Embed Size (px)
DESCRIPTION
academico
Citation preview


MejoraMejora dede lala EfectividadEfectividad dede
EquiposEquipos yy SistemasSistemas
Eliminar mediante Eliminar mediante metodologías especiales las metodologías especiales las
seis grandes fallas o pérdidas seis grandes fallas o pérdidas que se producen en un sistema que se producen en un sistema
productivo productivo

CONCEPTOS DE MEJORA DEL TPM
LAS SEIS GRANDES FALLAS
1. Por averías
2. Por preparación y ajuste
3. Por inactividad y pérdidas menores
4. Por velocidad reducida
5. Por defecto de calidad y repetición de trabajos
6. Por puesta en marcha

EFICACIA DE EQUIPO
(SEIS GRANDES PERDIDAS)
• TIEMPO MUERTO 1 Averías debido a fallas de equipo 2 Preparación y ajustes
• PERDIDAS DE VELOCIDAD 3 Tiempos en vacío y paradas cortas 4 Velocidad reducida
• DEFECTOS 5 Defectos en proceso y repetición de trabajos 6. Menor rendimiento entre la puesta en marcha de
las máquinas y la producción estable.

PERDIDAS POR AVERIAS
AVERIAS Pérdidas
DE TIEMPO, cuando se reduce la productividad.
DE CANTIDAD, por productos defectuosos
• Esporádicas: Obvias y fáciles de corregir
• Menores Crónicas: Son ignoradas o descuidados después de intentar corregirlas. Casan al mayor % de pérdidas.
• Para corregirlas se intenta incrementar la fiabilidad.
• No se requiere mucha inversión para maximizar la eficacia del equipo.
AVERIAS

PERDIDAS POR PREPARACION Y AJUSTES
Se producen cuando se ha culminado la producción de un lote y se desea producir otro con variación de las especificaciones; esto origina tanto Tiempos Muertos, como productos de defectuosos.
La idea es reducir al mínimo los Tiempos de Preparación interna (operaciones que se llevan a cabo mientras la maquina esta parada) y los Tiempos de Preparación Externa (operaciones que se llevan a cabo mientras la máquina esta funcionando).

INACTIVIDAD Y PERDIDAS POR PARADAS MENORES
Una parada menor surge por mal funcionamiento temporal o cuando la máquina está inactiva. No son producidas por averías. La producción es restituida moviendo la pieza o el producto que obstaculiza la marcha y reajustando el equipo.
Las parada menores y la inactividad se pasan por alto, son difíciles de cuantificar, por ello no se mide generalmente el grado que afectan la productividad.
PERDIDAS DE VELOCIDAD REDUCIDA
Las pérdidas de velocidad reducida se refieren a la diferencia entre la velocidad diseñada para el equipo y la velocidad real operativa.
El equipo puede operar a una velocidad diferente a la ideal, por:
• Problemas mecánicos y calidad defectuosa
• Problemas antecedentes o temor de abusar del equipo o sobrevalorarlo.
• Desconocimiento de la velocidad óptima.

DEFECTOS DE CALIDAD Y REPROCESAMIENTO
Los defectos de calidad en los procesos y el reprocesamiento de trabajos son pérdidas de calidad causados por el malfuncionamiento del equipo de producción.
Los defectos esporádicos se corrigen fácil y rápidamente al normalizarse las condiciones de trabajo de los equipos.

Tiempo de carga
Tiempo de operación
Tiempo de operación válido
Tiempo de operación neto
Pérdidasparadas
5. Defectos enproceso
6. Pérdidasarranque
1. Averías
2. Preparación maq. y ajuste
MEDICIÓN DE LA EFECTIVIDAD DEL EQUIPO
3. Inactividad paradas menores
4. Reducciónvelocidad
Tiempo de Operación Válido
Tiempo de Operación Neto
Tiempo de Operación
Tiempo de Operación Neto
x
Tiempo de Operación
Tiempo de carga
xEfectividad Global de
Equipo=
Efectividad Global de
Equipo
Tiempo de Operación Válido
Tiempo Carga=
Pérdidasvelocidad
Perdidascalidad
TIEMPO DE CARGA. Es el tiempo total disponible para operar menos el tiempo muerto planificado o necesario. Se refiere a la disponibilidad neta del equipo durante un período dado.
TIEMPO DE OPERACIÓN. Es el tiempo de carga menos el tiempo que la máquina está parada debido a averías, prepa-raciones, ajustes, cambio herramientas, etc.
Es decir el tiempo de operación real.
TIEMPO DE OPERACIÓN NETO. Resulta de restar al tiempo operativo las pérdidas de tiempo debidas a paradas menores y de operación a una velocidad menor. Por tanto es el tiempo aquel en que el equipo opera a una velocidad estable y constante.
TIEMPO DE OPERACIÓN VÁLIDO. Es el tiempo operativo neto menos el tiempo que se estime requiere la repetición de los productos defectuosos o se descuentan los productos defectuosos..
Disponibilidad
o tasa de
operación
Tasa de
rendimiento
Tasa
de calidad
Efectividad
global del equipo= x x
DISP
REND
CAL

Tasa derendimiento
T.Ciclo teórico x cantidad procesada
Tiempo de operación
=
Disponibilidad =
Tiempo Tiempo de de carga paradas
Tiempo de carga
-
Tasa de calidad
Cantidad - Cantidad de Procesada defectos
Cantidad Procesada
=
Tiempo de operación
Tiempo de carga
Tiempo de operación
neto
Tiempo de operación
válido
Pér
did
as
para
das
Pér
dida
s ve
loci
dad
Pér
did
as
calid
ad
1. Averías
2. Preparación maq. y ajuste
3. Inactividad paradas menores
4. Reducciónvelocidad
5. Defectos enproceso
6. Pérdidasarranque
Disponibilidad
o tasa de
operación
Tasa de
rendimiento
Tasa
de calidad
Efectividad
global del equipo= x x
MEDICIÓN DE LA EFECTIVIDAD DEL EQUIPO

EFECTIVIDAD DEL EQUIPOEFECTIVIDAD DEL EQUIPO
CONCEPTO
EFECTIVIDAD = TASA DISPONIBILIDAD X TASA RENDIMIENTO X TASA CALIDAD
TASA RENDIMIENTO = TASA OPERACIÓN NETA X TASA DE VELOCIDAD OPERATIVA
TASA DISPONIBILIDAD = _______________ = ________________________
TASA DE VELOCIDAD = TIEMPO IDEAL DEL CICLO
T. OP ERATIVO T. CARGA - T. PARADAS
T. DE CARGA T. DE CARGA
TASA OPERACIÓN NETA = OUTPUT X TIEMPO REAL DEL CICLO
TIEMPO OPERATIVO
TIEMPO REAL DEL CICLO
TASA DE CALIDAD = CANTIDAD DE PRODUCTOS ACEPTABLES
CANTIDAD TOTAL
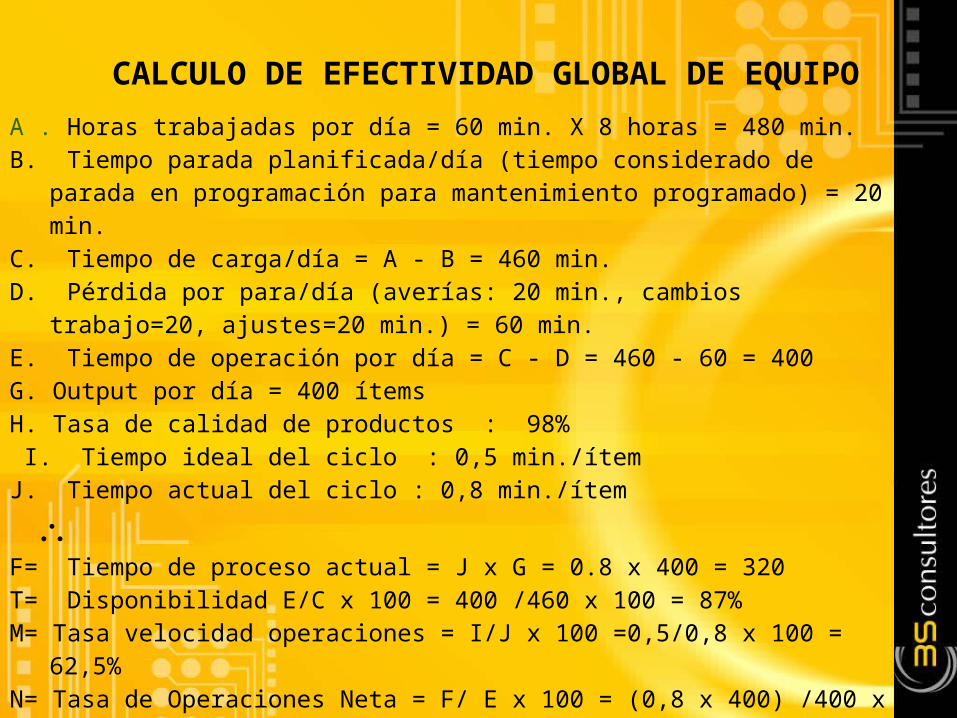
CALCULO DE EFECTIVIDAD GLOBAL DE EQUIPO
A . Horas trabajadas por día = 60 min. X 8 horas = 480 min.B. Tiempo parada planificada/día (tiempo considerado de parada en programación
para mantenimiento programado) = 20 min.C. Tiempo de carga/día = A - B = 460 min.D. Pérdida por para/día (averías: 20 min., cambios trabajo=20, ajustes=20 min.) =
60 min.E. Tiempo de operación por día = C - D = 460 - 60 = 400 G. Output por día = 400 ítemsH. Tasa de calidad de productos : 98% I. Tiempo ideal del ciclo : 0,5 min./ítemJ. Tiempo actual del ciclo : 0,8 min./ítem
F= Tiempo de proceso actual = J x G = 0.8 x 400 = 320T= Disponibilidad E/C x 100 = 400 /460 x 100 = 87% M= Tasa velocidad operaciones = I/J x 100 =0,5/0,8 x 100 = 62,5%N= Tasa de Operaciones Neta = F/ E x 100 = (0,8 x 400) /400 x 100 = 80% L= Eficiencia de Rendimiento = M x N x 100= 0,625 x 0,800 x 100 = 50%Efectividad Global de Equipo = T x L X H x 100 = 0,87 x 0,50 x 0,98 x 100 = 42,6 %
EFECTIVIDAD GLOBAL DE EQUIPOS
• Disponibilidad : 90% o más
• Eficiencia - Rendimiento : 95% o más
• Tasa de Calidad de Productos : 99% o más
EFECTIVIDAD GLOBAL DE EQUIPOS =
0.90 X 0.95 X 0,99 X 100 = 85% ....... ó +

EFECTIVIDAD DEL EQUIPOEFECTIVIDAD DEL EQUIPO
Este es un indicador que permite conocer, no sólo la eficacia del equipo, sino que además nos proporciona una pauta acerca de las fuentes de su ineficacia.

MEDICION DE LA EFECTIVIDAD DEL EQUIPO
EFECTIVIDADGLOBAL DE EQUIPO
= DISPONIBILIDAD X TASA DE RENDIMIENTO X TASA DE CALIDAD
• PERDIDAS POR AVERIAS
• PERDIDAS EN LA PREPARACION
• OTRAS
DISPONIBILIDAD
• PERDIDAS POR TIEMPOS MUERTOS Y PARADAS MENORES
• PERDIDAS POR DISMINUCION DE VELOCIDAD
TASA DE RENDIMIENTO
• DEFECTOS DE CALIDAD Y REPETICION DE TRABAJOS
• PERDIDAS POR PUESTA EN MARCHA.
TASA DE CALIDAD

EJEMPLOS DE EFECTIVIDAD
• Incremento productividad del personal 150% en promedio
• Incremento valor añadido por persona 132%
• Incremento por tasa de operación 75%
• Reducción de averías 98%
PRODUCTIVIDAD
P

EJEMPLOS DE EFECTIVIDAD
CALIDAD
Q
•Reducción de defectos en proceso 90%
•Reducción de defectos 70%•Reducción de reclamaciones de clientes 50%
COSTOC
•Reducción en personal 30%•Reducción en costos de mantenimiento 30%

EJEMPLOS DE EFECTIVIDAD
COSTO C
• CONSERVACION DE ENERGIA 30%
ENTREGAS D
• REDUCCION DE STOCKS (EN DIAS) 50%
• INCREMENTO DE ROTACION DE INVENTARIOS 200%
SEGURIDAD/ENTORNO S
• CERO ACCIDENTES
• CERO POLUCION (TODA LA MUESTRA)
MORAL M
• AUMENTO DE IDEAS DE MEJORA REMITIDAS 23O%
• AUMENTO DE REUNIONES DE GRUPOS PEQUEÑOS 200%

Deterioro no chequeado
Debilidades de
diseño inherentes
No seguidoslos estándaresde operación
Negligenciaen condiciones
básicas
Destrezainadecuada
PORQUE SE PRODUCEN LAS AVERIAS
FALLAS CRONICAS Y FALLAS ESPORADICAS CONCEPTO
• FALLA CRONICA: Fenómeno que ocurre REPETIDAMENTE dentro de cierto intervalo. Producida por defectos ocultos en la maquinaria, equipo y métodos.
• FALLA ESPORADICA: Fenómeno que ocurre REPENTINAMENTE dentro de cierto intervalo. Normalmente provocadas por la introducción de cambios ( equipos, plantillas, métodos, heramientas, o condiciones operativas)

PERDIDAS CRONICAS Y ESPORADICAS
La clave es la innovación
PERDIDAS ESPORADICAS
La clave es la restauración, volver al nivel previo.
Condiciones óptimas (cero defectos)
PERDIDA CRONICA
Tasa de Defectos
Tiempo

Atacar causas y no aminorar efectos.
La solución de un problema no debe crear otros.
- En todo proceso hay dos tipos de variación: la especial y la común. La confusión entre causa común y especial produce frustración en todos los niveles, así como más variación, costos mayores y productividad reducida.
- En los equipos y sistemas tenemos dos tipos de fallas: la esporádica y la crónica. Los conceptos de pensamiento estadístico, los análisis de Causa-Efecto, CEP y otras metodología permiten distinguirlas y eliminarlas.
05
101520253035404550
1 2 3 4 5 6 7 8 9
LIMSUP
LIMINF
PROM

1. Normalmente latentes
2. Poca incidencia de pérdida por incidente
3. Frecuentes
4. Difíciles de cuantificar
5. De fácil restauración por operadores
6. Frecuentemente desconocidas por supervisores
7. Se evidencian comparando con condiciones
óptimas
CARACTERISTICAS DE FALLAS CRONICAS

ORIGEN DE LAS FALLAS CRONICAS
CONOCIDAS:
1. ACCION CORRECTORA SIN ÉXITO
2. ACCION CORRECTORA POCO EFICAZ POR URGENCIA
3. INACTIVIDAD POR CREENCIA QUE BENEFICIOS < QUE COSTOS
DESCONOCIDAS:
1. BAJA CONFIABILIDAD DE LAS MÁQUINAS
2. DEFECTOS DE FABRICACIÓN
3. DEFECTOS DE OPERACIÓN
4. SUSTITUCIÓN INADECUADA DE COMPONENTES
5. MALAS PRÁCTICAS DE MANTENIMIENTO

REDUCCIÓN DE LAS PÉRDIDAS CRÓNICAS
1. ELIMINAR PEQUEÑOS DEFECTOS DEL EQUIPO.
2. AUMENTAR LA FIABILIDAD DEL EQUIPO.
3. APRENDER A UTILIZAR Y MANEJAR EL EQUIPO.
4. IDENTIFICAR, ESTABLECER Y MANTENER
CONDICIONES OPERATIVAS ÓPTIMAS DE EQUIPO.
5. RESTABLECER CONDICIONES OPERATIVAS DEL
EQUIPO.

1. ELIMINAR PEQUEÑOS DEFECTOS DE EQUIPO, MEDIANTE:
• HERRAMIENTA DE ANALISIS CAUSA - EFECTO• HERRAMIENTA DE ANALISIS P-M
PASOS A SEGUIR
1. Esclarecer el problema2. Hacer análisis físico3. Listar condiciones potenciales que inciden4. Evaluar equipo, método y materiales5. Planificar investigación6. Investigar desfunciones7. Formular planes de mejora

FIABILIDAD INTRINSECA
DEL EQUIPO
- Fiabilidad de Diseño
- Fiabilidad de fabricación
- Fiabilidad de instalación
FIABILIDAD OPERATIVA
DEL EQUIPO
- Fiabilidad de Operación
- Fiabilidad de Mantenimiento
2. AUMENTAR LA FIABILIDAD DEL EQUIPO

3. APRENDER A UTILIZAR Y MANEJAR EL EQUIPO.
* UTILIZAR ADECUADAMENTE EL EQUIPO. - TÉCNICA PARA HACER PLENO USO DEL EQUIPO - TÉCNICA PAR GESTIONAR EL EQUIPO
* MANTENER ADECUADAMENTE EL EQUIPO - HABILIDAD PARA HACER PLENO USO DEL EQUIPO. - REQUERIMIENTOS BÁSICOS DEL EQUIPO. - HABILIDAD PARA GESTIONAR EL EQUIPO. - FUNCIONES DE PERSONAS RELACIONADAS CON EL EQUIPO
4. IDENTIFICAR, ESTABLECER Y MANTENER CONDICIONES OPERATIVAS DEL EQUIPO
• Condiciones operativas del equipo• Precisión de la Instalación del equipo• Precisión de montaje de partes y componentes• Función del equipo• Entorno del equipo• Apariencia externa del equipo• Precisión y dimensiones de partes y componentes• Materiales y resistencia de partes y componentes

5. RESTABLECER CONDICIONES OPTIMAS DEL EQUIPO
ENFOQUE
ACTIVIDADES
EVITAR EL DETERIORO ACELERADO
- LIMPIEZA
- LUBRICACION
- AJUSTES
- MANTENIMIENTO PREDICTIVO
5. RESTABLECER CONDICIONES OPTIMA DEL EQUIPO
DEVOLVER AL EQUIPO SUS CONDICONES DISEÑO, IDEALES O PROPIAS
ORIGEN
ADVERTENCIA
CONCEPTO
GENERALMENTE POR PEQUEÑOS CAMBIOS EN CONDICIONES: TOLERANCIAS, METODOS DE ENSAMBLADO, PRECISION, DESGASTE, ETC.
GENERALMENTE NO SE LOGRAN REPARACIONES EFICACES CAMBIANDO MECANISMOS, MATERILAES O FORMA DE PIEZA, PORQUE LAS AVERIAS SE ORIGINAN POR CAMBIOS EN CONDICIONES OPERACIONALES DE LOS EQUIPOS.
LA PLENA POTENCIA DEL EQUIPO SOLO PUEDE LOGRARSE CUANDO HAY UN EQUILIBRIO ENTRE RESISTENCIA Y PRECISION DE SUS PARTES Y
COMPONENTES.
5. RESTABLECER CONDICIONES OPTIMAS DEL EQUIPO
FALTA DE INFORMACION EN CUANTO A:
• CONDICIONES DE DISEÑO, OPTIMAS U ORIGINALES• METODOS PARA DETECTAR EL DETERIORO• CRITERIOS PARA MEDIR EL DETERIORO• PROCEDIMIENTOS PARA RESTAURAR CONDICIONES
REQUISITOS PARA SU IMPLANTACION
• METODOS PARA MEDIR EL DETERIORO
• INSTRUMENTOS PARA MEDICION DE ANOMALIAS
• CONOCER CONDICIONES NORMALES
• ESTABLECER PUNTOS DE INTERVENCION
DIFICULTADES
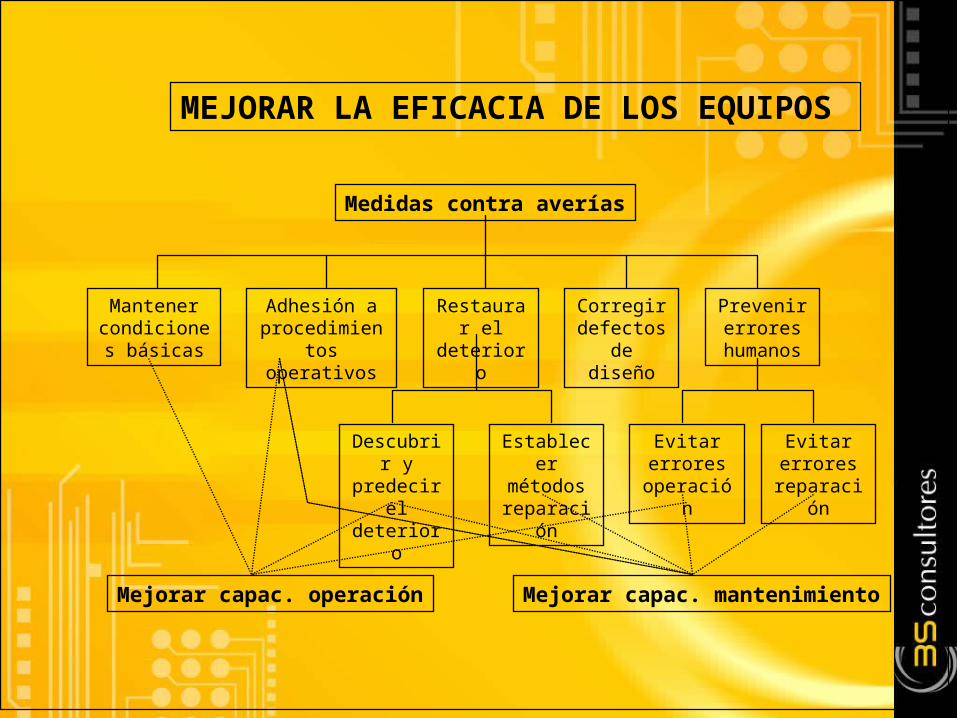
Medidas contra averías
Mantener condiciones
básicas
Adhesión a procedimientos
operativos
Restaurar el deterioro
Corregir defectos de diseño
Prevenir errores
humanos
Descubrir y predecir el deterioro
Establecer métodos
reparación
Evitar errores
operación
Evitar errores
reparación
Mejorar capac. operación Mejorar capac. mantenimiento
MEJORAR LA EFICACIA DE LOS EQUIPOS

RELACION ENTRE DISPONIBILIDAD, MANTENIBILIDAD Y FIABILIDAD
Donde:MTBF = Mean time between failures, tiempo medio entre fallas = TTBF/m
MUT = Mean up time, tiempo medio de funcionamiento entre fallas = UT/m
MDT = Mean down time, tiempo medio de indisponibilidad entre fallas = DT/m
MTTR = Mean time to repair, tiempo medio para reparar = TTR/m
UT+DT MUT + MDT
Disponibilidad =
MTBF - MTTR
MTBF
UTDisponibilidad = =
MUT

t
t
FALLA 1 FALLA 2 FALLA 3
MTTF
MTBF
MTTR
REAL
PROMEDIO
MTTF = MTBF - MTTR
RELACION ENTRE DISPONIBILIDAD, MANTENIBILIDAD, Y FIABILIDAD
Donde:MTTR = Mean time to repair. Tiempo medio para reparar = TTRi/n MTTF = Mean time to fail. Tiempo medio hasta fallar = TTFi/nMTBF = Mean time between failures. Tiempo medio entre fallas = TTBF/n
TTR1 TTR2 TTR3TTF1 TTF2 TTF3
Disponibilidad =
MTBF - MTTR
MTBF
En porcentaje establece la proporción del tiempo de funcionamiento normal promedio sobre todo el tiempo programado para ello.

1
0
TTF TBF
UT
F1
DT
TTR
RELACION ENTRE DISPONIBILIDAD, MANTENIBILIDAD Y FIABILIDAD
1 = Condición operacional del equipo DT= Doun time (Tiempo no operativo entre0 = Condición no operacional del equipo fallas)F1 = Falla i-ésima TTR=Time to repair (tiempo para reparar)TTF = Time to fail (tiempo hasta fallar)TBF = Time between failure ( tiempo entre fallasUT = Up Time (tiempo operativo entre fallas

TPMTPM
MantenimientoMantenimientoPlanificado Planificado
(Preventivo) (Preventivo) MantenimientoMantenimiento
AutónomoAutónomo
MejoraMejora dede lala EfectividadEfectividad dede
EquiposEquipos yy SistemasSistemas
GestiónGestión TempranaTemprana dede EquiposEquipos ee InstalacionesInstalaciones..
Capacitación y Capacitación y Entrenamiento.*Entrenamiento.*
Mantenimiento Mantenimiento PlanificadoPlanificado(Preventivo)(Preventivo)

Mantenimiento Mantenimiento PlanificadoPlanificado(Preventivo)(Preventivo)
Labores planificadas y programadas mediante un Sistema de Mantenimiento
Planificado

Labores de MantenimientoLabores de MantenimientoLabores de MantenimientoLabores de Mantenimiento
INSPECCIONINSPECCION
Sensorial ó Instrumental
CONSERVACIONCONSERVACION
LimpiezasLubricacionesAjustes/Regulaciones
Preventivas
REPARACIONREPARACION
CorrectivaPreventivaPlanificada
¿El equipo esta¿El equipo esta bien?bien?
SI
NO
Mantenimiento PlanificadoMantenimiento Planificado

MANTENIMIENTO PLANIFICADOCONCEPTO
Consiste en las siguientes actividades básicas:
Inspección periódica y Reparación Planificada en base a la Inspección, además de las labores de Conservación (Limpieza, Lubricación, Ajuste / Regulación).
Las Reparaciones Preventivas existirán para cierto tipo de equipos y las Reparaciones Correctivas deberán ser minimizadas.
Todo esto fundamentado en estándares que deben revisarse periódicamente y plasmarse en planes y programas de mantenimiento, que deben ejecutarse y registrar los resultados de la Intervencion, incluyendo los costos incurridos.

Planificación de labores
¿Cómo?¿Con qué?
Programación de labores
¿Quíén? ¿Cuándo? ¿ Logística? Asegurar disponibilidades
Área de Planificación/Programación
ReparaciónCorrectiva
Inspección ReparaciónPlanificada
Reparación Correctiva
ConservaciónLimpiezaLubricaciónAjustes/Regulación
Labores Preventivas
Ejecución de Instalaciones
ProyectosMejorasAnálisis de fallas
Labores Planificadas
MANTENIMIENTO PLANIFICADOESTANDARIZACIÓN
Las actividades de mantenimiento deben estandarizarse por las siguientes razones:.
• Las diferentes labores de mantenimiento como son inspecciones, conservaciones y reparaciones de diferentes magnitudes e importancias, no serán eficaces si se deja que las personas lo realicen de cualquier manera.
• El trabajo de mantenimiento no es repetitivo y por lo general por esta razón es que tiene menos eficiencia que el de producción ya que se requiere larga preparación y los márgenes de error son altos.
• Se tarda mucho tiempo en dominar y tener destreza en las técnicas de mantenimiento. Por eso sólo algunos trabajadores experimentados saben aplicarlas.
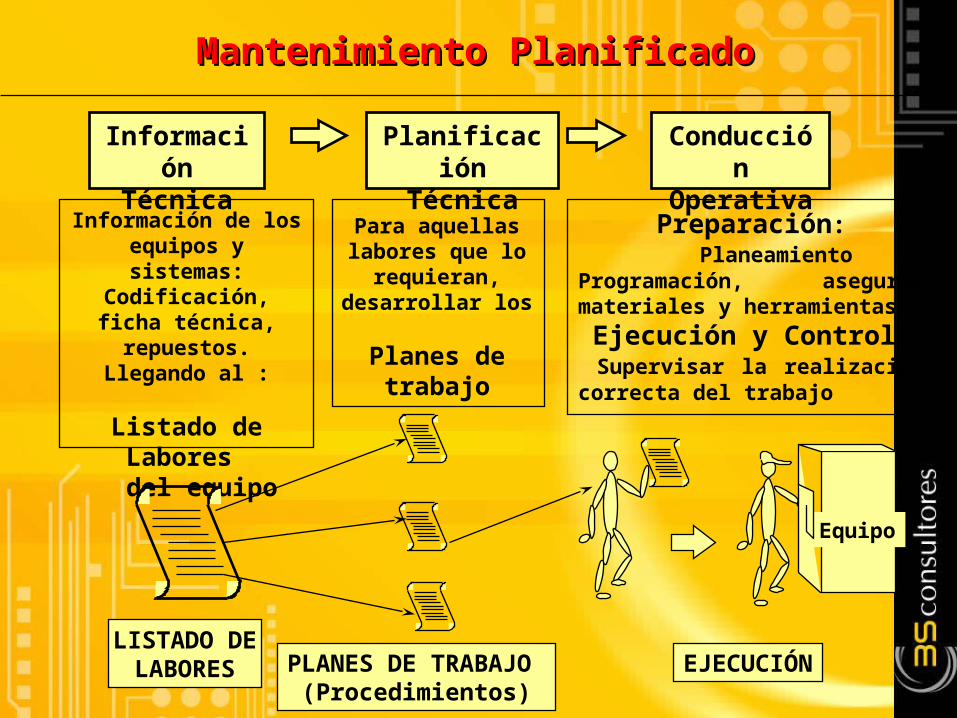
Información Técnica
Información de los equipos y sistemas:Codificación, ficha técnica, repuestos.
Llegando al :
Listado de Labores del equipo
LISTADO DELABORES
Planificación Técnica
Para aquellas labores que lo
requieran, desarrollar los
Planes de trabajo
PLANES DE TRABAJO (Procedimientos)
Conducción Operativa
Preparación: Planeamiento y Programación, asegurar materiales y herramientas.
Ejecución y Control: Supervisar la realización correcta del trabajo
Equipo
EJECUCIÓN
Mantenimiento PlanificadoMantenimiento Planificado

MANTENIMIENTO PLANIFICADO
TIPOS DE ESTANDARES
• De Diseño del Equipo: Usado en los elementos comunes del equipo como rodamientos, correas, métodos estandar de cálculo de capacidad de los equipos, etc.
• De Rendimiento o Especificaciones del Equipo: Se mide el rendimiento de equipo durante operación, además de especificaciones de partes, componentes, dimensiones, consumos, etc.
• De Abastecimiento: Determinan calidad de materiales y piezas de equipo.
• De Inspección de Componentes y Partes: Métodos de inspección y pruebas estándares para determinar idoneidad de materiales y repuestos usados en el equipo)
• De Operación y Aceptación: Pruebas de puestas en marcha)
MANTENIMIENTO PLANIFICADO
ESTANDARES DE MANTENIMIENTO
ESTANDARES DE MANTENIMIENTO DE EQUIPOS
• DE INSPECCION. Permiten determinar el deterioro, indican dónde, cuándo, con qué instrumento y con qué metodología se debe inspeccionar.
• DE SERVICIOS. Indican como realizar el mantenimiento de servicio y rutina, es decir las labores de conservación: limpieza, lubricación , ajuste / regulación.
• DE REPARACION. Indican como ejecutar la reparación, incluyendo métodos
ESTANDARES EFICACIA DEL MANT. Utilizados en la administración de los trabajos de mantenimiento. Miden la eficiencia del equipo de mant., estiman horas de trabajo disponibles y capacidades de reserva, etc.
MANTENIMIENTO PLANIFICADO
PLANIFICACIÓN DEL MANTENIMIENTO
PLANES ANUALES
• Determinar qué trabajo se requiere• Seleccionar el trabajo a realizar.• Estimar frecuencia de intervención.• Estimar Programas Preliminares• Revisar Previsiones de Abastecimiento
PLANES MENSUALES
Tomar en cuenta: - Registro de Fallas e Inspección - Solicitudes de otras unidades - Proyectos y otros planes

MANTENIMIENTO PLANIFICADO
PROGRAMACIÓN DEL MANTENIMIENTO
Semanales y diarios, los cuales deben incluir:
• ACTIVIDADES• RESPONSABLES• MATERIALES• ESPECIFICACIONES• HERRAMIENTAS Y EQUIPOS• OTROS RECURSOS

TIEMPO STIMADO
- MÉTODO- HERRAM / EQUIP- REP./ MAT.- PERSONAL
ORDEN DETRABAJO
PRIORIDADDISPONIBILIDAD DE
REP. / MATERIALHERRAM. / EQUIPO
PROGRAMA DE PRODUCCIÓN
EQUIPO DE MANT.
DISPONIBLE
PERSONAL PORESPECIALIDADES
DISPONIBLE
FUNCIONES DE MANTENIMIENTOFUNCIONES DE MANTENIMIENTOPLANIFICADOPLANIFICADO
SOLICITUD DE TRABAJO
PLANIFICADO
SISTEMA DE INFORMACIÓN
QUÉPOR QUÉDÒNDECUÁNTO
1SOLICITUD DE TRABAJOCORRECTIVO
PLANIFICAR
(CÓMO)
PROGRAMAR(CUÁNDO)
(QUIÉN)
ORDEN DETRABAJO YPROGRAMA
SUPERVISORASIGNA TRABAJO
2
E J E C U T A R
(DESPACHO)
- TRABAJO EJECUTA-DO
- TIEMPO REAL- VARIANTES
Feedback
3
INFORME DE PRODUCTI-VIDAD
SEMANAL
- TIEMPO ESTIMA-DO
- TIEMPO REAL- RETRASO
C O N T R O L
4

INVENTARIO DE MATERIALES Y REPUESTOS
CLASIFICACION DE MATERIALES Y REPUESTOS
- EQUIPOS DE RESERVA
- MATERIALES Y REPUESTOS - Internamente
- En talleres
Compradas
Fabricadas
- HERRAMIENTAS

INVENTARIO DE MATERIALES Y REPUESTOS
ETAPAS PARA IMPLANTACION
• MODERNIZACION
- Identificar materiales y repuestos
- Clasificar materiales y repuestos
- Levantamiento de especificaciones técnicas
- 1ra. etapa de racionalización (reducción de variedades)
- Codificación de materiales y repuestos.
- Distribución de almacén (es) de materiales y repuestos.
- Ubicación de materiales y repuestos.
• RACIONALIZACION DE VARIEDADES
OPTIMIZACION

MANTENIMIENTO PREDICTIVO
CONCEPTO
Conjunto de Técnicas que permiten identificar y cuantificar
cambios en el equipo que pueden generar fallas
TECNICAS FRECUENTESAnálisis de vibraciones Presiones diferenciales
Análisis de Lubricantes Impulso de Choque
Detección Fuga de fluidos Distancia entre Hierros
Detección de grietas Espesor de chapas

TPMTPM
MantenimientoMantenimientoPlanificado Planificado
(Preventivo) (Preventivo)
MantenimientoMantenimiento AutónomoAutónomo
MejoraMejora dede lala EfectividadEfectividad dede
EquiposEquipos yy SistemasSistemas
GestiónGestión TempranaTemprana dede EquiposEquipos ee InstalacionesInstalaciones..
Capacitación y Capacitación y Entrenamiento.*Entrenamiento.*
Mantenimiento Mantenimiento AutónomoAutónomo
Mantenimiento Mantenimiento AutónomoAutónomo
Participación de los opera-dores en labores simples pero muy importantes del mantenimiento:
Limpieza, Lubricación, Ajuste / Regulación.
MANTENIMIENTO AUTONOMO
Es el mantenimiento realizado por pequeños grupos, consiste en realizar tareas de mantenimiento de carácter rutinario, de naturaleza preventiva.
El mantenimiento autónomo es el elemento clave del TPM. Ya que en esta actividad se basa su éxito.
Las actividades del que debe realizar los operarios en pequeños grupos, generalmente son dos:
• Mantenimiento rutinario
• Proyectos de mejora

Nivel de Habilidad
1 2 3 1 2 3
LINEA ORGANIZACIONAL
0
Habilidad del Téc. de Mant. Habilidad del OperadorBAJOALTO BAJO ALTO
X
Ajuste de Empaquetadura
OPERADOR
SUPERVISOR
SISTEMA DE INFORMACIÓN DE MANTENIMIENTO
SUPERVISOR
SISTEMA DE TRABAJO SIN MANTENIMIENTO AUTÓNOMOSISTEMA DE TRABAJO SIN MANTENIMIENTO AUTÓNOMO
TEC. DE MANTENIMIENTO

7 6 5 4 3 2 1
1 2 3 4 5 6 7
BAJO ALTOALTO
Habilidad del Téc. de Mant. Habilidad del Operador
ANTIGUA LÍNEA ORGANIZACIONAL
1. Lubricación de puntos de chumaceras de un eje de soplador
2. Sincronización de un variador de frecuencias.
3. Inspección interna de un tablero eléctrico.
4. Reseteo de guardamotor de una bomba que estuvo funcionando.
5. Ajuste de empaquetadura de bomba
ZONA COMPARTIDA DE MANT. AUTÓNOMO
SISTEMA DE TRABAJO CON MANTENIMIENTO AUTÓNOMOSISTEMA DE TRABAJO CON MANTENIMIENTO AUTÓNOMO
X

Administración antes del Mantenimiento AutónomoSin interfases entre áreas. Cada vez que el operador requiere de un servicio, lo realiza a través de su Jefe, y él lo solicita a los servicios, de un área de Servicio a una de Ingeniería es igual, de manera que el requerimiento puede llegar con mucha demora. Se produce el síndrome:
OPERADOR
INGENIERÍADE
PROCESOS
SOPORTE DEINGENIERÍA ELECTRICA
MECÁNICAGENERAL
INGENIERÍA DE PLANTA
ELECTRICID.ELECTRONIC.
E INSTRUMENT
PRODUCTO
SOPORTE DE
OPERACIÓN
"este no es mi trabajo”
y se dan muchas fallas con equipo sub-utilizado.

Administración después del Mantenimiento AutónomoSe producen interfases entre áreas. El operador puede ahora coordinar directamente con las áreas de servicios, que a su vez coordinan directamente con las áreas de ingeniería. También se observa que los círculos son de mayor tamaño debido a que cada área tiene un mayor nivel de desarrollo sin que haya personal adicional, mejorando la productividad.
OPERADOR
INGENIERÍA DE PROCESOS
MECÁNICAGENERAL
ELECTRICID.ELECTRONIC.
E INSTRUMENTSOPORTE DENGENIERÍA DE PLANTA
PRODUCTO
SOPORTE DEINGENIERÍA ELECTRICA
SOPORTE DE
OPERACIÓN
Muchas fallas son eliminadas porque el personal ha sido entrenado y trabajan en conjunto en las interfases.

Acciones de AM de competencia del personal de Acciones de AM de competencia del personal de producciónproducción
A. Prevención del deterioro
• Conservación de las condiciones básicas del equipo• Ajustes y calibraciones• Reportar averías y defectos de funcionamiento• Contribuir en la implantación de mejoras.
B. Verificación del deterioro
• Realizar inspecciones diarias• Realizar ciertas inspecciones periódicas
C. Restauración de equipos y predicción
• Efectuar reparaciones menores• Reportar inmediatamente malfunciones y averías• Ayudar en la reparación de averías esporádicas
Acciones de AM de competencia del personal de Acciones de AM de competencia del personal de mantenimientomantenimiento
A. Optimizar la mantenibilidad
• Reducir los tiempos de reparación
• Mejorar la eficacia y la eficiencia del mantenimiento
B. Guiar a los operarios en el mantenimiento autónomo
• Adiestrar a los operarios para la ejecución de tareas de AM• Elaborar hojas de ruta e instrucciones para la ejecución• Supervisar y controlar la ejecución
C. Establecimiento de lasa condiciones básicas de los equipos
• Limpieza y pulcritud
• Lubricación
• Apriete de pernos

D. Actividades para estimular las limpieza de los equipos
Acciones de AM de competencia del personal de Acciones de AM de competencia del personal de mantenimientomantenimiento
La operarios que participan en actividades que promuevan
equipos mas limpios:
• Ganan mayor confianza y respeto por sus equipos
• Eliminan fuentes de suciedad y contaminación
• Desarrollan sus propios estándares de limpieza y lubricación.

1. Empezar con la limpieza inicial
2. Basar el adiestramiento en las preguntas de los operarios
3. Acentuar los objetivos importantes de la limpieza
4. Prevenir l contaminación y hacer más fácil la limpieza
5. Eliminar las fuentes de contaminación
6. Mejorar el acceso a todas las áreas que hayan que limpiarse
7. Pensar a fondo y evaluar planes de mejora
8. Chequear los resultados
9. Preparar están dares de limpieza y lubricación
10. Investigar por que los operarios no siguen los estándares
11. Lograr la autofijación de estándares
12. Fijar objetivos de tiempo para limpieza y, lubricación y realización de mejoras
Acciones de AM de competencia del personal deAcciones de AM de competencia del personal de mantenimientomantenimiento
La limpieza, elemento clave del mantenimiento autónomo, involucra:

Acciones de AM de competencia del personal de Acciones de AM de competencia del personal de mantenimientomantenimiento
E. Promoción de la lubricación
Una de la condiciones indispensables para la conservación de un equipo es la lubricación, sin embargo su ejecución inadecuada origina costos superfluos.
Puntos de Chequeo:
• Están siempre cubiertos los contenedores de lubricantes
• Los almacenes de lubricantes están limpios y en orden
• Se mantiene en stock los lubricantes necesarios
• Está todo etiquetado y son legibles las instrucciones
• Están limpios los lubricantes por dentro y por fuera, conservan sus propiedades
• Están trabajando adecuadamente los depósitos de aceite
• Hay algún equipo goteando lubricante
• Hay siempre una película de aceite entre las piezas giratorias
• Se ha especificado en los estándares con que lubricar

Acciones de AM de competencia del personal de Acciones de AM de competencia del personal de mantenimientomantenimiento
F. Promoción del apriete de elementos de sujeción
El apriete adecuado de tuercas y pernos, constituye el tercer modo que tiene los operarios para ayudar a establecer las condiciones básicas de los equipos.
Recuerde, los pernos sueltos:
• Causan fracturas de matrices, plantillas y herramientas y producen defectos
• En equipos móviles, en paneles de distribución, etc. Causan mal funcionamiento y daños imprevisibles.
• En las bridas de los tubos causan fugan
• En ejes de alta rotación causan desbanlance

Acciones de AM de competencia del personal de Acciones de AM de competencia del personal de mantenimientomantenimiento
G. Inspección general
Se realiza con la finalidad que los operarios identifiquen anormalidades un cuando estas sean muy sutiles. Los factores atener en cuenta son:
• Los intervalos de inspecciones
• Simplificación de las inspecciones diarias
• Tiempo de inspección
• Puntos clave de inspección, lo que significa:
- Identificar defectos evidentes (holguras, vibraciones, recalentamiento, desgastes)
- Observar desgaste en las poleas y correas de transmisión
- Observar críticamente el grado de dificultad para realizar la limpieza
- Efectuar la aferición de los instrumentos de medida.
- Observar corrosión y erosión en lugar susceptibles de ser atacados.
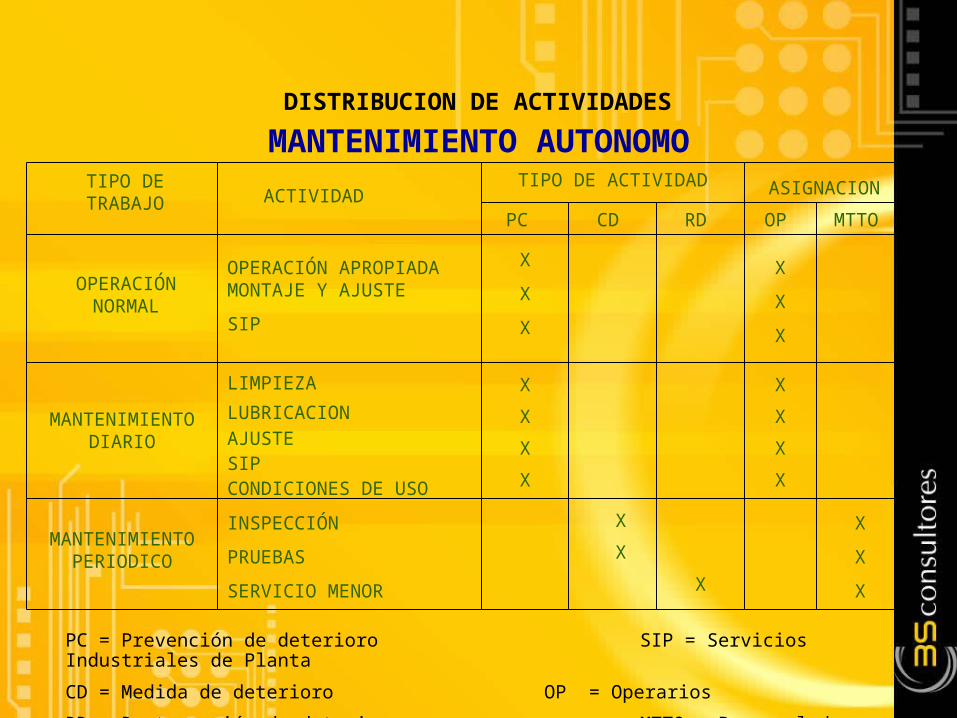
MANTENIMIENTO AUTONOMODISTRIBUCION DE ACTIVIDADES
TIPO DETRABAJO ACTIVIDAD ASIGNACIONTIPO DE ACTIVIDAD
PC RDCD OP MTTO
OPERACIÓN NORMAL
MANTENIMIENTO DIARIO
MANTENIMIENTO PERIODICO
OPERACIÓN APROPIADA MONTAJE Y AJUSTE
SIP
LIMPIEZA
LUBRICACIONAJUSTE SIPCONDICIONES DE USO
INSPECCIÓN
PRUEBAS
SERVICIO MENOR
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
PC = Prevención de deterioro SIP = Servicios Industriales de Planta
CD = Medida de deterioro OP = Operarios
RD = Restauración de deterioro MTTO = Personal de Mantenimiento.

MANTENIMIENTOMANTENIMIENTO AUTONOMOAUTONOMO
PROGRAMA DE LUBRICACION Y ENGRASE
• Identificación de puntos de lubricación
• Tipo de lubricante/por punto de lubricación
• Método de lubricación
• Periodo entre rutinas de lubricación
• Puntos clave de inspección (nivel de
lubricante, temperatura)
• Control (particularmente cantidad de lubricante )

OBJETO DE LA LIMPIEZA EVITAR EL DETERIORO
SE TOCA CADA PIEZA DEL EQUIPO
MEDIANTE TOQUES
SE DESCUBREN MAL FUNCIO-NES EN LAS PIEZAS (CALENTA-
MIENTO, RUIDO ANORMALESAVERIAS
SE CHEQUEAN CAMBIOSCONSTANTEMENTE.
SE EVITA OCURRENCIA DE PROBLEMAS.
REMOVER POLVO SUCIEDAD Y OTRACONTAMINACION
LA LIMPIEZA ES INSPECCION

EFECTOS DE LIMPIEZA
FISICOS SICOLOGICOS
1. CALIDAD
• Reducir defectos de calidad• Estabilizar calidad
2. EQUIPOS
• Detectar tempranamente mal funciones.• Prevenir abrasión• Aumentar vida de piezas• Mantener funciones de equipo• Evitar mal operación• Mantener precisión de piezas
• Desarrollar habilidad para detectar malfunciones.
• Promover “respeto” al equipo
• Adherencia o reglas (disciplina)
• Mejora motivación
• Trabajo en taller limpio, sano.
• Elevar confianza compradores

PROCEDIMIENTO SECUENCIAL PARA LA IMPLEMETACION DEL MANTENIMIENTO AUTONOMO
1. Realizar la limpieza inicial
2. Eliminar las fuentes de contaminación y lugares inaccesibles
3. Establecer estándares de limpieza, lubricación y apretado de pernos y tuercas
4. Realizar la inspección general del equipo
5. Realizar inspecciones generales de los procesos
6. Realizar el mantenimiento autónomo sistemático
7. Práctica plena de la autogestión.

MANTENIMIENTO AUTONOMO
Las Cinco S
La metodología de las Cinco S japonesas es primordial para el buen desempeño del Mantenimiento Autónomo.
El Dr. Nakajima, autoridad mundial en TPM, afirma que “... no es conveniente implementar el Mantenimiento Autónomo, sin haber obtenido los logros tempranos que proporcionan las Cinco S. De aquí que ambas metodologías están íntimamente relacionadas”.
Cinco S
Clasificar. (Seiri)
Orden. (Seiton)
Limpieza. (Seiso)
Limpieza Estandarizada. (Seiketsu)
Disciplina. (Shitsuke)

Los 7 Pasos del Mantenimiento Autónomo
1.- Limpieza inicial
2.- Eliminación de fuentes de contami-nación y áreas inac-cesibles.
* Habilidad para deter-minar anomalías en la máquina
Desarrollar la habilidad de identificar las anomalías y las oportunidades, hacer mejoras y resolver las anomalías.
3.- Creación de una lis-ta de verificación pa-ra mantener los es-tándares de limpieza y lubricación
* Habilidad para diseñar y hacer mejoras
Los (las) operadores (as) determinan por sí mismos lo que tienen qué hacer
4.- Inspección General Entendimiento de los principios de operación de la máquina y cada uno de sus sistemas
Los operadores más expe-rimentados y los técnicos de mantenimiento enseñan a los menos experimenta-dos.
5.- Inspección Autóno-ma
6.- Organización y limpieza
7.- ¡Continuidad! Im-plementación Total
Entendimiento de la relación entre las con-diciones del equipo y la calidad del producto
Organización de la infor-mación para describir las condiciones óptimas y có-mo mantenerlas.

TPMTPM
MantenimientoMantenimientoPlanificado Planificado
(Preventivo) (Preventivo)
MantenimientoMantenimiento AutónomoAutónomo
MejoraMejora dede lala EfectividadEfectividad dede
EquiposEquipos yy SistemasSistemas
GestiónGestión TempranaTemprana dede EquiposEquipos ee InstalacionesInstalaciones..
Capacitación y Capacitación y Entrenamiento.*Entrenamiento.*
Gestión Temprana Gestión Temprana de Equipos y de Equipos y
SistemasSistemas
Gestión Temprana Gestión Temprana de Equipos y de Equipos y
SistemasSistemas
Hacer intervenir desde la etapa de compra o diseño, los conceptos de preven-ción del mantenimiento

Gestión Temprana Efectividad de Equipos y Gestión Temprana Efectividad de Equipos y SistemasSistemas
• Se aplica los conceptos de prevención del mantenimiento desde la etapa de diseño o com-pra.
• Se rompe otra dicotomía, la que existe entre las áreas de Mantenimiento e Ingeniería (Proyectos).
• Los problemas de diseño e instalación son causantes del 60% de las fallas del equipo durante su ciclo de vida económico.
• Pare esto se debe innovar y estandarizar los procedimientos de diseño y/o compras.

Prevención del Mantenimiento (MP)Prevención del Mantenimiento (MP)
INGENIERÍA DE MANTENIMIENTO
INGENIERÍA DE PROYECTO
La meta de la prevención del mantenimiento es reducir los costos de mantenimiento y pérdidas de deterioro en un nuevo equipo. Es decir diseñar e instalar un equipo que sea fácil de mantener y operar.
Gestión del equipo
PREVENCIÓN DEL MANTENIMIENTO

Prevención del Mantenimiento (MP)Prevención del Mantenimiento (MP)
Las actividades de MP se realizan durante:
• El diseño del Equipo
• La fabricación
• La instalación y operaciones de prueba
• El establecimiento de la operación normal
Las actividades estan encaminadas a reducir el período entre el diseño y la operación estable y que aseguren que el equipo operará con elevados niveles de fiabilidad, mantenibilidad, economía, operabilidad y seguridad

Prevención del Mantenimiento (MP)Prevención del Mantenimiento (MP)
Fiabilidad: Que el equipo no falle, ni tenga velocidad reducida .
Mantenibilidad: Que haya facilidad parar realizar un efectivo y eficiente mantenimiento.
Economía: Que los costos de operación y mantenimiento durante su ciclo de vida útil sean bajos.
Operabilidad: Que permita una operación controlada y fácil. Incluye cambio de formatos y puesta a punto.
Seguridad: Que tenga los suficientes niveles de seguridad que prevengan daños o accidentes
PREVENCION DEL MANTENIMIENTO
METAS:
REDUCIR COSTOS DE MANTENIMIENTO Y PERDIDAS POR DETERIORO DE EQUIPOS NUEVOS, A PARTIR DE INFORMACION OPERATIVA DEL EQUIPO(MANTENIMIENTO Y OPERACIÓN) Y TECNOLOGIA.
- REDUCIR EL COSTO DE CICLO DE VIDA DEL EQUIPO (LCC)
- DISPONER DE EQUIPOS CON ALTA FIABILIDAD, MANTENIBILIDAD Y OPERABILIDAD.
PREVENCION DEL MANTENIMIENTO
COSTO DE CICLO DE VIDA, INCLUYE
• COSTO DE ADQUISICION
- DISEÑO - FABRICACION
• COSTO OPERATIVO
- DE MANTENIMIENTO (REPUESTOS, HERRAMIENTAS, ADIESTRAMIENTO) - DE OPERACIÓN ( SIP, ADIESTRAMIENTO)
REQUISITOS
• CAPACIDAD DE INGENIERIA
• DISPONIBILIDAD DE INFORMACION
• ACCESIBILIDAD A LA INFORMACION

PREVENCION DEL MANTENIMIENTO
Es el proceso mediante el cual es posible fabricar maquinaria y equipo que no requieran mantenimiento, o en su defecto, integrar módulos que hagan posible intervenciones rápidas de mantenimiento.
LAS ACCIONES DE ELIMINACION DE PEQUEÑOS
DEFECTOS DEL EQUIPO, CONDUCEN A
PROYECTOS ENMARCADOS EN PREVENCION DE
MANTENIMIENTO

EL COSTO DEL CICLO DE VIDA ( LCC) : Es el costo total de diseño, y EL COSTO DEL CICLO DE VIDA ( LCC) : Es el costo total de diseño, y fabricación (costos iniciales o de adquisición), más los costos de operación y fabricación (costos iniciales o de adquisición), más los costos de operación y mantenimiento y recuperación o disposición finalmantenimiento y recuperación o disposición final
Costo de adquisición(Planificación, diseño, construcción y desarrollo,
Dirección pobreDirección pobre
Costo de distribución del producto, embalaje, manejo, transpor-te, almacenaje
Costo de mantenimiento (servicio al cliente, organi-zación intermedia, costo
personal, mantenimiento de planta, etc)
Costo de operaciones (instalaciones, energía, servicio)
Costo de retira-da y desmontaje
Costo herram. Y test de equipo
Costo de adiestram. Y
datos técnicos
Costo de Inventario(repuestos y material de apoyo)
Dirección eficienteDirección eficiente

MEJORA DE LA MANTENIBILIDAD
Dar facilidad para realizar el mantenimientoEjemplo:
1. Dificultoso2. Peligroso.3. Mantenimiento
Deficiente
1. Facilidad para el Mantenimiento.2. Seguro.3. Mantenimiento Efectivo

Otros ejemplos de Mejora de la Mantenibilidad:

TPMTPM
MantenimientoMantenimientoPlanificado Planificado
(Preventivo) (Preventivo)
MantenimientoMantenimiento AutónomoAutónomo
MejoraMejora dede lala EfectividadEfectividad dede
EquiposEquipos yy SistemasSistemas
GestiónGestión TempranaTemprana dede EquiposEquipos ee InstalacionesInstalaciones..
Capacitación y Capacitación y Entrenamiento.*Entrenamiento.*
La Capacitación La Capacitación y Entrenamientoy Entrenamiento
La Capacitación La Capacitación y Entrenamientoy Entrenamiento
La capacitación y entrena-miento son tan importantes que establecen por si solos un objetivo de desarrollo

FORMACION Y ADIESTRAMIENTO PARA EL TPM
COBERTURA DEL PROGRAMA• Operadores• Personal de mantenimiento
OBJETIVOFormación de operarios sobre sus equipos
DESVENTAJAS• Consume mucho tiempo ya que el adiestramiento debe ser
minucioso y detallado.• Complica la programación de producción porque el
adiestramiento se debe hacer en el mismo equipo que el operario maneja.
VENTAJAS• Es la llave para el establecimiento del TPM.• Es efectiva en cuanto a costos

CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
CONOCIMIENTO Y HABILIDADES A IMPARTIR
• Conocimientos de su equipo• Inspección general• Ejecución de la inspección general• Seguimiento de la Inspección General• Adiestramiento en Mantenimiento Básico

CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
CONOCIMIENTO DE SU EQUIPO
• Capacidad para comprender lo suficiente la
estructura y funciones del equipo.• Capacidad para reconocer las condiciones del
equipo (anomalías) que pueden generar fallas
u ocasionar productos defectuosos.

CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
INSPECCION GENERAL
IDENTIFICACION DE ELEMENTOS DE LA INSPECCION GENERAL:
• SE DETERMINAN DE ACUERDO CON LAS ESPECIFICACIONES
DE DISEÑO DEL EQUIPO Y SU COMPORTAMIENTO A TRAVES
DEL TIEMPO.
• CUBRE LOS COMPONENTES FUNCIONALES DEL EQUIPO
(AJUSTES, LUBRICACION, SISTEMASHIDRAULICOS, MECANISMOS
DE TRANSMISION, ELECTRICIDAD, INSTRUMENTACION, OTROS.

CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
INSPECCION GENERAL
Preparación de chequeo y manuales:
• Seleccionar elementos que los operarios van a inspeccionar.
• Determinar que información técnica requieren los operadores para hacer la inspección.
• Determinar los medios mas efectivos para proporcionar un adiestramiento adecuado.
Establecer programas de adiestramiento:
• Prepara programas de entrenamiento entre el personal de mantenimiento y los jefes de las secciones de producción.

CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
EJECUCION DE LA INSPECCION GENERAL
• Capacidad de inspeccionar para restablecer las condiciones originales del equipo.
• La participación del departamento de mantenimiento es crucial en esta etapa.
• La disponibilidad del equipo necesario para efectuar el monitoreo es fundamental, de otro modo no se puede realizar.
CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
SEGUIMIENTOS DE LA INSPECCION GENERAL
- Determinar los puntos donde existen problemas en la ejecución de la inspección:
- Proporcionar adiestramiento adicional para eliminar los problemas.
- Auditar el programa de inspección autónoma:
• Valorar el alcance de las mejoras midiendo los resultados de las inspecciones
• Señalar cualquier problema que pueda existir.• Proporcionar ayuda y estimulo adicionales.

CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
ADIESTRAMIENTO EN MANTENIMIENTO BASICO
LOS TEMAS CUBIERTOS EN EL ADIESTRAMIENTO DE OPERARIOS INCLUYEN EL MANEJO Y MANTENIMIENTO DE:
• Pernos y Tuercas• Ejes y Acoplamientos• Rodamientos• Engranajes• Transmisiones de Energía, Ruedas Dentadas,
Correas en V. y Cadenas• Estanqueidad• Lubricantes y Lubricación

CAPACITACION DE OPERADORES PARA EL
MANTENIMIENTO AUTONOMO
IMPLANTACION DEL PROGRAMA DE ADIESTRAMIENTO
• La formación debe realizarse en grupos: El personal de mantenimiento instruye a los lideres de
grupo. Los lideres de grupo transmiten lo que han aprendido a los
miembros de su grupo.• Los lideres de grupo deben aprender a enseñar.• Los lideres deben preparar el material de adiestramiento
relacionado con el equipo instalado en el área de su grupo.
• El adiestramiento debe realizarse cerca del equipo siempre que sea posible.
• El aprendizaje debe ser grato, basado en actividades reales o estudiando problemas reales de producción.
CAPACITACION DE OPERADORES PARA EL MANTENIMIENTO AUTONOMO
ADIESTRAMIENTO EN MANTENIMIENTO
- El TPM requiere un fuerte adiestramiento en mantenimiento.• Capacidad para usar conocimientos y técnicas avanzados en: Respuesta al rango de problemas de los equipos. Responsabilidad de Operarios vs. Personal de Mantenimiento:- Funciones básicas del operario:• Realiza un chequeo puntual del equipo antes de arrancarlo.• Periódicamente revisa las condiciones operativas de la maquina y
continua alerta ante ruidos y vibraciones inusuales.• Verifica regularmente la instrumentación del equipo.• Se asegura que el equipo este bien lubricado reponiendo lubricante
cuando sea necesario.
ADIESTRAMIENTO
ADIESTRAMIENTO EN MANTENIMIENTO
• Adiestramiento en Mantenimiento para personal del Area de Mantenimiento:
• Otros cursos relacionados para promover un mantenimiento completo:
• ADIESTRAMIENTO DE INSTRUCCIONES
• PROCEDIMIENTOS DE MANTENIMIENTO
• CABLEADO ELECTRICO E INSTRUMENTACION
• HERRAMIENTAS DE DIAGNOSTICO DE EQUIPOS

ESTABLECIMIENTO DE CONDICIONES OPTIMAS
• Precisión dimensional
• Apariencia Externa
• Precisión de ensamblado
• Precisión de Instalación
• Precisión operativa (normal - óptimo)
• Piezas en funcionamiento (correctamente.)
• Entorno (T°, presión, vibración, etc.)
• Materiales / resistencia

OPTIMIZACION DE LA DESTREZA MEDIANTE TPM
• Atención (Habilidad para observar y discernir los fenómenos).• Juicio• Acción y mantenimiento correctivos• Restablecimiento• Prevención• Predicción
DIFERENCIAS DE DESTREZA
• No conocen (falta de conocimientos, educación)• No quieren (falta motivación).
DESARROLLO DE DESTREZAS
1. No saben enseñarles2. Saben, pero no saben como ponerlo en práctica3. Adiestramiento insuficiente (saben pero no bien)4. Realiza su tarea con confianza adiestramiento completo)

OBJETIVOS DE OBJETIVOS DE DESARROLLO DEL DESARROLLO DEL
TPMTPM
MantenimientoMantenimiento AutónomoAutónomo
GestiónGestión TempranaTemprana dede
EquiposEquipos ee InstalacionesInstalaciones..
Capacitación y Capacitación y Entrenamiento.*Entrenamiento.*
MantenimientoMantenimientoPlanificadoPlanificado
(Preventivo) (Preventivo)
MejoraMejora dede lala EfectividadEfectividad dede
EquiposEquipos yy SistemasSistemas
El TPM se orienta a maximizar la efectividad El TPM se orienta a maximizar la efectividad global del global del equipoequipo, estableciendo un sistema , estableciendo un sistema de mantenimiento productivo de alcance de mantenimiento productivo de alcance amplio que cubre la vida entera del amplio que cubre la vida entera del equipoequipo, , involucran-do todas las áreas relacionadas involucran-do todas las áreas relacionadas con el con el equipoequipo (planificación, producción, (planificación, producción, mantenimiento, etc.) con la participación de mantenimiento, etc.) con la participación de todos los empleados desde la alta dirección todos los empleados desde la alta dirección hasta los operarios, para promover el hasta los operarios, para promover el mantenimiento productivo a través de la mantenimiento productivo a través de la gestión de la motivación, o actividades de gestión de la motivación, o actividades de pequeños grupos voluntarios.pequeños grupos voluntarios.
Definición JIPE (1971)Definición JIPE (1971)

El TPM se orienta a crear un sistema corporativo El TPM se orienta a crear un sistema corporativo que maximiza la eficiencia de que maximiza la eficiencia de todo el sistema pro-todo el sistema pro-ductivoductivo, estableciendo un sistema que previene las , estableciendo un sistema que previene las pérdidas en pérdidas en todas las operacionestodas las operaciones de la empresa. de la empresa. Esto incluye “cero accidentes, cero defectos y cero Esto incluye “cero accidentes, cero defectos y cero fallos” en todo el ciclo de vida del fallos” en todo el ciclo de vida del sistema produc-sistema produc-tivotivo. Se aplica en . Se aplica en todos los sectorestodos los sectores, incluyendo , incluyendo producción, desarrollo y producción, desarrollo y departamentos adminis-departamentos adminis-trativostrativos. Se apoya en la participación de todos los . Se apoya en la participación de todos los integrantes de la empresa, desde la alta dirección integrantes de la empresa, desde la alta dirección hasta los niveles operativos. La obtención de cero hasta los niveles operativos. La obtención de cero pérdidas se logra a través del trabajo de pequeños pérdidas se logra a través del trabajo de pequeños equipos.equipos.
Definición JIPM (1989)Definición JIPM (1989)

El TPM se genera en el Japón pero en nuestra realidad tenemos::
Menor compromiso de la alta gerencia
Apoyo organizacional insuficiente.
Menor presión desde los altos cargos
Restricciones de costos.
Inhabilidad para realizar varios procesos a la vez.
Restricciones de tiempo
Sobrecarga de entrenamiento y reuniones
.
Lineamientos del programa de desarrollo del TPM.

Por tanto para tener éxito en la instalación del TPM necesitamos:
• Ser pragmáticos (hacer lo que funciona en nuestra planta, con nuestros empleados y en nuestro ambiente.
• Hacer el programa a nuestra medida para que responda a nuestras necesidades.
• Usar el proceso TPM y sus componentes para aplicar las herramientas correctas en la secuencia adecuada
Lineamientos del programa de desarrollo del TPM.

En nuestra realidad latinoamericana debemos empezar por:
Desarrollar y cimentar el programa de Gestión y Calidad Total, con un fuerte desarrollo del recurso humano.
Adecuar el desarrollo de los aspectos de Calidad Total a los del TPM es decir aplicarlos en el ámbito productivo.
Contar con una consultoría externa puede ahorrar tiempo y dinero pues evita, por la experiencia equivocaciones y retrabajos.
Lineamientos del programa de desarrollo del TPM.

Mantenimiento Productivo Total
T.P.M

OPTIMIZACION DE LA GESTION DEL
MANTENIMIENTO
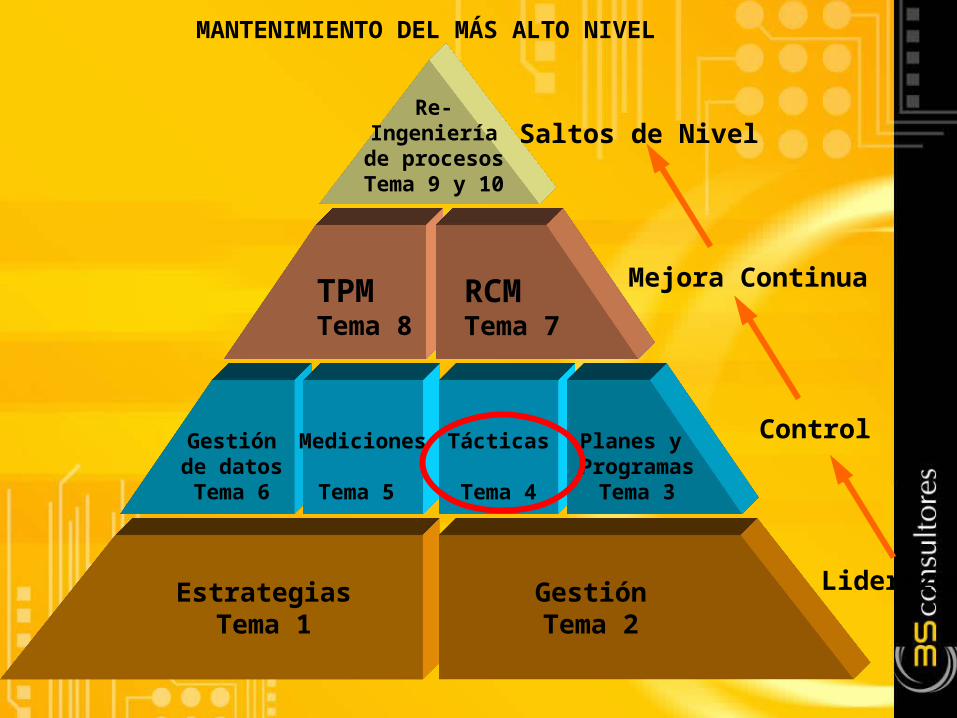
MANTENIMIENTO DEL MÁS ALTO NIVEL
TPMTema 8
RCMTema 7
EstrategiasTema 1
GestiónTema 2
Re-Ingeniería
de procesosTema 9 y 10
Saltos de Nivel
Mejora Continua
Control
Liderazgo
Tácticas
Tema 4
Gestiónde datosTema 6
Mediciones
Tema 5
Planes y Programas
Tema 3
TPM
No importa lo que un equipo pueda hacer, será sólo tan efectivo como la persona que lo opere. El mantenimiento productivo total (TPM) es un planteamiento de la gestión de recursos físicos que enfatiza la importancia de la implicación del operario para la fiabilidad del equipo.
La solicitud en el trabajo no puede enseñarse, pero el TPM crea un entorno que estimula esa clase de compromiso.

TPMLas direcciones siempre han responsabilizado a los operarios del output de producción. Pero más que antes, esa persona es también responsable de la calidad del producto.
Muchos factores afectan al grado de logro que pueda alcanzarse, incluyendo cómo se organiza el lugar de trabajo, así como la efectividad del equipo: Cuando están involucradas varias personas, producir calidad depende del trabajo en equipo.

TPMEl TPM hace más realista para operarios
individuales y pequeños grupos satisfacer su meta principal: fabricar productos de calidad,
en el tiempo y tasa requeridos

TPMEl TPM, tal como se practica ahora, empezó en Japón como una respuesta vital y necesaria a los imperativos de reducción del despilfarro, la variación del producto, y los tiempos de los ciclos de producción.
Se trata de un acercamiento fresco a los nuevos desafíos del mercado, no de una progresión lógica de la gestión sistemática del mantenimiento.

TPMOBJETIVOS Y TEMAS DEL TPM
Los objetivos primordiales del mantenimiento productivo total son:Maximizar la efectividad y productividad del equipo, eliminar todas las pérdidas de la maquinaria.
Crear un sentimiento de propiedad en los operarios del equipo a través de un programa de entrenamiento e implicación.
Promover la mejora continua a través de las actividades de pequeños grupos que incluyen a personal de producción, ingeniería y mantenimiento.
– Cada empresa tiene su propia definición y visión únicas del TPM, pero en la mayoría de los casos hay elementos y temas comunes. Hay siete elementos amplios en cualquier programa TPM. Se han resumido en la rueda TPM mostrada en la figura

TPMOBJETIVOS Y TEMAS DEL TPM
Los objetivos primordiales del mantenimiento productivo total son:Maximizar la efectividad y productividad del equipo, eliminar todas las pérdidas de la maquinaria.
Crear un sentimiento de propiedad en los operarios del equipo a través de un programa de entrenamiento e implicación.
Promover la mejora continua a través de las actividades de pequeños grupos que incluyen a personal de producción, ingeniería y mantenimiento.

(TOTAL PRODUCTIVE MAINTENANCE)
Es mantenimiento productivo realizado por todos los trabajadores a través de actividades en pequeños grupos.
CONCEPTOCONCEPTO

117
Evolución del Mantenimiento Industrial
• La capacidad productiva de una industria se puede ver fuertemente afectada por un estado deficiente de los equipos.
• Esto podría provocar una detención inesperada de la producción.
• El mantenimiento comienza a presentarse como algo más que un departamento cuya función es dar un servicio a producción
• Pasa a convertirse en un departamento cuya función es la de producir una mayor disponibilidad de equipos e instalaciones al menor costo posible.

118
Impacto del Mantenimiento• Los costos de mantenimiento
representan un porcentaje importante de los costos operacionales, 20 a 35%.
Incidencia del gasto de mantenimiento
2468
10121416
%
Electromecánica Metal-mecánica Siderúrgica CementoIndustria
Facturación
Inversión
119
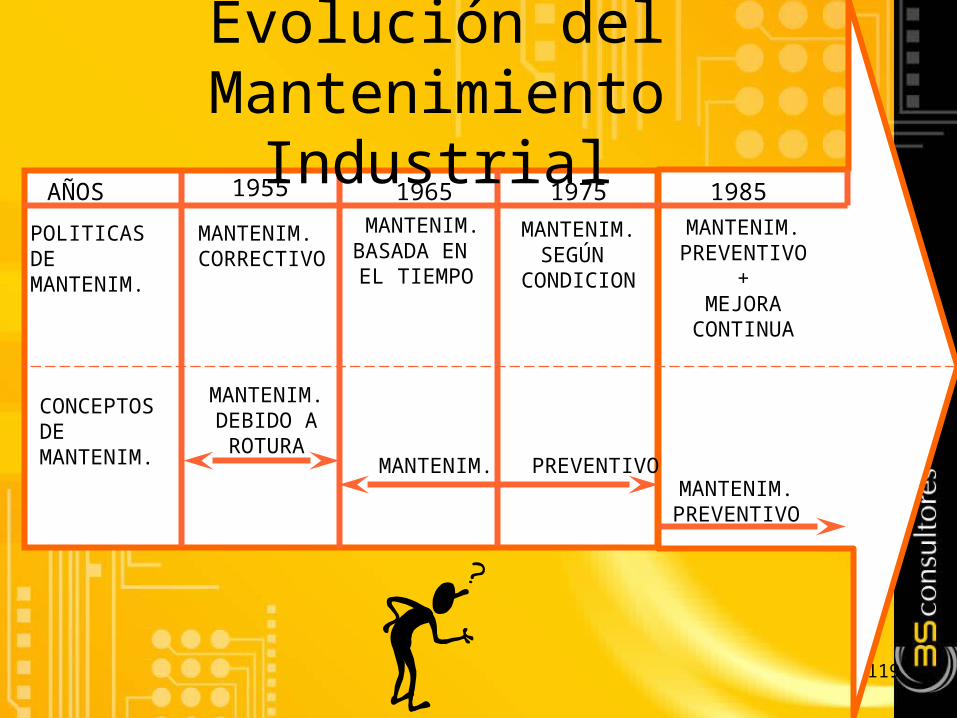
Evolución del Mantenimiento Industrial
AÑOS
POLITICAS DE MANTENIM.
CONCEPTOSDEMANTENIM.
1955
MANTENIM.CORRECTIVO
MANTENIM.DEBIDO AROTURA
MANTENIM.BASADA EN EL TIEMPO
1965 1975
MANTENIM. PREVENTIVO
MANTENIM.SEGÚN
CONDICION
1985
MANTENIM.PREVENTIVO
MANTENIM.PREVENTIVO
+MEJORA
CONTINUA

120
Evolución del Mantenimiento Industrial
Mantenimiento tradicional TPM
correctivo + preventivo + predictivocorrectivo + preventivo + predictivo
Stocks altos y
costo de manten-
ción elevado
Stocks altos y
costo de manten-
ción elevado
Stocks medios y costo de manten-
ción medios
Tendencias Tendencias a stocks ceroa stocks cero
yymínimo costo mínimo costo
de mantenimientode mantenimiento
DISMINUCION DE COSTOSDISMINUCION DE COSTOS
AUMENTO DE PRODUCTIVIDADAUMENTO DE PRODUCTIVIDAD

121
Evolución del Mantenimiento Industrial
• Estado actual del mantenimiento– La función mantenimiento es considerada
como “pasiva pero inevitable”.– Un departamento de mantenimiento con
orientación y cultura del tipo “técnico - práctico”.– Falta de definición de objetivos estratégicos
para la función.– El Know-How esta en las personas y no en la
organización

122
Evolución del Mantenimiento Industrial
características actuales• Deficiente definición de
objetivos estratégicos• Escaso nivel tecnológico y
de gestión y planificación• Estructura organizacional
monolítica• Falta de información
tecnológica y económica a un nivel operativo.
y sus efectos
• Eficacia parcial y falta de dominio del proceso
• Obsolescencia prematura de los equipos.
• Conflictos permanentes producción - mantenimiento
• Baja moral en el departamento de mantenimiento
• Escaso nivel preventivo

123
Evolución del Mantenimiento Industrial
y sus efectos Ausencia de una política
económica coherente para la función mantenimiento
Mezcla en la gestión del departamento de tareas triviales con problemas complejos.
Disminución de competitividad
Dificultades para articular actividades de mejoramiento.
características actuales Orientación a la
reparación con poco aporte de valor agregado a la empresa
Sensación permanente de no llegar a resolver problemas de origen corriente

124
Conceptualización¿Que es realmente el TPM?
¿Sirve para mejorar los costos o es un estilo
de gestión?
¿El TPM es un tema sólo de mantenimiento,
una estrategia de Dirección o un nuevo
sistema de producción?

125
Conceptualización
El Mantenimiento Productiva Total TPM
Mejorar la Efectividad de los equipos mediante un compromiso de toda la
organización

126
Conceptualización
• El Mantenimiento Productivo Total
TPMTPM
PrevenciónPrevención
CompromisoCompromiso
MejoramientMejoramientoo
MantenimientoMantenimientoAutónomoAutónomo
ContínuoContínuo

127
Conceptualización
• TPM acciones para su desarrollo– Tender a la eliminación de las pérdidas– Activar el Mantenimiento Autónomo– Activar el Mantenimiento Preventivo– Proyectar a base de mantenibilidad– Promover la competencia de
Mantenimiento
128
Conceptualización
• Requerimientos
Determinación y compromiso Determinación y compromiso de la direcciónde la dirección
Adecuación de la organizaciónAdecuación de la organización Cambios culturales a todos los niveles Cambios culturales a todos los niveles
de la organizaciónde la organizaciónIncorporación de instrumentos operativosIncorporación de instrumentos operativosCompromisoCompromiso de los grupos de trabajode los grupos de trabajo
129
Importancia del TPM en la Manufactura Moderna
• Los siete tipos de “Derroche (Toyota Production System)– Derroche que resulta de la “Sobreproducción”– Derroche que resulta del “Estar con los brazos
cruzados”– Derroche que resulta del “Transporte”– Derroche que resulta del “Funcionamiento del proceso”– Derroche que resulta del “Stock innecesario”– Derroche que resulta del “Movimiento innecesario”– Derroche que resulta de los “Rechazos por no calidad”

130
Importancia del TPM en la Manufactura Moderna
AUMENTO DE EFICIENCIA Y EFICACIA
LOGISTICAJIT
PRODUCTO / MERCADODPM
PROCESOTPM
Definición y puesta en práctica de una estrategia de manufactura que involucre al personal y logre un espíritu
de equipo asumido como natural en la organización
FacilitarFacilitar FacilitarFacilitar
FacilitarFacilitar
TQMTQM

131
Herramientas/Sistema de Información de Mantenimiento
Sistema de Mantenimiento
PlanificaciónEstructura Políticas
Management
Línea Operativa
Control Técnico Económico
Programa Mejoras
ProyecciónProyección
DecisionesDecisiones
Decisiones
DecisionesDecisiones ManagementManagement
GestiónGestión
ControlControl

132
Herramientas/Sistema de Información de Mantenimiento.
Areas de Trabajo de un sistema de Información
CONTROL
Control de eficienciaControl de costos
INTERPRETACION
Gestión técnica
ACCION
VencimientosPrograma
Gestión trabajos
AMBIENTE
ArchivosGenerales
ArchivosTécnicos
133
Herramientas/Sistema de Información de Mantenimiento
• Resultados obtenidos con la utilización deSistemas de Información de Mantenimiento– Una reducción de fallas entre un 10 a 20%– Una reducción de los tiempos de parada entre un
15 a 50%– Una reducción de los costos de
Mantenimiento entre un 5 a 25%– Un incremento del Mantenimiento
Preventivo entre un 10 a 50%

134
Herramientas/Sistema de Información de Mantenimiento
• Resultados obtenidos con la utilización de
Sistemas de Información de Mantenimiento– Simplificación del control global y mejora en el
análisis 95%– Incremento de productividad de la mano de obra– Reducción de costos de
almacenamiento de repuestos– Mejora del tiempo promedio de
funcionamiento de las instalaciones

135
Herramientas/Sistema de Información de Mantenimiento
Errores ConsejosEn la selección delsistema adecuado, debenprimar los aspectos deintegración, sistemasoperativos, etc.
En la selección debe primar la problemática demantenimiento, se trata de reducir fallas, incrementarpreventivo, etc.
La selección es unproblema de losinformáticos
Se trata de gestionar un departamento, no deinformatizarlo, luego no podemos cederresponsabilidades.
El departamento desistemas lo desarrollará
Cual es el objetivo, hay que inventar lo ya inventado.Se escucha mucho esta frase, pero rara vez se ve laaplicación. Además si se trata de reducir fallas, hayque esperar años.
La dedicación al proyectoes muy alta y precisagente experta einformática
La dedicación es totalmente compatible con eltrabajo día a día, si el procedimiento deimplementación está bien estudiado y el sistemaoptimiza la entrada de datos .Hay que saber demantenimiento, no de informática.

136
Herramienta/El Mantenimiento desde la etapa de diseño
• Este porcentaje fijo perjudica alternativas de inversión altas, que podrían ser mejores desde el punto de vista del Mantenimiento
COSTO ANUAL DE MANTENIMIENTO COMO PORCENTAJE DE LA
INVERSIÓN EN CAPITAL FIJO
TIPO DE OPERACIÓN SALARIOS MATERIALES TOTAL
PROCESOS
QUÍMICOS
SIMPLES
1 - 3 1 - 3 2- 6
PROMEDIO, CON
CONDICIONES OPERATIVAS
NORMALES
2 - 4 3 - 5 5 - 9
PROCESOS COMPLEJOS,CON CONDICIONES
OPERATIVAS SEVERAS
3 - 5 4 - 6 7 - 11

137
Herramienta/El Mantenimiento desde la etapa de diseño
Costos Totales
Nivel de Inversión
Costos de Mantenimiento
Costo
ConfiabilidadNivel de ConfiabilidadOptimo
CostoMínimo

138
Herramienta/El Mantenimiento desde la etapa de diseño
•Un ahorro en los Costos Variables, o de Ineficiencia, puede lograrse a través de mayores Costos Fijos y Viceversa.

139
Herramienta/Indicadores para la Gestión de el Mantenimiento
Clasificación Indice FrecuenciaIncidencia del sobretiempo Mensual
Recurso humano Actividad de MejoramientoContinuo
Trimestral
Efectividad del mejoramiento TrimestralMano de obra terceros Mensualcosto total de mantención Mensual
Costos y uso derecursos
incidencia del costo demantención
Mensual
Incidencia de mantenciónsobre activos
Semestral
Costo de ineficiencia MensualRotación de repuestos Semestral

Herramienta/Indicadores para la Gestión de el Mantenimiento
Clasificación Indice FrecuenciaInstalaciones y Disponibilidad real Mensualequipos Disponibilidad esperada Trimestral
Tasa de falla TrimestralGrado de Grado de planificación Mensualplanificación Recursos Planificados Mensual
Efectividad de laprogramación
Mensual
Evaluación depolíticas
Uso de recursos enemergencias
Mensual
Intervenciones de emergencia Mensual

141
Organización para el TPM
FuncionesFunciones ProcesoProcesoss

142
Organización para el TPM
• El rol del trabajador– Prevención de las variaciones negativas– Corrección de las variaciones (máquinas y flujo)– Ejecución: Actividades de transformación
polifuncional– Autocontrol: del proceso y de
las actividades desarrolladas– Participación en las actividades
de mejoramiento “team”

143
Implementación
• Etapas del proyecto
– Diagnóstico del Sistema de Mantenimiento– Preparación– Realización

144
Implementación
• Diagnóstico de la función Mantenimiento– Organización y Recursos Humanos– Gestión de Abastecimiento– Políticas de Mantenimiento– Sistema Administrativo de Mantenimiento– Sistema Información de Mantenimiento– Instalaciones y Equipos– Ambiente– Ingeniería de Mantenimiento

145
Implementación
• Preparación– Seleccionar área piloto– Formación de los equipos de trabajo
operativos y de control– Constitución de la ingeniería
de Mantenimiento– Difusión del proyecto– Control de avance

146
Implementación
• Realización– Análisis de la estructura organizacional– Análisis de criticidades– Capacitación Focalizada– Realización del Mantenimiento Autónomo– Desarrollo de actividades de Prevención– Organización del Mejoramiento Contínuo– Activación del Sistema de Información– Análisis de resultados
147
Implementación
• Comité y equipos de trabajo– Comité de dirección– Comité de control– Equipos de trabajo interfuncional (área)

148
Implementación
• Comité de dirección
– Selección de las áreas piloto– Constitución de los grupos de trabajo– Desarrollar la Ingeniería de Mantenimiento– Constitución del comité de control– Promover los conceptos del TPM– Verificar estado de avance del proyecto

149
Implementación/Comité de dirección
• Este grupo de trabajo debe estar constituido por las siguientes personas:
– Responsable Gerencia– Responsable de Producción– Responsable servicios técnicos– Responsable de personal

150
Implementación
• Comité de control– Verificar estado implantación del proyecto.– Analizar los posibles problemas que se
pueden presentar en el desarrollo del proyecto y actuar sobre las causas que los generaron
– Reportar periódicamente al Comité de dirección.

151
Implementación / Comité de control
• Este equipo de trabajo debe estar constituido por las siguientes personas:
Responsable de Producción del áreaResponsable de Producción del áreaLíderes de equipoLíderes de equipoJefe de Mantenimiento del áreaJefe de Mantenimiento del áreaResponsable de Ingeniería de MantenimientoResponsable de Ingeniería de Mantenimiento

152
Implementación
• Equipos de trabajo interfuncional (área)– Mantenimiento Autónomo y de segundo nivel
(participación)– Fuentes principales de las ideas de mejoramiento
contínuo– Deben desarrollar gestión a vista– Interpretar señales débiles
• Este equipo debe ser uno por área y estarán constituidos por operadores y mantenedores del área en cuestión.

153
Implementación
• Ingeniería de Mantenimiento– Para el desarrollo del TPM es necesario
contar con una unidad de Ingeniería de Mantenimiento, fuerte e integrada con el resto de la organización.
– La Ingeniería de Mantenimiento debe ser la referencia cultural de toda la organización de Mantenimiento y debe orientarse básicamente a proyectar el mantenimiento y promover el mejoramiento contínuo

154
Implementación
• Los objetivos de Ingeniería de Mantenimiento– Definir y promover políticas de Mantenimiento
orientadas a la disminución contínua de los costos globales
– Estandarizar, difundir los sistemas de
gestión e informáticos– Motivar, evaluar y
controlar el desarrollo
de los proyectos de mejoramiento contínuo

Implemetación
• Los objetivos de Ingeniería de Mantenimiento– Participación directa en decisiones de inversión
destinadas a la renovación de equipos.– Contribuir con la seguridad del trabajo y la
protección ambiental– Ser el nicho del conocimiento actualizado del
Mantenimiento y de nuevas tecnologías.– Mantener actualizado el análisis de gestión global
de Mantenimiento.

156
Implementación
•Actividades de Ingeniería de Mantenimiento– Seguimiento contínuo de los resultados de la gestión
global– Desarrollar las actividades de programación del
Mantenimiento– Seguimiento contínuo del sistema de Mantenimiento con la
finalidad de identificar los puntos críticos y proponer las respectivas soluciones
– Elaboración y difusión de procedimientos e instrumentos operativos orientados a aumentar la efectividad total de los equipos
– Seguimiento del comportamiento operacional de los equipos y los costos asociados
– Gestión del sistema informático de Mantenimiento
157
Implementación
• Actividades de Ingeniería de Mantenimiento– Participación en la especificación de equipos
bajo el concepto del costo del ciclo de vida– Apoyo en la estandarización y definición de
indicadores de gestión de los repuestos– Liderar el desarrollo de procedimientos y
especificaciones técnicas que permita el uso optimizado del tercero

Implementación
• Actividades de Ingeniería de Mantenimiento– Evaluación y seguimiento de las modificaciones
técnicas orientadas al mejoramiento contínuo– Coordinación con la función
personal en el desarrollo
profesional de los trabajadores
de acuerdo a las necesidades
detectadas

159
RESULTADOS JAPONCategoría Item Variación
Productividad Productividad del trabajo Valor agregado por persona Eficiencia total Fallas en equipos
+ 40% + 30% + 17% - 98%
Calidad Porcentaje defectos proceso Porcentajes defectos Reclamos clientes
-90% -70% -50%
Costo Costo mano de obra Costo de matención Ahorro de energía
-30% -30% + 30%
Distribución Rotación inventario Tiempo de almacenaje
+ 100% - 50%
Seguridad yMedio Ambiente
Accidentes Contaminación
-100% - 100%
Moral Mejoras sugeridas Encuentros pequeños grupos
+ 130% + 100%

160
RESULTADOS EUROPA
Categoría Item VariaciónFinlandia Italia
Productividad Fallas y detenciones Eficiencia global
-98% +50%
-45% +5-10%
Calidad Porcentaje defectos Reclamos clientes
-90% -75%
-40% -20%
Costo Costo de matención Ahorro de energía
-30% -15% -10%
Distribución Nivel de inventario -50%Seguridad yMedioAmbiente
Accidentes -100%
Moral Participación del personal en actividades de grupo
FINFIN

Urb. Atlas A-9 Av. Víctor Andrés Belaunde - Umacollo
Central Telefónica: (054)-258787www.bsconsultores.com