Embed Size (px)
Citation preview

5/16/2018 Tratamiento Thermal Spray - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-thermal-spray 1/6
40
La aplicación de recubrimientos con Thermal Spray au-menta la vida útil de los metales entre 10 y 15 años más
que cualquier otra protección convencional
Según cuenta la mitología griega, ‘Geras’ era un demo-nio cruel, hijo de la noche, aquel carente de piedad, queacechaba sus víctimas y consumía la vitalidad de todoaquello que tocaba, paulatinamente aprovechaba el pasodel tiempo para robarle la belleza a los humanos y a lanaturaleza; corroía todos los elementos, nada ni nadiepodía escapar a sus efectos. Capaz incluso de doblegar elmás fuerte de los metales: el hierro, creación de ‘Vulcano’ ,guardián de los volcanes y protector de herreros y orfe-
bres. El demonio dejaba una mancha corrosiva y carmesísobre el metal, destruyendo su dureza y resistencia.
Curiosa leyenda con la que los griegos explicaban losdañinos efectos de la corrosión, en la actualidad, uno delos enemigos más peligrosos de la industria y un desafiópara la ingeniería moderna.
Según el último boletín de la Asociación Venezolana deGalvanizadores, la corrosión ocasiona cuantiosas pérdidaseconómicas en el mundo, se estima que se pierden 725mil toneladas de acero al año, 33 toneladas por hora, esdecir 9 kilogramos de acero por segundo. Además repre-senta en promedio el 3,5 por ciento del Producto InternoBruto mundial (PIB).
Junto al desgaste y los cambios de temperatura, la corro-sión constituye un problema de enormes proporcionesque necesita ser controlado, particularmente en el sectormetalmecánico.
Teniendo en cuenta la gran variedad de técnicas antico-rrosión, los complejos factores ambientales y la necesidadde la industria de aumentar la vida útil de los metales,en todo el mundo se desarrollan estudios para minimizarlos efectos destructivos de la corrosión. Los actores de la
Thermal Spray
Camilo Marín VillarPeriodista Metal Actual
Una técnica que rompe lavelocidad del sonido
T R A T A M I E N T O S
40
Foto: http://www.airproducts.com/
Protección de alto impacto
5/16/2018 Tratamiento Thermal Spray - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-thermal-spray 2/6
4
cadena industrial se han percatado cada vez más que ‘lobarato sale caro’ y por ello buscan adoptar mejores téc-nicas para la obtención de revestimientos protectores decalidad y con excelente desempeño ante los inclementesfactores corrosivos.
Hoy en día, dichas iniciativas se concentran en los proce-sos de Thermal Spray o Proyección Térmica, una técnicasencilla de aplicar que ha mostrado excelentes resultadospara proteger diversas estructuras y reducir costos demantenimiento.
Según los análisis del ingeniero Hernando Reyes Pacheco,profesor del área de metalmecánica de la UniversidadNacional de Colombia, la protección con Thermal Sprayreduce los efectos de la agresiva corrosión y el desgastesobre los metales entre un 40 y un 80 por ciento más quecualquier otro método.
El proceso
Dicha técnica es conocida en Colombia con el nombre demetalización, aludiendo al tipo de recubrimiento, quecasi siempre es metálico. Y aunque es cierto, tambiénes capaz de aplicar materiales cerámicos y / o polímerossintéticos(1) o cualquier combinación deseada, según lasnecesidades técnicas de la industria.
El material es fundido a altas temperaturas y rociado agran velocidad sobre la superficie de una pieza base osustrato, para conferirle mejores propiedades físicas yquímicas, aumentando su resistencia a los efectos del
medio y disminuyendo los costos de mantenimiento yreparación.
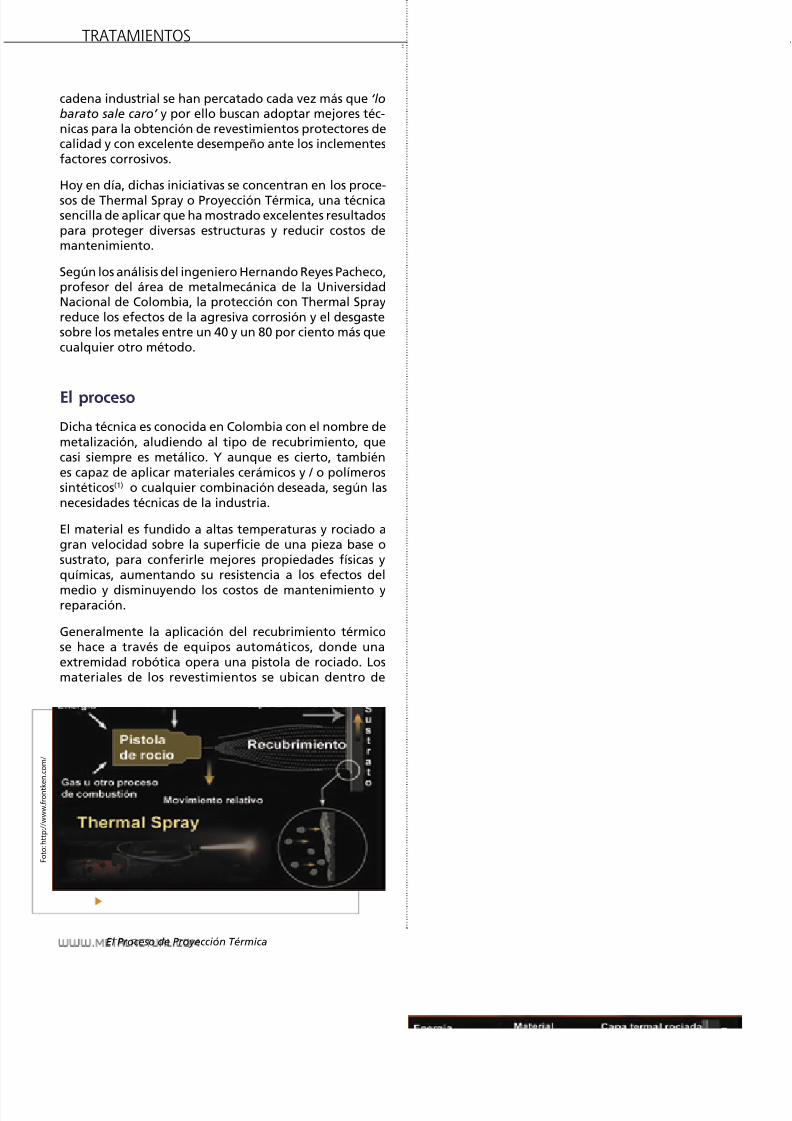
Generalmente la aplicación del recubrimiento térmicose hace a través de equipos automáticos, donde unaextremidad robótica opera una pistola de rociado. Losmateriales de los revestimientos se ubican dentro de
TRATAMIENTOS
El Proceso de Proyección Térmica
F o t o : h t t p : / / w w w . f r o n t k e
n . c o m /

5/16/2018 Tratamiento Thermal Spray - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-thermal-spray 3/6
42
una cámara interna en la pistola, enforma de polvo, alambre o barra. Allípor efecto de la combustión del gasoxigenado, el material se calienta aaltas temperaturas convirtiéndose enmicropartículas.
Éstas, son rociadas sobre el sustratopor medio de una fuerte corriente deaire comprimido, inyectado a travésde una manguera sellada hacia la cá-mara, ocasionando que millones degotitas sean expulsadas a velocidadesextremas sobre la pieza, creando unaestructura homogénea sobre la su-perficie con excelente tolerancia a lacorrosión y / o el desgaste. Sin duda,la característica que hace especialesta técnica, es la extrema velocidad(energía cinética) que adquiere elrociado, logrando así que se anclemecánicamente a las imperfeccio-nes del sustrato, resultando unamacroestructura cohesiva conocidacomo lenticular o laminar. Cabe decir,que a mayor velocidad y desplieguede energía cinética es mayor la adhe-rencia de las capas rociadas.
Antes de proyectar el sustrato, éstedebe limpiarse para obtener unamejor adherencia del revestimiento,pues como se explicó el mecanismode cohesión es el anclaje mecánico.También es indispensable definirel espesor de la capa que se deseaobtener, teniendo en cuenta la com-posición del depósito y los requeri-mientos industriales de la pieza.
Las industrias con grandes producciones
en serie, se benefician de la Proyección
Térmica, al obtener excelentes resultados,
con tiempos eficientes y alta calidad.
F o t o : S h a n g a i S i g n a l H i t e k T r a d i n g . c o
Hernando Reyes Pacheco: Ingeniero
metalúrgico, profesor de la Univer-
sidad Nacional de Colombia
F o t o : M e t a l A c t u a l
Aplicación
El profesor Reyes Pacheco, explicó queel rociado térmico fundamentalmentees aplicado en las grandes industrias–en especial en el sector de transporte–
las cuales producen volúmenes altos depiezas en serie. Se destaca la industrianaval, cuyas necesidades particularesson cubiertas por la Proyección Térmi-ca, por sus excelentes resultados contrala corrosión por efectos del agua sala-da. Igualmente, tanto las láminas delfuselaje, los remaches y las uniones delos aviones están siendo recubiertas yprotegidas con capas ultradelgadas ycompactas de aleaciones superresisten-tes rociadas con el sistema.
Según el estudio de la Universidad
Nacional, la industria colombiana aúnno ha adoptando la Proyección Tér-mica como un método habitual paracombatir la corrosión y el desgaste.En un 95 por ciento la recuperación yel mantenimiento de piezas se hacena través de procesos convencionalesutilizando pinturas de alto desempe-ño y protección catódica(2).
Pacheco, dijo que en industria me-talmecánica nacional no abunda laproducción en serie a gran escala,
por lo que el sector se conforma,por ahora, con aplicar proteccionesconvencionales. Además la ausenciade estudios en esta área, genera ig-norancia sobre los grandes beneficiosde la Proyección Térmica.
Así mismo lo confirma, una investi-gación realizada el año pasado en laUniversidad Tecnológica de Pereiray liderada por el ingeniero metalúr-gico José Luddey Marulanda, quienasegura que las medianas y pequeñasmetalurgias excluyen esta técnica
por considerarla costosa y optan porotras alternativas más económicas.Sin embargo dice, que a pesar quesean aparentemente altos los gastoscon Thermal Spray, aproximadamen-te 1,5 veces mayor que los de los sis-temas de pintura de alto desempeño,el ahorro que se obtiene gracias alrespectivo aumento del ciclo de vidade la maquinaria, casi tres cuartos encomparación con los tratamientosconvencionales, justifican su uso.
Ventajas de la proyeccióntérmica
La industria todos los días utiliza di-versas técnicas para contrarrestar losefectos corrosivos de la naturaleza,sin embargo no existe un materialque detenga indefinidamente lacorrosión. Todos los procesos sim-plemente pueden prolongar más omenos la vida útil de los bienes. Porello las investigaciones se concentran
en buscar mejoras a las actuales téc-nicas y encontrar aleaciones livianas,de alto desempeño mecánico y bue-na resistencia frente a la oxidación.Esto combinado a las necesidadesespecificas de cada sector industrialy a factores económicos determina laelección de una u otra técnica.
Temperatura: Gracias a las altas tem-peraturas que se obtienen – más de1.500° C – es posible fundir elementosmetálicos, cerámicos y polímeros de
alta pureza, logrando que el recu-brimiento pase de un estado sólido auno semi-gaseoso, convirtiéndose enmicropartículas que se anclan a las im-perfecciones del sustrato fuertemente.Así, es posible proteger piezas de ace-ro o hierro, con capas de aluminio oincluso titanio, elementos que a dife-rencia del los óxidos de hierro, formanátomos firmemente cohesionadosque literalmente sellan el material. Ensuma, dichos recubrimientos tienen
TRATAMIENTOS

5/16/2018 Tratamiento Thermal Spray - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-thermal-spray 4/6
4TRATAMIENTOS
baja porosidad y prácticamente no sefracturan, lo cual garantiza uno de lossistemas de protección más eficientescontra la corrosión.
Velocidad: La velocidad con la quemigra a la superficie el revestimientopara combinarse con el sustrato nopuede ser lograda por ninguna otratécnica. Entonces el grado adheren-cia de la capa obtenido por Proyec-ción Térmica es superior.
Si bien es cierto, otros procesos comoel cromado y las pinturas de alto des-empeño, entregan también protec-ciones resistentes y de alta calidad, lascapas de éstas se adhieren con menorfuerza al sustrato ya que el revesti-miento se aplica en estado líquido,
disminuyendo el anclaje mecánico ypresentando deterioro con el paso deltiempo. A su vez, la energía cinéticagenerada por dichos procesos es casinula, ocasionando mayor riesgo defractura en el acabado.
La Proyección Térmica por llama fue inventada por el ing-
eniero suizo, Max Ulrich Schoop en 1911, proyectando una
aleación de plomo y estaño sobre un sustrato metálico.
I m a
g e n : h t t p : / / w w w . g o r d o n e n g l a n d . c o . u
kPor llama
Cuatro métodos, un objetivo
Hoy día, existen cuatro variantes de la técnica: los procesos que utilizan sis-temas de combustión por llama; los de oxi-combustibles de alta velocidad,mejor conocidos como High Velocity Oxy-Fuel (HVOF); los de detonación y lossistemas de arco, este último integra la técnica de arco eléctrico y el sistema
de plasma con arco.
5/16/2018 Tratamiento Thermal Spray - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-thermal-spray 5/6
44TRATAMIENTOS
• Por llama: así se denomina el sistema que utiliza gasescombustibles como fuente de combustión y general-mente es el más aplicado. El material del recubrimientoes compuesto por elementos ferrosos como: aleacionesde aluminio con zinc y aceros inoxidables, se utilizan enpolvo, barras o alambres. Además la industria proveerecubrimientos en polvos compuestos por un materialcerámico y un material metálico, mejor conocido conel nombre de cermet.
La Universidad Tecnológica de Pereira ha logradoestablecer que la gran desventaja del tratamiento porllama es la alta porosidad de las capas, pues las goti-tas fundidas que forman el recubrimiento adherentese atomizan a velocidades de aproximadamente 185m / seg (600 ft / seg), mientras que la densidad deldepósito se ha medido en unos 95 v / o. (masa / vo-lumen). A pesar de ello, su resistencia y durabilidades 50 por ciento mayor que la de cualquier métodode protección convencional.
• High Velocity Oxy-Fuel: a comienzos de la décadade1980 el ingeniero Browning Witfield, utilizandola tecnología de los motores de cohetes, presentó unnovedoso método de aspersión de metal en polvo. Elprocedimiento se denomino HVOF, como un acróni-mo del término en inglés, y utiliza una combinaciónde oxígeno con diversos gases combustibles incluidoel hidrógeno, propano, propileno de hidrógeno eincluso el queroseno. Gracias a la alta fuerza cinéticaque se obtiene por la explosión súbita del gas, lasmicropartículas se desplazan a velocidades superioresde mach 1 (340,3 m/s, 1.225,08 km/h – velocidad del
sonido – ), logrando temperaturas de 2300°C aproxi-madamente (4172°F). Utiliza materiales ferrosos,compuestos cerámicos y polímeros.
La desventaja de la HVOF se concentra en la alta pér-dida del depósito por la evaporación de las partículasy su dispersión en el aire. Por ello los procesos decontrol están siendo encaminados a disminuir dichosfactores aplicando la técnica en un medio sin oxígenoatmosférico, es decir al vacío.
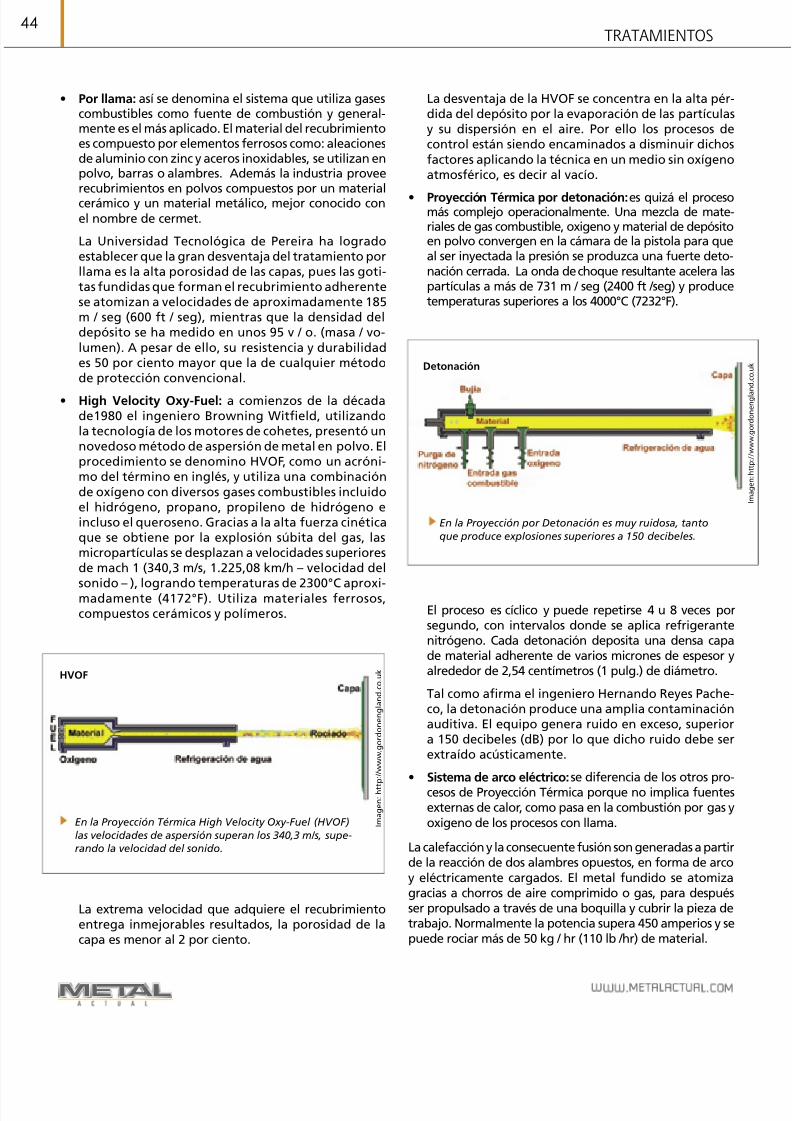
• Proyección Térmica por detonación: es quizá el procesomás complejo operacionalmente. Una mezcla de mate-riales de gas combustible, oxigeno y material de depósitoen polvo convergen en la cámara de la pistola para queal ser inyectada la presión se produzca una fuerte deto-nación cerrada. La onda de choque resultante acelera laspartículas a más de 731 m / seg (2400 ft /seg) y producetemperaturas superiores a los 4000°C (7232°F).
En la Proyección Térmica High Velocity Oxy-Fuel (HVOF)
las velocidades de aspersión superan los 340,3 m/s, supe-
rando la velocidad del sonido.
I m a g e n : h t t p
: / / w w w . g o r d o n e n g l a n d . c o . u
k
En la Proyección por Detonación es muy ruidosa, tanto
que produce explosiones superiores a 150 decibeles.
HVOF
Detonación
La extrema velocidad que adquiere el recubrimientoentrega inmejorables resultados, la porosidad de lacapa es menor al 2 por ciento.
El proceso es cíclico y puede repetirse 4 u 8 veces porsegundo, con intervalos donde se aplica refrigerantenitrógeno. Cada detonación deposita una densa capade material adherente de varios micrones de espesor yalrededor de 2,54 centímetros (1 pulg.) de diámetro.
Tal como afirma el ingeniero Hernando Reyes Pache-co, la detonación produce una amplia contaminaciónauditiva. El equipo genera ruido en exceso, superiora 150 decibeles (dB) por lo que dicho ruido debe serextraído acústicamente.
• Sistema de arco eléctrico: se diferencia de los otros pro-cesos de Proyección Térmica porque no implica fuentesexternas de calor, como pasa en la combustión por gas yoxigeno de los procesos con llama.
La calefacción y la consecuente fusión son generadas a partirde la reacción de dos alambres opuestos, en forma de arcoy eléctricamente cargados. El metal fundido se atomizagracias a chorros de aire comprimido o gas, para despuésser propulsado a través de una boquilla y cubrir la pieza detrabajo. Normalmente la potencia supera 450 amperios y sepuede rociar más de 50 kg / hr (110 lb /hr) de material.

5/16/2018 Tratamiento Thermal Spray - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-thermal-spray 6/6
4TRATAMIENTOS
El arco eléctrico de aspersión tienela ventaja de no requerir el uso deoxigeno y / o gas combustible, locual reduce los costos. Sin embargo,la porosidad de las capas es un pocomayor. Dentro de la categoría dearco, se encuentra también el pro-cedimiento de recubrimiento conplasma, donde se utilizan simultá-neamente dos o más materiales paraelaborar el depósito (compuestos
de carburos, óxidos y / o nitruros,fundamentalmente, ferrosos. Porejemplo el nitruro de boro, carburode cobalto o carburo de cromo. Asímismo, el método logra depositarmetales tóxicos, incluyendo calcio,uranio, niobio y titanio).
La gran ventaja del plasma es quese pueden utilizar mejores materia-les, menos porosos y con excelentesresultados anticorrosivos, incluso elrecubrimiento le otorga propiedadesrefractarias a las piezas, protegién-dolas de las altas temperaturas.
Desarrollo marítimo nacional
Para abrir nuevos caminos a losrecubrimientos térmicos, desde elaño pasado la Universidad Nacionalen convenio con el Ministerio deDefensa se encuentran adelantando
investigaciones sobre tipos revesti-mientos de gran calidad aplicadosa través de Thermal Spray. Con unainversión preliminar que supera los800 millones de pesos, el objetivodel estudio es obtener un materialsuperresistente para proteger losmotores de las naves de la ArmadaNacional de Colombia contra lacorrosión acuosa y el desgaste. Elrecubrimiento debe otorgar la pro-tección más completa posible:
a) Aumentar la resistencia de losmateriales a la corrosión en másde un 80 por ciento.
b) Mejorar la resistencia al desgatey fricción de las piezas.
c) Servir de barrera térmica paracontrarrestar los efectos de altastemperaturas.
El profesor Hernando Reyes confirmó
a Metal Actual, que la fase inicial delproyecto ya está en marcha y se espe-ra la compra de equipos y consumi-bles para ejecutar los experimentos.La investigación tendrá como sede elastillero Conastil en Cartagena. Parafinales de 2009 o mediados de 2010iniciará la fase de ejecución.
Las investigaciones de las Univer-sidad Nacional y la Tecnológica dePereira, sobre Proyección Térmica,
son un excelente ejemplo parareproducir a todo nivel. Colombiano puede ser ajena al estudio de lacorrosión y a buscar métodos parasu prevención. El esfuerzo requiereuna investigación multidisciplinaria,
donde los empresarios reconozcanque vale la pena impulsar el uso demejores tecnologías para alcanzarun desarrollo industrial superior ycompetir en el mercado mundial.
Citas
1) Polímeros: componentes de estructurasrepetidas, tales como los plásticos, lasgomas y las fibras. El término viene delgriego “poli”, muchos, y “meros”, parteo segmento.
2) Protección catódica: Técnica tradicionaly económica que utiliza corriente para
proteger contra la corrosión diversos ma-teriales metálicos. La corrosión se detienecuando se hace fluir una corriente eléc-trica de sentido contrario y de magnitudsuficiente para contrarrestar el efectocorrosivo del ambiente. Esta corrientepuede obtenerse de un rectificador o ge-nerador (corriente impresa) o de un ánodode sacrificio (corriente galvánica), el queforma una pila natural con la estructuraentregando la corriente suficiente paraimpedir su corrosión.
Fuentes
• Hernando Reyes Pacheco. Profesor delárea de metalmecánica y mecatrónica de la
Universidad Nacional de Colombia. E-mail: [email protected]
• Protección contra la corrosión por mediodel rociado térmico. Publicado en la Redde Revistas Científicas de América Latinay el Caribe, España y Portugal. Scientia EtTchnica, mayo 2007. Universidad Tecnoló-gica de Pereira – Colombia.
• Asociación Internacional de Thermal Spray.Organización profesional dedicada a fomen-tar el uso de las tecnologías de proyección té-rmica para beneficio de la industria y la socie-dad. 208 Calle 3 Fairport Harbor, Ohio 44077.Estados Unidos. Teléfonos: 440.357.5400 / 440.357.5430 440.357.5400 / 440.357.5430Correo electrónico: [email protected]
o [email protected]. Página webwww.thermalspray.org o www.spraytime.com
• Asociación Venezolana de Galvanizadores. Caracas, Municipio Chacao, Calle Pantíncruce con Ave. Libertador, Edf. GaleríasPantín, primer piso, Ofc. 6. Teléfono: +58(212) 263 3677. Fax: +58 (212) 263 7737.Correo electrónico: [email protected] /[email protected] / [email protected] Página web: http://www.avgal.net/
• American Welding Society. Thermal Spra-ying – Practice, Theory and Applications.Miami, Fl USA. 1985.
En la Proyección por Arco Eléctrico los costos disminuyen pues no
se utiliza la combustión por gas y oxigeno como en los procesos
con llama.
Imagen: http://www.gordonengland.co.uk























![Thermal Comfort Booklet Spanish[1]](https://img.pdfslide.es/doc/110x75/557201804979599169a1b9ed/thermal-comfort-booklet-spanish1.jpg)





