Embed Size (px)
Citation preview

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 1/20
TALLER HERRAMIENTAS MEJORAMIENTO DE PROCESOS
1) Un fabricante de neveras desea analizar cuáles son los defectos más frecuentes queaparecen en las unidades al salir de la línea de producción. Para esto, empezó aclasificar todos los defectos posibles en sus diversos tipos:
Selección de categorías lógicas Tipo de Defecto Detalle del Problema
Motor no detiene No para el motor cuando alcanza latemperatura
No enfría El motor arranca pero la nevera no enfría
Compartimientodef.
Compartimiento roto o deforme
Pintura defectuosa Defectos de pintura en superficies externas
Rayas Rayas en las superficies externas
No funciona Al conectar no arranca el motorPuerta no cierra La puerta no cierra correctamenteGavetasdefectuosas
Gavetas interiores con quiebres
Motor no arranca El motor no arranca después de ciclo deparada
Mala nivelación La nevera se balancea y no se puede nivelar
Puerta defectuosa Puerta del refrigerador no cierraherméticamente
Otros
Posteriormente, un inspector revisa cada nevera a medida que sale de producciónregistrando sus defectos de acuerdo con dichos tipos. Después de inspeccionar 88neveras, se obtuvo una tabla como esta:
Tipo de Defecto Detalle del Problema Frec.
Compartimiento def. Compartimiento roto o deforme 9
Pintura defectuosa Defectos de pintura en superficies externas 5
Gavetas defectuosas Gavetas interiores con quiebres 1Mala nivelación La nevera se balancea y no se puede nivelar 1
Motor no arranca El motor no arranca después de ciclo de parada 1
Motor no detiene No para el motor cuando alcanza la temperatura 36
No enfría El motor arranca pero la nevera no enfría 27Otros Otros defectos no incluidos en los anteriores 0
Puerta defectuosa Puerta del refrigerador no cierra herméticamente 0
Puerta no cierra La puerta no cierra correctamente 2Rayas Rayas en las superficies externas 4
No funciona Al conectar no arranca el motor 2Total 88

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 2/20
Diagrama de Pareto
Tipo de defecto Detalle del problema Frec. % Total % Acumulado
Motor nodetiene
No para el motor cuando alcanzala temperatura 36 40,91% 40,91%
No enfríaEl motor arranca pero la neverano enfría 27 30,68% 71,59%
Compartimiento def. Compartimiento roto o deforme 9 10,23% 81,82%
Pinturadefectuosa
Defectos de pintura ensuperficies externas 5 5,68% 87,50%
Rayas Rayas en las superficies externas 4 4,55% 92,05%
Puerta no cierra
La puerta no cierra
correctamente 2 2,27% 94,32%No funciona Al conectar no arranca el motor 2 2,27% 96,59%
Gavetasdefectuosas Gavetas interiores con quiebres 1 1,14% 97,73%
Mala nivelaciónLa nevera se balancea y no sepuede nivelar 1 1,14% 98,86%
Motor noarranca
El motor no arranca después deciclo de parada 1 1,14% 100,00%
OtrosOtros defectos no incluidos enlos anteriores 0 0,00% 100,00%
Puertadefectuosa
Puerta del refrigerador no cierraherméticamente 0 0,00% 100,00%
TOTAL 88 100,00%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%Diagrama de Pareto
5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 3/20
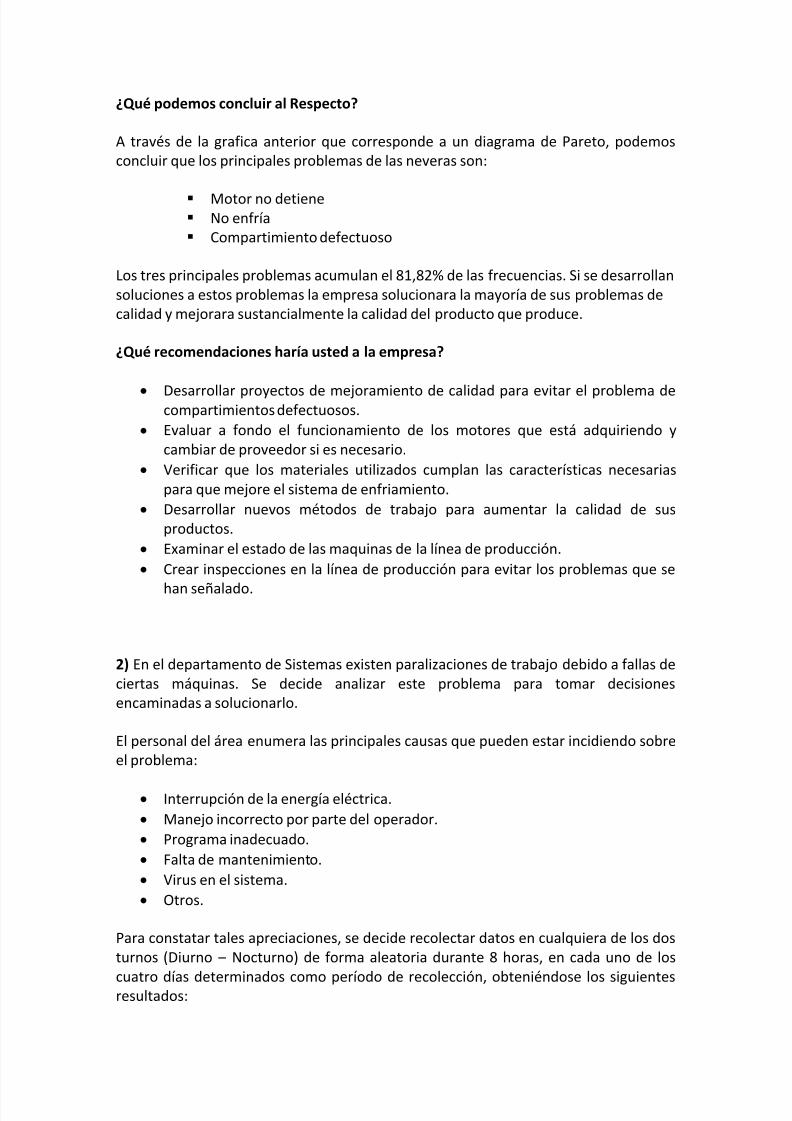
¿Qué podemos concluir al Respecto?
A través de la grafica anterior que corresponde a un diagrama de Pareto, podemosconcluir que los principales problemas de las neveras son:
Motor no detiene No enfría Compartimiento defectuoso
Los tres principales problemas acumulan el 81,82% de las frecuencias. Si se desarrollansoluciones a estos problemas la empresa solucionara la mayoría de sus problemas decalidad y mejorara sustancialmente la calidad del producto que produce.
¿Qué recomendaciones haría usted a la empresa?
Desarrollar proyectos de mejoramiento de calidad para evitar el problema decompartimientos defectuosos.
Evaluar a fondo el funcionamiento de los motores que está adquiriendo ycambiar de proveedor si es necesario.
Verificar que los materiales utilizados cumplan las características necesariaspara que mejore el sistema de enfriamiento.
Desarrollar nuevos métodos de trabajo para aumentar la calidad de susproductos.
Examinar el estado de las maquinas de la línea de producción.
Crear inspecciones en la línea de producción para evitar los problemas que se
han señalado.
2) En el departamento de Sistemas existen paralizaciones de trabajo debido a fallas deciertas máquinas. Se decide analizar este problema para tomar decisionesencaminadas a solucionarlo.
El personal del área enumera las principales causas que pueden estar incidiendo sobreel problema:
Interrupción de la energía eléctrica.
Manejo incorrecto por parte del operador.
Programa inadecuado.
Falta de mantenimiento.
Virus en el sistema.
Otros.
Para constatar tales apreciaciones, se decide recolectar datos en cualquiera de los dosturnos (Diurno – Nocturno) de forma aleatoria durante 8 horas, en cada uno de los
cuatro días determinados como período de recolección, obteniéndose los siguientesresultados:

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 4/20
Interrupción de la energía eléctrica ( 92 ) Manejo incorrecto por parte del operador ( 45 ) Programa inadecuado ( 114 ) Falta de mantenimiento ( 202 ) Virus en el sistema ( 19 )
Otros ( 16 )
Tipo de defectoFrecuenci
a % Total % Acumulado
Falta de mantenimiento 202 41,39% 41,39%
Programa inadecuado 114 23,36% 64,75%
Interrupción de la energía eléctrica 92 18,85% 83,61%
Manejo incorrecto por parte del operador 45 9,22% 92,83%
Virus en el sistema 19 3,89% 96,72%
Otros 16 3,28% 100,00%
TOTAL 488100,00
%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%Diagrama de Pareto

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 5/20
¿Qué podemos concluir al Respecto?
El diagrama de Pareto anterior nos muestra que los principales problemas son:
Falta de mantenimiento
Programa inadecuado Interrupción de la energía eléctrica
Los principales problemas del departamento de sistemas acumulan el 83,61% de lasfrecuencias. Al realizar investigaciones enfocadas en estos tres problemas se puedemejorar la efectividad de los sistemas y la maquinaria actual de la empresa.
¿Qué recomendaciones haría usted al Departamento de Sistemas?
Revisar las condiciones actuales del personal de mantenimiento, evaluar sus
capacidades y determinar si es necesario contratar personal adicional para elmantenimiento de las maquinas o si es mejor capacitar el personal actual ennuevas tecnologías.
Realizar una inspección profunda en la programación del software actualporque puede ser que ya no cubra las condiciones actuales del sistema y tal vezsea necesario el desarrollo de una nueva plataforma actualizada de softwaremás robusto.
Verificar las condiciones de la red eléctrica y hacerle mantenimiento preventivoo correctivo.
Contratar personal especializado de tiempo completo o por contrato en cada
una de las aéreas donde se concentran los problemas.
3) Servirápido es una Empresa de mensajería especializada en transporte y logística anivel nacional e internacional.
Actualmente la Compañía ha presentado Retrasos en las entregas de paquetes de una
Empresa de Mensajería. Por ésta razón se le ha contratado a usted para:
a) Hacer una lluvia de ideas “Brainstorming” (al menos 10 – 15 ideas) para identificarel mayor número posible de causas que puedan estar contribuyendo para generarel problema, preguntando “¿Por qué está sucediendo?”
Vehículos antiguos
Operarios poco capacitados
Mal sistema de direccionamiento
Rutas complicadas
Rutas obsoletas
Pocos centros de distribución
Efectos climáticos Fallas en los vehículos

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 6/20
Pocos vehículos para transportar determinados paquetes
Datos erróneos de los clientes
Falta de personal
Irresponsabilidad de los conductores
Mal sistema de empacado de los paquetes
b) Construya un Diagrama de Causa y Efecto Agrupando las causas en categorías. Unaforma muy utilizada de agrupamiento es la conocida como 6M: Maquinaria, Mano deObra, Método, Materiales, Mediciones y Medio ambiente. Para comprender mejor elproblema, busque las subcausas (hasta tercer grado de desagregación).
b) Desarrollar el Árbol de Problemas y Objetivos correspondiente a la NoConformidad de la Empresa.

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 7/20
Diagrama Causa Efecto

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 8/20
Árbol del Problema
Árbol de Objetivos

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 9/20
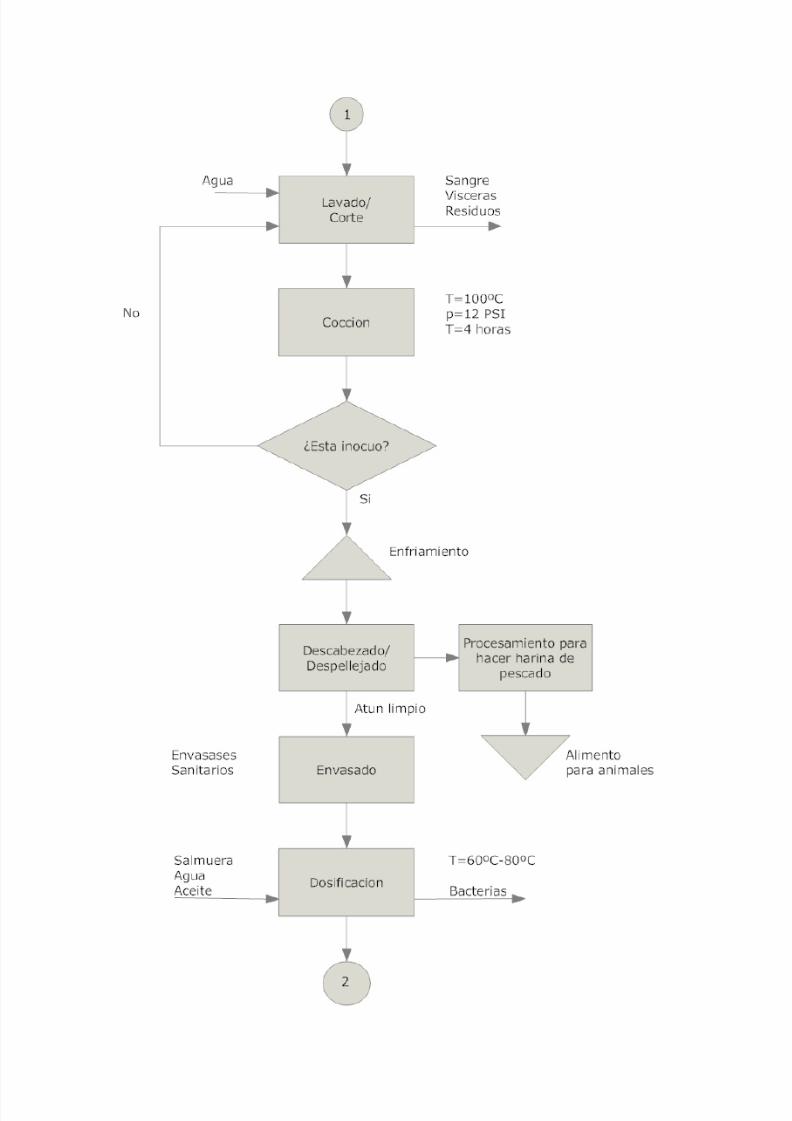
4) Descripción Proceso Atún Enlatado en Agua:
Paso 1. Recepción: El atún a ser procesado es suministrado a la planta proveniente deuna flota atunera y es revisado por un inspector de control de calidad para suevaluación. Si el Atún cumple con los parámetros de inspección, se continúa con el
paso siguiente, de lo contrario se efectúa una devolución al Proveedor.
Paso 2. Clasificación: El atún es clasificado de acuerdo con peso en kilogramos y con laespecie.
Paso 3. Lavado: Una vez el pescado en la planta, se procede a eliminar las materiasextrañas tales como la basura, tierra, lodo, roca, otras especies marinas, concantidades suficientes de agua limpia con una temperatura de 5 ºC.
Paso 4. Corte y Eviscerado: Se efectúa cuando el tejido muscular aún es firme con el
fin de evitar pérdida de producto aprovechable. El corte depende del tamaño del atúny de la dimensión de la pieza que se desea obtener. Luego se limpia retirandocuidadosamente las vísceras, posteriormente pasan a la siguiente fase. Si el atún nocumple con los estándares mínimos de inocuidad se regresa al proceso de Lavado.
Paso 5. Lavado Post Corte: Se lavan los trozos provenientes del corte con abundanteagua a temperatura ambiente para eliminar residuos de sangre, vísceras y otras partes.
Paso 6. Cocción: La cocción se la realiza los cocinadores, a una temperatura de 100°C,12 PSI (libras/pulgadas2) por un tiempo de 4 horas para atunes con tamaño-peso de 80
libras. Si el atún no cumple con los estándares mínimos de inocuidad se regresa alproceso de Lavado Post Corte.
Paso 7. Descabezado/despellejado y limpieza: Luego del enfriamiento respectivo, lasbandejas que contienen el pescado se colocarán al borde de las mesas donde elpersonal destinado a esta tarea hace la separación manual primeramente la cabeza delcuerpo y luego con cuchillos se realiza el raspado o quitado de la piel, sacado deespinas y sangre, para obtener lomos atún limpios y de excelente calidad. Los lomosquedan listos para ser empacados. La piel, espinas y grasa se utilizan para producirharina de pescado, materia prima para la producción de alimentos para animales.
Paso 8. Envasado: Una vez el atún limpio se coloca manualmente en los canaleshorizontales de la máquina llenadora/cortadora para ser empacados y cortados de unaforma automática en envases sanitarios, cuyo formato depende de la presentaciónestipulada a producirse previamente. Se controla constantemente el peso de las latas.
Paso 9. Dosificación de líquido de cobertura: Al atún empacado se le adiciona unadosis de salmuera y luego el líquido de cobertura (agua o aceite), a una temperaturaentre 60 - 80 °C. La adición del líquido de cobertura sirve como medio de transmisiónde calor y eliminar algunas bacterias que pudieran estar presentes; controlándose elespacio de cabeza.

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 10/20
Paso 10. Sellado y lavado: Los envases son cerrados herméticamente para garantizaren gran medida la vida útil del producto. Esta operación es realizada de formaautomática y la tapa es codificada previamente para la identificación del lotecorrespondiente.
El sellado debe ser realizado con pruebas de doble cierre y de vacío a las latas yregulando la máquina de sellado cuando se encuentren daños en las latas.
Los envases ya cerrados se lavan con agua a presión y a una temperatura de 50 a 70 °Cpara eliminar remanentes de líquido de cobertura en la superficie del conjuntoenvase/tapa.
Paso 11. Esterilización: Es la fase más importante del proceso donde el producto essometido a la acción del vapor directo a una temperatura de 116.7°C, 12.5 PSI(libras/pulgadas2) por un tiempo de 60 minutos, con la finalidad de reducir la carga
microbiana a niveles seguros (en un 90% de la carga inicial).
Paso. 12 Escurrido y Secado: Una vez esterilizadas, enfriadas y escurridas las latas sonsecadas. Si el producto no cumple con los parámetros de esterilización se regresa alpaso anterior.
Paso. 13 Etiquetado y embalaje: El etiquetado del producto terminado es manual,previamente se realiza una limpieza de cada una de las latas, lo que a su vez permiteseparar las latas con defecto físico.
Las latas etiquetadas se colocan en cajas de cartón de 12, 24, y 48 unidades.
Los cartones embalados se los traslada a las bodegas en donde son estibados ypaletizados.
Paso 14. Almacenamiento/cuarentena y distribución: Los embalajes de productoterminado, estarán a temperatura ambiente en condiciones adecuadas de luz yventilación (Humedad Relativa de entre 80-90%), durante 15 días para verificar lacalidad del producto frente a la posible manifestación de defectos de fabricación comoabombamiento, filtración de líquido, etc. hasta su posterior venta y distribución. Elproducto tiene un tiempo de vida útil de alrededor de 4 años.
Represente la Descripción del proceso de elaboración de enlatado de atún en agua en
un Diagrama de Flujo (Flujograma)

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 11/20
Flujograma
5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 12/20

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 13/20

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 14/20
5) Case Study - Welz Business Machines
Welz Business Machines sells and services a variety of copiers, computers, and otheroffice equipment. The company receives many calls daily for service, sales, accounting,and other departments. All calls are handled centrally by customer service
representatives and routed to other individuals as appropriate. A number of customershad complained about long waits when calling for service. A market research studyfound that customers became irritated it the call was not answered within five rings.Scott Welz, the company president, authorized the customer service departmentmanager, Tim, to study this problem and find a method to shorten the callwaitingtime. Tim met with the service representatives who answered the calls to attempt todetermine the reasons for long waiting times. The following conversation ensued.
Tim: This is a serious problem. How a customer phone inquiry is answered to the firstimpression the customer receives from us. As you know, this company was founded on
efficient and friendly service to all our customers. It’s obvious why customer have towait: You’re on the phone with another customer. Can you think of any reasons that
might keep you on the phone for an unnecessarily long time?
Robin: I’ve noticed quite often that the person to whom I need to route the call is notpresent. It takes time to transfer the call and to see if it is answered. If the person isnot there, I end up apologizing and transferring the call to another extension.
Tim: You’re right, Robin. Sales personnel often are out of the office on sales calls, awayon trips to preview new products, or away from their desks for a variety of reasons.
What else might cause this problem?
Ravi: I get irritated at customers who spend a great deal of time complaining about aproblem that I cannot do anything about except refer to someone else. Of course, Ilisten and sympathize with them, but this eats up a lot of time.
Lamarr: Some customers calls so often, they think we’re long-lost friends and strike upa personal conversation.
Tim: That’s not always a bad thing, you realize.
Lamarr: Sure, but it delays my answering other calls.
Nancy: It’s not always the customer’s fault. During lunch, we’re not all available to
answer the phone.
Ravi: Right after we open at 9 A.M., we get a rush of calls. I think that many of thedelays are caused by these peak periods.
Robin: I’ve noticed the same thing between 4 and 5 p.m.
Tim: I’ve had a few comments from department managers who received calls that
didn’t fall in their areas of responsibility and had to be transferred again.

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 15/20
Mark: But that doesn’t cause delays at our end.
Nancy: That’s right, Mark, but I just realized that sometimes I simply don’t understand
what the customer’s problem really is. I spend a lot of time trying to get him or her to
explain it better. Often, I have to route it to someone because other calls are waiting.
Ravi: Perhaps we need to have more knowledge of our products.
Tim: Well, I think we’ve covered most of the major reasons why many customers have
to wait. It seems to me that we have four major reasons: the phones are short-staffed,the receiving party is not present, the customer dominates the conversation, and youmay not understand the customer’s problem. Next we need to collect some
information about these possible causes. I will set up a data collection sheet that youuse to track some of these things. Mark, would you help me on this?
Over the next two weeks the staff collected data on the frequency of reasons whysome callers had to wait. The results are summarized as follows:
Reason Total / Number
A. Operators short-staffed / 172
B. Receiving party not present / 73
C. Customer dominates conversation / 19
D. Lack of operator understanding / 61
E. Other reasons / 10
Questions
1. From the conversation between Tim and his staff, draw a cause-and-effect diagram.
2. Perform a Pareto analysis of the data collected.
3. What actions might the company take to improve the situation? (Constructed 5W +2 H for the Problem and Solution’s Planification)

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 16/20
Diagrama causa efecto

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 17/20
Diagrama de Pareto
Tipo de defectoFrecuenci
a % Total%
Acumulado
Operators short-staffed 172 50,44% 50,44%
Receiving party not present 79 23,17% 73,61%
Lack of operator understanding 61 17,89% 91,50%
Customer dominates conversation 19 5,57% 97,07%
Other reasons 10 2,93% 100,00%
TOTAL 341 100,00%
Las principales razones del problema son la escasez de dotación personal y la falta decomunicación con los vendedores donde se concentran el 73,61% de los datos.
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
Operators short-staffedReceiving party not presentLack of operator understandingCustomer dominates conversationOther reasons
Diagrama de Pareto

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 18/20
5W-2H
Tema ¿Qué? Larga espera en la atención telefónica
Secuencia ¿Cuándo? En las fechas que se desarrolla la
investigación del problema, el enunciadono es tan específico.
Ubicación ¿Dónde? Empresa Welz Business Machines
Personas ¿Quién? Tim – director del departamento deatención al cliente
Método ¿Cómo? Reunir datos en hoja de datos.
Hablar con los operarios
Hablar con clientes
Verificar condiciones actuales del
entorno laboral.
Cantidad ¿Cuánto? El enunciado no brinda informaciónsobre este punto.
Causa ¿Por qué? Dotación personal
Comportamiento de los clientes
Ausencias representativas
Conocimientos del operador

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 19/20
TALLER HERRAMIENTAS MEJORAMIENTO DE PROCESOS
JUAN JOSE ROJAS REYESCOD. 0952402
Profesor:ING. CARLOS ALBERTO ROJAS
SISTEMAS Y PROCEDIMIENTOS
INGENIERIA INDUSTRIALV SEMESTRE
UNIVERSIDAD DEL VALLE
ZARZAL –
VALLE2011

5/14/2018 Taller 1 - slidepdf.com
http://slidepdf.com/reader/full/taller-1-55a930df57503 20/20






![Taller de..[1]](https://img.pdfslide.es/doc/110x75/55ba1681bb61eb1e5f8b458c/taller-de1-55bd2940c59cb.jpg)