Embed Size (px)
Citation preview

TRATAMIENTO DE ESCORIAS DE CONVERSIÓN Y DE REFINO A FUEGO
Whorkshop Escorias Oxidadas de Cobre ENAMI, Abril 2002
Instituto de Innovación en Minería y MetalurgiaIM2
Fundición CaletonesDivisión El Teniente, Codelco-Chile
Ulises Rojas F.Domingo Cordero C.
Gerardo Alvear F.
AGENDA
PRESENTACIÓN DEL PROBLEMA
ALTERNATIVAS ANALIZADAS
CONCLUSIONES DERIVADAS DEL TRABAJO
PRESENTACIÓN DEL PROBLEMA
La recirculación de escorias de conversión y refino a la unidad de fusión Convertidor Teniente (CT) le provoca dificultades operacionales directas tales como:
• Inestabilidad en la composición de la escoria
• Perturbación en la zona de decantación
• Inestabilidad térmica del proceso
• Recirculación de impurezas al proceso
• Mayor desgaste localizado en el revestimiento
refractario
• Escorias de difícil tratamiento en hornos de
limpieza (HLE)
• Acumulación en piso CT bajo zona de la boca
• Baja recuperación de cobre
OBJETIVO DEL ESTUDIO
Basados en criterios técnicos y económicos definir dos alternativas de procesamiento para las escorias sobre oxidadas de convertidores Peirce-Smith (CPS) y de refino las cuales deben ser analizadas a nivel de ingeniería de perfil en una segunda etapa del proyecto
Alternativas analizadas
• Recirculación al CT o HLE
• En frío
• En caliente
• Tratamiento pirometalúrgico
separado
• Separación magnética
• Lixiviación
• Flotación
• Combinación entre alternativas
PASOS PRELIMINARES
Análisis del caso base
• Caracterización escorias
• Química
• Mineralógica
• Balance Masa Fundición
Caletones
• Con Horno Reverbero
• Sin Horno Reverbero

CARACTERÍSTICAS
Escorias sobre
oxidadas de
CPS
• Generación asociada a:
• Sobre oxidación FeS contenido en el Metal Blanco (MB)
• Magnetita contenida en el MB
• Oxidos contenidos en la carga fría
• Sobre oxidación del cobre (a óxido y espineles con magnetita)
CuT
(%)
Prom 28,4
Máx. 40,7
Mín. 16,8
Desv 7,0
Fases Esc-1 Esc-2 Esc-3 Esc-4
Cu metálico 11,6 8,1 3,5 3,0
Magnetita 55,3 40,8 55,1 40,0
Fayalita 32,3 39,8 16,1 24,3
Cuprita 0,20 5,3 9,1 16,4
Ferrita 0,60 6,0 12,8 12,0
Otros - - 3,3 4,3
(b) Composición Mineralógica
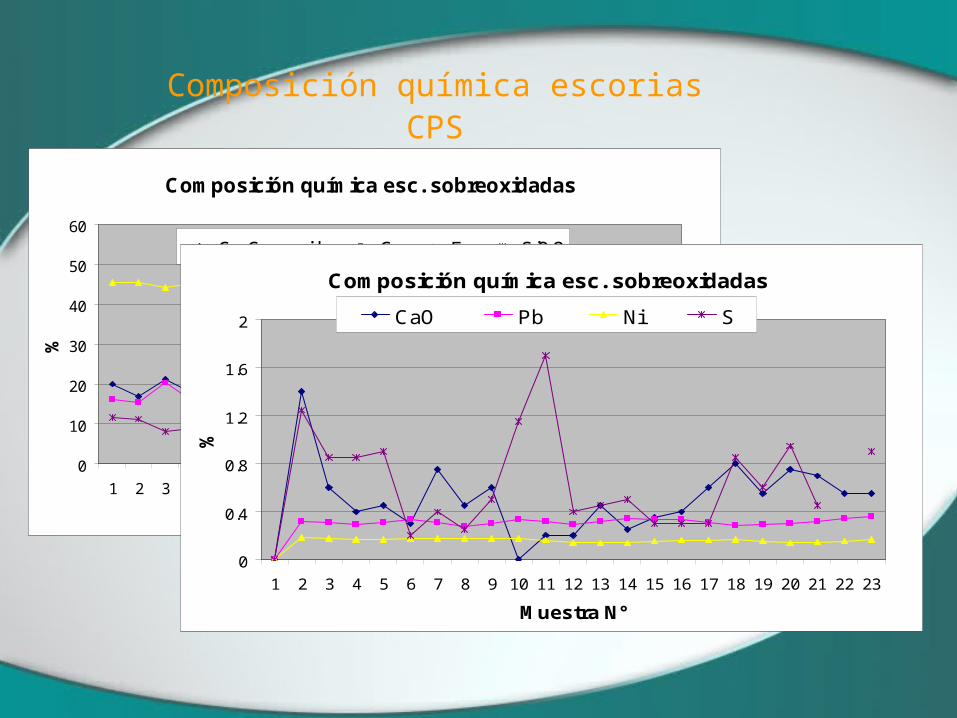
Composición química escorias CPS
Composición química esc. sobreoxidadas
0
10
20
30
40
50
60
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Muestra N°
%
Cu Corregido Cu Fe SiO2
Composición química esc. sobreoxidadas
0
0.4
0.8
1.2
1.6
2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
Muestra N°
%
CaO Pb Ni S
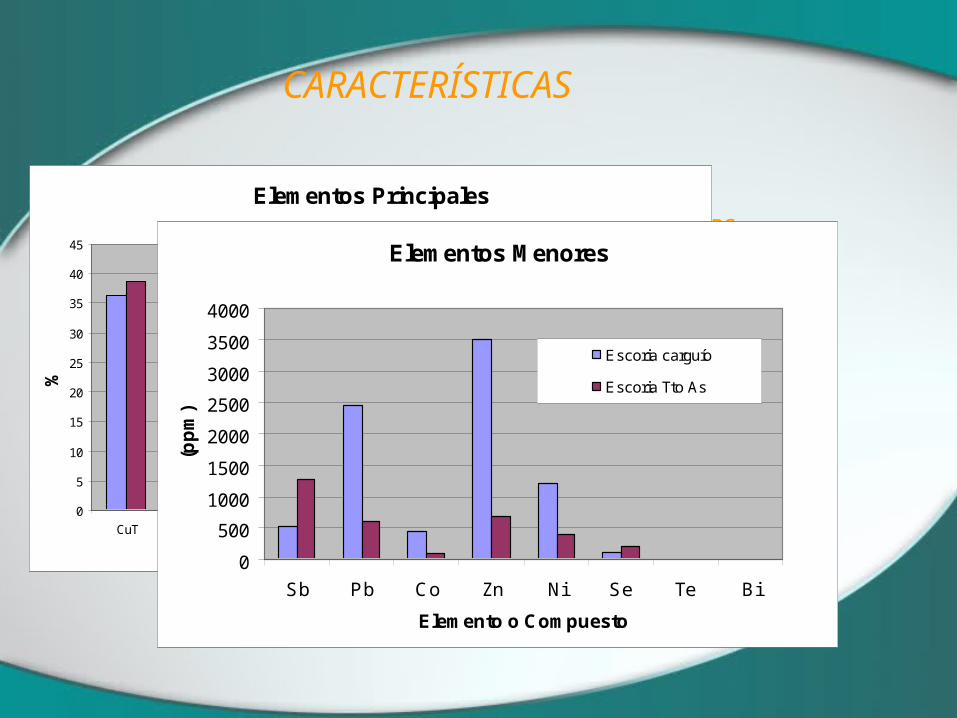
CARACTERÍSTICAS
ESCORIAS
ANODICAS Y
DE RAF
• Generación asociada a:
• Arrastre de escorias oxidadas desde CPS
• Arseniatos de Sodio y Calcio
• Sobre oxidación del cobre
Elementos Principales
0
5
10
15
20
25
30
35
40
45
CuT CuNS FeT Fe3O4 SiO2 Na2O S As
Elemento o Compuesto
%
Escoria carguío
Escoria Tto As
Elementos Menores
0
500
1000
1500
2000
2500
3000
3500
4000
Sb Pb Co Zn Ni Se Te Bi
Elemento o Compuesto
(pp
m)
Escoria carguío
Escoria Tto As
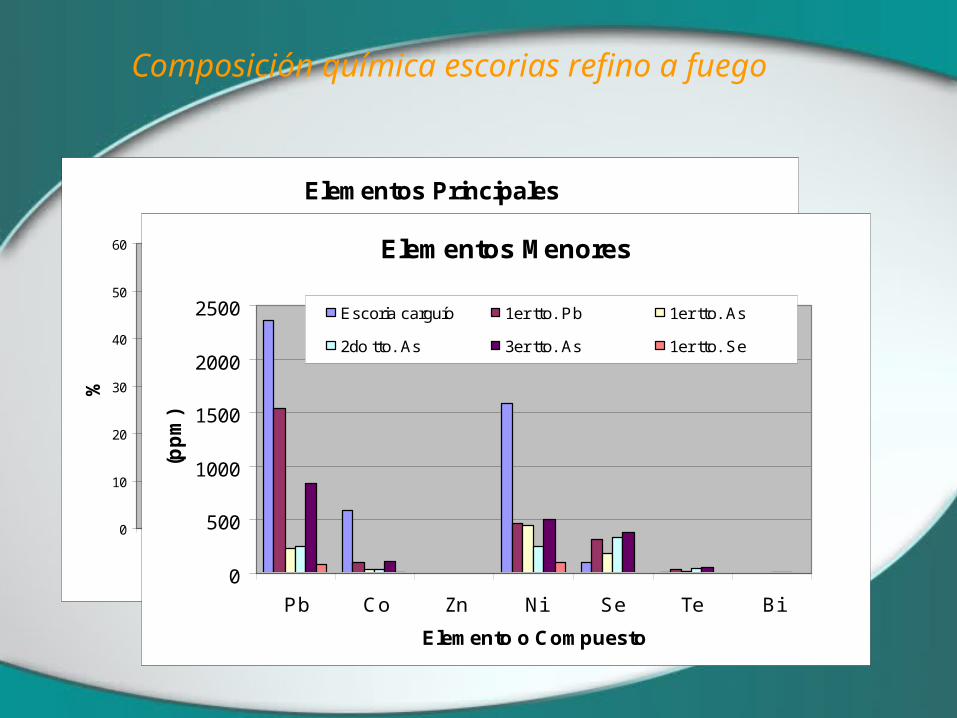
Composición química escorias refino a fuego
Elementos Principales
0
10
20
30
40
50
60
CuT CuNS FeT Fe3O4 SiO2 Na2O S As
Elemento o Compuesto
%
Escoria carguío 1er tto.Pb 1er tto. As
2er tto. As 1er tto. Se Serie6Elementos Menores
0
500
1000
1500
2000
2500
Pb Co Zn Ni Se Te Bi
Elemento o Compuesto
(pp
m)
Escoria carguío 1er tto. Pb 1er tto. As
2do tto. As 3er tto. As 1er tto. Se
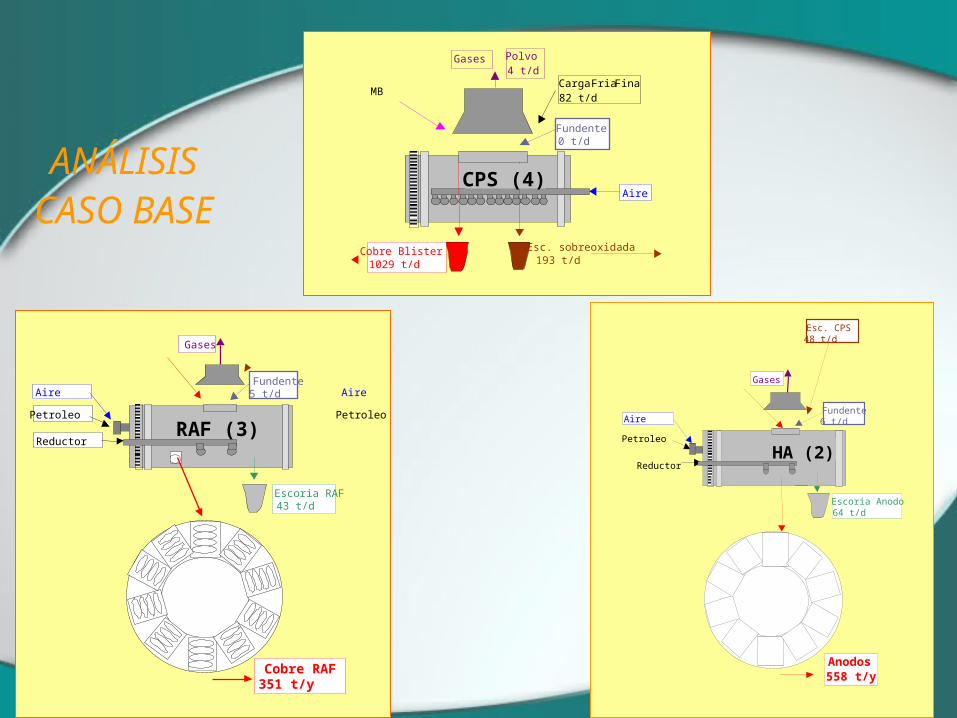
ANÁLISIS CASO BASE
Cobre RAF 351 t/y
Escoria RAF 43 t/d
Fundente5 t/d
Petroleo
Aire
Reductor
Gases
Petroleo
Aire
RAF (3)
Reductor
Anodos 558 t/y
Escoria Anodo 64 t/d
Fundente6 t/d
Gases
HA (2)
Esc. CPS48 t/d
Petroleo
Aire
Esc. sobreoxidada 193 t/d
Cobre Blister 1029 t/d
Aire
Fundente 0 t/d
CPS (4)
Gases Polvo 4 t/d
Carga Fria Fina 82 t/d
MB
ANALISIS DE ALTERNATIVAS
RECIRCULACIÓN EN FRIO Y/O CALIENTE
PROCESAMIENTO SEPARADO
PIROMETALURGICO
HIDROMETALURGICO
FLOTACION
SEPARACION MAGNETICA
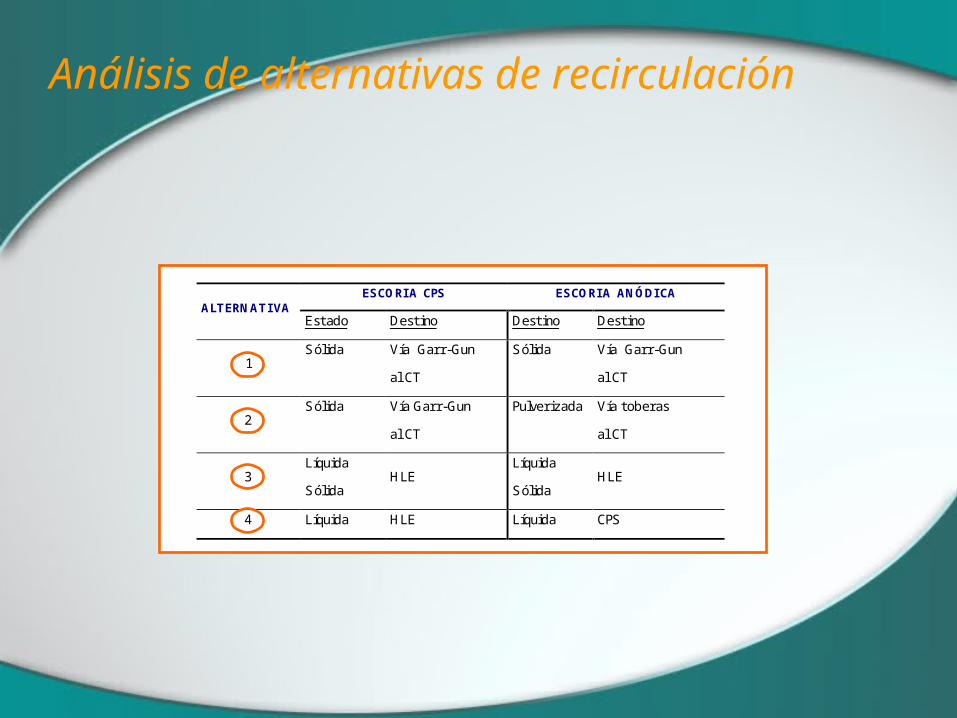
Análisis de alternativas de recirculación
ESCORI A CPS ESCORI A ANÓDI CAALTERNATI VA
Estado Destino Destino Destino
1Sólida Vía Garr-Gun
al CT
Sólida Vía Garr-Gun
al CT
2Sólida Vía Garr-Gun
al CT
Pulverizada Vía toberas
al CT
3Líquida
SólidaHLE
Líquida
SólidaHLE
4 Líquida HLE Líquida CPS
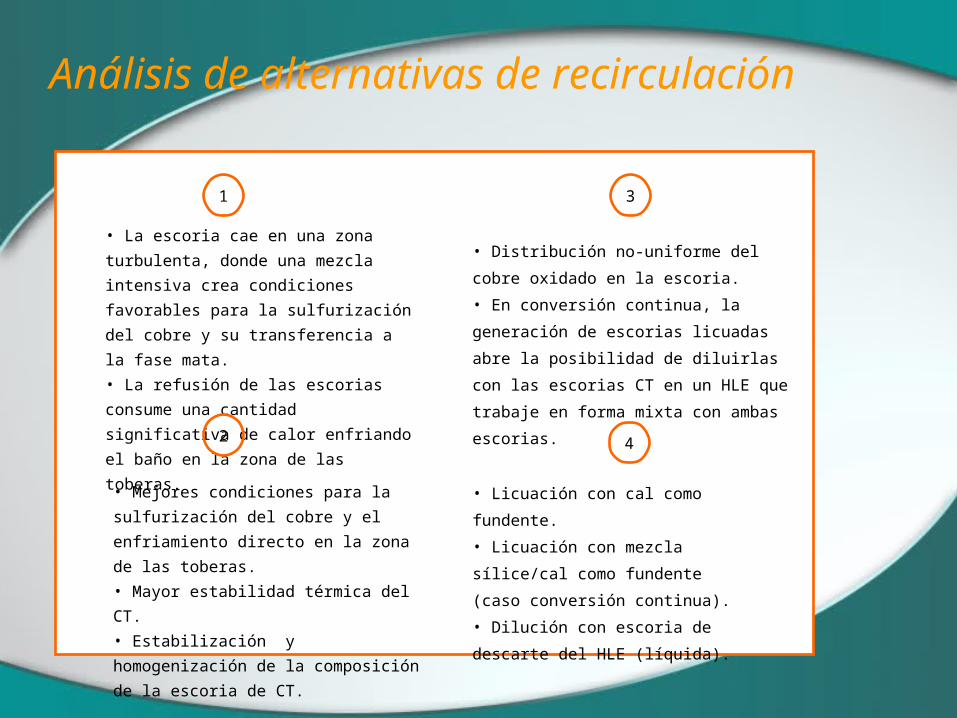
Análisis de alternativas de recirculación
• La escoria cae en una zona
turbulenta, donde una mezcla
intensiva crea condiciones favorables
para la sulfurización del cobre y su
transferencia a la fase mata.
• La refusión de las escorias consume
una cantidad significativa de calor
enfriando el baño en la zona de las
toberas.
• Mejores condiciones para la
sulfurización del cobre y el
enfriamiento directo en la zona de las
toberas.
• Mayor estabilidad térmica del CT.
• Estabilización y homogenización de
la composición de la escoria de CT.
• Distribución no-uniforme del cobre
oxidado en la escoria.
• En conversión continua, la generación
de escorias licuadas abre la posibilidad
de diluirlas con las escorias CT en un
HLE que trabaje en forma mixta con
ambas escorias.
• Licuación con cal como fundente.
• Licuación con mezcla sílice/cal
como fundente (caso conversión
continua).
• Dilución con escoria de descarte
del HLE (líquida).
1
2
3
4
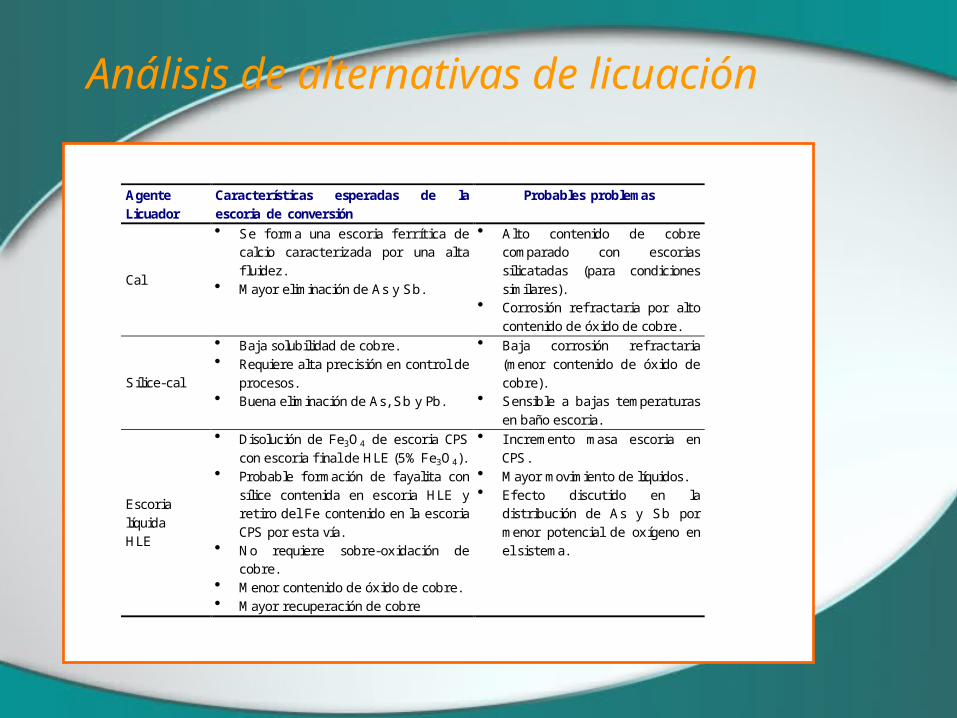
Análisis de alternativas de licuación
AgenteLicuador
Características esperadas de laescoria de conversión
Probables problemas
Cal
Se forma una escoria ferrítica decalcio caracterizada por una altafluidez.
Mayor eliminación de As y Sb.
Alto contenido de cobrecomparado con escoriassilicatadas (para condicionessimilares).
Corrosión ref ractaria por altocontenido de óxido de cobre.
Sílice-cal
Baja solubilidad de cobre. Requiere alta precisión en control de
procesos. Buena eliminación de As, Sb y Pb.
Baja corrosión ref ractaria(menor contenido de óxido decobre).
Sensible a bajas temperaturasen baño escoria.
EscorialíquidaHLE
Disolución de Fe3O4 de escoria CPScon escoria final de HLE (5% Fe3O4).
Probable formación de fayalita consílice contenida en escoria HLE yretiro del Fe contenido en la escoriaCPS por esta vía.
No requiere sobre-oxidación decobre.
Menor contenido de óxido de cobre. Mayor recuperación de cobre
I ncremento masa escoria enCPS.
Mayor movimiento de líquidos. Efecto discutido en la
distribución de As y Sb pormenor potencial de oxígeno enel sistema.
CONCLUSIONES ALTERNATIVAS DE RECIRCULACIÓN
La recirculación de escoria CPS granallada al CT vía garr-gun es una alternativa potencial frente a la recirculación en caliente. Su implementación requiere escorias licuadas que puedan ser efectivamente granalladas. La principal desventaja es la potencial condensación de impurezas en el circuito fusión-conversión-refino.
La escoria final HLE como agente diluyente en CPS es una alternativa intermedia que permite licuar las escorias de CPS y de refino en Fundiciones donde no se ha consolidado el proceso de conversión continua. Esta alternativa aumenta movimiento y manejo de líquidos al interior de la nave.
La implantación del proceso de Conversión continua en la Fundición de Caletones, permite obtener escorias licuadas de conversión con un menor contenido de cobre. Estas escorias líquidas, de más fácil manejo a través de tazas, podrían ser granalladas para un posterior tratamiento o bien directamente tratadas en un HLE en conjunto con las escorias CT.
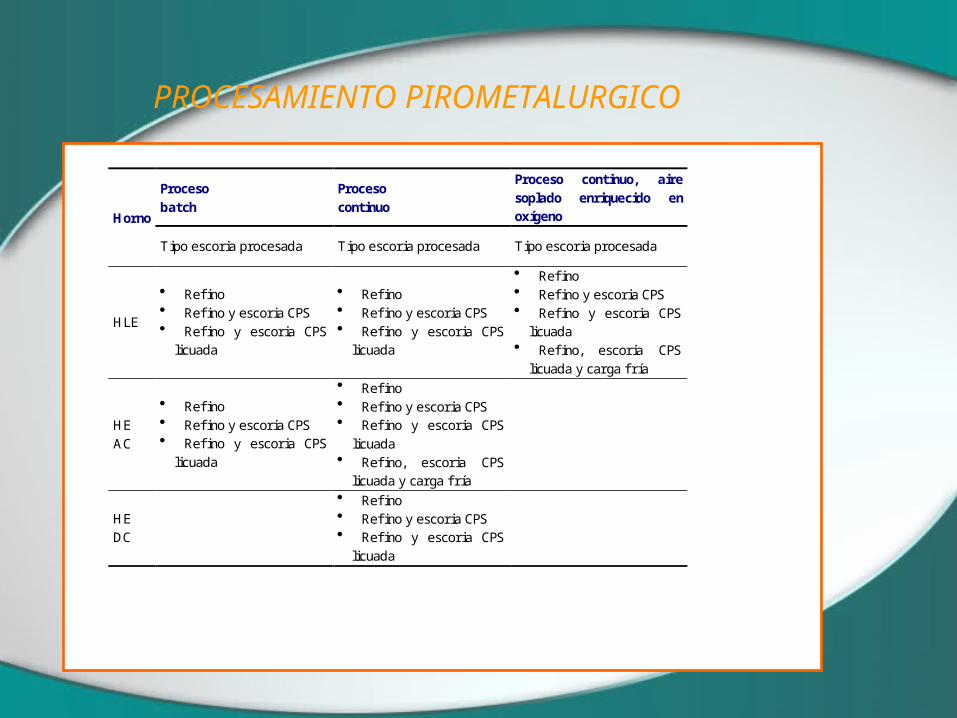
PROCESAMIENTO PIROMETALURGICOProcesobatch
Procesocontinuo
Proceso continuo, airesoplado enriquecido enoxígenoHorno
Tipo escoria procesada Tipo escoria procesada Tipo escoria procesada
HLE
Refino Refino y escoria CPS Refino y escoria CPS
licuada
Refino Refino y escoria CPS Refino y escoria CPS
licuada
Refino Refino y escoria CPS Refino y escoria CPS
licuada Refino, escoria CPS
licuada y carga f ría
HEAC
Refino Refino y escoria CPS Refino y escoria CPS
licuada
Refino Refino y escoria CPS Refino y escoria CPS
licuada Refino, escoria CPS
licuada y carga f ría
HEDC
Refino Refino y escoria CPS Refino y escoria CPS
licuada
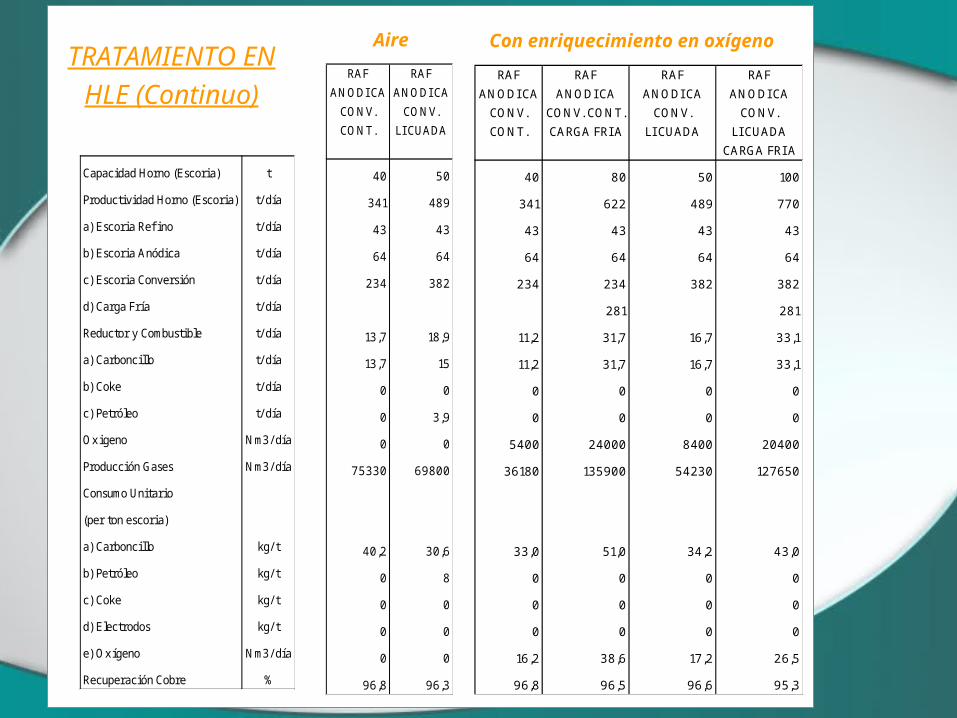
TRATAMIENTO EN HLE (Continuo)
Capacidad Horno (Escoria) t
Productividad Horno (Escoria) t/ día
a) Escoria Refi no t/ día
b) Escoria Anódica t/ día
c) Escoria Conversión t/ día
d) Carga Fría t/ día
Reductor y Combustible t/ día
a) Carboncillo t/ día
b) Coke t/ día
c) Petróleo t/ día
Oxigeno Nm3/ día
Producción Gases Nm3/ día
Consumo Unitario
(per ton escoria)
a) Carboncillo kg/ t
b) Petróleo kg/ t
c) Coke kg/ t
d) Electrodos kg/ t
e) Oxígeno Nm3/ día
Recuperación Cobre %
RAF RAF RAF RAF
ANODI CA ANODI CA ANODI CA ANODI CA
CONV. CONV. CONT. CONV. CONV.
CONT. CARGA FRI A LI CUADA LI CUADA
CARGA FRI A
40 80 50 100
341 622 489 770
43 43 43 43
64 64 64 64
234 234 382 382
281 281
11,2 31,7 16,7 33,1
11,2 31,7 16,7 33,1
0 0 0 0
0 0 0 0
5400 24000 8400 20400
36180 135900 54230 127650
33,0 51,0 34,2 43,0
0 0 0 0
0 0 0 0
0 0 0 0
16,2 38,6 17,2 26,5
96,8 96,5 96,6 95,3
Con enriquecimiento en oxígenoRAF RAF
ANODI CA ANODI CA
CONV. CONV.
CONT. LI CUADA
40 50
341 489
43 43
64 64
234 382
13,7 18,9
13,7 15
0 0
0 3,9
0 0
75330 69800
40,2 30,6
0 8
0 0
0 0
0 0
96,8 96,3
Aire
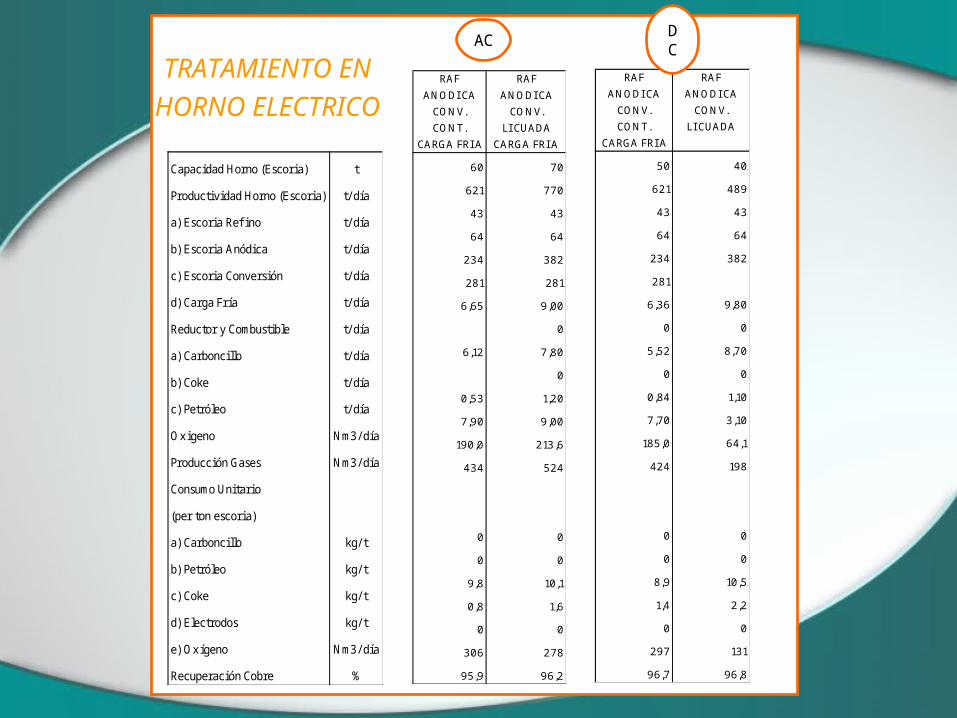
TRATAMIENTO EN HORNO ELECTRICO
Capacidad Horno (Escoria) t
Productividad Horno (Escoria) t/ día
a) Escoria Refi no t/ día
b) Escoria Anódica t/ día
c) Escoria Conversión t/ día
d) Carga Fría t/ día
Reductor y Combustible t/ día
a) Carboncillo t/ día
b) Coke t/ día
c) Petróleo t/ día
Oxigeno Nm3/ día
Producción Gases Nm3/ día
Consumo Unitario
(per ton escoria)
a) Carboncillo kg/ t
b) Petróleo kg/ t
c) Coke kg/ t
d) Electrodos kg/ t
e) Oxígeno Nm3/ día
Recuperación Cobre %
RAF RAF
ANODI CA ANODI CA
CONV. CONV.
CONT. LI CUADA
CARGA FRI A CARGA FRI A
60 70
621 770
43 43
64 64
234 382
281 281
6,65 9,00
0
6,12 7,80
0
0,53 1,20
7,90 9,00
190,0 213,6
434 524
0 0
0 0
9,8 10,1
0,8 1,6
0 0
306 278
95,9 96,2
AC
RAF RAF
ANODI CA ANODI CA
CONV. CONV.
CONT. LI CUADA
CARGA FRI A
50 40
621 489
43 43
64 64
234 382
281
6,36 9,80
0 0
5,52 8,70
0 0
0,84 1,10
7,70 3,10
185,0 64,1
424 198
0 0
0 0
8,9 10,5
1,4 2,2
0 0
297 131
96,7 96,8
DC
Conclusiones tratamiento pirometalúrgico separado
El procesamiento de las escorias tanto en un HE como en HLE, presenta índices de recuperación de cobre estimados superiores al 95%.
La alternativa de procesamiento en HLE, se presenta como más favorable para la Fundición Caletones al disponer en este momento de 4 unidades operativas. Una adecuada programación de las unidades permitiría tratar en forma continua las escorias de CPS y de refino.
El disponer de una unidad dedicada al procesamiento de escorias sobre-oxidadas de CPS y de refino, en la cual se opere diluyendo la escoria CPS con escoria CT, permitiría aumentar la recuperación de la fundición.
En cuanto al comportamiento de las impurezas, la información disponible no permite en primera instancia cuantificar su distribución entre las fases metal-escoria-gas
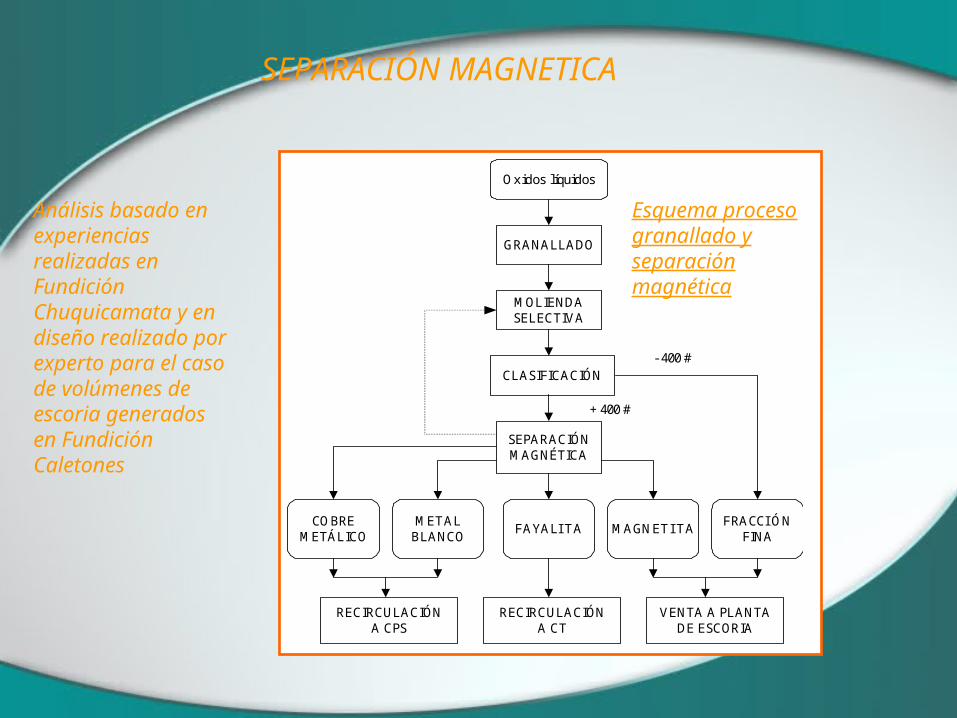
SEPARACIÓN MAGNETICA
Análisis basado en experiencias realizadas en Fundición Chuquicamata y en diseño realizado por experto para el caso de volúmenes de escoria generados en Fundición Caletones
Oxidos líquidos
GRANALLADO
CLASIFICACIÓN
MOLIENDASELECTIVA
SEPARACIÓNMAGNÉTICA
COBREMETÁLICO
METALBLANCO
FAYALI TA MAGNETI TAFRACCI ÓN
FINA
RECIRCULACIÓNA CPS
RECIRCULACIÓNA CT
VENTA A PLANTADE ESCORIA
- 400 #
+ 400 #
Esquema proceso granallado y separación magnética
Ventajas y desventajas de la tecnología de Separación Magnética
• Tecnología limpia
• Retiro definitivo de la magnetita del circuito de fusión – conversión – refino
• Recuperación y retorno del fundente con una alta calidad química
• Baja recuperación de cobre comparada con alternativas pirometalúrgicas e hidrometalúrgicas. No obstante la aplicación en serie con la lixiviación de residuos permite aumentar la recuperación global del proceso
• Tecnología desarrollada sólo a nivel de laboratorio, requiere de una etapa de validación piloto.
• Requiere de una gran disminución de tamaño para hacerla eficiente con el consiguiente gasto energético en chancado y molienda. Superable al combinar con granallado de escorias.
• Alta inversión inicial (45.000 UF)
+
-
ANALISIS DE ALTERNATIVAS
LIXIVIACIÓN DE ESCORIAS
• Estado del arte• Definición de pruebas exploratorias• Ejecución y evaluación pruebas• Conclusiones
Conclusiones análisis estado del arte
• La recuperación de cobre varía en un amplio rango dependiendo del tipo de escoria, medio de lixiviación utilizado y condiciones específicas utilizadas
• La recuperación de cobre supera el 90% cuando se efectúa una lixiviación a presión en medio ácido o amoniacal o en medios fuertemente oxidantes como nítrico o cianuro
• En el caso de escorias sobre-oxidadas CPS, el tratamiento con ácido sulfúrico seguido de una lixiviación acuosa es la alternativa más favorable
Revisión completa de estudios realizados por Codelco así como de la literatura técnica disponible desde 1957 hasta 2000.
Conclusiones análisis estado del arte
• La lixiviación de escorias lleva consigo no solo la solubilización del cobre
contenido sino también de las impurezas contenidas en la escoria
• La extracción de cobre aumenta si la lixiviación se efectúa a temperaturas
> 90ºC con escorias finamente molidas, independiente del tipo de escorias
y medio de lixiviación que sea utilizado
• El uso de medios que tienen la ventaja de ser más selectivos para la disolución
de cobre sobre el fierro, como son el cianuro y medio amoniacal, presentan
importantes desventajas en el caso del cianuro por tratarse de un reactivo tóxico
y costoso, y en medio amoniacal las pérdidas de reactivo que representan el
punto crítico para lograr un proceso rentable.
• La utilización de medios altamente oxidantes a temperatura mayores a
temperatura ambiente conlleva problemas de corrosión.
CONCLUSION FINAL ANALISIS ESTADO DEL ARTE
• Un proceso de este tipo
permite utilizar el ácido
sulfúrico excedente de la
División, pero tiene la
desventaja de la disolución
simultánea de impurezas,
que requerirían de etapas de
abatimiento posteriores a la
lixiviación.
• Analizar proceso de
lixiviación en medio
ácido sulfúrico a
temperatura alta para
maximizar la
recuperación de cobre.
PRUEBAS LABORATORIO
Primer set de Pruebas
Objetivo
Analizar el comportamiento de las escorias de conversión y refino en un
proceso de digestión ácida
Condiciones Experiencias Lixiviación
• Digestión ácida en reposo por 6 horas
• Digestión ácida con agitación por 2 horas
• Temperatura ambiente y 90°C
• Tamaño partículas -10# y -100#
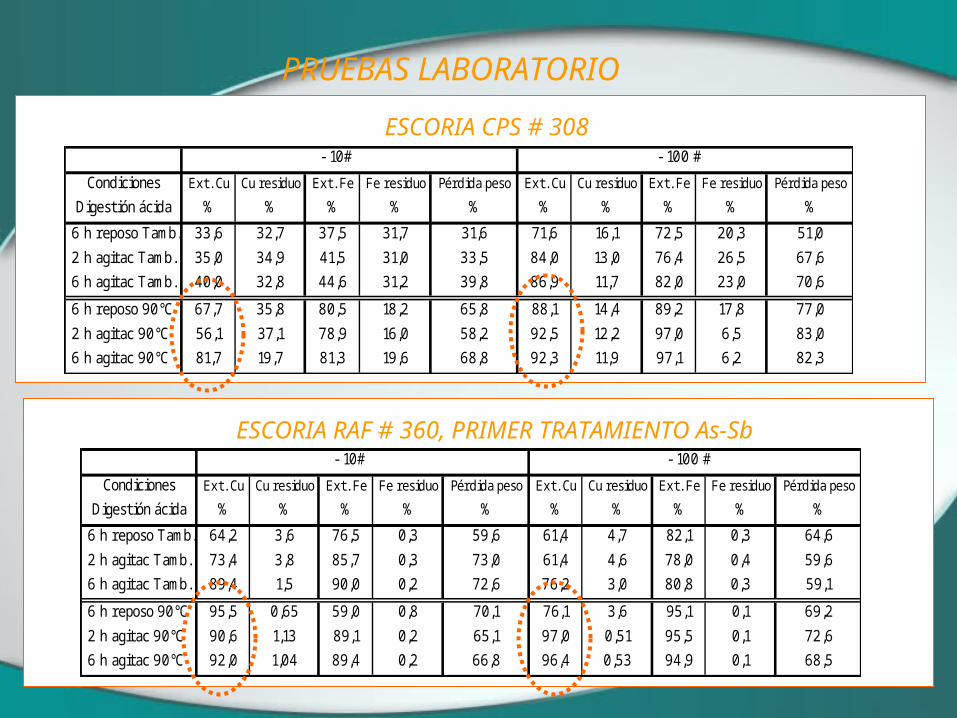
PRUEBAS LABORATORIO
ESCORIA CPS # 308 - 10# - 100 #
Condiciones Ext. Cu Cu residuo Ext. Fe Fe residuo Pérdida peso Ext. Cu Cu residuo Ext. Fe Fe residuo Pérdida peso
Digestión ácida % % % % % % % % % %
6 h reposo Tamb. 33,6 32,7 37,5 31,7 31,6 71,6 16,1 72,5 20,3 51,0
2 h agitac Tamb. 35,0 34,9 41,5 31,0 33,5 84,0 13,0 76,4 26,5 67,6
6 h agitac Tamb. 40,0 32,8 44,6 31,2 39,8 86,9 11,7 82,0 23,0 70,6
6 h reposo 90°C 67,7 35,8 80,5 18,2 65,8 88,1 14,4 89,2 17,8 77,0
2 h agitac 90°C 56,1 37,1 78,9 16,0 58,2 92,5 12,2 97,0 6,5 83,0
6 h agitac 90°C 81,7 19,7 81,3 19,6 68,8 92,3 11,9 97,1 6,2 82,3
ESCORIA RAF # 360, PRIMER TRATAMIENTO As-Sb - 10# - 100 #
Condiciones Ext. Cu Cu residuo Ext. Fe Fe residuo Pérdida peso Ext. Cu Cu residuo Ext. Fe Fe residuo Pérdida peso
Digestión ácida % % % % % % % % % %
6 h reposo Tamb. 64,2 3,6 76,5 0,3 59,6 61,4 4,7 82,1 0,3 64,6
2 h agitac Tamb. 73,4 3,8 85,7 0,3 73,0 61,4 4,6 78,0 0,4 59,6
6 h agitac Tamb. 89,4 1,5 90,0 0,2 72,6 76,2 3,0 80,8 0,3 59,1
6 h reposo 90°C 95,5 0,65 59,0 0,8 70,1 76,1 3,6 95,1 0,1 69,2
2 h agitac 90°C 90,6 1,13 89,1 0,2 65,1 97,0 0,51 95,5 0,1 72,6
6 h agitac 90°C 92,0 1,04 89,4 0,2 66,8 96,4 0,53 94,9 0,1 68,5
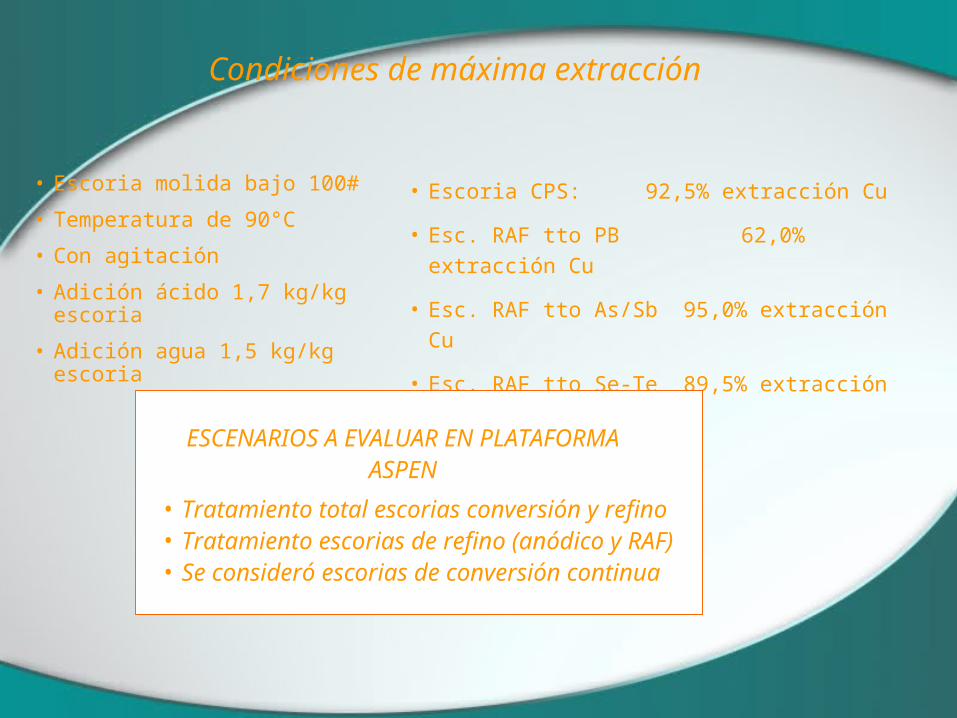
Condiciones de máxima extracción
• Escoria molida bajo 100#
• Temperatura de 90°C
• Con agitación
• Adición ácido 1,7 kg/kg escoria
• Adición agua 1,5 kg/kg escoria
• Escoria CPS: 92,5% extracción Cu
• Esc. RAF tto PB 62,0% extracción Cu
• Esc. RAF tto As/Sb 95,0% extracción Cu
• Esc. RAF tto Se-Te 89,5% extracción Cu
ESCENARIOS A EVALUAR EN PLATAFORMA ASPEN
• Tratamiento total escorias conversión y refino• Tratamiento escorias de refino (anódico y RAF)• Se consideró escorias de conversión continua
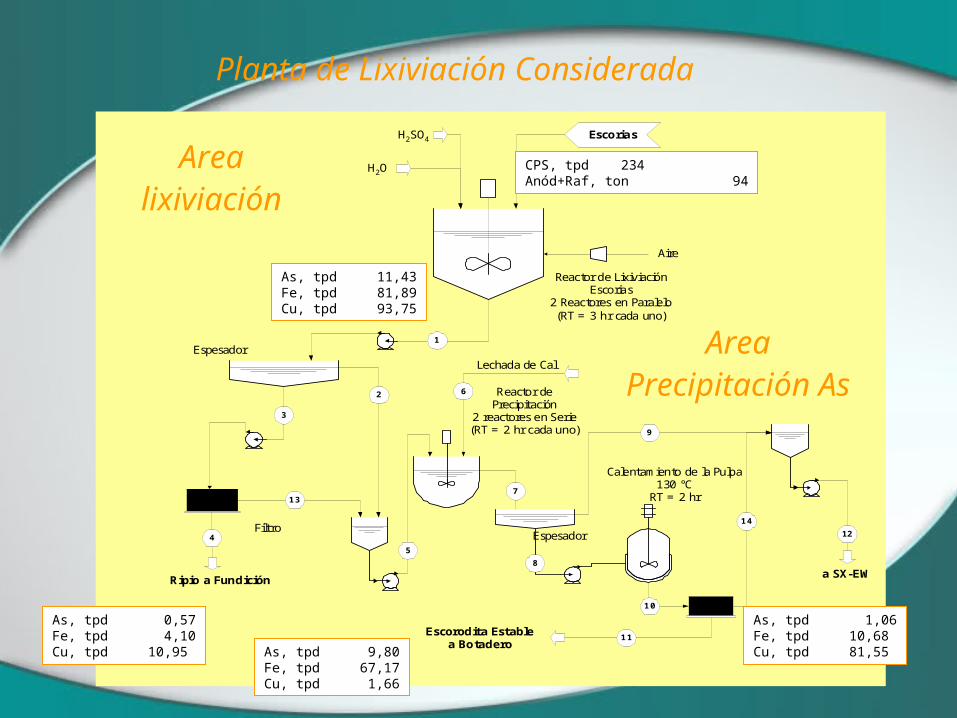
Planta de Lixiviación Considerada
Aire
Reactor de LixiviaciónEscorias
2 Reactores en Paralelo(RT = 3 hr cada uno)
FiltroEscorodita Establea Botadero
Espesador
Espesador
Ripio a Fundición
Escorias
Filtro
Reactor dePrecipitación
2 reactores en Serie(RT = 2 hr cada uno)
Calentamiento de la Pulpa130 °C
RT = 2 hr
H2SO4
H2O
Lechada de Cal
a SX-EW
1
2
3
4
5
6
7
8
9
12
10
11
13
14
Area lixiviación
Area Precipitación
As
As, tpd 1,06Fe, tpd 10,68Cu, tpd 81,55As, tpd 9,80
Fe, tpd 67,17Cu, tpd 1,66
As, tpd 0,57Fe, tpd 4,10Cu, tpd 10,95
As, tpd 11,43Fe, tpd 81,89Cu, tpd 93,75
CPS, tpd 234Anód+Raf, ton 94
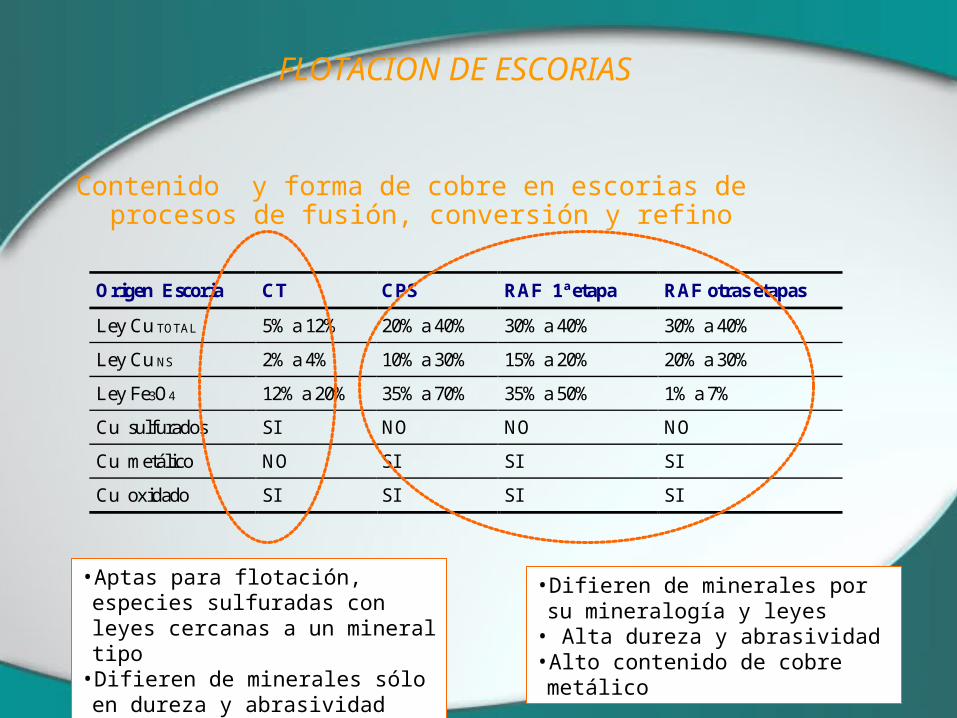
FLOTACION DE ESCORIAS
Contenido y forma de cobre en escorias de procesos de fusión, conversión y refino
Origen Escoria CT CPS RAF 1ª etapa RAF otras etapas
Ley Cu TOTAL 5% a 12% 20% a 40% 30% a 40% 30% a 40%
Ley Cu NS 2% a 4% 10% a 30% 15% a 20% 20% a 30%
Ley Fe3O4 12% a 20% 35% a 70% 35% a 50% 1% a 7%
Cu sulfurados SI NO NO NO
Cu metálico NO SI SI SI
Cu oxidado SI SI SI SI
•Aptas para flotación, especies sulfuradas con leyes cercanas a un mineral tipo
•Difieren de minerales sólo en dureza y abrasividad
•Difieren de minerales por su mineralogía y leyes
• Alta dureza y abrasividad•Alto contenido de cobre metálico
Flotación de óxidos
• Información técnica disponible de flotación de escorias con alto contenido de cobre nativo y oxidado en escasa.
• Recuperación de cobre presenta varias dificultades relacionadas con:
• Falta de adhesión del colector
• Poca selectividad del proceso de flotación
• Aglomeraciones inestables de burbujas y partículas
• Alternativas técnicas:
• Empleo de ácidos grasos
• Sulfidización del mineral en etapas
•Análisis flotación de escorias de CPS y refino pasa por análisis de flotación de óxidos
Flotación de óxidos
Empleo de ácidos grasos
Reactivos de flotación usados: Aceites derivados del petróleo
Colectores pueden entregar altas recuperaciones, pero carecen de
selectividad (una vez absorbidos es muy difícil desabsorberlos y continúan
flotando en las etapas posteriores de limpieza de concentrado con lo cual es
difícil subir la ley del concentrado final.
Sulfidización del mineral en etapas
Reactivos de flotación usados: Xantatos , ditiofosfatos
Sistema más selectivo, con un alto costo por los reactivos utilizados.
Presenta problemas de control de recuperación de sulfuros de Cu gruesos y
finos y en la recuperación de partículas de cobre no-sulfurado.
Flotación de óxidos
LOS ANTECEDENTES ANALIZADOS INDICAN QUE DEBIDO A
LA VARIABILIDAD DE LAS ESCORIAS EN TÉRMINOS DE
CONTENIDO Y NATURALEZA DE L COBRE, LA ALTERNATIVA
DE FLOTACIÓN NO ES VIABLE COMO MÉTODO DE
PROCESAMIENTO DE LAS ESCORIAS DE CPS Y REFINO
SELECCIÓN DE ALTERNATIVAS
METODO
Análisis de factibilidad técnica de los procesos
- Recuperación
- Implementación en Caletones
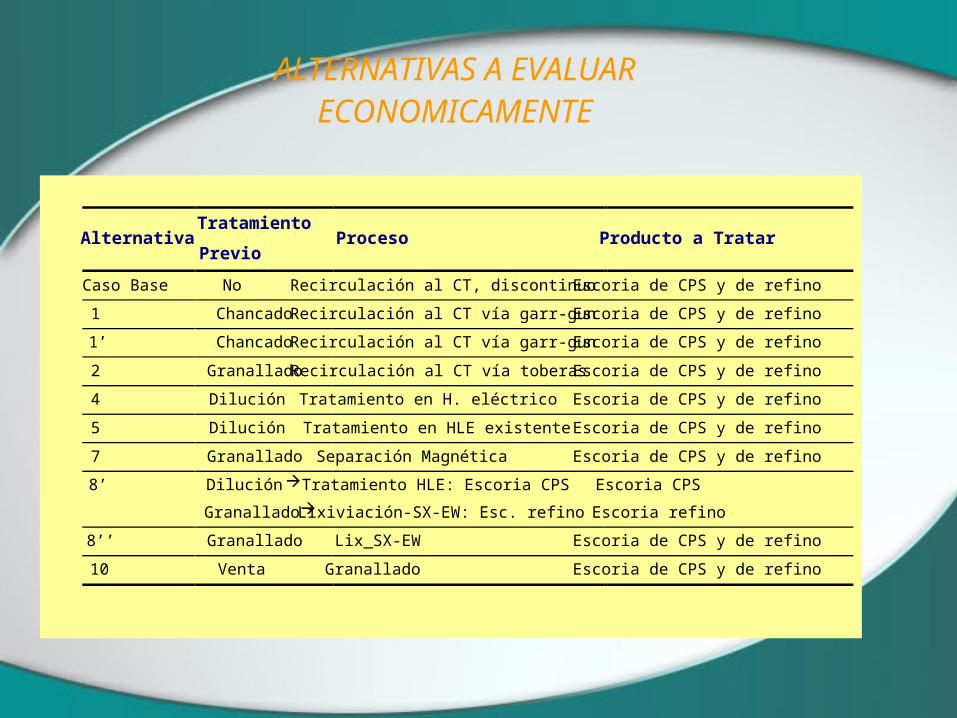
ALTERNATIVAS A EVALUAR ECONOMICAMENTE
AlternativaTratamiento
PrevioProceso Producto a Tratar
Caso Base No Recirculación al CT, discontinuo Escoria de CPS y de refino
1 Chancado Recirculación al CT vía garr-gun Escoria de CPS y de refino
1’ Chancado Recirculación al CT vía garr-gun Escoria de CPS y de refino
2 Granallado Recirculación al CT vía toberas Escoria de CPS y de refino
4 Dilución Tratamiento en H. eléctrico Escoria de CPS y de refino
5 Dilución Tratamiento en HLE existente Escoria de CPS y de refino
7 Granallado Separación Magnética Escoria de CPS y de refino
8’ Dilución
Granallado Tratamiento HLE: Escoria CPS
Lixiviación-SX-EW: Esc. refino
Escoria CPS
Escoria refino
8’’ Granallado Lix_SX-EW Escoria de CPS y de refino
10 Venta Granallado Escoria de CPS y de refino
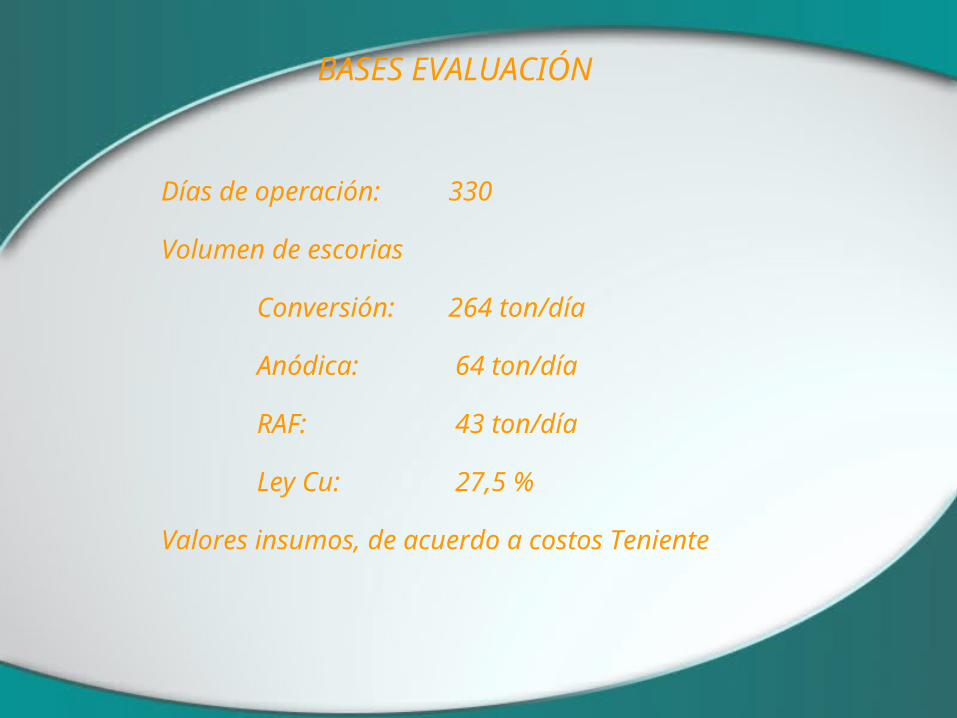
BASES EVALUACIÓN
Días de operación: 330
Volumen de escorias
Conversión: 264 ton/día
Anódica: 64 ton/día
RAF: 43 ton/día
Ley Cu: 27,5 %
Valores insumos, de acuerdo a costos
Teniente
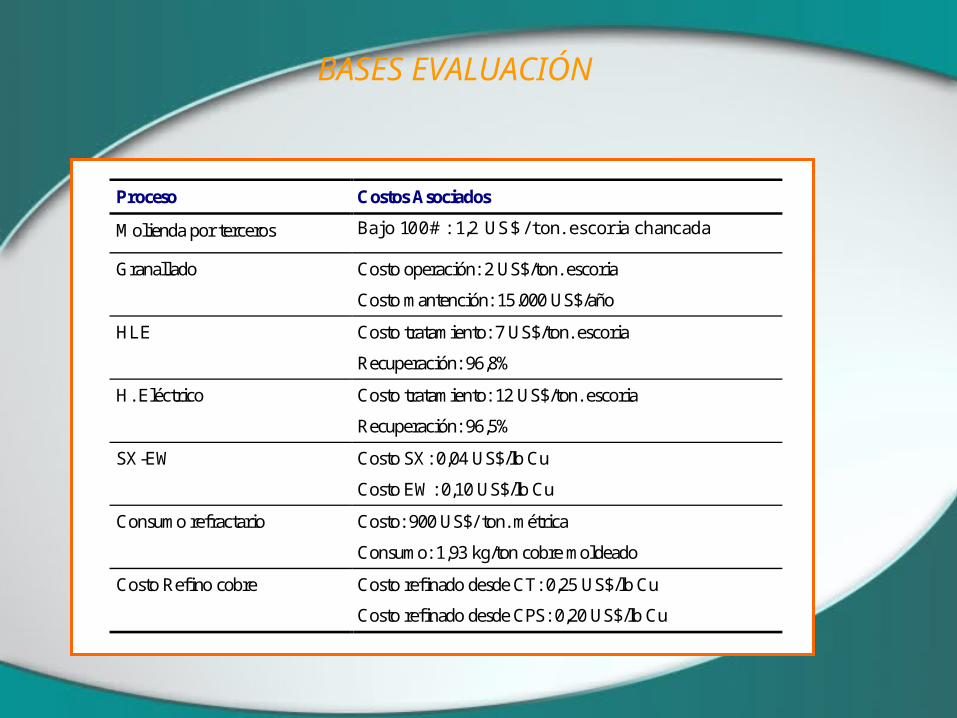
BASES EVALUACIÓN
Proceso Costos Asociados
Molienda por terceros Bajo 100#: 1,2 US$/ ton. escoria chancada
Granallado Costo operación: 2 US$/ton. escoria
Costo mantención: 15.000 US$/año
HLE Costo tratamiento: 7 US$/ton. escoria
Recuperación: 96,8%
H. Eléctrico Costo tratamiento: 12 US$/ton. escoria
Recuperación: 96,5%
SX-EW Costo SX: 0,04 US$/lb Cu
Costo EW: 0,10 US$/lb Cu
Consumo refractario Costo: 900 US$/ ton. métrica
Consumo: 1,93 kg/ton cobre moldeado
Costo Refino cobre Costo refinado desde CT: 0,25 US$/lb Cu
Costo refinado desde CPS: 0,20 US$/lb Cu
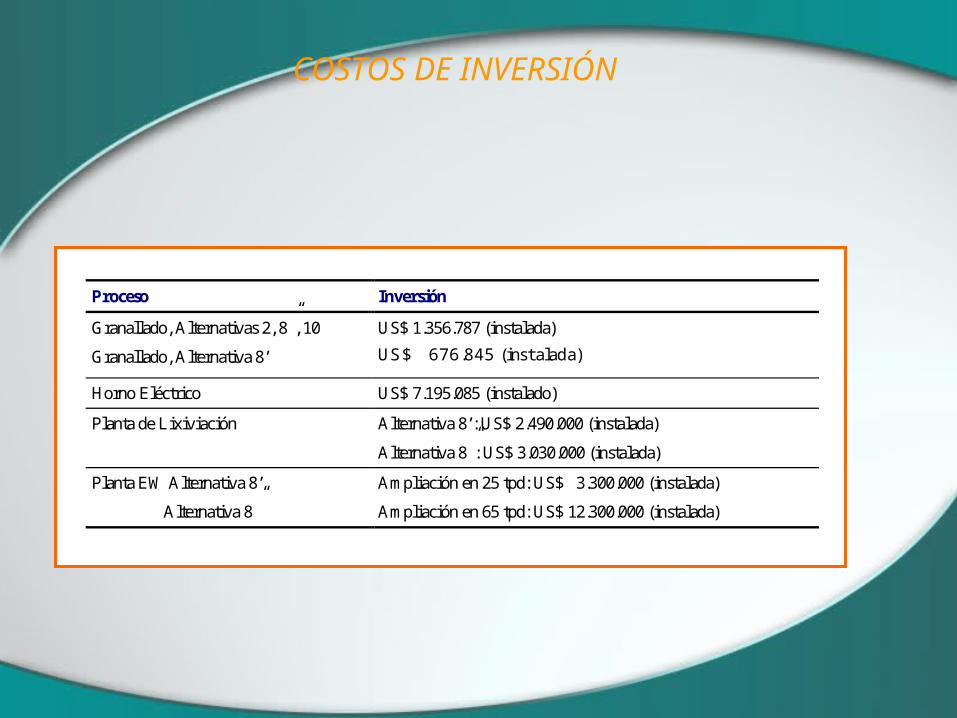
COSTOS DE INVERSIÓN
Proceso Inversión
Granallado, Alternativas 2, 8”, 10
Granallado, Alternativa 8’
US$ 1.356.787 (instalada)
US$ 676.845 (instalada)
Horno Eléctrico US$ 7.195.085 (instalado)
Planta de Lixiviación Alternativa 8’: US$ 2.490.000 (instalada)
Alternativa 8”: US$ 3.030.000 (instalada)
Planta EW Alternativa 8’
Alternativa 8”
Ampliación en 25 tpd: US$ 3.300.000 (instalada)
Ampliación en 65 tpd: US$ 12.300.000 (instalada)
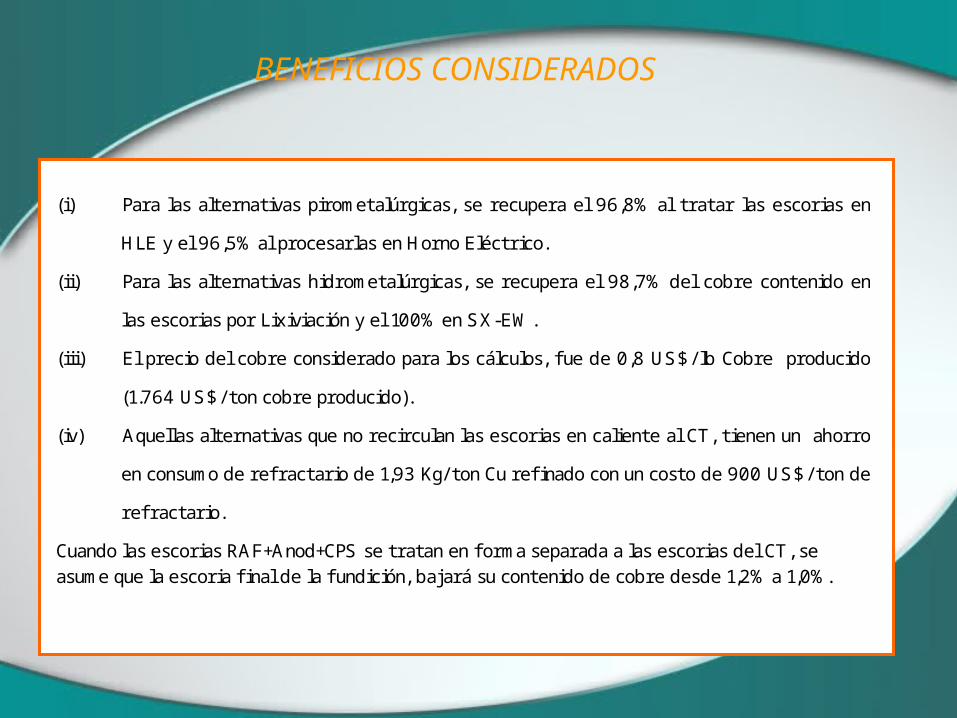
BENEFICIOS CONSIDERADOS
(i) Para las alternativas pirometalúrgicas, se recupera el 96,8% al tratar las escorias en
HLE y el 96,5% al procesarlas en Horno Eléctrico.
(ii) Para las alternativas hidrometalúrgicas, se recupera el 98,7% del cobre contenido en
las escorias por Lixiviación y el 100% en SX-EW.
(iii) El precio del cobre considerado para los cálculos, f ue de 0,8 US$/ lb Cobre producido
(1.764 US$/ ton cobre producido).
(iv) Aquellas alternativas que no recirculan las escorias en caliente al CT, tienen un ahorro
en consumo de ref ractario de 1,93 Kg/ ton Cu refi nado con un costo de 900 US$/ ton de
ref ractario.
Cuando las escorias RAF+Anod+CPS se tratan en f orma separada a las escorias del CT, seasume que la escoria fi nal de la f undición, bajará su contenido de cobre desde 1,2% a 1,0%.
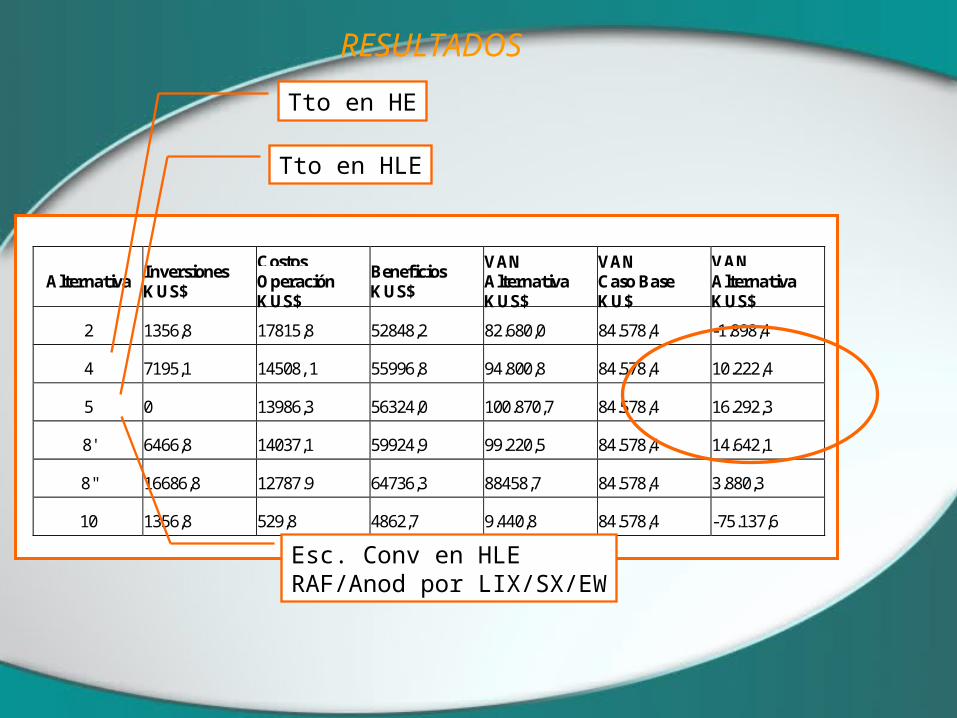
RESULTADOS
AlternativaInversionesKUS$
CostosOperaciónKUS$
BeneficiosKUS$
VANAlternativaKUS$
VANCaso BaseKU$
VANAlternativaKUS$
2 1356,8 17815,8 52848,2 82.680,0 84.578,4 -1.898,4
4 7195,1 14508, 1 55996,8 94.800,8 84.578,4 10.222,4
5 0 13986,3 56324,0 100.870,7 84.578,4 16.292,3
8' 6466,8 14037,1 59924,9 99.220,5 84.578,4 14.642,1
8'' 16686,8 12787.9 64736,3 88458,7 84.578,4 3.880,3
10 1356,8 529,8 4862,7 9.440,8 84.578,4 -75.137,6
Tto en HE
Tto en HLE
Esc. Conv en HLERAF/Anod por LIX/SX/EW
Conclusiones
La recirculación de escoria CPS granallada al CT vía garr-gun es una alternativa potencialf rente a la recirculación en caliente. La implementación de esta alternativa requiere laproducción de escorias licuadas que puedan ser ef ectivamente granalladas. No obstante, estaalternativa presenta como principal desventaja la potencial condensación de impurezas en elcircuito f usión-conversión-refi no.
El procesamiento de las escorias previamente licuadas en un Horno de Limpieza de Escoriastipo Teniente, presenta índices de recuperación de cobre superiores al 95%. La disponibilidadde cuatro unidades HLE en la Fundición Caletones, permite visualizar la posibilidad de unaunidad dedicada en estrategia mixta al procesamiento de escorias CT y de CPS.
La separación magnética de escorias presenta una recuperación de proceso de 88%. Este valores inf erior al esperado en la situación actual con lo cual su aplicación no resulta rentable.
Conclusiones
La evaluación técnica y económica de las alternativas estudiadas permite
concluir que las alternativas de mayor potencialidad técnica y económica
para el tratamiento de las escorias sobre-oxidadas de CPS y de refino son
las siguientes:
• Procesamiento de escorias CPS y refino en
HLE.
• Procesamiento de escorias CPS en HLE y
de refino vía LIX-SX-EW
Se ha iniciado la segunda parte del proyecto que considera el
análisis de la alternativa de procesamiento de escorias de
conversión en HLE diluídas con escorias CT.
El estudio considera, el desarrollo de pruebas de crisol y
experiencias industriales así como la implementación de un modelo
dinámico de limpieza continua de escorias a validar
industrialmente.
Situación actual