Embed Size (px)
Citation preview
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
Facultad de Ingeniería Industrial y Sistemas
Escuela Profesional de Ingeniería Agroindustrial
1.- INTRODUCCION
1

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
La leche es la secreción de la glándula mamaria de los animales mamíferos, sirviendo para la alimentación de los recién nacidos, que en las primeras semanas son incapaces de nutrirse por sí solos a expensas del medio que los rodea. Como alimento, sin embargo, solamente se considera aquella leche que se destina a consumo humano. Si exceptuamos la leche de la propia especie (leche humana) ingerida como alimento natural por el hombre, solamente se utiliza como alimento la secreción de la glándula mamaria de determinados animales, por lo general la leche de vaca, búfala, cabra, oveja y también yegua.
Se considera a la leche como el alimento más completo que existe, por su alto contenido de proteínas, aminoácidos esenciales, vitaminas y minerales.
Sin embargo este excepcional alimento no puede ser consumido al natural por el 70% de la población mundial debido a la intolerancia gástrica frente a la lactosa que es uno de sus componentes.
La actividad pecuaria que en el mundo a logrado rebozar las exigencias del mercado es sin lugar a dudas la producción lechera del ganado vacuno, pero esta expansión no se habría logrado sin contar con una fase de tratamiento y transformación en diversos productos lácteos.
La leche y sus derivados constituyen en la actualidad un componente muy importante e la alimentación humana, sin embargo en nuestra región todavía no a alcanzado el desarrollo adecuado a pesar de la gran demanda que existe, debido principalmente, a la falta de conocimiento técnico sobre la producción lechera y su transformación en productos lácteos como el queso, yogurt y manjar blanco
OBJETIVOS
Analizar la importancia del control de calidad de la leche cruda como materia prima en la industria láctea
Reconocer las pruebas que determinan la aceptación o rechazo de la leche cruda en la industria láctea
Aplicar las pruebas utilizadas para determinar indirectamente la calidad sanitaria de la leche cruda
Interpretar los resultados del análisis aplicado en la recepción de la leche cruda a nivel de planta
2.-OBTENCIÓN, RECOGIDA, TRANSPORTE Y RECEPCIÓN DE LA LECHE EN PLANTA
2

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
a) Valoración de la calidad
Determinación del contenido en grasa
3
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
Determinación del contenido en sólidos lácteos no grasos sacarosa, proteínas, cenizas mediante el densitómetro Determinación del extracto seco total Aguado mediante la estimación del punto de congelación Recuento microbiológico coliformes, hongos y levaduras Presencia de antibióticos
b) Termización
Es un tratamiento térmico que se aplica para prolongar el tiempo de almacenamiento de la leche antes de someterla a una pasterización o tratamientos más severos.
En las 36 h siguientes a la obtención En leche con menos de 300.000 ufc/mL en recuento de placas a 30ºC Calentamiento a 57-68ºC durante 15 segundos Mantenida a 0/-1ºC, el tiempo de almacenamiento aumenta hasta 7 días sin pérdidas de
calidad Desnatadora
c) Homogenizador
Leche pasterizada
La leche pasterizada es la leche natural, entera, desnatada o semidesnatada, sometida a un proceso tecnológico adecuado para asegurar la destrucción de los microorganismos patógenos no esporulados y que reduzca significativamente el contenido microbiano total, sin modificación sensible de su naturaleza fisico-química y características nutritivas y sensoriales.
El tratamiento térmico se ha ajustado en base a:
la destrucción de Mycobacterium tuberculosis: una de las bacterias patógenas no esporuladas mas termorresistentes
La termoestabilidad de la fosfatasa alcalina (se desactiva a 71.7ºC durante 15 segundos)
Modalidades de pasterización:
Pasterización HTST (high temperature, short time)
72-78 ºC durante al menos 15 segundos
Pasterización LTH (low temperature holding)
62-65 ºC durante 30 segundos
La leche pasterizada debe ser: Fosfatasa alcalina negativa
4

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
Lactoperoxidasa positiva
Leche esterilizada y UHT
La leche esterilizada y UHT es leche natural, entera, desnatada o semidesnatada, sometida a un proceso tecnológico para asegurar la destrucción de los microorganismos presentes, ya sean esporulados o no. El objetivo es conseguir un producto microbiológicamente estable para poder almacenarlo a temperatura ambiente durante un periodo de tiempo prolongado. En la leche esterilizada el tratamiento térmico se aplica después del envasado en recipientes herméticos y estancos a los líquidos y microorganismos.
115-120 ºC durante 15-30 minutos
En la leche UTH el tratamiento térmico se realiza antes del envasado, seguido de un envasado aséptico.
140-150 ºC durante 2-4 segundos
Métodos de obtención de leche UHT
UHT directo: calentamiento por intercambiadores de calor UHT indirecto: calentamiento por inyección de vapor
La leche UHT presenta, inmediatamente después de su procesado, un fuerte sabor azufrado que va disminuyendo en el almacenamiento posterior. Desnaturalización de la β-lactoglobulina Formación de grupos -SH Leches concentradas
Leche concentrada
Es la leche natural, entera o desnatada, pasterizada y privada en parte de su agua de constitución.
Tipos según la legislación:
Leche concentrada entera -% de grasa ≥ 11, 75% - ESM lácteo mínimo = 30,15%
Leche concentrada desnatada -% de grasa ≤ 1,1% - ESM lácteo mínimo = 30,9%
Leche evaporada Es la leche natural, entera, semidesnatada o desnatada, esterilizada y privada en parte de su agua de constitución.
5
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
Tipos según la legislación:
Leche evaporada rica en grasa
-% de grasa > 15% - ESM lácteo mínimo = 11,5%
Leche evaporada entera -% de grasa ≥ 7,5% - ESM lácteo mínimo = 17,5%
Leche evaporada semidesnatada -% de grasa entre 1-7,5% - ESM lácteo mínimo > 20%
Leche evaporada desnatada -% de grasa < 1% - ESM lácteo mínimo >20%
Leche evaporada aromatizada - cualquiera de las anteriores a las que se hayan añadido colorantes y aromatizantes permitidos
Leche condensada
Es el producto obtenido por eliminación parcial del agua de constitución de la leche natural, entera, semidesnatada o desnatada, sometida a un tratamiento térmico adecuado, equivalente al menos a la pasterización, antes o después del proceso de fabricación y conservada mediante la adición de sacarosa.
Tipos según la legislación:
Leche condensada propiamente dicha -% de grasa > 5% - ESM lácteo mínimo > 22%
Leche condensada semidesnatada -% de grasa entre el 4-4,5% - ESM lácteo mínimo > 28%
Leche condensada desnatada -% de grasa <1% - ESM lácteo mínimo > 24%
Leche condensada aromatizada - cualquiera de las anteriores a las que se hayan añadido colorantes y aromatizantes permitidos
6
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
La cantidad de sacarosa para garantizar la conservabilidad del producto final está regulada y depende del peso seco lácteo de la leche condensada % sacarosa mínimo = 62,5-0,625xE % sacarosa máximo = 64,5-0,645xE
La adición de la sacarosa puede hacerse en distintos momentos del proceso de fabricación:
antes de la evaporación antes del precalentamiento después de la evaporación
Elaboración de leche condensada
Control de materias primas Eliminación de impurezas Sacarosa Precalentamiento Sacarosa Evaporación Sacarosa Normalización Enfriamiento Siembra de lactosa Envasado Almacenamiento, transporte y comercialización
Leche en polvo
Es el producto seco y purulento que se obtiene mediante la deshidratación de la leche natural, entera, total o parcialmente desnatada, sometida a un tratamiento térmico equivalente, al menos, a la pasterización y realizado en estado líquido, antes o durante el proceso de fabricación.
Tipos según la legislación:
Leche en polvo rica en grasa o extra grasa-% de grasa entre 42-50%
Leche en polvo entera -% de grasa entre 26-42%
Leche en polvo semidesnatada -% de grasa entre 1,5-26%
Leche en polvo desnatada -% de grasa < 1,5%
7
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
Leche en polvo para uso en máquinas automáticas - cualquiera de las anteriores a las que se añaden sacarosa y lactosa
Leche en polvo de disolución instantánea Su solubilidad tanto en agua fría como en caliente es mayor que la de las leches en polvo convencionales y se diferencia de estas en el mayor tamaño y densidad de sus partículas.
3.- NATA
La nata se considera como la leche enriquecida en materia grasa. Físicamente es una emulsión de grasa en agua en la cual los glóbulos grasos se mantienen intactos. Atendiendo a la materia grasa se pueden clasificar en:
Doble nata -% de grasa > 50% Nata-% de grasa entre 30-50% Nata delgada o ligera -% de grasa entre 12-30%
Las natas sufren un tratamiento térmico similar al de la leche
Natas pasterizadas - natas ligeras: 72ºC durante 15 segundos - resto de las natas: 85-100ºC durante 10-15 segundos
Natas esterilizadas - 108ºC durante 45 minutos - 114ºC durante 25 minutos - 116ºC durante 20 minutos
Natas UHT - mínimo 132ºC durante 2 segundos En las natas se realiza un control sobre la acidez de la fase no grasa - Para evitar que la nata ácida, más espesa de lo normal, coagule en el pasterizador y se sobrecaliente con la aparición de sabores a cocido. - Para evitar el desarrollo de los cultivos lácticos que se pueden añadir tras la pasterización.
4.- ELABORACION DE YOGURT
8

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
La elaboración de los productos lácteos fermentados es una de las industrias más importantes. Las leches fermentadas son productos acidificados por medio de un proceso de fermentación, como consecuencia de la acidificación por las bacterias lácteas, las proteínas de la leche se coagulan. Luego estas proteínas pueden disociarse separándose es aminoácidos. Por esta razón; las leches fermentadas se digieren mejor que los productos no fermentados. Uno de los productos fermentados más conocidos es el yogurt esta leche fermentadas de gran consumo es obtenido por la acción combinada de Lactobacillus vulgaricus y Strepíococcus thermophilus.
El yogurt aflanado (cuajado o coagulado) es el producto en el que la leche pasteurizada, es envasada inmediatamente después de la inoculación, produciéndose la coagulación en el envase.
El yogurt batido es el producto en el que la inoculación de la leche pasteurizada se realiza en tanques de incubación, produciéndose en ellas la coagulación, luego se bate y posteriormente se envasa.
MATERIA PRIMA E INSUMOS:
-Leche fresca: 1 lt. Se utiliza leche fresca, descremada de vaca (leche normal en tarro o caja) o en polvo.
-Leche en polvo: 50 gr/1lt. Se utiliza este insumo para corregir su densidad.
- Azúcar: 90 gr/1lt. Se utiliza azúcar blanca refinada (esto no quiere decir en polvo).
-Cultivo de yogurt: 20 gr/1lt. Cultivo comercial constituidos por cepas de bacterias Lactobacillus vulgaricus y el Streptococcus thermophilus. (Esto se encuentra en las tiendas de alimentos naturales, se pide como “cultivo de yogurt”; es yogurt ya preparado pero sin azúcar, de color blanco y textura aflanada. Si no se encontrara, pues se podría usar yogurt natural, pero no de fábrica, es decir, tiene que ser como dicen un yogurt hecho en casa porque este conserva las bacterias de lactobacillus en su estado original y bueno, y el yogurt natural de fábrica no).
- Saborizante: Unas gotitas. Opcional, puede utilizarse generalmente cuando no se usa fruta.
- Fruta: 50 gr/1lt. pulpa de fruta. Primero pelar la fruta y sacar la pulpa (50gr.), luego ecaldarlo, es decir someter los trozos de pulpa a 80°C por 10 minutos (esto se hace para tener el color natural de la fruta)
EQUIPOS Y MATERIALES:
- Cocina- Ollas
- Desnatadora- Coladores
- Tela de tocuyo- Jarra graduada
- Envases- Paleta de madera
- Espumadera
INSTRUMENTOS:- Balanza- Densímetro- Termómetro
9

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
DESCRIPCIÓN DEL FLUJO DE OPERACIONES:
- RECEPCIÓN:
La leche se decepciona en envases limpios y desinfectados con agua potable a la que se ha añadido 5 gotas de lejía por litro.
- COLADO:
La leche se cuela o filtra utilizando un paño de tocuyo limpio y desinfectado, con el fin de eliminar partículas extrañas procedentes del ordeño.
- DESNATADO:
Puede realizarse por batido manual bajando la temperatura de la leche entre 2 a 5 °C, o utilizando desnatadora mecánica.
- ESTANDARIZADO:
Esta operación consiste en conferir a la leche la densidad apropiada al proceso de elaboración del yogurt. El estandarizado se consigue añadiendo a la leche fresca, leche entera en polvo en la proporción de 30 a 50 gramos por cada litro de leche. En esta operación también se agrega azúcar en la proporción de 90 gramos por litro y pulpa de fruta en la proporción de 50 gramos por litro.
- TRATAMIENTO TÉRMICO:
Utilizando una olla de acero inoxidable o aluminio, la leche se calienta hasta una temperatura de 85 °C y durante 10 minutos. Es recomendable que la leche se mantenga a esta temperatura en forma constante, porque temperaturas mayores desnaturalizan las proteínas y bajan la calidad del producto terminado y temperaturas menores no eliminan la carga bacteriana y el producto se deteriora por contaminación.
- REGULACIÓN DE LA TEMPERATURA:
La leche se enfría a temperatura ambiente hasta 40 a 45 °C que es la temperatura en que se desarrollan óptimamente las enzimas del cultivo de yogurt.
- INOCULACIÓN:
Consiste en incorporar a la leche el cultivo activado de yogurt en laProporción de 20 gramos por litro de leche.
En esta operación se añade además la pulpa de la fruta en la proporción de 50 gramos por litro de leche, puede agregarse también y en forma opcional saborizantes y colorantes permitidos para acentuar el color y sabor de la pulpa de fruta añadida. Luego se bate suavemente hasta obtener una mezcla homogénea.
- ENFRIAMIENTO:
El producto debe enfriarse hasta una temperatura de 1 a 4 °C y estará listo para su consumo.
10

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
- INCUBACIÓN:
Esta operación consiste en mantener la mezcla anterior a una temperatura promedio de 40 a 45 °C. Durante 3 a 4 horas. Transcurrido este tiempo se observa la coagulación del producto adquiriendo la consistencia de flan,
- CONSERVACIÓN:
El yogurt envasado debe conservarse a temperatura de refrigeración de 1 a 4 °C . En estas condiciones pueden durar hasta dos semanas sin alteraciones significativas.
COMERCIALIZACIÓN:
La comercialización debe realizarse con el producto envasado y manteniendo siempre la temperatura de refrigeración.
CONTROL DE CALIDAD:
Los controles de calidad se realizan con análisis físico químico y biológico. La calidad del yogurt depende de la calidad de la materia prima, de las técnicas de elaboración empleadas y sobre todo de la higiene personal y de los utensilios utilizados.
La leche es un alimento muy perecible y se contamina fácilmente, por ello es necesario que el ordeño y el manejo de los productos lácteos sea muy cuidadoso e higiénico. La leche debe proceder de vacas sanas y libres de enfermedades infectas contagiosas.
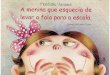
FLUJOGRAMA DE ELABORACION DE YOGURT
11
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
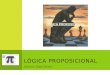
5.- QUESOBIOQUIMICA DEL QUESO
12

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
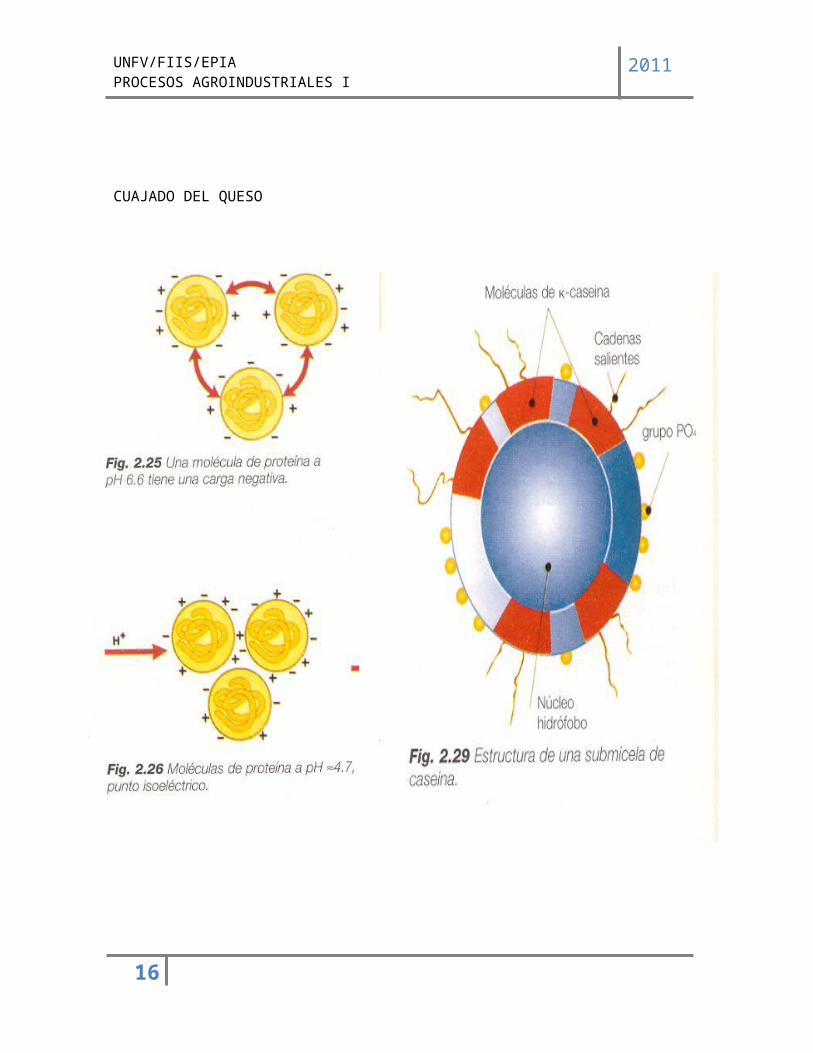
CUAJADO DEL QUESO
13

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
ELABORACION INDUSTRIAL DE QUESO
14

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
15
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
Los quesos son productos derivados de la leche, muy apreciados porque son una rica fuente de proteínas y calcio, por su excelente sabor y palatabilidad. Los quesos pueden ser fabricados con la leche de casi todos los mamíferos.
Los quesos se obtienen por la coagulación de la caseína de la leche, debido a la acción de la renina que es una enzima que se encuentra en el estomago de los rumiantes lactantes. Esta enzima comercialmente se le conoce con el nombre de cuajo y tiene la propiedad de transformar la lactosa presente en la leche, en ácido láctico. Esta transformación acidifica la leche y provoca la coagulación mencionada líneas arriba.
Existen muchos tipos de quesos derivados de la técnica de elaboración y consumo que varían según factores históricos geográficos y económicos.
Existe un tipo de quesos que se fabrica con la adición de ácidos que puede ser, cítrico o láctico de procedencia natural o química.
MATERIA PRIMA E INSUMOS:
- Leche: Se utiliza leche fresca de vaca, pasteurizada, puede ser descremada o entera.
- Cuajo: Es la enzima comercial que se utiliza como catalizador biológico que transforma la lactosa en ácido láctico, provocando la coagulación de la caseína de la leche.
PROCEDIMIENTO:
RECEPCIÓN DE LA LECHE
La leche se decepciona en envases limpios y desinfectados con agua potable a la que se ha añadido 5 gotas de lejía por litro. Utilizamos 5 litros de leche.
FILTRADO:
La leche se cuela o filtra utilizando un paño de tocuyo limpio y desinfectado, con el fin de eliminar partículas extrañas procedentes del ordeño y se vierte en una olla de acero inoxidable o aluminio.
PASTEURIZACIÓN:
La leche se calienta hasta una temperatura de 85 °C y durante 30 minutos o 5°C durante 35 – 37 minutos batiendo suavemente para evitar que se queme.
REGULACIÓN DE LA TEMPERATURA:
La leche se enfría a temperatura ambiente hasta que llegue a 30 ° a 32°C que es la temperatura en que actúan óptimamente las enzimas del cuajo.
ADICIÓN DEL CUAJO Y CLORURO DE CALCIO:
Se utiliza el cuajo comercial, la cantidad a emplearse se determina según las indicaciones del fabricante. Se añade el 0.0015%, es decir 1.5gr/100lt.de leche.
El cloruro de calcio se añade en una porción de 0.02%, es decir 20gr./100lt. De leche.
16

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
CUAJADO:
La leche se mantiene de 32° a 38°C por un tiempo de 30 a 40 minutos hasta que se forme una buena cuajada.
PRIMER DESUERADO:
Transcurrido el tiempo de reposo se observa que la cuajada se ha precipitado al fondo del recipiente. Luego se separa el suero inclinando suavemente el recipiente.
LAVADO:
Agregamos 2 litros de agua, primero un litro, luego el otro que se indicara como en el siguiente paso.
SALADO:
Se adiciona sal en la proporción de 2%, aquí se combina con el litro de agua restante de la anterior operación y luego procedemos a verterlo en la cuajada, la sal va a estar en función al peso del cuajo.
AGITACION Y DESUERADO FINAL:
El cuajado se mantiene a una temperatura de 45°C por 10 – 15 minutos, y luego se quita el suero restante.
MOLDEADO Y PRENSADO:
Los trozos de cuajada se colocan en moldes plástico con drenes y que tengan en su interior paños de tocuyo. Luego se prensa suavemente al principio para drenar el suero excedente. Después se aumenta la presión paulatinamente, cambiándolos paños con otros secos, hasta que deje de drenar el suero. Al finalizar la operación los quesos deben ser pesados para determinar su rendimiento.
ALMACENAMIENTO:
Los quesos deben conservarse a temperatura de refrigeración de 4 a 5°C.
CONTROL DE CALIDAD:
Los controles de calidad se realizan con análisis físico químicos y biológicos.La calidad de los quesos es dependiente de la calidad de la materia prima, de las técnicas de elaboración empleadas y de la higiene personal y de los utensilios utilizados.
La leche es un alimento muy perecible y se contamina fácilmente, por ello es necesario que el ordeño y el manejo de los productos lácteos sea muy cuidadoso e higiénico. La leche debe proceder de vacas sanas y libres de enfermedades infectas contagiosas.
17

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
6.- ELABORACIÓN DEL MANJAR BLANCO
La industria láctea considera como otra forma de consumo el manjar blanco, este producto es leche azucarada y concentrada o cocinada como confitura de leche, por la extracción del agua y la concentración de sustancias nutritivas. Las leches concentradas constituyen un excelente alimento cuando la elaboración se realiza adecuadamente. Las leches azucaradas no son tan susceptibles al deterioro por que la alta concentración de azúcar.
MATERIA PRIMA E INSUMOS:
-Leche:
Se utiliza leche fresca de vaca, entera y al natural.
-Azúcar:
Se utiliza azúcar blanca refinada.
-Bicarbonato de sodio:
Baja la acidez de la leche durante el proceso de elaboración
-Saborizante:
Opcional, puede utilizarse generalmente cuando se desea conferir al producto un saborespecial, por ejemplo vainilla y chocolate.
-Espesante:
El manjar blanco comercial contiene algún tipo de espesante, suele usarse fríjol blanco y pallarblanco. El espesante se prepara de la siguiente forma: La legumbre se remoja en agua el díaanterior, se le quita la cáscara, se cocina y cuando esté suave se licua finamente.
-Preservante:
Opcional, puede usarse sorbato de potasio para evitar el crecimiento microbiano.EQUIPOS Y MATERIALES
- Cocina- Ollas
- Coladores- Tela de tocuyo
- Jarra graduada- Mesa de trabajo
- Paletas de madera Ollas- Envases
INSTRUMENTOS:
- Balanza
- Densímetro
- Termómetro
18

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
DESCRIPCION DEL FLUJO DE OPERACIONES:
RECEPCIÓN:
La leche se decepciona en envases limpios y desinfectados con agua potable a la que se ha añadido 5 gotas de lejía por litro. La leche debe proceder de establos que garanticen un ordeño sano limpio y libre de contaminación. La calidad de la leche es determinante para obtener un producto de excelente calidad.
FILTRADO:
La leche se cuela o filtra utilizando un paño de tocuyo limpio y desinfectado, con el fin de eliminar partículas extrañas procedentes del ordeño y se vierte en una olla de acero inoxidable o aluminio.
TRATAMIENTO TÉRMICO:
La leche se calienta a 85 °C agregando previamente 0.5 gramos de bicarbonato de sodio y 250 gramos de azúcar por cada litro de leche. Se bate suavemente hasta su total disolución.
CONCENTRACIÓN I:
La mezcla se hierve a fuego lento por 2 horas batiendo constantemente con una paleta de madera.
CONCENTRACIÓN II:
Se añade mas azúcar en la proporción de 250 gramos por litro se bate suavemente hasta su disolución total. Luego se añade el saborizante al gusto y el espesante constituido por fríjol blanco o pallar, preparado previamente en la proporción de 100 gramos por litro de leche como máximo. Se agrega el sorbato de potasio en la proporción de 1 gramo por 10 litros de leche. Se continúa con la concentración a temperatura de ebullición, batiendo constantemente, por una hora más hasta que el producto tome punto. Esta condición se reconoce cuando al pasar la paleta se ve el fondo de la olla Es recomendable realizar esta operación al baño maría para evitar el pardeamiento del producto.
ENVASADO:
Se realiza en envases limpios y estériles cuando el producto esta a 85 °C. Luego se cierra herméticamente y se coloca los envases en posición invertida sobre una mesa de madera.
ENFRIADO:
El producto envasándose enfría a la temperatura del medio ambiente
CONSERVACIÓN:
Las leches azucaradas no son tan susceptibles al deterioro por que la concentración de azúcar es alta.
19

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
CONTROL DE CALIDAD:
Los controles de calidad se realizan con análisis físico químicos y biológicos. La calidad del manjar blanco es dependiente de la calidad de la materia prima, de las técnicas de elaboración empleadas y de la higiene personal y de los utensilios utilizados.
La leche es un alimento muy perecible y se contamina fácilmente, por ello es necesario que el ordeño y el manejo de los productos lácteos sea muy cuidadoso e higiénico. La leche debe proceder de vacas sanas y libres de enfermedades infectas contagiosas.
7.- ELABORACION DE MANTEQUILLA La denominación de mantequilla se reserva al producto graso obtenido de la leche o nata de vaca con un contenido mínimo de grasa del 80%, un máximo de agua del 12% y un 20% de extracto magro lácteo.
Etapas del proceso de fabricación de la mantequilla: Maduración de la nata Desarrollo del aroma
Mediante bacterias lácticas:
1. Leuconostoc (Le. citrovorum y paracitrovorum) 2. Lactococcus (Lc. lactis var. cremoris y diacetylactis)
El compuesto responsable del aroma es el diacetilo cristalización de la grasa condiciona la textura de la mantequilla Batido de la nata
- Tiene por objeto transformar la nata (una emulsión de grasa en agua, O/A) en mantequilla (una emulsión de agua en grasa, A/O). - Durante este proceso se separa la fase acuosa constituyendo la mazada o suero de la mantequilla.
Amasado o malaxado de la mantequilla -facilitar la soldadura de los granos de mantequilla -pulverizar finamente la fase acuosa -normalizar el contenido en grasa según la legislación
Salazonado
Envasado
20

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
21

UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
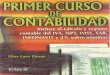
8.- ELABORACION DE HELADOS
Un helado se define como un preparado alimenticio llevado a un estado sólido, semisólido o pastoso por congelación simultánea o posterior mezclado de las materias primas y que ha de mantener el grado de plasticidad y congelación suficiente hasta el momento de su venta al consumidor.
Estructura de un helado - las burbujas de aire: actúan de aislante del frío
Hacen al helado deformable a la masticación
Hacenmás ligero al helado - los cristales de hielo: dan consistencia y sensación de frescor - la grasa: confiere cremosidad y aporta una textura suave - la caseína: estabilizan la estructura y aumentan la viscosidad
22
UNFV/FIIS/EPIA PROCESOS AGROINDUSTRIALES I 2011
23