Embed Size (px)
Citation preview
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 1/30
1
INTRODUCCIÓN.
Los sistemas de ingeniería que poseen masa y elasticidad están capacitados
para tener movimiento relativo. Si el movimiento de estos sistemas se repite después
de un determinado intervalo de tiempo, el movimiento se conoce como vibración. La
vibración es, en general, una forma de energía disipada.
Una manera sencilla de describir lo que es este concepto sería: el movimiento
continuo y repetitivo de un objeto alrededor de una posición de equilibrio. La posición
de equilibrio es a la que se llegará cuando la fuerza que actúa sobre el objeto sea cero.
El fenómeno de vibración es benéfico para algunas situaciones como el caso del
funcionamiento de instrumentos musicales con cuerdas como la guitarra ya que por
medio de este se produce el sonido y se hace trabajar dicho instrumento; sin embargo,
la mayoría de las veces esto no resulta deseable pues en otros casos, particularmente
en maquinarias, debido a las vibraciones, se perjudican sistemas llevándolos a perderpartes, aflojar uniones, transmitir fuerzas y movimientos indeseables a objetos
cercanos o incluso pueden desensamblarse por causa del mismo movimiento.
Por esta razón el estudio de las vibraciones es de gran importancia dentro del
campo de la ingeniería, especialmente dentro del mantenimiento industrial ya uno de
los principales métodos para analizar y diagnosticar el estado de una maquina es
determinar las medidas necesarias para corregir la condición de vibración, reducir el
nivel de las fuerzas vibratorias no deseadas e innecesarias. De manera que, al estudiar
los datos, el interés principal deberá ser la identificación de las amplitudes
predominantes de la vibración, la determinación de las causas, y la corrección delproblema que ellas representan, con el fin de minimizar el riesgo de fallas producido
por vibraciones aumentando de esta manera la confiabilidad de los equipos.
Cuando se hace un estudio de las vibraciones,este abarca los movimientos de
los cuerpos y las fuerzas asociadas con ellos. Todos los cuerpos que poseen masa y
elasticidad, son capaces de vibrar. Una vibración mecánica es el movimiento de una
partícula o cuerpo que oscila alrededor de una posición de equilibrio. La mayoría de
las máquinas y estructuras experimentan vibraciones hasta cierto grado por lo que su
diseño requiere la consideración de este efecto dinámico debido a que ocasiona un
aumento en los esfuerzos y tensiones.
El análisis de vibraciones es un tema muy amplio al cual se han dedicado
estudios completos, en este trabajo se expone de forma resumida algunos aspectos
teóricos de las vibraciones, conceptos, elaboración de espectros de vibraciones,
normativas ISO sobre vibraciones y el concepto de frecuencia de resonancia.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 2/30
2
VIBRACIONES.
El estudio de las vibraciones mecánicas se ha convertido en algo esencial para
la ingeniería ya que el buen funcionamiento de maquinaria mecánica está relacionado
en muchos casos con su comportamiento vibratorio. Es de gran importancia conocer
la clasificación de las vibraciones mecánicas ya que presentan un panorama de losdiferentes estudios que se pueden aplicar. Otra herramienta importante en el estudio
de las vibraciones mecánicas es el modelo matemático. Este procedimiento debe ser
preciso ya que los errores pueden arrojar información errónea.
Desde que aparecieron los primeros instrumentos musicales, en especial los de
cuerda, la gente ya mostraba un interés por el estudio del fenómeno de las
vibraciones, por ejemplo, Galileo encontró la relación existente entre la longitud de
cuerda de un pendido y su frecuencia de oscilación, además encontró la relación entre
la tensión, longitud y frecuencia de vibración de las cuerdas.
Estos estudios y otros posteriores ya indicaban la relación que existe entre
el sonido y las vibraciones mecánicas.
A través de la historia, grandes matemáticos elaboraron importantes
aportaciones que hicieron del fenómeno de las vibraciones toda una ciencia, tan así
que hoy en día se ha convertido en una de las mas estudiadas y aplicadas en
la industria.
Podemos mencionar entre otros, Taylor, Vernoulli, D’ Alember,
Lagrange, Fourier, etc. La ley de Hooke en 1876 sobre la elasticidad, Coulomb dedujo
la teoria y la experimentación de oscilaciones torcionales, Rayleigh con su método de
energías, etc. Fueron grandes físicos que estructuraron las bases de las vibraciones
como ciencia.
En la actualidad, las vibraciones mecánicas es el fenómeno en el cual la gente
está en continuo contacto y cuyos efectos difieren. Un ejemplo cotidiano de las
vibraciones está presente en el buen funcionamiento de los amortiguadores de un
automóvil.
Cabe destacar que un fenómeno de la cual las maquinas temen es la llamada
resonancia, cuyas consecuencias pueden ser serias.
Por otro lado el buen funcionamiento de la maquinaria industrial es un
fenómeno que requiere de una constante inspección, es decir,
el mantenimiento predictivo; este juega un papel importante en el crecimiento
económico de una empresa, ya que predecir una falla es sinónimo
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 3/30
3
de programación de eventos que permite a la empresa decidir el momento adecuado
para detener la máquina y darle el mantenimiento.
El análisis de vibración juega un papel importante en el mantenimiento
predictivo, este consiste en tomar medida de vibración en diferentes partes de la
máquina y analizar su comportamiento.
El estudio de las vibraciones mecánicas también llamado, mecánica de las
vibraciones, es una rama de la mecánica, o más generalmente de la ciencia, que
estudia los movimientos oscilatorios de los cuerpos o sistemas y de las fuerzas
asociadas con ella.
DEFINICIÓN 1.
Vibración: es el movimiento de vaivén que ejercen las partículas de un cuerpo debidoa una excitación.
Existe una relación entre el estudio de las vibraciones mecánicas del sonido, si
un cuerpo sonoro vibra el sonido escuchado está estrechamente relacionado con la
vibración mecánica, por ejemplo una cuerda de guitarra vibra produciendo el tono
correspondiente al número de ciclos por segundo de vibración.
Para que un cuerpo o sistema pueda vibrar debe poseer características
potenciales y cinéticas. Nótese que se habla de cuerpo y sistema. Si un cuerpo no tiene
la capacidad de vibrar se puede unir a otro y formar un sistema que vibre; porejemplo, una masa y resorte donde la masa posee características energéticas cinéticas,
y el resorte, características energéticas potenciales.
Otro ejemplo de un sistema vibratorio es una masa y una cuerda empotrada de
un extremo donde la masa nuevamente forma la parte cinética y el cambio de posición
la parte potencial.
DEFINICIÓN 2.
Vibración mecánica: es el movimiento de vaivén de las moléculas de u cuerpo o
sistema debido a que posee características energéticas cinéticas y potenciales.
En cualquiera que sea el caso, la excitación es el suministro de energía. Como
ejemplos de excitación instantánea tenemos el golpeteo de una placa, el rasgueó de las
cuerdas de una guitarra el impulso y deformación inicial de un sistema masa resorte,
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 4/30
4
etc. Como ejemplo de una excitación constante tenemos el intenso caminar de
una persona sobre un puente peatonal, un rotor desbalanceado cuyo efecto es
vibración por desbalance, el motor de un automóvil, un tramo de retenedores es una
excitación constante para el sistema vibratorio de un automóvil, etc.
El movimiento más sencillo que pueda existir es el movimiento en unadirección, de una masa controlada por un resorte único. Este sistema mecánico se
llama sistema resorte / masa y es el método más sencillo para demostrar la vibración
y es típico para todas las máquinas por sus propiedades similares al sistema.
Hasta que no se aplique una fuerza a la masa para producir su movimiento no
habrá vibración. Si se desplaza la masa, hasta una cierta distancia del punto de
equilibrio, y después se suelta, el resorte la regresará al equilibrio. Para entonces, la
masa tendrá algo de energía cinética y rebasará la posición de descanso y desviará el
resorte en la dirección opuesta. Perderá velocidad hasta pararse en el otro extremo de
su desplazamiento donde el resorte volverá a empezar el regreso hacia su punto de
equilibrio. El mismo proceso se volverá a repetir con la energía transfiriéndose entre
la masa y el resorte, desde energía cinética en la masa hasta energía potencial en el
resorte, y regresando hasta que la fuerza aplicada desaparezca. Esto indica que la
vibración es la reacción de un sistema a una excitación, estimulo o fuerza interna o
externa aplicada al mismo.
CAUSAS DE LAS VIBRACIONES:
Las causas de la vibración reside en los problemas mecánicos, entre los más
comunes son:
1. Desbalance de las piezas rotativas.
2. Falta de alineación en acoples y rodamientos.
3. Engranajes desgastados, excéntricos o dañados.
4. Ejes vencidos.
5. Bandas o cadenas de transmisión en precaria condiciones.
6. Rodamientos y chumaceras deteriorados.
7.
Desviaciones del par de torsión.8. Fuerzas electromagnéticas.
9. Fuerzas aerodinámicas.
10. Fuerzas hidráulicas.
11. Aflojamiento.
12. Rozamiento.
13. Resonancia.

8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 5/30
5
Características, importancia y unidades de medición:
La condición de una máquina y sus problemas mecánicos se determinan
midiendo las características de su vibración, que varían de acuerdo a la causa que la
ocasiona. Al medir estas características, se pueden descubrir y describir el
movimiento vibratorio indeseable de una máquina; y al considerar cada una de ellas
como síntomas del equipo, se puede diagnosticar el funcionamiento de la máquina o
en su defecto la presencia de un problema eminente,
CARACTERÍSTICAS DE LAS VIBRACIONES EN MÁQUINAS:
A continuación se presentan las características más relevantes que determinan
la vibración en maquinarias, se utiliza el gráfico del movimiento de la masa en función
del tiempo como referencia para la introducción de cada una de ellas:
Frecuencia: La frecuencia de la vibración es el tiempo en que tarda la masa para ir y
regresar a una misma posición o en forma técnica, es la medida de la cantidad deciclos completos que acontecen en un periodo de tiempo específico. Este tiempo se
denomina “periodo de vibración” (T), que es la cantidad de tiempo requerido para
llevar a cabo un ciclo completo de un espectro de vibración. De manera tal que la
frecuencia viene dada, entonces, por el inverso del periodo (f = 1/T) y generalmente
es expresada como cantidad de ciclos que se generan en un minuto (cpm). En el
mismo orden, en los equipos rotativos, se mide en término de velocidad, revoluciones
por minuto (rpm), de fácil relación con la frecuencia; y por último, se puede
especificar por la cantidad de ciclos por segundo “Hertz” (Hz), lo que quiere decir que
60 Hz = 1 cpm. La frecuencia determina el origen del problema.
1 7 12 2 3 4 6 (11)
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 6/30
6
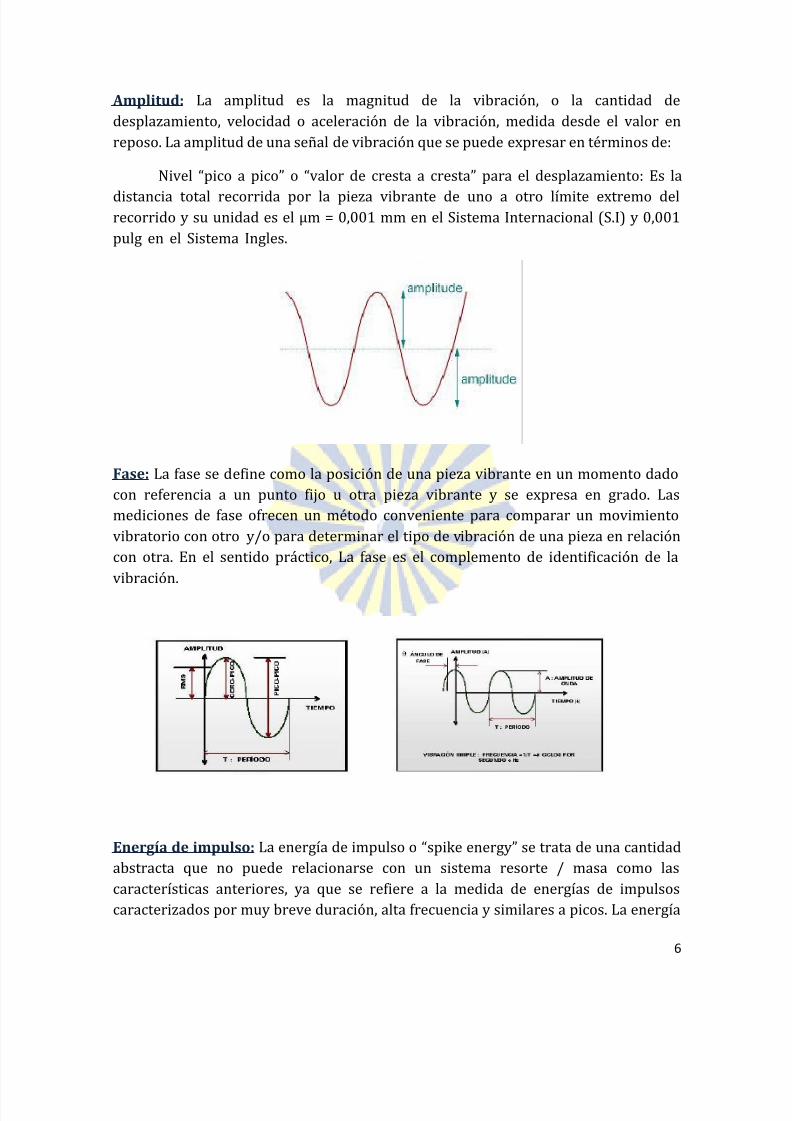
Amplitud: La amplitud es la magnitud de la vibración, o la cantidad de
desplazamiento, velocidad o aceleración de la vibración, medida desde el valor en
reposo. La amplitud de una señal de vibración que se puede expresar en términos de:
Nivel “pico a pico” o “valor de cresta a cresta” para el desplazamiento: Es la
distancia total recorrida por la pieza vibrante de uno a otro límite extremo delrecorrido y su unidad es el µm = 0,001 mm en el Sistema Internacional (S.I) y 0,001
pulg en el Sistema Ingles.
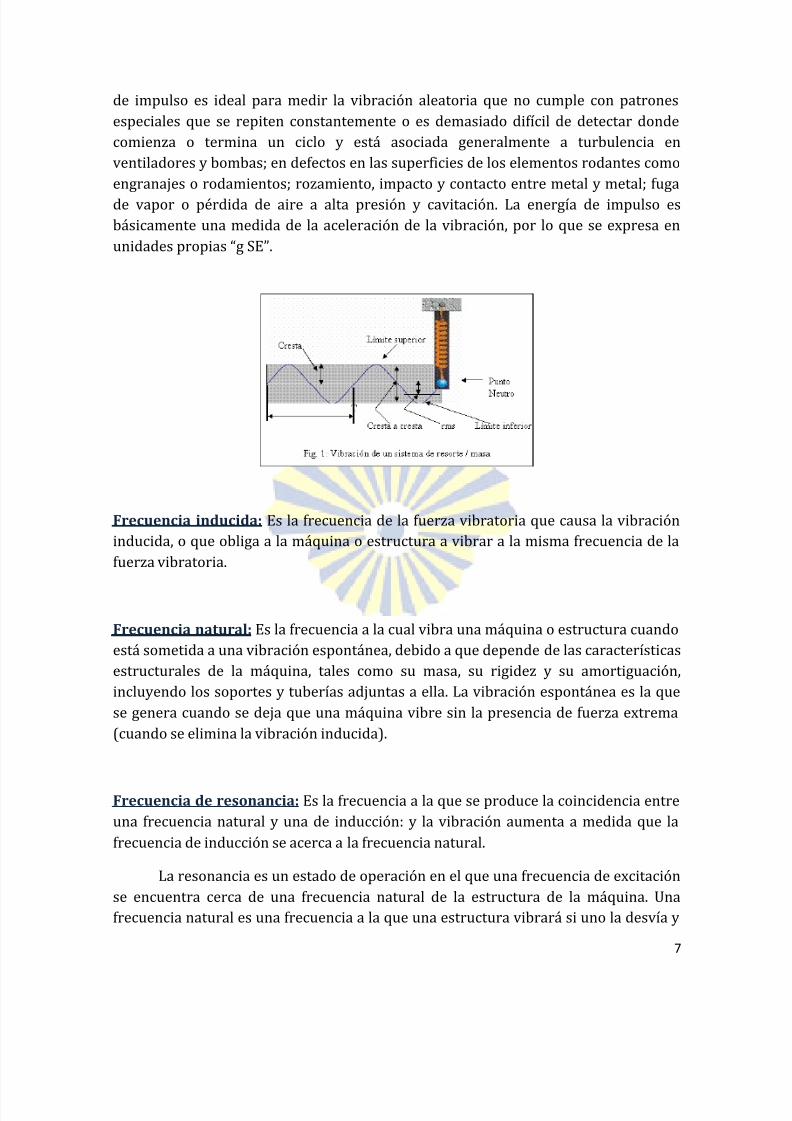
Fase: La fase se define como la posición de una pieza vibrante en un momento dado
con referencia a un punto fijo u otra pieza vibrante y se expresa en grado. Las
mediciones de fase ofrecen un método conveniente para comparar un movimiento
vibratorio con otro y/o para determinar el tipo de vibración de una pieza en relación
con otra. En el sentido práctico, La fase es el complemento de identificación de la
vibración.
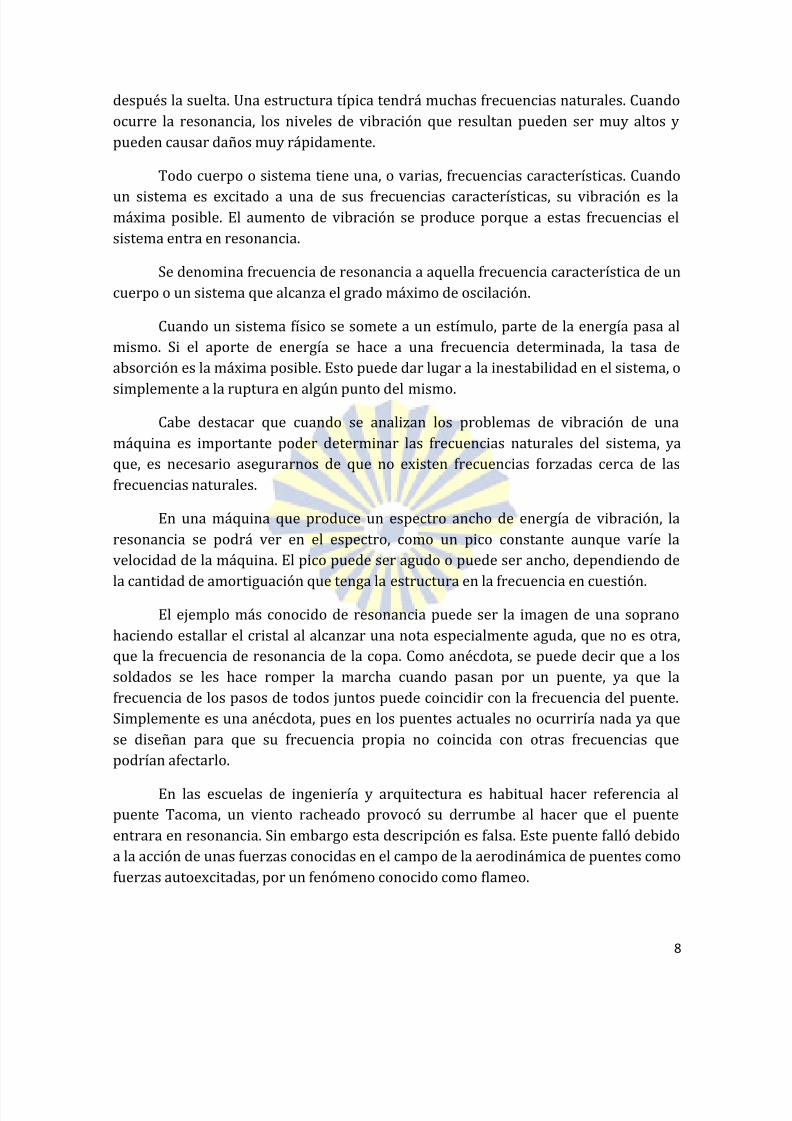
Energía de impulso: La energía de impulso o “spike energy” se trata de una cantidad
abstracta que no puede relacionarse con un sistema resorte / masa como las
características anteriores, ya que se refiere a la medida de energías de impulsos
caracterizados por muy breve duración, alta frecuencia y similares a picos. La energía
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 7/30
7
de impulso es ideal para medir la vibración aleatoria que no cumple con patrones
especiales que se repiten constantemente o es demasiado difícil de detectar donde
comienza o termina un ciclo y está asociada generalmente a turbulencia en
ventiladores y bombas; en defectos en las superficies de los elementos rodantes como
engranajes o rodamientos; rozamiento, impacto y contacto entre metal y metal; fuga
de vapor o pérdida de aire a alta presión y cavitación. La energía de impulso es
básicamente una medida de la aceleración de la vibración, por lo que se expresa en
unidades propias “g SE”.
Frecuencia inducida: Es la frecuencia de la fuerza vibratoria que causa la vibración
inducida, o que obliga a la máquina o estructura a vibrar a la misma frecuencia de la
fuerza vibratoria.
Frecuencia natural: Es la frecuencia a la cual vibra una máquina o estructura cuando
está sometida a una vibración espontánea, debido a que depende de las características
estructurales de la máquina, tales como su masa, su rigidez y su amortiguación,
incluyendo los soportes y tuberías adjuntas a ella. La vibración espontánea es la que
se genera cuando se deja que una máquina vibre sin la presencia de fuerza extrema
(cuando se elimina la vibración inducida).
Frecuencia de resonancia: Es la frecuencia a la que se produce la coincidencia entre
una frecuencia natural y una de inducción: y la vibración aumenta a medida que la
frecuencia de inducción se acerca a la frecuencia natural.
La resonancia es un estado de operación en el que una frecuencia de excitación
se encuentra cerca de una frecuencia natural de la estructura de la máquina. Una
frecuencia natural es una frecuencia a la que una estructura vibrará si uno la desvía y
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 8/30
8
después la suelta. Una estructura típica tendrá muchas frecuencias naturales. Cuando
ocurre la resonancia, los niveles de vibración que resultan pueden ser muy altos y
pueden causar daños muy rápidamente.
Todo cuerpo o sistema tiene una, o varias, frecuencias características. Cuando
un sistema es excitado a una de sus frecuencias características, su vibración es lamáxima posible. El aumento de vibración se produce porque a estas frecuencias el
sistema entra en resonancia.
Se denomina frecuencia de resonancia a aquella frecuencia característica de un
cuerpo o un sistema que alcanza el grado máximo de oscilación.
Cuando un sistema físico se somete a un estímulo, parte de la energía pasa al
mismo. Si el aporte de energía se hace a una frecuencia determinada, la tasa de
absorción es la máxima posible. Esto puede dar lugar a la inestabilidad en el sistema, o
simplemente a la ruptura en algún punto del mismo.
Cabe destacar que cuando se analizan los problemas de vibración de una
máquina es importante poder determinar las frecuencias naturales del sistema, ya
que, es necesario asegurarnos de que no existen frecuencias forzadas cerca de las
frecuencias naturales.
En una máquina que produce un espectro ancho de energía de vibración, la
resonancia se podrá ver en el espectro, como un pico constante aunque varíe la
velocidad de la máquina. El pico puede ser agudo o puede ser ancho, dependiendo de
la cantidad de amortiguación que tenga la estructura en la frecuencia en cuestión.
El ejemplo más conocido de resonancia puede ser la imagen de una soprano
haciendo estallar el cristal al alcanzar una nota especialmente aguda, que no es otra,
que la frecuencia de resonancia de la copa. Como anécdota, se puede decir que a los
soldados se les hace romper la marcha cuando pasan por un puente, ya que la
frecuencia de los pasos de todos juntos puede coincidir con la frecuencia del puente.
Simplemente es una anécdota, pues en los puentes actuales no ocurriría nada ya que
se diseñan para que su frecuencia propia no coincida con otras frecuencias que
podrían afectarlo.
En las escuelas de ingeniería y arquitectura es habitual hacer referencia al
puente Tacoma, un viento racheado provocó su derrumbe al hacer que el puente
entrara en resonancia. Sin embargo esta descripción es falsa. Este puente falló debido
a la acción de unas fuerzas conocidas en el campo de la aerodinámica de puentes como
fuerzas autoexcitadas, por un fenómeno conocido como flameo.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 9/30
9
CLASIFICACIÓN DE LAS VIBRACIONES MECÁNICAS.
Vibración libre: es cuando un sistema vibra debido a una excitación instantánea.
Vibración forzada: es cuando un sistema vibra debida a una excitación constante.
Esta importante clasificación nos dice que un sistema vibra libre mente solo y
solo si existen condiciones iníciales, ya sea que suministremos la energía por medio de
un pulso (energía cinética) o debido a que posee energía potencial, por ejemplo
deformación inicial de un resorte.
Esta energía es disipada por el fenómeno llamado amortiguación, en ocasiones
es despreciable. Aun cuando la energía es disipada durante la vibración, en el caso de
la vibración forzada esta descompensada por la excitación constante.
Vibración amortiguada: es cuando la vibración de un sistema es disipada.
Vibración no amortiguada: es cuando la disipación de energía se puede disipar para
su estudio.
El amortiguamiento es un sinónimo de la perdida de energía de sistemas
vibratorios. Este hecho puede aparecer como parte del comportamiento interno de un
material, de rozamiento, o bien, un elemento físico llamado amortiguador.
Vibración lineal: si los componentes básicos de un sistema tienen un
comportamiento lineal la vibración resultante es lineal.
Vibración no lineal: se produce si alguno de sus componentes se comporta como nolineal.
El comportamiento lineal de un elemento facilita su estudio, en la realidad todo
elemento de comporta como no lineal pero los resultados de su estudio no difieren, en
su mayoría, a los realizados si se consideran como elementos lineales.
Un ejemplo de ello es el resorte, donde según la ley de Hooke el
comportamiento fuerza-deformación es lineal.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 10/30
10
Cuando el comportamiento vibratorio de un sistema se puede representar por
medio de una ecuación matemática entonces se dice que la vibración es
determinística, pero si se tiene que determinar por ecuaciones probabilísticas
entonces la vibración es probabilística o random.
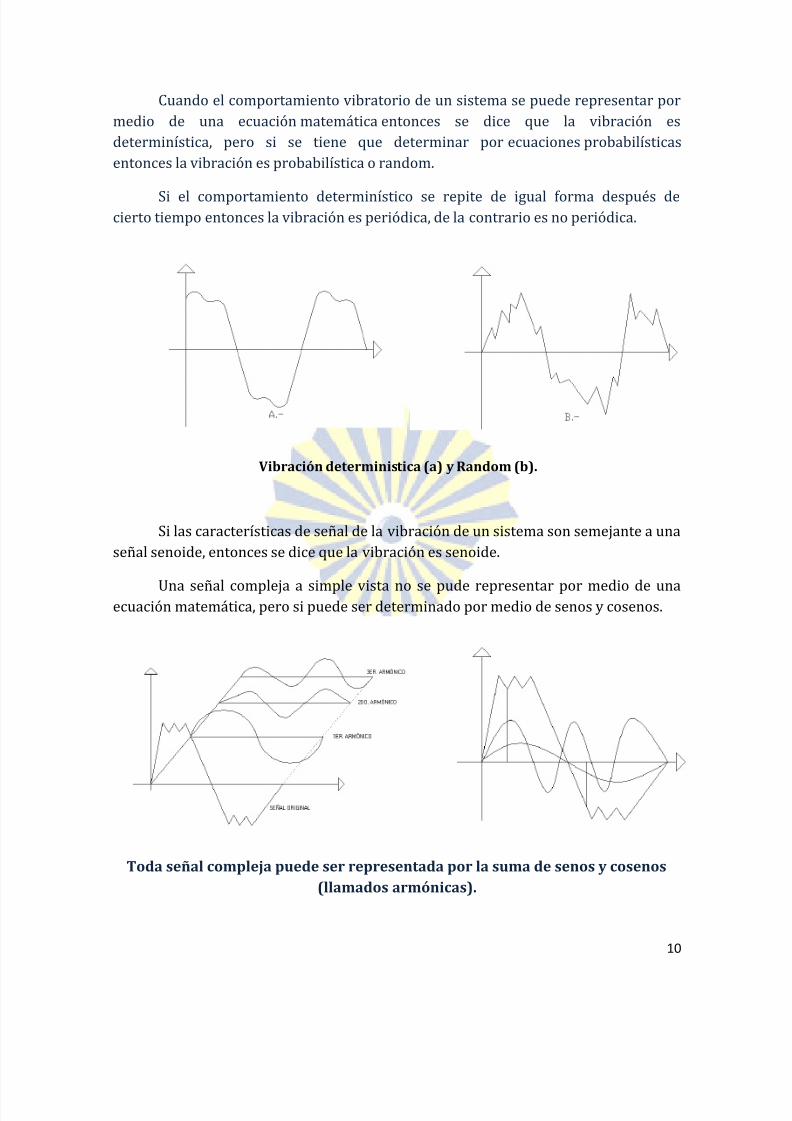
Si el comportamiento determinístico se repite de igual forma después decierto tiempo entonces la vibración es periódica, de la contrario es no periódica.
Vibración deterministica (a) y Random (b).
Si las características de señal de la vibración de un sistema son semejante a una
señal senoide, entonces se dice que la vibración es senoide.
Una señal compleja a simple vista no se pude representar por medio de unaecuación matemática, pero si puede ser determinado por medio de senos y cosenos.
Toda señal compleja puede ser representada por la suma de senos y cosenos(llamados armónicas).
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 11/30
11
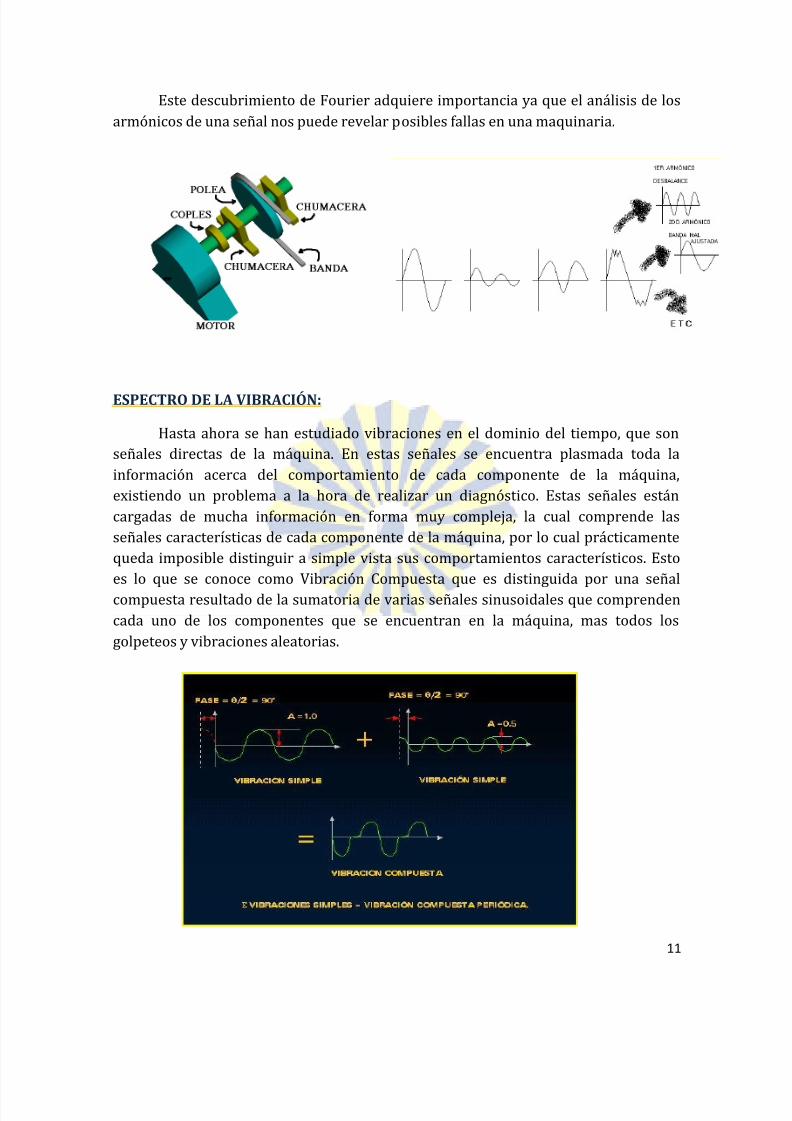
Este descubrimiento de Fourier adquiere importancia ya que el análisis de los
armónicos de una señal nos puede revelar posibles fallas en una maquinaria.
ESPECTRO DE LA VIBRACIÓN:
Hasta ahora se han estudiado vibraciones en el dominio del tiempo, que son
señales directas de la máquina. En estas señales se encuentra plasmada toda la
información acerca del comportamiento de cada componente de la máquina,
existiendo un problema a la hora de realizar un diagnóstico. Estas señales están
cargadas de mucha información en forma muy compleja, la cual comprende las
señales características de cada componente de la máquina, por lo cual prácticamente
queda imposible distinguir a simple vista sus comportamientos característicos. Esto
es lo que se conoce como Vibración Compuesta que es distinguida por una señal
compuesta resultado de la sumatoria de varias señales sinusoidales que comprenden
cada uno de los componentes que se encuentran en la máquina, mas todos los
golpeteos y vibraciones aleatorias.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 12/30
12
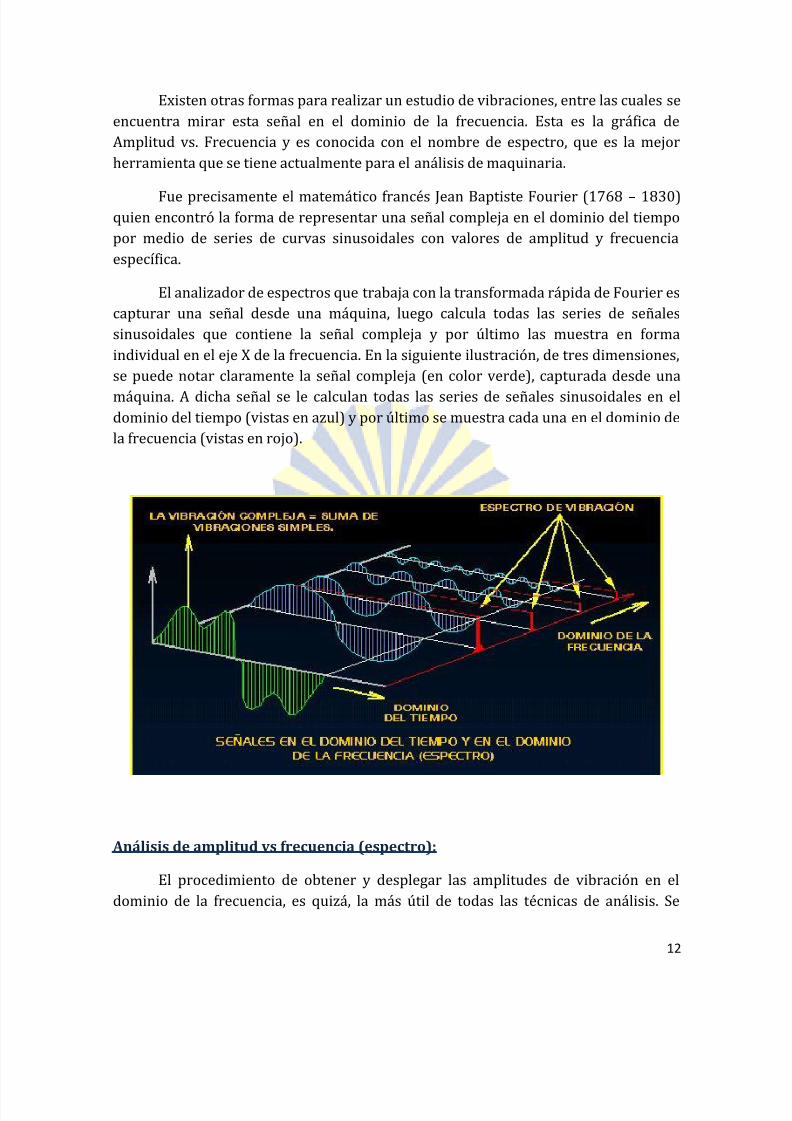
Existen otras formas para realizar un estudio de vibraciones, entre las cuales se
encuentra mirar esta señal en el dominio de la frecuencia. Esta es la gráfica de
Amplitud vs. Frecuencia y es conocida con el nombre de espectro, que es la mejor
herramienta que se tiene actualmente para el análisis de maquinaria.
Fue precisamente el matemático francés Jean Baptiste Fourier (1768 – 1830)quien encontró la forma de representar una señal compleja en el dominio del tiempo
por medio de series de curvas sinusoidales con valores de amplitud y frecuencia
específica.
El analizador de espectros que trabaja con la transformada rápida de Fourier es
capturar una señal desde una máquina, luego calcula todas las series de señales
sinusoidales que contiene la señal compleja y por último las muestra en forma
individual en el eje X de la frecuencia. En la siguiente ilustración, de tres dimensiones,
se puede notar claramente la señal compleja (en color verde), capturada desde una
máquina. A dicha señal se le calculan todas las series de señales sinusoidales en el
dominio del tiempo (vistas en azul) y por último se muestra cada una en el dominio de
la frecuencia (vistas en rojo).
Análisis de amplitud vs frecuencia (espectro):
El procedimiento de obtener y desplegar las amplitudes de vibración en el
dominio de la frecuencia, es quizá, la más útil de todas las técnicas de análisis. Se
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 13/30
13
estima que esta técnica permite identificar el 85% de los problemas de vibración que
tengan lugar en equipo rotativo. Sin embargo, siempre es recomendable analizar el
problema con alguna otra técnica para simplificar la interpretación de los datos de
vibración y emitir un diagnóstico certero.
Un espectro es una representación gráfica de la vibración en el dominio de lafrecuencia, con la amplitud de la vibración (desplazamiento, velocidad y aceleración)
en el eje Y y la frecuencia en el eje X (CPM o Hz).
Un espectro de vibración (conocido también como FFT- Transformación
Rápida de Fourier- o “firma”) traza o gráfica la amplitud (en mils, pulg/seg. O G´s) en
oposición a la frecuencia. En un análisis dentro del dominio del tiempo, donde el eje X
es el tiempo (seg. o min.), y él Y, una medida de amplitud de vibración
(desplazamiento, velocidad o aceleración) se muestra de manera precisa el
movimiento real de una máquina; sin embargo este análisis puede ser muy exhaustivo
y molesto 26 cuando se tiene que determinar la frecuencia. Para calcular el periodo de
vibración (seg./ciclo), es necesario determinar el lapso que transcurre de una cresta
de interés a otra similar. Este ciclo o periodo de tiempo (T) debe invertirse para
obtener la frecuencia (F) y convertirlo después en las unidades de frecuencia
correspondientes (cpm, cps, Hertz).
Los instrumentos para vibraciones simplifican este proceso, pues son capaces
de desarrollar una Transformación Rápida de Fourier, la que se conoce mas como FFT.
Una FFT es la transformación realizada mediante computadora (microprocesador) de
los datos del dominio del tiempo (la amplitud con relación al tiempo) en datos de
dominio de frecuencia (la amplitud con relación a la frecuencia).
La vista del dominio de frecuencia de la forma de onda de tiempo muestra de
manera gráfica cada onda sinusoidal simple como una línea vertical con amplitud
(determinada por su altura) y frecuencia (determinada por su posición a lo largo del
eje de frecuencia). Esta representación del dominio de frecuencia se conoce como
espectro.
Severidad de la vibración:El objetivo principal de usar un control de la vibración en maquinaria es la de
descubrir los problemas de un equipo en lo que se refiere a vibración en su etapa
inicial y poder programar el procedimiento de corrección adecuado. La idea principal
es la de predecir con suficiente anticipación los problemas en formación y no
determinar qué tanta vibración puede soportar un equipo ante de que falle.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 14/30
14
Los eventos que rodean el desarrollo de una falla mecánica debido a la
vibración son complejos, para poder establecer un límite confiable, que si se
sobrepasa, tendría como resultado una rotura inmediata de la máquina. Hay que tener
un indicador general de la condición de la máquina que pueda ser evaluada en base a
la amplitud de la vibración; esto es posible utilizando pautas generales que han sido
desarrolladas a través de la experiencia adquirida durante muchos años.
Para determinar la condición de una máquina puede ser utilizado como guía
general un gráfico o tabla de severidad de la vibración. Este gráfico o tabla pueden ser
de mucha ayuda para visualizar y alarmar al usuario que tan peligroso puede
convertirse el funcionamiento de un equipo. En la tabla 1, se muestra un gráfico de
severidad en donde se presentan los rangos de severidad de vibración de los
diferentes niveles de alarma, y los factores de servicio para cuatro tipos de máquina,
según la norma ISO 2372. La mayoría de las máquinas están contenidas en estos
rangos de clasificación.
La Severidad de vibración es un punto importante a la hora de hablar de
vibraciones es conocer la severidad de vibración, ella indica la gravedad que puede
tener un defecto. La amplitud de la vibración expresa la gravedad del problema, pero
es difícil establecer valores límites de la vibración que detecten un fallo. La finalidad
del análisis de vibraciones es encontrar un aviso con suficiente tiempo para poder
analizar causas y forma de resolver el problema ocasionando el paro mínimo posible
en la máquina.
Una vez obtenido un histórico de datos para cada elemento de las máquinas
que se estudian, el valor medio refleja la Normalidad en su funcionamiento.
Desviaciones continuas o excesivas indicarán un posible fallo que será identificado
después, teniendo en cuenta la frecuencia a la que se producen las mayores
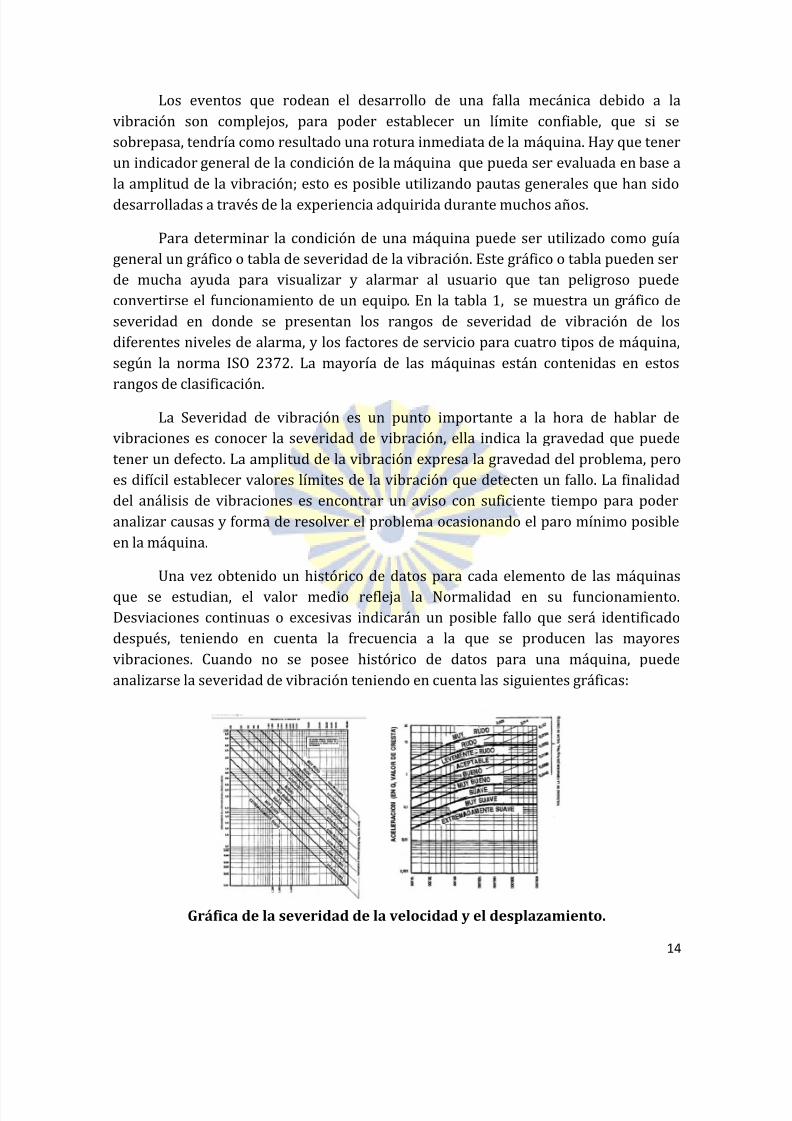
vibraciones. Cuando no se posee histórico de datos para una máquina, puede
analizarse la severidad de vibración teniendo en cuenta las siguientes gráficas:
Gráfica de la severidad de la velocidad y el desplazamiento.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 15/30
15
Etapas en la adquisición de datos:
Para comenzar el proceso de adquisición de datos es menester una serie de etapas
tales como:
Elegir un punto adecuado para la medida, así como la recopilación de los datosnecesarios para el análisis de la máquina, como son el tipo de cojinetes, de
correas, número de alabes, etc. (Ubicación de los puntos de prueba).
Seleccionar el tipo de sensor más adecuado, así como su sensibilidad y ancho
de banda, y su fijación al punto de medida con la finalidad de conseguir
transformar las vibraciones mecánicas en señal eléctrica, ya sea tensión,
intensidad, frecuencia, etc. (Transductor).
Seleccionar un acondicionador para el sensor, de ser necesario, ya que para las
señales eléctricas necesitan de un acondicionador para hacerla utilizable en el
sistema. (Acondicionador).
Calcular y medir con un analizador o convertidor analógico-digital para
transformar (transformada rápida de Fourier) la señal para ser utilizada por
un sistema informático. (Convertidor).
Mediante una computadora se procesa la señal, permitiendo la realización de
los análisis correspondientes para presentar los resultados y análisis de las
mediciones. (Computador).
ANÁLISIS DE LA VIBRACIÓN.
El análisis de la vibración es una técnica del mantenimiento predictivo, que se
basa en la detección de fallos en un sistema, a través del estudio de los niveles de
vibración. Este estudio es capaz de mostrar fallos prematuros sin necesidad de
recurrir a paradas por averías, permite optimizar tiempos y la producción. El objetivo
final es obtener la representación del espectro de las vibraciones de una máquina para
su posterior análisis.
Tipos de análisis de vibración.
Al detectar la presencia de algún problema que ocasiona alta vibración,
encontrar cual es la pieza defectuosa o causa que la origina es generalmente un
proceso de eliminación. Esto se facilita con el uso de métodos que permiten identificar
las características propias del problema y entre estos métodos se tienen:
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 16/30
16
1. Análisis de amplitudes.
La amplitud de la vibración es el primer indicador de la condición de una máquina.
Cuanto mayor amplitud tenga más grave será la vibración. El análisis de amplitudes
consiste en hacer mediciones de amplitudes en la dirección horizontal, vertical y axial
para ayudar a identificar los problemas comunes que puede ocurrir a unadeterminada frecuencia excitatriz.
Procedimiento del Análisis de Amplitudes.
El interés principal de un análisis de amplitudes deberá ser la identificación de las
amplitudes predominantes de la vibración, la determinación de las causas, y la
corrección del problema que ellas representan. No es generalmente necesario dedicar
tiempo a la identificación de las vibraciones no significativas (de baja amplitud), ya
que éstas probablemente tienen muy poca influencia sobre el estado general de la
máquina.
Características:
La amplitud más alta de la vibración se encuentra normalmente cerca de la
pieza de o la máquina en la cual se localiza el problema.
Cuanto mayor es la amplitud tanto mas grave será la vibración.
La amplitud total de vibración es la sumatoria de las amplitudes de vibración a
las diferentes frecuencias excitatrices de la máquina, que generan las causas de
vibración.
Las mediciones de amplitud se pueden hacer con vibrómetros portátiles o con
analizadores.
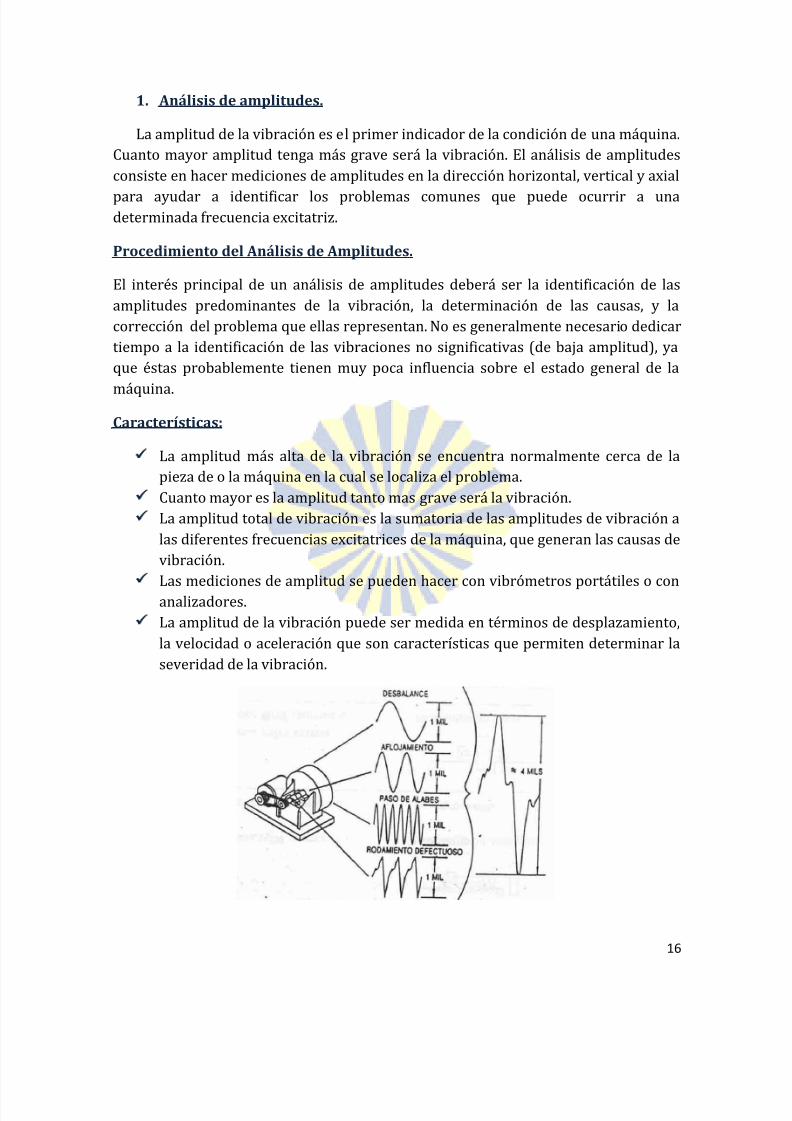
La amplitud de la vibración puede ser medida en términos de desplazamiento,
la velocidad o aceleración que son características que permiten determinar la
severidad de la vibración.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 17/30
17
2. Análisis de frecuencia.
La vibración de la mayoría de las máquinas consta de muchas frecuencias diferentes,
por lo que el análisis de frecuencias persigue identificar con precisión la frecuencia de
la vibración y relacionarla con la velocidad de rotación de las varias partes de la
máquina identificando así el problema y la pieza responsable.
Procedimiento del Análisis de Frecuencia.
Para hacer un análisis de frecuencia se deben conocer las frecuencias excitatrices de la
máquina, que son aquellas generadas por la misma máquina o pieza componente de
ella; y las frecuencias armónicas de éstas, que son múltiplos enteros de cada
frecuencia excitatriz generada sobre todo en vibraciones complejas.
Características.
Señales de vibración compleja a menudo incluyen frecuencias armónicas.La frecuencia armónica es un múltiplo exacto de la frecuencia fundamental,
excitatriz o primaria que es generada por la misma máquina o parte de ella.
La frecuencia excitatriz, normalmente, se produce a 1 X RPM y se le conoce
como primera armónica, esto quiere decir, que es igual a la velocidad de
rotación del elemento rotativo 1 X RPM.
Es posible notar niveles de vibración significantes a armónica 2 X RPM, 3 X
RPM, e incluso más altas.
Se presenta otra frecuencia más importante llamada frecuencia dominante, que
es la que tiene mayor amplitud y es la más indicativa de la presencia de un
problema.
Métodos de comparación.
En el análisis de frecuencia se debe determinar dentro de las frecuencias
excitatrices de una máquina la frecuencia dominante. El barrido de frecuencias
permite determinar la frecuencia dominante y éste se puede hacer manual o
automáticamente filtrando las frecuencias. Para realizar un buen barrido se debe
realizar en cada punto de interés de la máquina y en las tres direcciones y se
recomienda graficar la amplitud contra la frecuencia en graficación semi – logarítmica
para resaltar amplitudes a bajas frecuencias y en graficación lineal de la amplitud para
uso general.
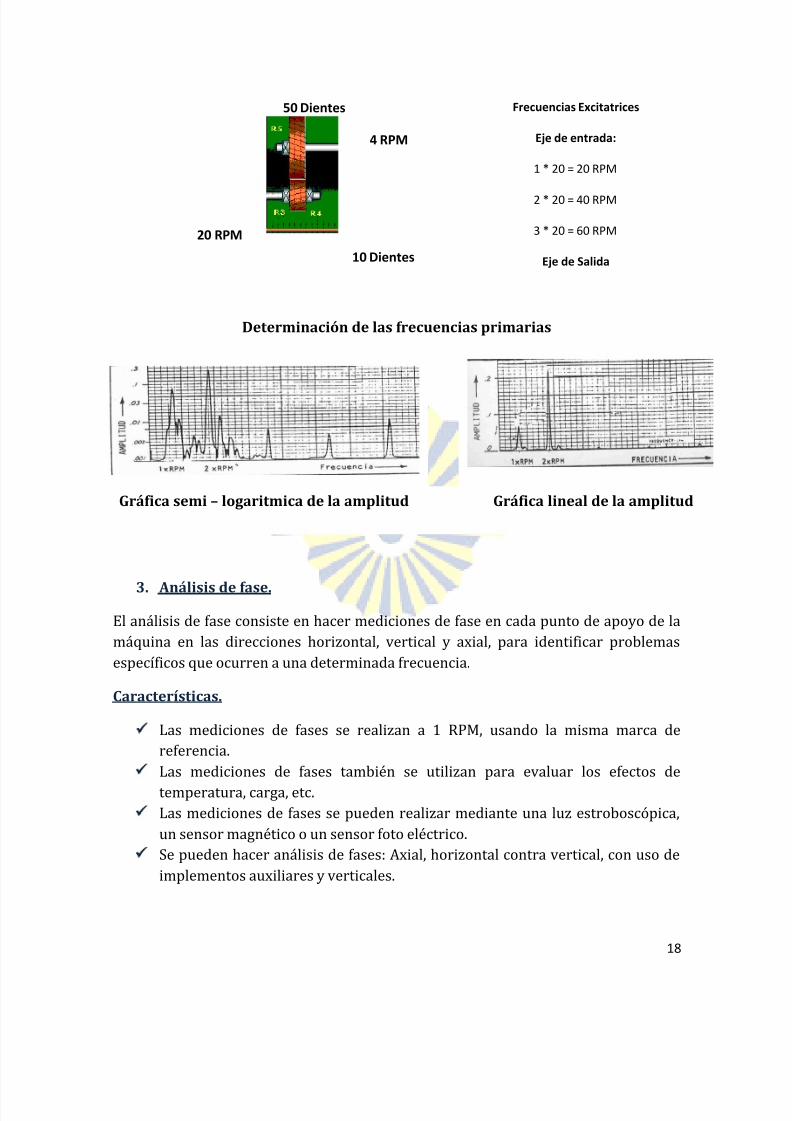
Las siguientes figuras muestran la determinación de las frecuencias excitatrices
en caso de una máquina con velocidades variables y las graficaciones indicadas en el
párrafo anterior.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 18/30
18
Determinación de las frecuencias primarias
3.
Análisis de fase.
El análisis de fase consiste en hacer mediciones de fase en cada punto de apoyo de la
máquina en las direcciones horizontal, vertical y axial, para identificar problemas
específicos que ocurren a una determinada frecuencia.
Características.
Las mediciones de fases se realizan a 1 RPM, usando la misma marca de
referencia.
Las mediciones de fases también se utilizan para evaluar los efectos de
temperatura, carga, etc.
Las mediciones de fases se pueden realizar mediante una luz estroboscópica,
un sensor magnético o un sensor foto eléctrico.
Se pueden hacer análisis de fases: Axial, horizontal contra vertical, con uso de
implementos auxiliares y verticales.
20 RPM
4 RPM
50 Dientes
10 Dientes
Frecuencias Excitatrices
Eje de entrada:
1 * 20 = 20 RPM
2 * 20 = 40 RPM
3 * 20 = 60 RPM
Eje de Salida
Gráfica semi – logaritmica de la amplitud Gráfica lineal de la amplitud
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 19/30
19
Métodos de comparación
Las mediciones comparativas de fase se utilizan como sigue:
Balanceo: La fase se utiliza para determinar el tipo de desbalance, estático o
dinámico, y para cualquier cantidad y la ubicación angular de los pesos decorrección.
Alineación: Las mediciones comparativas de fase revelan el tipo de falla de
alineación (angular o descentramiento) y la ubicación del defecto.
Aflojamiento: Se usa la fase para detectar la existencia de movimiento relativo
de los componentes de las máquinas.
Estudio de modalidad (vibración en resonancia): Las lecturas comparativas
de fase pueden revelar formas de modalidad en todos los tipos de estructuras
para maquinaria.
Diagnóstico de la vibración de maquinarias.Los eventos que rodean el desarrollo de una falla mecánica son complejos, para
poder establecer un límite confiable. Hay que tener un indicador general de la
condición de la máquina que pueda ser evaluada en base a la amplitud de la
vibración; esto es posible utilizando pautas generales que han sido desarrolladas a
través de la experiencia adquirida durante muchos años. El valor de severidad de la
vibración asociada a un rango de clasificación en particular, depende del tamaño y
masa del cuerpo vibrante, las características del montaje del sistema, la salida y el uso
que se le da a la máquina.
Para ayudar el diagnóstico de la falla por vibración de un equipo o maquina se
tienen tablas de identificación de las posibles causas de la vibración de acuerdo a
diferentes parámetros o características que se mida. Igualmente existen gráficos y
ábacos que indican cuales son los límites o niveles admisibles y de alarma en que
equipo funciona o no. Todas esta como ya se indicó desarrolladas bajo experiencias de
instituciones o empresas especializadas. La norma ISO 2372 presenta los rangos de
severidad de vibración de los diferentes niveles de alarma, y los factores de servicio
para cuatro tipos de máquina.
NORMAS ISO SOBRE VIBRACIONES MECÁNICAS
Una buena norma debe representar una opinión consensuada de un número
importante de usuarios, debe ser de fácil comprensión, fácil de usar y no contener
ambigüedades. Toda norma debe de contener aquella información que permita
comparar, con criterios consensuados, procedimientos habituales de medida y
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 20/30
20
evaluación de datos. En este sentido, los objetivos a alcanzar por una norma pueden
ser, entre otros:
Establecer criterios para la clasificación del rendimiento de un equipo o
material.
Proporcionar una base para la comparación de las cualidades demantenimiento de los componentes o piezas de un equipo del mismo tipo.
Examinar un equipamiento o instalación cuyo funcionamiento continuado es
preciso para asegurar la seguridad industrial o pública.
Establecer una base a partir de la cual llevar a cabo la selección de equipos o
materiales.
Determinar procedimientos para la calibración de equipos.
Así, algunas normas establecen clasificaciones para los equipos indicando cómo
han de llevarse a cabo las medidas y cómo han de analizarse los datos obtenidos;
definiendo, del mismo modo, las condiciones de operación del equipo durante el
procedimiento de ensayo.
Normas ISO.
La ISO (International Standarization Organization) es la entidad internacional
encargada de favorecer normas de fabricación, comercio y comunicación en todo el
mundo. Con sede en Ginebra, es una federación de organismos nacionales entre los
que se incluyen AENOR en España, DIN en Alemania, AFNOR en Francia, entre otros.
Tipos De Maquinaria A Tomar En Cuenta Para La Aplicación De Las Normas ISO.Desde el punto de vista de la medida y evaluación de la vibración, las máquinas
pueden subdividirse básicamente en cuatro categorías:
I. Máquinas de movimiento alternativo con componentes tanto rotativoscomo alternativos (motores diesel y ciertos tipos de bombas ycompresores). En estos casos, la vibración se mide normalmente en la
estructura principal de la máquina a bajas frecuencias.
II. Máquinas rotativas con rotores rígidos (ciertos tipos de motoreseléctricos, bombas monoetapa y bombas de baja velocidad). La vibración
habitualmente se mide en la estructura principal de la máquina (tapas de
cojinetes o soportes) donde los niveles de vibración resultan indicativos de las
fuerzas de excitación generadas en el rotor como consecuencia de
desequilibrios, rozamientos, deformaciones térmicas, vórtices y otros tipos de
excitación.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 21/30
21
III. Máquinas rotativas con rotores flexibles (grandes generadores deturbina de vapor, bombas multietapa y compresores). La máquina puede
vibrar de acuerdo con más de un modo de vibración según pasa por una o más
de sus velocidades críticas hasta alcanzar la velocidad correspondiente al
régimen de servicio. En este tipo de máquinas, la medida de la amplitud de
vibración en un elemento de la estructura puede no ser indicativa del estado
vibracional del rotor. Por ejemplo, un rotor flexible puede experimentar
desplazamientos en vibración de gran amplitud que den lugar a un rápido fallo
de las máquinas, aunque el nivel de vibración medido en la tapa del cojinete
resulte ser muy pequeño. En estos casos, por tanto, puede resultar esencial
medir directamente la vibración en el eje.
IV. Máquinas rotativas con rotores semirígidos (turbinas de vapor de bajapresión, compresores de flujo axial y ventiladores). En este tipo de
máquinas, el tipo de rotor flexible que les caracteriza permite que la medida de
amplitud de vibración en la tapa del cojinete resulte indicativa de la vibracióndel eje.
Normas Sobre La Instrumentación Y Los Sistemas De Medidas.
Estas normas se refieren a las características de los equipos y sistemas de
medida y adquisición, analizadores de vibraciones y sensores, empleados en la medida
y análisis de vibraciones. Engloban aspectos muy diversos como calibración, pruebas
de seguridad, agitación y temperatura, etc. Al mismo tiempo, es importante destacar el
hecho de cómo hay que cuidar particularmente el aspecto de los sensores, si se piensa
utilizar el aparato en zonas potencialmente explosivas (es decir, en estos casos, tanto
el aparato como el sensor han de ser intrínsecamente seguros). Algunas de las normas
más habituales que suelen cumplir los aparatos y sensores de medida pueden ser las
denominadas como: IEC, MIL y CISPR.
Entre las normas ISO cabe mencionar la ISO 2954“Vibración mecánica enmaquinaria rotativa y alternativa – Requerimientos para los instrumentos demedida de la severidad de vibración”. No obstante, es importante constatar como
un número importante de aparatos de medida de vibraciones no cumple, en general,
ninguna norma internacional. En la mayor parte delos casos, se confía en el renombre
de ciertas marcas como garantía suficiente. Sin embargo, el cumplimiento de las
normas de aparatos puede ser punto de conflicto en los peritajes.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 22/30
22
Normas Iso Aplicables A Vibraciones Mecánicas.
La normalización internacional (INTERNATIONAL STANDARD
ORGANIZATION) sobre la severidad de vibraciones de máquinas tiene una extensa
gama de normas, entre las cuales pueden citarse:
ISO 2372-1974. “Vibración mecánica de máquinas con velocidades de operaciónentre 10 y 200 rev/s. Bases para la especificación de estándares de evaluación”:
Es aplicable a máquinas rotativas con rotores rígidos y a máquinas rotativas
con rotores flexibles en los que la medida de vibración en la tapa del cojinete resulta
indicativa del comportamiento vibracional de eje. Sólo estudia vibración global, sin
bandas de frecuencias.
Los datos que se requieren para su aplicación son el nivel global de vibración
en velocidad - valor eficaz RMS, en un rango de frecuencia entre 10 y 1.000 Hz
(severidad de la vibración, según ISO). Por ello, cuando se trabaja en mantenimiento
predictivo haciendo análisis por bandas, puede resultar muy útil definir siempre una
banda ISO de 10 Hz a 1KHz, de cara a tener una referencia para posibles informes o
reclamaciones.
El análisis de este rango de frecuencias permite incluir, para estas velocidades de
operación, las acusas más comunes de vibración en máquinas rotativas:
Excitaciones de carácter asíncrono debidas a rozamientos.
Desequilibrio del rotor.
Excitaciones de carácter eléctrico y sus armónicos.
Armónicos de excitaciones asíncronas del rotor.
De cara al establecimiento de la severidad de vibración admisible, se distinguen
varias clases de máquinas rotativas:
CLASE I – Componentes individuales, totalmente conectados al conjunto de la
máquina en condiciones normales de operación. Por ejemplo, pequeños
motores eléctricos hasta 15 Kw.
CLASE II – Máquinas de tamaño medio. Por ejemplo, motores eléctricos de 15a
75 Kw o hasta 300 Kw en motores con cimentación especial.CLASE III – Motores principales grandes, con cimentación rígida y pesada.
CLASE IV - Motores principales grandes montados sobre cimentación blanda y
ligera. Por ejemplo, Turbo maquinaria (equipos con RPM > velocidad crítica).
El criterio de severidad en vibración admisible para cada una de las CLASES de
máquinas mencionadas, es el reflejado en la Tabla:
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 23/30
23
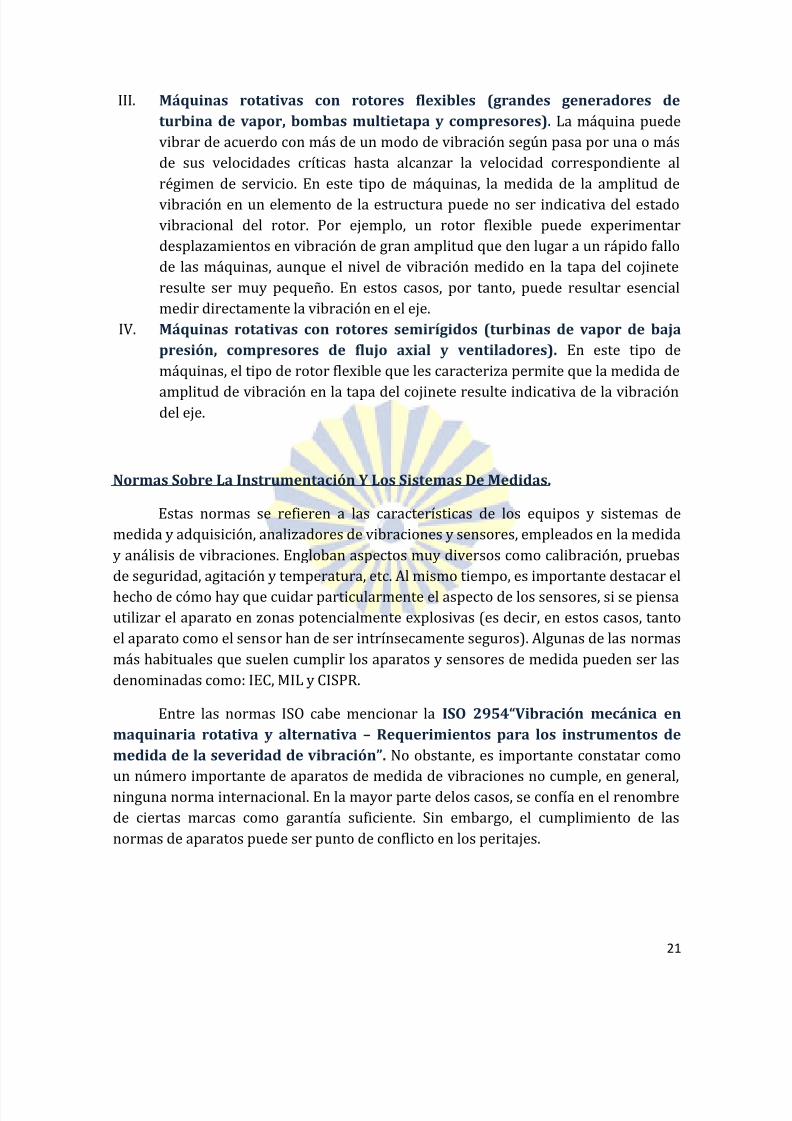
Como puede observarse en la tabla, la severidad de vibración se divide en cuatro
rangos: A-Buena, B-Satisfactoria, C-Insatisfactoria o D-Inaceptable. Para utilizar la
norma ISO 2372, basta con clasificar la máquina en estudio dentro de la clase
correspondiente y, una vez obtenido el valor global (RMS) de vibración entre 600 y
60.000 CPM, localizar en la tabla la zona en la que se encuentra. La clasificación dela
máquina se llevará a cabo en base a una serie de consideraciones:
El tipo y tamaño de la máquina.
El tipo de servicio que la misma va a proporcionar o proporciona.
El sistema de soporte de la máquina.
El efecto de la vibración en la máquina sobre el entorno de la
misma(instrumentación, equipos adyacentes, personas, ...)
En general, se suele considerar que la severidad de vibración de la máquina se
mantiene invariable si presenta siempre el mismo valor RMS de amplitud de velocidad
de vibración en el rango de frecuencias 10 – 1.000 Hz.
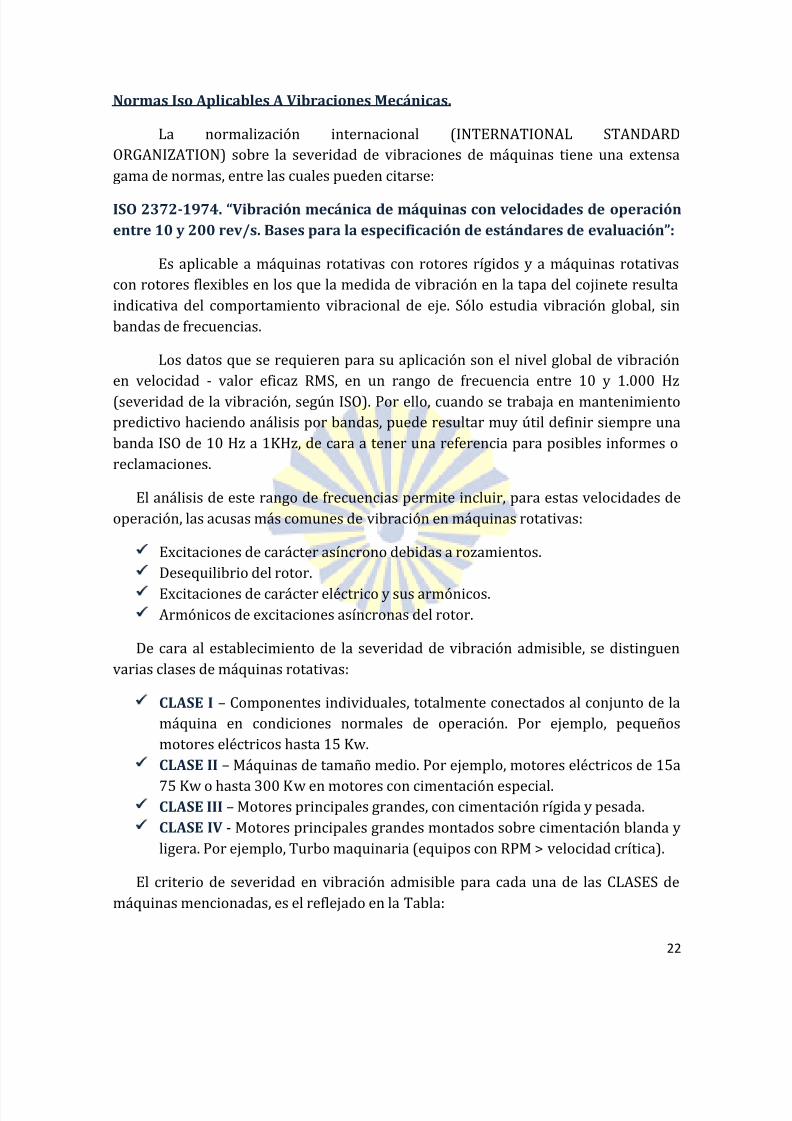
ISO 3945. “Medida y evaluación de la severidad de vibración en grandes
máquinas rotativas, in situ; velocidades de operación entre 10 y 200 rev/s”:
Esta norma, como su mismo título indica, permite clasificar la severidad de
vibración de grandes máquinas rotativas “in situ”, para velocidades de operación
también entre 600 y 1.200 RPM, mediante la Tabla de la página siguiente. Se aplica a
los grandes motores principales, Clases III y IV definidas arriba.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 24/30
24
En este caso, la clasificación de la severidad de vibración depende de las
características de flexibilidad o rigidez del sistema soporte que presenta la máquina.
Se dice que los soportes son flexibles si la frecuencia fundamental de la
máquina sobre dichos soportes es menor que la principal frecuencia de
excitación.
Los soportes se dicen rígidos si la frecuencia fundamental de la máquina sobre
los mismos es menor que la principal frecuencia de excitación.
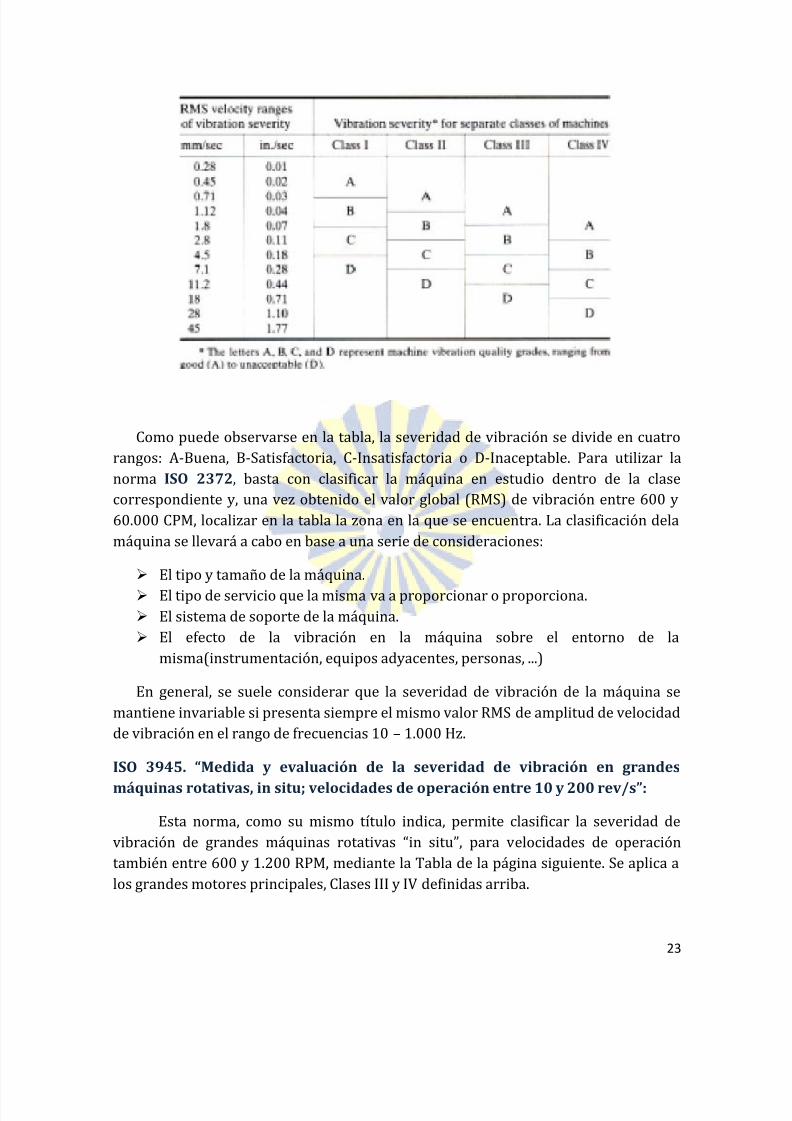
ISO 10816. “Vibración mecánica. – Evaluación de la vibración en una máquinamediante medidas en partes no rotativas”:
Es una normativa más reciente que las anteriores (de los 90). Recoge una serie
de normas, incluidas en la Tabla siguiente, que describen los procedimientos para la
evaluación de la vibración en máquinas en base a medidas realizadas en partes no
rotativas de las mismas.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 25/30
25
Cada una de las partes de esta norma proporciona un estándar individual para
una serie de máquinas y define información específica y criterios aplicables
únicamente a esas máquinas.
El criterio general relaciona el monitorizado en condiciones de operación y el
ensayo de aceptación de la máquina; y se expresa tanto en términos de magnitud de
vibración como de variación en dicha magnitud. Es decir, no hace referencia sólo a
valores absolutos, sino también a valores relativos, a variaciones y tendencias. No sólo
habla de velocidad, sino también de aceleración y desplazamiento.
ISO 7919. “Vibración mecánica de máquinas no alternativas – Medidas en ejesrotativos y evaluación”:
Una máquina rotativa que tiene una carcasa relativamente rígida y/o pesada en
comparación con su masa rotativa, a menudo puede llegar a considerarse como que
tiene un eje rotor flexible.
En tal caso, las condiciones de vibración han de ser evaluadas con un mayor
grado de sensibilidad si las medidas son llevadas a cabo sobre los elementos rotativos
y no sobre los componentes estáticos de la máquina.
Para este tipo de máquinas resulta preferible aplicar la normativa recogida en
la serie de normas englobada por esta ISO 7919 y que se reflejan en la Tablasiguiente,antes que considerar la ISO 2372 o la ISO 3945. Estas dos últimaspueden no
caracterizar adecuadamente las condiciones de funcionamiento de lamáquina; aunque
la realización de las medidas de acuerdo con lo establecido en estas dos normas sí
pueden resultar útiles.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 26/30
26
ISO 10817-1. “Sist emas de medida de vibración en ejes rotativos, Parte 1:Señalrelativa y absoluta de la vibración radial de ejes rotativos”.
En el caso de motores eléctricos y generadores, las normas de la ISO, la ANSI
(American National Standards Institute) la NEMA (National Electrical Manufacturers
Association y la API (Americal Petroleum Institute) establecer una serie de criteriosde clasificación para los niveles de vibración admisibles en motores eléctricos.
Estos sistemas de clasificación no son iguales en todos los casos. Algunos están
basados en el desplazamiento en vibración del eje PICO a PICO, mientras que otros
utilizan bien el valor RMS o el valor PICO de la amplitud de vibración envelocidad
medida sobre la estructura (sobre los alojamientos de los cojinetes o los soportes),
como es el caso de esta norma ISO 10817-1.
En cualquier caso, en cada norma se especifica las condiciones de ensayo y el
procedimiento a seguir, incluido el montaje para el soporte de la máquina, lainstrumentación y el método de ensayo.
ISO 2373. “Vibración mecánica en cierta maquinaria eléctrica rotativa
conalturas de eje entre 80 y 400 mm – Medida y evaluación de la severidad devibración”.
Esta norma constituye una adaptación especial de la ISO 2372 para motores
eléctricos, y se aplica a motores de corriente alterna trifásica y a motores de corriente
continua con alturas de eje (distancia vertical entre la base del motor y la línea central
del eje) entre 80 y 400 mm.
En este caso, el criterio de severidad de vibración (el mismo que el de la ISO2372) se toma en términos del valor RMS de amplitud de vibración en velocidad, en el
rango de 10 a 1.000 Hz, cuando la medida se lleva a cabo con una instrumentación que
cumple los requerimientos establecidos por la ISO 2954.
Las medidas se realizan con la máquina suspendida libre (por ejemplo,
suspendida o montada sobre un soporte elástico de muelles o material elastomérico).
El motor opera a la frecuencia nominal (para los motores AC) y a su velocidadnominal. Cuando se trata de máquinas que disponen de varias velocidades o
velocidades variables, los ensayos son llevados a cabo a diferentes velocidades de
operación.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 27/30
27
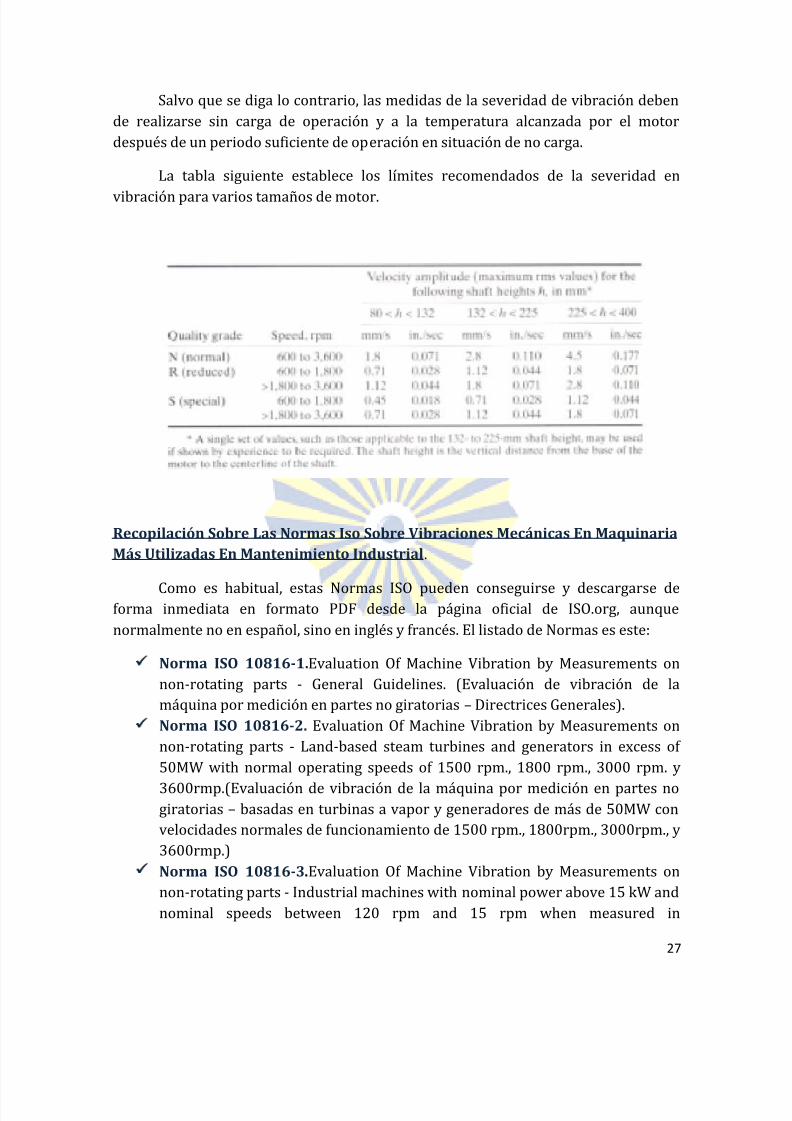
Salvo que se diga lo contrario, las medidas de la severidad de vibración deben
de realizarse sin carga de operación y a la temperatura alcanzada por el motor
después de un periodo suficiente de operación en situación de no carga.
La tabla siguiente establece los límites recomendados de la severidad en
vibración para varios tamaños de motor.
Recopilación Sobre Las Normas Iso Sobre Vibraciones Mecánicas En MaquinariaMás Utilizadas En Mantenimiento Industrial.
Como es habitual, estas Normas ISO pueden conseguirse y descargarse deforma inmediata en formato PDF desde la página oficial de ISO.org, aunque
normalmente no en español, sino en inglés y francés. El listado de Normas es este:
Norma ISO 10816-1.Evaluation Of Machine Vibration by Measurements on
non-rotating parts - General Guidelines. (Evaluación de vibración de la
máquina por medición en partes no giratorias – Directrices Generales). Norma ISO 10816-2. Evaluation Of Machine Vibration by Measurements on
non-rotating parts - Land-based steam turbines and generators in excess of
50MW with normal operating speeds of 1500 rpm., 1800 rpm., 3000 rpm. y
3600rmp.(Evaluación de vibración de la máquina por medición en partes nogiratorias – basadas en turbinas a vapor y generadores de más de 50MW con
velocidades normales de funcionamiento de 1500 rpm., 1800rpm., 3000rpm., y
3600rmp.) Norma ISO 10816-3.Evaluation Of Machine Vibration by Measurements on
non-rotating parts - Industrial machines with nominal power above 15 kW and
nominal speeds between 120 rpm and 15 rpm when measured in
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 28/30
28
situ.(Evaluación de vibración de la máquina por medición en partes no
giratorias –Máquinas industriales con potencia nominal superior a 15 kW y
velocidades nominales entre 120 rpm y 15 rpm cuando son medidos in situ). Norma ISO 10816-4. Evaluation Of Machine Vibration by Measurements on
non-rotating parts - Gas turbine driven sets excluding aircraft
derivatives.(Evaluación de vibración de la máquina por medición en partes no
giratorias – conjuntos de turbinas de gas conducidos excluidos los derivados de
aviones).
Norma ISO 10816. Evaluation Of Machine Vibration by Measurements on non-
rotating parts - Machine sets in hydraulic power generating and pumping
plants.(Evaluación de vibración de la máquina por medición en partes no
giratorias – grupos de máquinas de generación de energía hidráulica y plantas
de bombeo).
Norma ISO 10816-6. Reciprocating machines with power rating abeve 100
kW. (Máquinas reciprocantes con potencia de 100 Kw).Norma ISO 21940-32:2012. Mechanical vibration -- Rotor balancing -- Part
32: Shaft and fitment key convention. (Vibración mecánica – rotor equilibrado
– Parte 32: ejes y accesorios en convención clave).
Norma ISO/TR 230-8:2010. Test code for machine tools -- Part 8: Vibrations
(Código de ensayo para herramientas de máquinas – parte 8: vibraciones).
Norma ISO 7919-4:2009. Mechanical vibration -- Evaluation of machine
vibration by measurements on rotating shafts -- Part 4: Gas turbine sets with
fluid-film bearings.
Norma ISO 28927-1:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 1: Angle and vertical grinders
Norma ISO 28927-2:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 2: Wrenches, nutrunners and
screwdrivers.
Norma ISO 28927-3:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 3: Polishers and rotary, orbital and
random orbital sanders.
Norma ISO 28927-5:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 5: Drills and impact drills
Norma ISO 28927-6:2009. Hand-held portable power tools -- Test methodsfor evaluation of vibration emission -- Part 6: Rammers.
Norma ISO 28927-7:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 7: Nibblers and shears.
Norma ISO 28927-8:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 8: Saws, polishing and filing
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 29/30
29
machines with reciprocating action and small saws with oscillating or rotating
action.
Norma ISO 28927-9:2009. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 9: Scaling hammers and needle
scalers
Norma ISO 28927-4:2010. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 4: Straight grinders.
Norma ISO 28927-10:2011. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 10: Percussive drills, hammers and
breakers.
Norma ISO 28927-11:2011. Hand-held portable power tools -- Test methods
for evaluation of vibration emission -- Part 11: Stone hammers.
Norma ISO/CD 10816-8. (En desarrollo al redactar este Trabajo)
Mechanical vibration -- Evaluation of machine vibration by measurements on
non-rotating parts -- Part 8: Reciprocating compressor systems.Norma ISO/CD 10816-21. (En desarrollo al redactar este Trabajo)
Mechanical vibration -- Evaluation of machine vibration by measurements on
non-rotating parts -- Part 21: Onshore wind turbines with gearbox.
8/17/2019 Vibraciones Fallas
http://slidepdf.com/reader/full/vibraciones-fallas 30/30
CONCLUSIÓN
Las vibraciones pueden estar causadas por varias condiciones, que pueden
actuar por separado o en combinación tales como:
Desequilibrio El desequilibrio podría estar causado por defectos de fábrica(errores de fabricación, defectos de fundición) o por problemas de mantenimiento
(aspas de los ventiladores deformadas o sucias, falta de contrapesos). Alineación
incorrecta / descentramiento del eje cuando se produce una alineación angular
incorrecta cuando los ejes de un motor y una bomba no están en paralelo.
Desgaste conforme se desgastan algunos componentes, como los rodamientos de
bolas o de rodillos, las cadenas giratorias motrices o los engranajes, se pueden
producir vibraciones. Holgura las vibraciones que, de otra forma, pasarían
inadvertidas, pueden convertirse en evidentes y destructivas si el componente que
vibra tiene los rodamientos flojos o está unido a su soporte sin firmeza.
Todas estas características me pueden producir que la maquina o activo
empiece a presentar fallas y ruido, para poder determinar estas vibraciones las
personas encargadas, tiene que estar capacitados para hacer una análisis de vibración
en los equipos para así poder determinar su falla, y poder repararlo para poder seguir
con su proceso.