Embed Size (px)
Citation preview

1
© AIJU - 2016
RESUMEN EJECUTIVO DE PROYECTO.
Desarrollo de sistemas monolíticos cerámicos para
aplicaciones energéticas y medioambientales.
Fecha: 22/12/2016

2
© AIJU - 2016
Contenido
Paquete de trabajo 1.-Conformado de materiales cerámicos en geometrías simples
(“pellets”). ..................................................................................................................... 3
Tarea 1.1. Fabricación de pellets de MgO y TiO2. ..................................................... 3
Tarea 1.2. Fabricación de pellets de MgO y TiO2 porosos. ........................................ 4
Tarea 1.3. Caracterización de pellets. ....................................................................... 4
Paquete de Trabajo 2.- Conformado de materiales cerámicos en formas geométricas
complejas empleando técnicas de fabricación aditiva. ................................................ 12
Tarea 2.1. Fabricación de monolitos de Cordierita por SLS. .................................... 12
Tarea 2.2. Fabricación de monolitos de Silicato de Zirconio por SLS. ..................... 14
Tarea 2.3. Fabricación de monolitos de MgO soportado sobre Cordierita y/o Silicato
de Zirconio. ............................................................................................................. 14
Tarea 2.4. Fabricación de monolitos de TiO2 soportado sobre Cordierita y/o Silicato
de Zirconio. ............................................................................................................. 15
Tarea 2.5. Optimización de monolitos cerámicos fabricados por SLS empleando
técnicas de infiltración. ............................................................................................ 16
Tarea 2.6. Caracterización y validación de los monolitos desarrollados. ................. 17
I) Microscopia electrónica de barrido ............................................................... 17
II) Difracción de Rayos X .................................................................................. 20
III) Análisis de porosidad. ............................................................................... 21
IV) Validación catalítica de los monolitos fabricados por SLS. ........................ 22

3
© AIJU - 2016
Paquete de trabajo 1.-Conformado de materiales cerámicos en geometrías
simples (“pellets”).
El objetivo de este paquete de trabajo ha sido el desarrollar una metodología de
fabricación de monolitos de naturaleza cerámica con geometrías simples (“pellets”)
caracterizados por su elevada resistencia mecánica y densidad aptos para su empleo
como catalizadores en diferentes procesos de obtención de bioenergía y
descontaminación medioambiental. En concreto se fabricaron monolitos de MgO y
TiO2 en forma de discos/cilindros con diferentes grados de porosidad para su
validación posterior como sistema de descontaminación de aguas.
Tarea 1.1. Fabricación de pellets de MgO y TiO2.
En esta tarea se llevó a cabo la fabricación de monolitos cilíndricos de MgO y TiO2
haciendo uso de técnicas de conformado clásicas como la termocompresión. La
técnica de fabricación está basada en la compactación del material de partida por
aplicación simultánea de presión y temperatura gracias a la adición de pequeñas
cantidades del denominado “binder” o aglomerante que asegura que las partículas del
óxido metálico queden bien adheridas entre sí durante el proceso. Una vez obtenida la
preforma cilíndrica de la mezcla de materiales (denominado “cuerpo verde”) se ha de
llevar a cabo una etapa para eliminar dicho aglomerante del monolito para obtener de
esta forma el catalizador final buscado. El aglomerante empleado para fabricar los
discos/cilindros de MgO y TiO2 fue un polímero, en concreto una resina termoestable
de naturaleza fenólica. El proceso de fabricación de monolitos por tercompresión
constó de las siguientes fases:
Etapa 1. Mezcla del óxido metálico (MgO, TiO2) con la resina fenólica
(aglomerante).
Etapa 2. Llenado de la cavidad del molde de termocompresión con la mezcla de
materiales.
Etapa 3. Compactado de la mezcla de materiales por aplicación simultánea de
presión y calor empleando una prensa hidráulica de platos calefactados.
Etapa 4. Extracción del monolito del interior del molde.
Etapa 5. Tratamiento térmico del monolito en atmósfera controlada (nitrógeno en
una primera etapa y posteriormente en oxígeno) para la eliminación del
aglomerante y obtención del catalizador final.
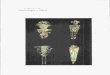
Los monolitos de MgO y TiO2 obtenidos mediante este proceso se caracterizaron por
presentar una elevada resistencia mecánica y densidad y muy bajo contenido de
porosidad. En la siguiente figura se muestran imágenes de los pellets de MgO y TiO2
de tonalidades marrón y azul pálidos respectivamente.

4
© AIJU - 2016
Tarea 1.2. Fabricación de pellets de MgO y TiO2 porosos.
Una vez optimizado el proceso de preparación de pellets de MgO y TiO2 se desarrolló
una técnica para la fabricación de los mismos pero con presencia de porosidad interna
ya que los obtenidos en la tarea anterior se caracterizaron por presentar un bajo
volumen de poros y un tamaño medio de poro muy pequeño. El desarrollo de
porosidad en los pellets es importante de cara a que haya una mayor superficie activa
del catalizador y favorecer los fenómenos de difusión de los fluidos (reactivos,
productos) por su interior durante los procesos que catalizan.
La técnica empleada para desarrollar porosidad en los pellets de MgO y TiO2 se basó
aprovechando la diferencia de solubilidades en agua de estos óxidos y la de sales
neutras tales como el cloruro sódico (NaCl). La incorporación de NaCl a los monolitos
de MgO y TiO2 y su posterior eliminación por disolución en agua permite crear
porosidad en el interior de los monolitos y por tanto incrementar la superficie activa de
catalizador. Variando el contenido de NaCl en los monolitos es posible crear distintos
grados de porosidad, tanto en volumen total de poros como distribución de tamaño de
los mismos.
Tarea 1.3. Caracterización de pellets.
Junto con la preparación de los pellets en las tareas anteriores se llevó a cabo una
caracterización exhaustiva de los mismos desde el punto de vista de su densidad,
morfología de la microestructura, porosidad y cristalinidad para lo cual se emplearon
diferentes técnicas como la microscopía electrónica de barrido (SEM), la porosimetría
de mercurio, la picnometría de gases y la difracción de Rayos X (DRX).
A continuación se comentan brevemente los resultados de caracterización obtenidos
sobre las muestras según lo indicado en la anterior tabla.
Análisis de la cristalinidad.

5
© AIJU - 2016
Gracias al análisis de las muestras por Difracción de Rayos X se pudo determinar si el
proceso de fabricación de los “pellets” modificaba la fase cristalina original en la cual
se encontraban los materiales (catalizadores), esto es; Periclasa (MgO) y Anatasa
(TiO2). La fase cristalina de los materiales es de gran importancia ya que determina la
actividad catalítica de éstos.
A continuación se muestran los difractogramas de los materiales (MgO, TiO2) en su
estado original o “fresco” junto con los correspondientes conformados en monolitos o
“pellets”.
De los difractogramas es extrajeron los ángulos 2ѳ de los tres picos de mayor
intensidad para cada una de las muestras lo cuales aparecen en la siguiente tabla.
Muestra Ángulo 2ѳ (dinterplanar)
Ángulo 2ѳ (dinterplanar)
Ángulo 2ѳ (dinterplanar)
MgO fresco 42.928
(2.1041 Å) - -
“Pellet” MgO 38.028 42.97 18.543

6
© AIJU - 2016
(2.3630 Å) (2.1041 Å) (4.7793 Å)
TiO2 fresco 25.355
(3.5174 Å)
48.057
(1.8920 Å)
37.831
(2.3750 Å)
“Pellet” TiO2 25.321
(3.5174 Å)
48.090
(1.8901 Å)
37.830
(2.375 Å)
De los difractogramas se puede deducir que la cristalinidad del TiO2 no se ve alterada
tras el proceso de conformado ya que los picos del material fresco y el del “pellet”
salen a los mismos ángulos 2ѳ es decir presentan planos de difracción con las mismas
distancias interplanares. La posición de estos picos además coincide exactamente con
la teórica recogida en la biblioteca de difractogramas por lo que se puede concluir que
el “pellet” de TiO2 se encuentra en la forma cristalina de Anatasa.
En el difractograma del MgO fresco se aprecian dos picos, uno intenso situado a un
ángulo 2ѳ de 42.928 que corresponde al pico principal de la Periclasa según la
biblioteca de difractogramas y uno más pequeño situado a un ángulo 2ѳ de 36.938.
Según la biblioteca de difractogramas este pico podría corresponder a la presencia de
Mg(OH)2 en su forma cristalina de “Brucita”. La presencia de Mg(OH)2 en el material
pulverulento fresco podría deberse a la hidratación parcial del material.
Fase cristalina Ángulo 2ѳ (dinterplanar)
Ángulo 2ѳ (dinterplanar)
Ángulo 2ѳ (dinterplanar)
Mg(OH)2 / Brucita
38.02 (2.365 Å)
18.59 (4.770 Å)
50.85 (1.794 Å)
Análisis de la microestructura.
Para analizar la microestructura y morfología superficial de los “pellets” se tomaron
imágenes por microscopía electrónica de barrido. Se analizó la morfología de la
superficie de los catalizadores a diferentes aumentos por medio de un microscopio
electrónico “JEOL – JSM 840”. A continuación se muestran algunas de las imágenes
tomadas más representativas.

7
© AIJU - 2016

8
© AIJU - 2016

9
© AIJU - 2016
Tanto en los catalizadores de MgO como TiO2 se aprecia el efecto que el proceso de
creación de poros provoca en la morfología y microestructura de los “pellets”. En las
imágenes tomadas a pocos aumentos se observa que los materiales que han sufrido
el tratamiento para crear porosidad tienen una superficie más irregular y con mayor
presencia de poros que aquellos que no sufrieron dicho tratamiento.
Análisis de la porosidad.
Por medio de la porosimetría de mercurio se llevó a cabo un análisis de la porosidad
creada en los “pellets” durante la tarea 1.2. El análisis se realizó con un equipo
“POREMASTER-60 GT” de la marca “Quantachrome Instruments“.
En las siguientes figuras se presentan las curvas de volumen acumulado de mercurio
para los “pellets” de MgO y TiO2 respectivamente. En estas curvas se representa el
volumen introducido de mercurio en función de la presión representado como tamaño
equivalente de poro.

10
© AIJU - 2016
“Pellet” MgO
“Pellet” MgO (con porosidad) empleando 20% NaCl “Pellet” MgO (con porosidad) empleando 50% NaCl

11
© AIJU - 2016
“Pellet” TiO2
“Pellet” TiO2 (con porosidad) empleando 20% NaCl

12
© AIJU - 2016
A partir de estas curvas de mercurio acumulado se extraen datos del volumen de
poros total en el rango de poros abarcado en la experiencia (2x105 – 3 nm) los cuales
se recogen en la siguiente tabla.
Muestra VT (cm3/g)
“Pellet” MgO (sin porosidad) 0.0492
Monolito MgO (con porosidad) empleando 20% NaCl 0.1030
Monolito MgO (con porosidad) empleando 50% NaCl 0.3715
“Pellet” TiO2 (sin porosidad) 0.1791
Monolito TiO2 (con porosidad) empleando 20% NaCl 0.2779
En la tabla anterior se observa que los monolitos ven incrementado su volumen de
poros considerablemente tras los tratamientos lo cual valida esta técnica para
incrementar la porosidad en catalizadores conformados por termocompresión.
Paquete de Trabajo 2.- Conformado de materiales cerámicos en formas
geométricas complejas empleando técnicas de fabricación aditiva.
En este paquete de trabajo se recogen todas las experiencias realizadas relativas al
desarrollo de la técnica de fabricación de catalizadores basados en MgO y TiO2 en
forma de monolitos con diferentes geometrías empleando técnicas de fabricación
aditiva, en concreto el Sinterizado Selectivo Láser (SLS). Además de desarrollar la
técnica de fabricación se llevó a cabo la caracterización de los catalizadores
monolíticos y se validaron para procesos de descontaminación de aguas residuales.
Todas las experiencias de fabricación de monolitos por SLS se llevaron a cabo en una
máquina “DTM Sinterstation 2500 Ci” con un láser de 50W.
Tarea 2.1. Fabricación de monolitos de Cordierita por SLS.
De forma previa a las experiencias de fabricación de monolitos de MgO y TiO2 por SLS
se llevó a cabo la optimización del proceso de fabricación de monolitos con Cordierita
ya que esta cerámica es muy empleada como soporte de catalizadores por sus
excelentes propiedades mecánicas y térmicas. La adición de Cordierita a los monolitos
de MgO y TiO2 que posteriormente se fabricaron mejoraron considerablemente las
propiedades de éstos.
Se llevaron a cabo las primeras pruebas de fabricación por “Rapid Manufacturing” o
SLS empleando Cordierita como material cerámico de referencia partiendo de sus
precursores, talco y mullita, en las proporciones adecuadas. Gracias a estas pruebas
se pudieron optimizar parámetros intrínsecos de esta técnica de fabricación como la

13
© AIJU - 2016
velocidad de barrido del láser, el espaciado entre capa y capa de material, potencia del
láser, temperatura de los alimentadores y cámara de sinterizado, etc.
Para el conformado de los materiales cerámicos por SLS fue necesaria la adición de
un binder de naturaleza polimérica que hiciera las funciones de aglomerante. Se hizo
una búsqueda y selección de diferentes tipos de resina que fueran aptas para el
proceso de sinterizado entre las cuales destacaron; las resinas fenólicas, las
poliamidas y las resinas de poliuretano. Después de realizar algunas pruebas se
escogió la resina fenólica como resina más apta para el proceso de sinterizado por su
excelente comportamiento durante todo el proceso de fabricación de monolitos.
En la siguiente figura se muestran imágenes de los monolitos preparados por SLS y de
su proceso de fabricación.

14
© AIJU - 2016
Tal y como se puede apreciar en el conjunto de imágenes de la figura anterior los
monolitos de Cordierita fabricados por SLS presentan muy buena definición y respetan
con gran detalle los diseños 3D empleados para su fabricación. Cabe destacar
igualmente que la resistencia mecánica de los monolitos es bastante aceptable y su
densidad real (2.80 g/cm3) es muy próxima a la teórica (2.6-2.7 g/cm3).
Tarea 2.2. Fabricación de monolitos de Silicato de Zirconio por SLS.
En esta tarea se llevó a cabo la preparación de monolitos de silicato de zirconio
siguiendo el mismo procedimiento que el descrito en la tarea anterior para los
monolitos de cordierita. Dado los buenos resultados obtenidos en el proceso de
fabricación de monolitos de cordierita se adicionó una cierta cantidad de Cordierita al
Silicato Sódico con el fin de favorecer su conformado. El método de preparación fue el
mismo que el seguido con los monolitos de Cordierita pura de la tarea anterior, lo
único que se modificó fueron algunos parámetros de máquina del proceso de SLS.
En la siguiente figura se muestra una imagen de algunos de los monolitos de Silicato
de Zirconio fabricados.
Tarea 2.3. Fabricación de monolitos de MgO soportado sobre Cordierita y/o Silicato de
Zirconio.
Partiendo de los resultados obtenidos en las experiencias previas realizadas se llevó a
cabo la fabricación de monolitos de MgO soportado sobre Cordierita. La Cordierita se
empleó como cerámica soporte debido al buen comportamiento mostrado durante el
proceso de sinterizado y sus buenas propiedades mecánicas.
El proceso de preparación fue análogo al de los monolitos de Cordierita pura aunque
se variaron algunas de las condiciones experimentales de la etapa de calcinación.
A continuación se muestra a modo de ejemplo una imagen de los monolitos de
MgO/Cordierita obtenidos.

15
© AIJU - 2016
Tarea 2.4. Fabricación de monolitos de TiO2 soportado sobre Cordierita y/o Silicato de
Zirconio.
Partiendo de las experiencias desarrolladas en la Tarea 2.1 y 2.3 se llevó a cabo la
preparación de monolitos de TiO2 empleando Cordierita como agente cerámico de
soporte. Tanto las formulaciones de los materiales como las condiciones del proceso
de sinterizado estuvieron basadas en las experiencias anteriores. Hay que destacar
que los monolitos se calcinaron a 700ºC. A continuación se muestra la imagen de
algunos de los monolitos de TiO2 a lo largo de todo su proceso de fabricación.

16
© AIJU - 2016
Tarea 2.5. Optimización de monolitos cerámicos fabricados por SLS empleando
técnicas de infiltración.
Uno de los métodos para mejorar la resistencia mecánica de los monolitos obtenidos
por SLS es mediante técnicas de infiltración. Por medio de técnicas de infiltración se
puede introducir material cerámico en el interior de la porosidad abierta de los
monolitos incrementando la densidad de éstos y mejorando notablemente su
resistencia mecánica final. En esta tarea se llevó a cabo la mejora de las propiedades
de los monolitos de la Tarea 2.3 (MgO / Cordierita) mediante la infiltración de una
mezcla cerámica de la misma composición puesta previamente en suspensión acuosa
y por aplicación de presión. A esta técnica se le conoce como “Slurry Infiltration
Process” .
Los monolitos una vez infiltrados experimentaron un incremento de peso entre el 11-
15% y una mejora apreciable de la resistencia mecánica. Debido a que se consideró
suficiente la resistencia mecánica obtenida en los monolitos no se llevaron a cabo más
ciclos de infiltración. En la siguiente figura aparecen imágenes de la suspensión
polimérica con la mezcla cerámica preparada, el sistema de infiltración y ejemplo de
monolitos infiltrados

17
© AIJU - 2016
Atendiendo a los resultados obtenidos se puede decir que la técnica de infiltración
desarrollada ha demostrado ser válida para incrementar la densidad de los materiales
ya que aumenta un 10% el peso de los mismos y además la resistencia mecánica se
ve mejorada considerablemente.
Tarea 2.6. Caracterización y validación de los monolitos desarrollados.
Durante esta tarea se llevó a cabo la caracterización de algunos de los monolitos
fabricados a lo largo de las anteriores tareas desde el punto de vista de su densidad,
porosidad, cristalinidad y microestructura para lo cual se emplearon las mismas
técnicas que en el Paquete de Trabajo 1 (picnometría de gases, porosimetría de
mercurio, difracción de Rayos X y microscopía electrónica de barrido).
Además de caracterizar los materiales se validaron desde el punto de vista de su
actividad catalítica en un proceso de descontaminación de aguas residuales.
I) Microscopia electrónica de barrido
Por medio de la microscopia electrónica de barrido se pudo analizar la microestructura
de algunos de los monolitos fabricados por SLS y estudiar entre otras cosas el efecto
de los procesos de infiltración. A continuación se muestran imágenes de la
microestructura de algunas de las muestras tomadas a diferentes aumentos.

18
© AIJU - 2016
En las imágenes tomadas por microscopia se puede apreciar que la morfología de la
microestructura de los monolitos de Cordierita y Cordierita infiltrada difiere
notablemente entre sí presentando una superficie más rugosa y porosa la primera. La
Cordierita infiltrada presenta una estructura menos porosa con una mayor cohesión
entre las partículas y zonas con aspecto vítreo mientras que la Cordierita sin infiltrar
presenta una superficie más irregular con formas laminares (escamas).

19
© AIJU - 2016
En las imágenes de la figura anterior se observa que los monolitos infiltrados
presentan una microestructura con una mayor cohesión entre las partículas, menor
porosidad interpartícula y mayor presencia de zonas vítreas (Cordierita sinterizada).

20
© AIJU - 2016
En la imagen de arriba se aprecia la presencia de las partículas de Cordierita de
tamaño más pequeño soportadas sobre la matriz de silicato de zirconio. La
microestructura de estos monolitos es además similar en morfología a la de los
monolitos de Cordierita en cuanto a que son muy irregulares y presentan bastante
porosidad. Por otro lado también se puede observar un buen contacto entre las
partículas con presencia de ciertos dominios de aspecto vítreo (imagen de 10000
aumentos).
II) Difracción de Rayos X
Sobre algunos de los monolitos fabricados se realizó un análisis por DRX para estudiar
si los materiales experimentaban algún cambio en su composición o bien sufrían
transformación de fases cristalinas cuando éstos eran soportados sobre Cordierita
durante el proceso de fabricación ya que esto puede afectar a su actividad catalítica.
A continuación se muestra el difractograma del monolito de MgO soportado sobre
Cordierita.

21
© AIJU - 2016
En el difractograma se puede apreciar que aparecen como picos de principal
intensidad los 3 correspondientes a las fases de Brucita (Mg(OH)2), Periclasa (MgO) y
Cordierita por lo que se puede decir con bastante certeza que la composición de los
materiales no se ha visto modificada tras su conformado.
III) Análisis de porosidad.
Se llevó a cabo un análisis del efecto que tenía el proceso de infiltración en la
porosidad de los monolitos de SLS, en concreto aquellos basados en MgO
(MgO/Cordierita). El análisis de la porosidad se realizó mediante Porosimetría de
Mercurio y permitió determinar qué efecto tenía el proceso de infiltración en el volumen
total de poros y la distribución del tamaño de éstos.
En la siguiente figura se muestran las curvas de volumen de Hg acumulado para los
dos tipos de monolitos las cuales nos dan una idea del volumen total de poros de los
materiales.

22
© AIJU - 2016
Muestra Volumen poros (cm3/g)*
Monolito sin infiltrar 0.2163
Monolito infiltrado 0.1967
Tras el análisis y cuantificación de las curvas de volumen acumulado se puede
apreciar que el proceso de infiltración produce una disminución del volumen total de
poros del 9% aproximadamente. A continuación se muestran las curvas de distribución
de tamaño de poro calculadas a partir de las curvas de volumen acumulado de
mercurio.
Se puede observar que tras la infiltración se produce un estrechamiento de la
distribución del tamaño de los poros en el rango comprendido entre las 100 y 5 micras.
Por otro lado el tamaño medio de poro se hace ligeramente más pequeño (el máximo
del pico se desplaza ligeramente hacia la derecha) y los poros de tamaño pequeño en
el rango comprendido entre las 3 y 0.2 micras desaparece.
IV) Validación catalítica de los monolitos fabricados por SLS.
En este punto se recogen brevemente los resultados de validación catalítica de
algunos de los monolitos fabricados por SLS, concretamente los siguientes;

23
© AIJU - 2016
Monolitos basados en TiO2 (30% TiO2 / 70% Cordierita)
Los monolitos obtenidos de TiO2 se utilizaron para testar su rendimiento en la
degradación fotocatalítica de un reactivo trazador (azul de metileno) escogido como
molécula modelo de un contaminante orgánico en aguas residuales.
Monolitos de TiO2.
Las características geométricas de los monolitos de TiO2 se recopilan en la tabla
siguiente.
Propiedades de los monolitos de TiO2.
PESO (g) ESPESOR (mm) ÁREA EXTERNA
(mm) VOLUMEN (cm3)
1’0792 5 65’34 0.01005
La experimentación se llevó a cabo en agitación constante y con el simulador solar de
modo que se introdujeron dos “pastillas” (2’1587 g), en una disolución de 250 mL cuya
concentración de azul de metileno era de 12 ppm.

24
© AIJU - 2016
Monolitos en disolución.
Condiciones de simulador solar.
Respecto al tiempo operativo, en primer lugar, se estableció 2 horas, en las cuales la
toma de medidas se realizó cada 10 minutos, acorde con los ensayos hechos
anteriormente. Al observar que las diferencias entre la pérdida de color y las
absorbancias de referencia, no eran relevantes, se decidió aumentar el tiempo de
reacción a 5 horas, cogiéndose muestras cada 30 minutos, con el fin de optimizar el
tiempo de degradación. Aun así, la degradación obtenida fue apenas del 33%.
Como se aprecia en la figura siguiente, para obtener porcentajes de conversión en
torno al 80% empleando el catalizador en forma de monolito la reacción debería tener
una duración aproximada de 10 horas en dichas condiciones de trabajo lo cual es
debido a que no se obtiene el mismo rendimiento de reacción que utilizando
catalizador de TiO2 en forma disuelta, lo cual es obvio, por el mayor área activa en
contacto con la disolución.
Avance del proceso degradación de azul de metileno catalizado con monolitos de Titania (TiO2).
En la figura de abajo se comparan los resultados obtenidos en la degradación de azul
de metileno catalizada por TiO2 en su estado original pulverulento y una conformado
en forma de monolitos.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 50 100 150 200 250 300 350
[pp
m]
t (min)
FOTOCATÁLISIS CON MONOLITOS DE TIO2

25
© AIJU - 2016
Degradación de azul de metileno fotocatalizada por TiO2 en estado pulverulento y conformado en monolitos.
Como conclusión, se aprecia que para obtener los mismos resultados que utilizando el
reactivo fotoactivo en disolución, las variables de operación deben ser ajustadas
(mayor nº de monolitos, radiación acumulada y tiempo de reacción), con lo tiene la
capacidad de conseguir los mismos rendimientos de fotodegradación. Por otra parte, y
como ventaja principal, se encuentra el hecho que el uso fotocatalizadores en
disolución tienen una vida útil muy corta y que se ciñe al tiempo de residencia en el
reactor tipo “batch”, sin embargo, el uso de reactivos fotoactivos soportados
(“monolitos”) permite alargar su vida útil y por tanto su eficiencia, con lo que tiene la
capacidad de ser más eficaz y eficiente que el utilizado en disolución.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 100 200 300 400
[pp
m]
t (min)
COMPARACIÓN DE TITANIA DISUELTA vs SOPORTADA
12 ppm TiO2 disuelto
12 ppm monolitos de TiO2