuentra cercano al límite de Código de Alerta Nivel 3 (ver Tabla N° 1). Es necesario programar la purificación del aceite a corto plazo.
5. Espectroscopia de Emisión Atómica de Aditivos Permite determinar el contenido de elementos que componen los aditivos del
aceite. En este ejemplo se usará los valores pertenecientes a un aceite ISO VG 32, que
posee aditivos de extrema presión en base de Fósforo (P), con agregado de Zinc (Zn) y Calcio (Ca).
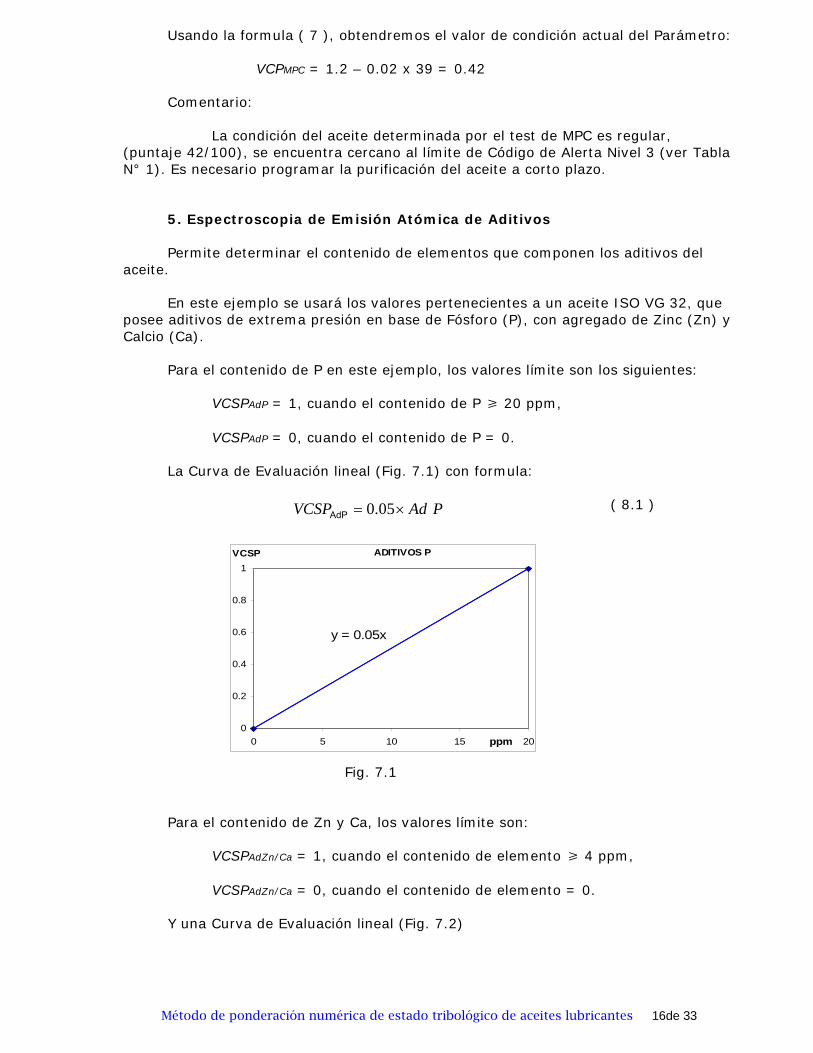
Para el contenido de P en este ejemplo, los valores límite son los siguientes: VCSPAdP = 1, cuando el contenido de P 20 ppm, VCSPAdP = 0, cuando el contenido de P = 0. La Curva de Evaluación lineal (Fig. 7.1) con formula: ( 8.1 )
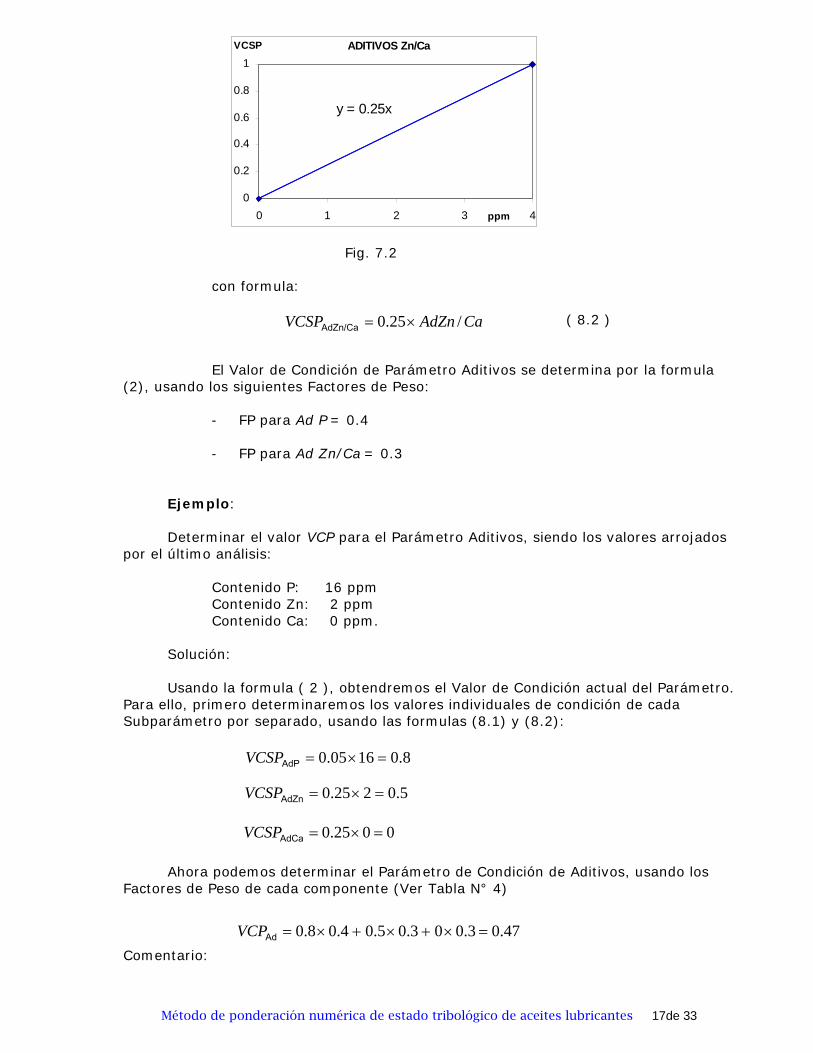
Fig. 7.1 Para el contenido de Zn y Ca, los valores límite son: VCSPAdZn/Ca = 1, cuando el contenido de elemento 4 ppm, VCSPAdZn/Ca = 0, cuando el contenido de elemento = 0. Y una Curva de Evaluación lineal (Fig. 7.2)
PAdVCSP ×= 05.0AdP
ADITIVOS P
y = 0.05x
0
0.2
0.4
0.6
0.8
1
0 5 10 15 20ppm
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 17de 33
Fig. 7.2
con formula: ( 8.2 ) El Valor de Condición de Parámetro Aditivos se determina por la formula
(2), usando los siguientes Factores de Peso:
- FP para Ad P = 0.4 - FP para Ad Zn/Ca = 0.3
Ejemplo: Determinar el valor VCP para el Parámetro Aditivos, siendo los valores arrojados
por el último análisis: Contenido P: 16 ppm Contenido Zn: 2 ppm Contenido Ca: 0 ppm. Solución: Usando la formula ( 2 ), obtendremos el Valor de Condición actual del Parámetro.
Para ello, primero determinaremos los valores individuales de condición de cada Subparámetro por separado, usando las formulas (8.1) y (8.2):
Ahora podemos determinar el Parámetro de Condición de Aditivos, usando los
Factores de Peso de cada componente (Ver Tabla N° 4)
Comentario:
CaAdZnVCSP /25.0 ×=AdZn/Ca
8.01605.0 =×=AdPVCSP
5.0225.0 =×=AdZnVCSP
0025.0 =×=AdCaVCSP
47.03.003.05.04.08.0 =×+×+×=AdVCP
ADITIVOS Zn/Ca
y = 0.25x
0
0.2
0.4
0.6
0.8
1
0 1 2 3 4ppm
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 18de 33
Como podemos observar en este ejemplo, el desempeño del aceite en lo que se refiere a los Aditivos es regular (puntaje = 47/100), con agotamiento total del Calcio.
Espectroscopia de Emisión Atómica de Desgaste Permite determinar el contenido de metales de desgaste. Esta categoría, a pesar
de estar relacionada directamente con el estado de la máquina (tasa de desgaste de componentes), debe ser incluida a la evaluación, ya que ciertos metales de desgaste, como el Cu, Sn o Pb, actúan como catalizadores o aceleradores de la oxidación del lubricante.
Aunque este análisis tiene sus limitaciones en lo que se refiere al tamaño de las
partículas detectadas, ya que no detecta partículas mayores a 8 micrones, la presencia de partículas de menor tamaño es un indicador efectivo de presencia de partículas de desgaste mayores.
Dependiendo del modelo de la máquina, particularidades de diseño y materiales
usados para su construcción, tanto el grupo de materiales de desgaste, como sus límites aceptables pueden variar. Para este ejemplo se consideran como elementos de desgaste, los valores en ppm de:
- Cu / Sn / Pb / Fe
Se propone la manera de evaluación por dos parámetros:
- valor absoluto, - tendencia normalizada (Incremento en 1000 hs)
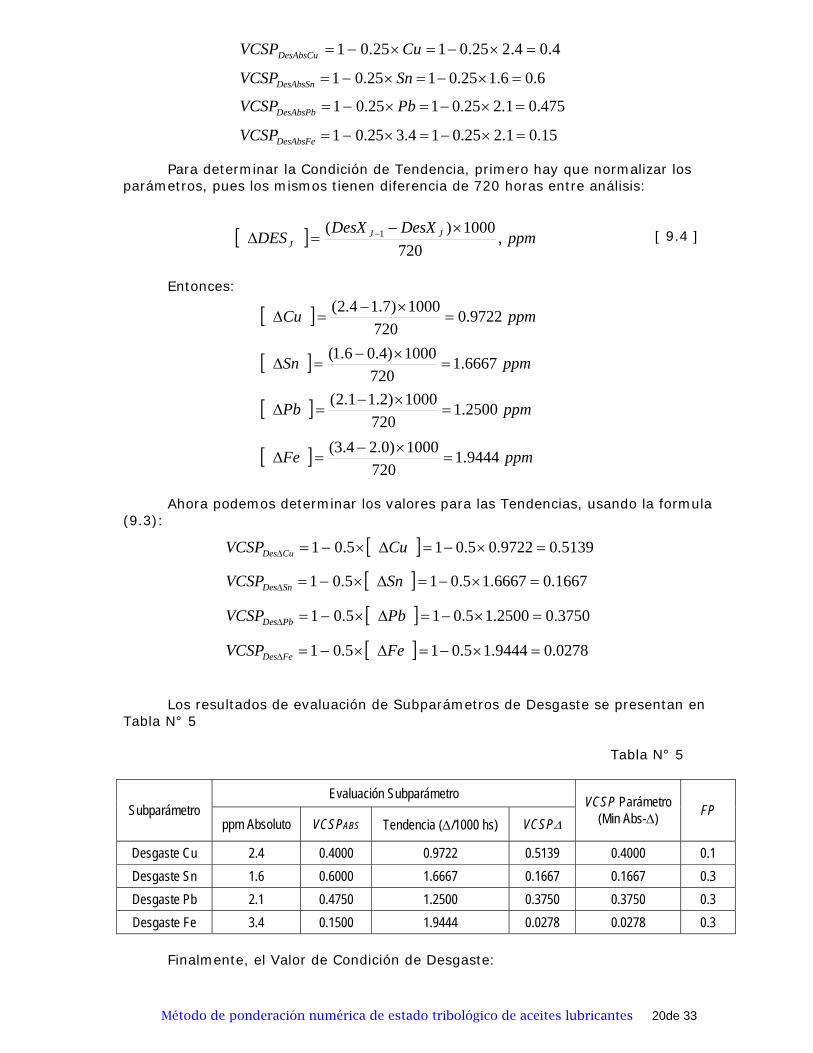
Para ambos Subparámetros las Curvas de Evaluación son lineales, Fig. 8.1, 8.2: Entre los dos Subparámetros determinados independientemente se elige la
condición peor, o sea la que tiene el menor valor de VCP: ( 9.1 ) Para los Valores absolutos la formula de la Curva de Evaluación: ( 9.2 ) Siendo: Des(J abs) - Valor de contenido del elemento determinado por el análisis de
laboratorio, en ppm. La Curva de Evaluación tiene las siguientes propiedades (limites):
VCSPDesAbs = 0, cuando el contenido de elementos 4 ppm, VCSPDesAbs = 1, cuando el contenido de elementos = 0.
Para el Valor de Tendencia:
)(25,01 absJDesAbs DesVCSP ×−=
);( Δ= DesDesAbsDes VCSPVCSPMINVCP
Método de ponderación numérica de estado tribológico de aceites lubricantes 19de 33
( 9.3 ) Siendo: [XJ-1 – XJ] – valores normalizados (para 1000 hs) de variación de
contenido del elemento entre análisis. Y valores limite:
VCSPDesΔ = 0, cuando el aumento es 2 ppm, VCSPDesΔ = 1, cuando el aumento es = 0.
Fig. 8.1 Fig. 8.2 Una vez determinados los VCSP de cada componente, el Valor de Condición del
Parámetro (Aditivos) se determina por la fórmula (2), usando los siguientes Factores de Peso:
- FP para DesCu = 0.1 - FP para DesPb/Sn/Fe = 0.3
Ejemplo: Determinar el valor VCP para los elementos de Desgaste, siendo los valores de
contenido arrojados por el último análisis: Cu = 2.4 ppm Sn = 1.6 ppm Pb = 2.1 ppm Fe = 3.4 ppm En el análisis anterior (720 hs de marcha antes) se obtuvo los siguientes valores:
Cu = 1.7 ppm Sn = 0.4 ppm Pb = 1.2 ppm Fe = 2.0 ppm Determinemos la condición de cada Subparámetro, usando la formula (9.2) para
valores absolutos:
[ ]JJDes XXVCSP −×−= −Δ 15.01
Desgaste Abs Cu/Sn/Pb/Fe
y = -0.25x + 1
0
0.2
0.4
0.6
0.8
1
0 1 2 3 4ppm
VCSP Desgaste Incr. Cu/Sn/Pb/Fe
y = -0.5x + 1
0
0.2
0.4
0.6
0.8
1
0 1 2ppm
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 20de 33
Para determinar la Condición de Tendencia, primero hay que normalizar los
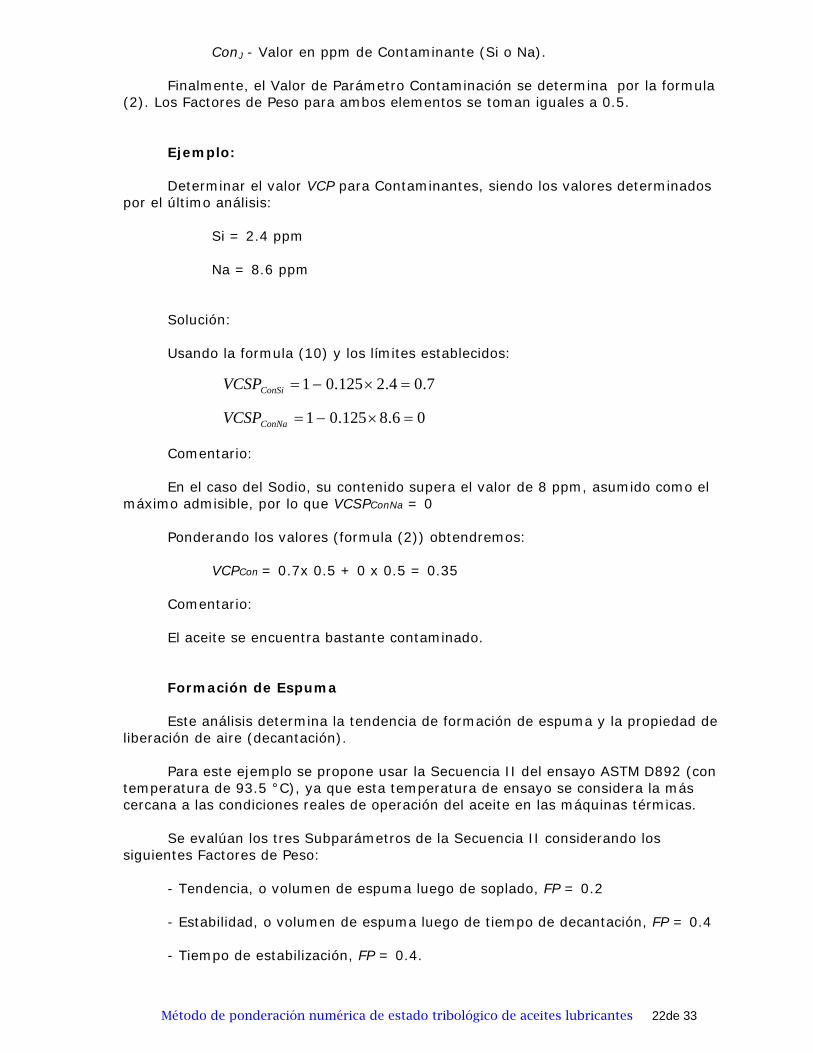
parámetros, pues los mismos tienen diferencia de 720 horas entre análisis: [ 9.4 ] Entonces: Ahora podemos determinar los valores para las Tendencias, usando la formula
(9.3): Los resultados de evaluación de Subparámetros de Desgaste se presentan en
Tabla N° 5 Tabla N° 5
Evaluación Subparámetro Subparámetro
ppm Absoluto VCSPABS Tendencia (Δ/1000 hs) VCSPΔ VCSP Parámetro
(Min Abs-Δ) FP
Desgaste Cu 2.4 0.4000 0.9722 0.5139 0.4000 0.1 Desgaste Sn 1.6 0.6000 1.6667 0.1667 0.1667 0.3 Desgaste Pb 2.1 0.4750 1.2500 0.3750 0.3750 0.3 Desgaste Fe 3.4 0.1500 1.9444 0.0278 0.0278 0.3
Finalmente, el Valor de Condición de Desgaste:
4.04.225.0125.01 =×−=×−= CuVCSPDesAbsCu
6.06.125.0125.01 =×−=×−= SnVCSPDesAbsSn
475.01.225.0125.01 =×−=×−= PbVCSPDesAbsPb
15.01.225.014.325.01 =×−=×−=DesAbsFeVCSP
[ ] ppmDesXDesXDES JJJ ,
7201000)( 1 ×−
=Δ −
[ ] ppmCu 9722.0720
1000)7.14.2(=
×−=Δ
[ ] 5139.09722.05.015.01 =×−=Δ×−=Δ CuVCSP CuDes
[ ] 1667.06667.15.015.01 =×−=Δ×−=Δ SnVCSP SnDes
[ ] 3750.02500.15.015.01 =×−=Δ×−=Δ PbVCSP PbDes
[ ] 0278.09444.15.015.01 =×−=Δ×−=Δ FeVCSP FeDes
[ ] ppmSn 6667.1720
1000)4.06.1(=
×−=Δ
[ ] ppmPb 2500.1720
1000)2.11.2(=
×−=Δ
[ ] ppmFe 9444.1720
1000)0.24.3(=
×−=Δ
Método de ponderación numérica de estado tribológico de aceites lubricantes 21de 33
Como hemos mencionado anteriormente, este Parámetro está más relacionado
con el estado de la máquina, aunque también devela indirectamente problemas de lubricación, especialmente cuando este parámetro tiene un valor bajo.
Comentario: Como podemos observar en este ejemplo, el estado de la máquina, en lo que se
refiere al desgaste, es bastante grave (puntaje ~ 21/100) debido a una alta tasa de aumento (tendencia) de Hierro (Fe) – 1,94 ppm, valor cercano al límite establecido (2 ppm), y presencia de metales blancos (Pb y Sn), componentes de aleaciones tipo Babbitt usados para los cojinetes.
Espectroscopia de Emisión Atómica de Contaminantes Permite determinar el contenido de elementos pertenecientes al grupo de
contaminantes. A modo de ejemplo se usaron los siguientes elementos: - Si – Sílice, elemento presente en el polvo de tierra. Contamina el sistema de
lubricación de la máquina con partículas abrasivas, entrando a través de los sellos laberínticos a los alojamientos de los cojinetes y de ahí al tanque de aceite.
- Na – Sodio, elemento presente en el polvo de la tierra y en aire en ambientes
marítimos. Al ingresar al sistema de lubricación suele acumularse con horas de servicio, actuando como un agente corrosivo. No puede ser extraído mediante filtraciones.
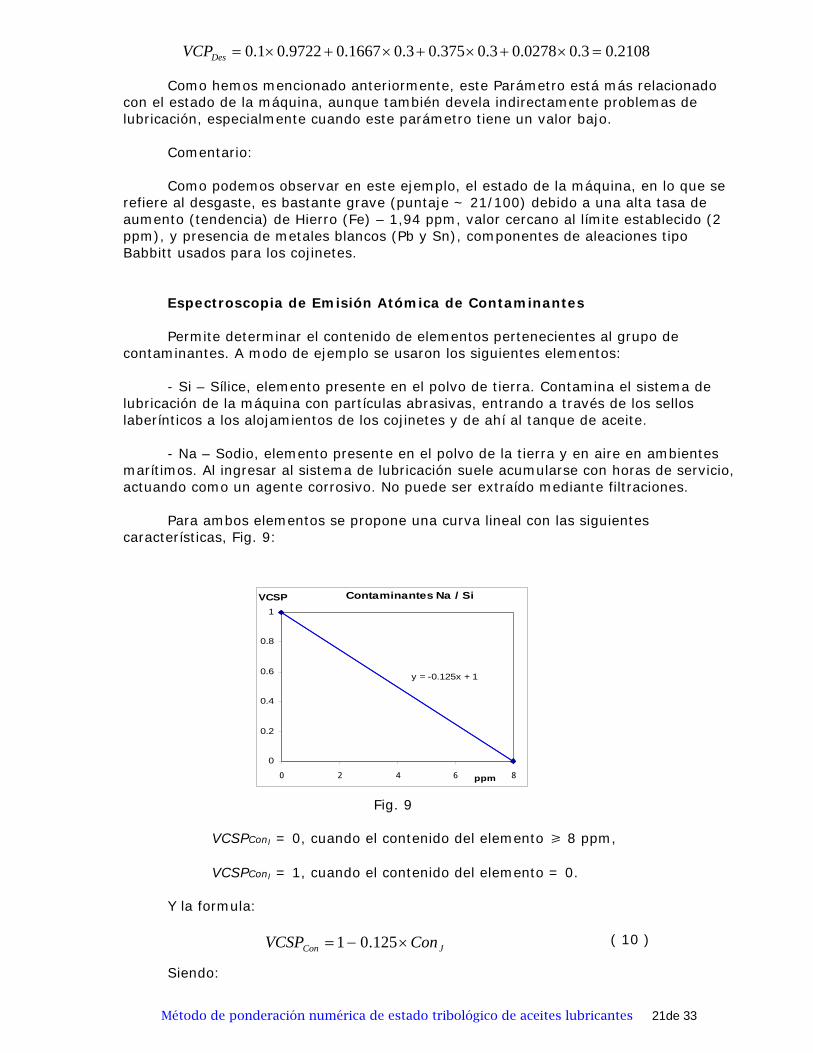
Para ambos elementos se propone una curva lineal con las siguientes
características, Fig. 9: Fig. 9
VCSPConI = 0, cuando el contenido del elemento 8 ppm, VCSPConI = 1, cuando el contenido del elemento = 0.
Y la formula: ( 10 ) Siendo:
2108.03.00278.03.0375.03.01667.09722.01.0 =×+×+×+×=DesVCP
JCon ConVCSP ×−= 125.01
Contaminantes Na / Si
y = -0.125x + 1
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8ppm
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 22de 33
ConJ - Valor en ppm de Contaminante (Si o Na). Finalmente, el Valor de Parámetro Contaminación se determina por la formula
(2). Los Factores de Peso para ambos elementos se toman iguales a 0.5. Ejemplo: Determinar el valor VCP para Contaminantes, siendo los valores determinados
por el último análisis: Si = 2.4 ppm Na = 8.6 ppm Solución: Usando la formula (10) y los límites establecidos: Comentario: En el caso del Sodio, su contenido supera el valor de 8 ppm, asumido como el
máximo admisible, por lo que VCSPConNa = 0 Ponderando los valores (formula (2)) obtendremos:
VCPCon = 0.7x 0.5 + 0 x 0.5 = 0.35 Comentario: El aceite se encuentra bastante contaminado. Formación de Espuma Este análisis determina la tendencia de formación de espuma y la propiedad de
liberación de aire (decantación). Para este ejemplo se propone usar la Secuencia II del ensayo ASTM D892 (con
temperatura de 93.5 °C), ya que esta temperatura de ensayo se considera la más cercana a las condiciones reales de operación del aceite en las máquinas térmicas.
Se evalúan los tres Subparámetros de la Secuencia II considerando los
siguientes Factores de Peso: - Tendencia, o volumen de espuma luego de soplado, FP = 0.2 - Estabilidad, o volumen de espuma luego de tiempo de decantación, FP = 0.4 - Tiempo de estabilización, FP = 0.4.
7.04.2125.01 =×−=ConSiVCSP
06.8125.01 =×−=ConNaVCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 23de 33
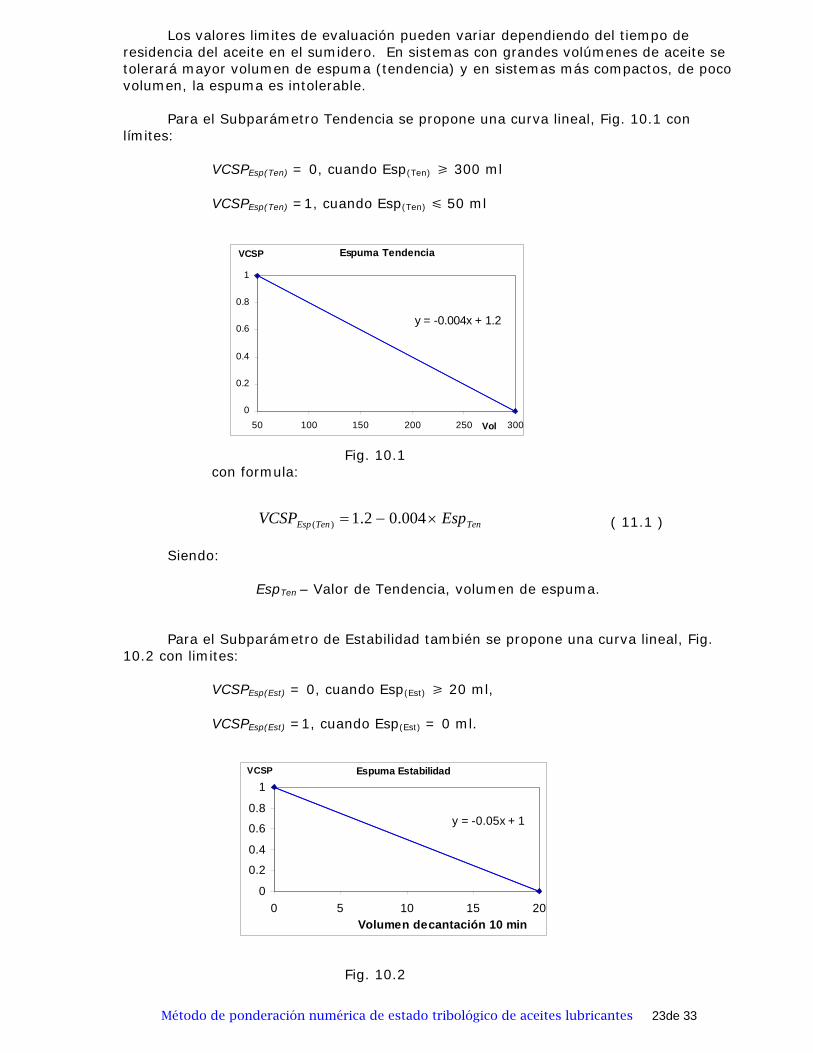
Los valores limites de evaluación pueden variar dependiendo del tiempo de residencia del aceite en el sumidero. En sistemas con grandes volúmenes de aceite se tolerará mayor volumen de espuma (tendencia) y en sistemas más compactos, de poco volumen, la espuma es intolerable.
Para el Subparámetro Tendencia se propone una curva lineal, Fig. 10.1 con
límites: VCSPEsp(Ten) = 0, cuando Esp(Ten) 300 ml
VCSPEsp(Ten) =1, cuando Esp(Ten) 50 ml Fig. 10.1
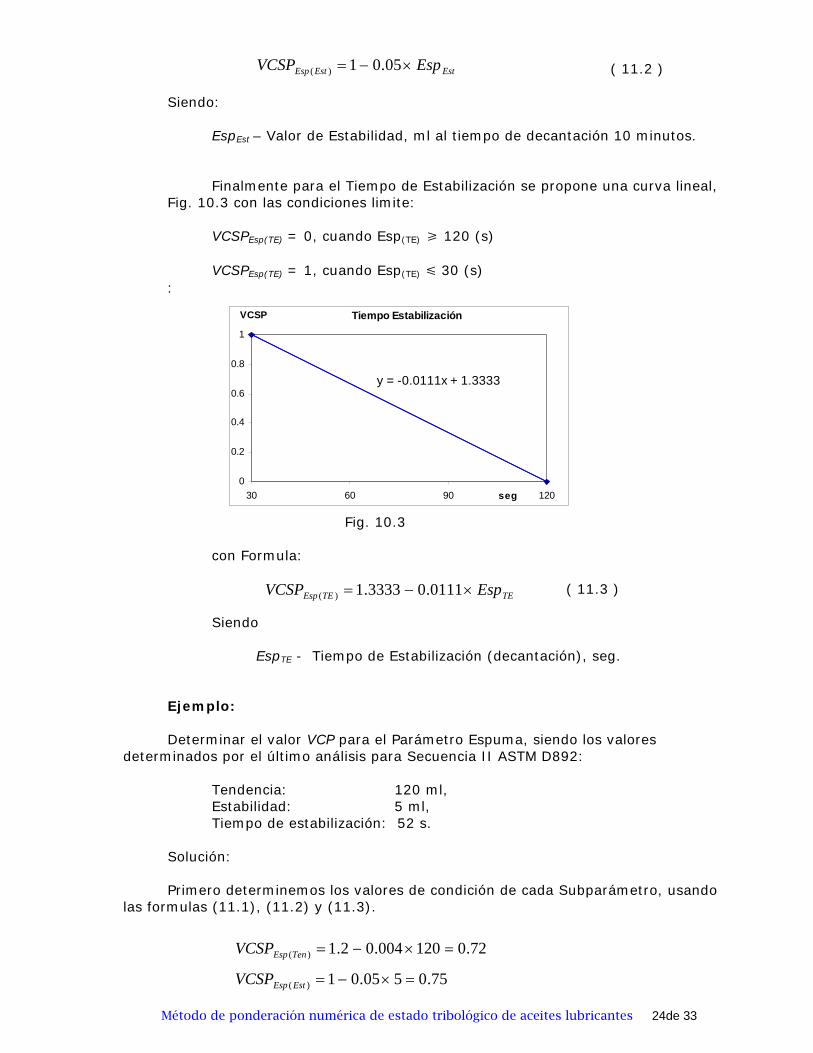
con formula: ( 11.1 ) Siendo: EspTen – Valor de Tendencia, volumen de espuma. Para el Subparámetro de Estabilidad también se propone una curva lineal, Fig.
10.2 con limites: VCSPEsp(Est) = 0, cuando Esp(Est) 20 ml,
VCSPEsp(Est) =1, cuando Esp(Est) = 0 ml. Fig. 10.2
TenTenEsp EspVCSP ×−= 004.02.1)(
Espuma Tendencia
y = -0.004x + 1.2
0
0.2
0.4
0.6
0.8
1
50 100 150 200 250 300Vol
VCSP
Espuma Estabilidad
y = -0.05x + 1
0
0.2
0.4
0.6
0.8
1
0 5 10 15 20Volumen decantación 10 min
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 24de 33
( 11.2 ) Siendo: EspEst – Valor de Estabilidad, ml al tiempo de decantación 10 minutos.
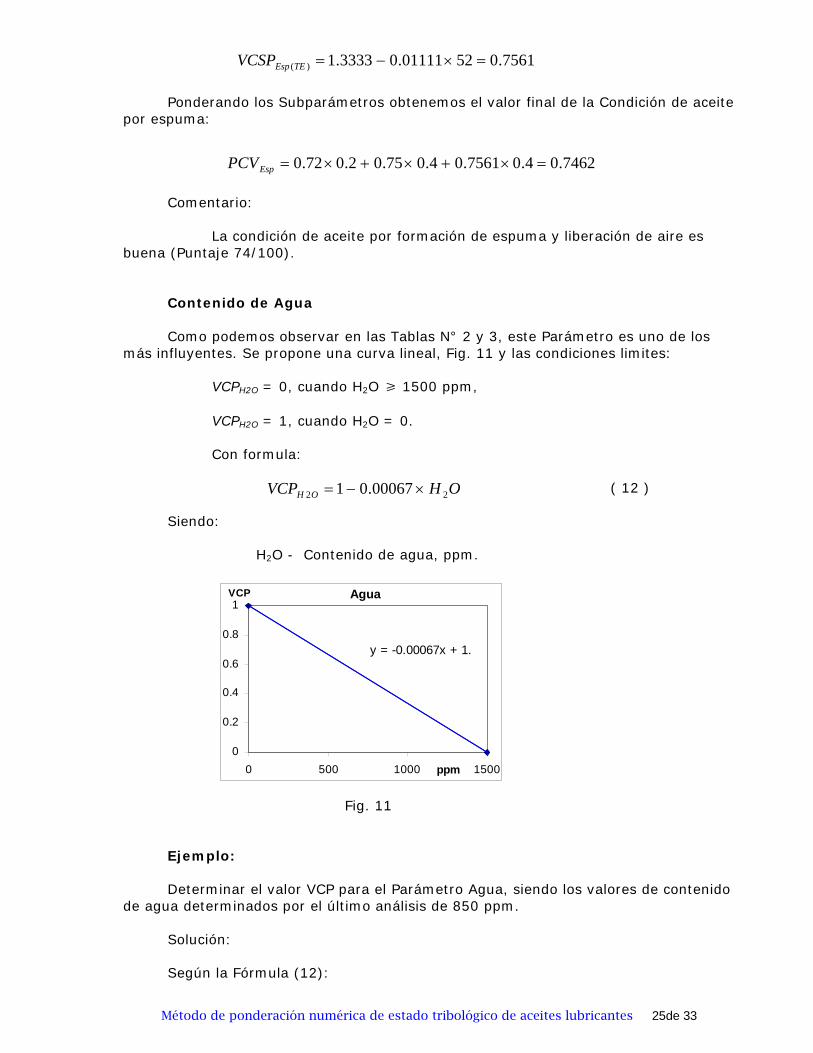
Finalmente para el Tiempo de Estabilización se propone una curva lineal, Fig. 10.3 con las condiciones limite: VCSPEsp(TE) = 0, cuando Esp(TE) 120 (s)
VCSPEsp(TE) = 1, cuando Esp(TE) 30 (s) : Fig. 11.3
Fig. 10.3 con Formula:
( 11.3 ) Siendo EspTE - Tiempo de Estabilización (decantación), seg. Ejemplo: Determinar el valor VCP para el Parámetro Espuma, siendo los valores
determinados por el último análisis para Secuencia II ASTM D892: Tendencia: 120 ml, Estabilidad: 5 ml, Tiempo de estabilización: 52 s. Solución: Primero determinemos los valores de condición de cada Subparámetro, usando
las formulas (11.1), (11.2) y (11.3).
TETEEsp EspVCSP ×−= 0111.03333.1)(
EstEstEsp EspVCSP ×−= 05.01)(
72.0120004.02.1)( =×−=TenEspVCSP
75.0505.01)( =×−=EstEspVCSP
Tiempo Estabilización
y = -0.0111x + 1.3333
0
0.2
0.4
0.6
0.8
1
30 60 90 120seg
VCSP
Método de ponderación numérica de estado tribológico de aceites lubricantes 25de 33
Ponderando los Subparámetros obtenemos el valor final de la Condición de aceite
por espuma: Comentario: La condición de aceite por formación de espuma y liberación de aire es
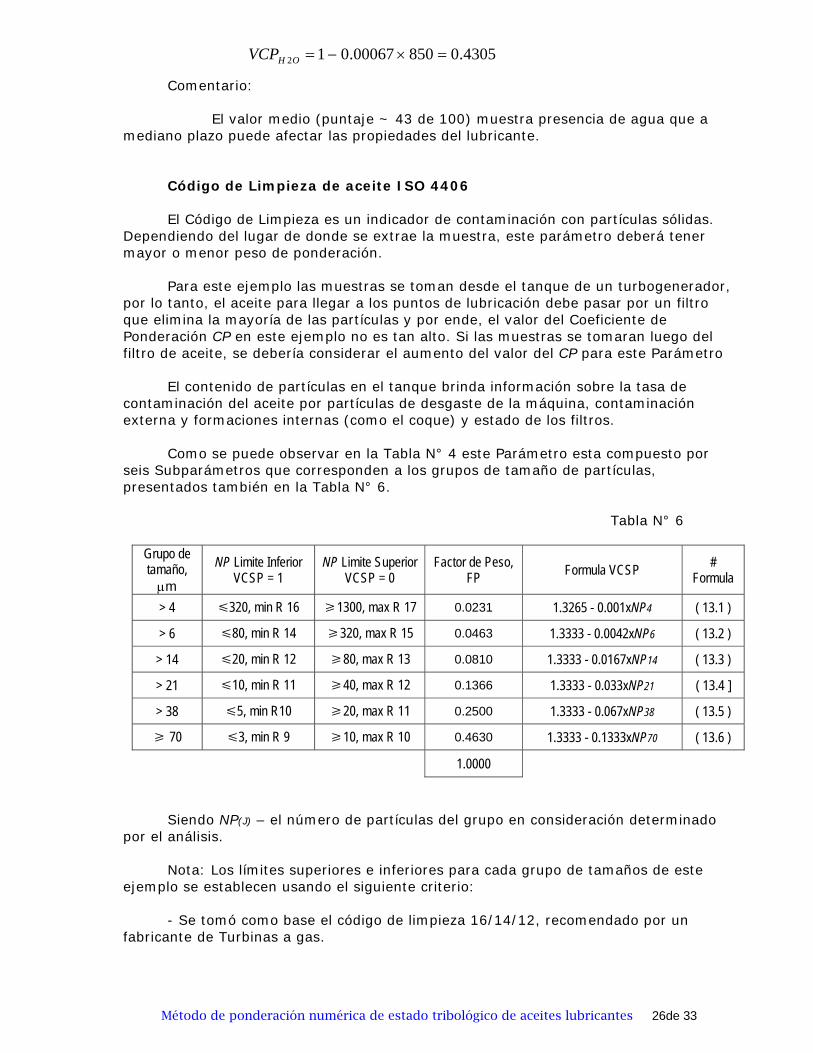
buena (Puntaje 74/100). Contenido de Agua Como podemos observar en las Tablas N° 2 y 3, este Parámetro es uno de los
más influyentes. Se propone una curva lineal, Fig. 11 y las condiciones limites: VCPH2O = 0, cuando H2O 1500 ppm,
VCPH2O = 1, cuando H2O = 0.
Con formula: ( 12 ) Siendo: H2O - Contenido de agua, ppm. Fig. 11 Ejemplo: Determinar el valor VCP para el Parámetro Agua, siendo los valores de contenido
de agua determinados por el último análisis de 850 ppm. Solución: Según la Fórmula (12):
7561.05201111.03333.1)( =×−=TEEspVCSP
7462.04.07561.04.075.02.072.0 =×+×+×=EspPCV
OHVCP OH 22 00067.01 ×−=
Agua
y = -0.00067x + 1.
0
0.2
0.4
0.6
0.8
1
0 500 1000 1500ppm
VCP
Método de ponderación numérica de estado tribológico de aceites lubricantes 26de 33
Comentario: El valor medio (puntaje ~ 43 de 100) muestra presencia de agua que a
mediano plazo puede afectar las propiedades del lubricante. Código de Limpieza de aceite ISO 4406 El Código de Limpieza es un indicador de contaminación con partículas sólidas.
Dependiendo del lugar de donde se extrae la muestra, este parámetro deberá tener mayor o menor peso de ponderación.
Para este ejemplo las muestras se toman desde el tanque de un turbogenerador,
por lo tanto, el aceite para llegar a los puntos de lubricación debe pasar por un filtro que elimina la mayoría de las partículas y por ende, el valor del Coeficiente de Ponderación CP en este ejemplo no es tan alto. Si las muestras se tomaran luego del filtro de aceite, se debería considerar el aumento del valor del CP para este Parámetro
El contenido de partículas en el tanque brinda información sobre la tasa de
contaminación del aceite por partículas de desgaste de la máquina, contaminación externa y formaciones internas (como el coque) y estado de los filtros.
Como se puede observar en la Tabla N° 4 este Parámetro esta compuesto por
seis Subparámetros que corresponden a los grupos de tamaño de partículas, presentados también en la Tabla N° 6.
Tabla N° 6
Grupo de tamaño,
μm
NP Limite Inferior VCSP = 1
NP Limite Superior VCSP = 0
Factor de Peso, FP Formula VCSP #
Formula
> 4 320, min R 16 1300, max R 17 0.0231 1.3265 - 0.001xNP4 ( 13.1 )
> 6 80, min R 14 320, max R 15 0.0463 1.3333 - 0.0042xNP6 ( 13.2 )
> 14 20, min R 12 80, max R 13 0.0810 1.3333 - 0.0167xNP14 ( 13.3 )
> 21 10, min R 11 40, max R 12 0.1366 1.3333 - 0.033xNP21 ( 13.4 ]
> 38 5, min R10 20, max R 11 0.2500 1.3333 - 0.067xNP38 ( 13.5 )
70 3, min R 9 10, max R 10 0.4630 1.3333 - 0.1333xNP70 ( 13.6 )
1.0000
Siendo NP(J) – el número de partículas del grupo en consideración determinado por el análisis.
Nota: Los límites superiores e inferiores para cada grupo de tamaños de este
ejemplo se establecen usando el siguiente criterio: - Se tomó como base el código de limpieza 16/14/12, recomendado por un
fabricante de Turbinas a gas.
4305.085000067.012 =×−=OHVCP
Método de ponderación numérica de estado tribológico de aceites lubricantes 27de 33
- El Limite Inferior: - el limite mínimo de partículas del Grupo para el Rango del
Código ISO 4406. Por ej. Para el Grupo >4μm, el número mínimo de partículas para el rango recomendado (16) equivale a 320 partículas (para 1 ml de aceite).
- El Limite Superior: - El limite máximo de partículas de este Grupo para el
Rango inmediato superior, o sea rango 17, que equivale a 1300 partículas, considerando este valor como máximo aceptable para la operación de la máquina.
Y así sucesivamente para el resto de los Grupos. Para los Grupos de tamaños superiores (>21, >38, y >70), los rangos ISO para
el limite inferior se aumentan en 1 para cada Grupo (ver Tabla N°6) Nota: El criterio para los límites de cada grupo de tamaños puede variar en función de
cada situación particular, lugar de muestreo y tipo de máquina. En este ejemplo se uso un criterio muy estricto basado en las recomendaciones del fabricante.
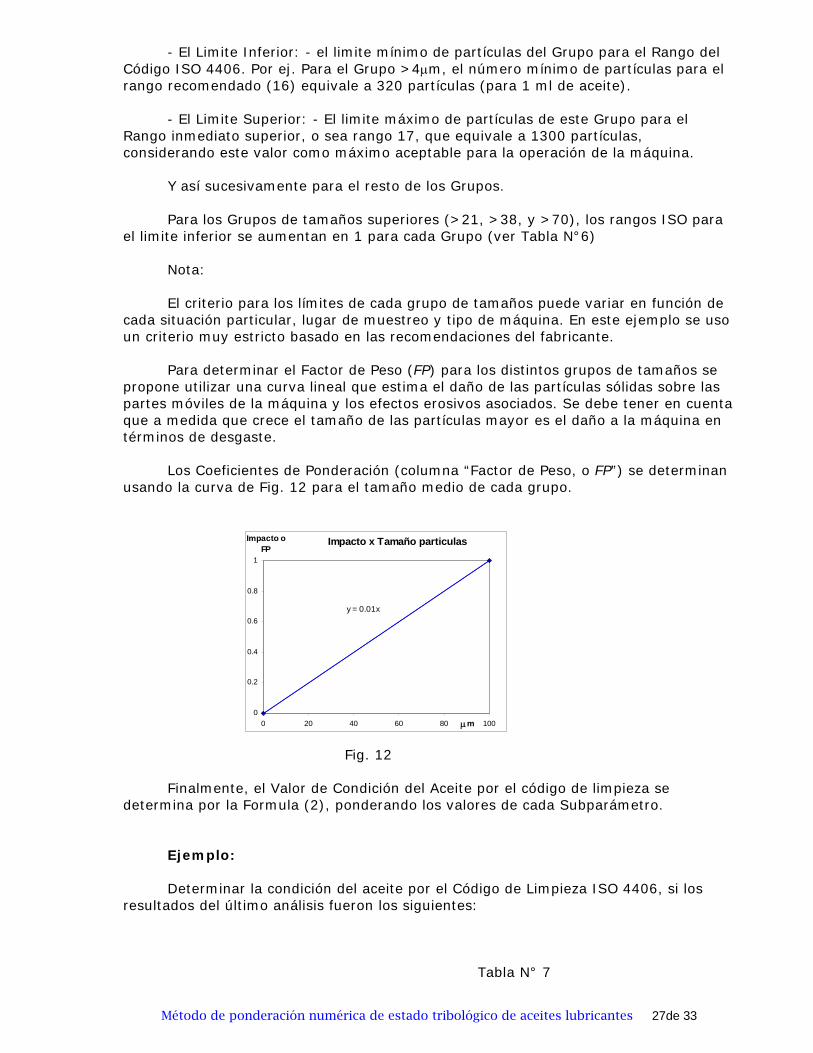
Para determinar el Factor de Peso (FP) para los distintos grupos de tamaños se
propone utilizar una curva lineal que estima el daño de las partículas sólidas sobre las partes móviles de la máquina y los efectos erosivos asociados. Se debe tener en cuenta que a medida que crece el tamaño de las partículas mayor es el daño a la máquina en términos de desgaste.
Los Coeficientes de Ponderación (columna “Factor de Peso, o FP”) se determinan
usando la curva de Fig. 12 para el tamaño medio de cada grupo.
Fig. 12 Finalmente, el Valor de Condición del Aceite por el código de limpieza se
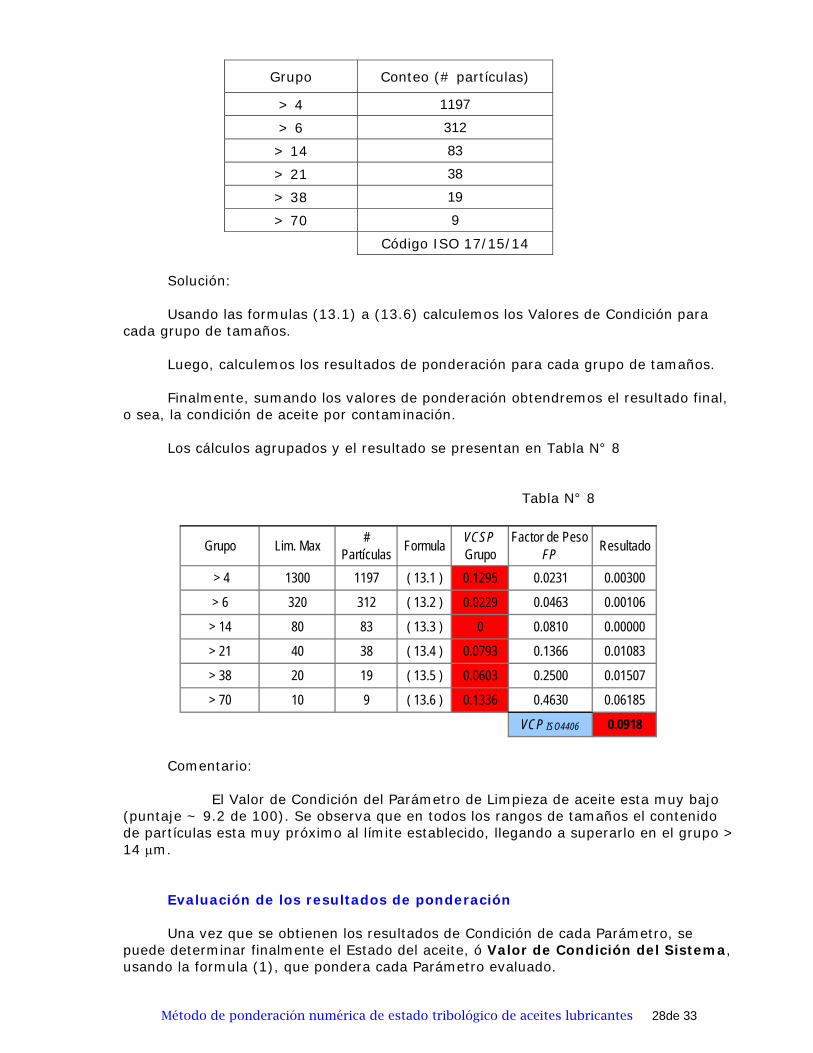
determina por la Formula (2), ponderando los valores de cada Subparámetro. Ejemplo: Determinar la condición del aceite por el Código de Limpieza ISO 4406, si los
resultados del último análisis fueron los siguientes: Tabla N° 7
Impacto x Tamaño particulas
y = 0.01x
0
0.2
0.4
0.6
0.8
1
0 20 40 60 80 100μm
Impacto o FP
Método de ponderación numérica de estado tribológico de aceites lubricantes 28de 33
Grupo Conteo (# partículas)
> 4 1197
> 6 312
> 14 83
> 21 38
> 38 19
> 70 9
Código ISO 17/15/14 Solución: Usando las formulas (13.1) a (13.6) calculemos los Valores de Condición para
cada grupo de tamaños. Luego, calculemos los resultados de ponderación para cada grupo de tamaños. Finalmente, sumando los valores de ponderación obtendremos el resultado final,
o sea, la condición de aceite por contaminación. Los cálculos agrupados y el resultado se presentan en Tabla N° 8 Tabla N° 8
Comentario: El Valor de Condición del Parámetro de Limpieza de aceite esta muy bajo
(puntaje ~ 9.2 de 100). Se observa que en todos los rangos de tamaños el contenido de partículas esta muy próximo al límite establecido, llegando a superarlo en el grupo > 14 μm.
Evaluación de los resultados de ponderación Una vez que se obtienen los resultados de Condición de cada Parámetro, se
puede determinar finalmente el Estado del aceite, ó Valor de Condición del Sistema, usando la formula (1), que pondera cada Parámetro evaluado.
Grupo Lim. Max # Partículas Formula VCSP
GrupoFactor de Peso
FP Resultado
> 4 1300 1197 ( 13.1 ) 0.1295 0.0231 0.00300
> 6 320 312 ( 13.2 ) 0.0229 0.0463 0.00106
> 14 80 83 ( 13.3 ) 0 0.0810 0.00000
> 21 40 38 ( 13.4 ) 0.0793 0.1366 0.01083
> 38 20 19 ( 13.5 ) 0.0603 0.2500 0.01507
> 70 10 9 ( 13.6 ) 0.1336 0.4630 0.06185
VCP ISO4406 0.0918
Método de ponderación numérica de estado tribológico de aceites lubricantes 29de 33
Nota:
Hay que tener en cuenta que si algunos Parámetros o Subparámetros están con valores correspondientes a los niveles de alerta 3 o 4 (tabla N° 1), hay que evaluar esta condición en forma particular, independientemente del resultado global de VCS.
Si la empresa dispone de varios modelos de equipos, estos deben ser agrupados
por modelo y evaluados en base de su Matriz de Priorización, individual para cada modelo.
Una vez obtenidos los resultados de análisis y evaluados con la metodología
descripta en este paper, el estado del aceite de los equipos de diferentes modelos y hasta con distintos tipos de aceite, pueden ser comparado sobre la misma base de la Tabla N°1, determinando el grado de alerta para cada equipo y prioridad de intervención correctiva para todo el parque de máquinas.
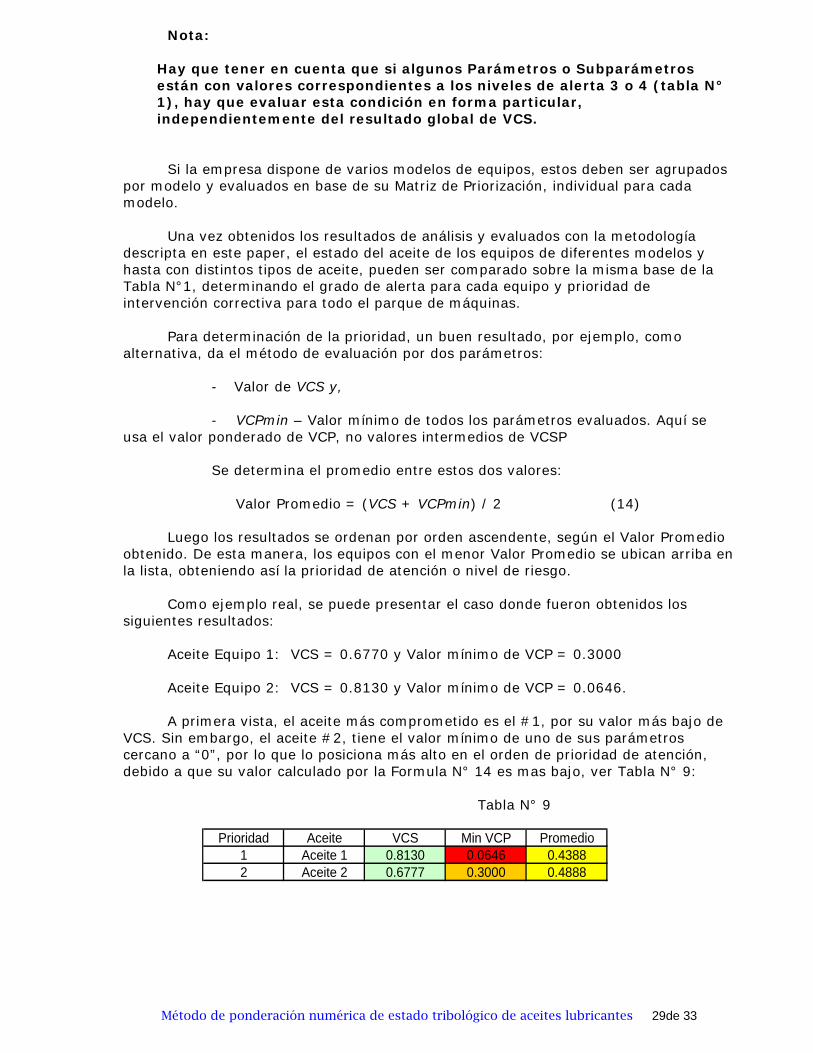
Para determinación de la prioridad, un buen resultado, por ejemplo, como
alternativa, da el método de evaluación por dos parámetros:
- Valor de VCS y, - VCPmin – Valor mínimo de todos los parámetros evaluados. Aquí se
usa el valor ponderado de VCP, no valores intermedios de VCSP Se determina el promedio entre estos dos valores: Valor Promedio = (VCS + VCPmin) / 2 (14)
Luego los resultados se ordenan por orden ascendente, según el Valor Promedio obtenido. De esta manera, los equipos con el menor Valor Promedio se ubican arriba en la lista, obteniendo así la prioridad de atención o nivel de riesgo.
Como ejemplo real, se puede presentar el caso donde fueron obtenidos los siguientes resultados:
Aceite Equipo 1: VCS = 0.6770 y Valor mínimo de VCP = 0.3000 Aceite Equipo 2: VCS = 0.8130 y Valor mínimo de VCP = 0.0646. A primera vista, el aceite más comprometido es el #1, por su valor más bajo de
VCS. Sin embargo, el aceite #2, tiene el valor mínimo de uno de sus parámetros cercano a “0”, por lo que lo posiciona más alto en el orden de prioridad de atención, debido a que su valor calculado por la Formula N° 14 es mas bajo, ver Tabla N° 9:
Tabla N° 9
Prioridad Aceite VCS Min VCP Promedio1 Aceite 1 0.8130 0.0646 0.43882 Aceite 2 0.6777 0.3000 0.4888
Método de ponderación numérica de estado tribológico de aceites lubricantes 30de 33
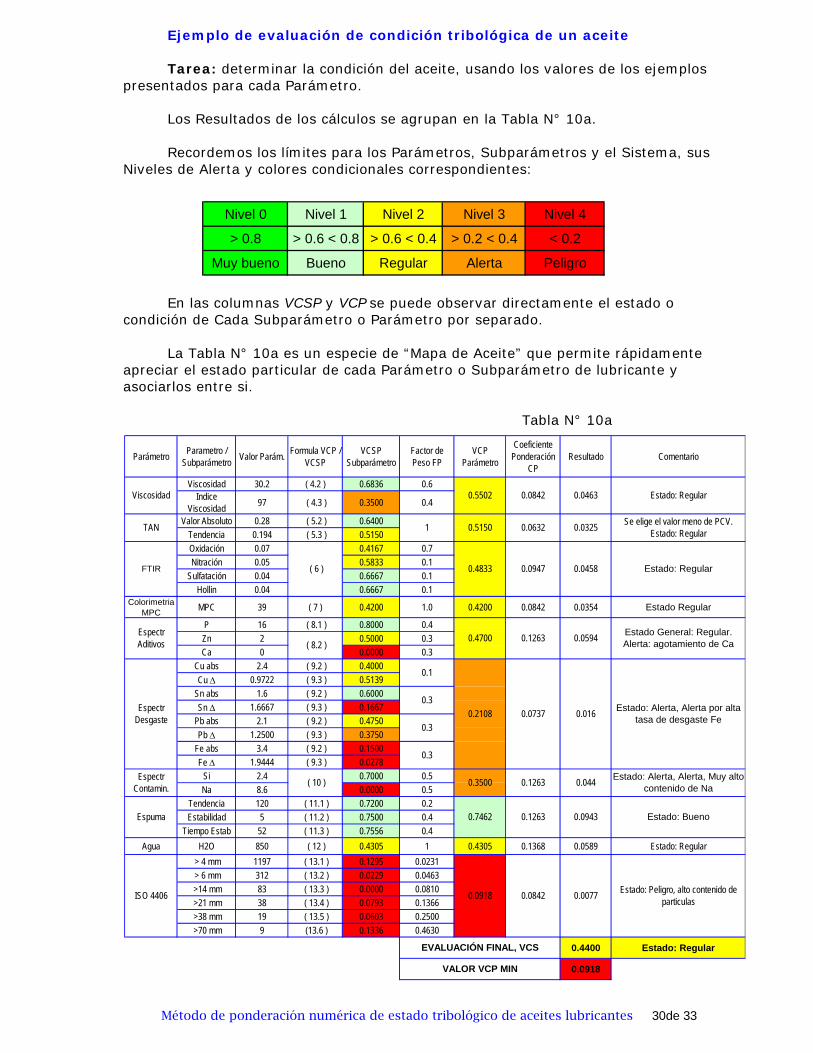
Ejemplo de evaluación de condición tribológica de un aceite Tarea: determinar la condición del aceite, usando los valores de los ejemplos
presentados para cada Parámetro. Los Resultados de los cálculos se agrupan en la Tabla N° 10a. Recordemos los límites para los Parámetros, Subparámetros y el Sistema, sus
Niveles de Alerta y colores condicionales correspondientes: En las columnas VCSP y VCP se puede observar directamente el estado o
condición de Cada Subparámetro o Parámetro por separado. La Tabla N° 10a es un especie de “Mapa de Aceite” que permite rápidamente
apreciar el estado particular de cada Parámetro o Subparámetro de lubricante y asociarlos entre si.
Tabla N° 10a
Nivel 0 Nivel 1 Nivel 2 Nivel 3 Nivel 4
> 0.8 > 0.6 < 0.8 > 0.6 < 0.4 > 0.2 < 0.4 < 0.2
Muy bueno Bueno Regular Alerta Peligro
Parámetro Parametro / Subparámetro Valor Parám. Formula VCP /
VCSPVCSP
SubparámetroFactor de Peso FP
VCP Parámetro
Coeficiente Ponderación
CPResultado Comentario
Viscosidad 30.2 ( 4.2 ) 0.6836 0.6Indice
Viscosidad 97 ( 4.3 ) 0.3500 0.4
Valor Absoluto 0.28 ( 5.2 ) 0.6400Tendencia 0.194 ( 5.3 ) 0.5150Oxidación 0.07 0.4167 0.7Nitración 0.05 0.5833 0.1
Sulfatación 0.04 0.6667 0.1Hollin 0.04 0.6667 0.1
Colorimetria MPC MPC 39 ( 7 ) 0.4200 1.0 0.4200 0.0842 0.0354 Estado Regular
P 16 ( 8.1 ) 0.8000 0.4Zn 2 0.5000 0.3Ca 0 0.0000 0.3
Cu abs 2.4 ( 9.2 ) 0.4000Cu Δ 0.9722 ( 9.3 ) 0.5139
Sn abs 1.6 ( 9.2 ) 0.6000Sn Δ 1.6667 ( 9.3 ) 0.1667
Pb abs 2.1 ( 9.2 ) 0.4750Pb Δ 1.2500 ( 9.3 ) 0.3750
Fe abs 3.4 ( 9.2 ) 0.1500Fe Δ 1.9444 ( 9.3 ) 0.0278
Si 2.4 0.7000 0.5Na 8.6 0.0000 0.5
Tendencia 120 ( 11.1 ) 0.7200 0.2Estabilidad 5 ( 11.2 ) 0.7500 0.4
Tiempo Estab 52 ( 11.3 ) 0.7556 0.4Agua H2O 850 ( 12 ) 0.4305 1 0.4305 0.1368 0.0589 Estado: Regular
> 4 mm 1197 ( 13.1 ) 0.1295 0.0231 > 6 mm 312 ( 13.2 ) 0.0229 0.0463 >14 mm 83 ( 13.3 ) 0.0000 0.0810 >21 mm 38 ( 13.4 ) 0.0793 0.1366 >38 mm 19 ( 13.5 ) 0.0603 0.2500 >70 mm 9 (13.6 ) 0.1336 0.4630
0.4400 Estado: Regular
0.0918
Se elige el valor meno de PCV. Estado: Regular
Estado: Regular
Espectr Aditivos ( 8.2 )
0.1263
Espectr Desgaste
0.1
0.3
0.3
0.3
0.4700
0.0737
FTIR ( 6 ) 0.09470.4833
Viscosidad 0.0842
TAN 0.06321
0.5502
0.5150
0.016 Estado: Alerta, Alerta por alta tasa de desgaste Fe
0.0458 Estado: Regular
0.0594 Estado General: Regular. Alerta: agotamiento de Ca
0.0463
0.0325
0.1263
0.0842 0.0077 Estado: Peligro, alto contenido de particulas
0.0943 Estado: Bueno
0.044 Estado: Alerta, Alerta, Muy alto contenido de Na
0.0918
Espectr Contamin. ( 10 ) 0.3500
EVALUACIÓN FINAL, VCS
Espuma 0.7462 0.1263
0.2108
ISO 4406
VALOR VCP MIN
Método de ponderación numérica de estado tribológico de aceites lubricantes 31de 33
Resumen: El Estado general del aceite es REGULAR, cercano al estado de ALERTA. El lubricante puede continuar en servicio con monitoreo muy estricto. Existen varios Parámetros con niveles de Alerta y Peligro que requieren
una mayor atención en relación a su evolución y posibles efectos, ya que pueden generar una alta tasa de desgaste de los cojinetes de la máquina, asociado probablemente con:
- Alto nivel de contaminación del aceite,
- Agotamiento de algunos aditivos, como el Ca, probablemente debido a
una alta tasa de contaminación,
Es recomendable: - Realizar lo antes posible una filtración del lubricante y remplazar los
filtros de la máquina. Esto permitirá estabilizar el Código ISO y por ende, el desgaste de la máquina.
- Remover o disminuir el contenido de agua, que junto a algunos metales
de desgaste (Cu, Fe), actúa como acelerador de la degradación del lubricante. Esto permitirá estabilizar la tendencia negativa de TAN.
- Agregar una porción de aceite nuevo para lograr una recomposición del
paquete de aditivos. - Reevaluar el reemplazo del lubricante durante el próximo mantenimiento
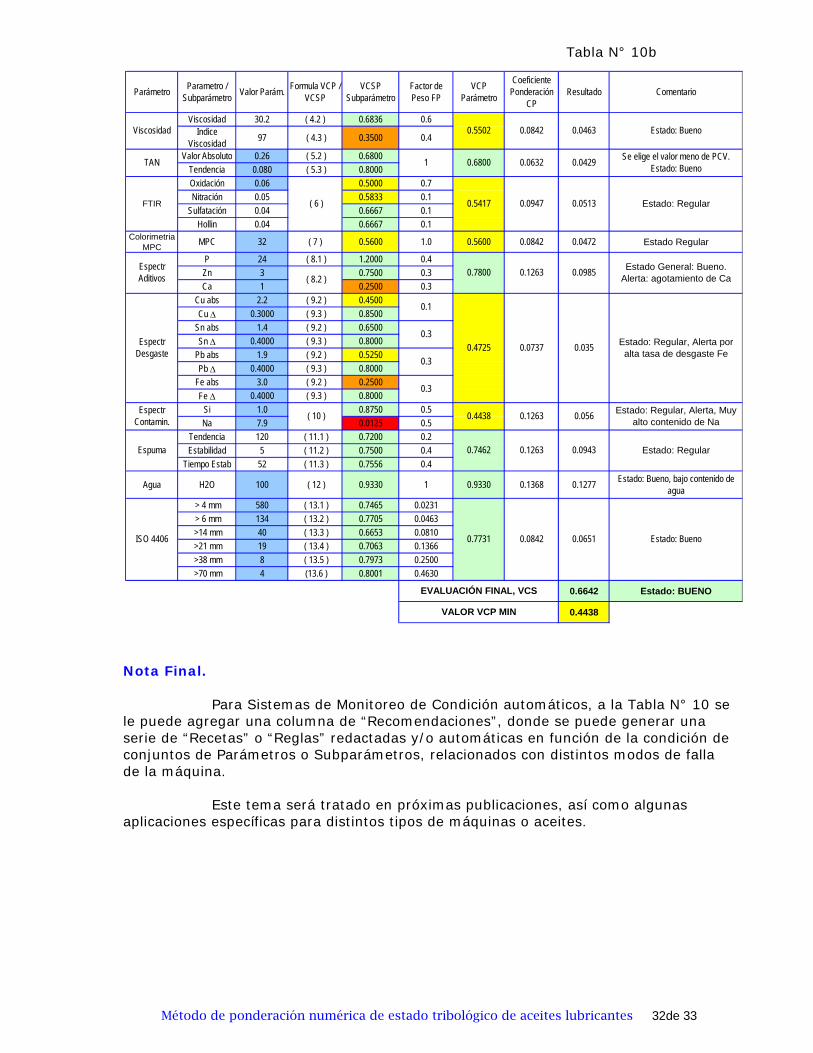
programado en función a los próximos análisis y tendencias. Ejemplo de simulación. Si suponemos que las recomendaciones serán cumplidas en poco tiempo, se
puede esperar los cambios positivos en el estado del aceite. Al cargar los valores esperados en el Mapa de Aceite (celdas coloreadas en azul), se puede observar su transformación estimada, ver la Tabla N° 10b
De este modo, el “Mapa de Aceite” permite la simulación de los Parámetros, la
planificación de acciones correctivas y visualización del impacto positivo, o ahorros, que generará emprender dichas acciones.
Método de ponderación numérica de estado tribológico de aceites lubricantes 32de 33
Tabla N° 10b
Nota Final.
Para Sistemas de Monitoreo de Condición automáticos, a la Tabla N° 10 se
le puede agregar una columna de “Recomendaciones”, donde se puede generar una serie de “Recetas” o “Reglas” redactadas y/o automáticas en función de la condición de conjuntos de Parámetros o Subparámetros, relacionados con distintos modos de falla de la máquina.
Este tema será tratado en próximas publicaciones, así como algunas
aplicaciones específicas para distintos tipos de máquinas o aceites.
Parámetro Parametro / Subparámetro Valor Parám. Formula VCP /
VCSPVCSP
SubparámetroFactor de Peso FP
VCP Parámetro
Coeficiente Ponderación
CPResultado Comentario
Viscosidad 30.2 ( 4.2 ) 0.6836 0.6Indice
Viscosidad 97 ( 4.3 ) 0.3500 0.4
Valor Absoluto 0.26 ( 5.2 ) 0.6800Tendencia 0.080 ( 5.3 ) 0.8000Oxidación 0.06 0.5000 0.7Nitración 0.05 0.5833 0.1
Sulfatación 0.04 0.6667 0.1Hollin 0.04 0.6667 0.1
Colorimetria MPC MPC 32 ( 7 ) 0.5600 1.0 0.5600 0.0842 0.0472 Estado Regular
P 24 ( 8.1 ) 1.2000 0.4Zn 3 0.7500 0.3Ca 1 0.2500 0.3
Cu abs 2.2 ( 9.2 ) 0.4500Cu Δ 0.3000 ( 9.3 ) 0.8500
Sn abs 1.4 ( 9.2 ) 0.6500Sn Δ 0.4000 ( 9.3 ) 0.8000
Pb abs 1.9 ( 9.2 ) 0.5250Pb Δ 0.4000 ( 9.3 ) 0.8000
Fe abs 3.0 ( 9.2 ) 0.2500Fe Δ 0.4000 ( 9.3 ) 0.8000
Si 1.0 0.8750 0.5Na 7.9 0.0125 0.5
Tendencia 120 ( 11.1 ) 0.7200 0.2Estabilidad 5 ( 11.2 ) 0.7500 0.4
Tiempo Estab 52 ( 11.3 ) 0.7556 0.4
Agua H2O 100 ( 12 ) 0.9330 1 0.9330 0.1368 0.1277 Estado: Bueno, bajo contenido de agua
> 4 mm 580 ( 13.1 ) 0.7465 0.0231 > 6 mm 134 ( 13.2 ) 0.7705 0.0463 >14 mm 40 ( 13.3 ) 0.6653 0.0810 >21 mm 19 ( 13.4 ) 0.7063 0.1366 >38 mm 8 ( 13.5 ) 0.7973 0.2500 >70 mm 4 (13.6 ) 0.8001 0.4630
0.6642 Estado: BUENO
0.4438VALOR VCP MIN
EVALUACIÓN FINAL, VCS
Espuma 0.7462 0.1263
0.4725
ISO 4406 0.7731
Espectr Contamin. ( 10 ) 0.4438 0.1263
0.0842 0.0651 Estado: Bueno
0.0943 Estado: Regular
0.056 Estado: Regular, Alerta, Muy alto contenido de Na
0.5502
0.6800
0.035 Estado: Regular, Alerta por alta tasa de desgaste Fe
0.0513 Estado: Regular
0.0985 Estado General: Bueno. Alerta: agotamiento de Ca
0.0463
0.0429
FTIR ( 6 ) 0.09470.5417
Viscosidad 0.0842
TAN 0.06321
Espectr Aditivos ( 8.2 )
0.1263
Espectr Desgaste
0.1
0.3
0.3
0.3
0.7800
0.0737
Se elige el valor meno de PCV. Estado: Bueno
Estado: Bueno
Método de ponderación numérica de estado tribológico de aceites lubricantes 33de 33
Bibliografía: ASTM D 4378 In Service Monitoring of Mineral Turbine Oils for steam and gas turbines. ASTM D 4304 Mineral lubricating oil used in steam and gas turbines. ISO 8068 Specification for lubricating oils for turbines. ASTM Handbook - Friction, Lubrication and Wear Technology - Vol - 18 SICAPSO SAC (Centro Internacional de Capacitación y Soporte) Método de priorización de variables basado en matrices. MOBIL Curso de Lubricación Avanzado. 2009 NORIA – LANTOS Seminario de Mantenimiento Proactivo y Análisis de Aceite. 2002 Presentado por Ing. E. Lantos. NORIA CORPORATION Setting Limits and Targets for Effective Oil Analysis Jim Fitch, Machinery Lubrication (8/2011)