Embed Size (px)
Citation preview
SIMULACIONES DEL PROCESO PRODUCTIVO EN EL CULTIVO DE FLORES DE LA EMPRESA COLIBRÍ FLOWERS
SANTIAGO RIVERA BOTERO
ASESOR JOSÉ FIDEL TORRES
PROYECTO DE GRADO DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
FACULTAD DE INGENIERÍA UNIVERSIDAD DE LOS ANDES
BOGOTÁ DC
2
TABLA DE CONTENIDO 1 INTRODUCCIÓN......................................................................................................... 4
1.1 DESCRIPCIÓN GENERAL DEL SECTOR FLORICULTOR......................6 1.2 DESCRIPCIÓN GENERAL DE LA EMPRESA ............................................6 1.3 DESCRIPCIÓN GENERAL DEL CULTIVO ..................................................8 1.4 DESCRIPCIÓN DE LA PLANTA DE POST-COSECHA.............................8
1.4.1 PROCESO DE ARRIBOS A LA POSCOSECHA.................................9 1.4.2 PROCESO DE CLASIFICACIÓN Y EMBONCHADO .......................10 1.4.3 PROCESO DE HIDRATACIÓN ............................................................13 1.4.4 PROCESO DE EMPAQUE ....................................................................14 1.4.5 PROCESO DE ENFRIAMIENTO..........................................................17
2 DEFINICIÓN DEL PROBLEMA Y PROPUESTA DE SOLUCIÓN ....................18 2.1 FINALIDAD .......................................................................................................20 2.2 OBJETIVO ........................................................................................................20 2.3 DATOS ..............................................................................................................21 2.4 ESCALA DE ENTIDADES .............................................................................21
3 SIMULACIÓN DE EVENTOS DISCRETOS .........................................................23 3.1 COMPONENTES DEL SISTEMA.................................................................24 3.2 ARENA COMO HERRAMIENTA DE SIMULACIÓN .................................26 3.3 SIMULACIÓN DE UN ESTADO NO TERMINAL........................................27
4 MARCO TEÓRICO ...................................................................................................32 4.1 SUPUESTOS DEL MODELO........................................................................32
4.1.1 PRUEBA KRUSKAL- WALLIS ..............................................................32 4.1.1.1 CLASIFICACIÓN ESTÁNDAR ......................................................34 4.1.1.2 CLASIFICACIÓN MINIATURA ......................................................34 4.1.1.3 EMBONCHADO O ARMADO DE RAMOS .................................35 4.1.1.4 EMPAQUE DE CAJAS ...................................................................36
4.1.2 OTROS SUPUESTOS ............................................................................36 4.2 CONSTRUCCIÓN DEL MODELO................................................................38
4.2.1 ELEMENTOS ARRIVALS ......................................................................38 4.2.2 SUBMODELO 1: Línea de Clavel Estándar........................................40 4.2.3 SUBMODELO 2: Línea de Clavel Miniatura.......................................42 4.2.4 SUBMODELO 3: Operaciones de Digitación y Corte en Guillotina. 43 4.2.5 SUBMODELO 4: Hidratación................................................................45 4.2.6 SUBMODELO 5: Empaque...................................................................46 4.2.7 SUBMODELO 6: Precooling y Cuartos Fríos.....................................48
4.3 VERIFICACIÓN DEL MODELO....................................................................49 4.4 VALIDACIÓN DEL MODELO ........................................................................49 4.5 RESULTADOS.................................................................................................50
4.5.1 CASO BASE .............................................................................................50
3
4.5.2 Escenario 1...............................................................................................54 4.5.3 Escenario 2...............................................................................................56
4.6 ANÁLISIS ..........................................................................................................58 4.6.1 ANÁLISIS DE EMPAQUE ......................................................................58 4.6.2 ANÁLISIS DE LAS MESAS DE CLASIFICACIÓN .............................61 4.6.3 ANÁLISIS DE OTRAS ESTACIONES .................................................62
4.7 DISEÑO DE EXPERIMENTOS .....................................................................63 4.7.1 EVALUACIÓN DE DIFERENTES ALTERNATIVAS MEDIANTE EL PROCESS ANALYZER (PAN) ..............................................................................63
4.7.1.1 CONTROLES...................................................................................64 4.7.1.2 RESPUESTAS .................................................................................64 4.7.1.3 ESCENARIOS .................................................................................65 4.7.1.4 RESULTADOS.................................................................................67
5 ANÁLISIS, RECOMENDACIONES Y CONCLUSIONES ...................................69 6 BIBLIOGRAFIA..........................................................................................................72 7 ANEXOS .....................................................................................................................75
7.1 DEFINICIONES ...............................................................................................75 7.2 ANIMACIÓN .....................................................................................................77 7.3 RECOLECCIÓN DE DATOS Y DISTRIBUCIONES ..................................80
4
1 INTRODUCCIÓN El sector floricultor toma cada vez más fuerza en la actividad económica del
país. El tratado de libre comercio con los Estados Unidos de América y la
apertura de nuevos mercados internacionales presentan el reto a las empresas
floricultoras de mejorar sus procesos productivos y su eficiencia empresarial
para consolidarse y fortalecerse en su negocio.
Dentro de los cambios estratégicos de las empresas encaminadas a los
anteriores objetivos, la empresa COLIBRÍ FLOWERS S.A. esta interesada en
realizar innovaciones técnicas en el área de investigación de operaciones para
mejorar sus procesos.
Para este trabajo se decidió con la empresa realizar un estudio de simulación
que permita analizar la planta de poscosecha de flores en la que se realizan las
operaciones que dan un mayor valor agregado a los tallos y de donde sale el
producto final listo para su venta al mercado externo.
Una herramienta como la simulación permite estudiar el funcionamiento de
procesos mediante la imitación coherente del sistema real. El enfoque de
simulación es muy útil para analizar sistemas de manufactura y para evaluar el
desempeño de esos sistemas.
Este trabajo está dividido principalmente en seis secciones. En la primera se
hace una descripción general del sector y del entorno en el cual opera la
empresa, analizando rápidamente los cultivos y profundizando un poco más en
la planta de poscosecha, la cual será el objeto de nuestro estudio. Con el fin de
entender bien el sistema se describen los procesos relevantes para nuestro
estudio de simulación: Los arribos de las flores a la planta de poscosecha, la
clasificación de los tallos por calidades y armado de los ramos, la hidratación de
los mismos, el empaque adecuado de los ramos en cajas y el proceso de
enfriamiento que prepara a los claveles para que lleguen en perfecto estado a
sus destinos.
5
En la segunda sección se presenta la definición del problema, la finalidad, los
objetivos y un diagrama que muestra la escala de entidades que describe la
forma como se construyó el modelo mediante mecanismos de agrupar y
desagrupar entidades.
En la tercera sección se mencionan los aspectos relevantes de una simulación,
los componentes del sistema: las entidades, los atributos, los recursos, las
operaciones y las variables. También se describe el estudio de simulaciones de
estados no terminales.
El marco teórico incluye los supuestos del modelo, claves para entender y juzgar
el comportamiento del mismo; incluye también la construcción del modelo, en
donde se explican los elementos y los 6 submodelos construidos; la validación y
verificación del modelo y por último los resultados y los diseños de
experimentos. Los diseños incluyen 6 escenarios con cambios en alguna
variable o en la característica de algún recurso respecto al caso base.
La quinta sección presenta recomendaciones basadas en los escenarios
analizados en el marco teórico y conclusiones generales del modelo y del trabajo
en general.
Finalmente se presenta:
Un Anexo con definiciones que es recomendable que el lector revise
antes de iniciar con el texto. Este pequeño léxico contiene las definiciones
de términos que son usualmente utilizadas en el sector floricultor,
especialmente en una planta de poscosecha de flores.
Gráficas de la animación el modelo, diseñada pensando en su validación.
Las Distribuciones de todos los datos, principalmente tiempos , así como
gráficas de las distribuciones y las estadísticas de bondad de ajuste.
6
1.1 DESCRIPCIÓN GENERAL DEL SECTOR FLORICULTOR
La industria floricultura ha venido cobrando importancia en los últimos años en
nuestro país. En la actualidad Colombia se ubica en el ámbito internacional
como el segundo exportador mundial de flores con una participación del 14%,
después de Holanda que cuenta con una participación del 56%. Colombia
exporta el 98% de sus flores a diferentes regiones, entre las que se destacan los
Estados Unidos, el Reino Unido y Japón.
El tratado de libre comercio con Estados Unidos le dará mayor mercado a las
flores colombianas. Las empresas floricultoras tienen el reto de consolidarse en
los mercados externos; para ello deben esforzarse en mejorar su proceso
productivo, aumentando su calidad y dándole mayor garantía y transparencia a
las exportaciones colombianas. Se espera que el TLC genere más de 370 mil
empleos en Colombia y Estados Unidos y más de 675 millones de dólares en
divisas al país.
Colombia encabeza el ranking mundial en producción de clavel. Estados Unidos
es el mayor mercado de clavel del mundo y en la actualidad Colombia, con mas
de 4.000 hectáreas dedicadas a este cultivo, es el principal proveedor y el
principal productor mundial de clavel estándar.
El clavel tiene su hábitat natural entre los 30º y 45º de latitud. Regiones
naturales, además de la mediterránea son: California Sur, Valparaíso y
alrededores en Chile, Sudáfrica, la zona de Perth en Australia, la sabana de
Bogotá y las montañas de México y Kenya
1.2 DESCRIPCIÓN GENERAL DE LA EMPRESA
C.I COLIBRI FLOWERS S.A. es una sociedad anónima colombiana constituida
el 12 de Diciembre de 1987 cuya actividad es la producción, comercialización y
exportación de flores, especialmente Clavel, en todas sus variedades.
7
La empresa Colibrí Flowers localizada en la sabana de Bogotá, que cuenta con 2
fincas que suman un total de área cultivada de 24.5 hectáreas y unos 500
trabajadores, a venido ofreciendo al mercado externo sus productos,
principalmente claveles desde 1987. En el 2003 entregaron cerca de 50
millones de tallos a sus principales clientes en Europa y Asia. A mediados del
2002 la empresa fue certificada ISO 14001 por el Bureau Veritas Quality
International (BVQI), convirtiéndola en una de las pocas compañías que poseen
todos sus productos 100% ambientalmente certificados.1
Colibrí Flowers se encuentra bastante interesado en continuar con sus
innovaciones técnicas y tecnológicas, para ello cuenta con personal capacitado
y con un excelente ambiente de comunicación y trabajo, la empresa maneja
altos estándares de calidad y altos estándares ambientales, que le han valido
innumerables reconocimientos y premios en el exterior.
Colibrí tiene sembrado en la actualidad diferentes variedades de claveles, entre
los que se encuentran los claveles estándar y miniatura, que son una de las más
importantes flores de corte en el comercio mundial.
El proceso del Cultivo consta de seis (6) Fases de trabajo:
• Propagación – plantas madres y bancos de Enraizamiento
• Implantación ( va desde la preparación de las camas hasta antes de la
cosecha)
• Producción ( va desde la cosecha hasta el final del proceso)
• Mantenimiento de las plantas
• Labores culturales
• Poscosecha
• Áreas de soporte:
• Manejo integrado de plagas y enfermedades (MIPE) 1http://www.colibriflowers.com.co
8
• Nutrición y clima
• Montajes y mantenimiento general
• Logística
En este trabajo nos centraremos en la fase de poscosecha. Para esta labor la
empresa cuenta con una planta donde se realiza las operaciones pertinentes
previas al despacho de los tallos a los diferentes destinos.
1.3 DESCRIPCIÓN GENERAL DEL CULTIVO
Colibrí Flowers S.A. cuenta con 2 fincas en las que tiene ubicados sus cultivos.
Para cada finca el lote de cultivo se encuentra dividido en bloques. En la finca
Arrayanes existen 18 Bloques y en la finca Korito existen 12 bloques, todos de
diferente tamaño y todos sembrados en clavel.
Los bloques están divididos en Naves y estos a su vez en camas. Cada nave
esta compuesta por lo general por 10 camas y en cada cama están sembradas
1088 y 1184 plantas dependiendo de si la cama es de Arrayanes o de Korito
respectivamente.
1.4 DESCRIPCIÓN DE LA PLANTA DE POST-COSECHA
Los sistemas de cosecha y comercialización del clavel cortado varían según el
área de producción y según los requerimientos del área de mercadeo. Por lo
general el proceso incluye los siguientes pasos – cosecha, clasificación,
embonchado, hidratación, empaque, pre-enfriamiento y transporte.
Para el caso de COLIBRÍ FLOWERS S.A. existen algunos procesos adicionales
a los mencionados: digitación, corte, aplicación Antibotritys, Zunchado interno y
externo de cajas, marcado de cajas y almacenamiento. Estas actividades serán
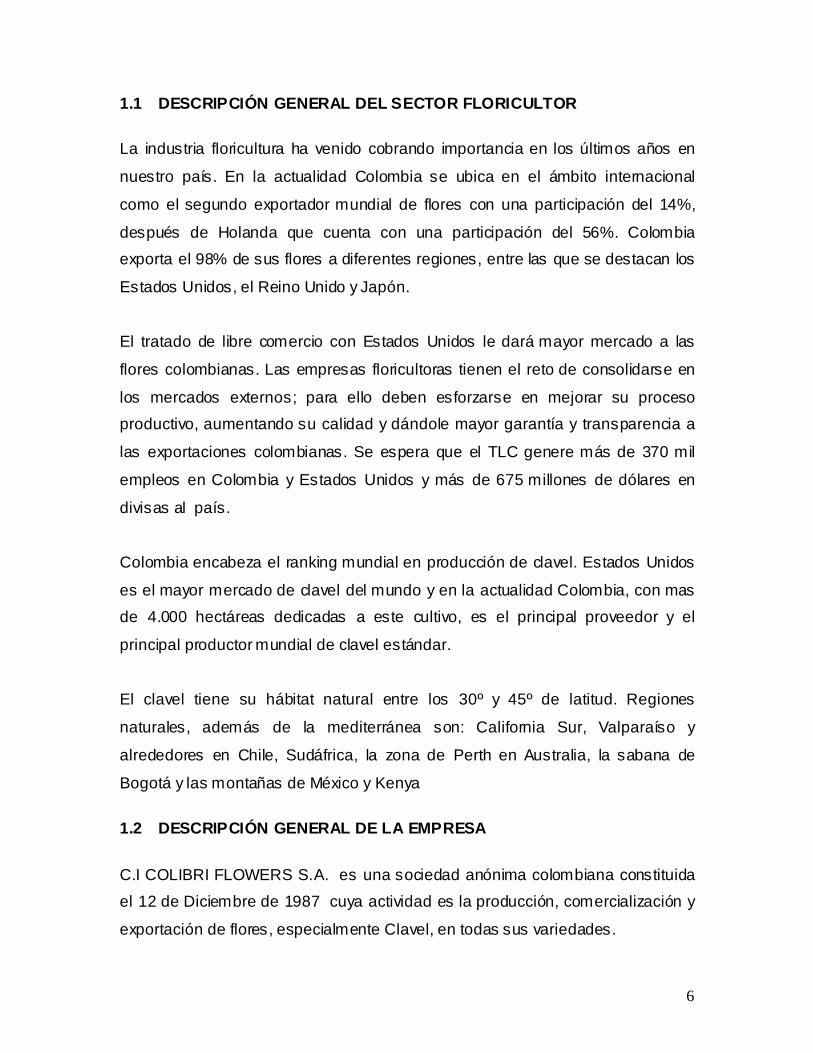
explicadas más adelante. En la siguiente diagrama se puede observar las
principales estaciones por donde fluyen las entidades dentro del sistema
9
Diagrama 1.
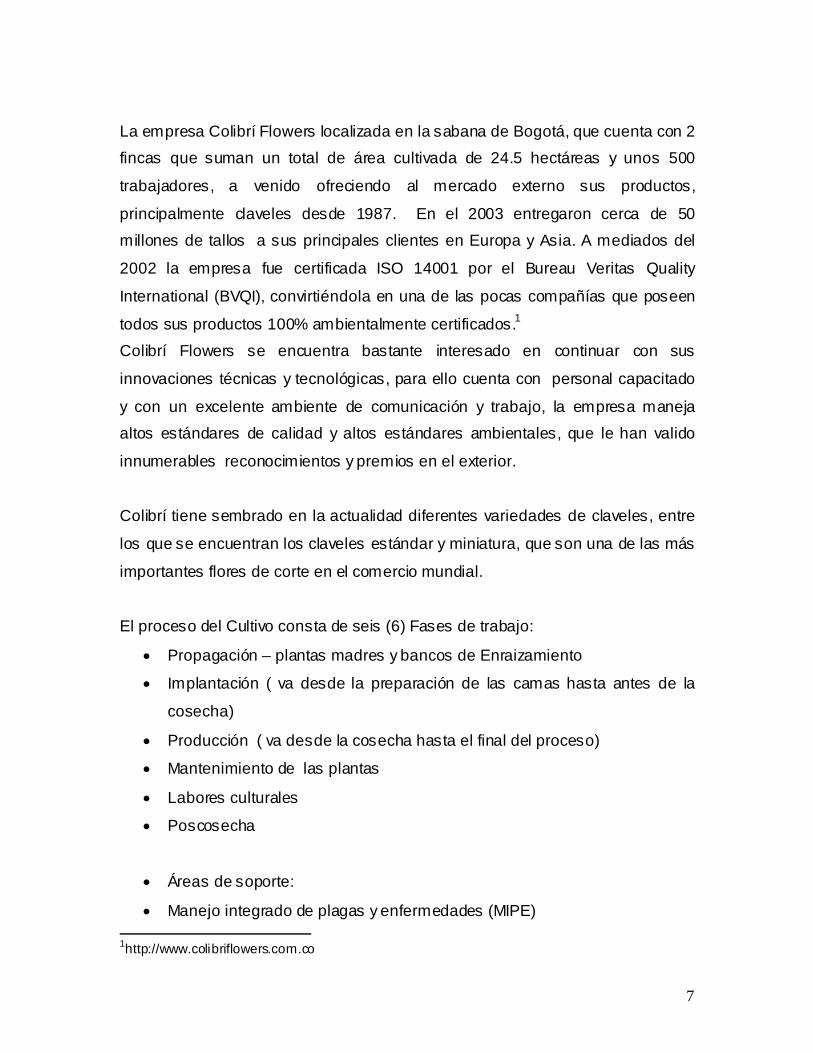
1.4.1 PROCESO DE ARRIBOS A LA POSCOSECHA
La recepción de la flor en la planta de poscosecha proveniente de los cultivos en
ambas fincas y de las compras a terceros se realiza descargando la flor
directamente de los vehículos de transporte (tractor o camión) y puesta en los
móviles de alimentación como se muestra en la figura 1. Los tabacos verdes
contienen flor proveniente de la finca Korito y los blancos de la finca Arrayanes.

10
Tractor Camión en zona de descarga Descarga camión y móviles
de alimentación
Figura 1.
1.4.2 PROCESO DE CLASIFICACIÓN Y EMBONCHADO
Cuando los móviles de alimentación son requeridos por las mesas de
clasificación, los alimentadores llevan el móvil que contiene los tabacos a la
respectiva línea de clasificación. Un móvil contiene 18 tabacos, y cada tabaco
contiene 70 tallos si es de clavel estándar y 65 tallos si el tabaco es de clavel
miniatura. En cada viaje del tractor o del camión llegan tabacos de ambos tipos
en diferentes cantidades, la cantidad de flor que llega al área de poscosecha
depende del número de tallos cortados ese día, actividad que se realiza de
acuerdo a un plan de producción en el cual se estipula el número de claveles
que se necesitarán para una semana específica. La planeación de la producción
debe realizarse por lo menos con un semestre de anticipación, tiempo necesario
para obtener el primer pico de producción. Por lo anterior es necesario contar
con un buen pronostico de las ventas de los seis a doce meses siguientes.
Existe una línea de clasificación para el clavel estándar, una línea de
clasificación para el mini y otra para los claveles provenientes de otras fincas.
En cada línea existen 20, 15 y 8 mesas de clasificación respectivamente las
cuales tienen en su mayoría solo una persona (mujer) a cargo de la mesa. En
11
algunas ocasiones existen mesas con dos personas, lo cual mejora la eficiencia
del proceso ya que cada una de ellas se especializa en una sola actividad;
mientras una realiza la clasificación, la otra se encarga del embonchado de los
ramos. La asignación de una mesa a dos personas es por lo general temporal y
se realiza usualmente cuando una de ellas se inicia en la labor y por lo tanto no
cuenta con la habilidad suficiente para realizarlo en el tiempo requerido.
La clasificación consiste en tomar los tallos de clavel uno por uno, quitar los dos
últimos pares de hojas y dependiendo de la longitud, consistencia, sanidad y
rectitud del tallo, se clasifica en los diferentes grados de calidad.
Las calidades exportables en el clavel Estándar son constituidas por los grados
Selecto, Fancy y Standard. Solo estas tres calidades son pasadas al proceso de
Hidratación con STS. La calidad nacional es retirada de las mesas y almacenada
en un área destinada para esta labor, donde posteriormente es dispuesta para
su venta o posible reciclaje.
Una vez clasificada la flor se procede a embonchar los tallos de acuerdo al
requerimiento de los clientes, con 20 o 25 unidades por bonche o ramo. Se
amarra con uno o dos cauchos de colores que diferencien el grado de calidad
del bonche, y de acuerdo a las especificaciones del cliente se le puede poner
capuchón al ramo. Una vez armado el ramo el clasificador lo pone en la correa
transportadora junto a su mesa agregando una tarjeta de color con la
especificación del lugar de cosecha (Finca: Arrayanes o Korito con colores azul o
verde respectivamente, y El Bloque de procedencia), y el Código de la mesa del
clasificador. Esta labor se debe hacer tanto en clavel estándar como en clavel
miniatura.
12
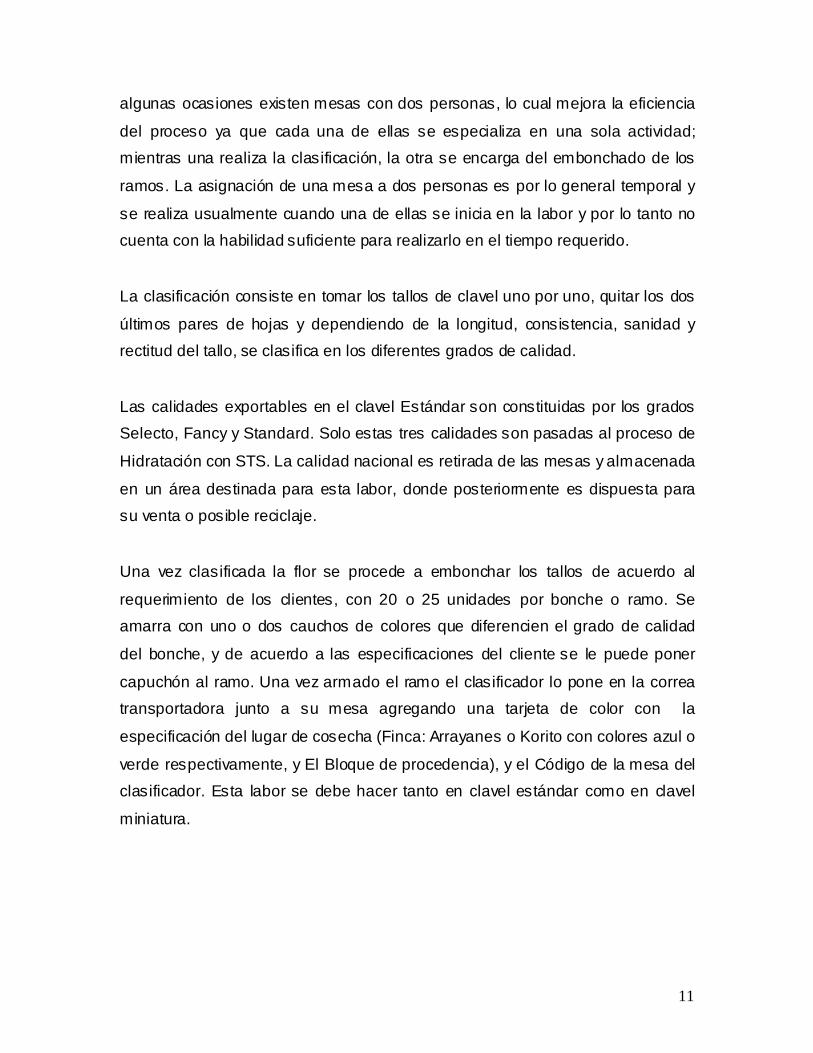
Banda Transportadora y mesas
de clasificación
Figura 2.
El ramo es llevado por medio de la correa transportadora hasta el final de esta,
lugar donde se hace el proceso de Digitación. Esta actividad consiste en archivar
en un computador la tarjeta proveniente de las mesas con las especificaciones
previamente mencionadas; con el que se lleva un control de los rendimientos
diarios por mesa. Existe un digitador en cada línea.
A continuación los ramos son llevados a la estación de corte, lugar donde un
operario corta los ramos con una guillotina eléctrica para darle uniformidad a
este y facilitar su empaque en las cajas.
Después del corte se introducen los ramos en unas tinas, por lo general con
ramos que tienen mismo número de tallos; y una vez estén llenas tres tinas se
colocan dentro de una cámara para realizar la aplicación que tiene una duración
siempre constante e igual a 65 segundos. Existe una cámara y un respectivo
operario para cada línea.
Al salir de la cámara las tinas son transportadas por el operario a la zona de
hidratación con STS, actividad que procura prolongar la vida en florero de los
tallos.
13
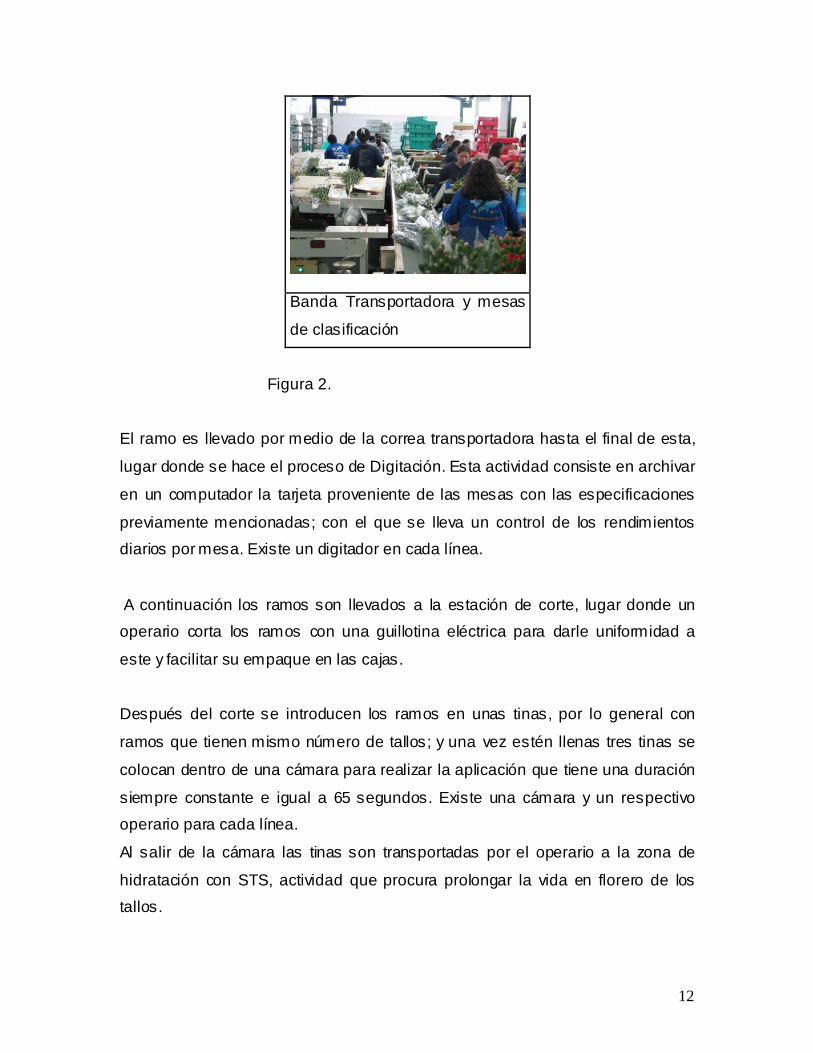
Mesa de Digitación Mesa de Guillotinado Aplicación Antibotrytis
Figura 3
En el clavel miniatura solo hay un grado de calidad exportable: Selecto. Los
ramos se arman de 5 o 10 unidades según sean las preferencias de cada
cliente.
De acuerdo al instructivo técnico de la poscosecha de la empresa el rendimiento
de la operación de clasificación estándar y de la miniatura es de 588 y 294 tallos
/ hora / persona respectivamente.
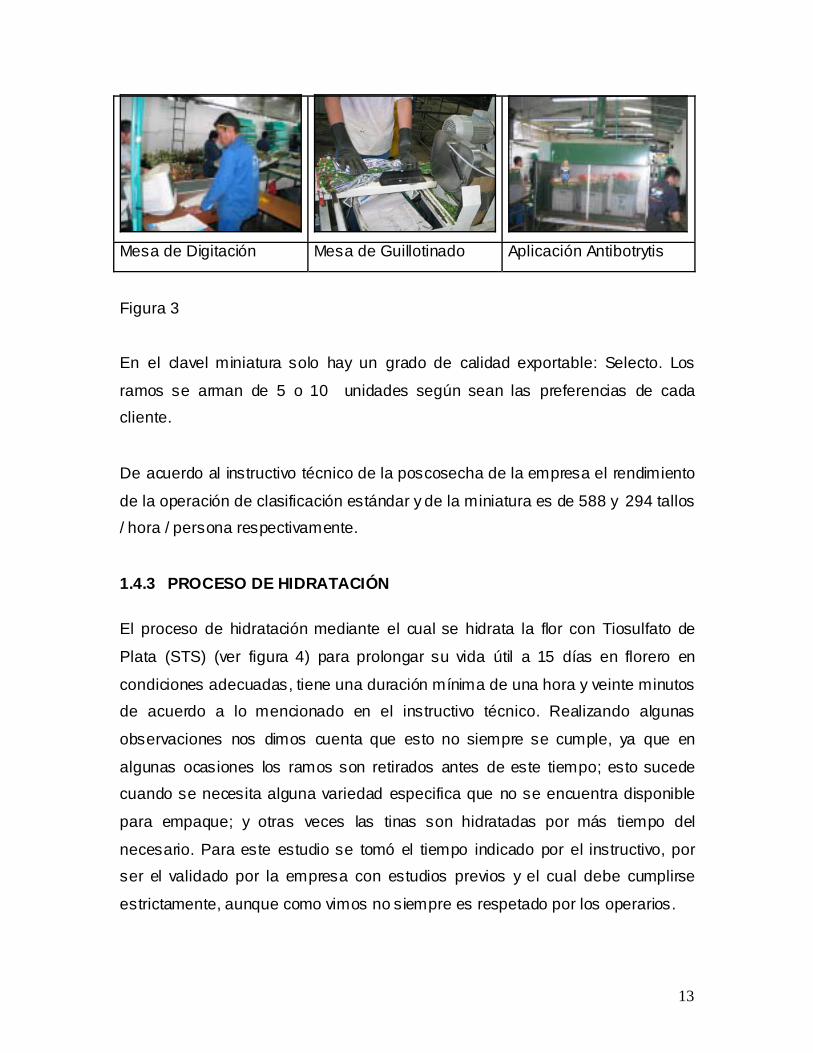
1.4.3 PROCESO DE HIDRATACIÓN
El proceso de hidratación mediante el cual se hidrata la flor con Tiosulfato de
Plata (STS) (ver figura 4) para prolongar su vida útil a 15 días en florero en
condiciones adecuadas, tiene una duración mínima de una hora y veinte minutos
de acuerdo a lo mencionado en el instructivo técnico. Realizando algunas
observaciones nos dimos cuenta que esto no siempre se cumple, ya que en
algunas ocasiones los ramos son retirados antes de este tiempo; esto sucede
cuando se necesita alguna variedad especifica que no se encuentra disponible
para empaque; y otras veces las tinas son hidratadas por más tiempo del
necesario. Para este estudio se tomó el tiempo indicado por el instructivo, por
ser el validado por la empresa con estudios previos y el cual debe cumplirse
estrictamente, aunque como vimos no siempre es respetado por los operarios.
14
Línea de Hidratación en STS.
Figura 4
Este proceso inicia tan pronto se ubican los ramos en las líneas con STS y
culmina cuando son llevados a la sección de empaque.
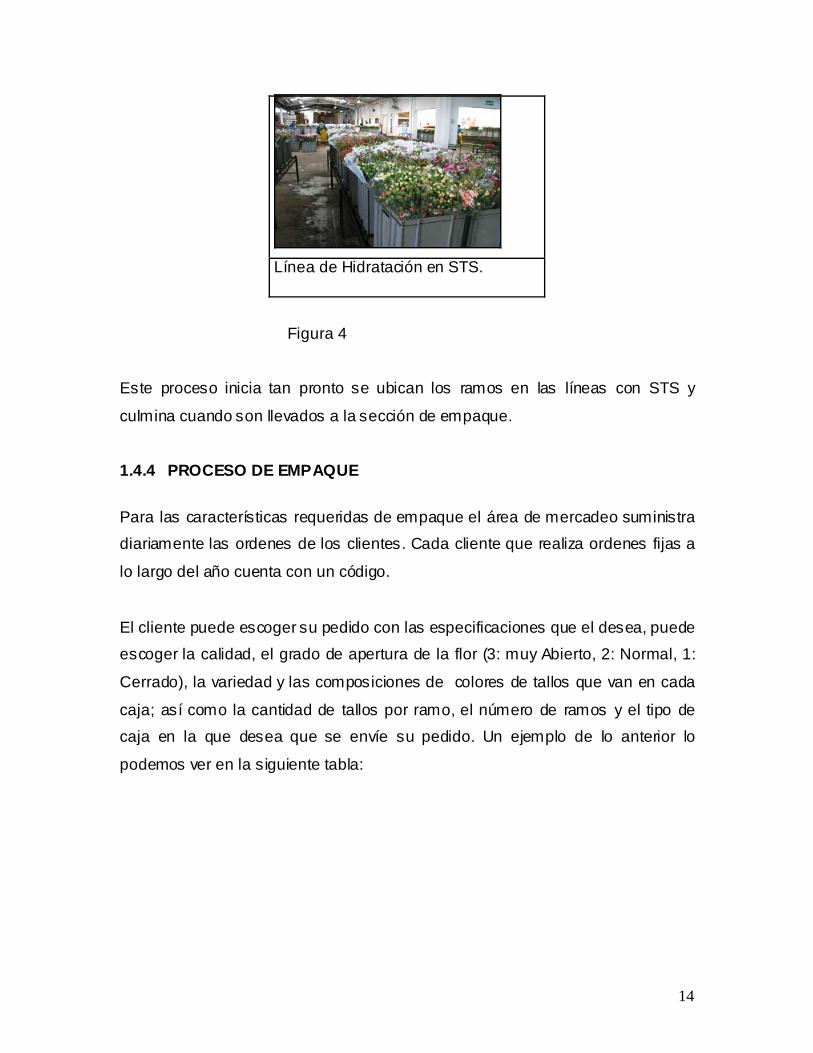
1.4.4 PROCESO DE EMPAQUE
Para las características requeridas de empaque el área de mercadeo suministra
diariamente las ordenes de los clientes. Cada cliente que realiza ordenes fijas a
lo largo del año cuenta con un código.
El cliente puede escoger su pedido con las especificaciones que el desea, puede
escoger la calidad, el grado de apertura de la flor (3: muy Abierto, 2: Normal, 1:
Cerrado), la variedad y las composiciones de colores de tallos que van en cada
caja; así como la cantidad de tallos por ramo, el número de ramos y el tipo de
caja en la que desea que se envíe su pedido. Un ejemplo de lo anterior lo
podemos ver en la siguiente tabla:
15
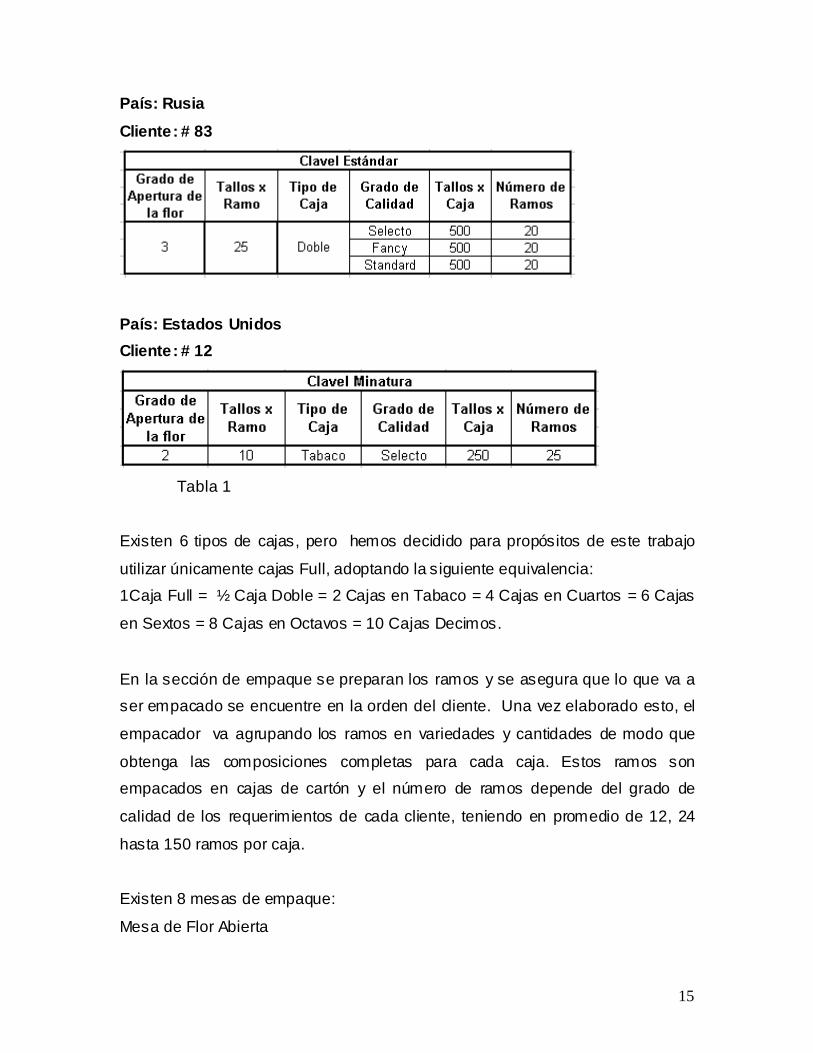
País: Rusia
Cliente: # 83
País: Estados Unidos Cliente: # 12
Tabla 1
Existen 6 tipos de cajas, pero hemos decidido para propósitos de este trabajo
utilizar únicamente cajas Full, adoptando la siguiente equivalencia:
1Caja Full = ½ Caja Doble = 2 Cajas en Tabaco = 4 Cajas en Cuartos = 6 Cajas
en Sextos = 8 Cajas en Octavos = 10 Cajas Decimos.
En la sección de empaque se preparan los ramos y se asegura que lo que va a
ser empacado se encuentre en la orden del cliente. Una vez elaborado esto, el
empacador va agrupando los ramos en variedades y cantidades de modo que
obtenga las composiciones completas para cada caja. Estos ramos son
empacados en cajas de cartón y el número de ramos depende del grado de
calidad de los requerimientos de cada cliente, teniendo en promedio de 12, 24
hasta 150 ramos por caja.
Existen 8 mesas de empaque:
Mesa de Flor Abierta
16
Mesa de Clavel MINI con destino a Japón
Mesa de Clavel MINI para ramos de 5 tallos
Mesa de Clavel MINI para ramos de 10 tallos
Mesa de Clavel Estándar
Mesa de Clavel Fancy de 25 tallos
Mesa de Clavel Fancy de 20 tallos
Mesa de Clavel Selecto
Para este proyecto no se tuvo en cuenta el grado de apertura de la flor, el cual
depende de la fecha (momento adecuado) en la cual se corto el tallo y del
tiempo que ha transcurrido el ramo en la poscosecha sin ser empacado, por ello
no utilizaremos la mesa de flor abierta. Tampoco se asignó como atributo del
tallo el destino de este, por lo que no se trabajará con la Mesa de empaque para
Japón. Esta mesa existe debido a que los clientes japoneses desean un
empaque muy diferente y exigen mayor control en todos sus productos, por lo
que la empresa decidió realizar la operación de empaque con este destino en
una mesa aparte para ejercer mayor control sobre estos ramos.
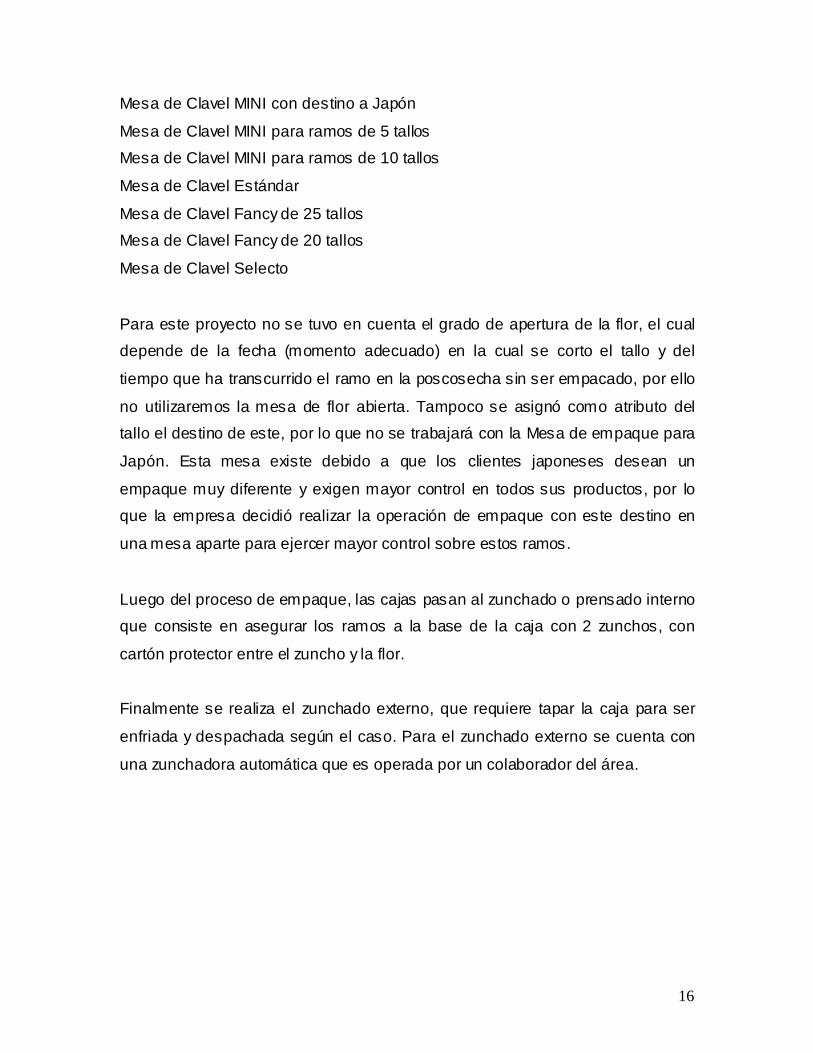
Luego del proceso de empaque, las cajas pasan al zunchado o prensado interno
que consiste en asegurar los ramos a la base de la caja con 2 zunchos, con
cartón protector entre el zuncho y la flor.
Finalmente se realiza el zunchado externo, que requiere tapar la caja para ser
enfriada y despachada según el caso. Para el zunchado externo se cuenta con
una zunchadora automática que es operada por un colaborador del área.
17
Figura 5
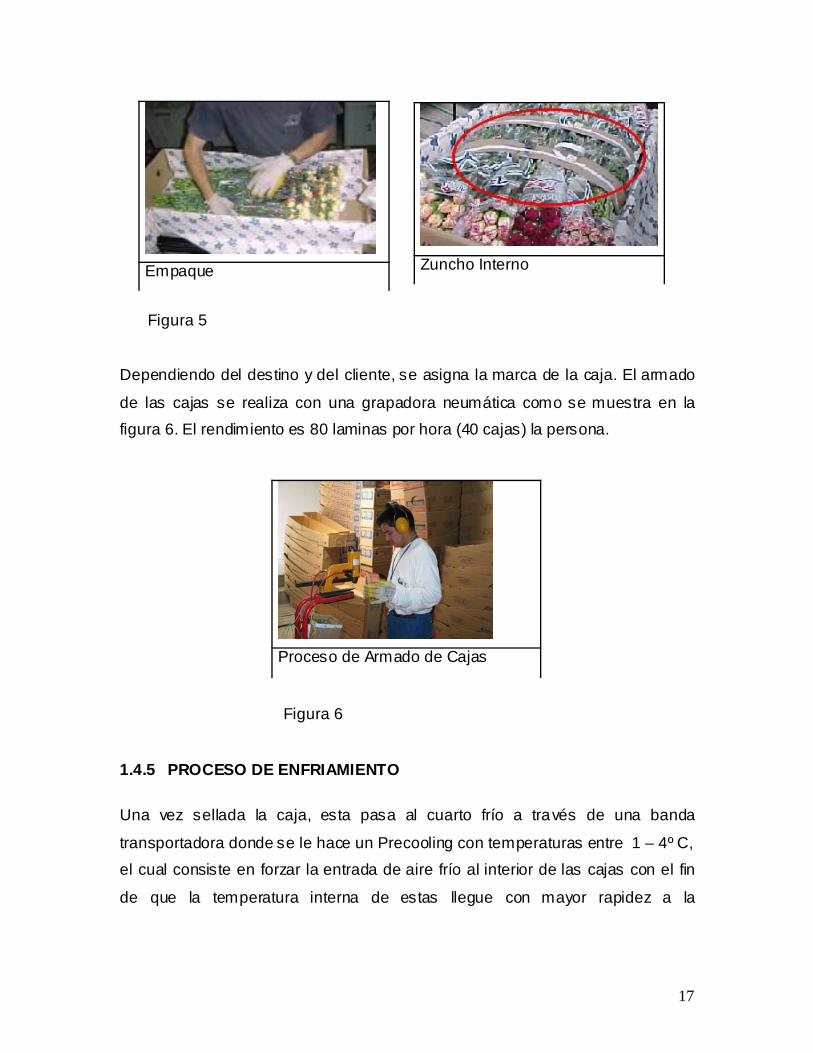
Dependiendo del destino y del cliente, se asigna la marca de la caja. El armado
de las cajas se realiza con una grapadora neumática como se muestra en la
figura 6. El rendimiento es 80 laminas por hora (40 cajas) la persona.
Figura 6
1.4.5 PROCESO DE ENFRIAMIENTO
Una vez sellada la caja, esta pasa al cuarto frío a través de una banda
transportadora donde se le hace un Precooling con temperaturas entre 1 – 4º C,
el cual consiste en forzar la entrada de aire frío al interior de las cajas con el fin
de que la temperatura interna de estas llegue con mayor rapidez a la
Zuncho Interno
Empaque
Proceso de Armado de Cajas
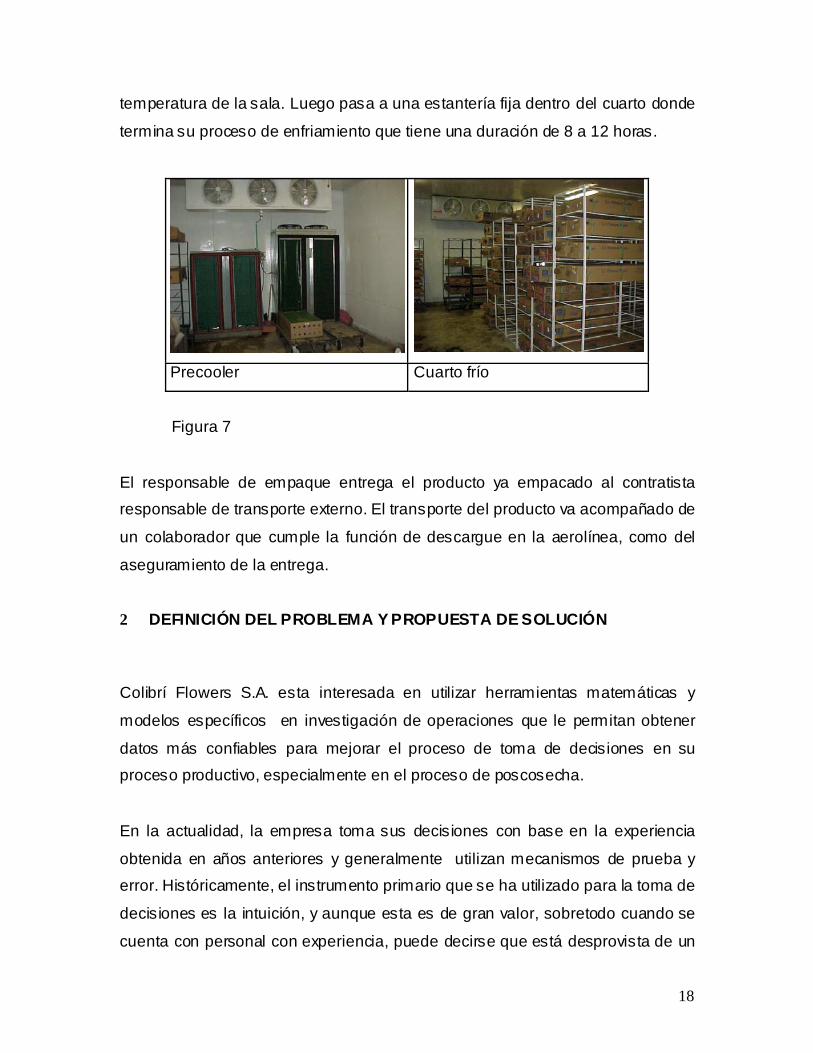
18
temperatura de la sala. Luego pasa a una estantería fija dentro del cuarto donde
termina su proceso de enfriamiento que tiene una duración de 8 a 12 horas.
Precooler Cuarto frío
Figura 7
El responsable de empaque entrega el producto ya empacado al contratista
responsable de transporte externo. El transporte del producto va acompañado de
un colaborador que cumple la función de descargue en la aerolínea, como del
aseguramiento de la entrega.
2 DEFINICIÓN DEL PROBLEMA Y PROPUESTA DE SOLUCIÓN
Colibrí Flowers S.A. esta interesada en utilizar herramientas matemáticas y
modelos específicos en investigación de operaciones que le permitan obtener
datos más confiables para mejorar el proceso de toma de decisiones en su
proceso productivo, especialmente en el proceso de poscosecha.
En la actualidad, la empresa toma sus decisiones con base en la experiencia
obtenida en años anteriores y generalmente utilizan mecanismos de prueba y
error. Históricamente, el instrumento primario que se ha utilizado para la toma de
decisiones es la intuición, y aunque esta es de gran valor, sobretodo cuando se
cuenta con personal con experiencia, puede decirse que está desprovista de un
19
proceso analítico. Un gerente o administrador que toma sus decisiones
solamente en base a la intuición, no aprende, salvo por la retroalimentación que
le proporcionan los resultados obtenidos, lo cual resulta muy caro.
Los modelos por lo general aportan información en forma de resultados y
conocimientos, son útiles como instrumentos de planificación estratégica, ya que
ayudan a: crear pronósticos, explorar alternativas, crear planes de contingencia,
disminuir el tiempo de reacción, acrecentar la flexibilidad, entre muchos otros
usos.
Se debe tener en cuenta que un modelo es siempre una simplificación de la
realidad y que se le deben incorporar suficientes detalles para que el resultado
satisfaga las necesidades de la empresa, sea consistente con los datos que se
tienen disponibles al alcance y pueda ser desarrollado y analizado en el tiempo
con el que se cuenta para este propósito.
Los supuestos que se formularon en el modelo se validaron estadísticamente
para comprobar su veracidad y / o con ayuda del personal de producción que
conoce profundamente los procedimientos gracias a sus años de experiencia.
La simulación de una planta de poscosecha de claveles tiene varias
características que la diferencian de muchos otras simulaciones. En primer lugar,
debido a los innumerables factores difíciles de pronosticar que influyen en la
cosecha y en el entorno (clima, plagas, hongos, cambios en demanda), la
cantidad producida y la requerida por los clientes varían diariamente, lo que
hace que ningún día sea semejante a otro. Segundo, toda variedad tiene una
curva de producción diferente, lo que hace unas variedades más rentables que
otras. Lo anterior hace que los recursos necesarios, así como los costos y los
tiempos de flujo sean diferentes día tras día.
20
La planeación de la producción se debe hacer con bastante anterioridad para
que no se presenten desajustes entre la oferta y la demanda, por ello para
cumplir con los pedidos de sus clientes; se debe programar la siembra y la
cosecha con varios meses de anterioridad.
Una herramienta como la simulación permite analizar los efectos que cambios
en las políticas del área de producción puedan tener sobre el funcionamiento del
proceso productivo. La simulación de la poscosecha es útil para identificar
zonas y procesos críticos que permitan tomar las medidas necesarias para
mejorar sus indicadores de eficiencia y para aprovechar mejor sus recursos, de
manera que sirvan de apoyo a las decisiones de planeación estratégica.
Además esta herramienta sirve para evaluar los posibles eventos futuros y los
efectos que estos puedan tener sobre el proceso productivo.
2.1 FINALIDAD
Proporcionar herramientas al área de producción que apoyen la toma de
decisiones en la planeación de las operaciones en la empresa Colibrí Flowers
S.A.
2.2 OBJETIVO
Construir un modelo de simulación práctico de gran uso que permita identificar
zonas y operaciones críticas en el proceso productivo de la poscosecha y que
sirva como herramienta para seleccionar los recursos para un período de tiempo
específico teniendo en cuenta las condiciones actuales en las que opera la
empresa.
21
2.3 DATOS
Para la elaboración del modelo fue necesario tomar tiempos de servicio en las
operaciones a ser modeladas con el fin de obtener distribuciones de
probabilidad que se ajustaran a estos tiempos y que le dieran la aleatoriedad
necesaria, igualmente se recolectaron datos históricos de la empresa para
obtener probabilidades que nos permitieran saber cuantos tallos son de tipo
clavel estándar y cuantos son de clavel miniatura, cuantos son clasificados con
calidad Selecto, Fancy, Estándar o Nacional.
La toma de tiempos se realizo durante los meses de Agosto y Septiembre del
2004 en días diferentes para algunos procesos.
Las distribuciones de tiempo halladas mediante el Input Analyzer aparecen al
final de este documento en los anexos.
2.4 ESCALA DE ENTIDADES
Cuando se va a modelar un sistema se debe tener en cuenta que no siempre el
flujo a través de las operaciones se da en una misma entidad. En el Caso de una
planta de poscosecha de flores existen muchas entidades que surgen a partir de
la agrupación de la entidad base (los tallos). A continuación podemos ver en la
figura 8 las nueve entidades que transitan en algún momento por el proceso.
Algunas de ellas pueden ser modelados como transportadores, como es el caso
de los vehículos y de los móviles de alimentación.
22
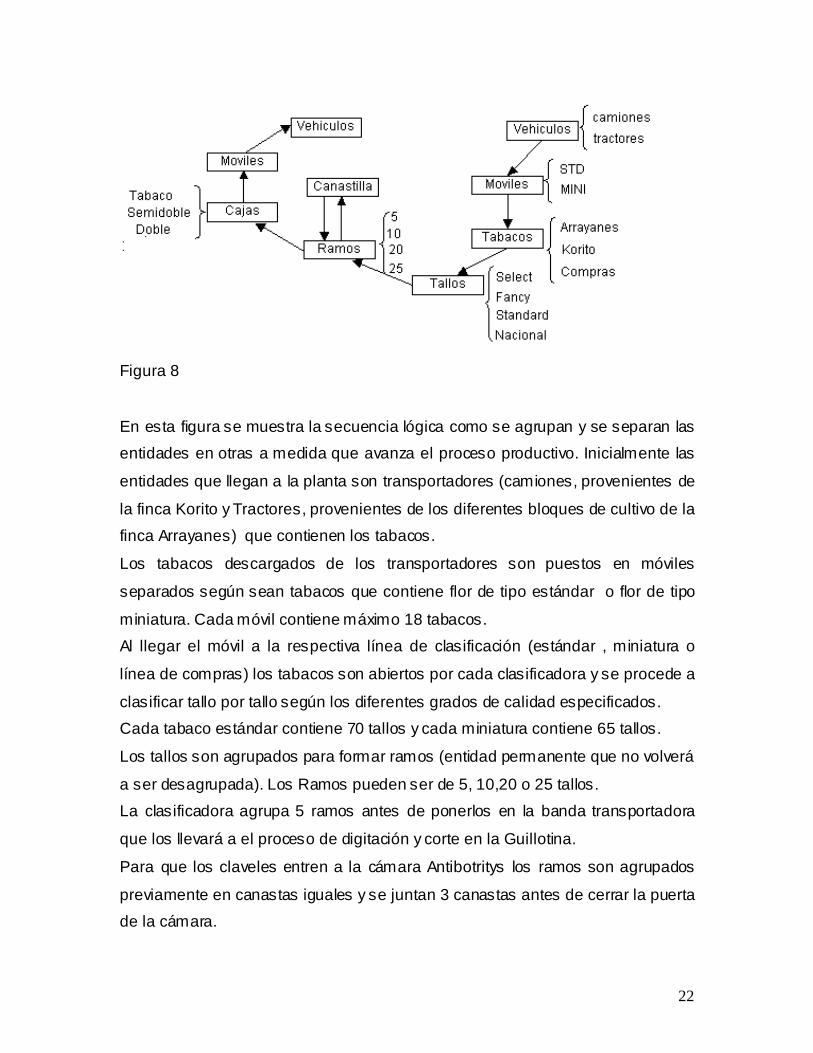
Figura 8
En esta figura se muestra la secuencia lógica como se agrupan y se separan las
entidades en otras a medida que avanza el proceso productivo. Inicialmente las
entidades que llegan a la planta son transportadores (camiones, provenientes de
la finca Korito y Tractores, provenientes de los diferentes bloques de cultivo de la
finca Arrayanes) que contienen los tabacos.
Los tabacos descargados de los transportadores son puestos en móviles
separados según sean tabacos que contiene flor de tipo estándar o flor de tipo
miniatura. Cada móvil contiene máximo 18 tabacos.
Al llegar el móvil a la respectiva línea de clasificación (estándar , miniatura o
línea de compras) los tabacos son abiertos por cada clasificadora y se procede a
clasificar tallo por tallo según los diferentes grados de calidad especificados.
Cada tabaco estándar contiene 70 tallos y cada miniatura contiene 65 tallos.
Los tallos son agrupados para formar ramos (entidad permanente que no volverá
a ser desagrupada). Los Ramos pueden ser de 5, 10,20 o 25 tallos.
La clasificadora agrupa 5 ramos antes de ponerlos en la banda transportadora
que los llevará a el proceso de digitación y corte en la Guillotina.
Para que los claveles entren a la cámara Antibotritys los ramos son agrupados
previamente en canastas iguales y se juntan 3 canastas antes de cerrar la puerta
de la cámara.
23
Al salir de la cámara cada canastilla se lleva a la zona de hidratación, en donde
terminado el tiempo estipulado, el empacador que requiere del tipo de flor que se
encuentra en la canastilla saca (desagrupa) tantos ramos como necesite para
cumplir con su orden de empaque.
Los ramos salen directamente de la canastilla hacia la caja final de empaque.
Las cajas pueden ser : Octavos, Cuartos, Cajas Half, Cajas Full o Cajas Doble.
Las cajas son puestas en móviles semejantes a aquellos en los que se ponen los
tabacos y estos móviles son ingresados a los cuartos fríos.
Finalmente las cajas son despachadas hacia el aeropuerto en otro tipo de
camiones.
3 SIMULACIÓN DE EVENTOS DISCRETOS
La simulación consiste en utilizar un conjunto de técnicas que se usan en
computadores para representar el funcionamiento de procesos del mundo real,
que se suelen llamar sistemas. El estudio del sistema mediante la imitación del
funcionamiento del problema real debe contener varios supuestos, que por lo
general se expresan mediante relaciones matemáticas y lógicas. Normalmente
estas relaciones son complicadas y no es posible obtener una solución analítica
por lo que se usa la simulación, en donde se evalúa numéricamente el modelo.
Con los datos obtenidos se estiman las características deseadas de éste.
El enfoque de simulación es muy útil para analizar sistemas de manufactura y
para evaluar el desempeño de esos sistemas, lo cual lo hace una herramienta
apropiada para este estudio.
El sistema se define como una colección de entidades que interactúan para
lograr un determinado objetivo o fin. El sistema a estudiar será la planta de
poscosecha de la empresa COLIBRÍ FLOWERS S.A. situada en la finca
Arrayanes; esta es una planta de manufactura de flores con máquinas,
24
personas, aparatos de transporte, correas transportadoras y espacios de
almacenamiento.
El estado del sistema se define como la colección de variables necesarias para
describir el sistema en un tiempo particular, algunas de las variables de estado
en nuestro sistema serían:
el número de claveles del tipo i en determinado proceso j
el porcentaje de tiempo en que los recursos permanece desocupados
el nivel de utilización de los servidores
el tiempo de llegada de un(os) clavel(es) al proceso j en un tiempo específico t
el tiempo que se demora en determinada operación j un clavel de tipo i
De lo anterior podemos ver la cantidad de variables necesarias para definir el
estado del sistema, ya que pueden existir miles de entidades y decenas de
procesos u operaciones, lo que nos muestra un escenario de millones de
posibles estados. En sistemas discretos las variables cambian en puntos
discretos, mientras que en sistemas continuos el tiempo lo hace de forma
continua. En la poscosecha las variables y los eventos cambian de manera
discreta en el tiempo.
Los modelos de simulación pueden ser: estáticos o dinámicos, determinísticos o
estocásticos y continuos o discretos según el comportamiento de las variables.
Este modelo en la planta se caracteriza por ser dinámico, discreto y estocástico.
3.1 COMPONENTES DEL SISTEMA
Entidades: es el objeto de interés en el sistema. Claveles en diferentes formas
(tallos, ramos, canastas, cajas)
25
Atributo: Propiedad de una entidad (tipo: clavel estándar o clavel miniatura;
número de ramos x caja: 24,28,35,..; calidad: Selecto, Fancy, Estándar,
Nacional; número de tallos x ramo: 5,10,15,20,25)
Operaciones: Son las actividades que se realizan sobre las entidades por un
recurso determinado durante el tiempo de servicio; que afectan de alguna
manera el estado del sistema.
Procesos en Poscosecha
• Recepción de Flor
• Clasificación
• Embonchado o Armado de ramos
• Codificación
• Control de Calidad
• Corte
• Tratamientos químicos (Cámara Antibotritys)
• Hidratación
• Tintura
• Empaque
• Zunchado Interno de Cajas
• Zunchado Externo de Cajas
• Precooling
• Almacenamiento (Cuartos Fríos)
Evento: Algo que ocurre instantáneamente que cambia el estado del sistema
(llegada de una entidad a alguna operación, finalización de la operación )
Contadores Estadísticos: variables utilizadas para guardar información
estadística sobre el desempeño del sistema.
26
Programa Principal: Programa que invoca la rutina de temporización (determina
el siguiente evento que ocurrirá de la lista de eventos y actualizará el reloj de
simulación al instante en el que ocurre el evento) para determinar el siguiente
evento, y luego transfiere el control a la rutina de evento para actualizar las
variables de estado. Este programa también verifica la terminación de la corrida
e invoca el programa de generación de reportes. El programa escogido para
realizar este proyecto de simulación es el software ARENA 8.0 de Rockwell en
su versión profesional.
Generador de Reportes: Programa que calcula las medidas deseadas de los
indicadores de desempeño escogidos, y produce reportes al final de las corridas
de simulación.
Librerías: Subrutinas usadas para generar observaciones aleatorias a partir de
las distribuciones de probabilidad que se desean en el modelo.
3.2 ARENA COMO HERRAMIENTA DE SIMULACIÓN
Arena, una aplicación operativa de Microsoft Windows, es un lenguaje de
simulación de alto nivel con gran flexibilidad en sus procedimientos que cuenta
con varías librerías y con los siguientes paneles: Códigos escritos por el usuario
en Visual Basic o en C/C++, Panel de Bloques y Elementos, Panel de Procesos
Avanzados y de Transferencia Avanzados, Panel de Procesos Básicos, Panel de
Aplicaciones (Contact Centers y Líneas de Empaque), Paneles Creados por el
usuario y finalmente una interfase gráfica.
Los bloques básicos de construcción son llamados módulos y consisten en
objetos de flujo que contienen información (previamente editada) del proceso
que será simulado y que describen la dinámica del modelo.
27
Los módulos de datos definen las características de los elementos del proceso,
tales como colas, entidades, recursos, variables, expresiones, estadísticas, entre
otros. Las entidades no fluyen por estos módulos, ya que estos solo contienen
información de los elementos.
Los principales módulos de flujo utilizados para este proyecto fueron: Del panel
de procesos básicos los módulos Create, Assign, Dispose, Decide, Process,
Batch, Separate y Record; del panel de procesos avanzados los módulos Seize,
Delay, Release, Store, Unstore, Hold, ReadWrite y del panel de transferencia
avanzada los módulos Enter, Leave, Route y Station.
Los módulos de datos utilizados fueron: Entity, Queue, Resource, Variable, Schedule, Set, File, Statistic, Storage, Transporter, Conveyor y Distance.
Para conocer a fondo el funcionamiento y la aplicación de los bloques,
elementos, y módulos mencionados previamente, se puede consultar la ayuda
dentro del programa, adicionalmente el libro “Simulation With Arena. Third
Edition de Kelton, Sadowski y Sturrock” es una excelente referencia para
quienes deseen aprender a usar este programa.
3.3 SIMULACIÓN DE UN ESTADO NO TERMINAL
A diferencia de aquellos sistemas que pueden iniciarse en un estado vacío y
desocupado debido a que su característica de operación es terminal (el sistema
se inicia y finaliza continuamente durante un lapso definido de tiempo, que
puede ser durante un día, como por ejemplo un restaurante que opera
diariamente en un horario definido y sus entidades, los clientes, abandonan el
lugar antes de que este cierre) la planta de poscosecha a pesar de operar con
recursos que operan por un periodo definido, es un sistema no terminal, ya que
la cantidad de flores que no son procesadas en el día, deben permanecer dentro
del sistema para que sean procesadas en una fecha posterior.
28
El análisis de la simulación de un sistema no terminal debe ser diferente al que
se realiza para uno terminal; se deben realizar muchas más corridas y se debe
iniciar la toma de estadísticas cuando el sistema haya alcanzado un estado
estable, lo que requiere de un período de calentamiento (Warm Up) apropiado
que permita reiniciar los acumuladores estadísticos, conservando el estado del
sistema. De esta forma se logra eliminar el sesgo en los resultados que nos
mostraría el modelo si se iniciara con el sistema vacío.
Para encontrar un período de calentamiento apropiado que permitiera iniciar el
sistema con cierto número de entidades, se especificaron 10 réplicas cada una
de longitud 8 días (cada día de 24 horas) y se escogió como medida de
desempeño a estabilizar el wip Total del sistema (Work in Process).
En el módulo Statistics del panel Advanced Process introducimos una expresión
para el wip de cada una de las entidades y las sumamos para obtener el wip
total. Esta estadística la guardamos en el archivo llamado Historia Total del wip.
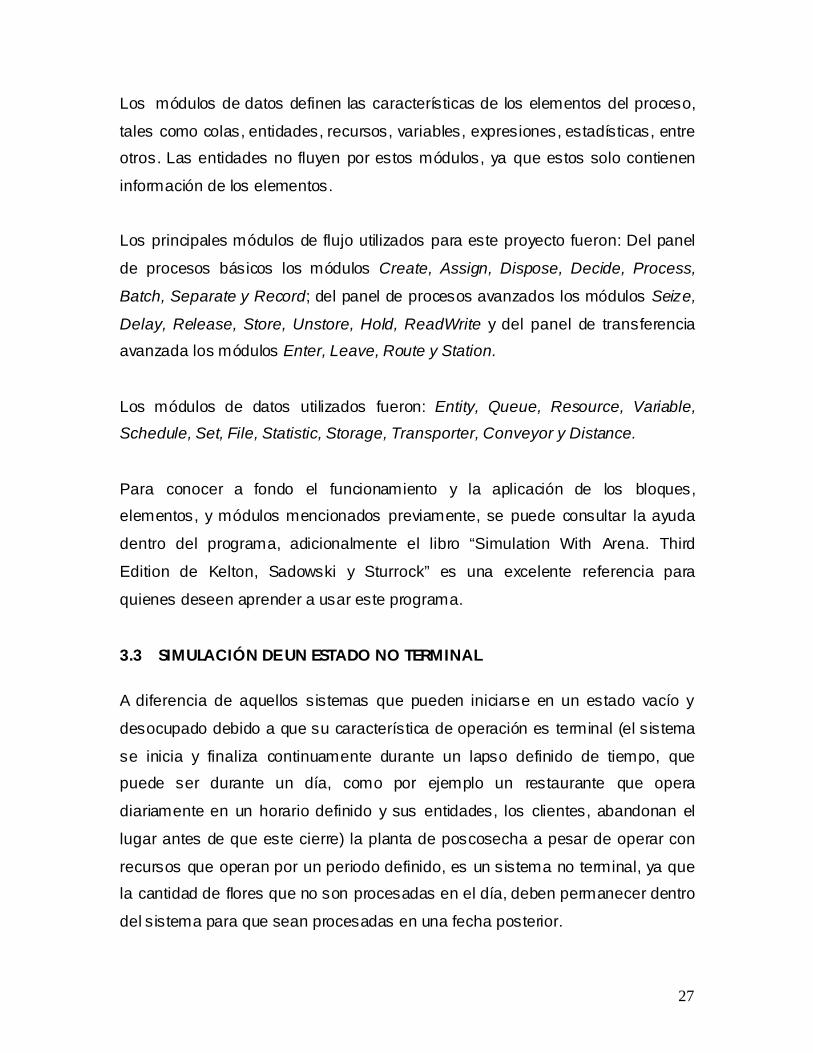
Utilizando el Output Analizar de Arena se realizaron algunos Plots del Wip Total
vs. el tiempo.
El primer Plot que se observa en la figura 9 nos muestra que las diez réplicas
siguen el mismo patrón durante los 8 períodos y al parecer el Wip es algo
estable en aquellos periodos de tiempo dentro del horario de trabajo, pero la
gráfica no permite visualizar bien este fenómeno. También observamos que
existen ciclos a lo largo del tiempo, donde se observan claramente los períodos
donde el Wip permanece estable debido a que el sistema no se encuentra
operando durante esas horas.
29
Figura 9
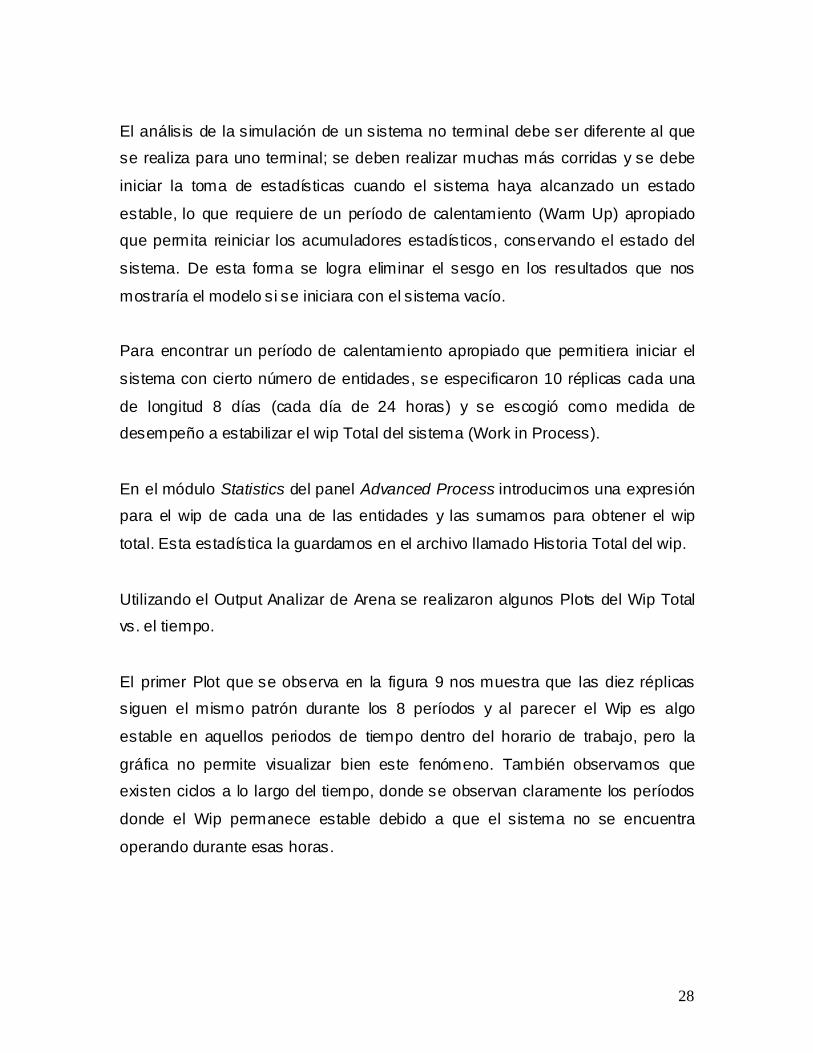
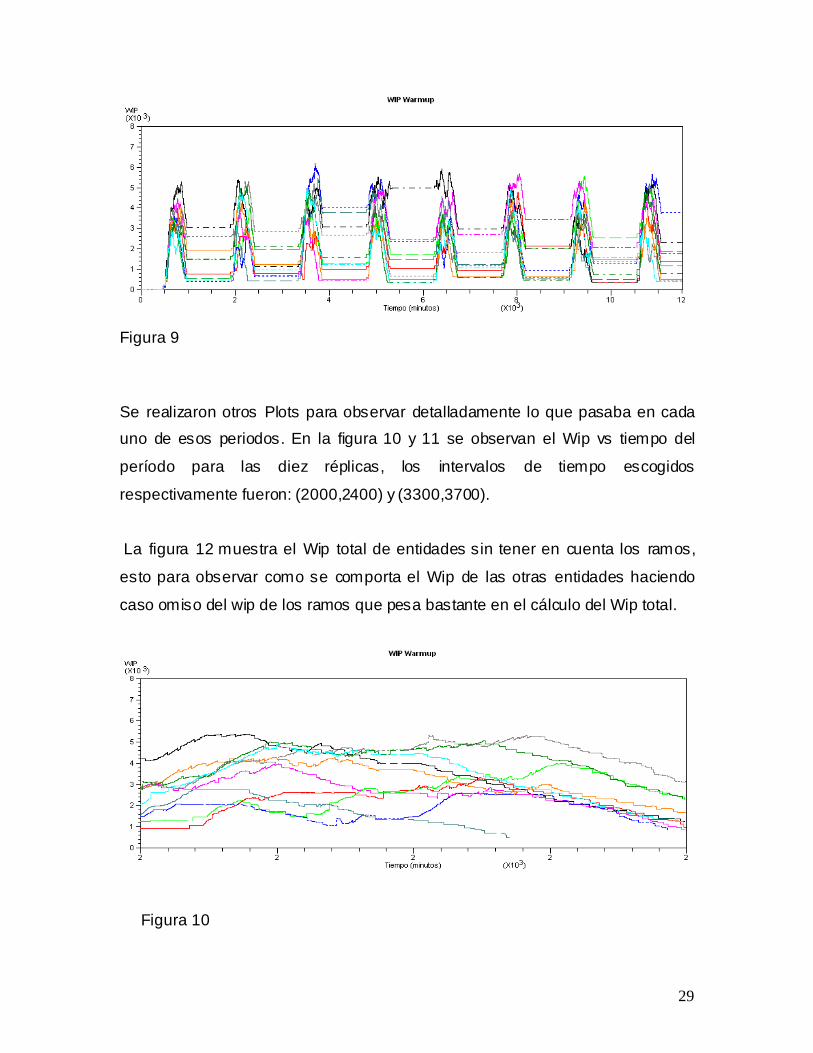
Se realizaron otros Plots para observar detalladamente lo que pasaba en cada
uno de esos periodos. En la figura 10 y 11 se observan el Wip vs tiempo del
período para las diez réplicas, los intervalos de tiempo escogidos
respectivamente fueron: (2000,2400) y (3300,3700).
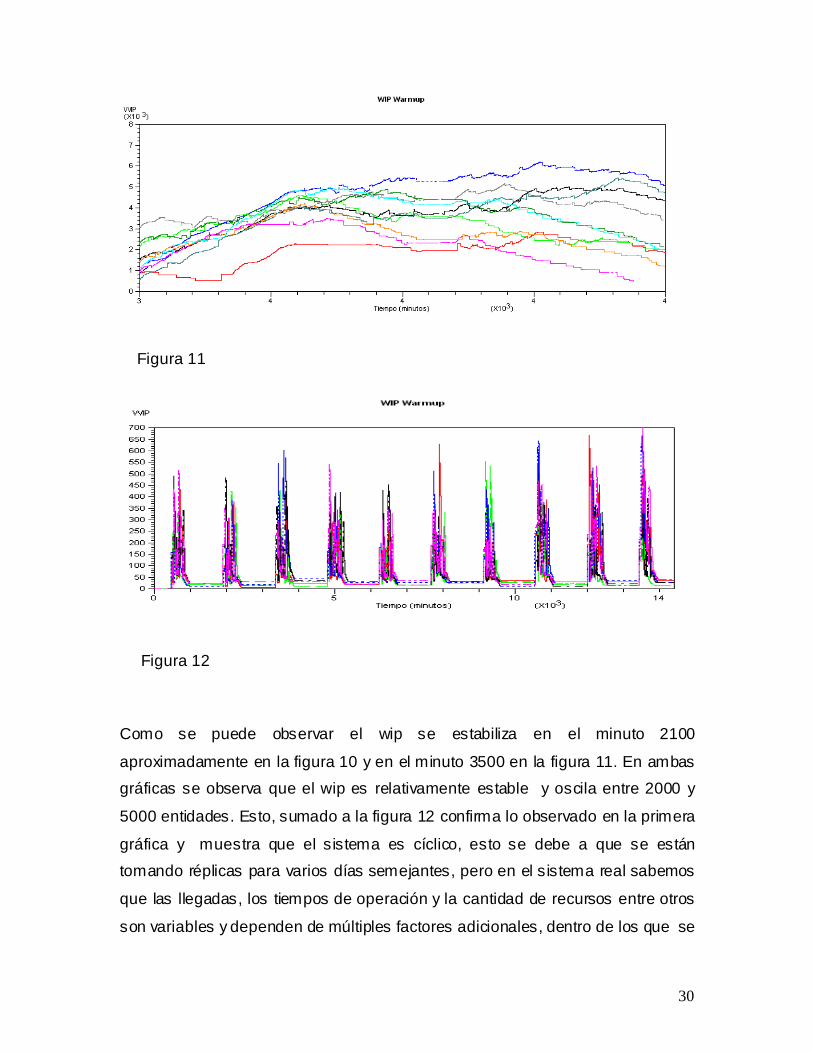
La figura 12 muestra el Wip total de entidades sin tener en cuenta los ramos,
esto para observar como se comporta el Wip de las otras entidades haciendo
caso omiso del wip de los ramos que pesa bastante en el cálculo del Wip total.
Figura 10
30
Figura 11
Figura 12
Como se puede observar el wip se estabiliza en el minuto 2100
aproximadamente en la figura 10 y en el minuto 3500 en la figura 11. En ambas
gráficas se observa que el wip es relativamente estable y oscila entre 2000 y
5000 entidades. Esto, sumado a la figura 12 confirma lo observado en la primera
gráfica y muestra que el sistema es cíclico, esto se debe a que se están
tomando réplicas para varios días semejantes, pero en el sistema real sabemos
que las llegadas, los tiempos de operación y la cantidad de recursos entre otros
son variables y dependen de múltiples factores adicionales, dentro de los que se
31
encuentran algunas variables relativamente controlables como las órdenes de
los pedidos para un día en particular; y otras que no son controlables como el
clima.
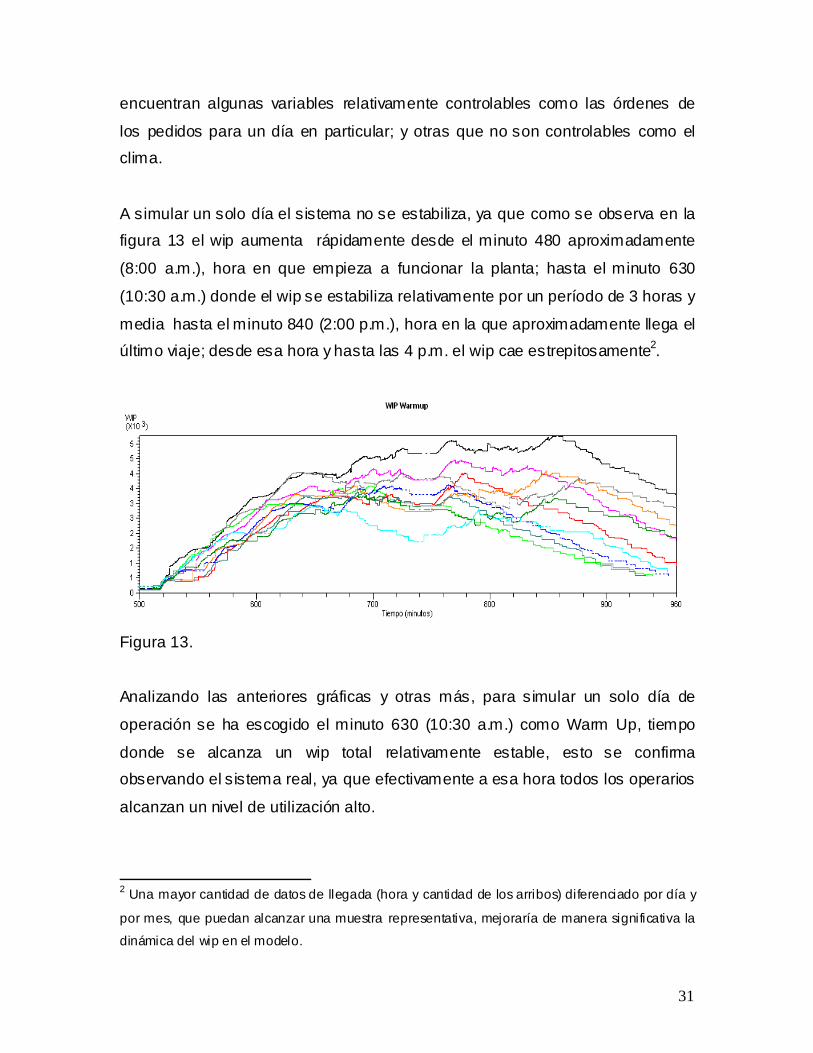
A simular un solo día el sistema no se estabiliza, ya que como se observa en la
figura 13 el wip aumenta rápidamente desde el minuto 480 aproximadamente
(8:00 a.m.), hora en que empieza a funcionar la planta; hasta el minuto 630
(10:30 a.m.) donde el wip se estabiliza relativamente por un período de 3 horas y
media hasta el minuto 840 (2:00 p.m.), hora en la que aproximadamente llega el
último viaje; desde esa hora y hasta las 4 p.m. el wip cae estrepitosamente2.
Figura 13.
Analizando las anteriores gráficas y otras más, para simular un solo día de
operación se ha escogido el minuto 630 (10:30 a.m.) como Warm Up, tiempo
donde se alcanza un wip total relativamente estable, esto se confirma
observando el sistema real, ya que efectivamente a esa hora todos los operarios
alcanzan un nivel de utilización alto.
2 Una mayor cantidad de datos de llegada (hora y cantidad de los arribos) diferenciado por día y
por mes, que puedan alcanzar una muestra representativa, mejoraría de manera significativa la
dinámica del wip en el modelo.
32
Para realizar la simulación de varios días se escogió un período de
calentamiento de 2 días, aunque esto se realizó un poco de manera arbitraria
debido a la falta de datos diferenciados por día y por mes, y a que como se
observó en las figuras el sistema es cíclico y no se estabiliza aparentemente.
4 MARCO TEÓRICO
4.1 SUPUESTOS DEL MODELO
Para el diseño del modelo fue necesario realizar múltiples supuestos sobre el
funcionamiento del sistema, algunos fueron validados estadísticamente y otros
fueron aceptados por personas con experiencia dentro de la planta de
poscosecha.
El primer supuesto consiste en homogenizar los tiempos de operación de
aquellas actividades similares pero que son realizadas por operarios distintos.
En las mesas de clasificación y en las mesas de empaque existen muchos
operarios que realizan funciones muy parecidas y que por lo tanto se podría
asumir que demoran un tiempo igual en realizar la función. Para validar este
supuesto se utilizó la prueba Kruskal-Wallis.
4.1.1 PRUEBA KRUSKAL- WALLIS3
El procedimiento estadístico Kruskal-Wallis es un método no paramétrico que
permite probar las hipótesis nulas de que k muestras aleatorias provienen de
poblaciones con distribuciones idénticas, siempre que estas distribuciones de las
poblaciones sean continuas y se cuente con mediciones ordinales. En síntesis
es una prueba de homogeneidad, que es de gran utilidad para este tipo de
estudio en donde contamos con muchos recursos que realizan operaciones
aparentemente similares.
3 Para mayor información consultar la sección 15.4 en la página 582 del l ibro Probabilidad y
Estadística, Aplicaciones y Métodos de Canavos, George
33
Tomando las observaciones de las k muestras aleatorias, con un tamaño jn
para la j-esima muestra, la hipótesis nula puede establecerse como:
)()()()( 3210 yfyfyfyfH k===== Λ
donde )(,),(),( 21 yfyfyf kΛ son las correspondientes funciones de densidad de
probabilidad. La hipótesis alternativa establece que las k distribuciones no son
idénticas.
La prueba se basa en combinar todas las observaciones y agruparlas en un solo
conjunto de ∑ ==
K
j jnN1 observaciones ordenadas de forma creciente de tal
forma que permita asignar un rango a cada observación comenzando en 1 hasta
N . A continuación se suman los rangos de cada muestra, siendo jR la suma de
los rangos de la j-esima muestra. La prueba K-W establece si la disparidad entre
las jR con respecto a los tamaños jn de las muestras es lo suficientemente
amplia para garantizar el rechazo de la hipótesis nula.
Para tamaños relativamente grandes de jn se puede aproximar la prueba K-W a
una distribución Chi-cuadrada con k-1 grados de libertad.
La estadística K-W es:
)1(3)1(
121
2
+−⎥⎥⎦
⎤
⎢⎢⎣
⎡
+= ∑
=
NnR
NNH
K
j j
j
se rechaza la hipótesis nula para valores grandes de la estadística H .
34
En este trabajo se utilizó la prueba K-W para probar las hipótesis de
homogeneidad en el tiempo de operación de los siguientes procesos:
4.1.1.1 CLASIFICACIÓN ESTÁNDAR
Unidades de tiempo: Segundos
Número de muestras aleatorias (k), correspondiente al número de mesas de
clasificación = 20
Número total de observaciones (N) = 94
α = 0.05
grados de libertad = 19
Valor Crítico4 = 30,1435
Estadístico H = 21,2870
Conclusión: Dado que H es menor que 30.15, no puede rechazarse la hipótesis
nula, por lo tanto no existe alguna razón para creer que existan diferencias entre
las mesas de clasificación estándar cuando se comparan los tiempos de servicio
de clasificación de los tallos por calidades.
4.1.1.2 CLASIFICACIÓN MINIATURA Unidades de tiempo: Segundos
Número de muestras aleatorias (k) = 15
Número total de observaciones (N) = 74
α = 0.05
grados de libertad = 14
Valor Crítico = 23,6847
Estadístico H = 14,0284
Conclusión: Dado que H es menor que el valor crítico, no puede rechazarse la
hipótesis nula, por lo tanto no existe alguna razón para creer que existan
4 los valores críticos fueron obtenidos del apéndice E de libro Probabilidad y Estadística,
Aplicaciones y Métodos de Canavos, George
35
diferencias entre las mesas de clasificación miniatura cuando se comparan los
tiempos de servicio de clasificación.
No se realizaron pruebas para determinar si las actividades de clasificación
estándar y clasificación miniatura eran similares debido a que con la toma de
tiempos pudimos observar que la clasificación del clavel miniatura requiere de
mayor tiempo en parte porque este contiene varios botones por tallos, mientras
que el estándar solo contiene uno.
4.1.1.3 EMBONCHADO O ARMADO DE RAMOS
Unidades de tiempo: Segundos
Número de muestras aleatorias (k), correspondientes a ramos de 5,10,20 y 25
tallos = 4
Número total de observaciones (N) = 40
α = 0.05
grados de libertad = 3
Valor Crítico = 7,8147
Estadístico H = 17,64
Conclusión: Dado que H es mayor que el valor crítico, si se puede rechazar la
hipótesis nula, por lo tanto existen razones para creer que hay diferencias entre
los tiempos de servicio de embonchado de ramos cuando se comparan las
cantidades a embonchar. Intuitivamente esto parece ser cierto, ya que no debe
gastar el mismo tiempo una persona armando un ramo de 5 tallos que armando
uno de 20 o de 25. Debido a esto deben tomarse tiempos para estas
operaciones por separado y obtener para cada una de las una distribución de
probabilidad para los tiempos de servicio (estas distribuciones pueden ser vistas
al final de este documento)
36
4.1.1.4 EMPAQUE DE CAJAS
Unidades de tiempo: Segundos
Número de muestras aleatorias (k), correspondientes a las mesas de empaque
= 8
Número total de observaciones (N) = 67
α = 0.05
grados de libertad = 7
Valor Crítico = 14,0671
Estadístico H = 5,58
Conclusión: Dado que H es menor que 14,06, no puede rechazarse la hipótesis
nula, por ello no existe alguna razón para creer que existan diferencias entre los
tiempos de empaque cuando se comparan las diferentes mesas de empaque
Selecto, Fancy, Estándar, Miniatura de 5, Miniatura de 10, Miniatura Japón y Flor
Abierta.
Para realizar la toma de tiempos en cada mesa de empaque fue necesario
obtener observaciones en diferentes horas y diferentes días aún para una misma
mesa; esto debido a que los tiempos de empaque cambian dependiendo de la
orden de empaque que se este ejecutando ese día y del tipo de caja en la que
se este empacando. Acordémonos que para este estudio se hizo el supuesto de
que siempre se trabajan con cajas Full y se realizó la respectiva equivalencia
para las otras cajas.
4.1.2 OTROS SUPUESTOS
Dado que la planta funciona en su mayoría con mano de obra, un modelo más
amplio debe incorporar los cambios en la productividad del trabajador producto
del cansancio, el estrés, el grado de habilidad, el tiempo de experiencia, el
estado de animo y las motivaciones que disminuyen o aumentan el rendimiento y
hacen que los tiempos de servicio varíen constantemente y dependan de la
fecha en que se realice la operación. Debido a la dificultad para medir estas
37
variables se supuso que todos los trabajadores rinden en su trabajo de manera
semejante entre sí y a través del tiempo. Se incorporó un estado de falla para
algunos recursos que intenta representar de manera intuitiva la ausencia de los
trabajadores de sus puestos de trabajo.
A lo largo del funcionamiento de la planta, los operarios realizan múltiples
movimientos y actividades no tenidos en cuenta en los procesos normales y que
también representan un tiempo. Entre estas actividades se encuentran: aseo y
limpieza del puesto de trabajo continuamente durante el día, operación de poner
cauchos y capuchones a algunos ramos, estiramiento y calentamiento de las
manos antes de iniciar la operación de clasificación, llenado de tarjetas que
acompañan a los ramos, retirada de ramos nacionales de las mesas de
clasificación y transporte a un cuarto especial, retirar canecas con desechos de
clavel para transportarlos a la zona de compostaje, operaciones de control de
peso de los tallos y actividades de calidad, entre otras. Las actividades
anteriores no se tuvieron en cuenta en el estudio y pueden modificar los
porcentajes de utilización de los recursos de manera significativa al igual que los
tiempos de operación y del sistema en general.
38
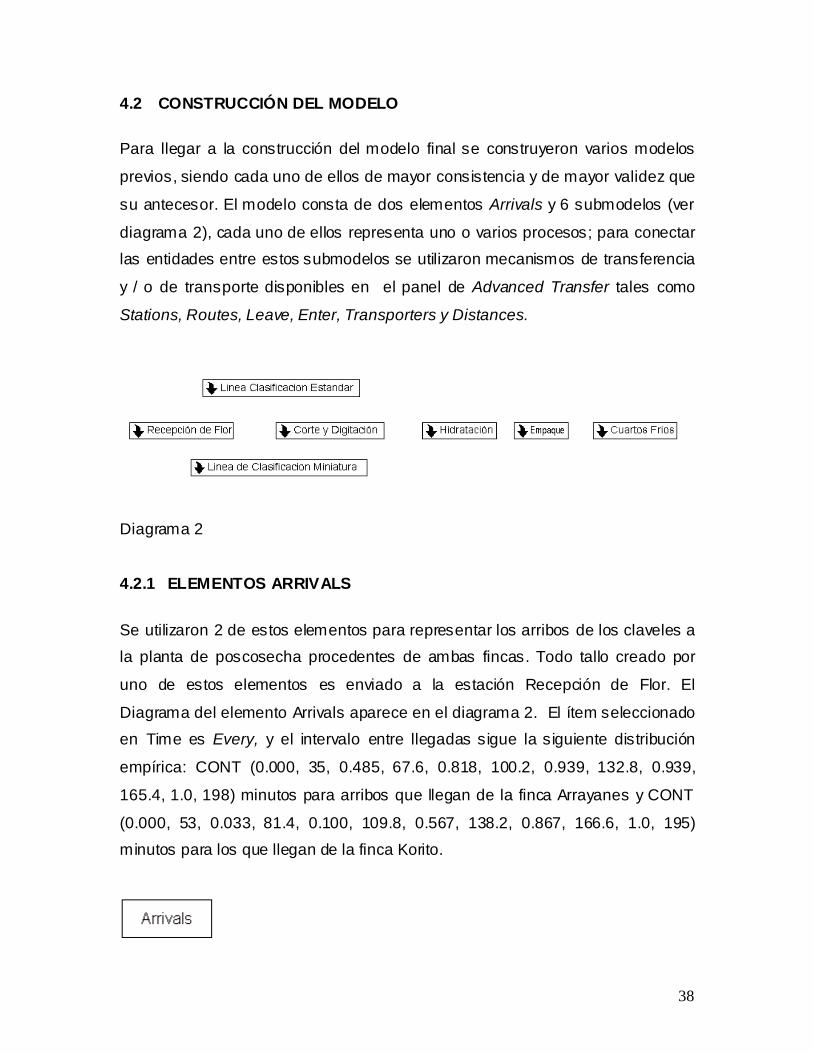
4.2 CONSTRUCCIÓN DEL MODELO
Para llegar a la construcción del modelo final se construyeron varios modelos
previos, siendo cada uno de ellos de mayor consistencia y de mayor validez que
su antecesor. El modelo consta de dos elementos Arrivals y 6 submodelos (ver
diagrama 2), cada uno de ellos representa uno o varios procesos; para conectar
las entidades entre estos submodelos se utilizaron mecanismos de transferencia
y / o de transporte disponibles en el panel de Advanced Transfer tales como
Stations, Routes, Leave, Enter, Transporters y Distances.
Diagrama 2
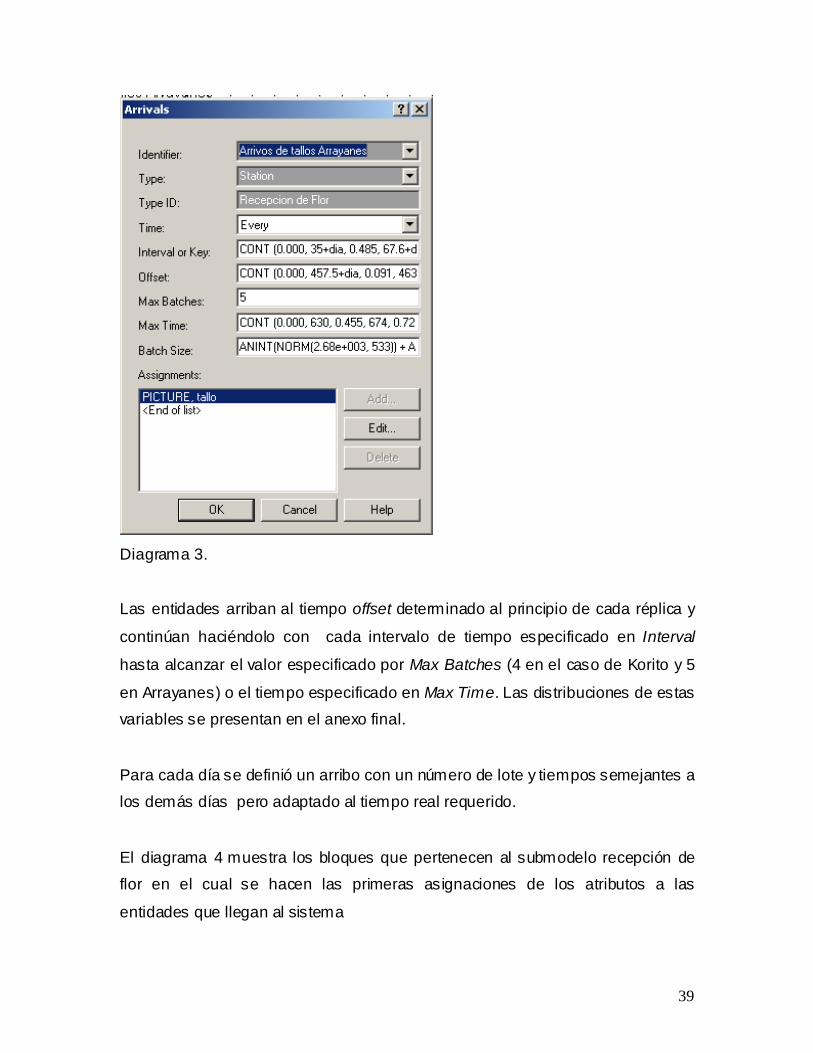
4.2.1 ELEMENTOS ARRIVALS
Se utilizaron 2 de estos elementos para representar los arribos de los claveles a
la planta de poscosecha procedentes de ambas fincas. Todo tallo creado por
uno de estos elementos es enviado a la estación Recepción de Flor. El
Diagrama del elemento Arrivals aparece en el diagrama 2. El ítem seleccionado
en Time es Every, y el intervalo entre llegadas sigue la siguiente distribución
empírica: CONT (0.000, 35, 0.485, 67.6, 0.818, 100.2, 0.939, 132.8, 0.939,
165.4, 1.0, 198) minutos para arribos que llegan de la finca Arrayanes y CONT
(0.000, 53, 0.033, 81.4, 0.100, 109.8, 0.567, 138.2, 0.867, 166.6, 1.0, 195)
minutos para los que llegan de la finca Korito.
39
Diagrama 3.
Las entidades arriban al tiempo offset determinado al principio de cada réplica y
continúan haciéndolo con cada intervalo de tiempo especificado en Interval
hasta alcanzar el valor especificado por Max Batches (4 en el caso de Korito y 5
en Arrayanes) o el tiempo especificado en Max Time. Las distribuciones de estas
variables se presentan en el anexo final.
Para cada día se definió un arribo con un número de lote y tiempos semejantes a
los demás días pero adaptado al tiempo real requerido.
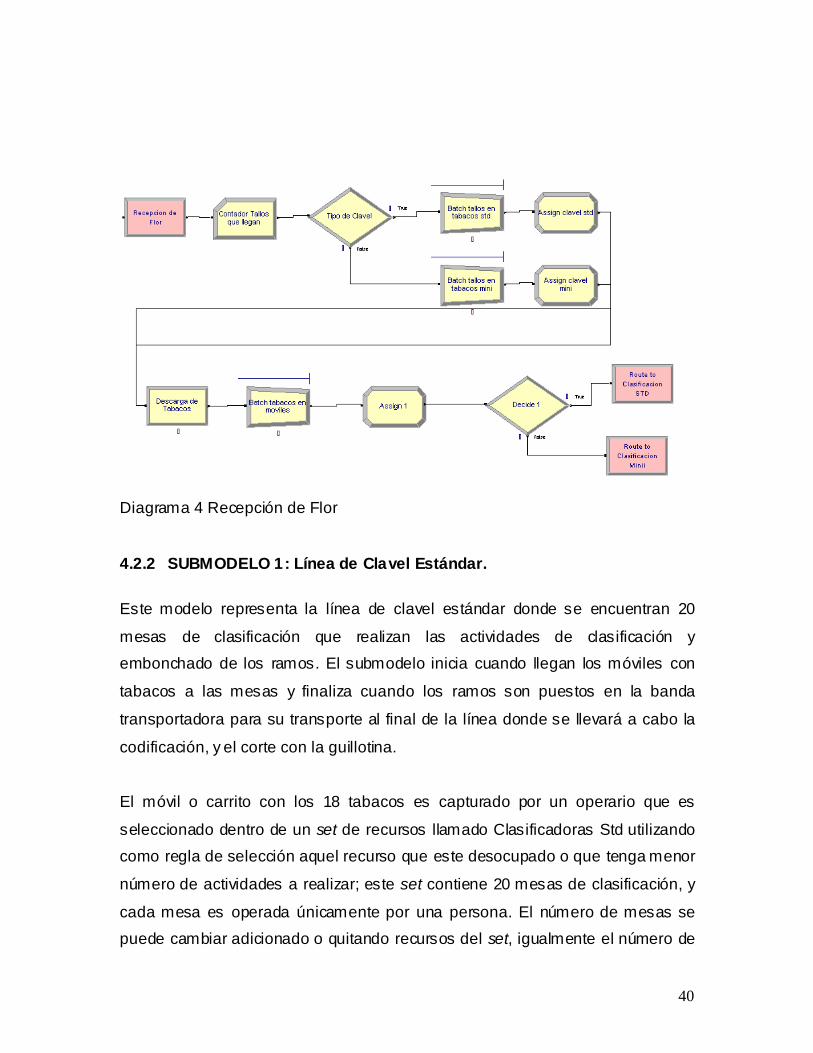
El diagrama 4 muestra los bloques que pertenecen al submodelo recepción de
flor en el cual se hacen las primeras asignaciones de los atributos a las
entidades que llegan al sistema
40
Diagrama 4 Recepción de Flor
4.2.2 SUBMODELO 1: Línea de Clavel Estándar.
Este modelo representa la línea de clavel estándar donde se encuentran 20
mesas de clasificación que realizan las actividades de clasificación y
embonchado de los ramos. El submodelo inicia cuando llegan los móviles con
tabacos a las mesas y finaliza cuando los ramos son puestos en la banda
transportadora para su transporte al final de la línea donde se llevará a cabo la
codificación, y el corte con la guillotina.
El móvil o carrito con los 18 tabacos es capturado por un operario que es
seleccionado dentro de un set de recursos llamado Clasificadoras Std utilizando
como regla de selección aquel recurso que este desocupado o que tenga menor
número de actividades a realizar; este set contiene 20 mesas de clasificación, y
cada mesa es operada únicamente por una persona. El número de mesas se
puede cambiar adicionado o quitando recursos del set, igualmente el número de
41
personas por mesa puede ser modificado editando la capacidad del recurso en
el horario que aparece en el Schedule Module. Este proceso se realiza
utilizando el bloque de flujo Seize.
Luego, el operador seleccionado escoge un solo tabaco y procede a clasificar los
tallos que vienen en él. La operación se realiza mediante un bloque Delay y el
tiempo de duración de esta actividad sigue la distribución ajustada previamente
mediante el Input Analyzer y es igual a: 92 + 130 * BETA(1.51, 1.7) segundos,
este tiempo es el que le toma a un operario clasificar los 70 tallos que vienen en
cada tabaco estándar.
El operario clasifica tallo por tallo asignando la calidad con las siguientes
probabilidades: con 40% el tallo será clasificado de Calidad 0 correspondiente a
un clavel Selecto; con un 35% el clavel será de calidad 1 (Fancy), y de este 35%
un 75% deberá ser embonchado en ramos de 25 tallos, mientras que un 25% se
embonchará en ramos de 20 tallos. Un 20% de los tallos será clasificado con
calidad 2 (Estándar), y con las mismas probabilidades que los tallos Fancy se
procederá a embonchar en ramos de 25 o 20 tallos respectivamente. El 5%
restante es clasificado como clavel nacional y dado que este clavel no es apto
para exportación no continua en el proceso y es retirado de las mesas y llevado
a un cuarto aparte fuera de la planta de poscosecha. Las probabilidades fueron
obtenidas a partir de los datos históricos analizando un período de un año a
partir del 28 de Agosto del 2003 pero dándole mayor peso a las últimas
observaciones.
En el bloque Assign se asigna la correspondiente calidad y se asignan los
atributos tiempo de embonchado y número de ramos; el primero guarda la
distribución del tiempo con la que se procederá a embonchar los ramos
dependiendo del número de tallos a agrupar en cada ramo los cuales son
guardados en el segundo atributo.
42
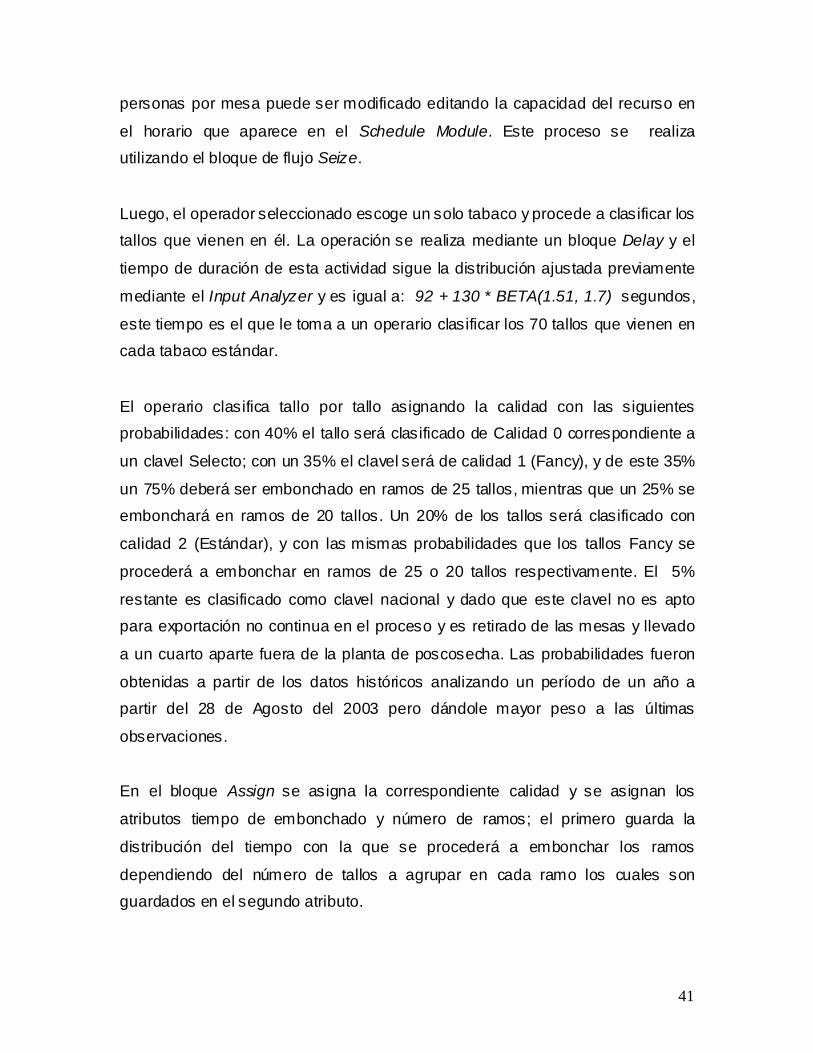
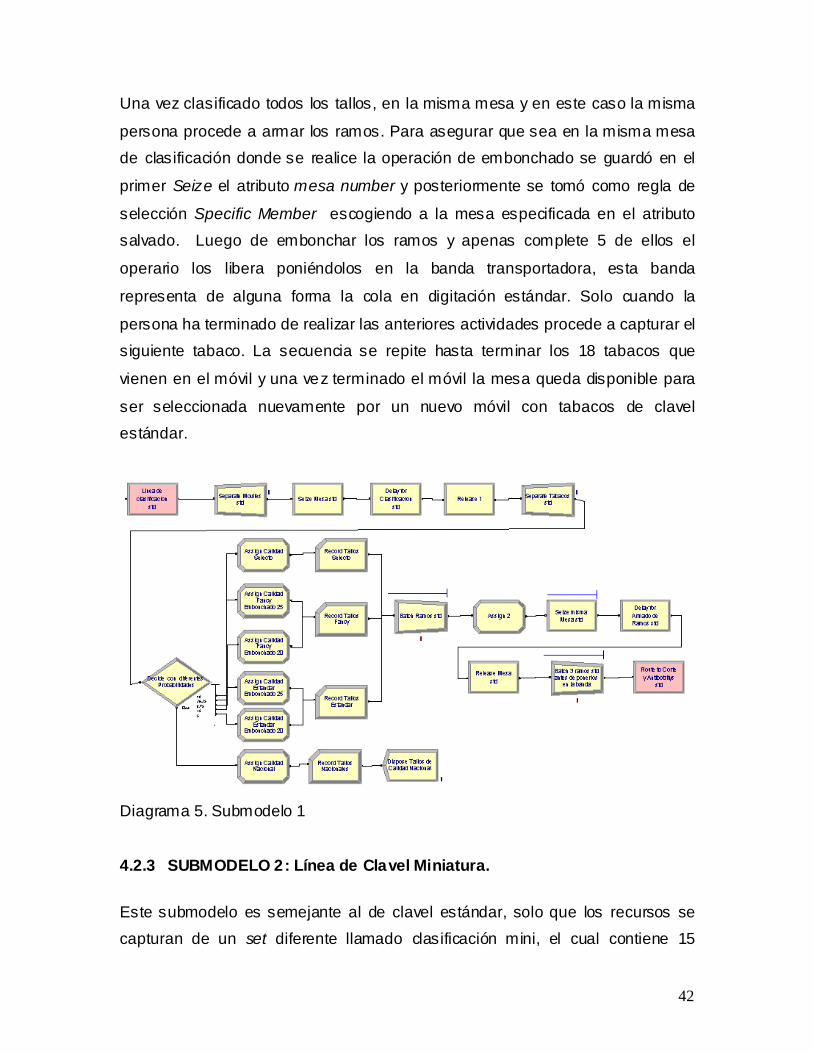
Una vez clasificado todos los tallos, en la misma mesa y en este caso la misma
persona procede a armar los ramos. Para asegurar que sea en la misma mesa
de clasificación donde se realice la operación de embonchado se guardó en el
primer Seize el atributo mesa number y posteriormente se tomó como regla de
selección Specific Member escogiendo a la mesa especificada en el atributo
salvado. Luego de embonchar los ramos y apenas complete 5 de ellos el
operario los libera poniéndolos en la banda transportadora, esta banda
representa de alguna forma la cola en digitación estándar. Solo cuando la
persona ha terminado de realizar las anteriores actividades procede a capturar el
siguiente tabaco. La secuencia se repite hasta terminar los 18 tabacos que
vienen en el móvil y una vez terminado el móvil la mesa queda disponible para
ser seleccionada nuevamente por un nuevo móvil con tabacos de clavel
estándar.
Diagrama 5. Submodelo 1
4.2.3 SUBMODELO 2: Línea de Clavel Miniatura.
Este submodelo es semejante al de clavel estándar, solo que los recursos se
capturan de un set diferente llamado clasificación mini, el cual contiene 15
43
mesas de clasificación. El tiempo de clasificación sigue la siguiente distribución
ajustada: 135 + 253 * BETA(1.88, 1.97) segundos. A pesar de que solo existe
una calidad en el clavel miniatura (Selecto), ya que no se tuvo en cuenta el bajo
porcentaje (≅ 2.0%) de tallos que son clasificados como nacionales; si se debe
realizar la operación de clasificación que sirve para revisar el tallo, para quitar
las hojas sobrantes y las ramificaciones que sobren, y para verificar que todos
los botones de la flor estén en perfecto estado.
El tabaco de clavel miniatura contiene 65 tallos y los ramos son embonchados
en grupos de 5 tallos con una probabilidad de 80% o de 10 tallos con
probabilidad del 20%. Existen unos bloques adicionales que actúan como
contadores de los tallos y otros que sirven para asignar atributos que mejoren la
comprensión del modelo mediante la animación y que faciliten la recolección de
estadísticas.
Una vez terminada las actividades de clasificación y embonchado los ramos son
puestos en grupos de 5 sobre la correa transportadora existente en la línea de
clavel miniatura.
4.2.4 SUBMODELO 3: Operaciones de Digitación y Corte en Guillotina.
En cada línea se realizan por separado estas operaciones. La primera actividad
que consiste en la codificación para guardar los reportes de las mesas de
clasificación la ejecuta un operario llamado digitador. Este proceso es modelado
con el bloque Process el cual captura el recurso digitador std o digitador mini
según sea el caso y se demora el tiempo especificado según la distribución
discreta mostrada en el panel que corresponde al tiempo que demora el digitador
en tomar un ramo de la banda transportadora e introducir los datos que vienen
en un papel anexado al ramo el cual contiene información sobre la variedad del
clavel, el bloque de procedencia y el código de la clasificadora. Este tiempo es
igual para ambos digitadores y se especifica en segundos.
44
La segunda actividad, también modelada con un bloque Process captura un
cortador especifico del set cortadores mini o cortadores std y realiza la operación
de corte de los tallos dándole uniformidad al ramo. Los otros dos cortadores, uno
por cada línea se encargan de introducir los ramos en los canastos y de operar
la cámara Antibotrytis.
Después del proceso de corte, existen en cada línea un bloque Decide que de
acuerdo a las condiciones especificadas elige el camino que debe tomar el ramo,
esto para asegurar que en cada canastilla vayan ramos con igual número de
tallos. Como todas las canastas son del mismo tamaño, a cada una de ellas le
caben diferente número de ramos dependiendo de la cantidad de tallos por
ramo. Estas cantidades de ramos siguen las distribuciones mostradas en la
sección de recolección de datos. El bloque Batch es el encargado de agrupar
temporalmente los ramos generados por la distribución en canastillas.
Existe adicionalmente otro bloque Batch encargado de juntar 3 canastas con el
fin de introducirlas en la cámara para realizar la aplicación Antibotrytis.
La aplicación en la cámara se modela con otro bloque Process que ejecuta la
acción Seize Delay Release la cual captura el recurso cámara std o mini de
capacidad de 3 y el recurso cortador 2 y 4 de los sets Corte mini y Corte std
respectivamente, luego lo demora un tiempo constante igual a 65 segundos y
suelta la entidad, que en este caso son las 3 canastillas.
El bloque Leave al final de cada línea en este y en los demás submodelos actúa
como un bloque Request y un Route, donde primero se llama a un transportador
llamado móvil canastas, demora un tiempo especificado cargando las entidades
en el transportador y después se dirige al destino o estación especificada. El
bloque encargado de recibir la entidad; Enter, es similar a un bloque Station
solo que también opera como un bloque Free que libera el transportador. Estos
45
bloques no utilizan un tiempo de transferencia entre estaciones, ya que al
especificar la velocidad del transportador y la distancia a recorrer, el
automáticamente calcula el tiempo de demora.
4.2.5 SUBMODELO 4: Hidratación.
Este submodelo comienza cuando el transportador móvil canastas llega con las
3 canastillas proveniente de la cámara Antibotrytis respectiva a cada línea, luego
con un bloque Separate y escogiendo el tipo Split Existing Batch se separan las
3 canastillas en 3 canastas de nuevo para poder proceder con la actividad de
hidratación. Como esta operación no requiere capturar recurso alguno se realiza
únicamente un Delay del tiempo de hidratación que debe ser de 80 minutos,
pero previo a esto se introduce en el modelo un bloque Store que especifica la
zona y permite sacar estadísticas del número de canastillas que pasaron por allí.
Se asumió que no existe restricción de capacidad en ninguna de las zonas de
hidratación existentes. Después de los bloques Unstore que sacan las canastas
de la zona de hidratación, existe en cada línea un bloque Separate que
desagrupa las canastas y los devuelve a su entidad original de ramos.
En la línea de clavel miniatura existe un bloque Decide que elige dependiendo
del número de tallos por ramo el camino que conduce a los diferentes Routes
que llevan a la mesa de empaque correspondiente. Al igual que en la línea
miniatura, en la línea estándar existe un bloque Decide, pero este selecciona los
posibles caminos a partir del atributo calidad y envía los ramos Selecto, Fancy y
Estándar a su respectiva mesa de empaque.
La animación en este submodelo esta dado únicamente por las variables que
contienen las siguientes expresiones: NSTO (Hidratación std sto) para la zona
de hidratación estándar y NSTO (Hidratación Mini sto) para la zona de
hidratación miniatura para indicar el numero de entidades que se encuentran en
los bloques Store definidos. Esta variable actúa como un contador y cambia de
46
valor en múltiplos de 3 porque siempre ingresan y salen las canastas de la zona
de hidratación juntas.
4.2.6 SUBMODELO 5: Empaque.
Luego de llegar a la estación de empaque respectiva, a cada ramo se le asignan
nuevos atributos correspondientes al número de tallos a empacar, el número de
ramos por caja, el valor del index del set Empacadores correspondiente a la
mesa de empaque que realizará el proceso y el valor del index del set zunchadores internos al que será asignada la caja para ser zunchada
internamente.
Todos los ramos llegan a un bloque Batch que agrupa de manera permanente
los ramos en cajas, el tamaño del batch es igual al número de ramos x caja
especificado en el respectivo atributo definido previamente.
El bloque Process de tipo Seize Delay Release modela la operación de
empaque, escogiendo el empacador definido anteriormente en el bloque Assign
y marcada en cada ramo con el atributo Mesa de Empaque. La duración de esta
actividad es similar en todas las mesas de empaque, ya que como vimos
anteriormente paso la prueba de homogeneidad de Kruskal-Wallis y los tiempos
se ajustaron a la siguiente distribución: 64 + 227 * BETA(2.12, 2.81) segundos.
En el Set empacadores existen 5 recursos correspondientes a 5 mesas de
empaque: Selecto, Fancy, Estándar, Miniatura 10 y Miniatura 5. En la planta real
existen otras dos mesas de empaque, la mesa de flor abierta en donde se
empacan todos los claveles de tipo estándar que tienen un grado de apertura
alto debido a que los clientes lo exigen como característica esencial para su
pedido (esto sucede especialmente con algunos clientes rusos que prefieren las
flores abiertas) y debido a que han pasado tiempo suficiente en las zonas de
empaque de clavel Selecto, Fancy o Estándar sin ser solicitadas y el botón de la
47
flor ha alcanzado un grado de apertura mayor al requerido en esas mesas lo que
hace necesario su traslado a la mesa de flor abierta. La otra mesa de empaque
es exclusiva para la flor que tiene como destino Japón, la cual tiene otro
procedimiento de empaque diferente y un poco más demorado al de las otras
mesas.
La razón para no incluir estas 2 mesas se debe a que no se utilizó como atributo
de la flor el destino del pedido ni el grado de apertura de la flor, el primero no se
conoce sino en la zona de empaque y depende de la variedad de la flor que
especifica el cliente en su pedido y para el segundo no se cuenta con
estadísticas que permitan saber el porcentaje de flores abiertas y el tiempo
necesario para que la flor se vuelva abierta. No obstante, el modelo es flexible y
permite incluir estas mesas fácilmente, pero se requiere de información precisa y
para recolectar este tipo de datos es necesario un periodo de tiempo y de
observación más largo que el disponible para este proyecto.
El proceso de Zunchado Interno es modelado con otro bloque básico Process
que escoge el recurso del Set Zunchadores Internos asignado previamente en el
atributo Zunchadora el cual captura las cajas y las demora el tiempo de
operación especificado por la distribución 55.5 + GAMM(7.58, 2.36) segundos y
libera la caja una vez finalizado el proceso de zunchado.
El siguiente bloque es un bloque Leave que captura un zunchador del set de
zunchadores externos como mecanismo de transferencia y demora el traslado
de la zunchadora interna a la zona de marcado de guías y zunchado externo un
tiempo especificado en el item Move Time. Las cajas son recibidas en un bloque
Enter el cual libera el recurso capturado.
Los procesos de Marcado de guías y zunchado externo son modelados igual que
el de zunchado interno, solo que el recurso capturado proviene del set de 3
zunchadores externos. Existe uno que se ocupa especialmente de la operación
48
de marcado y los otros son requeridos o llamados mediante la regla de selección
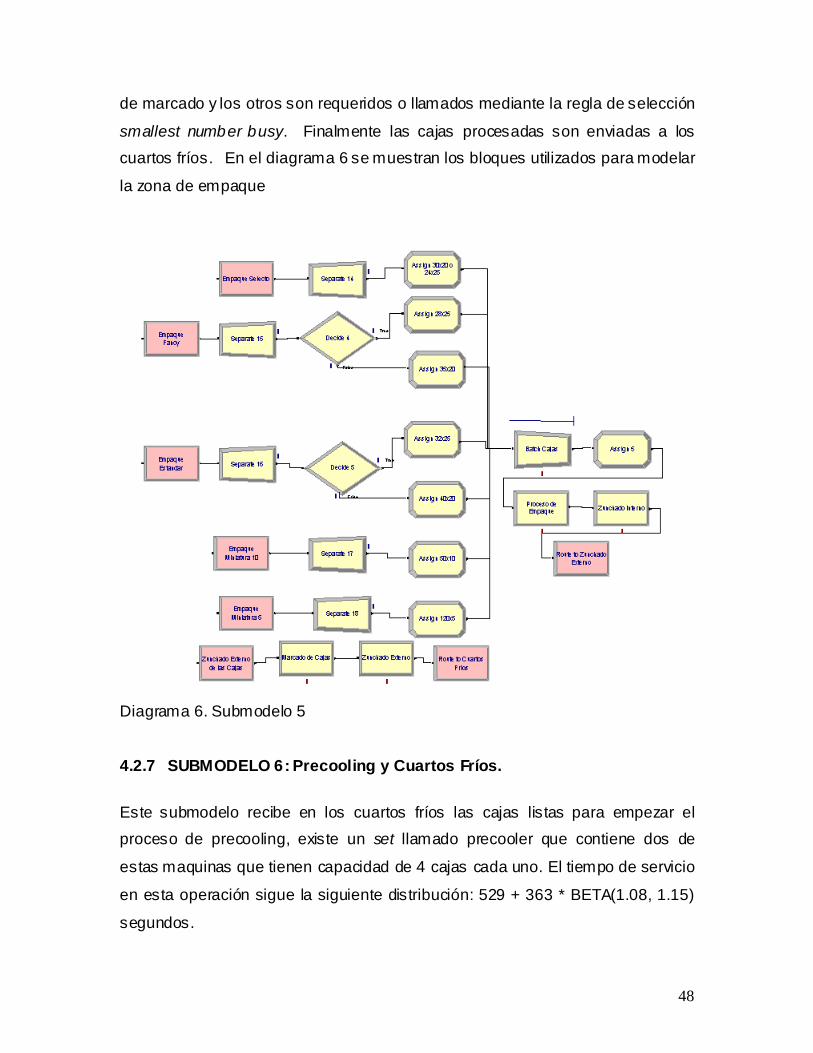
smallest number busy. Finalmente las cajas procesadas son enviadas a los
cuartos fríos. En el diagrama 6 se muestran los bloques utilizados para modelar
la zona de empaque
Diagrama 6. Submodelo 5
4.2.7 SUBMODELO 6: Precooling y Cuartos Fríos.
Este submodelo recibe en los cuartos fríos las cajas listas para empezar el
proceso de precooling, existe un set llamado precooler que contiene dos de
estas maquinas que tienen capacidad de 4 cajas cada uno. El tiempo de servicio
en esta operación sigue la siguiente distribución: 529 + 363 * BETA(1.08, 1.15)
segundos.
49
Las cajas que salen del proceso de enfriamiento son puestas en móviles
semejantes a las estanterías que hay en la zona de recepción de flor y son
almacenadas en los cuartos fríos hasta ser despachadas. Un camión recoge las
cajas y las transporta al aeropuerto donde ser realiza el proceso de embarque a
los diferentes destinos.
4.3 VERIFICACIÓN DEL MODELO
La Verificación del modelo consiste en asegurar que este se comporte
adecuadamente teniendo en cuenta los supuestos que se incorporaron en su
construcción. Debe observarse que efectivamente las entidades estén fluyendo
por los lugares por donde se quieren que fluyan, que sean capturadas por los
recursos pertinentes, y que en general se comporten de una manera lógica
semejante a la deseada cuando se construyo el modelo. La animación es parte
de la estrategia de verificación, ya que es un excelente mecanismo par observar
el funcionamiento del modelo.
4.4 VALIDACIÓN DEL MODELO
La Validación es el proceso de asegurar que el modelo se comporte de manera
semejante al sistema real. En nuestro caso, debemos analizar que las medidas
de desempeño estén acordes y representen fielmente lo observado en la planta
de poscosecha. Para la validación se crearon dos módulos que leen de un
archivo de texto los arribos (hora y cantidad de llegada) de un día particular y se
compararon algunas medidas de desempeño frente a lo sucedido realmente en
la planta.
50
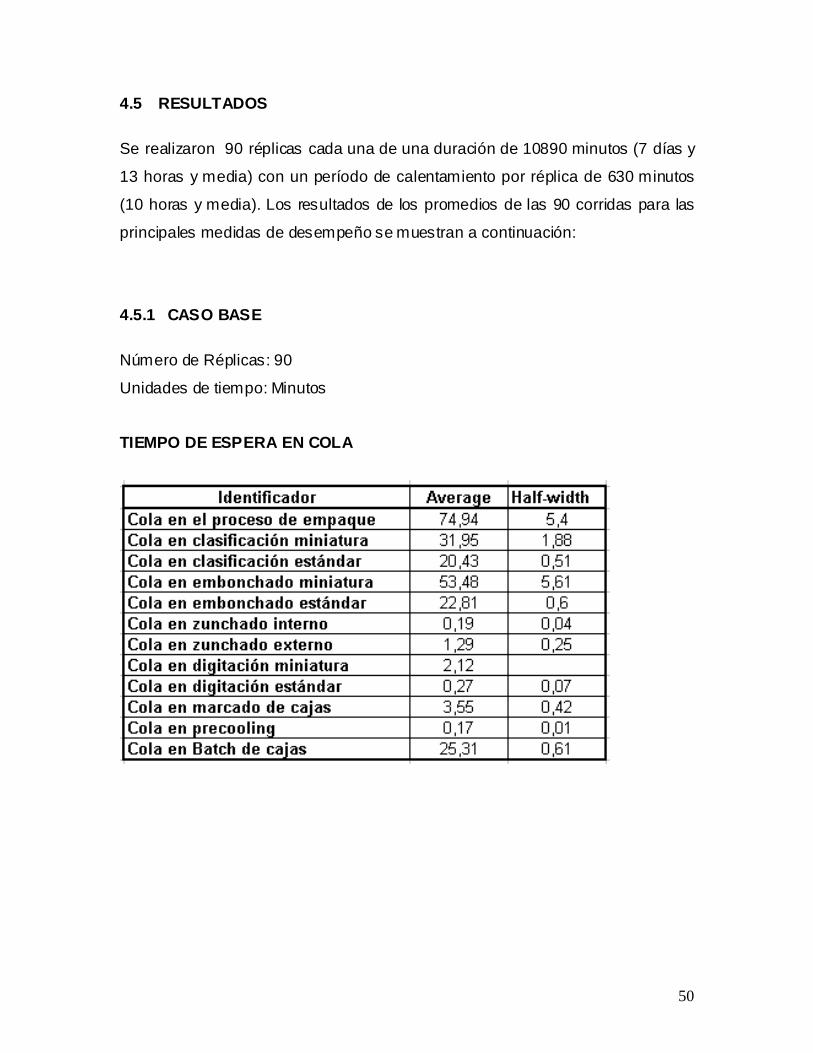
4.5 RESULTADOS
Se realizaron 90 réplicas cada una de una duración de 10890 minutos (7 días y
13 horas y media) con un período de calentamiento por réplica de 630 minutos
(10 horas y media). Los resultados de los promedios de las 90 corridas para las
principales medidas de desempeño se muestran a continuación:
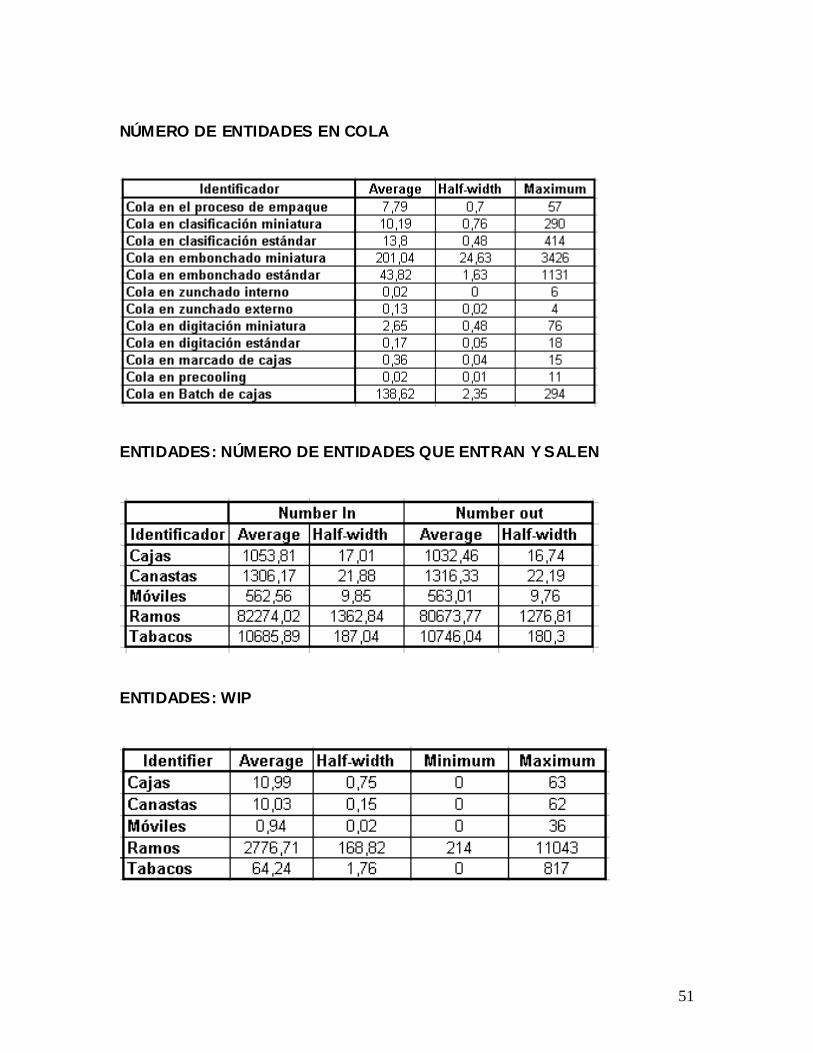
4.5.1 CASO BASE
Número de Réplicas: 90
Unidades de tiempo: Minutos
TIEMPO DE ESPERA EN COLA
51
NÚMERO DE ENTIDADES EN COLA
ENTIDADES: NÚMERO DE ENTIDADES QUE ENTRAN Y SALEN
ENTIDADES: WIP
52
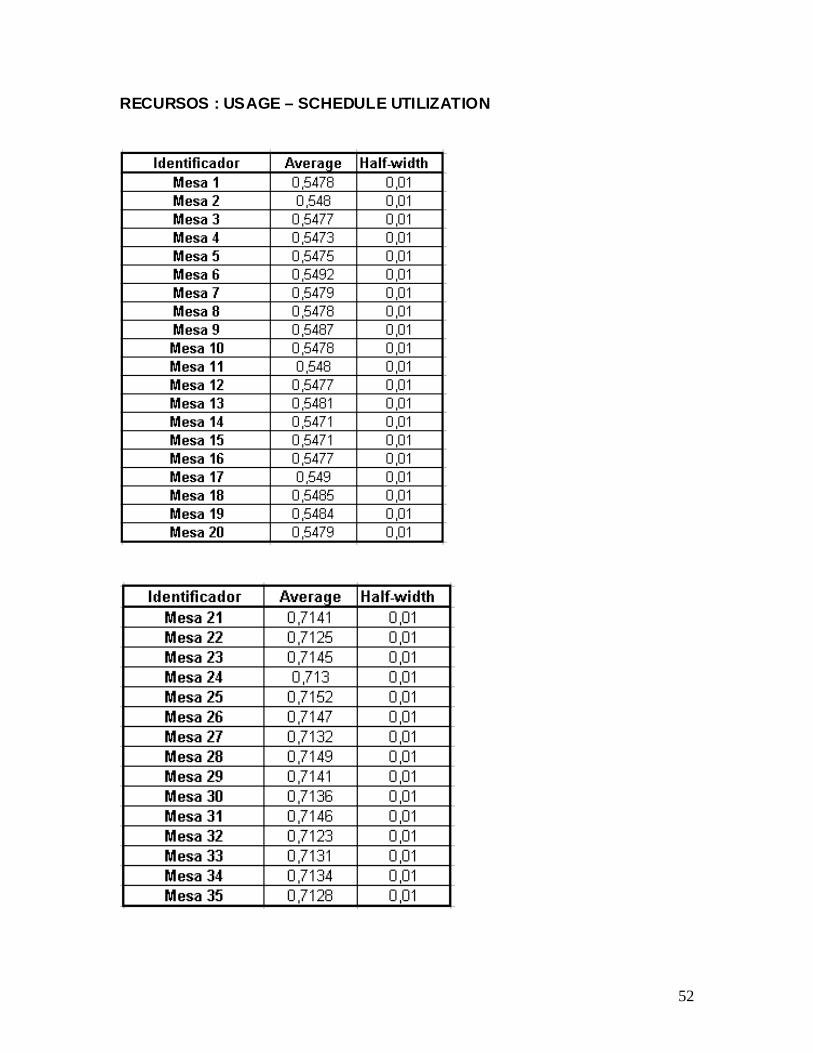
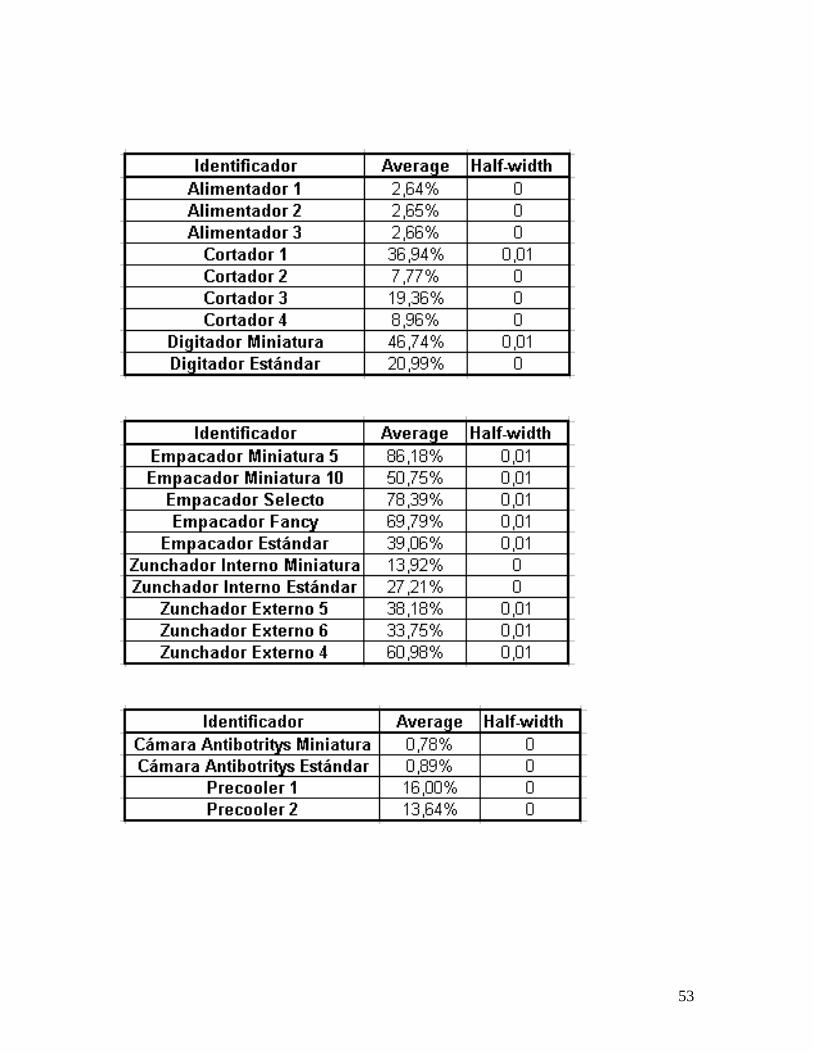
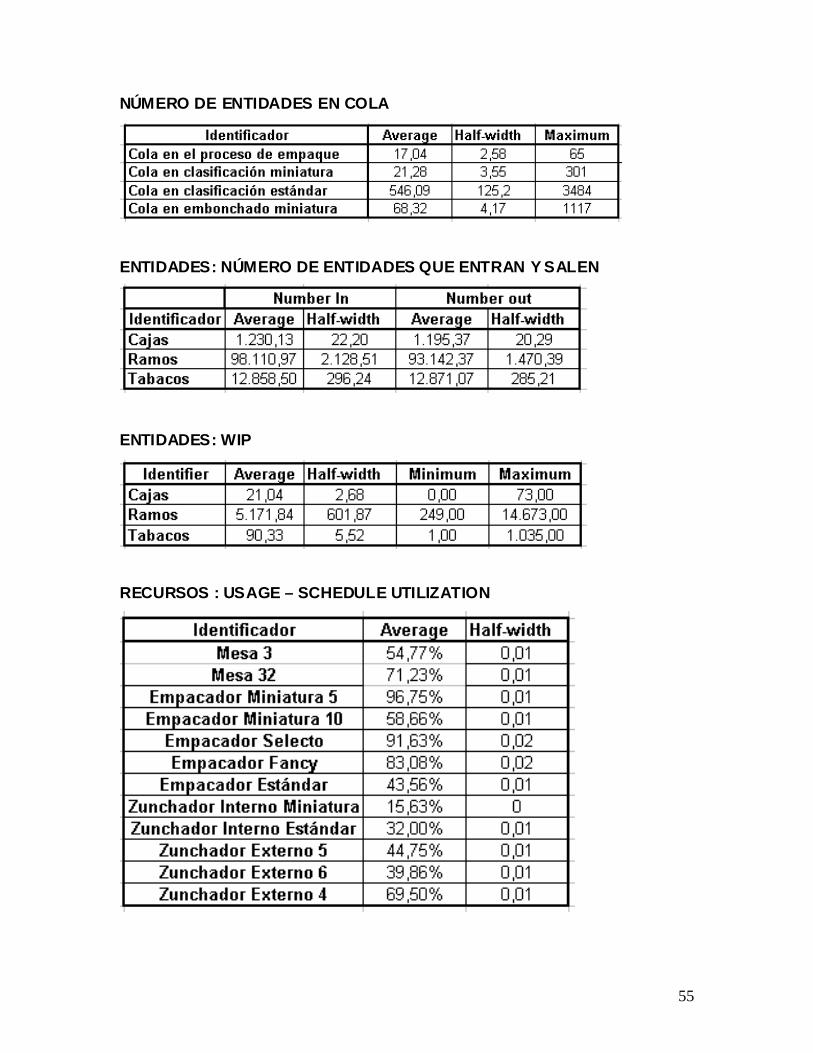
RECURSOS : USAGE – SCHEDULE UTILIZATION
53
54
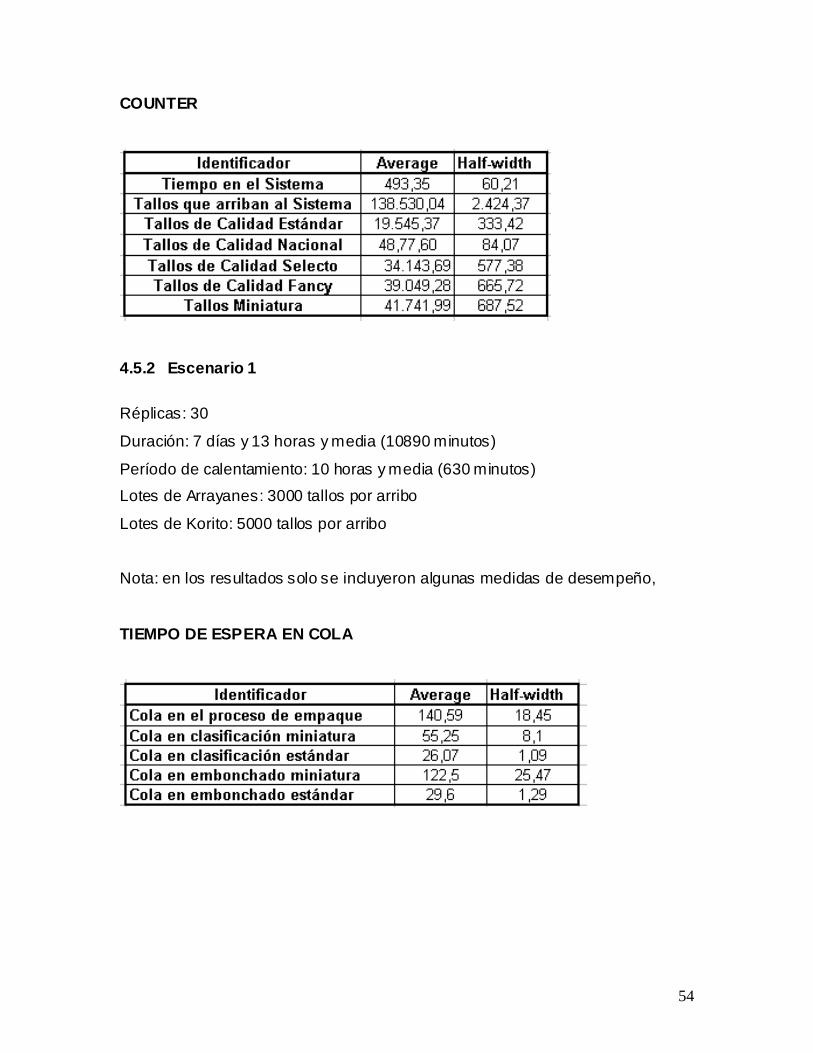
COUNTER
4.5.2 Escenario 1
Réplicas: 30
Duración: 7 días y 13 horas y media (10890 minutos)
Período de calentamiento: 10 horas y media (630 minutos)
Lotes de Arrayanes: 3000 tallos por arribo
Lotes de Korito: 5000 tallos por arribo
Nota: en los resultados solo se incluyeron algunas medidas de desempeño,
TIEMPO DE ESPERA EN COLA
55
NÚMERO DE ENTIDADES EN COLA
ENTIDADES: NÚMERO DE ENTIDADES QUE ENTRAN Y SALEN
ENTIDADES: WIP
RECURSOS : USAGE – SCHEDULE UTILIZATION
56
COUNTER
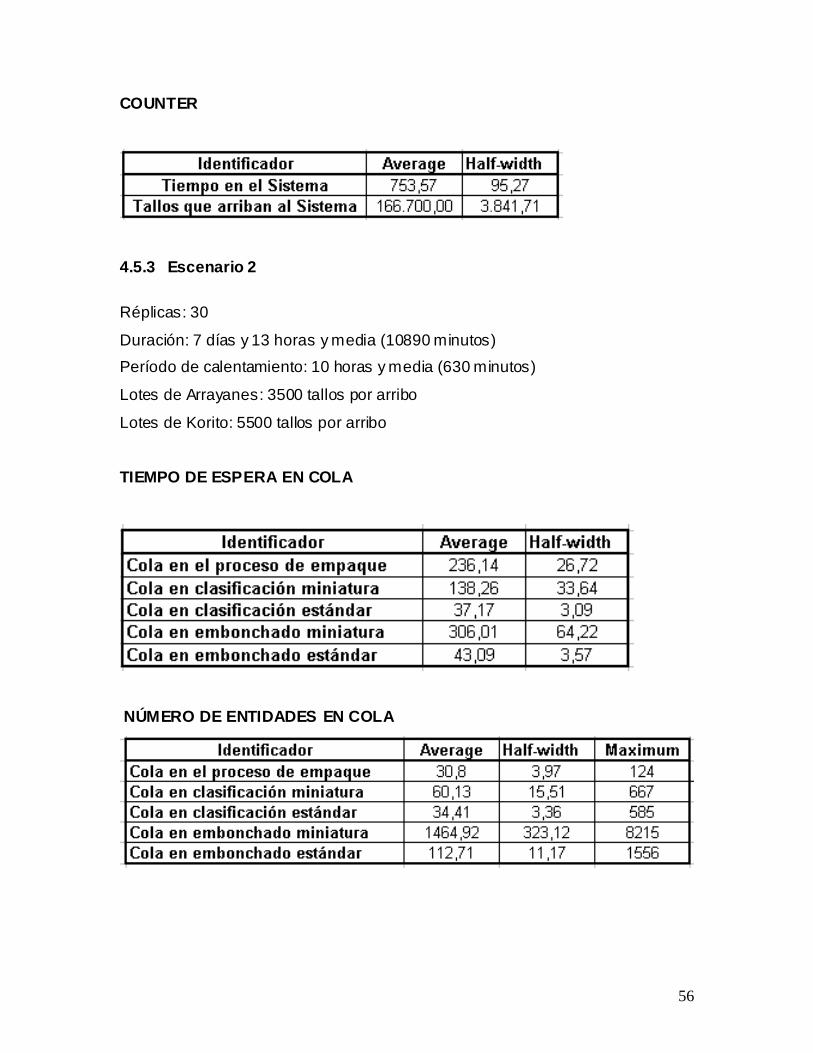
4.5.3 Escenario 2
Réplicas: 30
Duración: 7 días y 13 horas y media (10890 minutos)
Período de calentamiento: 10 horas y media (630 minutos)
Lotes de Arrayanes: 3500 tallos por arribo
Lotes de Korito: 5500 tallos por arribo
TIEMPO DE ESPERA EN COLA
NÚMERO DE ENTIDADES EN COLA
57
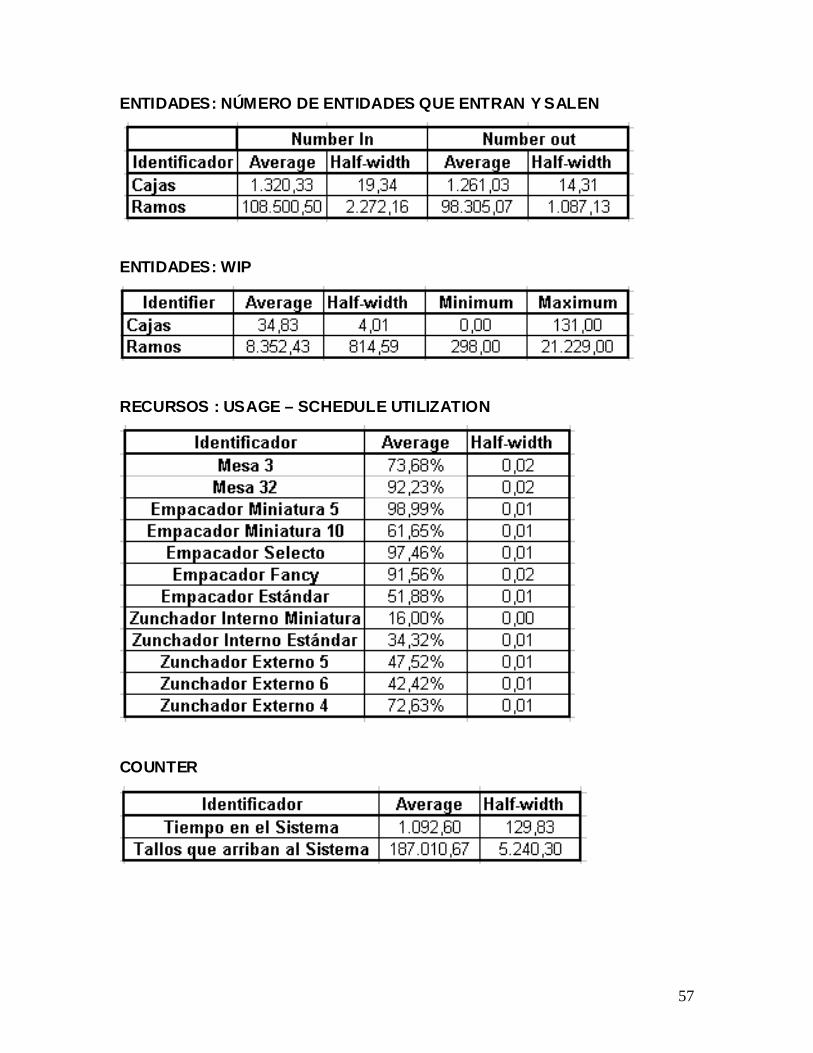
ENTIDADES: NÚMERO DE ENTIDADES QUE ENTRAN Y SALEN
ENTIDADES: WIP
RECURSOS : USAGE – SCHEDULE UTILIZATION
COUNTER
58
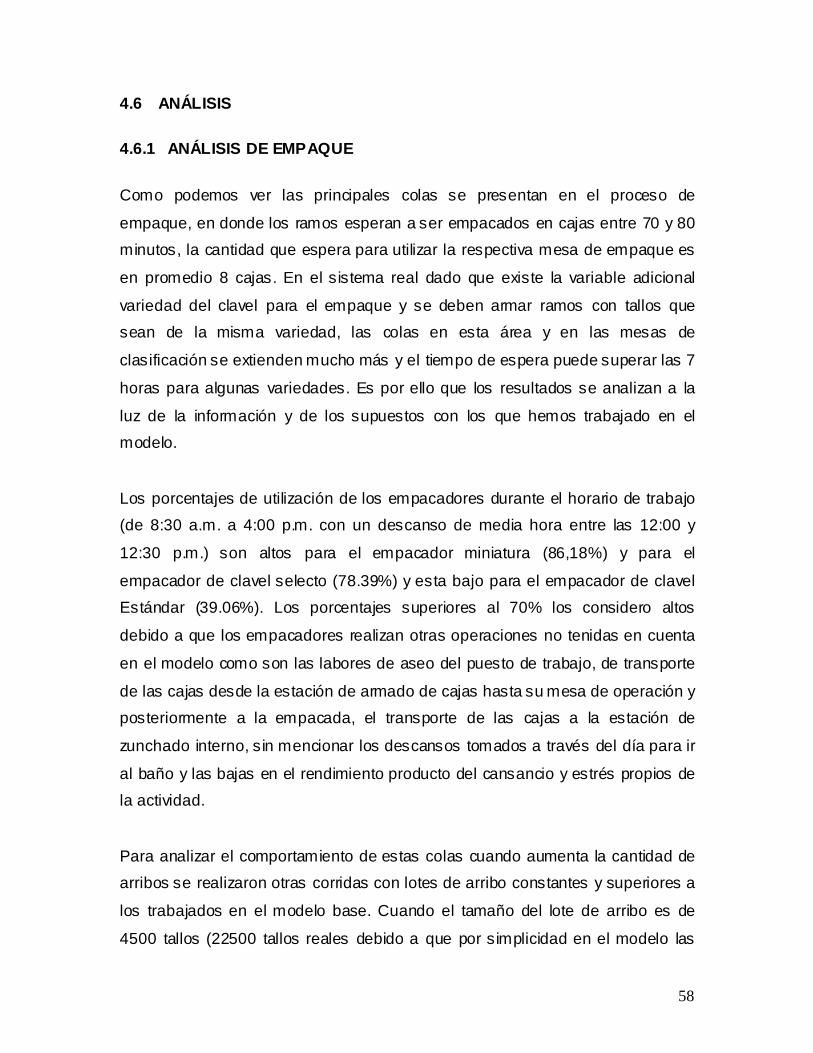
4.6 ANÁLISIS
4.6.1 ANÁLISIS DE EMPAQUE
Como podemos ver las principales colas se presentan en el proceso de
empaque, en donde los ramos esperan a ser empacados en cajas entre 70 y 80
minutos, la cantidad que espera para utilizar la respectiva mesa de empaque es
en promedio 8 cajas. En el sistema real dado que existe la variable adicional
variedad del clavel para el empaque y se deben armar ramos con tallos que
sean de la misma variedad, las colas en esta área y en las mesas de
clasificación se extienden mucho más y el tiempo de espera puede superar las 7
horas para algunas variedades. Es por ello que los resultados se analizan a la
luz de la información y de los supuestos con los que hemos trabajado en el
modelo.
Los porcentajes de utilización de los empacadores durante el horario de trabajo
(de 8:30 a.m. a 4:00 p.m. con un descanso de media hora entre las 12:00 y
12:30 p.m.) son altos para el empacador miniatura (86,18%) y para el
empacador de clavel selecto (78.39%) y esta bajo para el empacador de clavel
Estándar (39.06%). Los porcentajes superiores al 70% los considero altos
debido a que los empacadores realizan otras operaciones no tenidas en cuenta
en el modelo como son las labores de aseo del puesto de trabajo, de transporte
de las cajas desde la estación de armado de cajas hasta su mesa de operación y
posteriormente a la empacada, el transporte de las cajas a la estación de
zunchado interno, sin mencionar los descansos tomados a través del día para ir
al baño y las bajas en el rendimiento producto del cansancio y estrés propios de
la actividad.
Para analizar el comportamiento de estas colas cuando aumenta la cantidad de
arribos se realizaron otras corridas con lotes de arribo constantes y superiores a
los trabajados en el modelo base. Cuando el tamaño del lote de arribo es de
4500 tallos (22500 tallos reales debido a que por simplicidad en el modelo las
59
entradas se encuentran divididos por 5) para las llegadas de la finca Korito y de
2500 tallos modelados (12500 tallos) para la finca Arrayanes los resultados son
similares a los observados en el caso base.
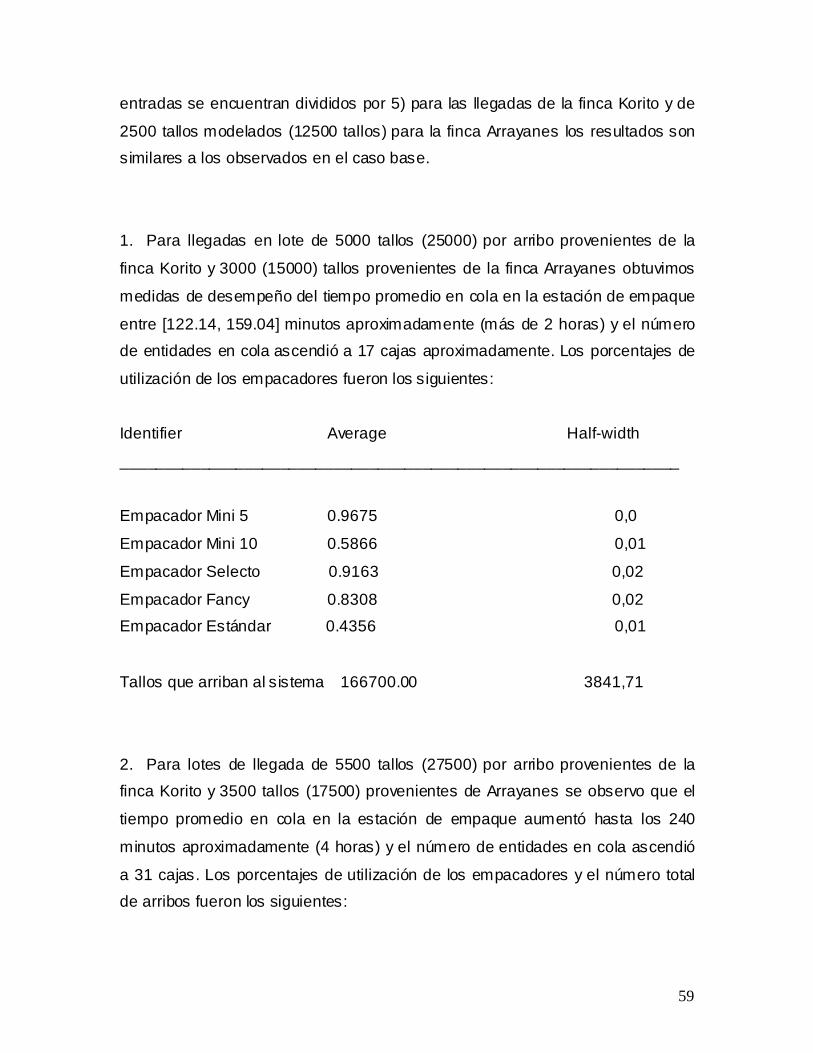
1. Para llegadas en lote de 5000 tallos (25000) por arribo provenientes de la
finca Korito y 3000 (15000) tallos provenientes de la finca Arrayanes obtuvimos
medidas de desempeño del tiempo promedio en cola en la estación de empaque
entre [122.14, 159.04] minutos aproximadamente (más de 2 horas) y el número
de entidades en cola ascendió a 17 cajas aproximadamente. Los porcentajes de
utilización de los empacadores fueron los siguientes:
Identifier Average Half-width
_______________________________________________________________
Empacador Mini 5 0.9675 0,0
Empacador Mini 10 0.5866 0,01
Empacador Selecto 0.9163 0,02
Empacador Fancy 0.8308 0,02
Empacador Estándar 0.4356 0,01
Tallos que arriban al sistema 166700.00 3841,71
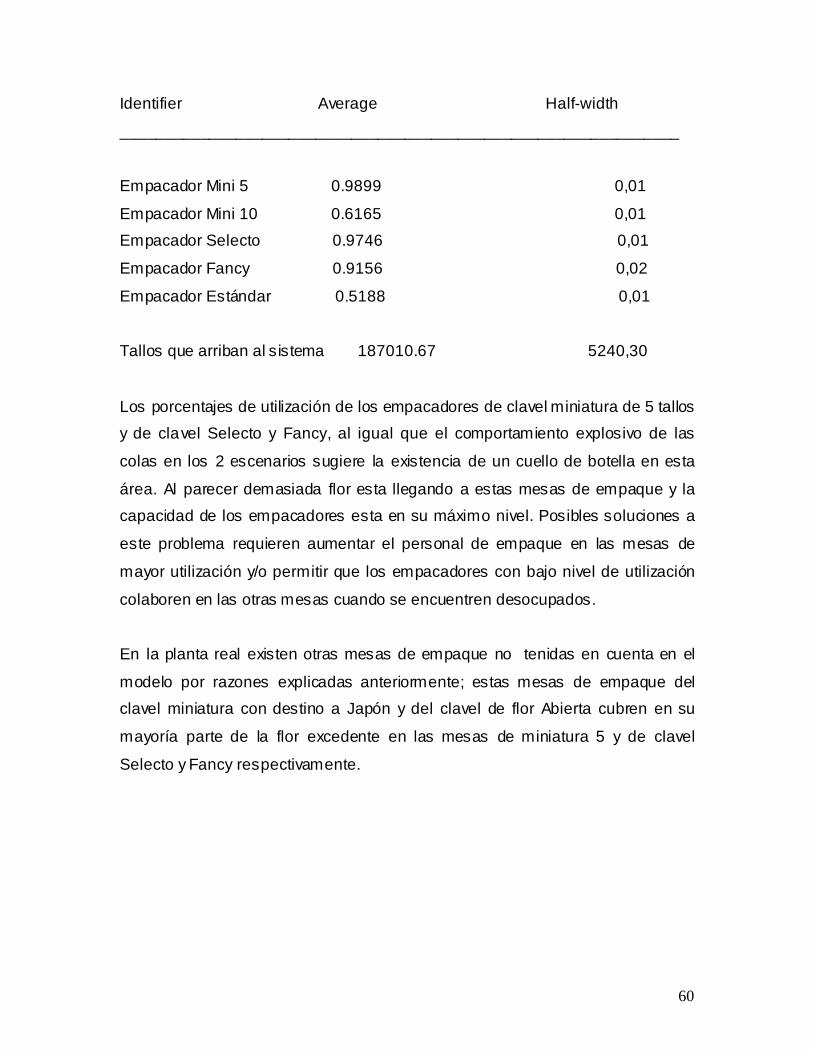
2. Para lotes de llegada de 5500 tallos (27500) por arribo provenientes de la
finca Korito y 3500 tallos (17500) provenientes de Arrayanes se observo que el
tiempo promedio en cola en la estación de empaque aumentó hasta los 240
minutos aproximadamente (4 horas) y el número de entidades en cola ascendió
a 31 cajas. Los porcentajes de utilización de los empacadores y el número total
de arribos fueron los siguientes:
60
Identifier Average Half-width
_______________________________________________________________
Empacador Mini 5 0.9899 0,01
Empacador Mini 10 0.6165 0,01
Empacador Selecto 0.9746 0,01
Empacador Fancy 0.9156 0,02
Empacador Estándar 0.5188 0,01
Tallos que arriban al sistema 187010.67 5240,30
Los porcentajes de utilización de los empacadores de clavel miniatura de 5 tallos
y de clavel Selecto y Fancy, al igual que el comportamiento explosivo de las
colas en los 2 escenarios sugiere la existencia de un cuello de botella en esta
área. Al parecer demasiada flor esta llegando a estas mesas de empaque y la
capacidad de los empacadores esta en su máximo nivel. Posibles soluciones a
este problema requieren aumentar el personal de empaque en las mesas de
mayor utilización y/o permitir que los empacadores con bajo nivel de utilización
colaboren en las otras mesas cuando se encuentren desocupados.
En la planta real existen otras mesas de empaque no tenidas en cuenta en el
modelo por razones explicadas anteriormente; estas mesas de empaque del
clavel miniatura con destino a Japón y del clavel de flor Abierta cubren en su
mayoría parte de la flor excedente en las mesas de miniatura 5 y de clavel
Selecto y Fancy respectivamente.
61
4.6.2 ANÁLISIS DE LAS MESAS DE CLASIFICACIÓN
Las colas de los tabacos esperando por una mesa de clasificación disponible
tienen en promedio una duración de algo más de 30 minutos para la línea de
clavel miniatura y de 20 minutos para la línea de clavel estándar y existe en
promedio con un 95% de confianza entre 10.19 ± 0,76 (9 - 11) tabacos
alcanzando máximos de hasta 290 tabacos (14.5 móviles) en la línea miniatura
y entre 13.8 ± 0,48 (13 o 14) tabacos en la línea estándar observando hasta 414
tabacos (20.7 móviles) en cola cuando se tienen los tallos sueltos esperando
para ser embonchados.
Al aumentar el número de arribos en aproximadamente 30.000 tallos con el
escenario 1 el tiempo de espera aumenta a 55 minutos en la línea de clavel mini
y a 26 minutos en la línea estándar, y la cantidad de tabacos promedio en
espera aumenta hasta 21 entidades aproximadamente en ambas líneas.
Bajo el escenario 2 los arribos aumentan en 50.000 tallos aproximadamente
llegando a un total de 187.000 tallos, cifra que es fácilmente alcanzada y
superada en semanas de alta producción. Como podemos ver en las tablas
anexas del escenario 2 los tiempos de espera en cola aumentan drásticamente a
138 minutos en la línea mini y 37 minutos en la línea estándar al igual que el
número de tabacos en cola que llega en promedio a 60 y 34 tabacos. Además
los niveles de utilización en las mesas alcanzan niveles promedio de 73% y 92 %
en las mesas de clasificación estándar y miniatura respectivamente.
Lo anterior evidencia la necesidad de aumentar el personal o extender el horario
de la mayoría de los trabajadores en las semanas de alta producción.
La empresa ha utilizado otros mecanismos que consisten en aprovechar los
recursos de menor utilización y ayudar a aquellos que presentan alto nivel de
62
utilización. Es por ello que ahora en muchas mesas de clasificación y de
empaque trabajan 2 personas conjuntamente.
En la planta, actualmente existe otra línea de flor comprada a otras fincas
utilizada para cubrir la brecha entre el pedido del cliente y la oferta disponible
para ese momento en los cultivos de la empresa. La flor externa representa
cerca del 20% de la producción total y no es tenida en cuenta en este modelo.
4.6.3 ANÁLISIS DE OTRAS ESTACIONES
Los porcentajes de utilización de los alimentadores, cortadores y digitadores son
muy bajos y no representan en sus totalidad lo que ocurre en la planta. Esto
sucede en parte a que estos operarios realizan otras funciones extras además
de las incorporadas por el modelo, que no fueron tenidas en cuenta debido a
falta de tiempo para tomar muestras de los tiempos de operación y de otras
variables necesarias.
Los alimentadores deben realizar el transporte de los móviles hacia las mesas
de clasificación, deben recoger continuamente las canecas de basura que hay
en las mesas y deben llevarlas a un camión que se encarga de transportar los
desechos del clavel a la zona de compostaje, y deben retirar la flor clasificada
con calidad nacional del sistema.
Los cortadores deben introducir los ramos en las canastas y ajustarlos de
manera que queden distribuidos adecuadamente, además de clasificarlos por
variedades y/o por cantidad de tallos por ramo para cada canastilla. También se
encargan de operar la máquina Antibotritys, ellos deben ingresar y sacar las
canastas, abrir y cerrar la puerta, operar la máquina, y transportar las canastas a
la zona de hidratación. Muchas de estas funciones fueron representadas en el
modelo por los transportadores utilizados (carritos móviles y canastas móviles).
63
Los digitadores además de realizar las funciones de codificación de los ramos
para tener estadísticas de los rendimientos de las mesas, deben controlar y
verificar que todas las mesas estén clasificando como se debe y armando los
ramos de manera adecuada teniendo en cuenta que no deben mezclar las
variedades ni las calidades de flor en un mismo ramo. Cada vez que le llega flor
con algún problema, el digitador debe devolver el ramo a la mesa
correspondiente verificando que sea corregido el error. El digitador apoya la
labor de las mesas y asesora a las niñas en caso de dudas sobre el tipo de
variedad o cualquier otra inquietud.
Las cámaras Antibotritys y los precooler tienen un nivel bajo de utilización y esto
si es evidente en el sistema. Las cámaras se usan en menos del 1% del tiempo
que dura una jornada, esto debido a que la operación que realizan tiene una
duración de un poco más de un minuto y solo se utiliza una vez se tengan llenas
3 canastas, cada una con aproximadamente 60 ramos.
Las colas en los procesos de corte, digitación, zunchado y precooling no son
críticas, aunque en la realidad algunas veces gran cantidad de ramos se
acumula en la banda transportadora cuando el digitador se ausenta de su puesto
de trabajo para realizar sus otras funcione mencionadas previamente. Estos
ramos en estas colas son procesados rápidamente una vez el digitador regresa
a su computador. Largas colas en Zunchado y en precooling se forman muy
pocas veces y cuando sucede es debido a que el zunchador no se encuentra en
su lugar de trabajo.
4.7 DISEÑO DE EXPERIMENTOS
4.7.1 EVALUACIÓN DE DIFERENTES ALTERNATIVAS MEDIANTE EL PROCESS ANALYZER (PAN)
PAN es una aplicación de Arena que ayuda fácilmente a evaluar cambios en el
modelo base que constituyen nuevos escenarios. Esta aplicación evita tener que
64
correr manualmente el modelo para cada escenario y realizar los cambios en
cada uno de ellos, lo cual resulta bastante tedioso. Además el PAN ayuda a
comparar los escenarios y a evaluar los resultados validándolos
estadísticamente.
Para cada escenario el usuario debe especificar unos controles que son
seleccionados de las variables del modelo o de las capacidades de los recursos,
y debe escoger aquellas respuestas deseadas, las cuales deben ser
seleccionadas de los Outputs del modelo.
Utilizando esta práctica aplicación de Arena, se crearon 6 escenarios a partir de
archivos distintos, donde cada uno de ellos contiene pequeñas variaciones en
los horarios o en los recursos del modelo base. Para cada escenario se corrieron
30 réplicas, incluyendo el escenario base.
4.7.1.1 CONTROLES
Los controles utilizados fueron dos variables definidas como Arr y Kor. Estas
Variables indican la cantidad de tallos que llegarán procedentes de cada finca en
cada uno de los arribos. Aunque este valor es constante, sirve para evaluar el
comportamiento del modelo cuando aumenta o disminuye la cantidad de flor que
ingresa al sistema. Esto para aproximarse al funcionamiento de la planta de
poscosecha en semanas de mayor producción.
4.7.1.2 RESPUESTAS
Se utilizaron las siguientes respuestas: Tiempo en el sistema; el porcentaje de
utilización del empacador de clavel selecto, del empacador de clavel miniatura
de 5 tallos por ramo, de la mesa de clasificación de clavel estándar número 11,
de la mesa de clasificación de clavel miniatura número 29; el tiempo de espera
en cola de los tabacos en la línea de clasificación de los claveles miniatura; el
65
tiempo de espera en cola de las cajas del proceso de empaque y el número de
cajas que esperan en la cola de empaque.
Estas respuestas se escogieron teniendo en cuenta que la zona de empaque y
la línea de clavel miniatura, eran zonas críticas de acuerdo a lo evidenciado en
los resultados del modelo base. El número de las mesas de clasificación se
seleccionó aleatoriamente y como indicador representativo de cada línea, ya que
como se observa en los resultados las mesas presentan medidas de desempaño
de utilización semejantes.
Adicionalmente se incluyeron dentro de las respuestas el contador que indica la
cantidad de tallos que ingresan al sistema y el número de cajas que salen del
sistema en cada escenario para observar la magnitud de estos valores. Para los
tres primeros escenarios este valor deberá ser similar e inferior a los valores de
los escenarios 4, 5 y 6.
4.7.1.3 ESCENARIOS
Escenario Base
Se utiliza la distribución encontrada mediante la recolección de datos para el lote
de las llegadas. La expresión es la siguiente: Arrayanes,
ANINT(NORM(2.68e+003, 533)); Korito, ANINT(820 + 5.05e+003 * BETA(1.31,
0.745)). Por lo tanto los valores de las variables Arr y Kor para este escenario
son iguales a cero. Los resultados difieren un poco a los presentados en la tabla
del Anexo, debido a que el número de corridas utilizadas es de 30 y no de 90.
Escenario 1
En vez de utilizar la distribución que describe la cantidad de flor que llega en lote
al sistema en cada arribo, se fijan los números constantes de lotes por arribo que
aparecen en las variables Arr y Kor. La cantidad de flor que llega al sistema
producto de los valores especificados en dichas variables es superior a la vista
en el caso base, el cual se asemeja bastante a unos valores de Arr y Kor de
66
2500 y 4500 respectivamente. Los números especificados en estas variables
para este escenario son 3000 y 5000 unidades.
Escenario 2
Este Escenario lee un archivo semejante al archivo base pero en el modulo de
Schedules se alargó el horario de todos los trabajadores en una hora, ahora
todos operan hasta las 5 p.m. en una jornada de nueve horas durante los 7 días
de la semana. Este escenario ilustra los que sucede en algunas semanas de alta
producción en donde debido a la gran cantidad de ventas es necesario extender
el horario de trabajo de algunos o de todos los empleados de la planta. En
algunas ocasiones las horas extras pueden ser de más de 1 hora e inclusive se
puede llegar a necesitar turnos extra cuando se presenten atrasos en los
pedidos, lo que ocurre frecuentemente en épocas de fiestas como San Valentín,
Navidad o Día de madres. Los valores de las variables Arr y Kor son iguales a
los del escenario anterior.
Escenario 3
A diferencia de los escenarios anteriores, este escenario incluye 2 nuevos
empacadores; uno de ellos en la mesa de empaque miniatura 5 y el otro en la
mesa de empaque de clavel selecto. En este caso no se extienden los horarios
de los trabajadores, por lo que continúan trabajando durante la jornada habitual
de 8 horas. Los valores de las variables Arr y Kor no cambian.
Escenario 4
En este escenario no se utilizan horarios extendidos ni tampoco se contratan
nuevos empacadores. Este escenario es similar al escenario 1 pero se fijan los
valores de las variables Arr y Kor se aumentan en 500 tallos por arribo. Ahora se
fijan arribos en lotes de 3500 tallos para la finca Arrayanes y de 5500 para la
finca Korito. Este escenario al igual que los siguientes muestra una utilización de
la capacidad instalada superior a la de los otros escenarios.
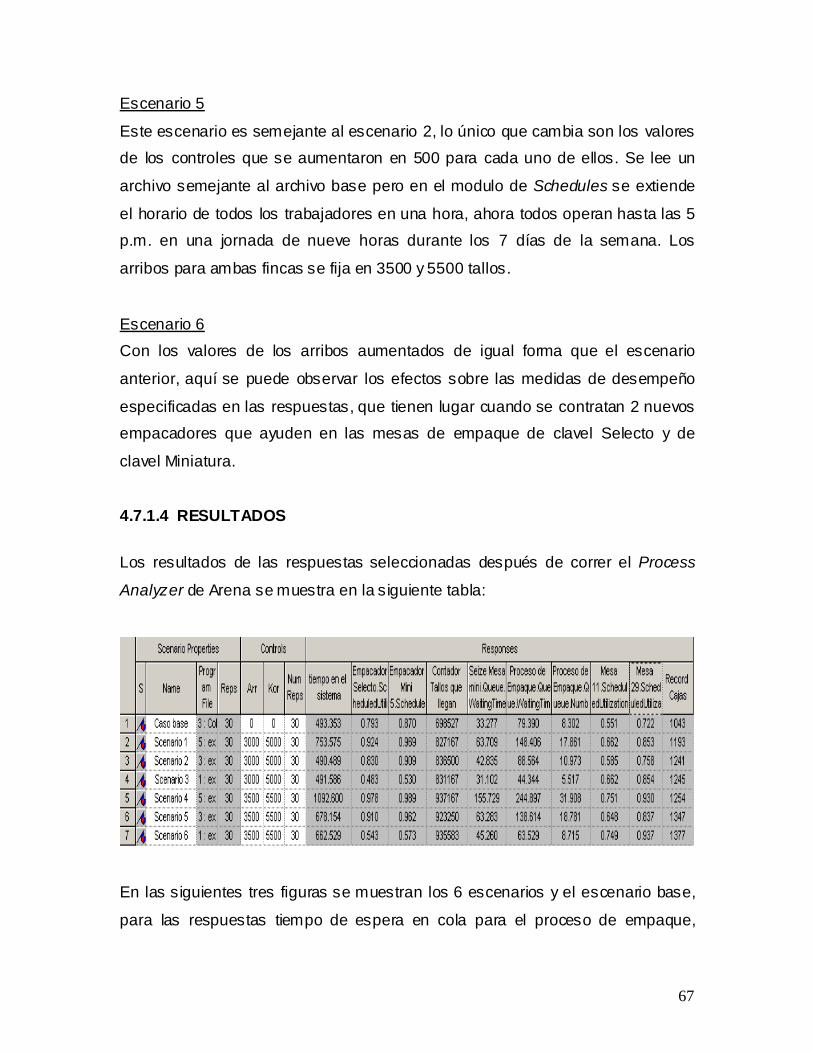
67
Escenario 5
Este escenario es semejante al escenario 2, lo único que cambia son los valores
de los controles que se aumentaron en 500 para cada uno de ellos. Se lee un
archivo semejante al archivo base pero en el modulo de Schedules se extiende
el horario de todos los trabajadores en una hora, ahora todos operan hasta las 5
p.m. en una jornada de nueve horas durante los 7 días de la semana. Los
arribos para ambas fincas se fija en 3500 y 5500 tallos.
Escenario 6
Con los valores de los arribos aumentados de igual forma que el escenario
anterior, aquí se puede observar los efectos sobre las medidas de desempeño
especificadas en las respuestas, que tienen lugar cuando se contratan 2 nuevos
empacadores que ayuden en las mesas de empaque de clavel Selecto y de
clavel Miniatura.
4.7.1.4 RESULTADOS
Los resultados de las respuestas seleccionadas después de correr el Process
Analyzer de Arena se muestra en la siguiente tabla:
En las siguientes tres figuras se muestran los 6 escenarios y el escenario base,
para las respuestas tiempo de espera en cola para el proceso de empaque,
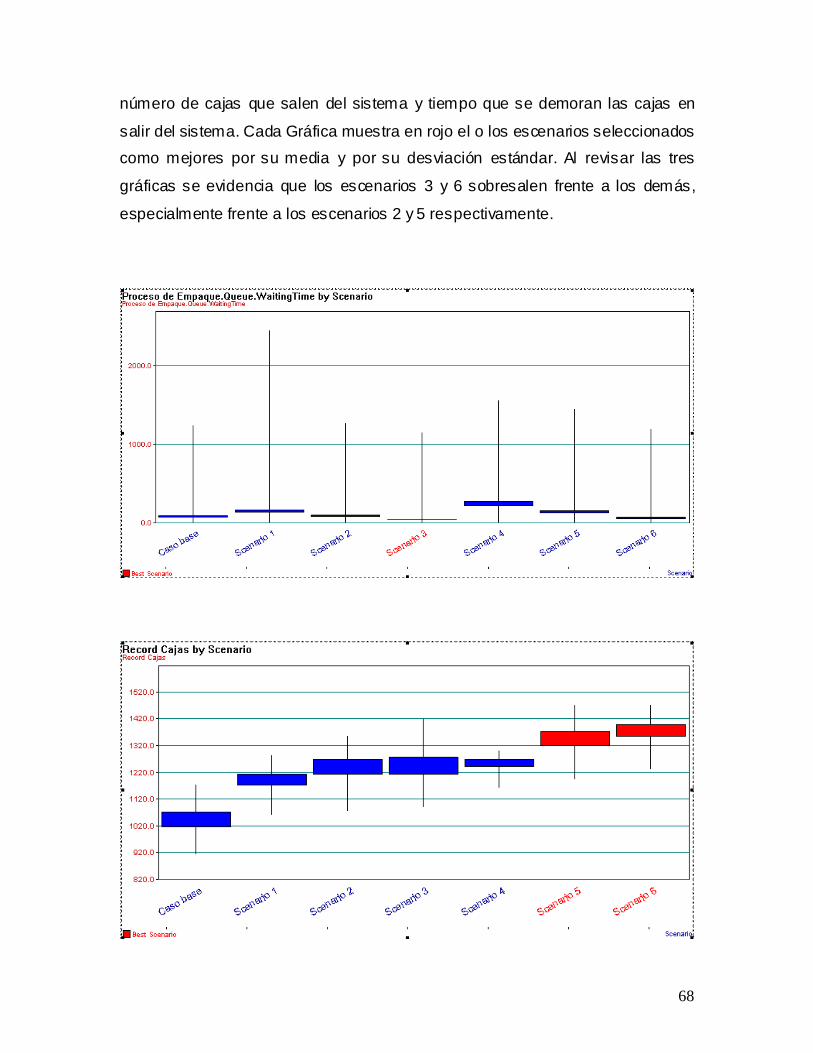
68
número de cajas que salen del sistema y tiempo que se demoran las cajas en
salir del sistema. Cada Gráfica muestra en rojo el o los escenarios seleccionados
como mejores por su media y por su desviación estándar. Al revisar las tres
gráficas se evidencia que los escenarios 3 y 6 sobresalen frente a los demás,
especialmente frente a los escenarios 2 y 5 respectivamente.
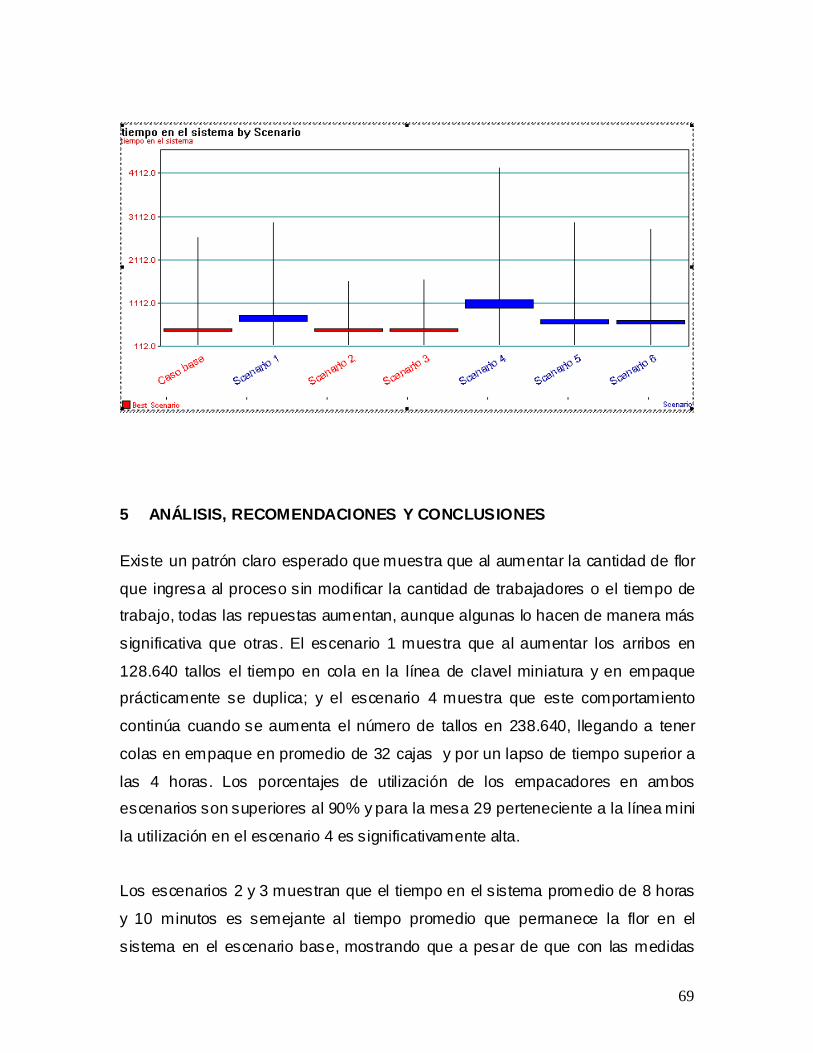
69
5 ANÁLISIS, RECOMENDACIONES Y CONCLUSIONES
Existe un patrón claro esperado que muestra que al aumentar la cantidad de flor
que ingresa al proceso sin modificar la cantidad de trabajadores o el tiempo de
trabajo, todas las repuestas aumentan, aunque algunas lo hacen de manera más
significativa que otras. El escenario 1 muestra que al aumentar los arribos en
128.640 tallos el tiempo en cola en la línea de clavel miniatura y en empaque
prácticamente se duplica; y el escenario 4 muestra que este comportamiento
continúa cuando se aumenta el número de tallos en 238.640, llegando a tener
colas en empaque en promedio de 32 cajas y por un lapso de tiempo superior a
las 4 horas. Los porcentajes de utilización de los empacadores en ambos
escenarios son superiores al 90% y para la mesa 29 perteneciente a la línea mini
la utilización en el escenario 4 es significativamente alta.
Los escenarios 2 y 3 muestran que el tiempo en el sistema promedio de 8 horas
y 10 minutos es semejante al tiempo promedio que permanece la flor en el
sistema en el escenario base, mostrando que a pesar de que con las medidas
70
tomadas si se disminuyen los porcentajes de utilización de los operarios, el
aumento en la cantidad de tallos junto con los cambios realizados apenas iguala
el tiempo observado inicialmente.
Las respuestas en las medidas de utilización observadas de las mesas 11 y 29
confirman lo visto inicialmente en los resultados del modelo base y que
independientemente del escenario, siempre las mesas de clavel miniatura
presentan mayor tasa de utilización que las mesas de clavel estándar.
La estrategia de los escenarios 3 y 6 que se caracteriza por un aumento del
personal en algunas operaciones es de mayor aceptabilidad, factibilidad y
conveniencia que la estrategia llevada en los escenarios 2 y 5. Al asignar dos
nuevos operarios a las mesas de empaque de mayor utilización, los tiempos y la
cantidad de cajas en cola disminuyen considerablemente, al igual que los
porcentajes de utilización de los empacadores y permite despachar un mayor
número de cajas en un menor tiempo de proceso. Bajo el escenario 6 se
despacharon 30 cajas mas que en el escenario 5 y 123 cajas mas que en el
escenario 4, lo que significa aproximadamente 70.000 tallos adicionales y en un
tiempo promedio de 11 horas, inferior en 7 horas al observado en el escenario 4.
Este tiempo puede parecer bastante alto, pero debe recordarse que este
promedio se ve afectado por la flor no procesada que permanece dentro de la
poscosecha una vez que el horario de trabajo ha finalizado. En realidad sucede
que debido a los itinerarios de las aerolíneas de carga existen despachos a
cualquier hora, y la flor puede salir de la planta en tiempos inferiores a los
registrados.
Si bien un aumento en el horario de todo el personal de la planta como el
propuesto por los escenarios 2 y 5 mejora el desempeño de las colas, de los
recursos y del tiempo en sistema, una política de este tipo es de mayor costo
que la propuesta por los escenarios 3 y 6, ya que el pago de una horas extra a
71
más de 50 personas es superior al de la contratación de 2 nuevos operarios por
8 horas durante un periodo especifico.
La empresa podría contratar personas por períodos fijos durante la alta
temporada, aunque habría que analizar la rigidez existente en el mercado laboral
colombiano.
El tiempo que ganan los nuevos empacadores puede ser utilizado para ayudar a
las otras 3 mesas restantes que también presentan altos porcentajes de
ocupación. Al entrenar los operarios en otras tareas, permitiendo a estos ser
más polifacéticos, por ejemplo ensañándoles las órdenes y el procedimiento de
empaque de las demás mesas, ayuda a que estos sin perder especialización en
su tarea, logren que el proceso de empaque sea más flexible y responda
efectivamente a las circunstancias que se presenta en las semanas de alta
producción. Igualmente con esta medida se mejoraría el ambiente laboral, ya
que la rotación de puesto de trabajo y el cambio en el procedimiento de
empaque disminuyen el cansancio y el estrés producto de una tarea que resulta
algo monótona. Esto también se aplica para las niñas que operan las mesas de
clasificación, las cuales podrían rotar de línea y algunas veces trabajar con
clavel estándar y otras con clavel miniatura.
72
6 BIBLIOGRAFIA
• Eppen, Gould, Schmidt, Moore, Weatherford. Investigación de
operaciones en la ciencia administrativa. 5ª edición.
• Nahmias, S. Análisis de la producción y las operaciones. Suplemento 2,
teoría de Colas.
• Notas de clase del curso de Simulación de eventos Discretos
• Robertazzi, Thomas G.Computer Networks and Systemas, Queueing
theory and performance Evaluation. Third edition, Springer.
• Bazara, M. Programación Lineal y Flujo en Redes
• Law, Averill M. Simulation modeling and analysis. 2nd ed
• Pegden, C. Dennis .Introduction to simulation using SIMAN.1990
• Naylor, Thomas H. Técnicas de simulación en computadoras. 1971
• Naylor, Thomas H. Computer simulation techniques. 1966
• Zúñiga Castañeda, Marcos Mauricio. Modelos de redes de colas: análisis
y programación de métodos aproximados de solución. 1984
• Amaya Mier, René Alejandro. Estudio de implementación conjunta de las
técnicas de simulación y diseño de experimentos para el mejoramiento
de procesos productivos. 1999
73
• Zeigler, Bernard P, Theory of modeling and simulation: integrating discrete
event and continuous complex dynamic systems. 2000. 2nd. ed.
• Kelton, W. David. Simulation with Arena. 2002 .2nd. Ed.
• Ripley, Brian D., Stochastic simulation. 1987
• Ross, Sheldon M. Simulation.1997. 2nd. ed.
• Pérez, Ignacio. Modelo de predicción y manejo de cultivos de rosas. 2002
• Rodríguez Chehade, Munir. Modelos de optimización para la
programación de un cultivo de claveles
• Atallah Murra, Jorge. Modelo de planeación para la siembra de clavel.
2000
• COLIBRÍ FLOWERS. Pagina Web de la empresa Colibrí.
www.colibriflowers.com.co
• COLOMBIAN FLOWERS. Pagina de ASOCOFLORES donde se puede
obtener información del sector floricultor en Colombia. http:
//www.colombianflowers.com.co
• FLORAL MARKET. Página de información sobre mercadeo de flores a
través de la investigación y el análisis. www.floralmarketresearch.com
• FLORA LINKS. Página de información sobre todo tipo de investigación en
floricultura. www.flora-links.org

74
• ABOUT FLOWERS. Página de la SAF (Sociedad de Floristas
Americanos) para el consumidor. Tiene sugerencias para arreglos
florales, información sobre fechas y tendencias en flores, e información
general sobre flores. www.aboutflowers.com
• HORTIFAIR. Página de una de las ferias de flores más importantes del
mundo. www.hortifair.nl
• FLOWER WEB. Noticias de la industria. www.flowerweb.com
75
7 ANEXOS
7.1 DEFINICIONES
Cámara Antibotrytis: Es una cámara hermética, que se usa para realizar
aplicaciones contra la Botrytis.
Capuchón: Empaque plástico para la protección de los botones florales.
Cartón plástico: Caja plástica blanca, verde o roja que se utiliza para almacenar
excedentes de flor en cuarto frío, y el transporte de flor desde el cultivo y desde
los proveedores de flor comprada.
Caucho: Banda elástica de baja densidad.
Clasificadores: Personas encargadas de ejecutar la acción de clasificar o
separar la flor en grados
Embonchar: Elaboración o armado del ramo.
Guillotina: Cuchilla de corte.
Mesa de clasificación: Soporte o mueble donde se clasifica el clavel, que cuenta
con dos guillotinas de corte.
Móvil: Vehículo en forma de estantería que sirve para transportar la flor
internamente.
Nacional: Flor no apta para exportación.
Precooler: Máquina para succionar aire caliente e inyectar aire frío.
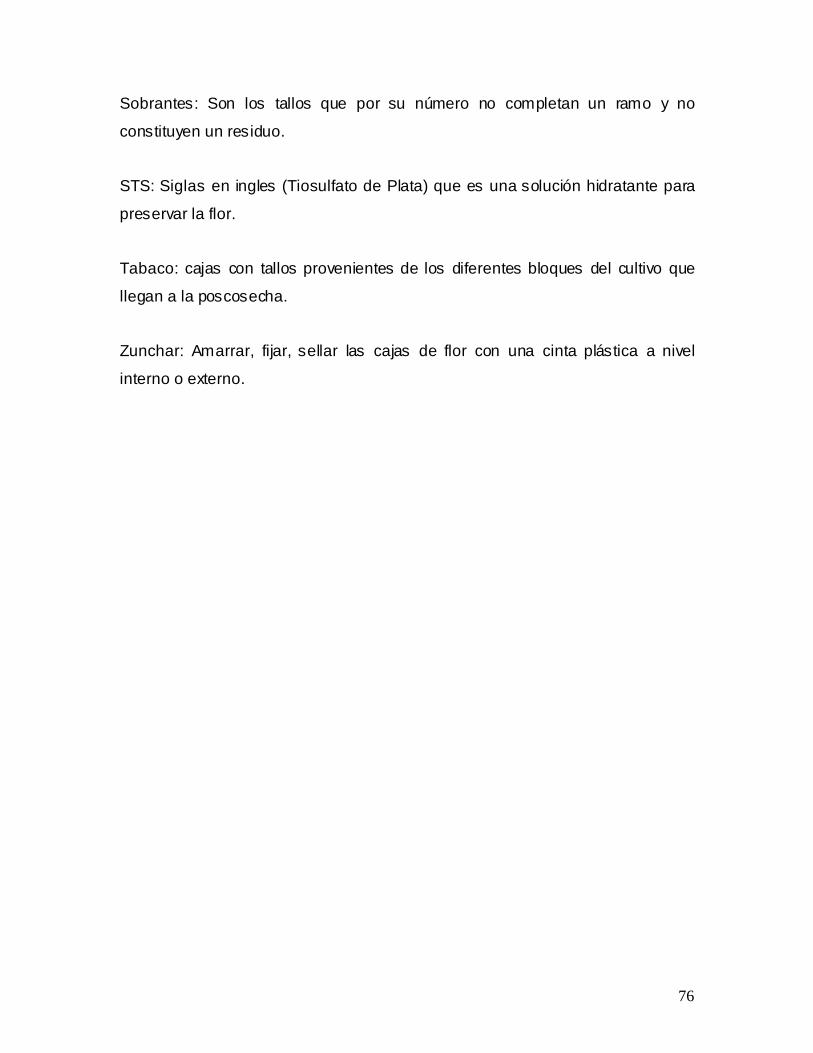
76
Sobrantes: Son los tallos que por su número no completan un ramo y no
constituyen un residuo.
STS: Siglas en ingles (Tiosulfato de Plata) que es una solución hidratante para
preservar la flor.
Tabaco: cajas con tallos provenientes de los diferentes bloques del cultivo que
llegan a la poscosecha.
Zunchar: Amarrar, fijar, sellar las cajas de flor con una cinta plástica a nivel
interno o externo.
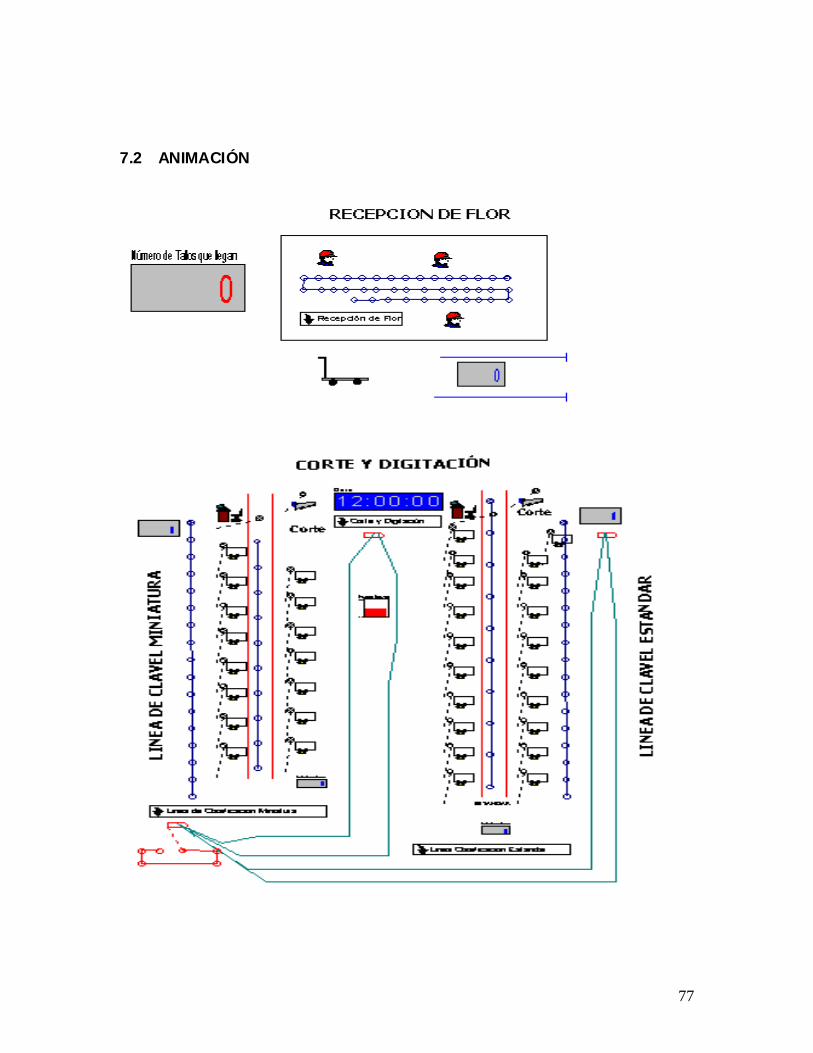
77
7.2 ANIMACIÓN
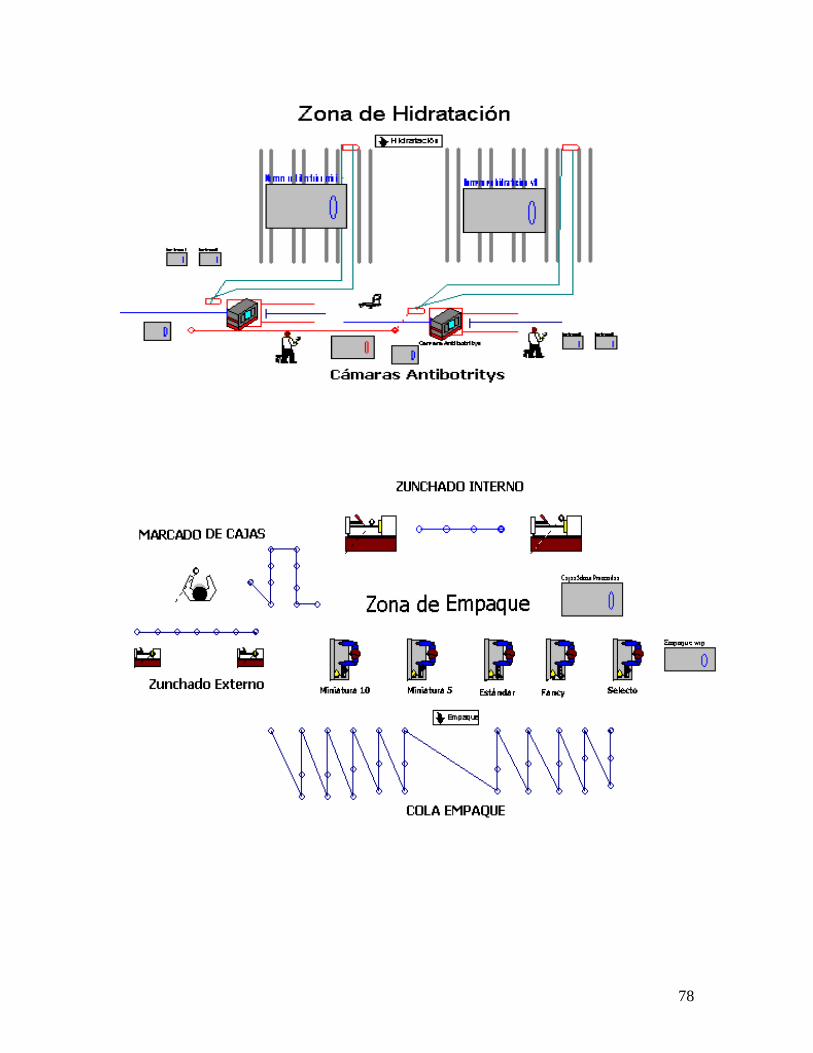
78
79
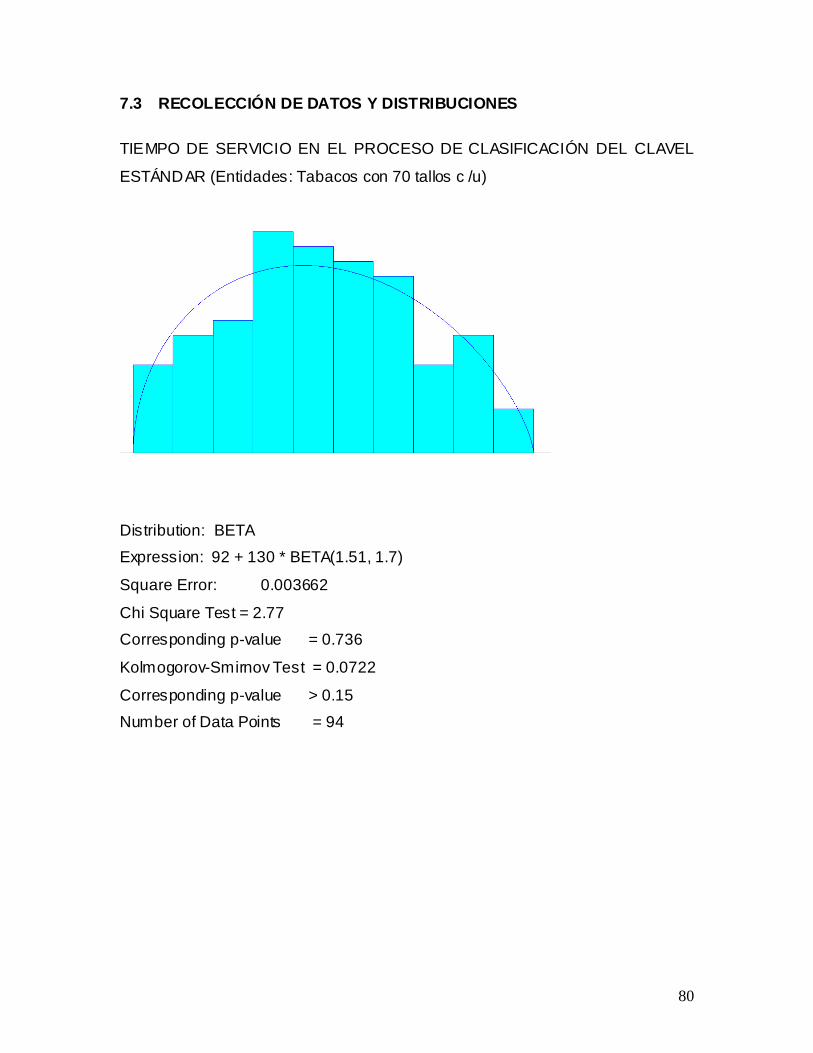
80
7.3 RECOLECCIÓN DE DATOS Y DISTRIBUCIONES
TIEMPO DE SERVICIO EN EL PROCESO DE CLASIFICACIÓN DEL CLAVEL
ESTÁNDAR (Entidades: Tabacos con 70 tallos c /u)
Distribution: BETA
Expression: 92 + 130 * BETA(1.51, 1.7)
Square Error: 0.003662
Chi Square Test = 2.77
Corresponding p-value = 0.736
Kolmogorov-Smirnov Test = 0.0722
Corresponding p-value > 0.15
Number of Data Points = 94
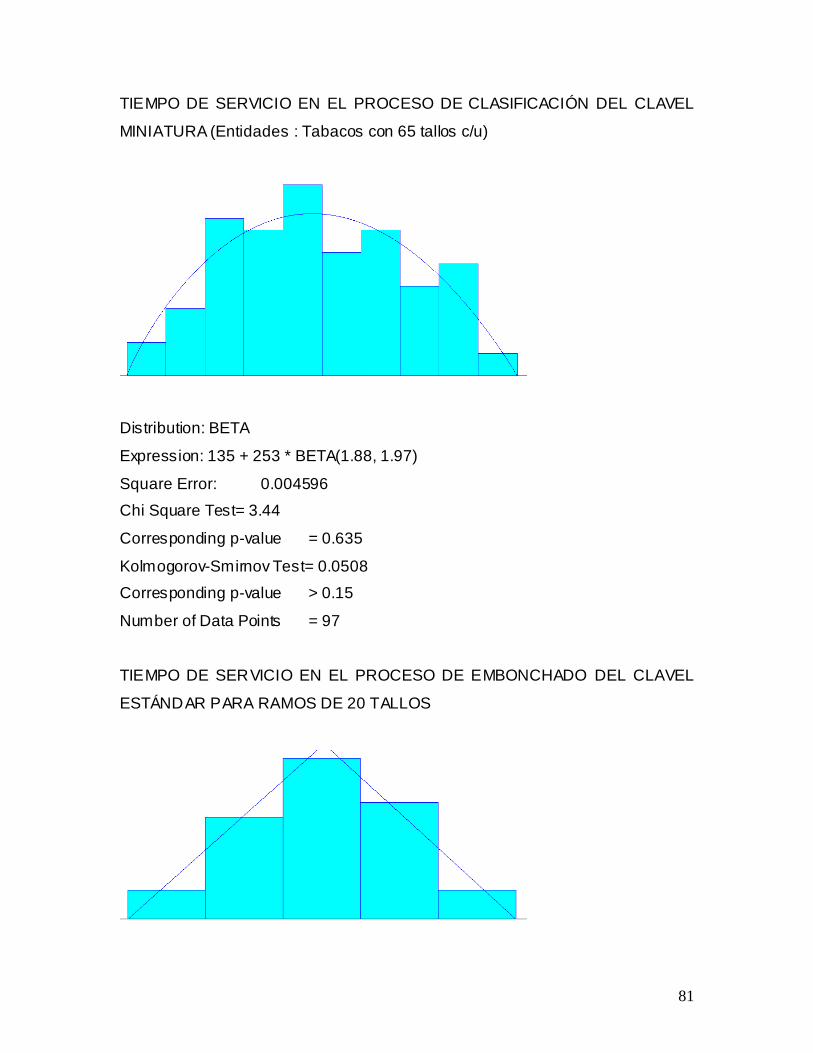
81
TIEMPO DE SERVICIO EN EL PROCESO DE CLASIFICACIÓN DEL CLAVEL
MINIATURA (Entidades : Tabacos con 65 tallos c/u)
Distribution: BETA
Expression: 135 + 253 * BETA(1.88, 1.97)
Square Error: 0.004596
Chi Square Test= 3.44
Corresponding p-value = 0.635
Kolmogorov-Smirnov Test= 0.0508
Corresponding p-value > 0.15
Number of Data Points = 97
TIEMPO DE SERVICIO EN EL PROCESO DE EMBONCHADO DEL CLAVEL
ESTÁNDAR PARA RAMOS DE 20 TALLOS
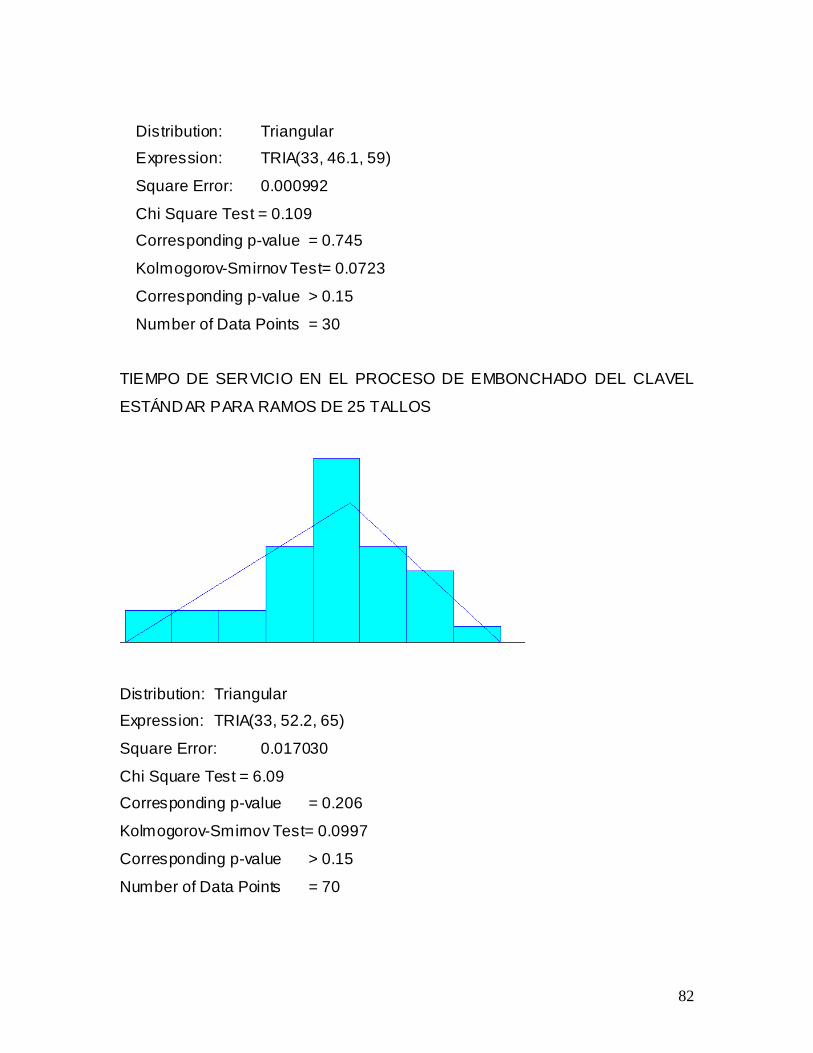
82
Distribution: Triangular
Expression: TRIA(33, 46.1, 59)
Square Error: 0.000992
Chi Square Test = 0.109
Corresponding p-value = 0.745
Kolmogorov-Smirnov Test= 0.0723
Corresponding p-value > 0.15
Number of Data Points = 30
TIEMPO DE SERVICIO EN EL PROCESO DE EMBONCHADO DEL CLAVEL
ESTÁNDAR PARA RAMOS DE 25 TALLOS
Distribution: Triangular
Expression: TRIA(33, 52.2, 65)
Square Error: 0.017030
Chi Square Test = 6.09
Corresponding p-value = 0.206
Kolmogorov-Smirnov Test= 0.0997
Corresponding p-value > 0.15
Number of Data Points = 70
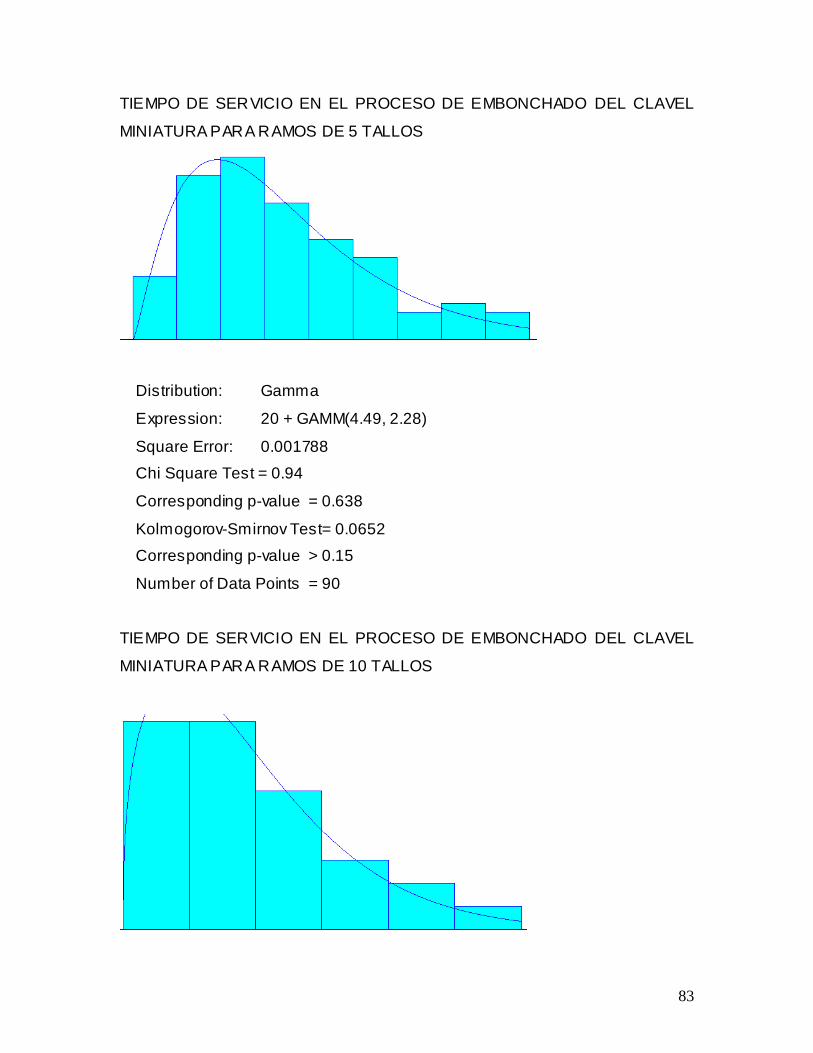
83
TIEMPO DE SERVICIO EN EL PROCESO DE EMBONCHADO DEL CLAVEL
MINIATURA PARA RAMOS DE 5 TALLOS
Distribution: Gamma
Expression: 20 + GAMM(4.49, 2.28)
Square Error: 0.001788
Chi Square Test = 0.94
Corresponding p-value = 0.638
Kolmogorov-Smirnov Test= 0.0652
Corresponding p-value > 0.15
Number of Data Points = 90
TIEMPO DE SERVICIO EN EL PROCESO DE EMBONCHADO DEL CLAVEL
MINIATURA PARA RAMOS DE 10 TALLOS
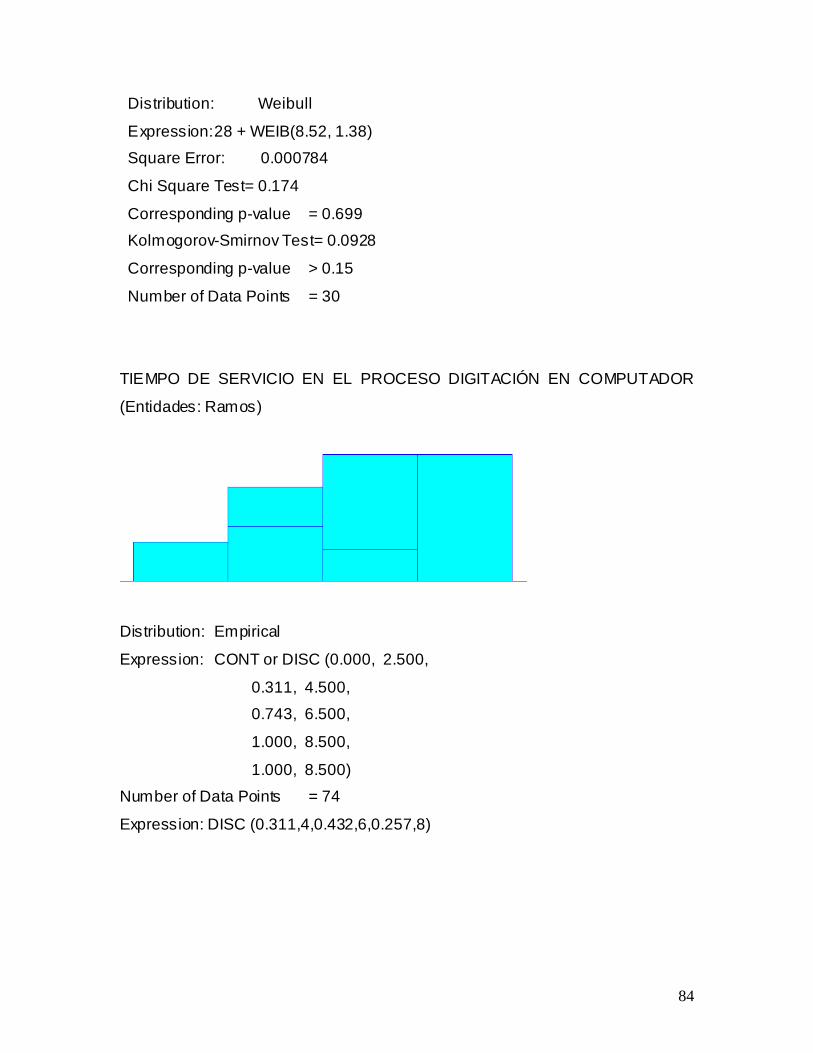
84
Distribution: Weibull
Expression: 28 + WEIB(8.52, 1.38)
Square Error: 0.000784
Chi Square Test= 0.174
Corresponding p-value = 0.699
Kolmogorov-Smirnov Test= 0.0928
Corresponding p-value > 0.15
Number of Data Points = 30
TIEMPO DE SERVICIO EN EL PROCESO DIGITACIÓN EN COMPUTADOR
(Entidades: Ramos)
Distribution: Empirical
Expression: CONT or DISC (0.000, 2.500,
0.311, 4.500,
0.743, 6.500,
1.000, 8.500,
1.000, 8.500)
Number of Data Points = 74
Expression: DISC (0.311,4,0.432,6,0.257,8)
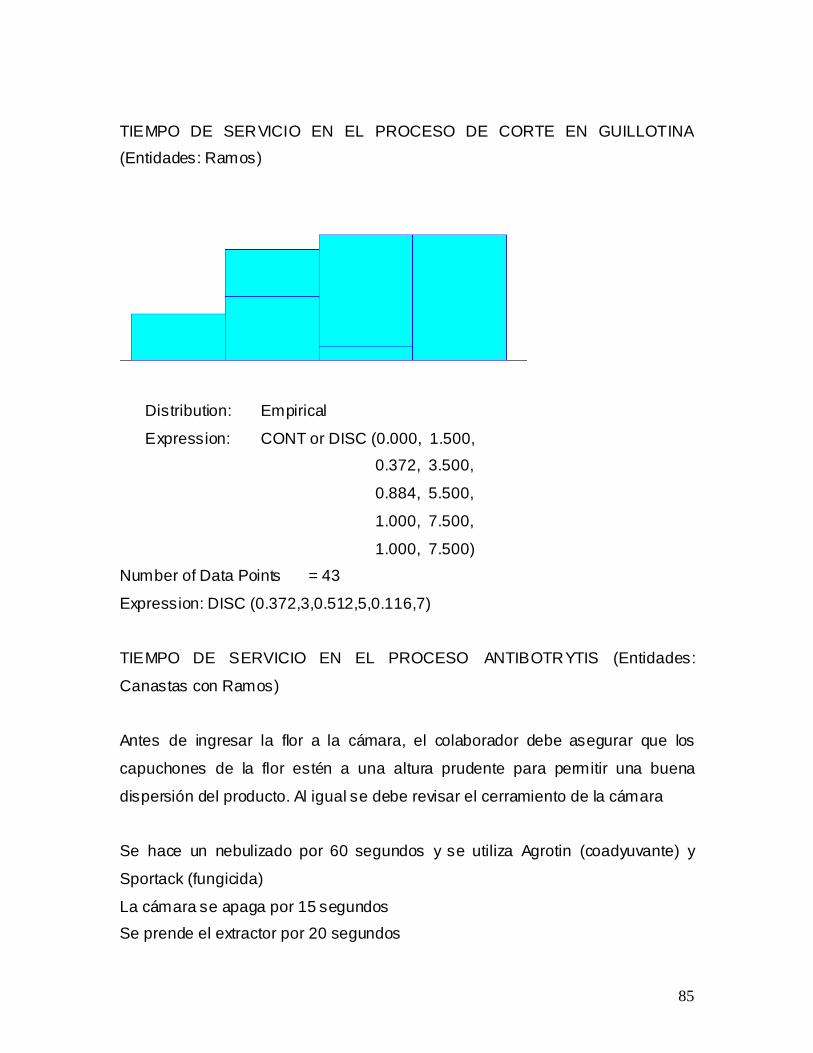
85
TIEMPO DE SERVICIO EN EL PROCESO DE CORTE EN GUILLOTINA
(Entidades: Ramos)
Distribution: Empirical
Expression: CONT or DISC (0.000, 1.500,
0.372, 3.500,
0.884, 5.500,
1.000, 7.500,
1.000, 7.500)
Number of Data Points = 43
Expression: DISC (0.372,3,0.512,5,0.116,7)
TIEMPO DE SERVICIO EN EL PROCESO ANTIBOTRYTIS (Entidades:
Canastas con Ramos)
Antes de ingresar la flor a la cámara, el colaborador debe asegurar que los
capuchones de la flor estén a una altura prudente para permitir una buena
dispersión del producto. Al igual se debe revisar el cerramiento de la cámara
Se hace un nebulizado por 60 segundos y se utiliza Agrotin (coadyuvante) y
Sportack (fungicida)
La cámara se apaga por 15 segundos
Se prende el extractor por 20 segundos
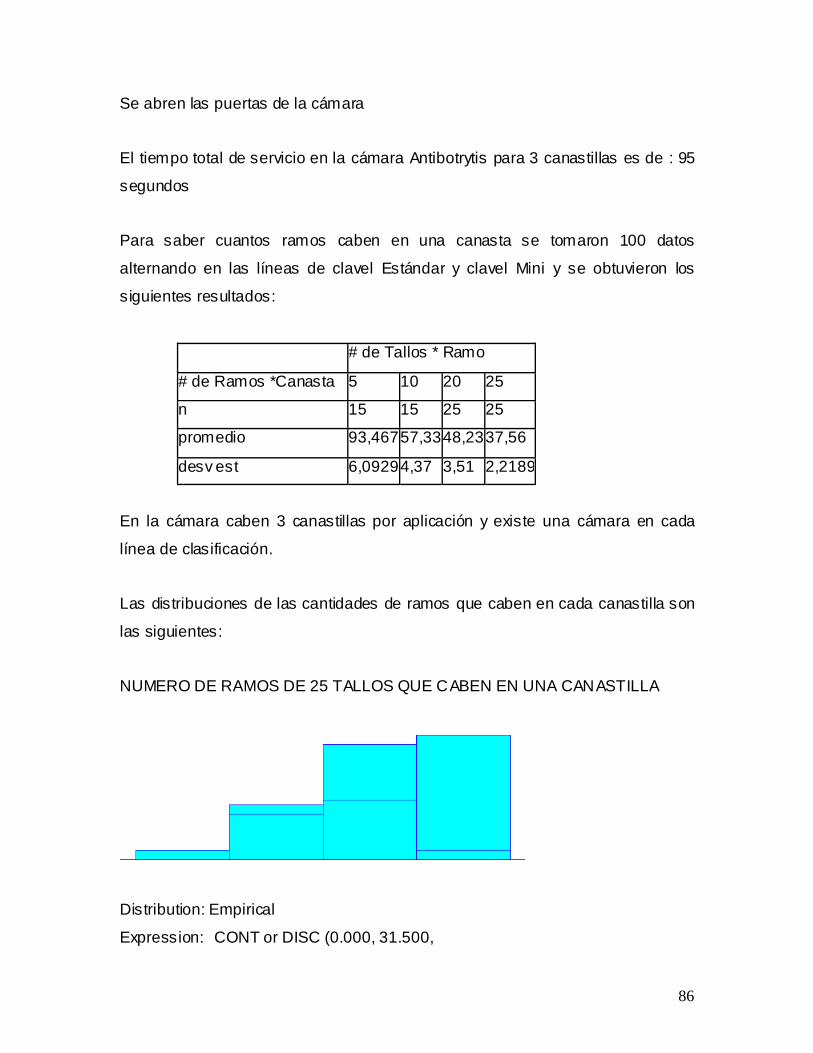
86
Se abren las puertas de la cámara
El tiempo total de servicio en la cámara Antibotrytis para 3 canastillas es de : 95
segundos
Para saber cuantos ramos caben en una canasta se tomaron 100 datos
alternando en las líneas de clavel Estándar y clavel Mini y se obtuvieron los
siguientes resultados:
# de Tallos * Ramo
# de Ramos *Canasta 5 10 20 25
n 15 15 25 25
promedio 93,46757,3348,2337,56
desv est 6,09294,37 3,51 2,2189
En la cámara caben 3 canastillas por aplicación y existe una cámara en cada
línea de clasificación.
Las distribuciones de las cantidades de ramos que caben en cada canastilla son
las siguientes:
NUMERO DE RAMOS DE 25 TALLOS QUE CABEN EN UNA CANASTILLA
Distribution: Empirical
Expression: CONT or DISC (0.000, 31.500,
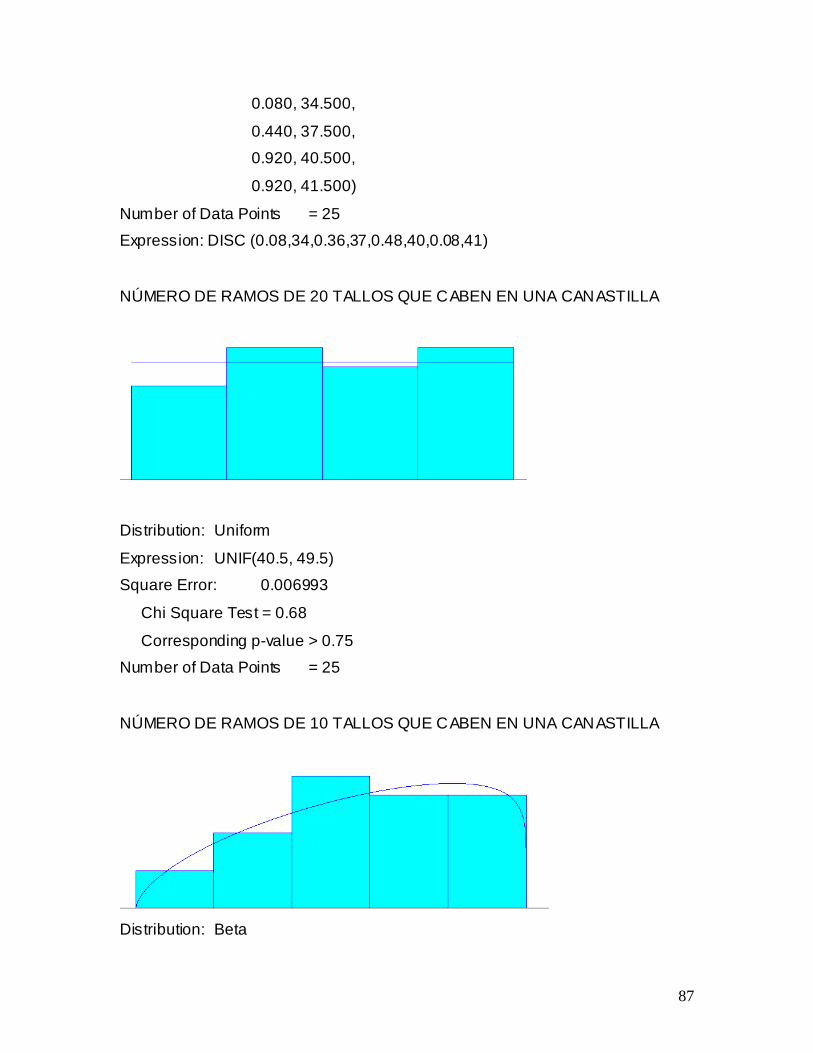
87
0.080, 34.500,
0.440, 37.500,
0.920, 40.500,
0.920, 41.500)
Number of Data Points = 25
Expression: DISC (0.08,34,0.36,37,0.48,40,0.08,41)
NÚMERO DE RAMOS DE 20 TALLOS QUE CABEN EN UNA CANASTILLA
Distribution: Uniform
Expression: UNIF(40.5, 49.5)
Square Error: 0.006993
Chi Square Test = 0.68
Corresponding p-value > 0.75
Number of Data Points = 25
NÚMERO DE RAMOS DE 10 TALLOS QUE CABEN EN UNA CANASTILLA
Distribution: Beta
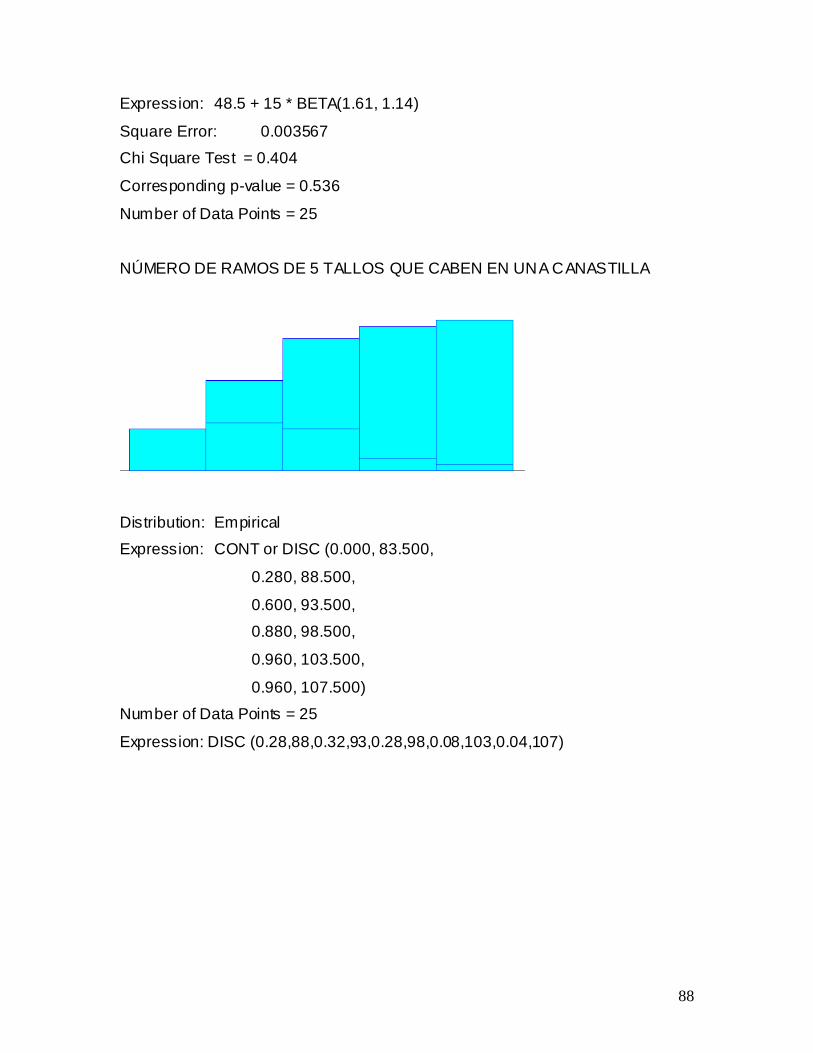
88
Expression: 48.5 + 15 * BETA(1.61, 1.14)
Square Error: 0.003567
Chi Square Test = 0.404
Corresponding p-value = 0.536
Number of Data Points = 25
NÚMERO DE RAMOS DE 5 TALLOS QUE CABEN EN UNA CANASTILLA
Distribution: Empirical
Expression: CONT or DISC (0.000, 83.500,
0.280, 88.500,
0.600, 93.500,
0.880, 98.500,
0.960, 103.500,
0.960, 107.500)
Number of Data Points = 25
Expression: DISC (0.28,88,0.32,93,0.28,98,0.08,103,0.04,107)
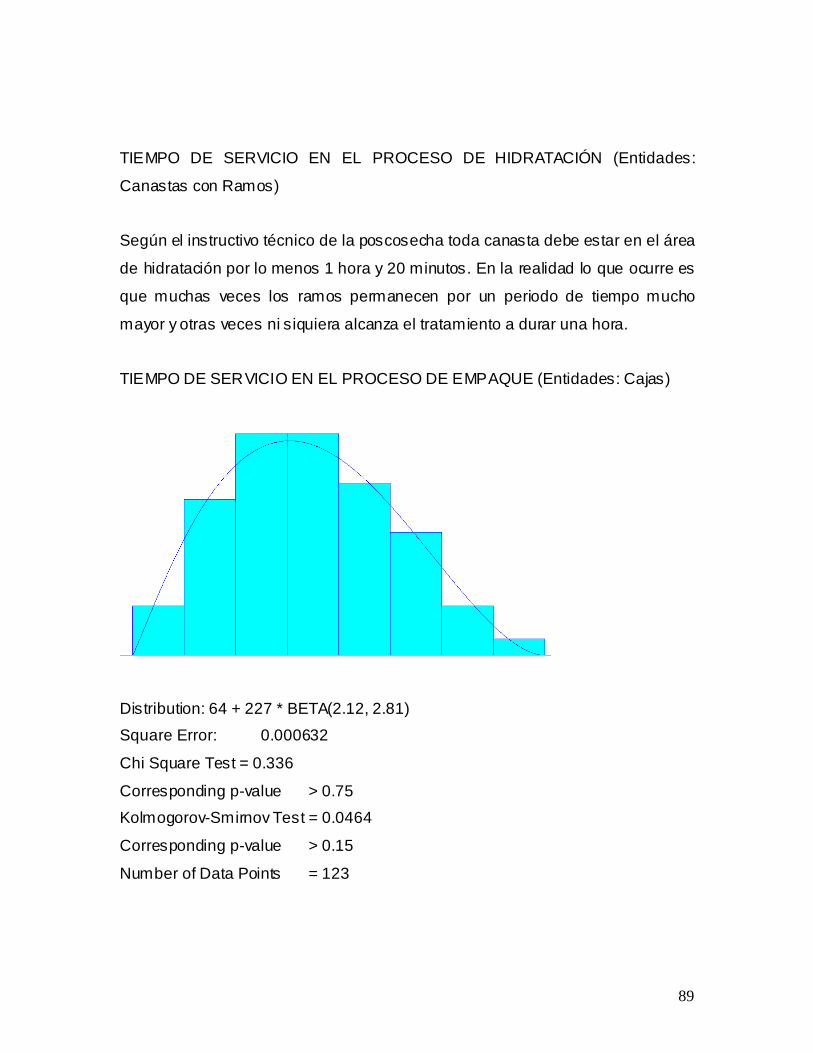
89
TIEMPO DE SERVICIO EN EL PROCESO DE HIDRATACIÓN (Entidades:
Canastas con Ramos)
Según el instructivo técnico de la poscosecha toda canasta debe estar en el área
de hidratación por lo menos 1 hora y 20 minutos. En la realidad lo que ocurre es
que muchas veces los ramos permanecen por un periodo de tiempo mucho
mayor y otras veces ni siquiera alcanza el tratamiento a durar una hora.
TIEMPO DE SERVICIO EN EL PROCESO DE EMPAQUE (Entidades: Cajas)
Distribution: 64 + 227 * BETA(2.12, 2.81)
Square Error: 0.000632
Chi Square Test = 0.336
Corresponding p-value > 0.75
Kolmogorov-Smirnov Test = 0.0464
Corresponding p-value > 0.15
Number of Data Points = 123
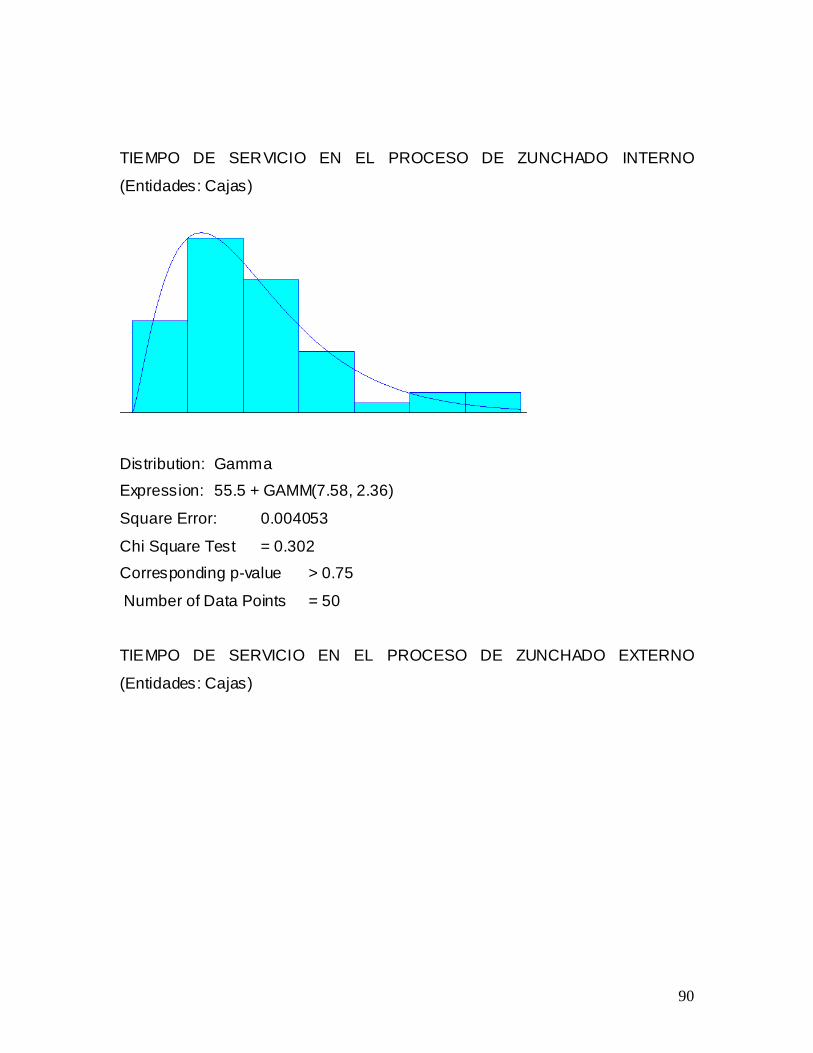
90
TIEMPO DE SERVICIO EN EL PROCESO DE ZUNCHADO INTERNO
(Entidades: Cajas)
Distribution: Gamma
Expression: 55.5 + GAMM(7.58, 2.36)
Square Error: 0.004053
Chi Square Test = 0.302
Corresponding p-value > 0.75
Number of Data Points = 50
TIEMPO DE SERVICIO EN EL PROCESO DE ZUNCHADO EXTERNO
(Entidades: Cajas)
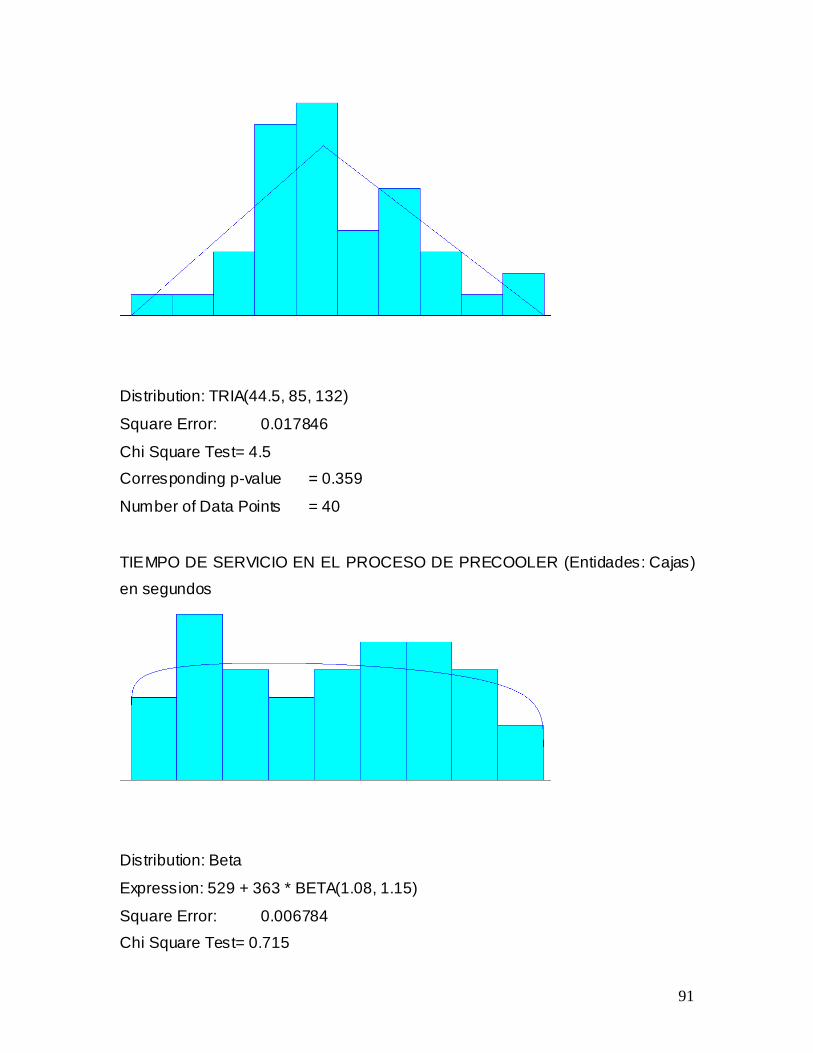
91
Distribution: TRIA(44.5, 85, 132)
Square Error: 0.017846
Chi Square Test= 4.5
Corresponding p-value = 0.359
Number of Data Points = 40
TIEMPO DE SERVICIO EN EL PROCESO DE PRECOOLER (Entidades: Cajas)
en segundos
Distribution: Beta
Expression: 529 + 363 * BETA(1.08, 1.15)
Square Error: 0.006784
Chi Square Test= 0.715
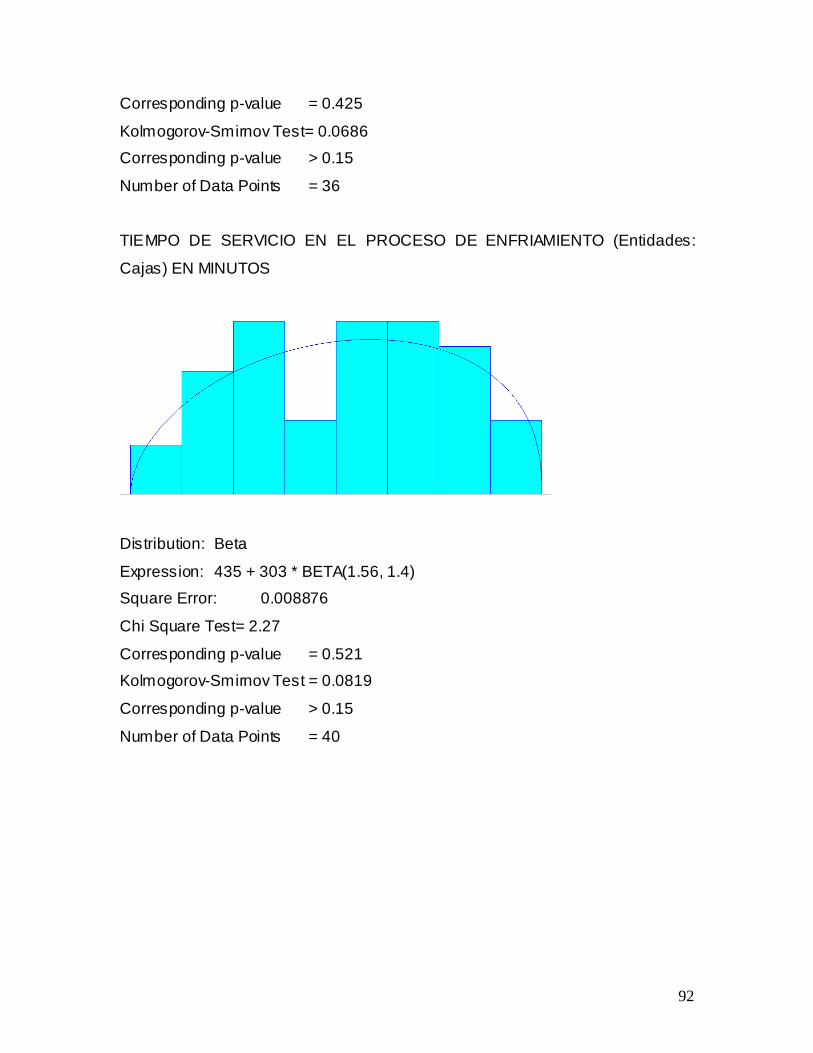
92
Corresponding p-value = 0.425
Kolmogorov-Smirnov Test= 0.0686
Corresponding p-value > 0.15
Number of Data Points = 36
TIEMPO DE SERVICIO EN EL PROCESO DE ENFRIAMIENTO (Entidades:
Cajas) EN MINUTOS
Distribution: Beta
Expression: 435 + 303 * BETA(1.56, 1.4)
Square Error: 0.008876
Chi Square Test= 2.27
Corresponding p-value = 0.521
Kolmogorov-Smirnov Test = 0.0819
Corresponding p-value > 0.15
Number of Data Points = 40
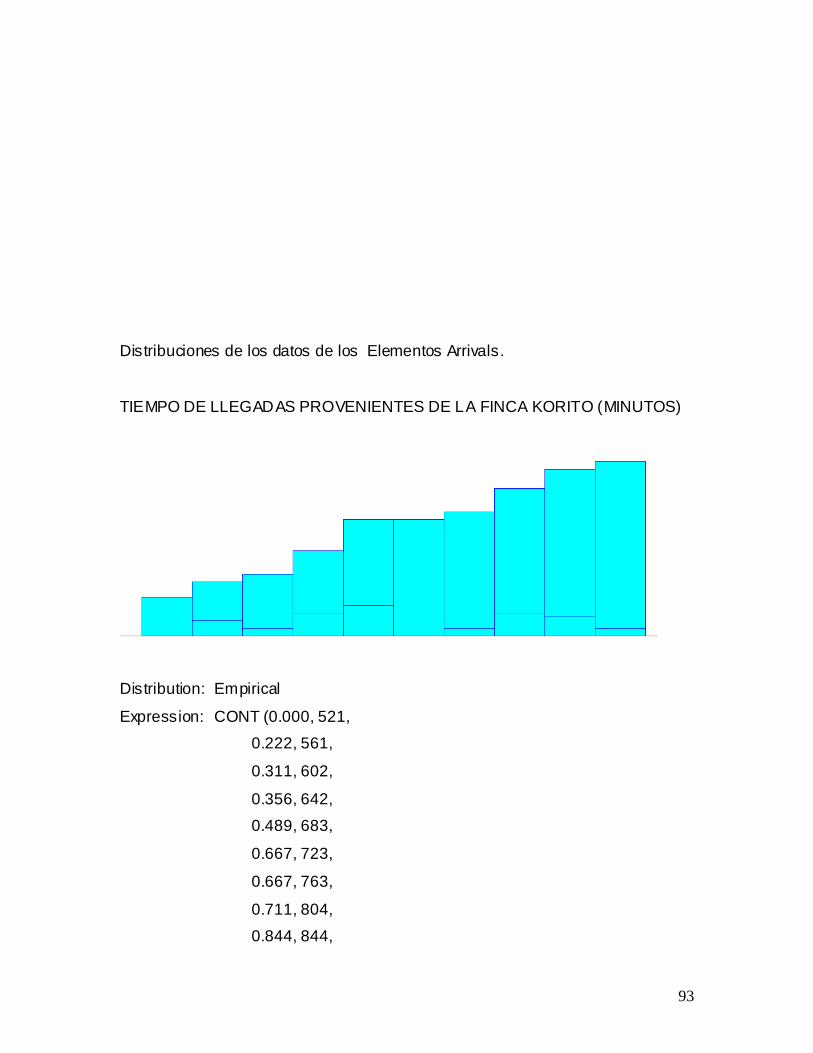
93
Distribuciones de los datos de los Elementos Arrivals.
TIEMPO DE LLEGADAS PROVENIENTES DE LA FINCA KORITO (MINUTOS)
Distribution: Empirical
Expression: CONT (0.000, 521,
0.222, 561,
0.311, 602,
0.356, 642,
0.489, 683,
0.667, 723,
0.667, 763,
0.711, 804,
0.844, 844,
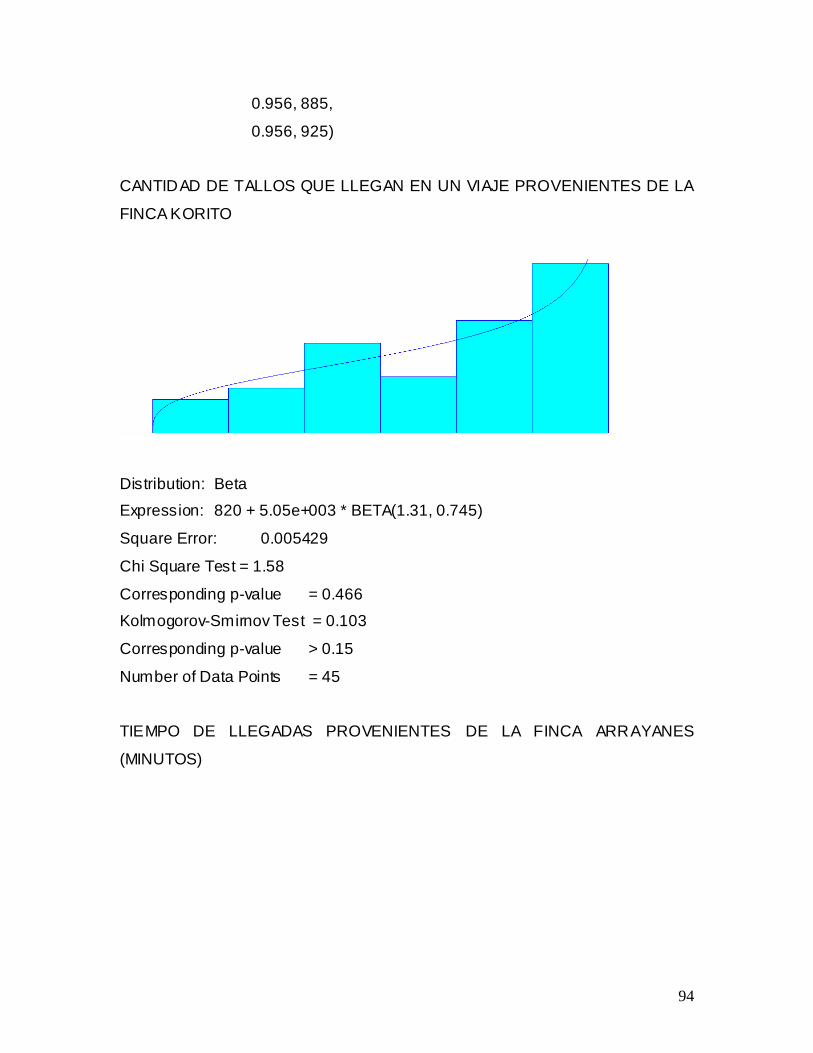
94
0.956, 885,
0.956, 925)
CANTIDAD DE TALLOS QUE LLEGAN EN UN VIAJE PROVENIENTES DE LA
FINCA KORITO
Distribution: Beta
Expression: 820 + 5.05e+003 * BETA(1.31, 0.745)
Square Error: 0.005429
Chi Square Test = 1.58
Corresponding p-value = 0.466
Kolmogorov-Smirnov Test = 0.103
Corresponding p-value > 0.15
Number of Data Points = 45
TIEMPO DE LLEGADAS PROVENIENTES DE LA FINCA ARRAYANES
(MINUTOS)
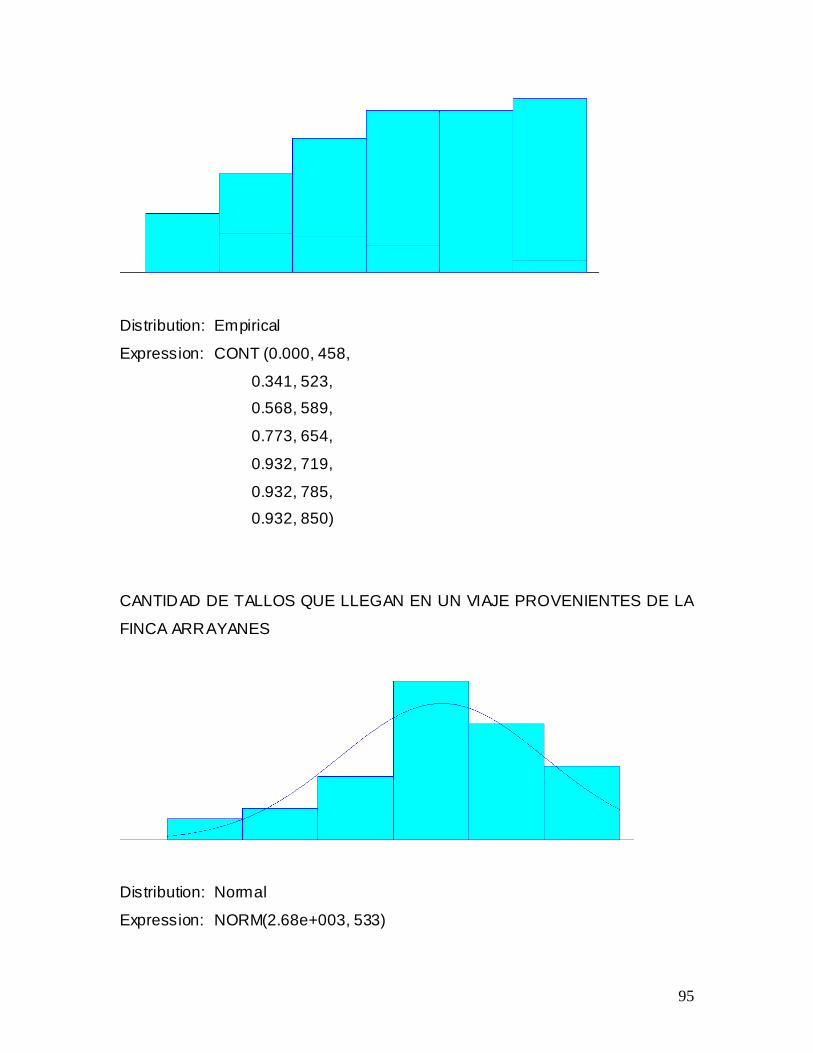
95
Distribution: Empirical
Expression: CONT (0.000, 458,
0.341, 523,
0.568, 589,
0.773, 654,
0.932, 719,
0.932, 785,
0.932, 850)
CANTIDAD DE TALLOS QUE LLEGAN EN UN VIAJE PROVENIENTES DE LA
FINCA ARRAYANES
Distribution: Normal
Expression: NORM(2.68e+003, 533)
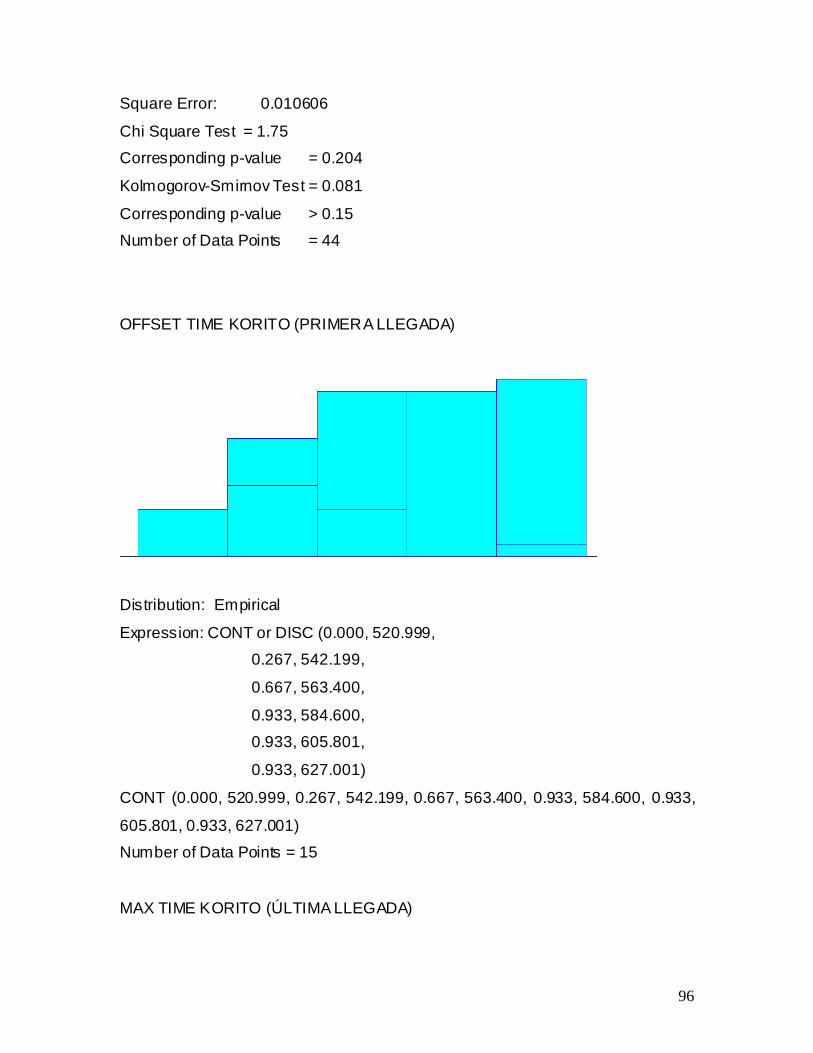
96
Square Error: 0.010606
Chi Square Test = 1.75
Corresponding p-value = 0.204
Kolmogorov-Smirnov Test = 0.081
Corresponding p-value > 0.15
Number of Data Points = 44
OFFSET TIME KORITO (PRIMERA LLEGADA)
Distribution: Empirical
Expression: CONT or DISC (0.000, 520.999,
0.267, 542.199,
0.667, 563.400,
0.933, 584.600,
0.933, 605.801,
0.933, 627.001)
CONT (0.000, 520.999, 0.267, 542.199, 0.667, 563.400, 0.933, 584.600, 0.933,
605.801, 0.933, 627.001)
Number of Data Points = 15
MAX TIME KORITO (ÚLTIMA LLEGADA)
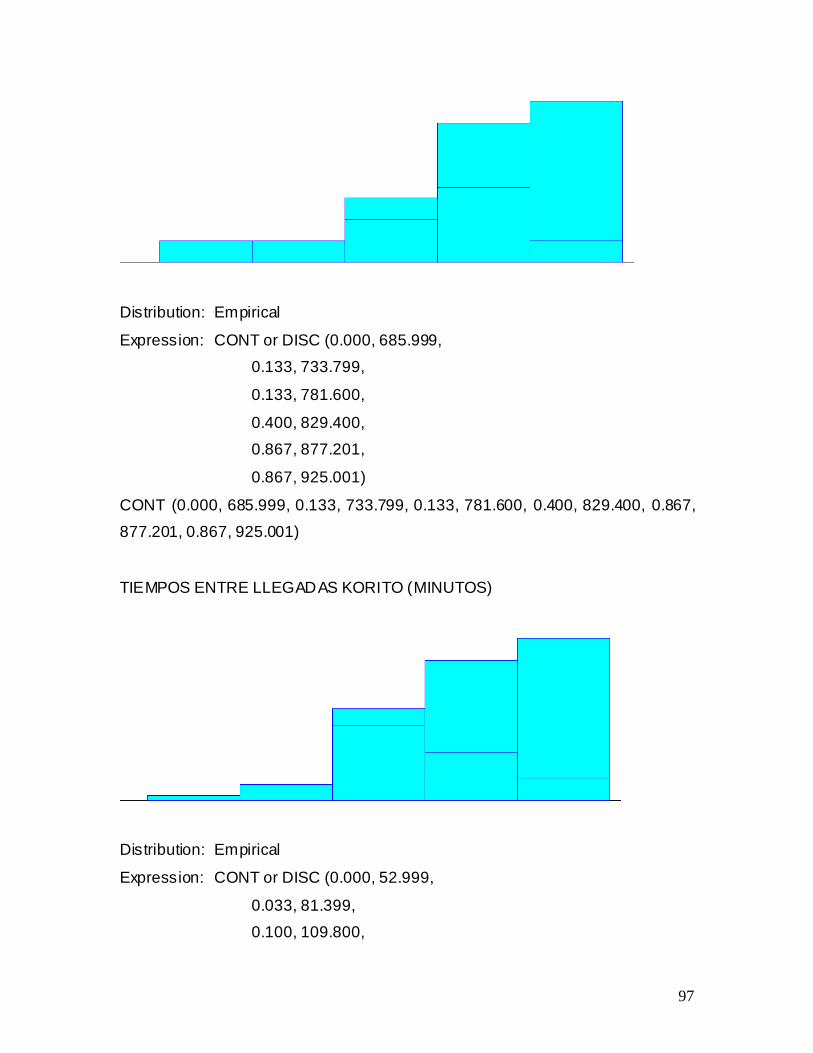
97
Distribution: Empirical
Expression: CONT or DISC (0.000, 685.999,
0.133, 733.799,
0.133, 781.600,
0.400, 829.400,
0.867, 877.201,
0.867, 925.001)
CONT (0.000, 685.999, 0.133, 733.799, 0.133, 781.600, 0.400, 829.400, 0.867,
877.201, 0.867, 925.001)
TIEMPOS ENTRE LLEGADAS KORITO (MINUTOS)
Distribution: Empirical
Expression: CONT or DISC (0.000, 52.999,
0.033, 81.399,
0.100, 109.800,
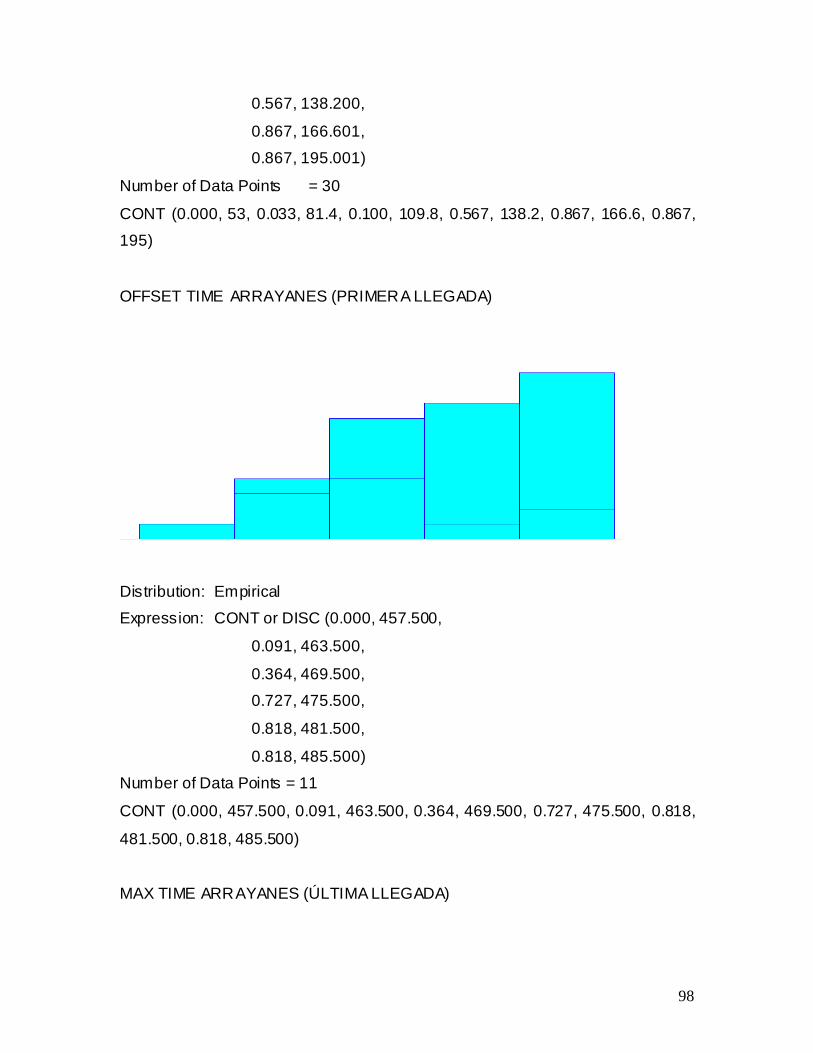
98
0.567, 138.200,
0.867, 166.601,
0.867, 195.001)
Number of Data Points = 30
CONT (0.000, 53, 0.033, 81.4, 0.100, 109.8, 0.567, 138.2, 0.867, 166.6, 0.867,
195)
OFFSET TIME ARRAYANES (PRIMERA LLEGADA)
Distribution: Empirical
Expression: CONT or DISC (0.000, 457.500,
0.091, 463.500,
0.364, 469.500,
0.727, 475.500,
0.818, 481.500,
0.818, 485.500)
Number of Data Points = 11
CONT (0.000, 457.500, 0.091, 463.500, 0.364, 469.500, 0.727, 475.500, 0.818,
481.500, 0.818, 485.500)
MAX TIME ARRAYANES (ÚLTIMA LLEGADA)
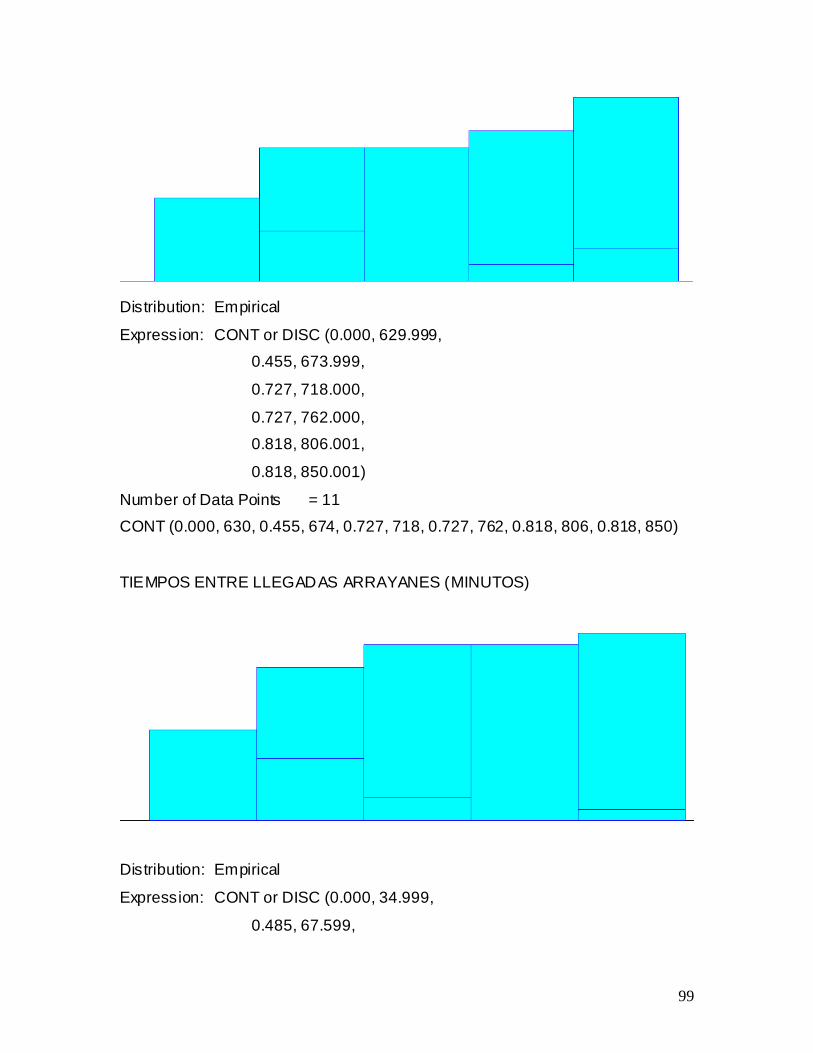
99
Distribution: Empirical
Expression: CONT or DISC (0.000, 629.999,
0.455, 673.999,
0.727, 718.000,
0.727, 762.000,
0.818, 806.001,
0.818, 850.001)
Number of Data Points = 11
CONT (0.000, 630, 0.455, 674, 0.727, 718, 0.727, 762, 0.818, 806, 0.818, 850)
TIEMPOS ENTRE LLEGADAS ARRAYANES (MINUTOS)
Distribution: Empirical
Expression: CONT or DISC (0.000, 34.999,
0.485, 67.599,
100
0.818, 100.200,
0.939, 132.800,
0.939, 165.401,
0.939, 198.001)
Number of Data Points = 33
CONT (0.000, 35, 0.485, 67.6, 0.818, 100.2, 0.939, 132.8, 0.939, 165.4, 0.939,
198)