Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Limitación de Responsabilidad La información contenida en este folleto es precisa en opinión del Grupo de Dirección de la Cadena de Suministro y Manufactura (GDCSM) de la Asociación Europea de Protección de Cultivos (AEPC). Sin embargo, este Grupo, AEPC, CropLife Internacional o sus compañías miembros no pueden aceptar responsabilidad alguna con respecto al uso de esta información, ni con respecto a cualquier consejo contenido aquí dentro. El contenido de este folleto, incluyendo las Directrices, son las mejores prácticas que son recomendadas por GDCSM. La puesta en práctica de la Prevención de la Contaminación es la responsabilidad de los miembros individuales de AEPC y CropLife Internacional en conjunto con sus empresas maquiladoras. Cada compañía tiene la libertad de adoptar en sus contratos sus propias normas, las cuales pueden ser diferentes.

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Reconocimientos GDCSM desea expresar su agradecimiento a los autores y a los revisores de la traducción al español: Dr. Marten Snel, Dr. Urs Stutz, Sr. John K. Olsen, Dr. Wolfgang Schäfer, Ing.- Dipl. Heiko Wolf, lr. Hendrik Mestdagh, Dr. Börries Kübel, Ing. Hans-Martin Hottinger, Sr. Jim Stovall Revisión de la Traducción al español: Ing. Fernando M. García y Ing. Julio-Rafael Rodriquez
2
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Prefacio Estimado Lector, Nuestra Filial de Protección de Cultivos está comprometida en su totalidad con Responsible Care™ (Cuidado Responsable). Esto implica que nosotros producimos y distribuimos nuestros productos en forma segura y apoyamos a nuestros clientes aplicando los mismos correctamente para evitar riesgos a los humanos, los animales y al medio ambiente. Entonces, ¿por qué este folleto? El mismo debe contribuir a la promoción del Cuidado Responsable en toda la cadena de suministro. Las “Directrices para los Estándares de la Prevención de la Contaminación para las Operaciones de las Empresas Maquiladoras” han sido desarrolladas por un grupo de trabajo formado por expertos de la Asociación Europea de Protección de Cultivos (AEPC), quienes están involucrados diariamente en encontrar respuestas a las interrogantes sobre la Prevención de la Contaminación. En primera instancia, el objetivo de este folleto es informar a las empresas maquiladoras cómo llevar a cabo eficazmente estas directrices a sus instalaciones. Esto ayudará a asegurar que se logre un estándar superior de Prevención de la Contaminación en toda nuestra filial. Estos esfuerzos han sido apoyados vigorosamente por CropLife Internacional (CLI), un co-patrocinante de este folleto. Para cualquier empresa involucrada en la síntesis de los ingredientes activos, en la formulación o en el envase de los productos de protección de cultivos, un incidente de contaminación puede tener consecuencias transcendentales; no sólo para la propia compañía, sino también para sus clientes. No puede excluirse que la reputación de toda nuestra filial se perjudique seriamente. La primera edición de este folleto, publicada en el año 2004, ha mostrado que se usa intensivamente por las empresas maquiladoras para desarrollar sistemas para el manejo eficaz de la Prevención de la Contaminación, y que compara favorablemente con los estándares internos de las empresas asociadas de AEPC. Además, queda claro que el folleto es usado cada vez más dentro de las empresas asociadas como una herramienta de adiestramiento para la Prevención de la Contaminación. No puedo enfatizar lo suficiente la importancia del buen manejo de la Prevención de la Contaminación y me gustaría concluir con los siguientes mensajes: “Algunas personas pueden pensar que dado que en las últimas semanas, en el último mes o en los últimos dos años no ha ocurrido un evento de Contaminación no es necesario el ser recordado todo el tiempo sobre la Prevención de la Contaminación. ¡Equivocado! Tal incidente podría pasar en cualquier momento. El enemigo más grande de la Prevención de la Contaminación es—al igual que con la seguridad—la complacencia. Me gustaría exhortarles a que reciban el mayor beneficio posible de este folleto consultándolo intensivamente. Además, espero que las personas responsables en los departamentos de producción, planificación y aprovisionamiento de las empresas asociadas hagan uso de este folleto no sólo para mejorar el diálogo con nuestras empresas maquiladoras, sino también entre las empresas asociadas.
Dr. Wolfgang Welter
Presidente del Grupo de Dirección de la Cadena de Suministro y Manufactura (GDCSM) de la Asociación Europea de de Protección de Cultivos (ECPA)
3

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Contenidos Reconocimientos 2 Prefacio 3
1. Introducción 6 2. Propósito y Alcance 6 3. Historiales de Casos y Experiencias de Aprendizaje 8 4. Evaluación de Riesgo de Contaminación 18
4.1 Factores principales que deben ser evaluados en la evaluación de riesgo de contaminación de una unidad de producción 18
4.2 Directrices en la separación de unidades de producción 19 4.3 Evaluación de la capacidad de limpieza 20
5. Determinación de Niveles de Limpieza 21
5.1 Principios 21 5.2 Cálculo de niveles de limpieza 22
5.2.1 Fórmula 22 5.2.2 Ejemplo de una matriz de limpieza desarrollada para una unidad de envase de
herbicidas 23 5.2.3 Efecto de la matriz de limpieza en la programación/secuencia de productos 26 5.2.4 Factores que requieren atención adicional al programar la secuencia de la
producción 26 5.2.5 Responsabilidades 27
6. Limpieza de la Unidad de Producción 28
6.1 Procedimiento de limpieza 28 6.1.1 Procedimiento genérico de limpieza 28 6.1.2 Inspección visual 28 6.1.3 Limpieza húmeda 31 6.1.4 Limpieza en seco 34 6.1.5 Limpieza con material sólido, inerte (“flush cleaning (limpieza a chorro”) 34 6.1.6 Proceso de validación de limpieza 34 6.1.7 Aplicación del procedimiento validado de limpieza 35 6.1.8 Reciclaje del medio de limpieza usado 36
6.2 Diseño de equipos para una eficiencia mejorada en la limpieza 36 6.3 Ilustraciones de las unidades de producción con consejos prácticos para la limpieza
de las partes críticas 37 6.3.1 Formulaciones líquidas 38 6.3.2 Formulaciones secas (sólidas) 41
6.4 Documentación de cambio y liberación de equipo limpiado 47
4

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
7. Análisis de Trazas de Impurezas Residuales 48
7.1 Análisis de impurezas residuales en el producto vs. en el enjuagado 48 7.2 Muestreo 48 7.3 Desarrollo de métodos analíticos de trazas para detectar impurezas Residuales 49
8. Práctica Industrial 51
8.1 Identificación de mercancías entrantes en el lugar 51 8.2 Controles para asegurar que el material correcto sea entregado en el punto de fabricación y usado en el proceso industrial 51 8.3 Rastreabilidad 51 8.4 Etiquetado 51 8.5 Re-trabajo 52 8.6 Equipo Compartido Portátil / Intercambiable 52 8.7. Muestras Conservadas 52 8.8 Tanques provisionales de almacenamiento 52 8.9 Verificación visual de limpieza 53 8.10 Modificación de la unidad de producción / equipo y diseño de la planta 53 8.11 Autoevaluación 54
9. Lista de control de la Prevención de la Contaminación para Autoevaluación por las Empresas Maquiladoras 55 Glosario e Índice 87 Apéndice A
Directrices para los estándares de la Prevención de la Contaminación para las operaciones de empresas maquiladoras 95
Apéndice B
Aviso 96-8 de EPA sobre la Reglamentación de Plaguicidas / Productos Fitosanitarios (Pesticide Regulation (PR)Notice 96-8; October 31, 1996 107
5
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
1. Introducción La contaminación de productos con impurezas residuales es un asunto potencial y área de preocupación para cualquier síntesis química de multiuso, fórmula y unidad de envase. La contaminación puede producir efectos adversos en cultivos sensibles, tratados o especies no objetivas y puede desencadenar asuntos reglamentarios. Los incidentes también pueden desmerecer la reputación e imagen de la industria entera. 2. Propósito y Alcance El propósito de este folleto es ayudar a las empresas maquiladoras (maquiladores) a aplicar con éxito las “Directrices para los estándares de Prevención de la Contaminación para las operaciones de las empresas maquiladoras" (las "Directrices", Apéndice A). Este folleto: • Está escrito para "practicantes" en los procesos de las empresas maquiladoras quienes tienen
que tratar en su trabajo diario con la Prevención de la Contaminación.
• Provee las “mejores prácticas" en los estándares y herramientas de operación de la Prevención de la Contaminación.
• Atañe a los aspectos de la Prevención de la Contaminación en la síntesis, formulación y (re-) envase de los productos químicos agrícolas.
Los siguientes químicos para Protección del Cultivo caen dentro del alcance de este folleto, ya sea como ingredientes activos o como productos formulados: • Los herbicidas (para usos en cultivos y fuera de cultivos, independiente del método de
aplicación).
• Antídotos (safeners)
• Fungicidas, Reguladores de Crecimiento de Plantas (RCP), Activadores de Plantas, Insecticidas, Acaricidas, Molusquicidas, Nematicidas y Fumigantes. Estos productos pueden aplicarse como una atomización foliar, formulación granular, tratamientos a la semilla o como cualquier forma de tratamiento al suelo.
• Rodenticidas (aplicados como cebo).
• Los adyuvantes para aplicación agrícola, limpiadores de tanques de atomización, aceites de cultivos y fertilizantes foliares.
Están excluidos del alcance de este documento: • La Prevención de la contaminación al nivel de la granja (por ejemplo, limpieza del tanque).
• Asuntos relacionados con la Prevención de la Contaminación en la biotecnología y en las semillas, por ejemplo contaminación GMO / no-GMO durante la producción de la semilla.
• Entregas a granel y almacenamiento del producto final en los distribuidores y concesionarios. Las directrices para la implementación de medidas para la Prevención de la Contaminación para el manejo del producto final a granel son consideradas responsabilidad de las compañías asociadas individuales y de las Organizaciones de Protección del Cultivo regionales.
6
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• La Prevención de la Contaminación en:
o Productos de Salud Pública para el control de insectos fuera de los cultivos (por ejemplo, el tratamiento de mosquiteros), donde los humanos podrían exponerse a un contaminante.
o Productos de Salud de Animales específicos para el control de ectoparásitos que son manufacturados bajo estándares farmacéuticos (GMP), donde los animales podrían estar expuestos a un contaminante.
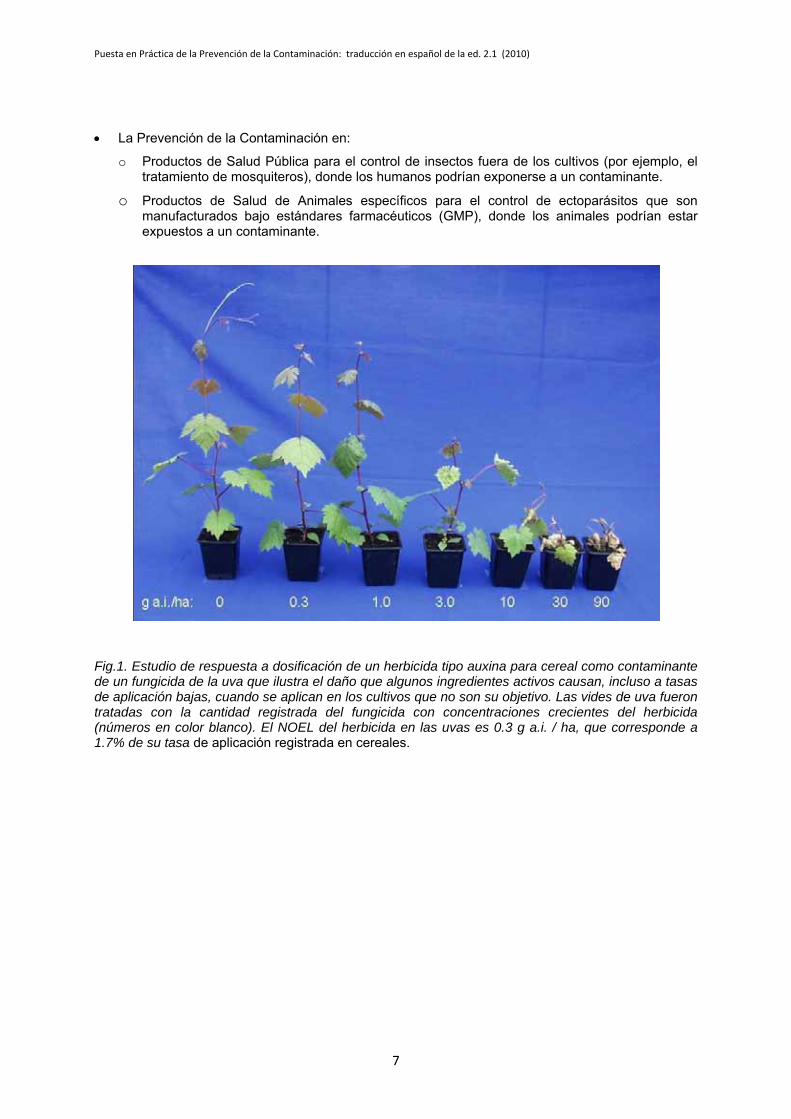
Fig.1. Estudio de respuesta a dosificación de un herbicida tipo auxina para cereal como contaminante de un fungicida de la uva que ilustra el daño que algunos ingredientes activos causan, incluso a tasas de aplicación bajas, cuando se aplican en los cultivos que no son su objetivo. Las vides de uva fueron tratadas con la cantidad registrada del fungicida con concentraciones crecientes del herbicida (números en color blanco). El NOEL del herbicida en las uvas es 0.3 g a.i. / ha, que corresponde a 1.7% de su tasa de aplicación registrada en cereales.
7
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
3. Historiales de Casos y Experiencias de Aprendizaje La base para una Prevención de la Contaminación exitosa es un manejo de riesgos eficaz. Las "Directrices" que forman la base para este manejo de riesgo están principalmente basadas en los historiales de casos de incidentes reales, en lugar de estar desarrolladas sólo de la teoría. Nos gustaría invitarlo a estudiar estos historiales de casos, porque esto le hará entender mucho más fácilmente las razones para estas "Directrices." También, cuando usted se involucre en el adiestramiento al personal sobre la Prevención de la Contaminación, la presentación de los historiales de casos descritos en este folleto le ayudará a que usted reciba mucho más atención de parte de su personal, porque todos podemos asociarnos más fácilmente con experiencias de la vida real que con aspectos teóricos áridos. Historial de Caso 1: Incidente causado por proceso de limpieza impropio • Varios cultivadores se quejaron de que sus rosas de tiesto mostraron manchas cloróticas (= muy
llamativas, blancas) severas en las hojas después del tratamiento con un herbicida de suelos para el control de malezas. Esto redujo el valor del mercado de las plantas de recipiente y requirió labor extra para recortar las plantas y así mejorar su apariencia.
• El herbicida de suelos SC fue hecho en una planta de dispersables (flowables) luego de que fuese hecho un herbicida para cereales que tenía un componente muy activo de herbicida para hoja ancha que causó como primer síntoma clorosis de las malezas.
• El análisis del herbicida de suelos para el ingrediente activo del herbicida para cereales mostró que este estaba presente en una concentración de 87 ppm, la cual es considerablemente superior al NOEL de la impureza residual en las rosas.
• El equipo fue limpiado por dos turnos diferentes.
• El primer turno optó por limpiar las vasijas de la formulación y los molinos continuos de perlas (bead mills) en la secuencia correcta. Se recogió una muestra del último enjuagador y el análisis mostró que la concentración de la impureza residual estaba por debajo del nivel de limpieza requerido.
• Por lo tanto el segundo turno tuvo que limpiar la tolva. Después de una limpieza en seco, la tolva fue regada con agua con una manguera y se dejo secar. El enjuagador de la tolva fue recogido en la primera vasija en la que la pasta aguada del próximo producto es preparada. La vasija de la pasta aguada no fue desaguada según requerido en el procedimiento de limpieza, y el próximo turno no fue advertido que la vasija de la pasta aguada contenía agua contaminada.
• Este incidente resultó en siete demandas costosas por parte de los cultivadores de rosas más una campaña de re-trabajo que tomó tres años.
¿Qué puede aprenderse de este historial de caso? • Hay que tener un procedimiento de limpieza escrito con listado de control para la limpieza del
equipo que bosqueje cada paso del procedimiento de limpieza y el orden en que éstos deben ser llevados a cabo. El procedimiento escrito debe ser probado, mientras que su efectividad debe ser confirmada.
• Asegurarse de la finalización de cada uno de los pasos y entrarlos en a tarjeta del lote (batch card), con el horario en que fue terminado, y debe ser firmado con las iniciales del operador. Los pasos que falten deben ser investigados.
• Tome y analice un número suficiente de muestras del enjuagador (es) y/o del próximo producto para confirmar que la limpieza ha sido eficaz.
8

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Historial de Caso 2: Incidente causado por métodos de limpieza inadecuados • Un maquilador tenía que formular y envasar una formulación de SC de un Regulador de
Crecimiento de Planta (RCP) registrado para plantas ornamentales de tiesto, por ejemplo crisantemos, begonias, lirios, flores de pascua etc.
• El producto que precedió al RCP en el equipo de formulación y envase, era una formulación de capa entérica (CE) de un herbicida con una tasa de aplicación muy concentrada y baja.
• El RCP causó daño severo al follaje de plantas ornamentales de tiesto. El daño se atribuyó a una contaminación del RCP con el herbicida precedente.
• El análisis químico subsiguiente confirmó la presencia de cantidades residuales del herbicida tanto en la formulación del RCP como en las plantas dañadas.
• El inventario del RCP contaminado que quedó en los canales de distribución fue retirado del mercado para prevenir aplicaciones ulteriores y reclamaciones.
• ¿Qué revela la Investigación de Causa Primordial?
o La unidad de formulación de herbicida no se limpió inmediatamente después de la producción como de costumbre, sino varios días después. El método de limpieza consistió en enjuague del equipo con agua caliente (a 40°C).
o Un operador alerta observó e informó la presencia inusual de cristales en el enjuagador, pero no se emprendió investigación alguna por parte de la administración.
o En esta instalación, el análisis de las impurezas residuales generalmente se lleva a cabo en el enjuagador y no en el producto subsiguiente. El análisis químico confirmó que la concentración del herbicida en el enjuagador estaba por debajo del nivel de limpieza.
o Se cree que—según el equipo se secó—se formaron cristales del ingrediente activo del herbicida en las paredes del equipo, los cuales no fueron removidos fácilmente por el agua caliente del enjuague.
¿Qué puede aprenderse de este historial de caso? • Siempre limpie el equipo inmediatamente después de usarlo. Esto previene que la película dejada
en el equipo por el producto precedente se seque, lo que hace la limpieza mucho más difícil. Esto es especialmente crítico para las formulaciones SC, y aún más al tratar con dispersables (flowables) de moléculas muy activas.
• Verifique en las auditorías (valoraciones) si están en vigor métodos de limpieza eficaces, como por ejemplo: tipo de medio de limpieza, número de enjuagues, volumen de medio de limpieza por enjuague, etc.
• Investigue todas las observaciones inusuales informadas por los operadores que trabajen en la línea.
• El método de limpieza siempre debe incluir una inspección visual del equipo antes de que pueda comenzar la próxima ejecución de la producción.
• El medio de limpieza seleccionado debe disolver suficientemente el contaminante potencial, es decir el ingrediente activo del producto precedente. Una práctica típica es limpiar con el solvente usado en la formulación precedente. En este historial de caso, el ingrediente activo del herbicida tenía una solubilidad en agua muy baja, por lo que los cristales no se disolvieron en el medio de limpieza. Si en cambio, se hubiese usado el solvente orgánico de la formulación de concentración emulsionable (EC) del herbicida, se podrían haber removido los cristales, a condición de que la re-circulación hubiese sido lo suficientemente larga.
9

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• La verificación analítica del enjuagador de por sí no siempre es suficiente, ya que esto no significa necesariamente que los rastros del producto anterior también estén por debajo del nivel de limpieza aceptable en el producto subsiguiente.
Historial de Caso 3: Incidente causado por un nivel de limpieza incorrecto • Una planta de formulación de fungicidas recibió órdenes de prisa para dos fungicidas para la soja:
un fungicida foliar que pertenece a la familia del azole y un fungicida para tratamiento de la semilla.
• El fungicida para el tratamiento de la semilla contiene un tinte fuerte, lo que hace difícil el proceso de limpieza, y el mismo requiere mucho tiempo (el tinte tiende a pegarse a las paredes del equipo). Los rastros del tinte no totalmente removidos del equipo podrían colorar la formulación casi blanca del fungicida foliar, lo que crea un asunto de calidad. Por consiguiente, la formulación del fungicida foliar se programó antes de la formulación del producto de tratamiento de semilla.
• Se supuso que—dado que un fungicida seguía a otro fungicida en la línea—sería aplicable el nivel de limpieza de 1,000 ppm aprobado por EPA.
• Después de la limpieza que sigue al lote de producción del fungicida foliar, la concentración de la impureza residual (es decir la concentración del ingrediente activo del fungicida foliar) no se pudo determinar debido a una avería del equipo analítico. Sin embargo, la producción del fungicida para tratamiento de semillas se comenzó inmediatamente sin esperar por la reparación de los instrumentos analíticos.
• Dado que éstas eran órdenes de prisa, se había decidido, sin la aprobación de la administración, minimizar el número de ciclos de limpieza, ya que ambos productos serían aplicados en las sojas.
• El inventario completo del fungicida para tratamiento de semillas fue puesto en cuarentena cuando el análisis reveló que el nivel real del contaminante azole (del producto anterior) en el fungicida para tratamiento de semillas era más de 6,000 ppm.
• Una prueba rápida en una estación de campo local mostró que el supuesto nivel seguro del azole como tratamiento para la semilla en la soja era 2,000 ppm.
• Basado en la presión del mercado, el producto se reelaboró (mezcló) a un nivel del azole de 2,000 ppm.
• En miles de hectáreas las sojas tratadas no germinaron, y esto resultó en una serie de reclamaciones caras.
• Una investigación subsiguiente en un invernadero mostró que el nivel seguro real del fungicida azole en los fungicidas para el tratamiento de la semilla de la soja era de 200 ppm.
¿Qué puede aprenderse de este historial de caso? • Nunca intente usar métodos abreviados en los procedimientos de limpieza, no importa cuánta
presión empresarial haya. Usted se arriesga a un incidente de contaminación que puede fácilmente crear una interrupción comercial mayor que antes.
• Aun cuando un nivel de limpieza de 2,000 ppm hubiese sido seguro, nunca use un nivel de limpieza sobre 1,000 ppm, porque esto no sólo infringe los niveles permitidos por la EPA (por favor vea la Reglamentación de Plaguicidas de EPA Aviso 96-8, Apéndice B), sino también el límite reglamentario para un ingrediente ajeno no-listado de valor máximo 0.1% w/w ó 1,000 ppm.
10

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• El nivel de limpieza de EPA predeterminado de 1,000 ppm cuando se cambia de un fungicida a otro fungicida no es (siempre) aplicable para los cambios de fungicidas foliares a fungicidas de tratamiento de semillas o insecticidas. Esto puede ser especialmente peligroso cuando el fungicida precedente en el equipo pertenece a la familia del azole, que a ciertas concentraciones puede a menudo desplegar un efecto regulador del crecimiento (como la inhibición de la germinación).
Historial de Caso 4: Incidente causado por la separación inadecuada de dos unidades de formulación • Dos unidades separadas de formulación de sólidos estaban operando simultáneamente en
salones diferentes separados por una pared sólida. Una unidad estaba formulando un insecticida, la otra un herbicida.
• Los clientes se quejaron de daños al cultivo al usar el insecticida. La comprobación analítica subsiguiente mostró una contaminación de bajo nivel del producto con herbicida.
• De hecho, la pared entre los dos salones en la planta no estaba completamente sellada ya que había unos agujeros pequeños en ésta, principalmente para acomodar conductos.
• Se instaló un ventilador de descarga extra-grande en la unidad que contenía insecticida para mejorar la protección personal al polvo del insecticida. Esto hizo que el salón con insecticida estuviese a una presión atmosférica menor que la del salón con herbicida, lo que ocasionó que se absorbiera polvo del herbicida a través de los agujeros hacía el colector de polvo del insecticida. El reciclaje del polvo del colector transfirió el herbicida hacia el insecticida.
¿Qué puede aprenderse de este historial de caso? • Puede haber contaminación entre dos productos que estén actuando simultáneamente aun
cuando estén separados por una pared "sólida."
• No haga cambios de diseño, por ejemplo trabajos de tubería adicional, ventiladores aumentados, puertas o ventanas adicionales, sin entender todas las implicaciones, incluyendo el riesgo de contaminación.
• No confíe en una pared para que sea una barrera infalible; es difícil sellar todos los agujeros.
• El aumento en la incompatibilidad de los productos requiere más separación entre las áreas de producción e incluso puede requerir edificios separados. Aunque un insecticida y un herbicida de tasa normal requerirían por lo menos salones separados con una pared sólida y hermética y sistemas de manejo de aire separados, un insecticida y un herbicida muy activo requerirían por lo menos edificios separados.
11

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Historial de Caso 5: Incidente causado por el uso impropio de piezas intercambiables • Un cultivador importante consiguió un contrato inesperado para cultivar 10 ha, de un bulbo de flor
especial de mucho valor. Él hizo un pedido de prisa para un fungicida especial para "tratamiento del bulbo", y a su vez al fabricante se le dio menos de una semana antes de la fecha del plantío.
• El producto fue hecho en una vasija dedicada para formulación de fungicida.
• Se usó una manga flexible para transferir el material al tanque de alimentación de la línea de llenado del fungicida, usándose una bomba dedicada.
• El operador no pudo encontrar la manga flexible para fungicidas en su lugar usual, por lo que usó otra manga flexible encontrada en el próximo salón (el área de llenado dedicada al herbicida).
• Esta manga flexible había sido usada la última vez para transferir una formulación EC de un herbicida fenoxi y se usaría de nuevo para el mismo propósito la próxima mañana. Ésta no había sido limpiada y contenía una cantidad residual del herbicida lo cual contaminó el fungicida.
• El cultivo del bulbo de flor falló completamente, y hubo que tranzar la reclamación en un caso en corte que fue largo y costoso.
¿Qué puede aprenderse de este historial de caso? • Evitar el uso de piezas intercambiables, tales como mangas flexibles. Un conducto fijo y dedicado
siempre es la solución más segura.
• Como la mejor práctica, las piezas intercambiables deben ser dedicadas a un producto y a una línea de producción durante la campaña industrial completa y su uso (el producto o la línea) debe estar claramente etiquetado. En el momento que una pieza intercambiable es desconectada de la línea, debe limpiarse inmediatamente, independiente de si se usa para otro producto o se almacena.
• Asegurarse de que se puede rastrear el historial de las piezas intercambiables aun cuando éstas estén dedicadas a una clase de productos, de ¿cuál fue el último producto, cómo fue limpiado y a qué nivel?
Historial de Caso 6: Incidente causado por servicios públicos compartidos o por líneas comunes para instalaciones separadas • Un herbicida líquido para maíz fue formulado, analizado y puesto en circulación por el laboratorio
de control de calidad del local.
• La planta empezó a envasar el producto. Después de envasar 20,000 litros, uno de los operadores notó que el producto tenía un color raro. Detuvieron el envase y retomaron muestras del tanque.
• El análisis subsiguiente mostró que un ingrediente activo inesperado estaba presente en una concentración sobre el nivel de impureza residual.
• Las verificaciones mostraron que los primeros 15,000 litros estaban dentro de la especificación.
• Esta formulación y la línea de envasar compartieron una línea de purgar de nitrógeno con otra instalación. Durante el envase, alguien había transferido un lote de un producto diferente a la otra instalación. La línea de purgar de nitrógeno estaba abierta y desvió algún producto al tanque de herbicida de maíz.
12
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
¿Qué puede aprenderse de este historial de caso? • Evitar la interconexión de instalaciones separadas por líneas de purgar, líneas de ventilación o
tuberías para servicios (vapor, aire comprimido, etc.).
• Las líneas e instalaciones comunes deben tener una prevención eficaz de flujo en retroceso.
• El adiestramiento de los operadores y el conocimiento constante son factores importantes en la prevención de incidentes.
• Siempre informe algo fuera de lo usual (color, olor, consistencia, etc.). Historial de Caso 7: Incidente causado por usar envases sin rotulación • Una empresa maquiladora tenía que formular y envasar dos productos incompatibles: Un
herbicida no-selectivo EC para uso en vías férreas y un nematicida muy tóxico EC que entre otros usos se utilizaba para aplicaciones en bandas a las remolachas.
• La formulación y envase de los nematicidas y herbicidas se llevó a cabo en líneas dedicadas.
• El herbicida se envasó en recipientes plásticos de color gris de 1 litro.
• El nematicida se envasó en recipientes plásticos de color negro de 1 litro.
• Para asegurarse de que la compañía podía responder rápidamente a las demandas del mercado, los envases no fueron rotulados. Las etiquetas específicas para la región se pondrían en el envase luego de que se entrara al sistema una orden firme.
• Debido a un error en la planificación, no se suministraron suficientes envases grises y la maquiladora decidió usar envases negros de reserva para terminar de llenar el herbicida sin obtener la aprobación de su cliente. Tampoco se comunicó este cambio dentro de la planta.
• En el próximo turno, el personal responsable de transferir el material envasado al almacén puso los envases sin rotulación [ahora el herbicida negro] en los estantes con los otros envases negros [nematicidas].
• Se recibió un pedido urgente para el nematicida y se rotularon un gran número de envases negros con la etiqueta del nematicida.
• Más de 250 ha de remolachas fueron destruidas por el herbicida. La investigación reveló que se podría demostrar químicamente el residuo del herbicida en el cultivo tratado, mientras los bio-ensayos proveyeron prueba adicional de que los envases negros contenían el producto incorrecto.
• Esto produjo una serie de casos judiciales, todos los cuales terminaron en sentencias favorables para los granjeros. ¡Un acre de remolachas tiene un valor de mucho dinero y, ya que el herbicida era persistente, las cortes también insistieron en la compensación por las pérdidas en rendimiento en las dos épocas de cultivo subsiguientes!
¿Qué puede aprenderse de este historial de caso? • No sólo las impurezas residuales pueden causar incidentes serios, sino también la mezcla de
recipientes sin rotular de materiales incompatibles en la manufactura puede ser muy dañina.
• Nunca almacene un recipiente sin rotular, contenga éste productos intermedios, concentrados de formulaciones o productos finales.
13
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• Asegúrese de que cuando se usan etiquetas provisionales, el producto pueda identificarse completamente. La información mínima sugerida es el nombre del producto (y código), número de lote y fecha de producción.
• Almacene el producto rotulado con etiquetas provisionales separadamente del producto final para la venta, es decir, junto con las materias primas y los ingredientes activos para procesamiento ulterior (mientras que en el almacén las materias primas del fungicida / insecticida también se almacenarán separadamente de las materias primas de los herbicidas).
• Asegúrese de que cualquier desviación — no importa cuán pequeña — sea aprobada por el cliente, documentada, y también bien comunicada dentro de la organización de la maquiladora.
14

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Historial de Caso 8: Incidente causado por material viejo de re-trabajo con rotulación y mantenimiento de registros incompletos • Una compañía formuló un herbicida en su propia planta durante varios años, y entonces decidió
contratar la formulación a una empresa maquiladora para liberar capacidad para otros productos en su propia unidad de formulación.
• Cuando comenzó el contrato de formulación, enviaron a la empresa maquiladora el ingrediente activo más el sobrante del material de envase y una cantidad de re-trabajo de su propia planta.
• En la primera estación después del inicio de la fabricación por la maquiladora, la compañía recibió muchas quejas de daños a los cultivos, fluctuando de moderados a severos. El origen de los daños al cultivo se atribuyó al uso del herbicida.
• Cuando se hicieron pruebas a muestras retenidas del producto, se encontró que un número grande de lotes se había contaminado seriamente con un herbicida diferente, uno no hecho en las facilidades de la empresa maquiladora, pero sí hecho en la planta del dueño del producto.
• ¿Qué salió mal? La investigación reveló que gran parte del material de re-trabajo era viejo y tenía etiquetas que estaban deterioradas o que faltaban. Además, el fabricante había enviado a la maquiladora récords inadecuados sobre el re-trabajo.
• Como resultado, la maquiladora usó productos de re-trabajo contaminados y creó un producto contaminado. Pero, la falla estaba con el fabricante que permitió una rotulación y un mantenimiento de registros inadecuado.
¿Qué puede aprenderse de este historial de caso? • Diseñe y/o mejore todos los procesos para prevenir que sea necesario el re-trabajo.
• Use cualquier re-trabajo lo más pronto posible para que las etiquetas y los récords no se pierdan.
• Es crítico mantener récords totalmente exactos en todo re-trabajo.
• Nunca use recipientes etiquetados de forma incompleta o inadecuada antes de que el material sea analizado y formalmente liberado.
Historial de Caso 9: Incidente causado por re-trabajo impropio de la muestra • Más de 8,000 árboles cítricos jóvenes murieron luego de una aplicación de un insecticida.
• Se encontró que un solo paquete (un bidón) de las ventas del insecticida contenía niveles altos de un herbicida de una tasa de aplicación baja. Todos los otros bidones también fueron probados analíticamente, pero no mostraron rastro alguno del herbicida.
• En la muestra conservada de ese lote particular del insecticida no se detectó contaminación con el herbicida.
• La producción del herbicida tuvo lugar en un edificio completamente separado de la producción del insecticida / fungicida.
• Como práctica estándar, sin tomar en consideración la línea de producción, se tomaron de 2 a 3 kg de muestra de todos los productos en cubos blancos idénticos y se llevaron al laboratorio de Control de Calidad (CC). Después del análisis de CC, todas las muestras se devolvieron a la línea de producción para ser reelaboradas.
15
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• La rotulación de los cubos blancos no fue consistente y mostró mucha variación, mientras que después del análisis, el laboratorio puso cubos de herbicida e insecticida en la misma área para ser recolectados y devueltos a las líneas de producción.
• Un cubo de muestra del herbicida de tasa de aplicación baja fue devuelto por equivocación al área de llenar los bidones de insecticida y fue añadido al contenido de un bidón.
¿Qué puede aprenderse de este historial de caso? • Los recipientes que contengan cualquier producto siempre deben ser etiquetados de forma clara
y consistente.
• La política de etiquetar en el sitio de trabajo debe definirse, entenderse y aplicarse de forma consistente por todos.
• No devuelva muestras recolectadas para CC al proceso sin la aprobación explícita (escrita) de este procedimiento por el cliente.
• De ser posible, evite reciclar muestras de laboratorio o retenidas. Tome muestras pequeñas para reducir la cantidad a ser eliminada.
• Revise (evaluación de riesgos) los procesos existentes de re-trabajo para asegurarse de que éstos son apropiados y controlados adecuadamente.
• Aliente a los operadores de planta para que sean vigilantes y verifiquen las etiquetas antes de vaciar los contenidos en vasijas, recipientes, etc. Use recipientes diferentes (tamaño, color) para los materiales incompatibles (herbicidas, fungicidas / insecticidas).
Historial de Caso 10: Incidente causado por fallo en determinar identidad de una de las materias primas • Un ingrediente activo de un herbicida fue sintetizado por esterificación de su ácido con n-hexanol
para formar n-hexil éster.
• El alcohol n-hexanol fue suministrado por un fabricante externo y entregado en un camión tanque. El Control de Calidad (CC) para productos entrantes liberó el embarque de alcohol y éste fue bombeado a un tanque a granel dedicado de 40,000 litros que todavía contenía aproximadamente 20,000 litros de n-hexanol.
• El alcohol fue bombeado del tanque a granel a través de una tubería dedicada a la planta de síntesis.
• Luego de completada la esterificación, el lote del ingrediente activo fue muestreado y enviado al laboratorio de CC. El cromatograma de gas reveló una cresta desconocida que se identificó como el éster n-propilo correspondiente al ingrediente activo del herbicida.
• Las investigaciones subsiguientes mostraron que el tanque a granel dedicado de alcohol contenía una mezcla de n-hexanol y n-propanol.
• En esta instalación, la verificación estándar de calidad para productos a granel en el procedimiento de aceptación de materias primas es una verificación del Certificado de Análisis (CoA) sometido por el productor de alcohol con cada embarque. Dado que el CoA tenía la información esperada el material fue liberado.
• El lote de ingrediente activo producido consistía de una mezcla de dos ésteres. Ya que sólo el n-hexil éster de este herbicida ha sido registrado globalmente, el ingrediente activo no estaba en cumplimiento reglamentario y tuvo que ser eliminado (incinerado).
16

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
¿Qué puede aprenderse de este historial de caso? • Aunque la verificación del CoA de materias primas entrantes sin análisis adicional es costo-
efectiva, esto crea una dependencia aún mayor en la confiabilidad de los sistemas de calidad del proveedor, mientras que un error hecho durante la carga del embarque en el proveedor no puede ser detectada antes de que la materia prima se haya procesado. Por consiguiente, es imperativo realizar una evaluación de la instalación del proveedor con un énfasis firme en la Prevención de la Contaminación y en procedimientos correctos de carga.
• Considere verificaciones de laboratorio simples tales como índice refractivo, color, pH, viscosidad, u otras pruebas rápidas de identidad tal como verificación de CC para productos entrantes.
• En síntesis donde una mezcla de materias primas no sólo es una contaminación, pero también un peligro para la seguridad, la verificación de identidad para los productos que entran es "imperativa."
Fig. 2: Estudio de una respuesta de un herbicida experimental para cereal a dosis de una “proporción de aplicación baja” (“muy activo”) en la semilla del aceite de colza (canola). El NOEL en la canola es <0.03 g a.i. / ha. Los niveles de limpieza necesarios cuando el producto subsiguiente luego que este tipo de herbicida es usado en la canola son muy bajos, a menudo <2 ppm o incluso en el rango ppb.
17
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4. Evaluación de Riesgo de Contaminación Una evaluación de riesgo de contaminación se lleva a cabo para la unidad de producción y los productos fabricados en ésta. Esto incluye todos los productos, los requisitos de limpieza y sus capacidades, la distribución de la unidad de producción, la separación y las prácticas industriales. Un cambio en cualquiera de éstos debe siempre llevar a una reevaluación del riesgo de contaminación. Una “unidad de producción” es una combinación de equipos usados para la fabricación de un producto en cualquier momento dado. Puede ser usada para productos múltiples en secuencia. Un local industrial puede consistir de unidades de producción múltiples. La separación de las unidades de producción es un elemento clave en la Prevención de la Contaminación. La “separación” significa que no hay equipos en común (por ejemplo los conductos de ventilación) que permitan una transferencia no planificada de producto de una unidad de producción a otra. La separación puede lograrse a través de, por ejemplo, edificios separados, la relocalización de productos críticos en otras unidades de producción, la compartimentación de las líneas de fabricación en el mismo edificio. El diseño y la distribución de la unidad de producción impacta grandemente su limpiabilidad y esos factores deben ser incluidos en la evaluación de riesgo. 4.1 Factores principales que deben ser evaluados en la evaluación de riesgo
de contaminación de una unidad de producción • Cuales otros ingredientes activos o sus productos son manejados en el local de manufactura
y en particular en cual unidad de producción, para que el cliente pueda evaluar si hay productos en el portafolio de la maquiladora que presentarían un riesgo cuando estén presentes como una impureza residual.
Esto también debe incluir la notificación por parte de la maquiladora a los fabricantes de productos no-agrícolas que compartan la misma unidad de producción informándoles que la contaminación de esos productos no-agrícolas con los productos agrícolas puede ser una preocupación.
• Acuerdos con clientes existentes que permitan ya sea la emisión del nombre de los productos
precedentes, o el permiso para dar a conocer el nombre del punto focal de la Prevención de Contaminación en el cliente precedente.
• Diseño y distribución de la unidad de producción (fácil de limpiar y de desmantelar,
adecuadamente separada). • Habilidad demostrada de limpiar hasta los niveles bajos de impurezas residuales entre los
productos existentes en el portafolio de la maquiladora. • Procedimientos escritos bien entendibles e implementados de forma consistente para
procesos de cambio de productos, métodos de limpieza y emisión del producto. • Instalaciones y personal experimentado para los análisis químicos de niveles de traza de
impurezas residuales internas o en laboratorios bien reconocidos bajo contrato. • Evaluación de riesgo de contaminación por partículas aerotransportadas de aquellos
productos hechos en las unidades de producción en edificios adyacentes en el mismo local de manufactura o en la misma vecindad, sobre todo cuando en estas unidades se manufacturen herbicidas muy activos. Deben tomarse en consideración aspectos tales como la dirección predominante del viento, la colocación de las ventanas y los filtros para el polvo.
18
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4.2 Directrices sobre la separación de unidades de producción Las compañías miembro de AEPC / CropLife Internacional recomiendan — como primer paso clave en la Prevención de la Contaminación — las siguientes reglas de separación en instalaciones de manufactura compartidas para minimizar el riesgo de contaminación (y también los costos de limpieza): • Separar los “Herbicidas” de los “Insecticidas”
Esta separación se logra teniendo unidades de producción que estén completamente dedicadas a “herbicidas” o a “insecticidas”.
Los “herbicidas” incluyen: Todos los herbicidas (para cosechas y uso no agrícola), reguladores de crecimiento de las plantas, defoliantes, secantes. Los “insecticidas” incluyen: Todos los insecticidas, acaricidas, molusquicidas, nematicidas, fungicidas, activadores de plantas, antídotos (safeners) de herbicida, rodenticidas, aceites para cultivos y adyuvantes, limpiadores de tanques de atomización, fertilizantes y fumigantes.
• Separar “los herbicidas de proporción baja” (sobre todo los herbicidas muy activos) de
“los herbicidas de proporción normal” si los herbicidas están registrados en cultivos diferentes.
Una posible forma de lograr esta separación es mediante la combinación de los herbicidas registrados en los mismos cultivos en la misma unidad de producción, por ejemplo todos los herbicidas para arroz o todos los herbicidas para cereal. En ese caso el riesgo de contaminación potencial está limitado a asuntos de la integridad / calidad del producto, mientras que los requisitos de limpieza entre los herbicidas registrados en los mismos cultivos serán mínimos.
• Considerar la fabricación de Reguladores de Crecimiento de Plantas (RCPs) en las líneas
para “insecticidas”.
El Aviso 96-8 (Anejo B) de la Reglamentación de Plaguicidas (RP) de la Agencia de Protección Ambiental (EPA) clasifica los RCPs como “herbicidas de proporción normal”. Basándose en una evaluación de riesgo de Contaminación, varias compañías que son miembros de AEPC prefieren fabricar RCPs en líneas de “insecticidas” en lugar de en líneas de “herbicidas”1.
1 Los RCPs están, como los insecticidas y fungicidas, registrados y son aplicados a una gama amplia de cultivos y plantas ornamentales que pertenecen a muchas familias de plantas no relacionadas taxonómicamente. Esto significa que es casi imposible conseguir una base de datos suficientemente amplia de NOELs para calcular un nivel de limpieza confiable. Ninguno de los RCPs actualmente conocidos muestra actividad de herbicida a las proporciones registradas y despliega un nivel muy alto de selectividad a través de muchas familias botánicas.
19
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Los químicos para protección del cultivo deben ser sintetizados, formulados, envasados y almacenados completamente separados de:
o Comida y productos de alimentación (incluyendo vitaminas) o Productos farmacéuticos para seres humanos que sean aplicados oralmente, tópicamente o
como una inyección o Productos veterinarios que sean aplicados oralmente, tópicamente o como una inyección
o Cosméticos para seres humanos y otros productos del cuidado de la salud o Detergentes y otros productos de limpieza del hogar tales como polvos para lavar,
blanqueadores
o Químicos Industriales, por ejemplo agentes limpiadores para la industria de alimentos
Si cualquier producto que pertenezca a cualquiera de los grupos anteriores de productos es manufacturado en el mismo local, el nivel de separación mínimo es el de edificios diferentes.
4.3 Evaluación de capacidad de limpieza Para evaluar la conveniencia de que una unidad de producción se ocupe de manejar una secuencia de producción en particular, es necesario evaluar dos componentes: • Diseño y distribución de la unidad de producción. • Procedimientos exitosos de limpieza. Sus cuatro elementos principales son:
o Niveles de limpieza correctos (ver capítulo 5)
o Metodología de limpieza (ver capítulo 6)
o Capacidad analítica (ver capítulo 7)
o Documentación (mantenimiento de registros, muestras retenidas; ver capítulo 8) Una herramienta útil para determinar si se puede lograr exitosamente un cambio de producto en una unidad de producción es repasar los datos históricos sobre la capacidad de limpieza. La empresa maquiladora debe de haber demostrado rutinariamente resultados similares a los siguientes niveles de limpieza: • Síntesis de ingredientes activos: <50 ppm logrado típicamente después de que el equipo se ha
enjuagado con el solvente y se han desmantelando parcialmente las tuberías y las bombas (ver tabla 1, página 29).
• Formulación y envase de productos líquidos: <100 ppm logrado típicamente después de que el equipo se ha enjuagado con un medio de limpieza un máximo de tres veces (ver tabla 1, página 29).
• Formulación y envase de productos sólidos: <200 ppm logrado típicamente después de la limpieza en seco seguida por una limpieza húmeda o por una “limpieza con chorro” (ver tabla 2, página 30).
• Uno de los más altos riesgos de contaminación en las unidades de producción para sólidos (ingredientes activos y formulaciones) es ocasionado por “la retención” del producto anterior en los espacios muertos.
Este material puede soltarse de repente y contaminar uno o más lotes de productos subsiguientes.5
20
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
5. Determinación de Niveles de Limpieza El nivel de limpieza requerido para un cambio de producto es la indicación principal del riesgo involucrado en el cambio; es decir, mientras más bajo el nivel de limpieza, más alto es el riesgo de un incidente de contaminación si el proceso de limpieza falla. Además, se necesitará más labor, tiempo y limpieza costo-intensiva para lograr los niveles de limpieza más bajos requeridos. Para perfeccionar la secuencia de producción, se debe desarrollar una matriz de limpieza basada en niveles de limpieza confiables. En las secciones 5.2.2 y 5.2.3 se mostrará un ejemplo para una unidad envasadora de herbicidas. 5.1 Principios Los Niveles del Efecto No Observable (NOELs) del ingrediente activo precedente en todos los cultivos en que el producto subsiguiente es registrado, debe ser una consideración importante al calcular el nivel de limpieza. Se debe usar el NOEL más bajo (para el cultivo más sensible al ingrediente activo anterior). Además, la Agencia de Protección Ambiental de Estados Unidos (EPA) ha emitido Directrices sobre los Niveles Significativos de Contaminación Toxicológica (NSCTs) del producto anterior en el producto siguiente en el Aviso 96-8 de Reglamentación de Plaguicidas (ARP), fechado el 31 de octubre de 1996. El texto completo de este documento está disponible en el Apéndice B. El Aviso 96-8 de Reglamentación de Plaguicidas es aplicable a productos fabricados, importados, y / o usados en los EE.UU. Esto significa que los niveles de limpieza para los productos que tengan a EE.UU. como último destino nunca pueden exceder los valores listados en las varias categorías para los NSCTs. Es necesario tener cautela: la implementación de las directrices de la EPA sin la debida consideración de los efectos biológicos todavía podría llevar a incidentes serios de contaminación porque el NSCT podría ser demasiado alto para cubrir el "margen de seguridad biológica” que es necesario para prevenir estos incidentes. Si el nivel de limpieza basado en la biología es más bajo que los límites reguladores, debe usarse el nivel basado en la biología. En los países fuera de EE.UU., las agencias gubernamentales generalmente permiten la autorregulación de los niveles de limpieza por parte de la industria de la protección del cultivo, con tal de que los límites no infrinjan la legislación de la protección del cultivo. Algunas compañías prefieren usar el Aviso 96-8 de la Reglamentación de Plaguicidas de la EPA (siempre que éste sea más bajo que el nivel de limpieza basado en la biología) en todos los países donde estén comercialmente activos, porque esto ayuda a la flexibilidad de la cadena de suministro. Otros prefieren usar un sistema donde las directrices de la EPA sólo se usan para los productos fabricados en o exportados a los EE.UU. Fuera de los EE.UU., esas compañías usan niveles de limpieza accionados por la biología, con tal de que éstos no excedan los límites reguladores típicos de 0.1% w/w o 1,000 ppm para ingredientes ajenos no-listados.2 2 El "Manual sobre el desarrollo y uso de las especificaciones FAO y WHO para los plaguicidas", Ponencia Núm. 173 Sobre la Producción y Protección de Plantas FAO, ed.1 (2002), establece los límites reguladores para ingredientes ajenos no-listados en menos de 1 g/kg (<0.1% w/w o <1,000 ppm). Para armonizar con el Aviso 96-8 sobre Reglamentación de Plaguicidas de la EPA "Niveles Significativos de Contaminantes Toxicológicos ", en este folleto el límite para los ingredientes ajenos no-listados, por ejemplo IRs, se establece como: valor máximo 0.1% w/w (máximo 1,000 ppm).
21

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Fig.3: Estudio sobre reacción a una dosis de clomazone en la planta de semillero de la uva (arriba) y en la remolacha (abajo). Por los cálculos de los niveles de limpieza, se debe usar el NOEL de la impureza residual en el cultivo más sensible en que el producto subsiguiente sea aplicado. Las plantas de semillero de la uva son claramente más sensibles que la remolacha. El NOEL del clomazone en la remolacha es 3.0 g a.i. / ha y en las uvas menos de 1.0 g a.i. / ha. 5.2 Cálculo de niveles de limpieza 5.2.1 Fórmula Los niveles de limpieza basados en la biología son calculados usando la siguiente fórmula: Nivel de limpieza en ppm = (106 × NOEL) / (SF × AR) Definiciones: AR: Proporción de Aplicación Máxima del producto subsiguiente en gramos o ml de producto
formulado / ha. NOEL: Nivel de Efecto No Observable en gramo a.i. / ha del ingrediente activo precedente en el
cultivo más sensible en que el producto subsiguiente está registrado. SF: Factor de Seguridad, entre 2 y 10. Cada cliente subsiguiente define el valor de SF basado
en la política de manejo de riesgo de su compañía (ver sección 5.2.2, ejemplo de una matriz de limpieza)
22
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
También vea las "Directrices" (Apéndice A-VII) y Apéndice B - V para información sobre los niveles de limpieza basados en la EPA Para mejorar la evaluación de riesgo de la Prevención de la Contaminación, se ha decidido agregar un tercer grupo de herbicidas, los “herbicidas muy activos”, a los "herbicidas de proporción baja” y a los “herbicidas de proporción normal” mencionados en el Aviso 96-8 sobre Reglamentación de Plaguicidas (ARP) de la EPA. Los “herbicidas muy activos” tienen una tasa de aplicación máxima de menos de 50 g a.i. / ha. Estas proporciones de aplicación baja implican que estos ingredientes activos están activos en concentraciones muy bajas en las malezas y, por las consideraciones de la Prevención de la Contaminación aún más importante, en cultivos que no han sido fijados como objetivos en los que el producto subsiguiente podría aplicarse. NOELs de menos de 10 mg a.i. / ha en los cultivos sensibles no son la excepción. Por consiguiente, se requiere atención excepcional cuando se calculan niveles de limpieza para los “herbicidas muy activos”. 5.2.2 Ejemplo de una matriz de limpieza desarrollada para una unidad de envase de herbicidas Este ejemplo muestra cómo desarrollar una matriz de limpieza para la línea de envase de herbicidas líquidos en una unidad de herbicidas especializada. Los tres herbicidas se envasan de forma intercambiable. La metodología para desarrollar las matrices de limpieza para síntesis, formulación y re-envase es idéntica. Producto A: Herbicida muy activo para cereales o Registrado en todas las especies de cereal, maíz y césped ornamental o Aplicado post-emergente para el control de malezas latifolias o Formulación SC que contiene 50 g a.i. / L de Producto Formulado (= FP) o Proporción de aplicación más alta 0.25 L FP/ha = 12.5 g a.i./ha o NOEL en el cultivo de hoja ancha más sensible probado, la remolacha, es 0.03 g a.i. /ha o Clasificación de la EPA: herbicida de proporción de aplicación baja Producto B: Herbicida tradicional para cereales o Registrado en todas las especies de cereal y maíz. Ni selectivo ni registrado en césped
ornamental o Aplicado post-emergente para el control de malezas latifolias o Formulación EC que contiene 250 g a.i./L FP o Proporción de aplicación más alta 3.0 L FP/ha = 750 g a.i./ha o NOEL en el cultivo de hoja ancha más sensible probado, el algodón, es 16 g a.i./ha
o Clasificación de la EPA: herbicida de proporción de aplicación normal
23
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Producto C: Herbicida gramíneo para cultivos de hoja ancha o Registrado y muy selectivo en los siguientes cultivos latifolios: algodón, soja, remolacha, semilla
de aceite de colza (Canola™), todas las brassicas vegetales, lechuga, pepino y otras cucúrbitas. o Aplicar post-emergente para el control de las hierbas perennes y anuales en los cultivos latifolios o Formulación EC que contiene 150 g a.i./L FP o Proporción de aplicación más alta 2.0 L FP/ha = 300 g a.i./ha o NOEL, en la especie gramínea (césped) más sensible probada, Lolium multiflorum, es
1.6 g a.i./ha; en las especies de cereales más sensibles probadas, las avenas, es 9.0 g a.i./ha o Clasificación de la EPA: herbicida de proporción de aplicación baja Vea la sección 5.2.1 para la fórmula para calcular el nivel de limpieza, mientras que en este ejemplo, se usa un factor de seguridad de diez veces para todos los cambios de producto. Los factores de seguridad son una decisión individual de la compañía subsiguiente y típicamente van de 2 a 10. Estos factores de seguridad deben dar cuenta de las diferencias en la reacción de las plantas probadas, que pueden ocurrir entre las condiciones de prueba del invernadero y las condiciones reales en la granja, donde todo varía: la tierra, las variedades de plantas, la etapa de crecimiento en el momento de la aplicación, el clima, las estaciones etc. También pueden aplicarse factores de seguridad adicionales para dar cuenta de la varianza analítica y del muestreo.
24

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Matriz de Limpieza (ejemplo)
Producto Subsiguiente
Herbicida muy activo para
cereal
(Producto A)
Herbicida tradicional para
cereal
(Producto B)
Herbicida gramíneo para
cultivos de hoja ancha
(Producto C)
Tipo de Formulación:
SC EC EC
Ensayo: g a.i./L FP 50 250 150 Proporción de Aplicación:
L FP/ha g a.i./ha
0.25 12.5
3.0 750
2.0 300
Producto Precedente
Nivel de Limpieza*
en ppm
Nivel de Limpieza*
en ppm
Nivel de Limpieza*
en ppm Producto A Basado en biología
Basado en Regulación de la EPA (Categoría de EPA) 5)
N/A
N/A
1,000 2) 3) 4)
20 3)
(Categoría 8)
1.5 3)
100 1) 3)
(Categoría 7)
Producto B Basado en biología Basado en Regulación de la EPA (Categoría de EPA) 5)
1,000 2) 3) 4)
250 3)
(Categoría 4)
N/A
N/A
800 2)
250
(Categoría 4)
Producto C Basado en biología Basado en Regulación de la EPA (Categoría de EPA) 5)
640 2) 3)
100 3)
(Categoría 7)
300 2)
20
(Categoría 8)
N/A
N/A
* Nivel de limpieza al cambiar de producto precedente al subsiguiente 1) Se aplica el nivel de limpieza basado en biología, ya que es < que el valor de "EPA." También
aplica en los EE.UU. 2) Para los EE.UU., el nivel de limpieza tiene que estar basado en EPA PRN 96-8; el valor de "EPA"
es < que el nivel de limpieza basado en la biología. 3) Cambie de la formulación acuosa a la formulación de solvente orgánico o viceversa. 4) El valor para los ingredientes activos ajenos no-listados (es decir de los productos precedentes)
nunca puede exceder 1,000 ppm para poder cumplir con los requisitos reglamentarios. 5) Para la categoría de la EPA vea el Apéndice B-V. N/A: No aplicable - ningún nivel de limpieza requerido, mismo ingrediente activo.
25
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
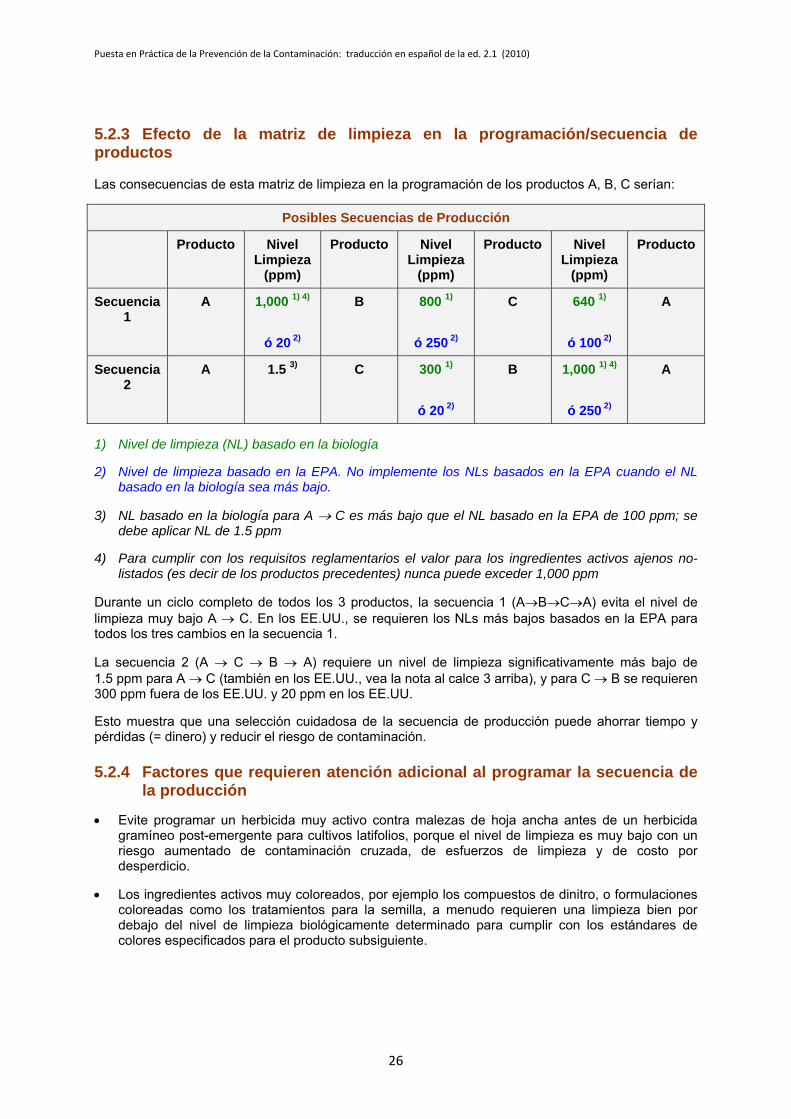
5.2.3 Efecto de la matriz de limpieza en la programación/secuencia de productos Las consecuencias de esta matriz de limpieza en la programación de los productos A, B, C serían:
Posibles Secuencias de Producción
Producto Nivel Limpieza
(ppm)
Producto Nivel Limpieza
(ppm)
Producto Nivel Limpieza
(ppm)
Producto
Secuencia 1
A 1,000 1) 4)
ó 20 2)
B 800 1)
ó 250 2)
C 640 1)
ó 100 2)
A
Secuencia 2
A 1.5 3)
C 300 1)
ó 20 2)
B 1,000 1) 4)
ó 250 2)
A
1) Nivel de limpieza (NL) basado en la biología
2) Nivel de limpieza basado en la EPA. No implemente los NLs basados en la EPA cuando el NL
basado en la biología sea más bajo.
3) NL basado en la biología para A → C es más bajo que el NL basado en la EPA de 100 ppm; se debe aplicar NL de 1.5 ppm
4) Para cumplir con los requisitos reglamentarios el valor para los ingredientes activos ajenos no-
listados (es decir de los productos precedentes) nunca puede exceder 1,000 ppm Durante un ciclo completo de todos los 3 productos, la secuencia 1 (A→B→C→A) evita el nivel de limpieza muy bajo A → C. En los EE.UU., se requieren los NLs más bajos basados en la EPA para todos los tres cambios en la secuencia 1. La secuencia 2 (A → C → B → A) requiere un nivel de limpieza significativamente más bajo de 1.5 ppm para A → C (también en los EE.UU., vea la nota al calce 3 arriba), y para C → B se requieren 300 ppm fuera de los EE.UU. y 20 ppm en los EE.UU. Esto muestra que una selección cuidadosa de la secuencia de producción puede ahorrar tiempo y pérdidas (= dinero) y reducir el riesgo de contaminación. 5.2.4 Factores que requieren atención adicional al programar la secuencia de
la producción • Evite programar un herbicida muy activo contra malezas de hoja ancha antes de un herbicida
gramíneo post-emergente para cultivos latifolios, porque el nivel de limpieza es muy bajo con un riesgo aumentado de contaminación cruzada, de esfuerzos de limpieza y de costo por desperdicio.
• Los ingredientes activos muy coloreados, por ejemplo los compuestos de dinitro, o formulaciones
coloreadas como los tratamientos para la semilla, a menudo requieren una limpieza bien por debajo del nivel de limpieza biológicamente determinado para cumplir con los estándares de colores especificados para el producto subsiguiente.
26

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
5.2.4 Factores que requieren atención adicional al programar la secuencia de
la producción (Cont.) • Cambiar de una formulación acuosa a una formulación de solvente orgánico o viceversa requiere
la remoción completa del solvente usado para formular el producto precedente. El enjuague adicional del equipo con un solvente que sea tanto miscible en agua como en solventes orgánicos es una opción para resolver este problema. Para evitar este problema, se pueden reducir el periodo de limpieza y el consumo de solventes programando las formulaciones de EC después de las formulaciones de EC.
• Algunos fungicidas azole (vea historial del caso 3) pueden causar fitotoxicidad a las plantas de
semilleros cuando éstos contaminan fungicidas e insecticidas para Tratamiento de Semillas a niveles de limpieza considerablemente más bajos que el valor predefinido de 1,000 ppm listado en el Aviso 96-8 de EPA sobre la Reglamentación de Plaguicidas.
5.2.5 Responsabilidades Vea las "Directrices" (Apéndice A-IV)
27
Puesta
en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
28
6. Limpieza de la Unidad de Producción La limpieza de la unidad de producción es una tarea costosa que requiere mucho tiempo en particular cuando se requieren niveles de limpieza bajos. Por consiguiente, encontrar una secuencia de producción alternativa que exija una limpieza menos intensiva puede ser económicamente más atractivo sin comprometer los principios subyacentes al buen manejo de la Prevención de la Contaminación. Las soluciones industriales alternativas a ser consideradas son: • Mover un producto "muy activo" a una unidad de producción con una mezcla de producto más
favorable (por ejemplo el uso de una línea dedicada o concentrar productos de una “actividad alta” para usos en cultivos compatibles en una unidad de producción). Esto reduce el riesgo de contaminación y evita los costos altos de la limpieza.
• Ordenar secuencialmente los productos, vea Sección 5.2.3. Esto evita los cambios de producto
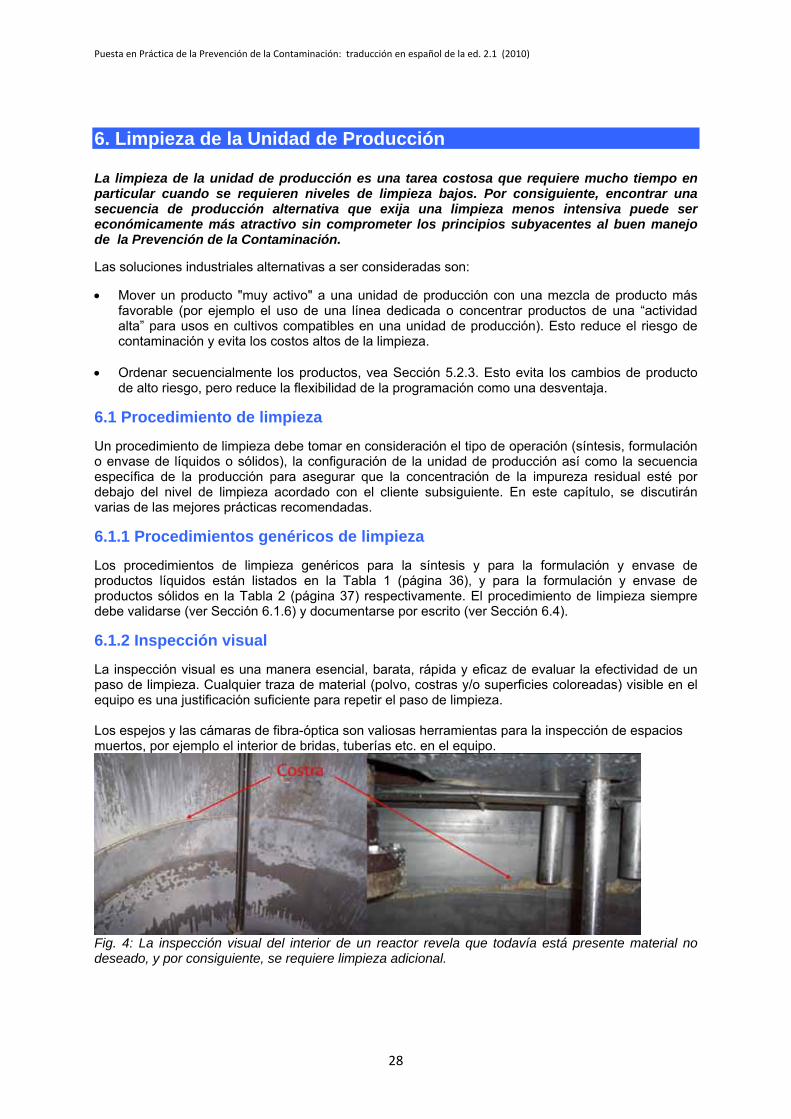
de alto riesgo, pero reduce la flexibilidad de la programación como una desventaja. 6.1 Procedimiento de limpieza Un procedimiento de limpieza debe tomar en consideración el tipo de operación (síntesis, formulación o envase de líquidos o sólidos), la configuración de la unidad de producción así como la secuencia específica de la producción para asegurar que la concentración de la impureza residual esté por debajo del nivel de limpieza acordado con el cliente subsiguiente. En este capítulo, se discutirán varias de las mejores prácticas recomendadas. 6.1.1 Procedimientos genéricos de limpieza Los procedimientos de limpieza genéricos para la síntesis y para la formulación y envase de productos líquidos están listados en la Tabla 1 (página 36), y para la formulación y envase de productos sólidos en la Tabla 2 (página 37) respectivamente. El procedimiento de limpieza siempre debe validarse (ver Sección 6.1.6) y documentarse por escrito (ver Sección 6.4). 6.1.2 Inspección visual La inspección visual es una manera esencial, barata, rápida y eficaz de evaluar la efectividad de un paso de limpieza. Cualquier traza de material (polvo, costras y/o superficies coloreadas) visible en el equipo es una justificación suficiente para repetir el paso de limpieza. Los espejos y las cámaras de fibra-óptica son valiosas herramientas para la inspección de espacios muertos, por ejemplo el interior de bridas, tuberías etc. en el equipo.
Fig. 4: La inspección visual del interior de un reactor revela que todavía está presente material no deseado, y por consiguiente, se requiere limpieza adicional.
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
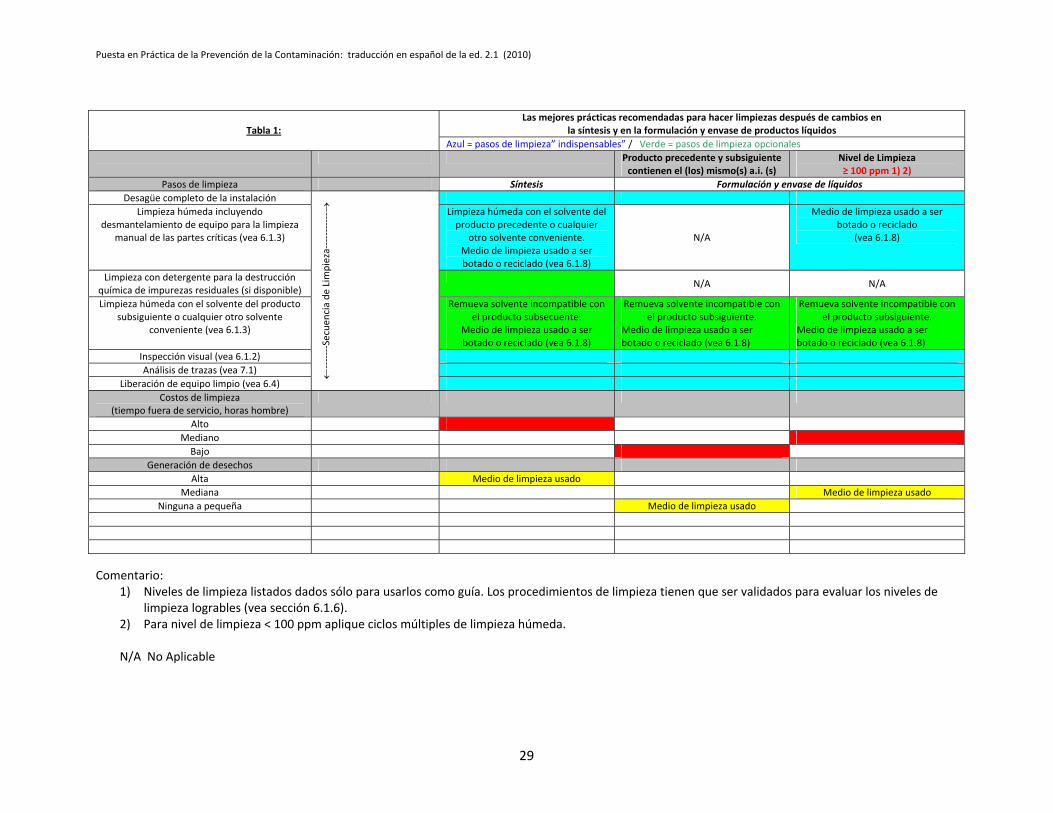
Las mejores prácticas recomendadas para hacer limpiezas después de cambios en la síntesis y en la formulación y envase de productos líquidos Tabla 1:
Azul = pasos de limpieza” indispensables” / Verde = pasos de limpieza opcionales Producto precedente y subsiguiente Nivel de Limpieza
contienen el (los) mismo(s) a.i. (s) ≥ 100 ppm 1) 2) Pasos de limpieza Síntesis Formulación y envase de líquidos
Desagüe completo de la instalación Limpieza húmeda incluyendo
desmantelamiento de equipo para la limpieza manual de las partes críticas (vea 6.1.3)
Limpieza húmeda con el solvente del producto precedente o cualquier
otro solvente conveniente. Medio de limpieza usado a ser botado o reciclado (vea 6.1.8)
N/A
Medio de limpieza usado a ser botado o reciclado
(vea 6.1.8)
Limpieza con detergente para la destrucción química de impurezas residuales (si disponible)
N/A N/A
Limpieza húmeda con el solvente del producto subsiguiente o cualquier otro solvente
conveniente (vea 6.1.3)
Remueva solvente incompatible con el producto subsecuente.
Medio de limpieza usado a ser botado o reciclado (vea 6.1.8)
Remueva solvente incompatible con el producto subsiguiente.
Medio de limpieza usado a ser botado o reciclado (vea 6.1.8)
Remueva solvente incompatible con el producto subsiguiente.
Medio de limpieza usado a ser botado o reciclado (vea 6.1.8)
Inspección visual (vea 6.1.2) Análisis de trazas (vea 7.1) ←
‐‐‐‐‐‐‐Secue
ncia de Limpieza‐‐‐‐‐‐‐‐‐‐‐→
Liberación de equipo limpio (vea 6.4) Costos de limpieza
(tiempo fuera de servicio, horas hombre) Alto
Mediano Bajo
Generación de desechos Alta Medio de limpieza usado
Mediana Medio de limpieza usado Ninguna a pequeña Medio de limpieza usado
Comentario: 1) Niveles de limpieza listados dados sólo para usarlos como guía. Los procedimientos de limpieza tienen que ser validados para evaluar los niveles de
limpieza logrables (vea sección 6.1.6). 2) Para nivel de limpieza < 100 ppm aplique ciclos múltiples de limpieza húmeda.
N/A No Aplicable
29
Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
30
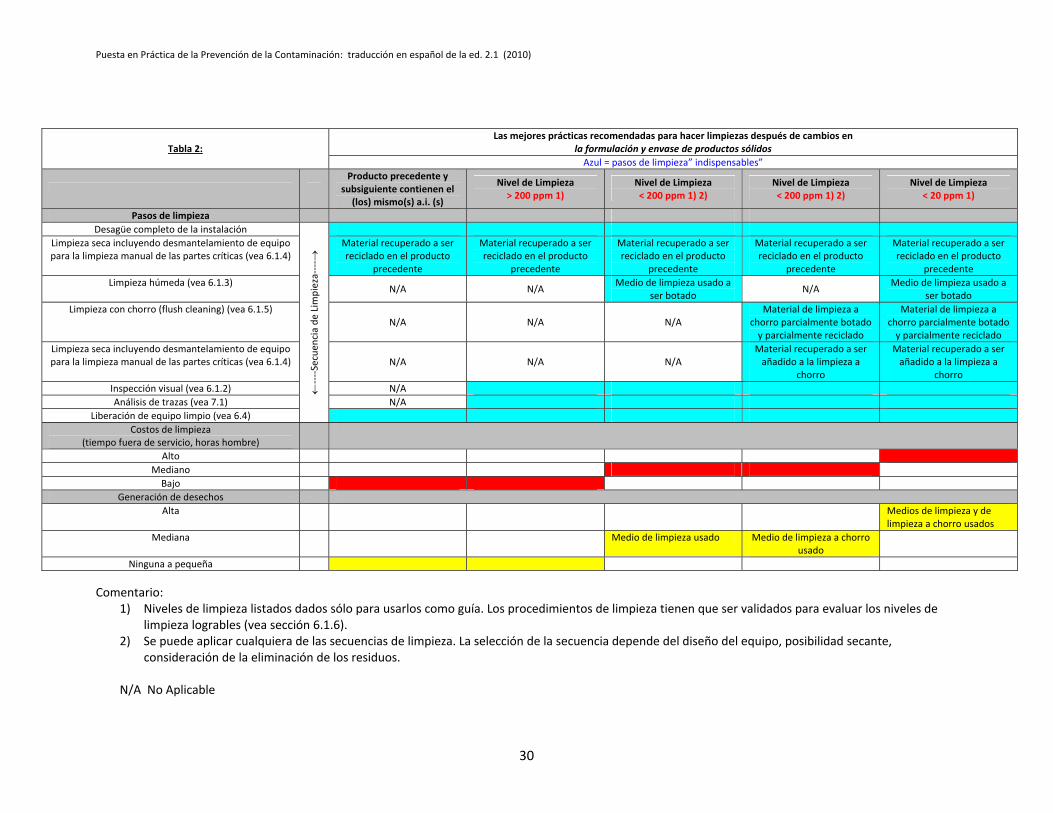
Las mejores prácticas recomendadas para hacer limpiezas después de cambios en
la formulación y envase de productos sólidos Tabla 2:Azul = pasos de limpieza” indispensables”
Producto precedente y
subsiguiente contienen el (los) mismo(s) a.i. (s)
Nivel de Limpieza > 200 ppm 1)
Nivel de Limpieza < 200 ppm 1) 2)
Nivel de Limpieza < 200 ppm 1) 2)
Nivel de Limpieza < 20 ppm 1)
Pasos de limpieza Desagüe completo de la instalación
Limpieza seca incluyendo desmantelamiento de equipo para la limpieza manual de las partes críticas (vea 6.1.4)
Material recuperado a ser reciclado en el producto
precedente
Material recuperado a ser reciclado en el producto
precedente
Material recuperado a ser reciclado en el producto
precedente
Material recuperado a ser reciclado en el producto
precedente
Material recuperado a ser reciclado en el producto
precedente Limpieza húmeda (vea 6.1.3)
N/A N/A Medio de limpieza usado a
ser botado N/A
Medio de limpieza usado a ser botado
Limpieza con chorro (flush cleaning) (vea 6.1.5) N/A N/A N/A
Material de limpieza a chorro parcialmente botado y parcialmente reciclado
Material de limpieza a chorro parcialmente botado y parcialmente reciclado
Limpieza seca incluyendo desmantelamiento de equipo para la limpieza manual de las partes críticas (vea 6.1.4) N/A N/A N/A
Material recuperado a ser añadido a la limpieza a
chorro
Material recuperado a ser añadido a la limpieza a
chorro Inspección visual (vea 6.1.2) N/A Análisis de trazas (vea 7.1) N/A
Liberación de equipo limpio (vea 6.4)
←‐‐‐‐Secuen
cia de
Lim
pieza‐‐‐‐→
Costos de limpieza
(tiempo fuera de servicio, horas hombre)
Alto Mediano Bajo
Generación de desechos Alta Medios de limpieza y de
limpieza a chorro usados Mediana Medio de limpieza usado Medio de limpieza a chorro
usado
Ninguna a pequeña
Puesta en
1) Niveles de limpieza listados dados sólo para usarlos como guía. Los procedimientos de limpieza tienen que ser validados para evaluar los niveles de limpieza logrables (vea sección 6.1.6).
2) Se puede aplicar cualquiera de las secuencias de limpieza. La selección de la secuencia depende del diseño del equipo, posibilidad secante, consideración de la eliminación de los residuos.
N/A No Aplicable
Comentario:

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.1.3 Limpieza húmeda La limpieza húmeda (también llamada limpieza" "líquida) es típicamente aplicada en las líneas industriales para los productos líquidos, pero en muchos casos también forma uno de los pasos de limpieza en las líneas industriales de productos sólidos. La limpieza húmeda no es conveniente para el equipo donde la recogida del enjuagado es difícil o incluso imposible (por ejemplo, artefacto de hacer tabletas, secador de lecho fluido). El procedimiento escrito de limpieza húmeda debe detallar (si aplicable): • El medio de limpieza usado (por ejemplo el solvente orgánico, el agua, el detergente, el
blanqueador, el hidrato sódico). Éste debe disolver, emulsionar o dispersar la impureza residual en una proporción > 1% w/w. La prueba de antemano de la efectividad del medio de limpieza puede hacerse en el laboratorio.
• La secuencia en que se limpian las piezas individuales de la línea industrial. • La carga del medio de limpieza en el equipo, por ejemplo mediante el uso de una boquilla
rociadora giratoria. El medio de limpieza debe agitarse y/o circularse a una temperatura pre-definida por un período de tiempo suficientemente largo para eliminar el contaminante. Donde sea posible, se recomienda la destilación bajo reflujo del medio de limpieza.
• El número de enjuagues aplicados y la cantidad mínima de medio de limpieza por enjuague. • El desmantelamiento (parcial) del equipo y la limpieza manual de las piezas individuales con el
medio de limpieza. • El enjuague de la superficie interior del equipo, por ejemplo por el uso de un motor de reacción de
agua de presión alta. • La descripción de las localizaciones de muestreo para las muestras del enjuagador (vea sección
7.2).
Debe enfatizarse que la determinación de la impureza residual en el enjuagador (= medio de limpieza líquido usado) no siempre garantiza que el nivel de la impureza residual en el siguiente producto esté automáticamente por debajo del nivel de limpieza convenido, aun cuando este nivel sea encontrado en el enjuagador.
• El proceso de secar las superficies internas (de ser necesario) ya sea por medio de la calefacción
o purgando el equipo con nitrógeno o aire comprimido. • El procedimiento de disposición / reciclaje del medio de limpieza usado y contaminado (vea
sección 6.1.8). • Cualquier cuestión potencial de salud, seguridad y medioambiental (manejo, inflamabilidad) para
medios de limpieza no acuosos (por ejemplo solventes orgánicos) y recomendaciones sobre el equipo de protección personal para el operador.
31
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
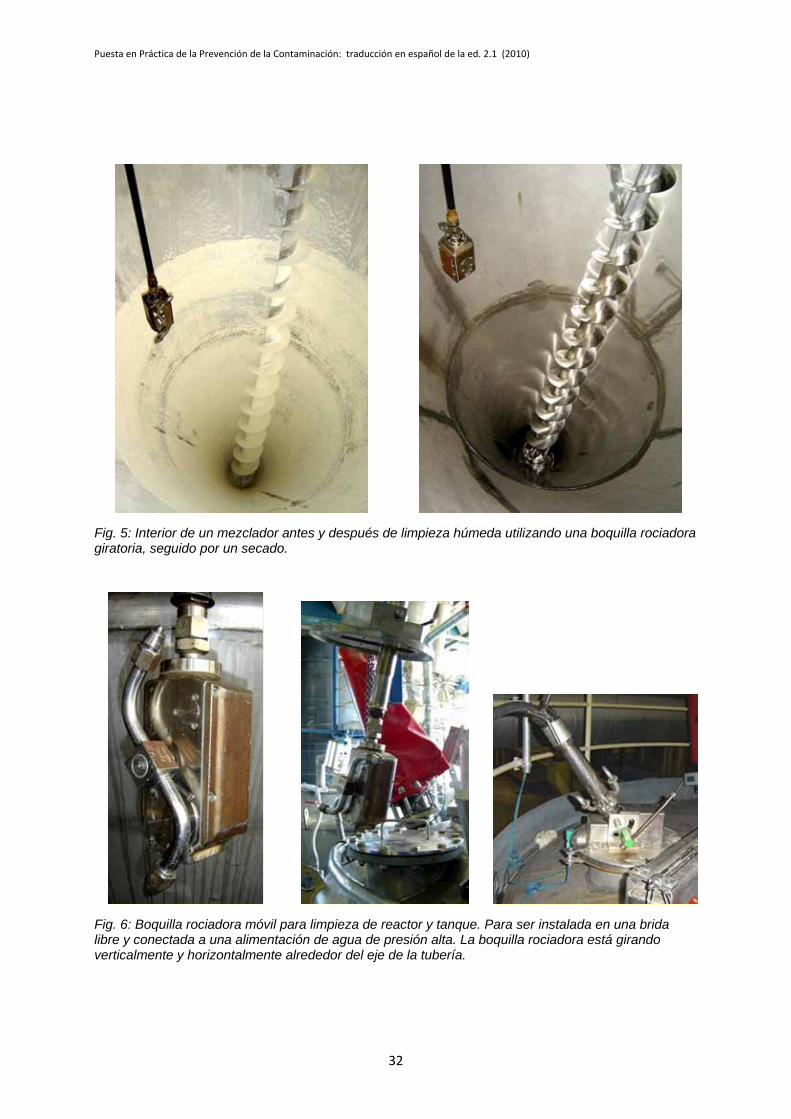
Fig. 5: Interior de un mezclador antes y después de limpieza húmeda utilizando una boquilla rociadora giratoria, seguido por un secado.
Fig. 6: Boquilla rociadora móvil para limpieza de reactor y tanque. Para ser instalada en una brida libre y conectada a una alimentación de agua de presión alta. La boquilla rociadora está girando verticalmente y horizontalmente alrededor del eje de la tubería.
32
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
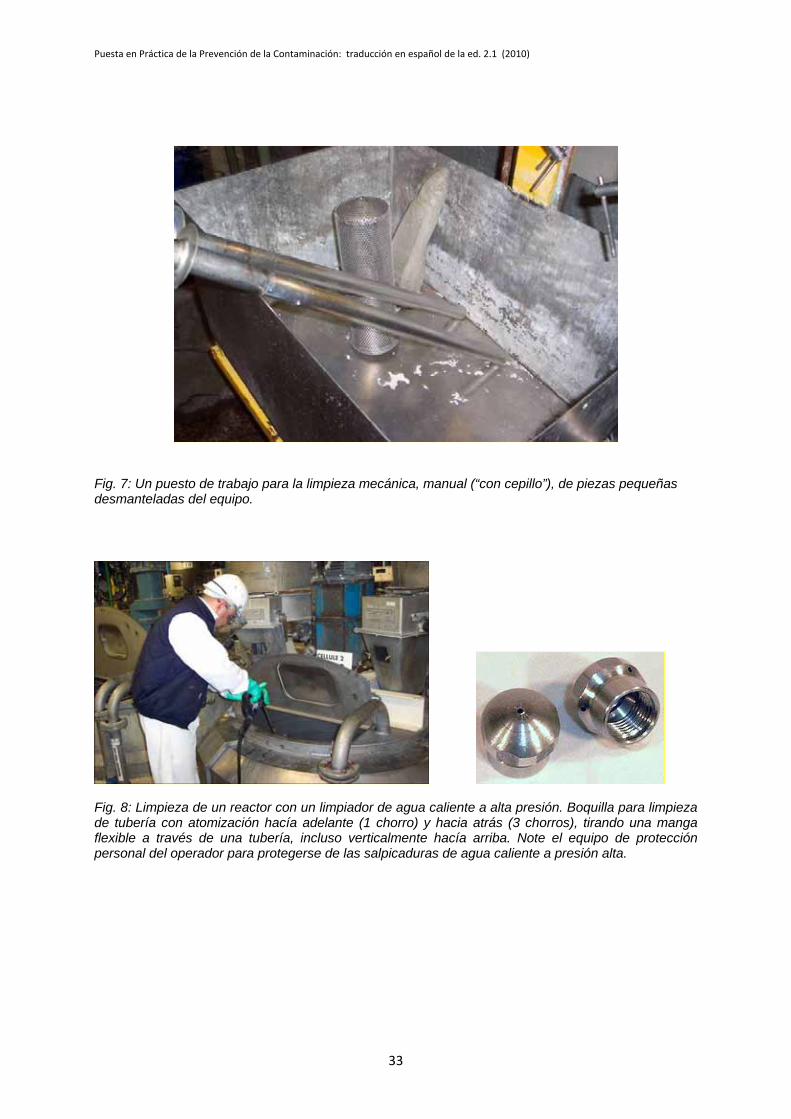
Fig. 7: Un puesto de trabajo para la limpieza mecánica, manual (“con cepillo”), de piezas pequeñas desmanteladas del equipo.
Fig. 8: Limpieza de un reactor con un limpiador de agua caliente a alta presión. Boquilla para limpieza de tubería con atomización hacía adelante (1 chorro) y hacia atrás (3 chorros), tirando una manga flexible a través de una tubería, incluso verticalmente hacía arriba. Note el equipo de protección personal del operador para protegerse de las salpicaduras de agua caliente a presión alta.
33
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
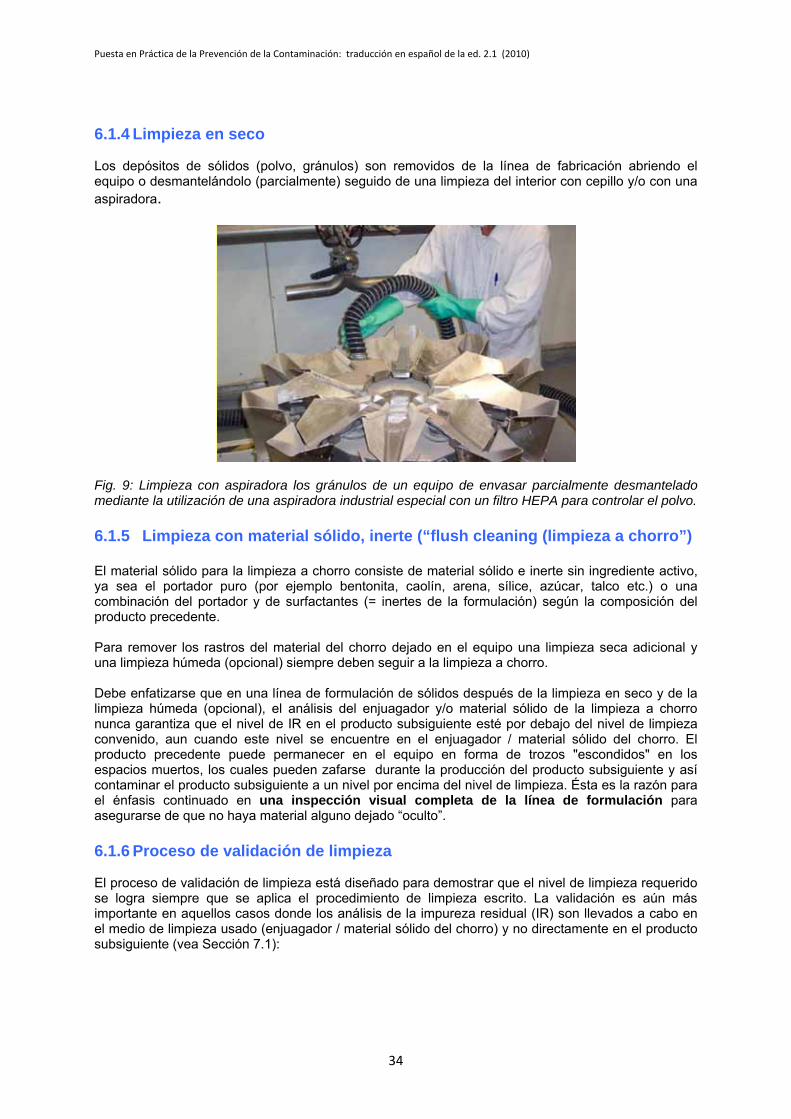
6.1.4 Limpieza en seco Los depósitos de sólidos (polvo, gránulos) son removidos de la línea de fabricación abriendo el equipo o desmantelándolo (parcialmente) seguido de una limpieza del interior con cepillo y/o con una aspiradora.
Fig. 9: Limpieza con aspiradora los gránulos de un equipo de envasar parcialmente desmantelado mediante la utilización de una aspiradora industrial especial con un filtro HEPA para controlar el polvo. 6.1.5 Limpieza con material sólido, inerte (“flush cleaning (limpieza a chorro”) El material sólido para la limpieza a chorro consiste de material sólido e inerte sin ingrediente activo, ya sea el portador puro (por ejemplo bentonita, caolín, arena, sílice, azúcar, talco etc.) o una combinación del portador y de surfactantes (= inertes de la formulación) según la composición del producto precedente. Para remover los rastros del material del chorro dejado en el equipo una limpieza seca adicional y una limpieza húmeda (opcional) siempre deben seguir a la limpieza a chorro. Debe enfatizarse que en una línea de formulación de sólidos después de la limpieza en seco y de la limpieza húmeda (opcional), el análisis del enjuagador y/o material sólido de la limpieza a chorro nunca garantiza que el nivel de IR en el producto subsiguiente esté por debajo del nivel de limpieza convenido, aun cuando este nivel se encuentre en el enjuagador / material sólido del chorro. El producto precedente puede permanecer en el equipo en forma de trozos "escondidos" en los espacios muertos, los cuales pueden zafarse durante la producción del producto subsiguiente y así contaminar el producto subsiguiente a un nivel por encima del nivel de limpieza. Ésta es la razón para el énfasis continuado en una inspección visual completa de la línea de formulación para asegurarse de que no haya material alguno dejado “oculto”. 6.1.6 Proceso de validación de limpieza El proceso de validación de limpieza está diseñado para demostrar que el nivel de limpieza requerido se logra siempre que se aplica el procedimiento de limpieza escrito. La validación es aún más importante en aquellos casos donde los análisis de la impureza residual (IR) son llevados a cabo en el medio de limpieza usado (enjuagador / material sólido del chorro) y no directamente en el producto subsiguiente (vea Sección 7.1):
34
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• Seleccione un cambio de producto que requiera un límite de limpieza por debajo de 100 ppm
(líquidos) ó 200 ppm (sólidos). Alternativamente, escoja un cambio con un producto precedente que sea difícil de limpiar (por ejemplo un ingrediente activo pegajoso, una formulación pegajosa, un producto que contenga un a.i fuertemente coloreado. o un tinte etc.).
• Limpie la línea de manufactura según el procedimiento de limpieza escrito. Adhiérase
estrictamente al procedimiento de limpieza para asegurar la reproducibilidad del proceso. • Analice el medio de limpieza usado para impurezas residuales. Si se requieren varios ciclos de
limpieza analice individualmente cada medio de limpieza usado. Esto permite la determinación del número “correcto” de ciclos de limpieza para lograr el nivel de limpieza requerido con una eficacia máxima.
• Analice el producto subsiguiente real para el IR del producto anterior y compare el resultado con
la concentración de IR encontrada en el medio de limpieza usado. Cuando el nivel de IR en el medio de limpieza usado esté por debajo del nivel de limpieza requerido, el nivel de IR en el producto subsiguiente también cumplirá con los requisitos del nivel de limpieza, con tal de que el proceso de limpieza siempre se lleve a cabo exactamente de la misma manera3. Para recomendaciones sobre el desarrollo de métodos analíticos de IR vea la Sección 7.3.
• El proceso de validación de la limpieza debe estar basado en datos de por lo menos tres cambios diferentes
que apliquen exactamente el mismo procedimiento de limpieza y debe repetirse periódicamente (por ejemplo, anualmente).
6.1.7 Aplicación del procedimiento validado de limpieza Para asegurarse de que cada vez que el mismo cambio aparezca de nuevo en el plan calendario de la producción los resultados de limpieza sean similares, es necesario seguir exactamente todas las condiciones y pasos listados en el procedimiento de limpieza validado Esto también significa que la configuración del equipo debe permanecer igual a la descrita en el procedimiento de limpieza validado; por ejemplo, si se usa en el proceso una vasija más grande para la formulación se debe, ya sea ajustar hacía arriba la cantidad del medio de limpieza o aumentar el periodo de tiempo de la recirculación para cumplir con el nivel de limpieza solicitado. En estos casos, el procedimiento de limpieza tiene que ser re-validado para confirmar que el nivel de limpieza solicitado pueda lograrse bajo estas nuevas condiciones modificadas. Instruya a los operadores para que se adhieran estrictamente al proceso de limpieza. Por ejemplo, cambiar el medio de limpieza, disminuir / aumentar la cantidad del medio de limpieza, acortar / aumentar el periodo de tiempo del ciclo de enjuague, o usar un detergente menos concentrado pueden distorsionar el resultado del análisis de la impureza residual. Omitir un paso de limpieza manual también puede ocasionar que se quede material en el equipo.
3 A condición de que el proceso de limpieza sea reproducible y la solubilidad de la impureza residual (IR) suficientemente alta en el medio de limpieza, debe haber una relación proporcional entre la concentración de IR medida en el enjuagador y la concentración de IR en el producto subsiguiente. La repetición periódica de la validación de la limpieza establecerá confianza en la relación proporcional, permitiendo así la puesta en circulación del último producto basado en los resultados del análisis rutinario del enjuagador.
35

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.1.8 Reciclaje del medio de limpieza usado El reciclaje del medio de limpieza usado debe ser una decisión equilibrada y convenida con el cliente, basado en una evaluación del riesgo / beneficio, considerando los puntos siguientes: • Riesgos de contaminación debido a la mezcla o a la rotulación impropia del medio de limpieza
usado que se almacena. • Riesgos de calidad debido al deterioro del medio de limpieza usado almacenado (químico o
bacteriano / fungal). • Economías factibles por el re-uso del medio de limpieza ya usado.
• Beneficio ecológico debido a la reducción en los desechos. 6.2 Diseño de equipos para una eficiencia mejorada en la limpieza Los requisitos de Prevención de Contaminación deben establecer una consideración importante en el diseño de nuevas unidades de producción o en la modificación de unidades de producción existentes. Las siguientes ideas de diseño se deben considerar para mejorar la eficiencia en la limpieza: • Incluya la tecnología innovadora para reducir el potencial de contaminación: Tecnología de
limpieza-en-el lugar (CIP), por ejemplo boquillas rociadoras giratorias en tanques, analizadores en-línea, etc.
• Considere la automatización del procedimiento de limpieza en líneas equipadas con un Sistema
de Control de Proceso. • El tipo de limpieza tiene que ser incluido en el diseño. En el caso de limpieza húmeda (vea
Sección 6.1.3) los equipos técnicos deben ser herméticos, las superficies interiores del equipo resistentes a la corrosión y suaves para evitar el atrapamiento del producto.
• Ciertos plásticos (usados por ejemplo para tuberías) pueden absorber ingredientes y solventes
activos y no pueden ser limpiados apropiadamente. Se recomienda el uso de material no-absorbente.
• Diseñe un número suficiente de paneles de acceso a la limpieza para permitir una buena inspección visual del interior del equipo y un acceso fácil con el equipo de limpieza.
• Provea válvulas en el punto más bajo del conducto para permitir un desagüe fácil.
• Diseñe la unidad de producción con espacio adecuado en los alrededores y puntos lógicos de
desmontaje para así facilitar la limpieza. Considere acopladores de conexión rápida en el equipo para permitir un desmontaje e inspección rápidos.
• Incline las tuberías para maximizar el desagüe. Las curvaturas en las tuberías (sobre todo
aquéllas con radio pequeño que podría servir como un punto de retención) se deben minimizar siempre que sea posible. Evite las tuberías en forma de U.
• Seleccione el equipo técnico (reactores, válvulas etc.) con “cero espacios muertos" (ninguna
esquina rectangular en los recipientes, y ninguna pata muerta) para minimizar el riesgo de atrapamiento del material y permitir un desagüe fácil.
36

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• Instale dispositivos de muestreo a lo largo del proceso para ayudar en las necesidades analíticas
y en la solución de problemas después de la limpieza. Diseñe los dispositivos de muestreo con una limpieza fácil en mente.
• Considere estaciones cerradas de envase y descarga, para polvos con un pre-filtro especializado. • Provea a la unidad de producción con un “cuarto de lavado / puesto de trabajo" (vea la Fig. 7)
para la limpieza de piezas de equipo pequeñas desmanteladas. • No se recomienda la utilización de pisos enrejados en las áreas de manufactura. Los derrames
pueden contenerse mucho mejor en los pisos sólidos. • Construya paredes que sean lavables y herméticas o selladas en los bordes sin hendiduras. 6.3 Ilustraciones de las unidades de producción con consejos prácticos
para la limpieza de las partes críticas La limpieza de las unidades de producción a niveles por debajo del nivel de limpieza convenido es uno de los factores de éxito importantes en el manejo eficaz de la Prevención de Contaminación. En este capítulo, se prestará atención especial a las áreas críticas, difíciles de limpiar, en varios tipos de unidades de formulación y envase. Aunque una limpieza eficaz de las unidades de producción para productos intermedios o ingredientes activos es igualmente esencial en el manejo de la Prevención de la Contaminación, no se proveerán ilustraciones porque los varios procesos de síntesis requieren una gama mucho más amplia de configuración de equipo que las unidades de formulación y envase. Las áreas críticas en las unidades de síntesis son las centrífugas, los filtros, los secadores y el equipo por el cual el último producto de la síntesis (por ejemplo productos intermedios o ingredientes activos finales) se transfiere para recipientes a granel, bidones, etc. Los dibujos de las varias unidades de formulación son esquemáticos y variarán de unidad de producción a unidad de producción. Sin embargo, en cada unidad de producción, habrá áreas críticas similares. Estas áreas están rodeadas por círculos rojos. La primera vez que se presenta un área crítica particular en una ilustración, se atraerá atención a esta área con una lupa y se harán los comentarios pertinentes. Si esta área crítica aparece de nuevo en una unidad de producción diferente, los comentarios idénticos no se repetirán, aunque el área crítica se resalta de nuevo en el dibujo.
Motor Ventilador Filtro Alimentador Bomba Sólidos/Líquidos Válvula
Rotativa
Filtro de Aire / Colector de
Polvo
Criba Cernidora
37
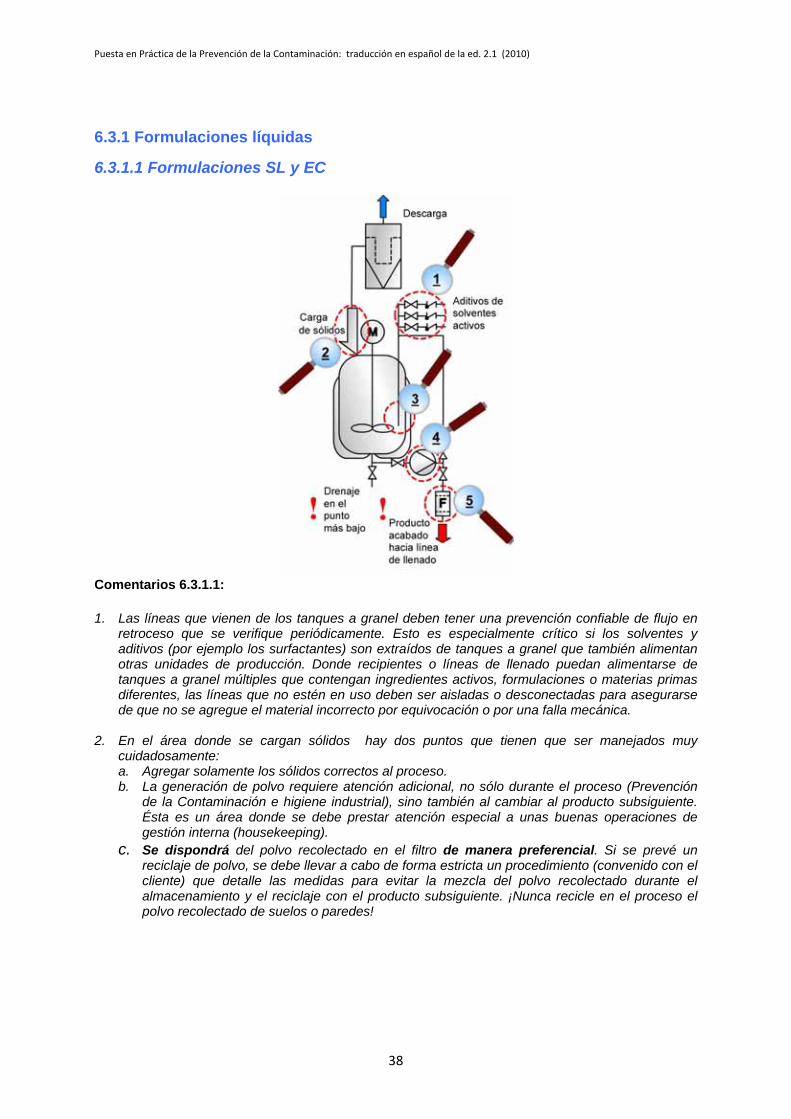
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.3.1 Formulaciones líquidas 6.3.1.1 Formulaciones SL y EC
Comentarios 6.3.1.1: 1. Las líneas que vienen de los tanques a granel deben tener una prevención confiable de flujo en
retroceso que se verifique periódicamente. Esto es especialmente crítico si los solventes y aditivos (por ejemplo los surfactantes) son extraídos de tanques a granel que también alimentan otras unidades de producción. Donde recipientes o líneas de llenado puedan alimentarse de tanques a granel múltiples que contengan ingredientes activos, formulaciones o materias primas diferentes, las líneas que no estén en uso deben ser aisladas o desconectadas para asegurarse de que no se agregue el material incorrecto por equivocación o por una falla mecánica.
2. En el área donde se cargan sólidos hay dos puntos que tienen que ser manejados muy
cuidadosamente: a. Agregar solamente los sólidos correctos al proceso. b. La generación de polvo requiere atención adicional, no sólo durante el proceso (Prevención
de la Contaminación e higiene industrial), sino también al cambiar al producto subsiguiente. Ésta es un área donde se debe prestar atención especial a unas buenas operaciones de gestión interna (housekeeping).
c. Se dispondrá del polvo recolectado en el filtro de manera preferencial. Si se prevé un reciclaje de polvo, se debe llevar a cabo de forma estricta un procedimiento (convenido con el cliente) que detalle las medidas para evitar la mezcla del polvo recolectado durante el almacenamiento y el reciclaje con el producto subsiguiente. ¡Nunca recicle en el proceso el polvo recolectado de suelos o paredes!
38
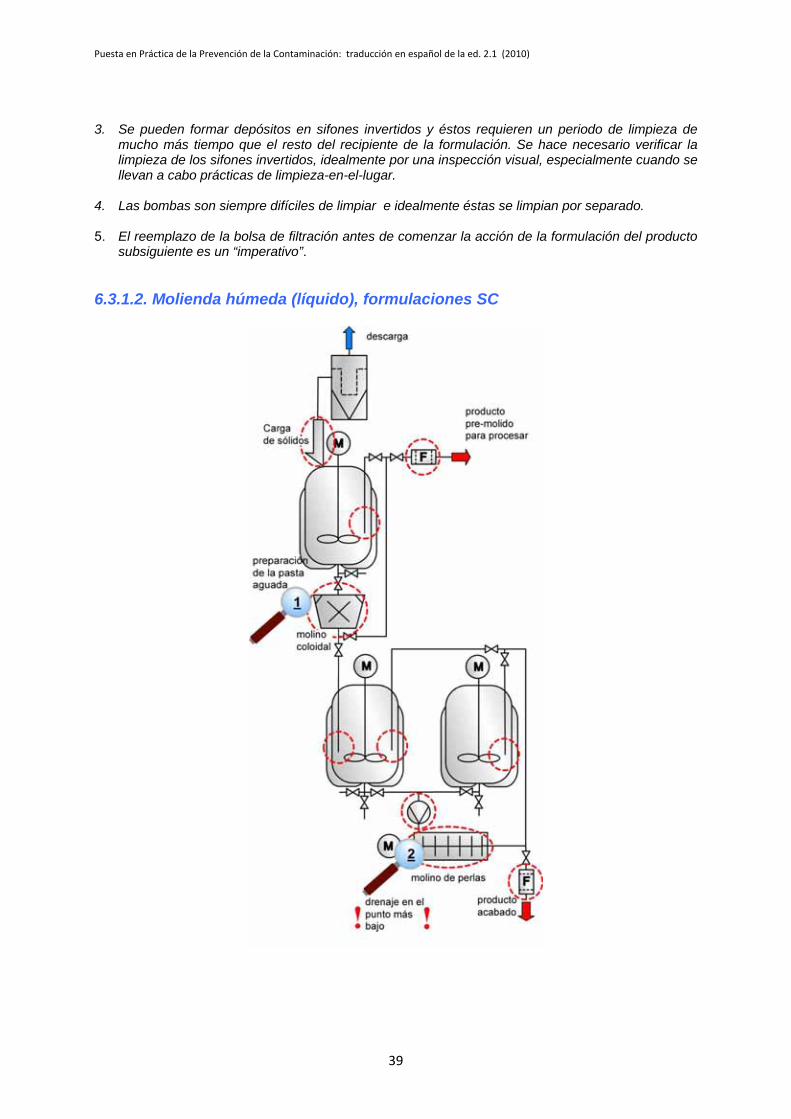
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
3. Se pueden formar depósitos en sifones invertidos y éstos requieren un periodo de limpieza de
mucho más tiempo que el resto del recipiente de la formulación. Se hace necesario verificar la limpieza de los sifones invertidos, idealmente por una inspección visual, especialmente cuando se llevan a cabo prácticas de limpieza-en-el-lugar.
4. Las bombas son siempre difíciles de limpiar e idealmente éstas se limpian por separado. 5. El reemplazo de la bolsa de filtración antes de comenzar la acción de la formulación del producto
subsiguiente es un “imperativo”. 6.3.1.2. Molienda húmeda (líquido), formulaciones SC
39
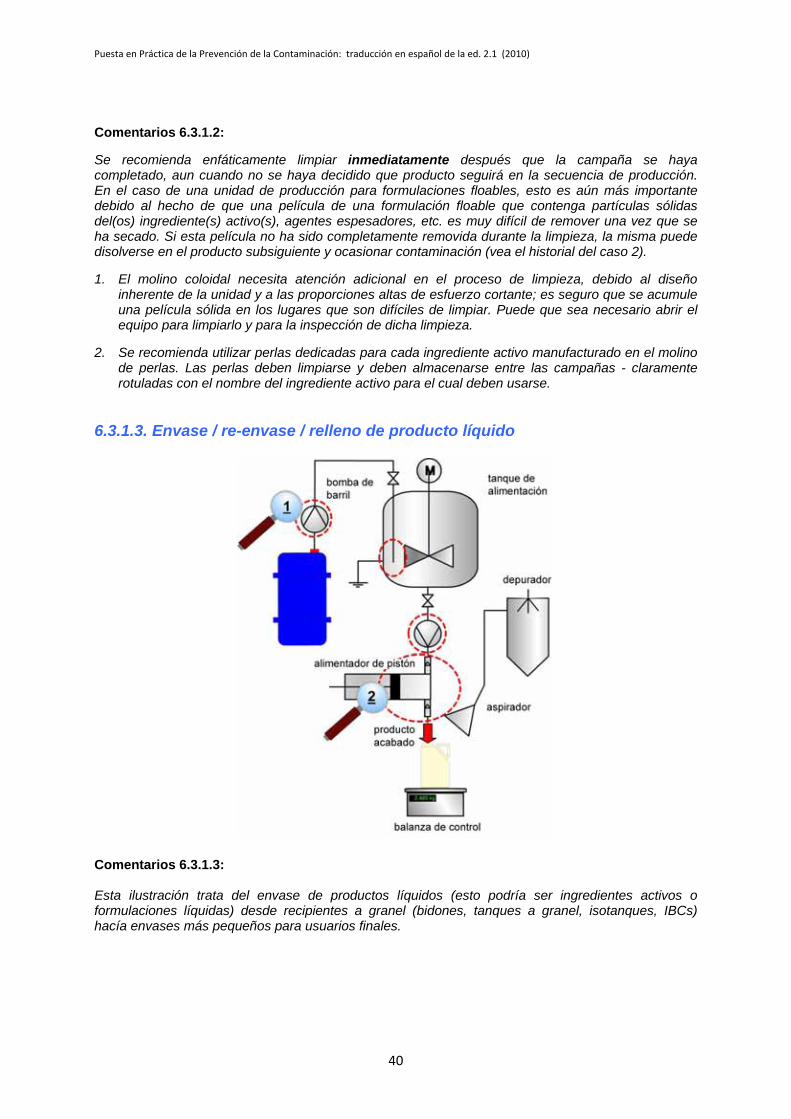
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Comentarios 6.3.1.2: Se recomienda enfáticamente limpiar inmediatamente después que la campaña se haya completado, aun cuando no se haya decidido que producto seguirá en la secuencia de producción. En el caso de una unidad de producción para formulaciones floables, esto es aún más importante debido al hecho de que una película de una formulación floable que contenga partículas sólidas del(os) ingrediente(s) activo(s), agentes espesadores, etc. es muy difícil de remover una vez que se ha secado. Si esta película no ha sido completamente removida durante la limpieza, la misma puede disolverse en el producto subsiguiente y ocasionar contaminación (vea el historial del caso 2). 1. El molino coloidal necesita atención adicional en el proceso de limpieza, debido al diseño
inherente de la unidad y a las proporciones altas de esfuerzo cortante; es seguro que se acumule una película sólida en los lugares que son difíciles de limpiar. Puede que sea necesario abrir el equipo para limpiarlo y para la inspección de dicha limpieza.
2. Se recomienda utilizar perlas dedicadas para cada ingrediente activo manufacturado en el molino
de perlas. Las perlas deben limpiarse y deben almacenarse entre las campañas - claramente rotuladas con el nombre del ingrediente activo para el cual deben usarse.
6.3.1.3. Envase / re-envase / relleno de producto líquido
Comentarios 6.3.1.3: Esta ilustración trata del envase de productos líquidos (esto podría ser ingredientes activos o formulaciones líquidas) desde recipientes a granel (bidones, tanques a granel, isotanques, IBCs) hacía envases más pequeños para usuarios finales.
40

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Es indispensable verificar que el material en el recipiente a granel corresponda a las etiquetas en los recipientes para usuarios finales. Estos comentarios aplican igualmente al envase de ingredientes activos líquidos en bidones o envases similares. 1. El historial de limpieza y los niveles de limpieza logrados en la bomba de barril móvil o
estacionaria deben conocerse, así como en las mangueras flexibles o los conductos sólidos que conectan el recipiente a granel al tanque de compensación de la unidad de llenado. Antes de que este equipo se use, se requiere un procedimiento de liberación. Es importante tener bombas dedicadas y mangueras flexibles para herbicidas e insecticidas / fungicidas. Las bombas siempre son difíciles de limpiar e idealmente la bomba se limpia separadamente.
2. Dado que ciertos plásticos pueden absorber ingredientes activos y por consiguiente no pueden
limpiarse apropiadamente, los equipos que contengan tales plásticos deben estar dedicados. Las piezas no dedicadas deben hacerse de material no-absorbente, por ejemplo el acero inoxidable.
6.3.1.4. Línea de envase para productos líquidos
Comentarios 6.3.1.4: Un error en esta fase final del proceso de manufactura tendrá, en la opinión de los clientes sobre el producto, un impacto similar que la contaminación con una impureza residual, es decir publicidad negativa y la pérdida de la confianza por parte del cliente. 1. La rotulación incorrecta de los recipientes puede ocasionar daños al cultivo y/o riesgos de
seguridad a los usuarios. Además, también infringe las leyes de protección de las plantas y puede resultar en multas considerables.
2. La rotulación incorrecta de los envases de cartón y de las paletas resulta en cuestiones similares.
Los incidentes de esta naturaleza a menudo resultan en la retirada de productos para permitir una re-rotulación de las cajas y / o recipientes.
Claro que estos comentarios aplican también en los casos de re-envase de formulaciones de sólidos. 6.3.2. Formulaciones secas (sólidas) Una de las preocupaciones generales en la fabricación de formulaciones sólidas es el polvo que pueda escapar del equipo en varios lugares. La buena limpieza y orden es siempre de la mayor importancia en cualquier tipo de manufactura de productos de Protección del Cultivo, pero es aún más crítico cuando se fabrican productos sólidos.
41
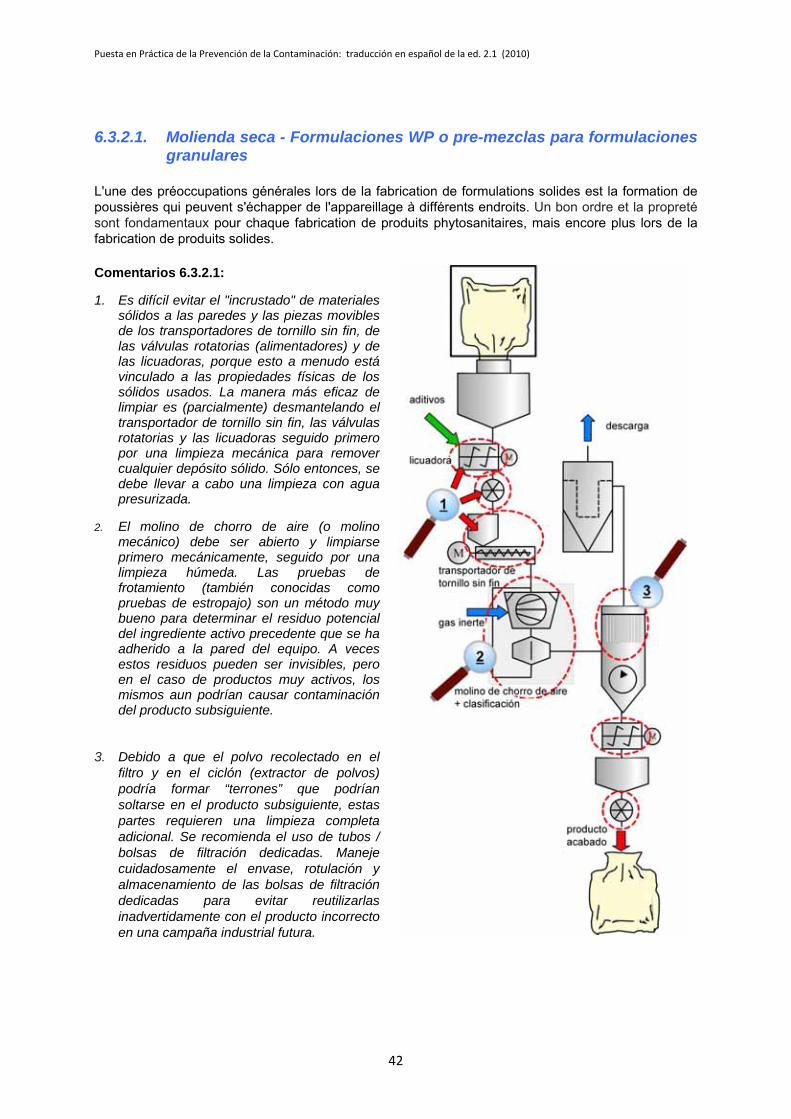
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.3.2.1. Molienda seca - Formulaciones WP o pre-mezclas para formulaciones
granulares
L'une des préoccupations générales lors de la fabrication de formulations solides est la formation de poussières qui peuvent s'échapper de l'appareillage à différents endroits. Un bon ordre et la propreté sont fondamentaux pour chaque fabrication de produits phytosanitaires, mais encore plus lors de la fabrication de produits solides.
Comentarios 6.3.2.1: 1. Es difícil evitar el "incrustado" de materiales
sólidos a las paredes y las piezas movibles de los transportadores de tornillo sin fin, de las válvulas rotatorias (alimentadores) y de las licuadoras, porque esto a menudo está vinculado a las propiedades físicas de los sólidos usados. La manera más eficaz de limpiar es (parcialmente) desmantelando el transportador de tornillo sin fin, las válvulas rotatorias y las licuadoras seguido primero por una limpieza mecánica para remover cualquier depósito sólido. Sólo entonces, se debe llevar a cabo una limpieza con agua presurizada.
2. El molino de chorro de aire (o molino
mecánico) debe ser abierto y limpiarse primero mecánicamente, seguido por una limpieza húmeda. Las pruebas de frotamiento (también conocidas como pruebas de estropajo) son un método muy bueno para determinar el residuo potencial del ingrediente activo precedente que se ha adherido a la pared del equipo. A veces estos residuos pueden ser invisibles, pero en el caso de productos muy activos, los mismos aun podrían causar contaminación del producto subsiguiente.
3. Debido a que el polvo recolectado en el filtro y en el ciclón (extractor de polvos) podría formar “terrones” que podrían soltarse en el producto subsiguiente, estas partes requieren una limpieza completa adicional. Se recomienda el uso de tubos / bolsas de filtración dedicadas. Maneje cuidadosamente el envase, rotulación y almacenamiento de las bolsas de filtración dedicadas para evitar reutilizarlas inadvertidamente con el producto incorrecto en una campaña industrial futura.
42

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.3.2.2. Granulación de la Extrusión
Comentarios 6.3.2.2: 1. Las mallas en el extrusor tienen que ser removidas y limpiadas en un baño con un detergente
apropiado, y además se recomienda que se mantengan dedicadas al ingrediente activo. Otras piezas del extrusor necesitan una atención especial de limpieza, como el transportador de tornillo sin fin.
2. Independientemente del diseño del secador, típicamente el producto se adherirá hasta cierto
punto a la pared y requerirá atención adicional durante la operación de limpieza. Para los secadores de lecho fluidizado, la placa de admisión de aire necesita un proceso de limpieza especial.
3. Las mallas en el cernedor requieren una remoción y limpieza manual seguidas por una inspección
visual.
43

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.3.2.3. Granulación de lecho fluidizado
Comentarios 6.3.2.3: 1. La unidad entera de granulación es propensa a una acumulación de material sólido, sobre todo
en el filtro. Durante los cambios se recomienda enfáticamente el desmantelamiento de esta unidad y el uso / intercambio de tubos de filtración dedicados. De nuevo, al igual que en los secadores de lecho fluídico, es necesario un cuidado especial en la placa de entrada de aire.
2. No se recomiendan en absoluto los elevadores de cangilones, porque éstos son muy difíciles de
limpiar. Los elevadores tienen a menudo espacios muertos que los hacen extra críticos desde el punto de vista de facilidad de limpieza. Antes de la liberación para la fabricación del producto subsiguiente es imperativa una inspección visual, y las pruebas de frotamiento pueden ayudar a confirmar la limpieza.
3. Es necesario desmantelar y limpiar manualmente el molino de rodillo seguido por una inspección
visual.
44
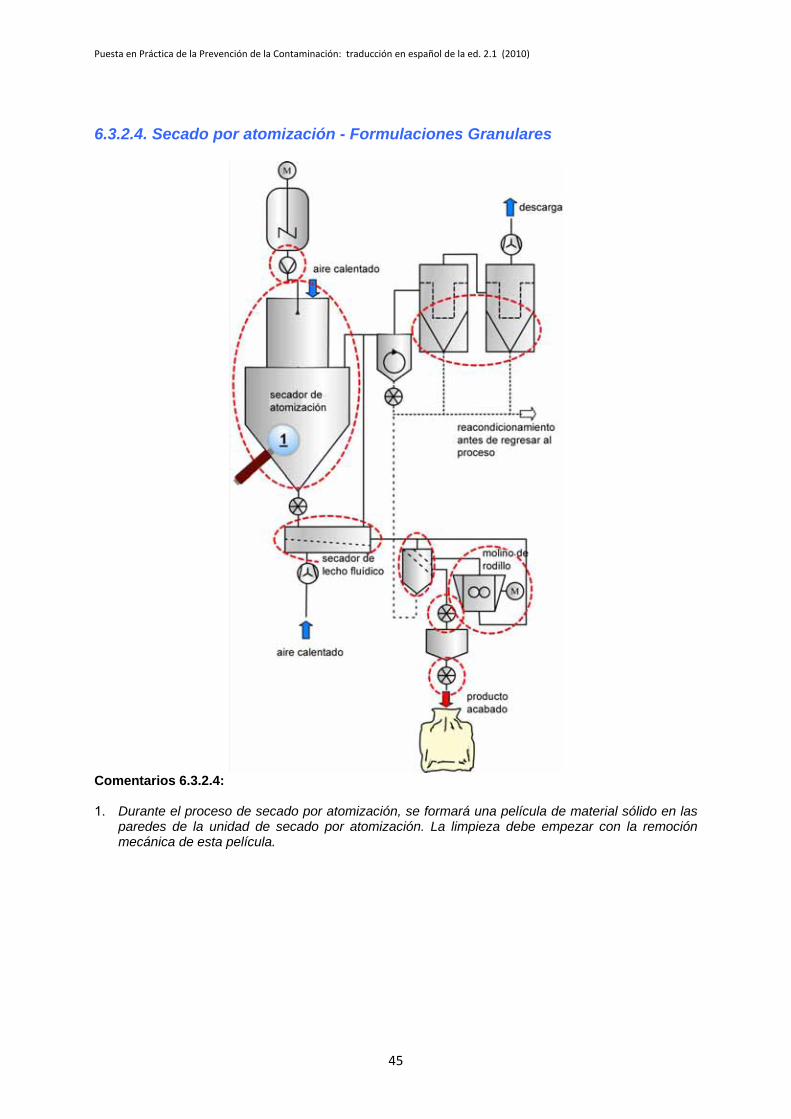
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.3.2.4. Secado por atomización - Formulaciones Granulares
Comentarios 6.3.2.4: 1. Durante el proceso de secado por atomización, se formará una película de material sólido en las
paredes de la unidad de secado por atomización. La limpieza debe empezar con la remoción mecánica de esta película.
45
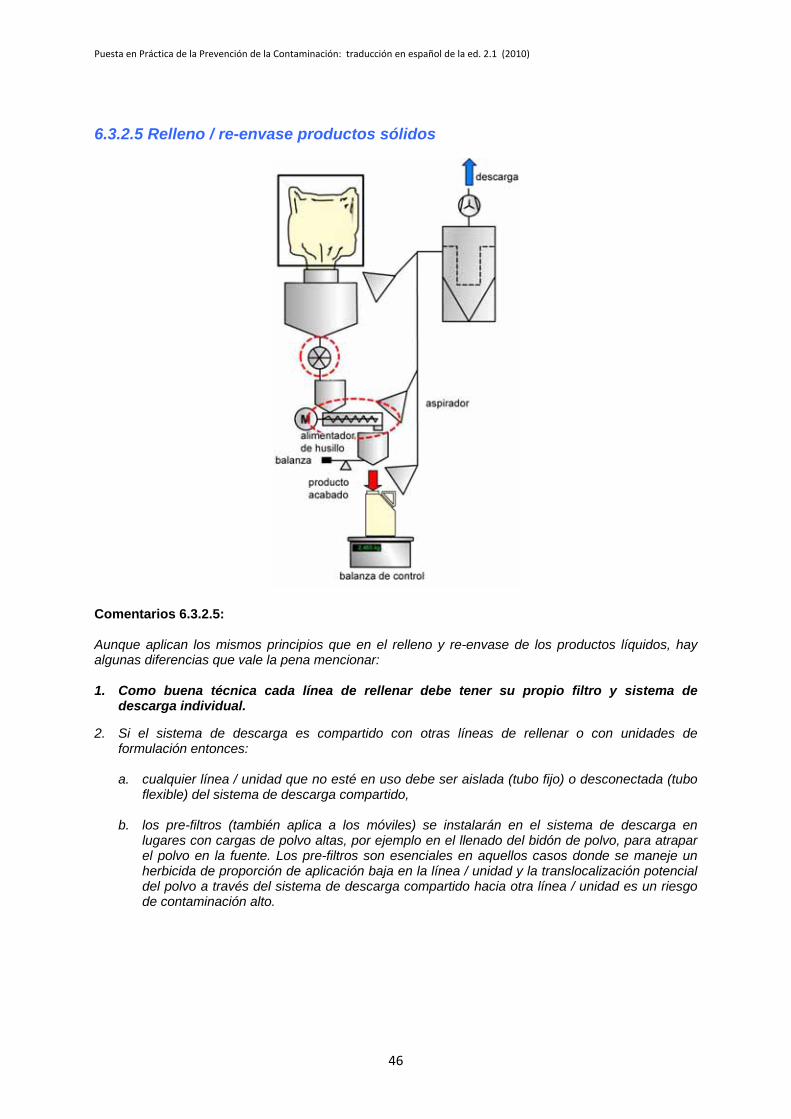
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6.3.2.5 Relleno / re-envase productos sólidos
Comentarios 6.3.2.5: Aunque aplican los mismos principios que en el relleno y re-envase de los productos líquidos, hay algunas diferencias que vale la pena mencionar: 1. Como buena técnica cada línea de rellenar debe tener su propio filtro y sistema de
descarga individual.
2. Si el sistema de descarga es compartido con otras líneas de rellenar o con unidades de formulación entonces:
a. cualquier línea / unidad que no esté en uso debe ser aislada (tubo fijo) o desconectada (tubo
flexible) del sistema de descarga compartido, b. los pre-filtros (también aplica a los móviles) se instalarán en el sistema de descarga en
lugares con cargas de polvo altas, por ejemplo en el llenado del bidón de polvo, para atrapar el polvo en la fuente. Los pre-filtros son esenciales en aquellos casos donde se maneje un herbicida de proporción de aplicación baja en la línea / unidad y la translocalización potencial del polvo a través del sistema de descarga compartido hacia otra línea / unidad es un riesgo de contaminación alto.
46
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
3. Si el polvo se recicla, es necesario
a. haber dedicado sistemas de filtración para cada línea de envase, y b. cambiar las bolsas de filtración en cada cambio de producto. Los requisitos de rotulación son
similares a aquéllos para piezas intercambiables, mientras que las reglas apropiadas de almacenamiento para estas bolsas de filtro aplican si éstas van a ser re-usadas después.
6.4 Documentación de cambio y “liberación” de equipo limpiado Se debe retener un récord escrito de cada cambio específico de la unidad de producción por un período de tiempo definido por el cliente y/o por legislación local y el récord debe proveer los siguientes detalles: • La fecha de la última producción así como la fecha de la operación de limpieza. • Cada paso del procedimiento de limpieza (para los detalles vea la sección 6.1.1) con la
confirmación de su realización (fecha y firma con iniciales del operador). • Evidencia analítica de que la concentración de la impureza residual está por debajo del nivel de
limpieza convenido (vea capítulo 7). • Cotejo de lo que se ha completado del récord de limpieza, incluyendo la inspección visual y
terminación por una persona independiente, por ejemplo, el supervisor • La “liberación” escrita formal que permite el uso del equipo limpiado para la fabricación del
próximo producto.
47

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
7. Análisis de Trazas de Impurezas Residuales El cliente subsiguiente provee el nivel de limpieza y los requisitos analíticos a la maquiladora. La empresa maquiladora y el cliente subsiguiente trabajan juntos para diseñar el análisis de trazas y el régimen de muestras. 7.1 Análisis de impurezas residuales en el producto vs. en el enjuagado Los niveles de limpieza son las concentraciones (en ppm) de la impureza residual (ingrediente(s) activo(s)) del producto precedente en el producto subsiguiente por debajo de los cuales no ocurrirán efectos indeseables. Debido a que el nivel de limpieza es la concentración de la impureza residual en el próximo producto, no en el enjuagador, siempre que sea técnicamente factible el RI debe analizarse en el producto; ya que esto da la única prueba directa de que la concentración de RI del producto subsiguiente está por debajo del nivel de limpieza requerido. Alternativamente, donde no esté disponible la tecnología analítica para el análisis del producto, se deberá desarrollar un método analítico de trazas para la determinación del RI en el último enjuagador. Si sólo se analiza rutinariamente el enjuagador, es absolutamente “mandatorio” realizar una validación de la limpieza (vea la sección 6.1.6 & la nota al calce 3). Se debe hacer una advertencia sobre la comparación de la concentración de RI medida en el enjuagador y en el producto subsiguiente: Esto normalmente no es un problema para las soluciones (por ejemplo formulaciones tipo EC, SL, EW enjuagadas con el solvente correspondiente). Pero las formulaciones WP, WG y SC pueden haber producido costras, formando un "depósito" para la contaminación de muchos lotes. Si éstos no son removidos adecuadamente por el medio de limpieza, entonces no puede existir una relación entre el RI medido en el enjuagador y en el producto subsiguiente. 7.2 Muestreo La maquiladora generará un plan escrito de muestreo y lo comunicará a sus clientes para su consentimiento. Los detalles del plan de muestreo: • Cómo muestrear, por ejemplo, el equipo de muestreo apropiado, el tipo de recipiente:
o Una muestra contaminada presenta una cuestión de contaminación mayor. Debe asegurarse que el propio método de muestreo no cause la contaminación de la muestra (por ejemplo el uso de cucharones sucios, o botellas sucias con muestras).
o Los operadores tienen que estar entrenados en los procedimientos correctos de muestreo.
• Qué muestrear por ejemplo
o la última sustancia de enjuague después de haber vaciado el medio de limpieza a través del equipo,
o el producto de la formulación real o el envase de la síntesis,
o la primera botella envasada en la línea al analizar el nivel de RI en el producto subsiguiente.
48
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• Dónde muestrear, por ejemplo
o en un lugar crítico en el equipo técnico donde se puedan acumular los residuos del producto,
o en un orificio de acceso de muestras específicamente etiquetado tal como una válvula, o el canalón final de llenar el envase.
• Tamaño de la muestra
o La muestra necesita ser representativa, pero debe mantenerse tan pequeña como sea posible porque no debe retornarse al proceso (a menos que esto sea aprobado por el cliente).
7.3 Desarrollo de métodos analíticos de trazas para detectar impurezas
residuales Puede que sea necesario desarrollar un método analítico de trazas para la determinación del RI en el último enjuagador y / o en el producto subsiguiente. El cliente precedente debe ser consultado para indagar si ellos pueden proveer cualquier información sobre los métodos analíticos para la determinación de niveles de trazas de los ingredientes activos precedentes. Sin embargo, debe advertirse que los métodos son específicos al equipo analítico. / En la práctica, es frecuente adaptar métodos analíticos de residuales o de comprobación de calidad para el análisis de trazas para RI: • La cromatografía de capa delgada (TLC) es un método analítico simple y barato, semi-
cuantitativo, conveniente para el análisis de RI en el producto subsiguiente. Sin embargo, su uso a menudo está limitado a cambios con límites de detección sobre 100 ppm y RIs que absorban la luz UV para la detección.
• La Cromatografía Líquida (LC) y de Gas (GC) se aplican para el análisis de RI en el producto
subsiguiente o en el enjuagador cuando se tienen que confirmar niveles bajos de limpieza. • LC-MS, GC-MS u otros métodos cromatográficos de espectrometría de masa son convenientes
para los niveles muy bajos de limpieza (<< 50 ppm). • Los métodos analíticos de trazas GC y LC deben validarse para linealidad y recuperación en el
rango deseado de niveles de limpieza objetivo:
o Un procedimiento de limpieza conveniente y validado debe dar un resultado de limpieza X que sea igual o menor que el nivel de limpieza objetivo. El nivel de limpieza objetivo es calculado multiplicando el nivel de limpieza (según listado en la matriz de RI) por un factor de seguridad para tomar en consideración la posible variabilidad analítica (la Fig. 10 muestra un ejemplo para un nivel de limpieza de 100 ppm y un factor de seguridad de 0.66).
o Se recomienda que el límite de cuantificación pertinente a esta discusión debería ser igual
a 40% del nivel de limpieza. Este límite no debe ser confundido con el límite inferior de detección del método analítico.
49
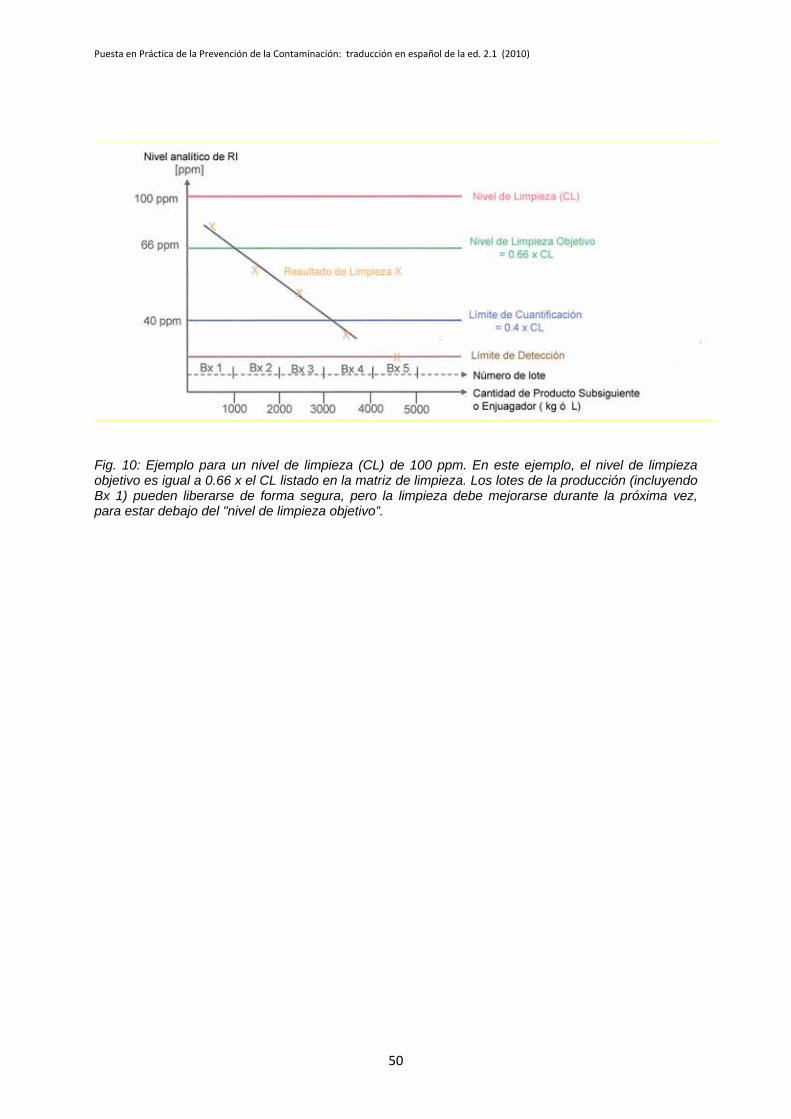
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Fig. 10: Ejemplo para un nivel de limpieza (CL) de 100 ppm. En este ejemplo, el nivel de limpieza objetivo es igual a 0.66 x el CL listado en la matriz de limpieza. Los lotes de la producción (incluyendo Bx 1) pueden liberarse de forma segura, pero la limpieza debe mejorarse durante la próxima vez, para estar debajo del "nivel de limpieza objetivo”.
50
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
8. Práctica Industrial Una “Buena Limpieza y Orden (Good Housekeeping)" es fundamental para el manejo exitoso de la Prevención de la Contaminación. 8.1 Identificación de mercancías entrantes en el lugar • Verifique el conocimiento de embarque y el Certificado de Análisis y asegúrese de que haya
disponible una Hoja de Datos de Seguridad. • Si el cliente requiere identificación o control de calidad (por ejemplo análisis químico y físico,
inspección visual) de los materiales entrantes, éstos deben ponerse en cuarentena. El material puede liberarse para producción sólo después de la revisión de los datos del control de calidad.
8.2 Controles para asegurar que el material correcto sea entregado en el
punto de fabricación y usado en el proceso industrial • Separación de áreas de almacenamiento, por ejemplo, los activos y materias primas de
herbicidas deben almacenarse separadamente de ingredientes activos y materias primas de fungicidas.
• Los empleados del almacén deben verificar el nombre y número de lote del material durante el
recogido. • Los empleados de producción deben comparar el nombre del producto del material recibido del
almacén en el punto manufactura con el de la tarjeta del lote para el producto final. • El cliente puede requerir las firmas del personal que realiza estas tareas. • Aplique el código de barras (si está implementado). 8.3 Rastreabilidad Los récords de producción (tarjetas de lotes) para cada lote manufacturado deben detallar: • Materias primas / ingredientes activos usados, incluyendo los números de lote usados por el
proveedor, y las cantidades. • Condiciones de la operación. • Número de lote del lote manufacturado y su cantidad. • Nombres e iniciales de los operadores responsables del cargamento y verificación de los
materiales. El cliente puede definir el periodo de tiempo requerido para la retención de los récords de producción. 8.4 Etiquetado • Los requisitos mínimos para todos los productos envasados son:
o Nombre del producto
o Código del producto
51
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
o Número de lote
o Cantidad • Además, los productos envasados para la venta deben ser rotulados según todos los requisitos
legales. • Se permiten etiquetas provisionales (en caso de que la etiqueta final no pueda aplicarse) si éstas
contienen por lo menos el nombre del producto y / o el código del producto, el número de lote y la cantidad por unidad de envase.
• Los clientes pueden decidir si aceptan códigos de barra que contengan la información anterior
combinada con cotejos automáticos de código de barras para reemplazar las etiquetas legibles a simple vista.
8.5 Re-trabajo No se permite ningún re-trabajo (incluyendo mezclas) de lotes fuera de especificación (off-spec.) o lotes rezagados de corridas de producción anteriores sin un procedimiento escrito. En todos los casos, el re-trabajo sólo puede llevarse a cabo con el acuerdo pleno del cliente. Para el reciclaje del medio de limpieza usado vea el capítulo 6.1.8. 8.6 Equipo Compartido Portátil / Intercambiable Defina procedimientos escritos para el uso de equipo compartido (mangas flexibles, bombas, herramientas, equipos de limpieza tales como aspiradoras de polvo, etc.). Los siguientes puntos deben de ser considerados: Movimiento restringido: En una planta de sólidos, se recomienda firmemente tener aspiradoras de polvo dedicadas para cada unidad de producción individual. • Etiquetado del equipo. • Rastreabilidad del equipo compartido (el producto precedente y el nivel de limpieza). • Mangas flexibles y bombas dedicadas a un producto o a una familia de productos. 8.7. Muestras Conservadas Defina y acuerde con el cliente, un procedimiento escrito que defina cuales muestras necesitan ser retenidas, el periodo de retención y las condiciones de almacenamiento. La retención de muestras del medio de limpieza usado no es una práctica común; sin embargo, es importante guardar los récords de los datos analíticos de estos materiales, por ejemplo los cromatogramas, durante el período convenido de retención de récords. 8.8 Tanques provisionales de almacenamiento • Por lo menos durante toda la campaña industrial, los recipientes de almacenamiento
provisionales (IBCs, Isotanques [= ISOs], silos, tanques de almacenamiento a granel) deben ser dedicados a un producto específico.
52
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
• Nunca use IBCs o ISOs usados previamente para otros productos de protección de cultivos sin
una limpieza adecuada y validada. Para la limpieza de recipientes de almacenamiento provisionales se debe tener disponible un procedimiento de limpieza escrito. Si la limpieza se contratada con otra compañía externa (por ejemplo, una estación que limpia isotanques), los cotejos para verificar la limpieza del recipiente deben ser descritos y confirmados por parte de la compañía de limpieza emitiendo un certificado de limpieza.
• Todos los recipientes de almacenamiento provisionales deben etiquetarse siempre
apropiadamente:
o Nombre de materia prima, producto intermedio en-proceso, o producto final
o Código del producto
o Número de lote
o Fecha de producción
o Cantidad
o Cuando vacío:
o Estado de la Limpieza (limpio / sucio)
o Fecha de la última limpieza 8.9 Verificación visual de limpieza Asegúrese de que la inspección visual de cualquier parte de la unidad de producción se lleva a cabo y documenta antes del comienzo de una nueva campaña industrial. Esto también aplica a los recipientes de almacenamiento provisionales antes de llenar con el siguiente producto. Use una lista de control con la firma de certificación final del operador. 8.10 Modificación de la unidad de producción / equipo y diseño de la planta Siempre que haya necesidad de modificar / poner al día la unidad de producción, asegúrese que: • Esté en vigor un procedimiento de Manejo de Cambios que incluya aspectos de Prevención de la
Contaminación. • Los cambios en diseño ayudan a mejorar la limpiabilidad de la unidad de producción, por ejemplo
ninguna curvatura en tuberías de radio pequeño, la aplicación correcta de material con superficies lisas para tuberías, vasijas o recipientes y tanques, desmantelamiento fácil, etc.
• Los procedimientos de limpieza se validan después de que los cambios se han completado.
53
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
54
8.11 Autoevaluación Se recomienda firmemente que la empresa maquiladora lleve a cabo una "autoevaluación" que use el cuestionario anexo: “Lista de control de la Prevención de la Contaminación para Autoevaluación por las Empresas Maquiladoras”. • La lista de control completada debe usarse en las discusiones con todos los clientes ya que
presenta un cuadro al día del nivel de la prácticas de administración de la Prevención de la Contaminación puestas en vigor para cualquier unidad de producción dada en una empresa maquiladora y ayuda al cliente a formar un cuadro exacto y a llevar a cabo una evaluación de riesgo.
• La lista de control también es una herramienta para determinar qué mejoras son deseables en los
programas de administración de la Prevención de la Contaminación, para desarrollar acciones propuestas y para definir su orden de prioridad para lograr las metas de mejoramiento.
• La lista de control debe ser puesta al día por la empresa maquiladora después de llevar a cabo
los cambios.

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Empresas Maquiladoras Esta Auto-Evaluación ayudará a las empresas maquiladoras a evaluar el cumplimiento de sus procesos de manufactura y equipo técnico con el criterio clave de la Prevención de la Contaminación y la capacidad o competencia de su personal. Una contestación negativa a cualquiera de las preguntas en la lista de control debe tener un plan de acción correspondiente para mejorar, o una explicación de por qué no se necesita una mejora. Esta lista de control también puede usarse como la sección de Prevención de la Contaminación de una auditoría de la maquiladora de un cliente. La frecuencia de la Auto-Evaluación / auditoría de la maquiladora es determinada individualmente por cada cliente y la maquiladora basado en sus propias valoraciones de riesgo de Prevención de la Contaminación y debe ajustarse para cubrir eventos que impacten el riesgo de las Prevenciones de Contaminación. Se requerirán auditorías frecuentes siempre que: • La mezcla del producto en una instalación para uso múltiple haya sido cambiada y un nuevo ingrediente activo haya sido agregado a la cartera de
la maquiladora. • Después de la terminación del plan de acción para corregir alguna disconformidad con el criterio de Prevención de la Contaminación. Cuando se ha demostrado una ejecución probada y confiable de la Prevención de la Contaminación, y no se han llevado a cabo cambios de equipo o de cartera, las instalaciones de la maquiladora pueden verificarse menos frecuentemente. Tanto en el caso de la Auto-Evaluación de la Prevención de la Contaminación como en las auditorías de la maquiladora, el interventor principal debe ser preferentemente un experto externo (por ejemplo, el gerente de QC de un local diferente de la misma compañía, o un consultor independiente de Prevención de la Contaminación). Contenido:
1. Responsabilidad de Manejo 6. Documentación 2. Intercambio de información 7. Identificación de Materiales y Rastreabilidad 3. Tipo de Operación y Mezcla de Productos 8. Diseño de Equipo para una Eficiencia Mejorada de Limpieza 4. Separación de Grupos de Productos 9. Aspectos Adicionales de la Prevención de la Contaminació 5. Cambios de Productos
55

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
1. Responsabilité de la Direction Oui Non Remarques / Plans d'actions proposés 1.1 Estándares
¿Tiene su local un estándar /directriz / política de la compañía que cubra la Prevención de la Contaminación? O ¿se están poniendo en vigor las "Directrices para los Estándares de la Prevención de la Contaminación para las Operaciones de las Empresas Maquiladoras" de la AEPC? • Si otro, por favor describa
1.2 Persona responsable ¿Tiene usted una persona designada en su organización para la puesta en práctica del programa de Prevención de la Contaminación? • Nombre: • En el rol desde (fecha):
1.3 Adiestramiento y conocimiento ¿Provee usted adiestramiento en la Prevención de la Contaminación regularmente? • ¿Al personal existente?
56
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
1.3 Adestramiento y conocimiento (cont.)
• ¿Nuevo personal, incluyendo al personal estacional temporero?
• ¿Cuán a menudo?
¿Se mantienen récords de adiestramiento permanentes?
¿Tiene usted un módulo de adiestramiento formal en la Prevención de la Contaminación?
Describa cualquier otra actividad que aumente el conocimiento.
57
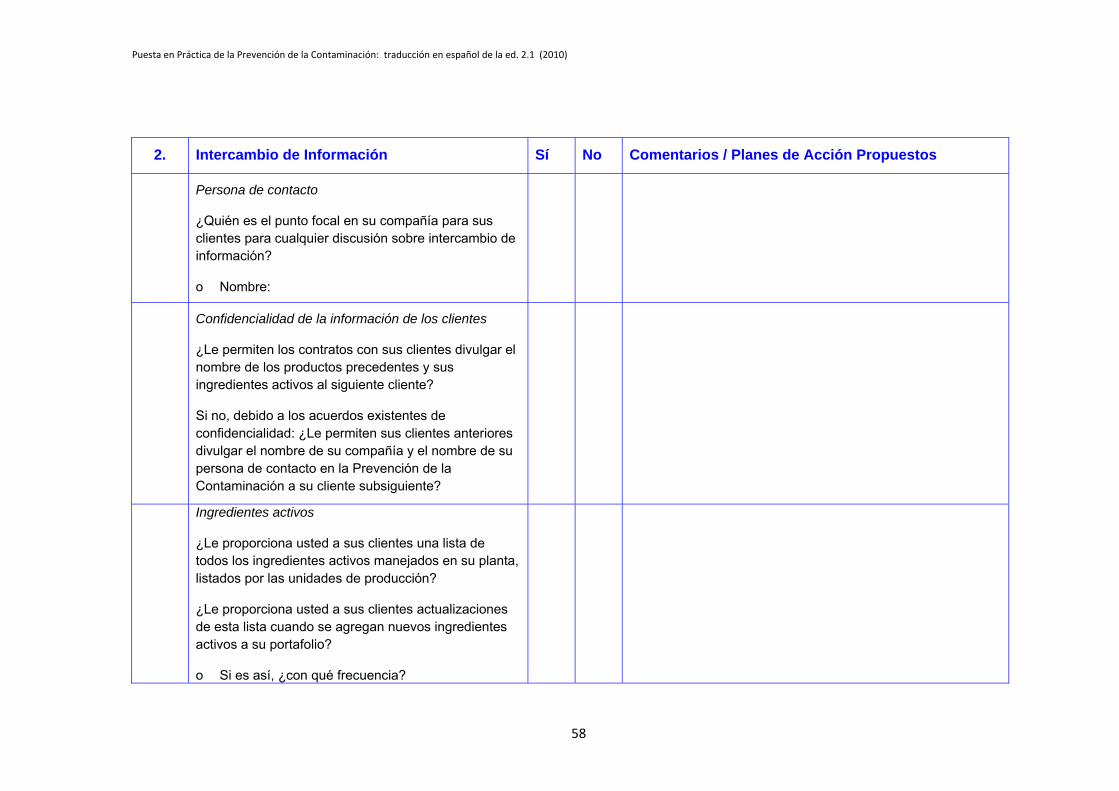
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
2. Intercambio de Información Sí No Comentarios / Planes de Acción Propuestos
Persona de contacto
¿Quién es el punto focal en su compañía para sus clientes para cualquier discusión sobre intercambio de información?
o Nombre:
Confidencialidad de la información de los clientes
¿Le permiten los contratos con sus clientes divulgar el nombre de los productos precedentes y sus ingredientes activos al siguiente cliente?
Si no, debido a los acuerdos existentes de confidencialidad: ¿Le permiten sus clientes anteriores divulgar el nombre de su compañía y el nombre de su persona de contacto en la Prevención de la Contaminación a su cliente subsiguiente?
Ingredientes activos
¿Le proporciona usted a sus clientes una lista de todos los ingredientes activos manejados en su planta, listados por las unidades de producción?
¿Le proporciona usted a sus clientes actualizaciones de esta lista cuando se agregan nuevos ingredientes activos a su portafolio?
o Si es así, ¿con qué frecuencia?
58
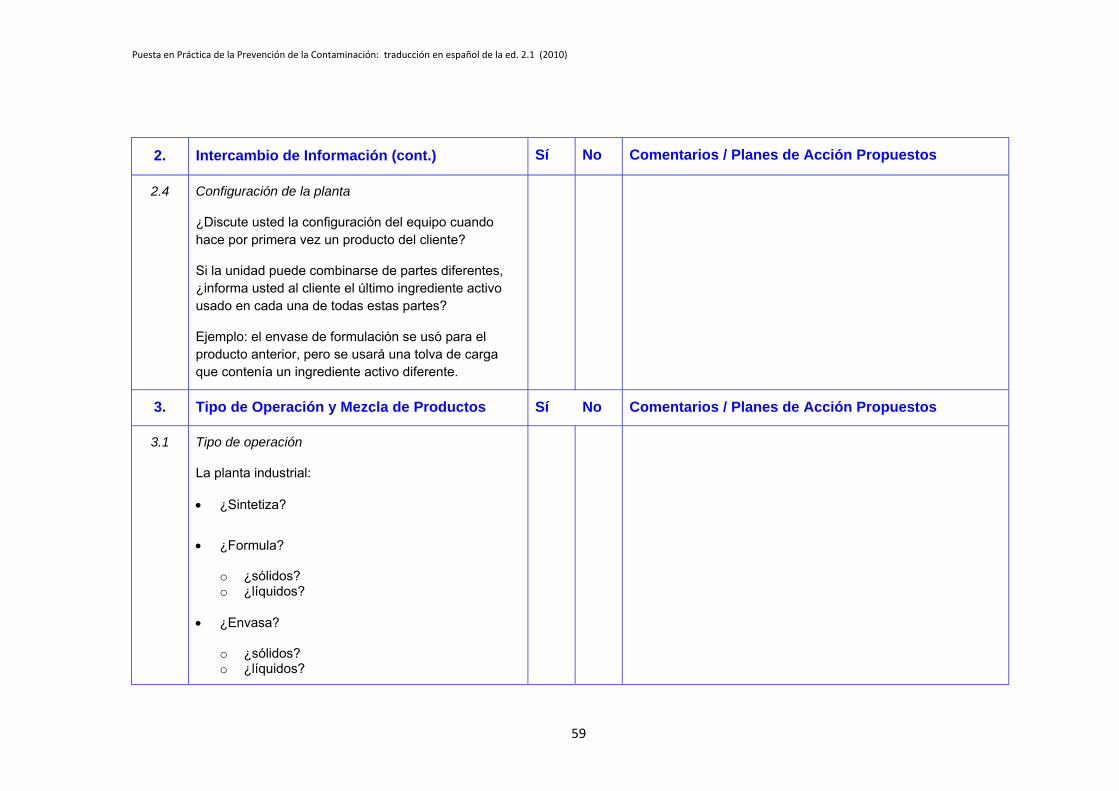
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Sí No Comentarios / Planes de Acción Propuestos 2. Intercambio de Información (cont.)
2.4 Configuración de la planta
¿Discute usted la configuración del equipo cuando hace por primera vez un producto del cliente?
Si la unidad puede combinarse de partes diferentes, ¿informa usted al cliente el último ingrediente activo usado en cada una de todas estas partes?
Ejemplo: el envase de formulación se usó para el producto anterior, pero se usará una tolva de carga que contenía un ingrediente activo diferente.
3. Tipo de Operación y Mezcla de Productos Sí No Comentarios / Planes de Acción Propuestos
3.1 Tipo de operación
La planta industrial:
• ¿Sintetiza? • ¿Formula?
o ¿sólidos? o ¿líquidos?
• ¿Envasa?
o ¿sólidos? o ¿líquidos?
59
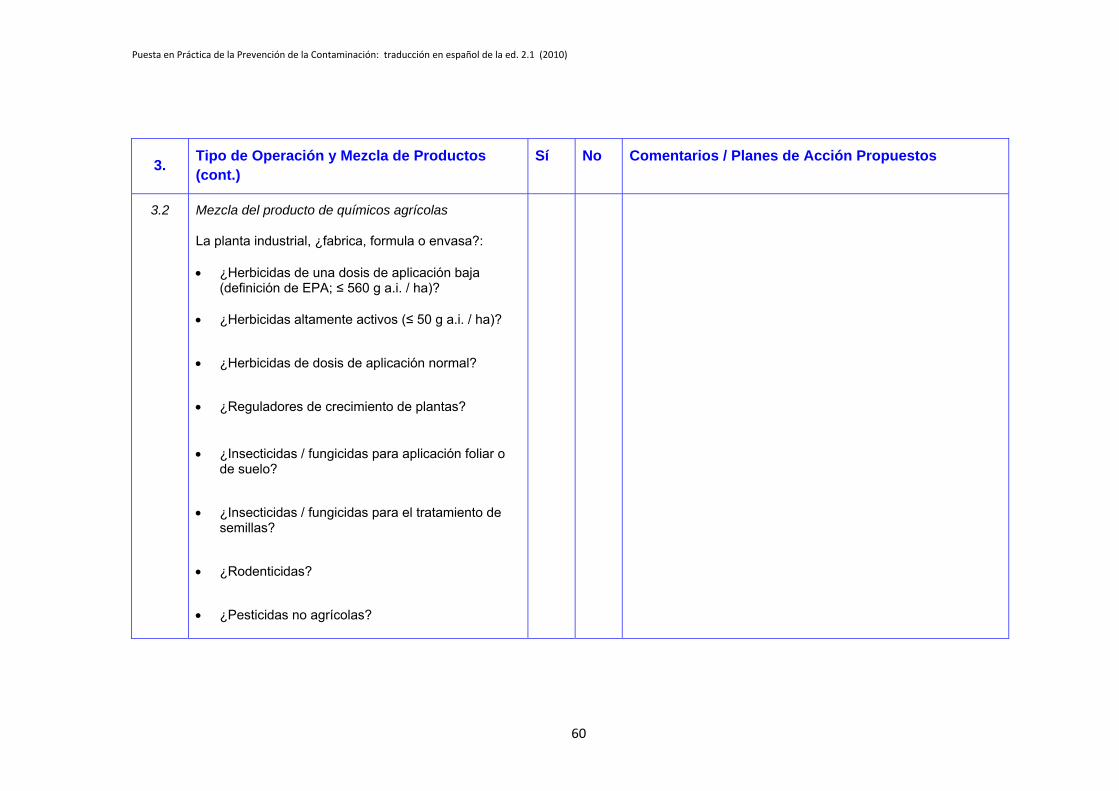
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Tipo de Operación y Mezcla de Productos (cont.)
Sí No Comentarios / Planes de Acción Propuestos 3.
3.2 Mezcla del producto de químicos agrícolas
La planta industrial, ¿fabrica, formula o envasa?:
• ¿Herbicidas de una dosis de aplicación baja (definición de EPA; ≤ 560 g a.i. / ha)?
• ¿Herbicidas altamente activos (≤ 50 g a.i. / ha)?
• ¿Herbicidas de dosis de aplicación normal?
• ¿Reguladores de crecimiento de plantas?
• ¿Insecticidas / fungicidas para aplicación foliar o de suelo?
• ¿Insecticidas / fungicidas para el tratamiento de semillas?
• ¿Rodenticidas?
• ¿Pesticidas no agrícolas?
60
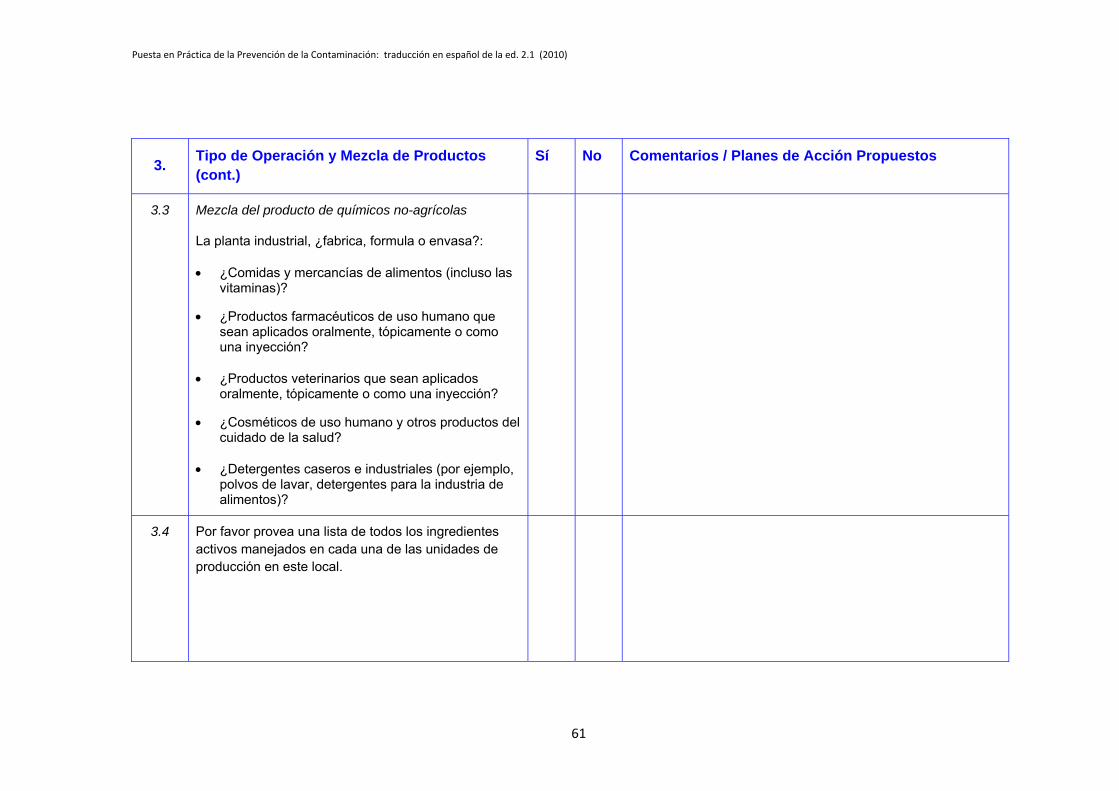
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Tipo de Operación y Mezcla de Productos (cont.)
Sí No Comentarios / Planes de Acción Propuestos 3.
3.3 Mezcla del producto de químicos no-agrícolas
La planta industrial, ¿fabrica, formula o envasa?:
• ¿Comidas y mercancías de alimentos (incluso las vitaminas)?
• ¿Productos farmacéuticos de uso humano que
sean aplicados oralmente, tópicamente o como una inyección?
• ¿Productos veterinarios que sean aplicados
oralmente, tópicamente o como una inyección? • ¿Cosméticos de uso humano y otros productos del
cuidado de la salud? • ¿Detergentes caseros e industriales (por ejemplo,
polvos de lavar, detergentes para la industria de alimentos)?
Por favor provea una lista de todos los ingredientes activos manejados en cada una de las unidades de producción en este local.
3.4
61

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Separación de Grupos de Productos Sí No Comentarios / Planes de Acción Propuestos
Si la planta de fabricación maneja más de uno de los grupos de productos mencionados en 3.2, por favor conteste todas las preguntas en el capítulo 4:
4.
4.1 Herbicidas e insecticidas / fungicidas: ¿Están las unidades de producción completamente separadas? (excepto las líneas de vapor, nitrógeno, y aire comprimido) : • ¿Están en edificios separados? • ¿Están en el mismo edificio?, pero totalmente
aislados en compartimientos, con
o ¿ningún sistema de ventilación en común u otros flujos potenciales?,
o ¿equipo auxiliar (por ejemplo, aspiradoras, filtros de aire, herramientas, piezas de repuesto usadas) dedicado tanto a herbicidas como a no-herbicidas?
• ¿Se le requiere al personal de operación que se
cambie el calzado y la vestimenta de trabajo cuando se mueve de áreas de herbicidas a áreas de insecticidas / fungicidas?
4.2 Herbicidas altamente activos: ¿Están las unidades de producción completamente separadas de otros grupos de productos? (incluyendo otros herbicidas) (excepto las líneas de vapor, nitrógeno, y aire comprimido): ¿Están en edificios separados?
62

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Sí No Comentarios / Planes de Acción Propuestos Separación de Grupos de Productos (cont.) 4.
4.2 (cont.)
Herbicidas altamente activos ( Cont.): • ¿Están en el mismo edificio?, pero totalmente
aislados en compartimientos, con
o ¿ningún sistema de ventilación en común u otros flujos potenciales?,
o ¿equipo auxiliar (por ejemplo, aspiradoras,
filtros de aire, herramientas, piezas de repuesto usadas) dedicado a herbicidas muy activos o a otros grupos de productos y marcados como corresponde?
• ¿Se le requiere al personal de operación, a los
trabajadores de mantenimiento y a los visitantes que se cambien los zapatos, el equipo protector y los overoles / batas cuando se mueven de las áreas con herbicidas altamente activos a otras áreas?
63
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4. Separación de Grupos de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos
4.3 Reguladores de Crecimiento de Plantas (RCP):
¿Fabrica usted RCPs en líneas compartidas?, junto con:
• ¿Herbicidas?
• ¿Insecticidas / fungicidas?
4.4 Rodenticidas y productos de control de plagas en noagrícolas:
¿Están las unidades de producción completamente separadas de otros grupos de productos (excepto las líneas de vapor, nitrógeno, y aire comprimido)?:
• ¿Están en edificios separados? • ¿Están en el mismo edificio pero totalmente
aislados en compartimientos?
4.5 Químicos agrícolas y químicos no-agrícolas (vea 3.3):
¿Están las unidades de producción completamente separadas (excepto las líneas de vapor, nitrógeno, y aire comprimido)?:
• ¿Están en edificios separados?
64

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4. Separación de Grupos de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos
4.6 Separación incompleta
¿Comparten los herbicidas e insecticidas / fungicidas, si no están completamente separados, el equipo? tal como:
4.6.1
Equipo fijo:
• Tanques de almacenamiento a granel en un patio de tanques: o ¿Para materias primas / productos
intermedios? o ¿Para el producto final?
• ¿Estaciones de carga / descarga de recipientes? • ¿Líneas de transferencia ("tuberías") con
distribuidores? • ¿Sistema de ventilación común?
Equipo móvil:
• ¿Recipientes para los productos intermedios / productos?
• ¿Bombas? • ¿Mangueras flexibles? • ¿Filtros? • ¿Dispositivos de carga, por ejemplo, embudos,
tuberías de succión? • ¿Aspiradoras? • ¿Herramientas, por ejemplo, palas, cucharas,
dispositivos de muestrear?
¿Otros? Por favor liste.
65

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4. Separación de Grupos de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos
4.7 Equipo fijo:
4.7.1 Tanques comunes de almacenamiento a granel ("patio de tanques") para ingredientes:
¿Hay instaladas válvulas de dirección única u otra protección para el flujo en retroceso?
¿Pueden estos tanques de almacenamiento a granel en común alimentar ingredientes al proceso de herbicida e insecticida / fungicida al mismo tiempo?
Si usted usa un distribuidor para conectar las líneas de transferencia:
4.7.2
¿Cómo identifica usted los conectores correctos cuando prepara la línea de transferencia en el cambio de producto?
¿Cambia usted las conexiones en el distribuidor durante una campaña de manufactura en curso?
¿Cómo limpia usted las líneas de transferencia y los conectores en el distribuidor? Por favor describa.
66
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4.8 Equipo móvil ¿Está todo el equipo móvil mencionado (por ejemplo,
bombas, mangueras flexibles, aspiradoras, juegos de herramientas, etc.)?:
4.8.1
• ¿Dedicado a unidades de producción de herbicidas o insecticidas / fungicidas?
• ¿Asignado a un producto específico, que nunca va a ser removido de la línea, por lo menos durante toda la campaña de manufactura, y que será limpiado como parte del proceso de cambio de productos?
¿Hay procedimientos escritos para la limpieza del equipo móvil?
4.8.2
¿Está este equipo móvil etiquetado o codificado apropiadamente en colores, mostrando el uso al cual está dedicado?
4.8.3
¿Hay una bitácora o sistema de etiquetar para cada pieza intercambiable de equipo?
¿Incluyen estos récords?: ¿El último producto para el cual este equipo fue usado?
o ¿La fecha del último uso? ¿La fecha cuando el equipo fue limpiado?
o ¿El método de limpieza aplicado?
67

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Sí No Comentarios / Planes de Acción Propuestos 4. Separación de Grupos de Productos (cont.)
Recipientes móviles de productos a granel 4.8.4
¿Están asignados los recipientes móviles a granel (por ejemplo, IBCs, isotanques, super-sacos, tanqueros / vagones cisterna, recipientes de desperdicios) a la fabricación de un solo producto para toda la campaña de manufactura?
¿Son estos usados para el almacenamiento dedicado, provisional de?:
¿Ingredientes inertes?
• ¿Materiales que contengan ingredientes activos (pre-mezcla, producto final, por ejemplo, antes de empacar)?
• ¿Desperdicios (por ejemplo, medio de limpieza usado a ser reciclado)?
¿Permanecen dedicados tales recipientes al mismo producto después del final de su campaña de manufactura?
¿Están todos estos recipientes a granel apropiadamente etiquetados con una identificación clara del producto?
4.8.5
¿Es la adherencia de las etiquetas adecuada?
¿Es el historial de estos recipientes identificable, es decir, se puede saber cuál fue el último producto?
¿Se muestra el estado de la limpieza?
68

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
4. Separación de Grupos de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos
¿Se descontaminan dentro de la fábrica todos los tipos de recipientes a granel?
4.8.6
o Si no, por favor liste las excepciones
Si la respuesta es sí, ¿hay un procedimiento de limpieza escrito y validado disponible?
¿Está la descontaminación de recipientes a granel sub-contratada? Si lo está:
o ¿Cuál estándar de limpieza debe seguir el sub-contratista?
o ¿Cómo se verifica la limpieza de los recipientes a granel?
4.9 Fusión de productos en bidones:
Si los bidones tienen que ser puestos en un baño de agua caliente o un horno de aire caliente, por ejemplo, para fusionar un ingrediente activo o disminuir la viscosidad de ciertos surfactantes:
o ¿Se han tomado medidas para prevenir que las etiquetas sean destruidas y que se pierda la rastreabilidad, por ejemplo marcando la parte superior del bidón con el nombre del producto con pintura permanente e impermeable?
69
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Sí No Comentarios / Planes de Acción Propuestos 4. Separación de Grupos de Productos (cont.)
4.9 (Cont.)
Fusión de productos en bidones ( Cont.)
o ¿Están los baños de agua caliente o los hornos de aire caliente dedicados a la campaña de un solo producto, es decir, que ninguna materia prima ni ingredientes activos para otros productos compartirán el baño de agua caliente o el horno de aire caliente al mismo tiempo?
4.10 Manejo / almacenaje de materias primas en común para la fabricación de herbicidas e insecticidas / fungicidas
4.10.1 Manejo:
¿Hay materias primas que sean comunes tanto a herbicidas como a insecticidas / fungicidas, por ejemplo solventes, surfactantes etc.?
¿Se ha asegurado de que un recipiente parcialmente consumido de un material común — luego de que haya sido abierto en el área del herbicida — nunca será llevado al área del insecticida / fungicida?
¿Están etiquetados tales recipientes "Para Usarse solo en Herbicidas” y almacenados con los ingredientes del herbicida?
70

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Sí No Comentarios / Planes de Acción Propuestos 4. Separación de Grupos de Productos (cont.)
4.10.2 Almacenaje:
¿Son los ingredientes o materiales de herbicidas e insecticidas / fungicidas para procesamiento adicional almacenados separadamente?:
o ¿En edificios separados?
o ¿En compartimientos diferentes o en áreas dedicadas, claramente marcadas en el mismo edificio, por ejemplo señales claras en el suelo, paredes y / o letrero y/o codificación de colores?
o ¿En el mismo sitio de almacenamiento sin señales
visuales?
71
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
5. Cambios de Productos Sí No Comentarios / Planes de Acción Propuestos
5.1 Manejo de cambios y niveles de limpieza
5.1.1 Manejo de cambios
¿Se le ha asignado a una persona la responsabilidad para la aprobación de la liberación del equipo limpiado para la próxima campaña de fabricación, incluyendo el firmar?
5.1.2 Niveles de limpieza
¿Existen niveles de limpieza actualizados para cada secuencia de producción en cada unidad (se recomienda enfáticamente una matriz según presentada en el capítulo 5.2.2 de este manual)?
¿Existe un procedimiento para asegurar que los niveles de limpieza sean puestos al día cuando la mezcla de producto o las secuencias de producción sean cambiadas en una unidad de producción compartida?
¿Incluyen los niveles de limpieza todos los ingredientes activos manejados en las unidades de producción?
¿Proveen los clientes los niveles de limpieza requeridos? Si no, ¿cómo se determinan los niveles de limpieza?
72
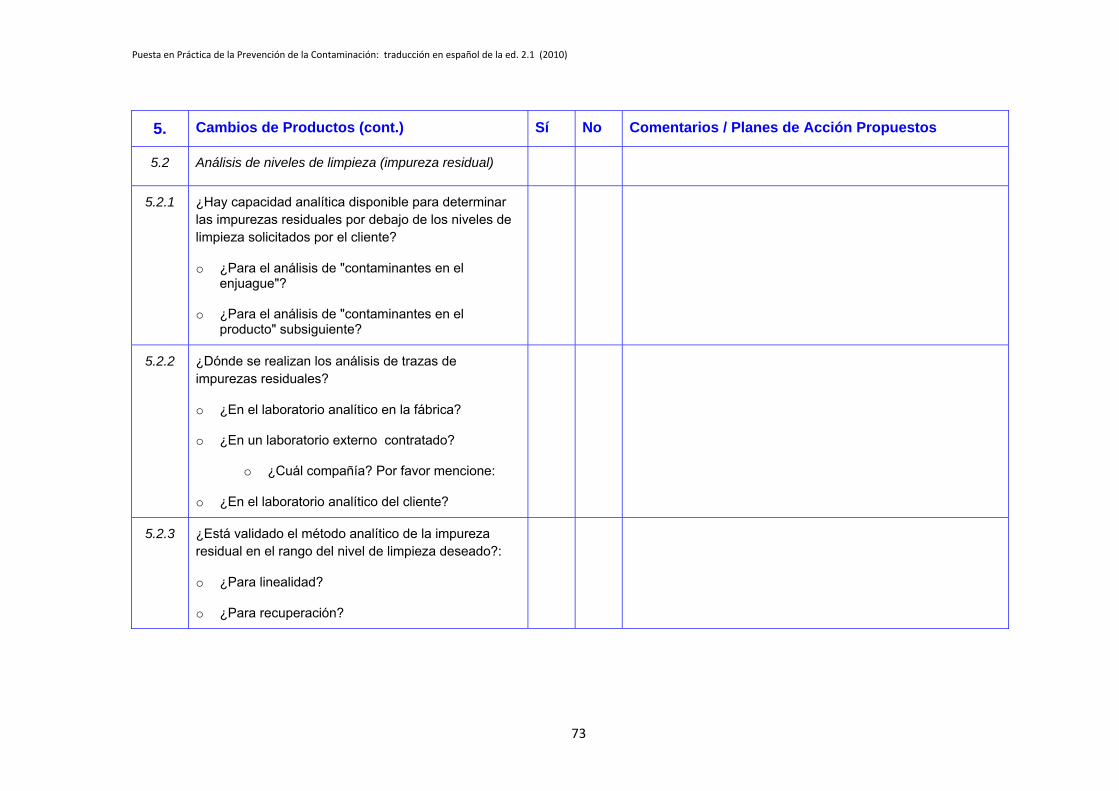
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Cambios de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos 5.
5.2 Análisis de niveles de limpieza (impureza residual)
¿Hay capacidad analítica disponible para determinar las impurezas residuales por debajo de los niveles de limpieza solicitados por el cliente?
5.2.1
o ¿Para el análisis de "contaminantes en el enjuague"?
o ¿Para el análisis de "contaminantes en el
producto" subsiguiente?
¿Dónde se realizan los análisis de trazas de impurezas residuales?
5.2.2
o ¿En el laboratorio analítico en la fábrica? o ¿En un laboratorio externo contratado?
o ¿Cuál compañía? Por favor mencione:
o ¿En el laboratorio analítico del cliente?
¿Está validado el método analítico de la impureza residual en el rango del nivel de limpieza deseado?:
5.2.3
o ¿Para linealidad?
o ¿Para recuperación?
73

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Cambios de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos 5. ¿Están determinadas las impurezas residuales?: 5.2.4
• ¿En el producto subsiguiente?
De ser así:
o ¿Cuántos lotes se analizan típicamente?
o ¿Se toma una muestra del tanque? O
o ¿Se toma una muestra del primer empaque?
• ¿En el último enjuague? ¿Se analiza en cada cambio de producto el nivel de limpieza?
• Si no, por favor explique:
¿Son las muestras analíticas, las muestras de laboratorio y / las muestras retenidas (al final de su período de almacenamiento)?:
5.2.5
• ¿Retrabajadas y devueltas al proceso?
• ¿Desechadas?
74

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Cambios de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos 5. Procedimientos de limpieza 5.3
¿Están puestos en vigor procedimientos de limpieza escritos y validados?
5.3.1
¿Cómo se hizo la validación de la limpieza? Por favor describa.
¿Especifica el procedimiento de limpieza?: 5.3.2
• ¿El medio de limpieza a ser usado? • ¿La secuencia en que serán limpiadas las piezas
individuales de la línea de fabricación? • ¿Cómo se cargará el medio de limpieza en el
equipo?
• ¿El número de ciclos de limpieza, la duración de cada ciclo de limpieza y la cantidad mínima de medio de limpieza por enjuague?
• ¿El desmantelamiento y la limpieza manual donde sea requerido?
• ¿Puntos de muestreo?
75
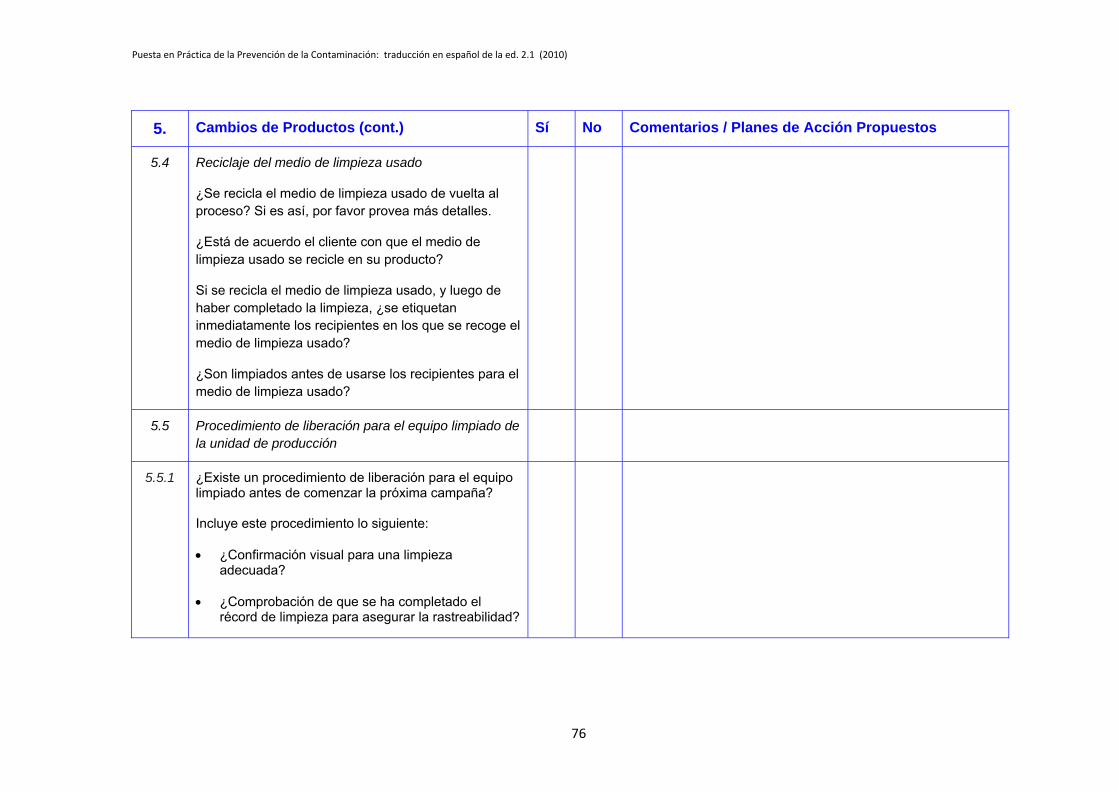
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Cambios de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos 5. Reciclaje del medio de limpieza usado 5.4
¿Se recicla el medio de limpieza usado de vuelta al proceso? Si es así, por favor provea más detalles.
¿Está de acuerdo el cliente con que el medio de limpieza usado se recicle en su producto?
Si se recicla el medio de limpieza usado, y luego de haber completado la limpieza, ¿se etiquetan inmediatamente los recipientes en los que se recoge el medio de limpieza usado?
¿Son limpiados antes de usarse los recipientes para el medio de limpieza usado?
5.5 Procedimiento de liberación para el equipo limpiado de la unidad de producción
¿Existe un procedimiento de liberación para el equipo limpiado antes de comenzar la próxima campaña?
5.5.1
Incluye este procedimiento lo siguiente: • ¿Confirmación visual para una limpieza
adecuada? • ¿Comprobación de que se ha completado el
récord de limpieza para asegurar la rastreabilidad?
76
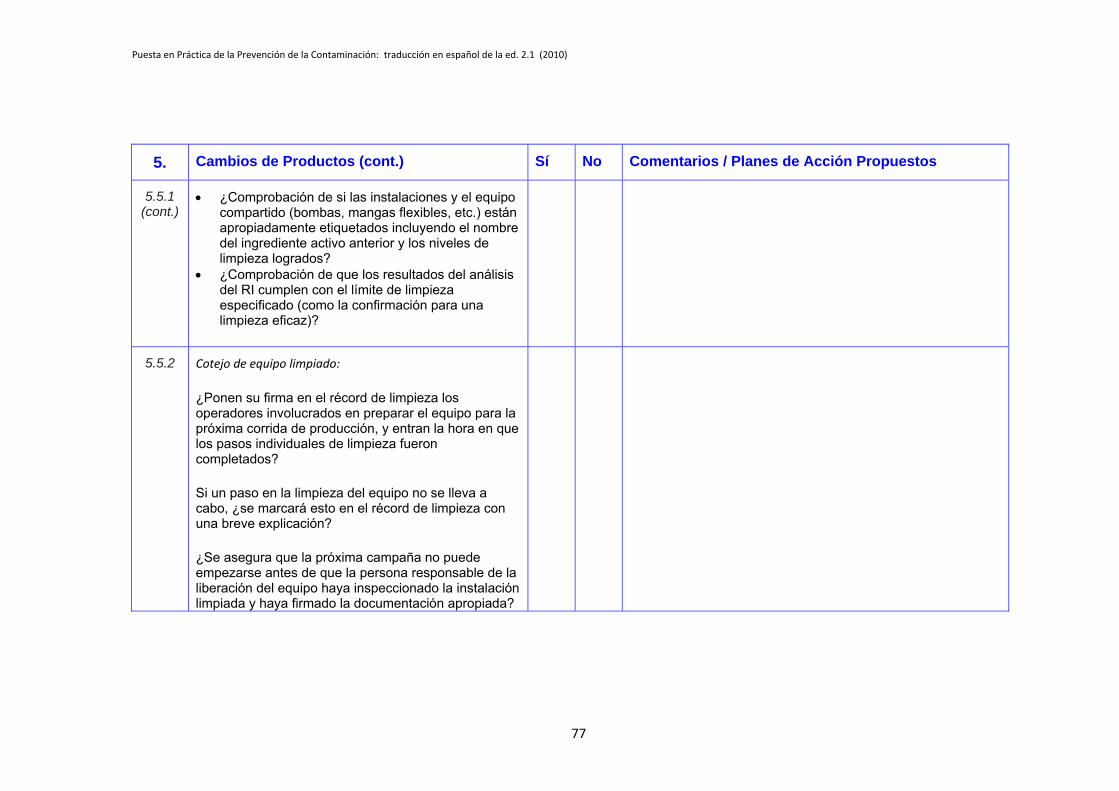
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Cambios de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos 5. 5.5.1
(cont.) • ¿Comprobación de si las instalaciones y el equipo
compartido (bombas, mangas flexibles, etc.) están apropiadamente etiquetados incluyendo el nombre del ingrediente activo anterior y los niveles de limpieza logrados?
• ¿Comprobación de que los resultados del análisis del RI cumplen con el límite de limpieza especificado (como la confirmación para una limpieza eficaz)?
5.5.2 Cotejo de equipo limpiado:
¿Ponen su firma en el récord de limpieza los operadores involucrados en preparar el equipo para la próxima corrida de producción, y entran la hora en que los pasos individuales de limpieza fueron completados?
Si un paso en la limpieza del equipo no se lleva a cabo, ¿se marcará esto en el récord de limpieza con una breve explicación?
¿Se asegura que la próxima campaña no puede empezarse antes de que la persona responsable de la liberación del equipo haya inspeccionado la instalación limpiada y haya firmado la documentación apropiada?
77

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Cambios de Productos (cont.) Sí No Comentarios / Planes de Acción Propuestos 5. 5.6 Procedimiento de liberación para producto fabricado
después del cambio
¿Incluye el procedimiento de liberación del producto lo siguiente?:
5.6.1
¿Quién está autorizado para liberar el producto?
• ¿Los pasos a ser acordados con el cliente para la liberación de un producto que no esté en especificaciones?
• ¿Cuarentena del producto fabricado después del cambio hasta que el (los) primer(os) lote(s) sea (sean) formalmente liberado(s)?
• ¿Decisión de liberación basándose en el análisis de impureza residual (vea 5.2.3) para confirmar que el nivel de limpieza convenido se ha logrado?
78
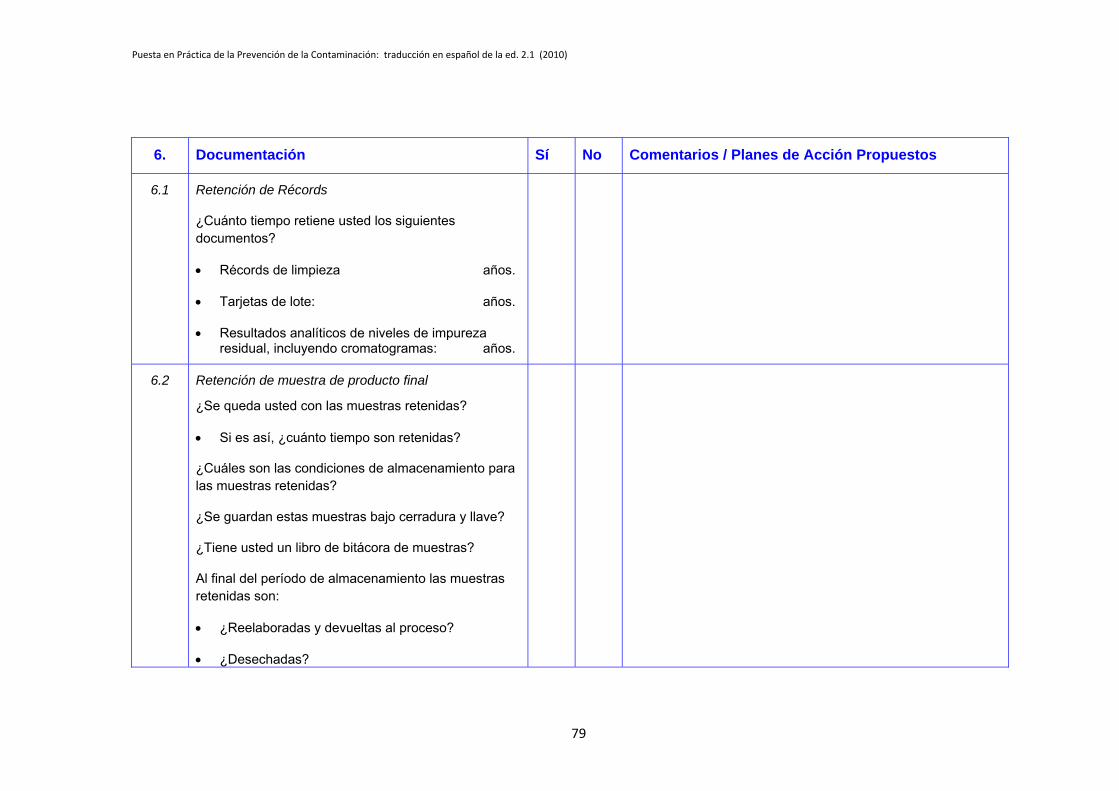
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
6. Documentación Sí No Comentarios / Planes de Acción Propuestos
6.1 Retención de Récords
¿Cuánto tiempo retiene usted los siguientes documentos?
• Récords de limpieza años. • Tarjetas de lote: años. • Resultados analíticos de niveles de impureza
residual, incluyendo cromatogramas: años.
6.2 Retención de muestra de producto final
¿Se queda usted con las muestras retenidas?
• Si es así, ¿cuánto tiempo son retenidas? ¿Cuáles son las condiciones de almacenamiento para las muestras retenidas?
¿Se guardan estas muestras bajo cerradura y llave?
¿Tiene usted un libro de bitácora de muestras?
Al final del período de almacenamiento las muestras retenidas son:
• ¿Reelaboradas y devueltas al proceso? • ¿Desechadas?
79

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
7. Identificación de Materiales y Rastreabilidad Sí No Comentarios / Planes de Acción Propuestos
7.1 Identificación de la materia prima
¿Están los productos entrantes identificado por?: 7.1.1
¿El código del material (“número de identidad") y el(los) número(s) de lote mencionado en la hoja de embarque?
¿El análisis químico / físico para confirmar la identidad?
¿Registra usted la hora de llegada de la entrega?
Si es así, por favor especifique qué sistema usted usa, por ejemplo SAP, otro sistema de computadora, sistema en papel etc.
¿Qué controles están en vigor para asegurar que el material correcto sea entregado desde el almacén a la unidad de producción y agregado al proceso?
7.1.2
Por favor especifique:
80
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Identificación de Materiales y Rastreabilidad (Cont.)
Sí No Comentarios / Planes de Acción Propuestos 7.
7.2 Rastreabilidad del material
¿Son los récords de producción / tarjetas de lote completados y retenidos para cada lote individual fabricado?
Especifican los récords los siguientes detalles:
¿Números de lote y cantidades exactas de materias primas agregadas en el proceso?
• ¿El número de lote y cantidad de cada lote producido?
• ¿Nombres de los operadores y sus iniciales para cada paso completado?
81
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Identificación de Materiales y Rastreabilidad (Cont.)
Sí No Comentarios / Planes de Acción Propuestos 7.
7.3 Etiquetas ¿Existe un procedimiento para asegurar que sólo las etiquetas correctas serán aplicadas a los productos (Esto incluye las etiquetas provisionales.)? Por favor explique la metodología. En caso de que se requiera la rotulación provisional antes de que las etiquetas finales puedan fijarse, ¿Incluyen estas etiquetas (como mínimo) la siguiente información?: ¿El nombre del producto y / o código del producto? ¿El número de lote y fecha de producción? ¿La cantidad (sólo para los recipientes a granel)?
¿El número de lote y fecha de producción?
¿La cantidad (sólo para los recipientes a granel)?
82
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Diseño de Equipo para una Eficiencia Mejorada de Limpieza
Sí No Comentarios / Planes de Acción Propuestos 8.
Trabajos de tuberías: 8.1
¿Están alineados los equipos técnicos desde la planta superior hacia abajo hasta la planta anterior, sin tuberías con curvas en U en la línea de manufactura donde el material podría quedarse acumulado?
¿Tienen las tuberías un declive para permitir un desagüe fácil?
¿Proveen las tuberías válvulas en el punto más bajo para permitir un desagüe fácil?
¿Evitan las tuberías curvaturas con un radio pequeño (sobre todo en las unidades de producción de sólidos y dispersables) para minimizar el riesgo de acumulación del material?
¿Ofrecen las tuberías bastantes paneles de acceso a la limpieza para un acceso fácil con el equipo de limpieza y una inspección visual fácil?
83

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
8.2 Equipo técnico
¿Están las líneas de formulación y envase equipadas con instalaciones de "Limpieza In Situ" (CIP)?
¿Aplica usted un proceso de limpieza automatizado controlado por un Sistema de Control de Proceso?
¿Están las estaciones de descarga y empaque encerradas (es decir en su propio compartimiento), y en el caso de polvos, equipadas con pre-filtros dedicados? ¿Tienen los equipos técnicos (reactores, molinos, secadores, etc.)?:
• ¿Bastantes paneles de acceso a la limpieza para permitir el acceso fácil con el equipo de limpieza y una inspección visual completa para la limpieza?
84
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Diseño de Equipo para una Eficiencia Mejorada de Limpieza (Cont.)
Sí No Comentarios / Planes de Acción Propuestos 8.
8.2 Equipo técnico (Cont.)
• ¿Superficies interiores que sean a prueba de corrosión y suaves para evitar la acumulación del producto?
• ¿Espacio circundante adecuado y puntos del desmontaje lógicos equipados con accesorios de rápida conexión para permitir un desmantelamiento e inspección rápida?
Cambio de configuración de equipo 8.3
¿Se emprenden los siguientes pasos en caso de que la configuración de la unidad de producción se cambie (por ejemplo, un nuevo equipo, tanques diferentes [por ejemplo, más grandes o menores], línea de llenado, geometría cambiada de la tubería)?:
• ¿Son informados los clientes por escrito sobre el cambio de la configuración?
• ¿Son los procedimientos de limpieza revalidados y ajustados si fuese requerido?
85
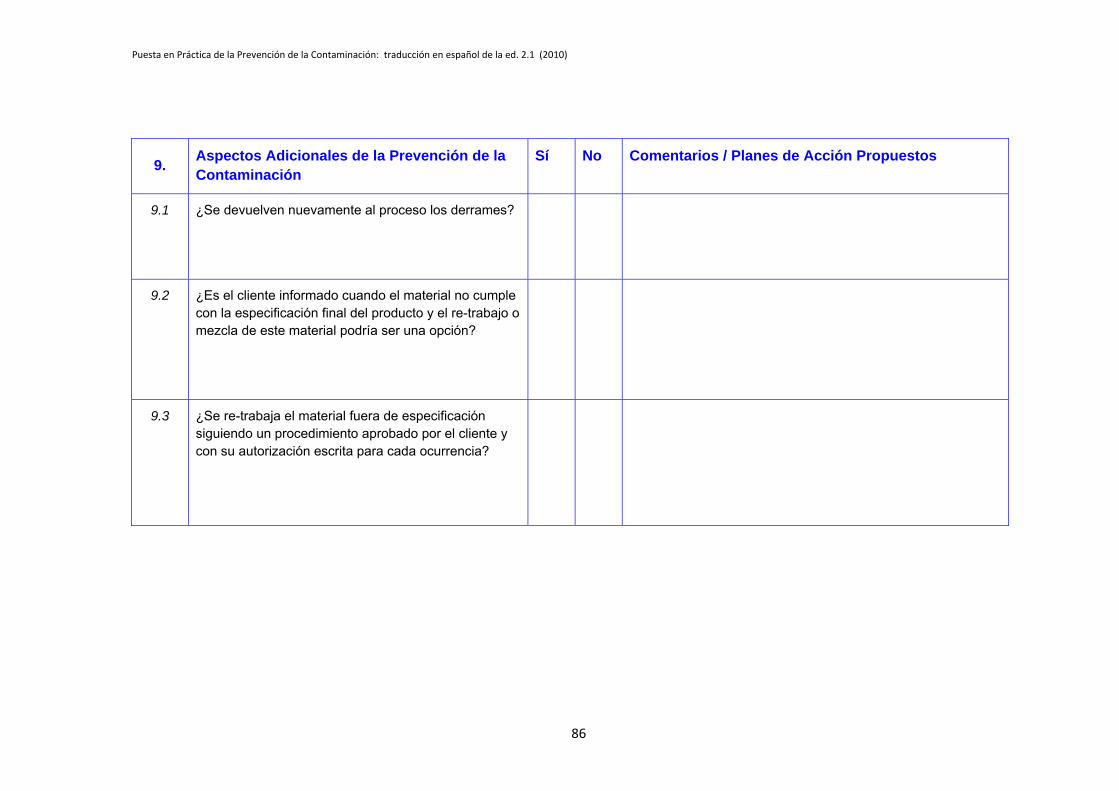
en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
86
9. Aspectos Adicionales de la Prevención de la Contaminación
Sí No Comentarios / Planes de Acción Propuestos
9.1 ¿Se devuelven nuevamente al proceso los derrames?
9.2 ¿Es el cliente informado cuando el material no cumple con la especificación final del producto y el re-trabajo o mezcla de este material podría ser una opción?
9.3 ¿Se re-trabaja el material fuera de especificación siguiendo un procedimiento aprobado por el cliente y con su autorización escrita para cada ocurrencia?
Puesta

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Glosario e Índice
Término Explicación Página(s)
a.i. Ingrediente Activo 7, 17, 22‐25, 60, 104
ACL Nivel de Concentración Aceptable, sinónimo de nivel de limpieza
Ap. A‐III
AEPC (ECPA) Asociación Europea de Protección de Cultivos Prólogo, 19, 56, Ap. A‐VIII
Análisis de impureza residual, vea capítulo 7 y capítulo 5.2 en lista de control
34, 46, 47, 72
Análisis de impureza residual
Vea capítulo 7 y lista de control capítulo 5.2 43, 73
Antídoto Un químico agregado a una formulación de plaguicida para eliminar o reducir los efectos fitotóxicos de ese plaguicida a ciertos cultivos. Los ejemplos típicos son antídotos usados en las formulaciones de "asesinos" gramíneos que son aplicados en los cereales y el maíz para hacerlos más seguros al cultivo.
6, 19
ARIL Nivel de Impureza Residual aceptable, sinónimo de nivel de limpieza
Ap. A‐III
Aspiradora Usada como equipo portátil 34, 52, 62, 63, 65, 66, Ap. A‐V
Aviso 96‐8 sobre la Reglamentación de Plaguicidas (PRN 96‐8)
10, 15, 27, 28, 31, 34, 40
Documento emitido por la Agencia de Protección Ambiental de los Estados Unidos el 31 de octubre de 1996, que especifica los niveles de limpieza estatutarios para productos vendidos o fabricados en los EE.UU. al cambiar de familias diferentes de productos, por ejemplo, de insecticidas a reguladores de crecimiento de plantas
Ap. A‐VI, VII, XI Ap. B
Bomba Usada como equipo compartido 41, 52, 67, 77, Ap. A‐VIII
Limpieza de ‐ 33‐35
Cambio de producto Documentación, vea capítulo 6.4 20, 47 Ap. A‐VII
Capacidad analítica Una combinación de equipo analítico disponible, metodología y conocimientos, demostrada por el análisis exitoso de las impurezas residuales
20, Ap. A‐VII
87
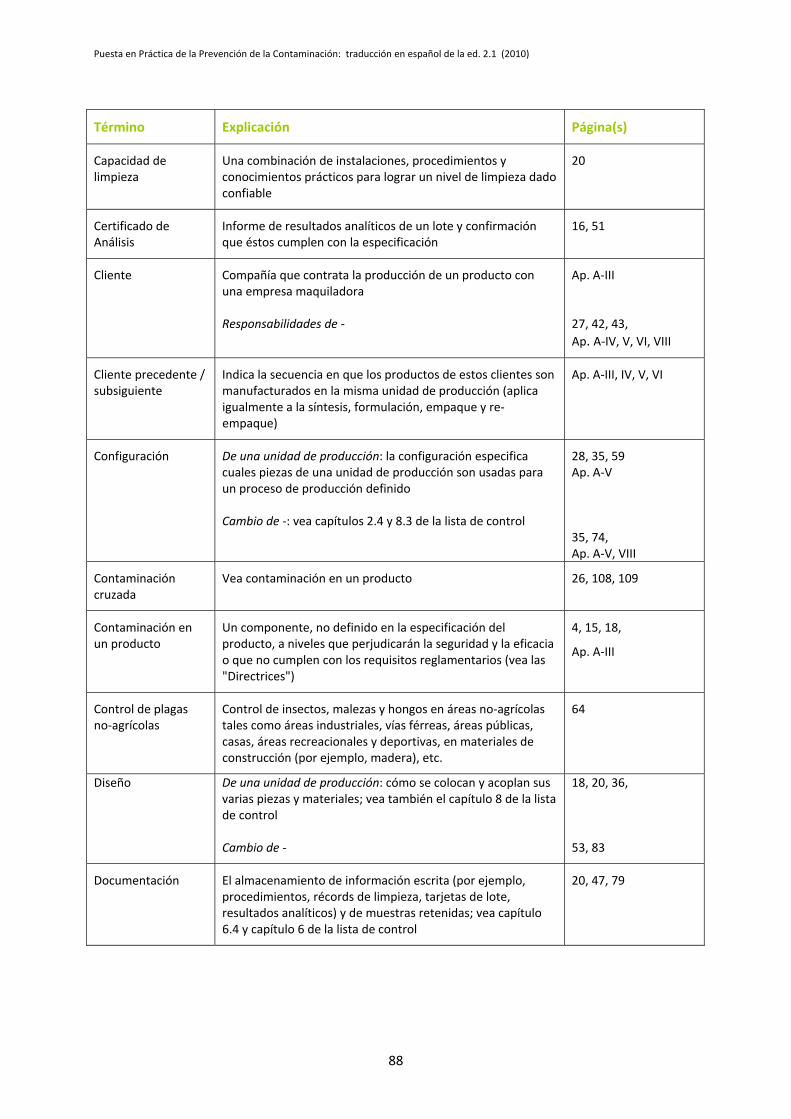
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
Capacidad de limpieza
Una combinación de instalaciones, procedimientos y conocimientos prácticos para lograr un nivel de limpieza dado confiable
20
Certificado de Análisis
Informe de resultados analíticos de un lote y confirmación que éstos cumplen con la especificación
16, 51
Cliente Compañía que contrata la producción de un producto con una empresa maquiladora
Ap. A‐III
Responsabilidades de ‐ 27, 42, 43,
Ap. A‐IV, V, VI, VIII
Cliente precedente / subsiguiente
Indica la secuencia en que los productos de estos clientes son manufacturados en la misma unidad de producción (aplica igualmente a la síntesis, formulación, empaque y re‐empaque)
Ap. A‐III, IV, V, VI
Configuración De una unidad de producción: la configuración especifica cuales piezas de una unidad de producción son usadas para un proceso de producción definido
28, 35, 59 Ap. A‐V
Cambio de ‐: vea capítulos 2.4 y 8.3 de la lista de control
35, 74, Ap. A‐V, VIII
Contaminación cruzada
Vea contaminación en un producto 26, 108, 109
Contaminación en un producto
Un componente, no definido en la especificación del producto, a niveles que perjudicarán la seguridad y la eficacia o que no cumplen con los requisitos reglamentarios (vea las "Directrices")
4, 15, 18,
Ap. A‐III
Control de plagas no‐agrícolas
Control de insectos, malezas y hongos en áreas no‐agrícolas tales como áreas industriales, vías férreas, áreas públicas, casas, áreas recreacionales y deportivas, en materiales de construcción (por ejemplo, madera), etc.
64
Diseño De una unidad de producción: cómo se colocan y acoplan sus varias piezas y materiales; vea también el capítulo 8 de la lista de control
18, 20, 36,
Cambio de ‐ 53, 83
Documentación El almacenamiento de información escrita (por ejemplo, procedimientos, récords de limpieza, tarjetas de lote, resultados analíticos) y de muestras retenidas; vea capítulo 6.4 y capítulo 6 de la lista de control
20, 47, 79
88

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
EC Concentrado Emulsionable (un tipo de formulación basado en solventes)
9, 12, 13, 23‐25, 38, 48
Enjuagado Medio de limpieza líquido usado (agua + detergente) o solvente que ha sido usado para lavar el producto residual de una unidad de producción
5, 20, 31, 48
Empaque / Reempaque
En este folleto, los términos "empaque" y “re‐empaque” pueden usarse indistintamente para el proceso de envasar y proteger los productos para el almacenamiento, distribución, venta y uso.
Procedimiento de limpieza genérico 28‐30 Dibujo esquemático de unidad de (re ‐) envase
38‐41
EPA Agencia de Protección Ambiental (EE.UU.) 12, 19, 23‐27, 60, Ap. A‐VI, VII, X, XI, Ap. B
Espacio muerto Espacio dentro de una unidad de producción que puede retener un producto que no está sujeto al flujo normal de materiales (producto y/o medios de limpieza) a través de la unidad; debe evitarse a través del diseño / construcción
20, 28, 34, 36, 44
Etiqueta provisional Una etiqueta para identificar un producto empacado antes de que se pueda aplicar la etiqueta final del producto
14, 62, 82
Etiquetado de productos, vea capítulo 8.4 y lista de control capítulo 7.3 15, 16, 68, 70, 77
Evaluación de riesgo de contaminación
Vea capítulo 4 15 sigs
Extrusor Limpieza de ‐ 43
Factor de seguridad Este factor se usa para reforzar el margen de seguridad en el cálculo del nivel de limpieza. Cada compañía es responsable de fijar sus propios factores de seguridad. Los factores de seguridad normalmente oscilan entre 2 y 10.
22, 24 Ap. A‐VII
FIFRA FIFRA (por sus siglas en inglés): Ley Federal de Insecticidas, Fungicidas y Rodenticidas. Ley Federal en Estados Unidos de America que regula los pesticidas y esta administrada por la EPA en Estados Unidos; última revisión mayor: 1972
Ap. B – II, VI, VII, VIII
Filtro Limpieza de ‐ 34‐37, 38, 42, 44, 46
Floable Tipo de formulación, sinónimo de SC 40
89

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
Formulación a) una preparación de ingrediente(s) activo(s) y químicos "inertes" (aditivos) que son necesarios para la aplicación del(os) ingrediente(s) activo(s);
Prólogo, 4, 25‐30, 40, 46, 43
b) la producción de una formulación 23, 28, 89,
Ap. A‐II, III,
Formulación de sólidos
Unidades de producción usadas para la formulación de productos sólidos
41‐47
Formulación líquida Esquemático de unidad de producción 38‐41
Formulación seca Sinónimo para formulación sólida 42
GDCSM (MSCSG) Grupo de Dirección de la Cadena de Suministro y Manufactura, grupo en AEPC involucrado con los asuntos de política de la cadena de fabricación y suministro que afectan nuestra industria
Prólogo
Granulación Esquemático de unidades de producción 43, 44
HEPA Filtro de aire de alta eficiencia recogedor de particulados. 34 Término genérico para filtros muy eficientes para partículas aerotransportadas ≥ 0.3 micrómetros.
Herbicida de dosis de aplicación baja
Clasificación de la EPA: proporción de aplicación de a.i. ≤ 0.5 lb/acre equivalente a ≤ 560 g/ha
15, 16, 23, 46, 60 Ap. A‐VI, X, XI, Ap. B‐V, VI
Herbicida de dosis de aplicación normal
Clasificación de la EPA: proporción de aplicación de a.i. > 0,5 lb/acre equivalente a > 560 g/ha
23, Ap. A‐VI, Ap. B‐V, B‐VI
Herbicida muy activo Proporción de aplicación típicamente por debajo de 50 g a.i. / ha, por ejemplo sulfonilureas, sulfonanilidas de triazolopirimidina, imidazolinonas. Esto bajo ninguna circunstancia es un listado exhaustivo y hay otros herbicidas que podrían estar dentro de esta categoría.
23, 24, 25, 26
Ap. A‐IV, V
51 Hoja de datos de seguridad
Hoja de Datos de Seguridad de Materiales (MSDS): Datos requeridos por el(los) Gobierno(s) para asegurar la protección y el tratamiento del trabajador a la exposición.
IBC Recipiente a Granel Intermedio: recipiente movible para líquidos o sólidos entre 200 L y 5,000 L
40, 52
Ap. A‐VIII
Impureza residual (RI)
Las trazas [sobre todo de ingrediente(s) activo(s)] del producto precedente que están presentes en el producto subsiguiente fabricado en la misma unidad de producción
8, 22, 28, 31, 34, 35, 47, 48, 73 Ap. A‐IV
90
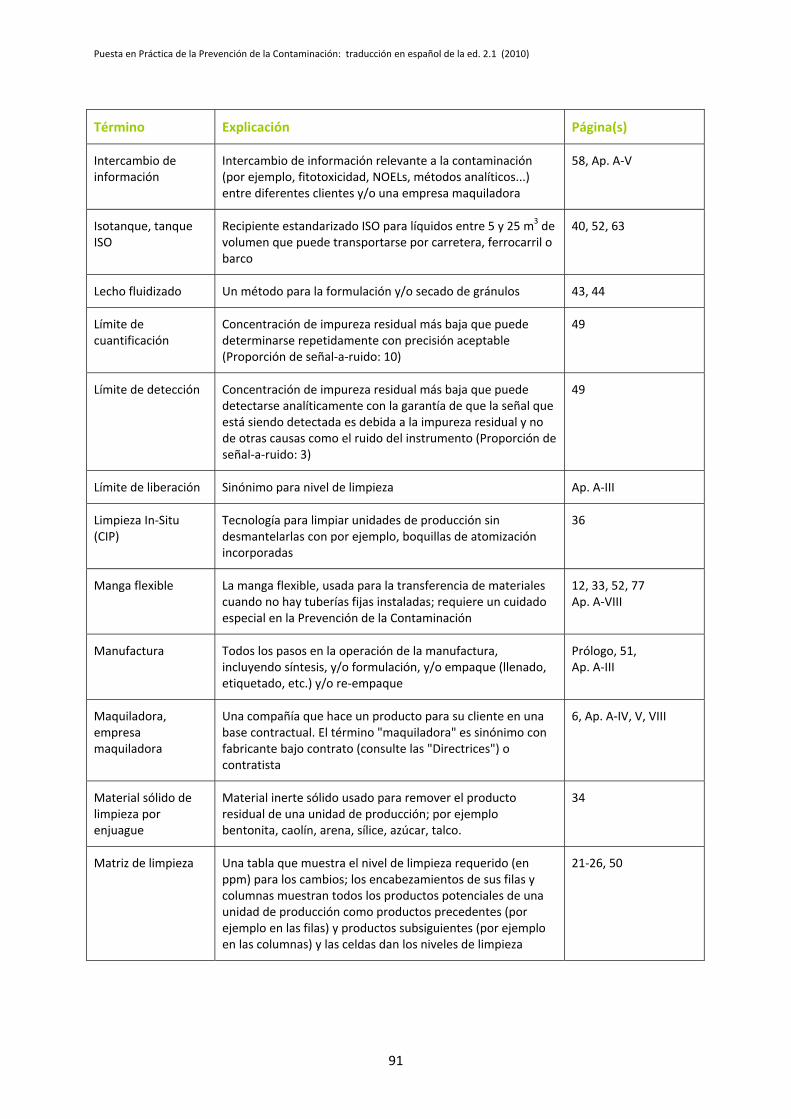
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
Intercambio de información
Intercambio de información relevante a la contaminación (por ejemplo, fitotoxicidad, NOELs, métodos analíticos...) entre diferentes clientes y/o una empresa maquiladora
58, Ap. A‐V
Isotanque, tanque ISO
Recipiente estandarizado ISO para líquidos entre 5 y 25 m3 de volumen que puede transportarse por carretera, ferrocarril o barco
40, 52, 63
Lecho fluidizado Un método para la formulación y/o secado de gránulos 43, 44
Límite de cuantificación
Concentración de impureza residual más baja que puede determinarse repetidamente con precisión aceptable (Proporción de señal‐a‐ruido: 10)
49
Límite de detección Concentración de impureza residual más baja que puede detectarse analíticamente con la garantía de que la señal que está siendo detectada es debida a la impureza residual y no de otras causas como el ruido del instrumento (Proporción de señal‐a‐ruido: 3)
49
Límite de liberación Sinónimo para nivel de limpieza Ap. A‐III
Limpieza In‐Situ (CIP)
Tecnología para limpiar unidades de producción sin desmantelarlas con por ejemplo, boquillas de atomización incorporadas
36
Manga flexible La manga flexible, usada para la transferencia de materiales cuando no hay tuberías fijas instaladas; requiere un cuidado especial en la Prevención de la Contaminación
12, 33, 52, 77 Ap. A‐VIII
Manufactura Todos los pasos en la operación de la manufactura, incluyendo síntesis, y/o formulación, y/o empaque (llenado, etiquetado, etc.) y/o re‐empaque
Prólogo, 51, Ap. A‐III
Maquiladora, empresa maquiladora
Una compañía que hace un producto para su cliente en una base contractual. El término "maquiladora" es sinónimo con fabricante bajo contrato (consulte las "Directrices") o contratista
6, Ap. A‐IV, V, VIII
Material sólido de limpieza por enjuague
Material inerte sólido usado para remover el producto residual de una unidad de producción; por ejemplo bentonita, caolín, arena, sílice, azúcar, talco.
34
Matriz de limpieza Una tabla que muestra el nivel de limpieza requerido (en ppm) para los cambios; los encabezamientos de sus filas y columnas muestran todos los productos potenciales de una unidad de producción como productos precedentes (por ejemplo en las filas) y productos subsiguientes (por ejemplo en las columnas) y las celdas dan los niveles de limpieza
21‐26, 50
91
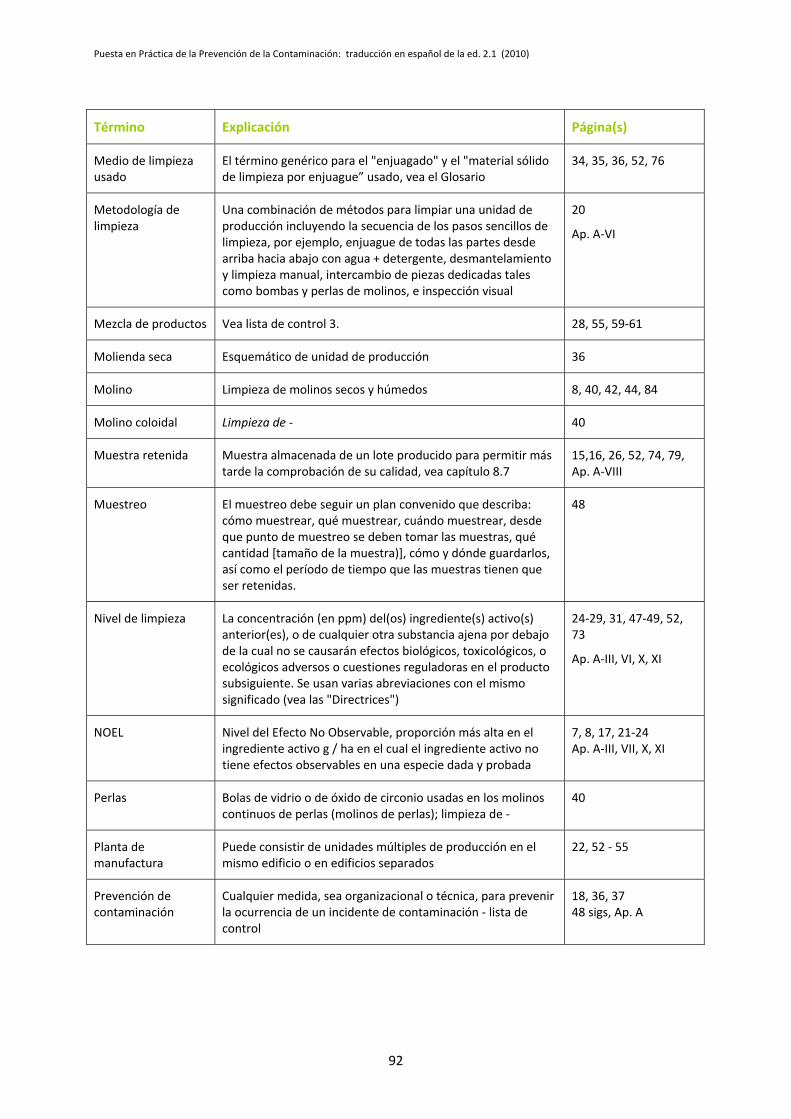
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
Medio de limpieza usado
El término genérico para el "enjuagado" y el "material sólido de limpieza por enjuague” usado, vea el Glosario
34, 35, 36, 52, 76
Metodología de limpieza
Una combinación de métodos para limpiar una unidad de producción incluyendo la secuencia de los pasos sencillos de limpieza, por ejemplo, enjuague de todas las partes desde arriba hacia abajo con agua + detergente, desmantelamiento y limpieza manual, intercambio de piezas dedicadas tales como bombas y perlas de molinos, e inspección visual
20
Ap. A‐VI
Mezcla de productos Vea lista de control 3. 28, 55, 59‐61
Molienda seca Esquemático de unidad de producción 36
Molino Limpieza de molinos secos y húmedos 8, 40, 42, 44, 84
Molino coloidal Limpieza de ‐ 40
Muestra retenida Muestra almacenada de un lote producido para permitir más tarde la comprobación de su calidad, vea capítulo 8.7
15,16, 26, 52, 74, 79, Ap. A‐VIII
Muestreo El muestreo debe seguir un plan convenido que describa: cómo muestrear, qué muestrear, cuándo muestrear, desde que punto de muestreo se deben tomar las muestras, qué cantidad [tamaño de la muestra)], cómo y dónde guardarlos, así como el período de tiempo que las muestras tienen que ser retenidas.
48
Nivel de limpieza La concentración (en ppm) del(os) ingrediente(s) activo(s) anterior(es), o de cualquier otra substancia ajena por debajo de la cual no se causarán efectos biológicos, toxicológicos, o ecológicos adversos o cuestiones reguladoras en el producto subsiguiente. Se usan varias abreviaciones con el mismo significado (vea las "Directrices")
24‐29, 31, 47‐49, 52, 73
Ap. A‐III, VI, X, XI
NOEL Nivel del Efecto No Observable, proporción más alta en el ingrediente activo g / ha en el cual el ingrediente activo no tiene efectos observables en una especie dada y probada
7, 8, 17, 21‐24 Ap. A‐III, VII, X, XI
Perlas Bolas de vidrio o de óxido de circonio usadas en los molinos continuos de perlas (molinos de perlas); limpieza de ‐
40
Planta de manufactura
Puede consistir de unidades múltiples de producción en el mismo edificio o en edificios separados
22, 52 ‐ 55
Prevención de contaminación
Cualquier medida, sea organizacional o técnica, para prevenir la ocurrencia de un incidente de contaminación ‐ lista de control
18, 36, 37 48 sigs, Ap. A
92

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
29, 30, 41, 72, 76, 78 Procedimiento de liberación
Para una planta / unidad de producción: procedimiento organizacional que debe seguirse antes de que a una unidad de producción se le pueda permitir formalmente producir el próximo producto luego de un cambio de producto o de configuración, también vea la lista de control capítulo 5.1.1., 5.5
78
Para un producto después del cambio: vea la lista de control capítulo 5.6
Procedimiento de limpieza
Metodología de limpieza ajustada al nivel de limpieza requerido más el control analítico del éxito, la organización de la liberación de la unidad y la documentación de todos los pasos; ver capítulo 6.1 y capítulo 5.3 de la lista de control.
30‐36, 47, 49, 53, 69, 75
Producto Productos intermedios, ingredientes activos, concentrados técnicos, pre‐mezclas de ingredientes activos, productos formulados (ya sea a granel o en un empaque temporero o final de ventas)
Ap. A‐IV
Productos líquidos Relleno y empaque 46
Productos sólidos Rellenado y re‐empaque de ‐ 46
Programación del producto
Planificación de la secuencia de producción de productos diferentes; secuencias diferentes pueden producir niveles de limpieza significativamente diferentes
26
Prueba de frotamiento (= Prueba de estropajo)
Un método de prueba para la limpieza de superficies limpiándolas con un papel de filtro o paño limpio (opcionalmente humedecido con solvente) y analizándolo entonces para contenido de ingrediente activo
42, 44
Reciclaje Polvo, vea capítulo 6.3 37 Re‐trabajo, vea capítulo 8.5 52, Ap. A‐VIII Medio de limpieza usado, vea capítulo 6.1.8 y lista de control capítulo 5.4
31, 34, 35, 68
Muestras, vea la lista de control capítulo 6.2 25, Ap. A‐VIII
Recipientes a granel Ejemplos de ‐ 50, 68
Récord de producción
Los datos de producción (por ejemplo, la tarjeta del lote) de lotes individuales, vea capítulo 8.3
51, 81
RI Abreviación para impureza residua ‐ típicamente los residuos del ingrediente activo del producto precedente
29, 30, 48, 49, 77
93
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Término Explicación Página(s)
RIL Nivel de impureza residual, sinónimo para el Nivel de Limpieza,
Ap. A‐III
Rodenticida Producto para el control de roedores por ejemplo las ratas y los ratones
6, 19, 60, 64, Ap. A‐III, Ap. B‐I, VI
SC Concentrado de Suspensión (una tipo de formulación cuya base es agua), también designado como "floable"
8, 9, 23, 25, 394, 48
Secador Limpieza de ‐ 31, 37, 43
Separación de materiales
El almacenamiento separado de materias primas y productos, por ejemplo el uso de herbicida / no‐herbicidas
45, 63
Separación de unidades de producción
Vea capítulo 4 y lista de control capítulo 4 19, 62‐71
Sulfonilureas Clase de herbicidas muy activos Ap. B‐VI
Tarjeta de lote Récord de producción con los datos específicos de un solo lote producido, vea capítulo 8.3
51, 79,
Tratamiento de semillas
El tratamiento de las semillas para protegerlas contra insectos o enfermedades. Las semillas en germinación pueden ser significativamente más sensibles a los productos agroquímicos que las plantas más desarrolladas
10, 11, 27, 60 Ap. A‐V, VI
Unidad de empaque Unidad de producción para empacar 20, 35, 36, 41
Unidad de formulación
Unidad de producción para las formulaciones 9, 15, 32 sigs.
Unidad de producción
Definición ‐, vea capítulo 4.1 18
Separación, vea capítulo 4.2 19 Limpieza, vea capítulo 6, especialmente 6.3 28‐47
Modificación de ‐ 31, 47
Validación de un procedimiento de limpi, vea capítulo 6.1.6 34
de un método analítico de trazas, vea capítulo 7.3 48
WP Polvo mojable (tipo de formulación) 42, 48
94
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ I
Apéndice A ‐ Directrices para los Estándares de la Prevención de la Contaminación para las Operaciones de las Empresas Maquiladoras
Tabla de Contenidos Página
1. Introducción 96 Ap. A ‐ II
2. Propósito Ap. A ‐ II 96
3. Alcance Ap. A ‐ II 96
4. Declaración de Política Ap. A ‐ III 97
5. Definiciones / Abreviaciones / Terminología Ap. A ‐ III 97
6. Responsabilidades Ap. A ‐ IV 98
7. Intercambio de Información Ap. A ‐ V 99
8. Determinación de NOELs y Cálculo de los Niveles de Limpieza Ap. A ‐ VII 101
9. Requisitos Mínimos para Empresas Maquiladoras Ap. A ‐ VIII 102
10. Requisitos Mínimos para los Clientes (Compañías Miembro de AEPC) Ap. A ‐ IX 103
11. Recomendaciones para Operaciones de Maquiladoras Ap. A ‐ IX 103
Ejemplo 1 de Cálculo del Nivel de Limpieza Ap. A ‐ X 104
Ejemplo 2 de Cálculo del Nivel de Limpieza Ap. A ‐ XI 105
95
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ II 1. Introducción La contaminación de productos con impurezas residuales es un asunto y área de preocupación potencial para cualquier síntesis química, formulación y/o instalación de empaques de uso múltiple. La contaminación puede producir efectos adversos en cultivos sensibles y tratados o en especies que no son objetivos y pueden activar aspectos reglamentarios. Los incidentes también pueden empañar la reputación e imagen de la industria como un todo. 2. Propósito
El propósito de estas Directrices es asegurar la calidad de los productos químicos agrícolas previniendo la contaminación durante la manufactura por las empresas maquiladoras. Esto se logrará por:
• El establecimiento de estándares mínimos para la Prevención de la Contaminación entre los clientes y empresas maquiladoras.
• El intercambio de información entre las empresas maquiladoras (= maquiladora) y sus clientes y la comunicación directa entre los clientes para permitir evaluaciones adecuadas de riesgo.
Estas Directrices están disponibles para toda compañía miembro y sus empresas maquiladoras actuales y potenciales. La implementación de estas Directrices es mutuamente beneficiosa para la maquiladora y sus clientes. La responsabilidad de la implementación de los programas de Prevención de la Contaminación recae sobre las compañías individuales y las empresas maquiladoras. 3. Alcance
• Provee los estándares mínimos con respecto a la Prevención de la Contaminación a ser escritos en los acuerdos/contractos de las empresas maquiladoras.
• El intercambio de información pertinente sobre la Prevención de la Contaminación entre las compañías miembro y entre las compañías miembro y sus maquiladoras.
• Pertenece a los aspectos de la Prevención de la Contaminación en la síntesis, formulación, empaque y re‐empaque de químicos agrícolas.
• Fija los estándares mínimos con respecto a la Prevención de la Contaminación para las empresas maquiladoras.
• Están excluidos del alcance de este documento:
o La Prevención de la Contaminación a nivel de fincas (por ejemplo, la limpieza de tanques).
o Problemas relacionados con la biotecnología y las semillas, por ejemplo la contaminación GMO / no‐GMO durante la producción de semillas.
o Las entregas y almacenamiento a granel del producto terminado a nivel de distribuidores y concesionarios. Se considera que las directrices para la implementación de las medidas de la Prevención de la Contaminación para manejar el producto terminado a granel son la responsabilidad de las compañías miembro individuales y de las Organizaciones de la Protección del Cultivo regionales.
96
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ III 4. Declaración de Política Las compañías miembro se comprometerán a lo siguiente:
• Éstas asegurarán que sus productos en el mercado no contienen impurezas residuales en la forma de ingredientes activos no definidos en la especificación del producto, a niveles que perjudiquen la seguridad y la eficacia, o que no cumplan con los requisitos reglamentarios. Los límites serán fijados por las compañías individuales para sus productos de acuerdo a una evaluación de riesgo apropiada.
• Éstas proveerán un Centro de Atención (Punto Focal) nombrado, capaz de hablar autoritariamente a nombre de la compañía sobre todos los aspectos de la Prevención de la Contaminación.
• Una compañía cuyos productos sean manufacturados por maquiladoras proveerá la información disponible a su mejor entender para permitirle al cliente subsiguiente de la maquiladora que lleve a cabo evaluaciones de riesgo apropiadas y fije los límites para las impurezas residuales.
5. Definiciones / Abreviaciones / Terminología
• A / F / H / I / N / RCP / R: Acaricida / Fungicida / Herbicida / Insecticida / Nematicida / Regulador de Crecimiento de Plantas / Rodenticida
• ARIL, ACL, RIL y Límite de Liberación: Estos términos son usados por las diferentes compañías miembro y forman la base para la comunicación del nivel de limpieza requerido. o ACL: Nivel Aceptable de Concentración o ARIL: Nivel Aceptable de Impureza Residual o RIL: Nivel de Impureza Residual
• Nivel de Limpieza: La concentración del(os) ingrediente(s) activo(s) anterior(es), o cualquier otra(s) substancia(s) ajena(s) por debajo de la cual no habrá efecto adverso alguno: biológico, toxicológico, o ecológico, o aspectos reglamentarios en el producto subsiguiente.
• Cliente: Una compañía que contrata la producción de un producto con una empresa maquiladora.
• Contaminación en un producto: Un componente, no definido en la especificación del producto, a niveles que perjudicarán la seguridad y la eficacia, o que no cumple con los requisitos reglamentarios.
• Manufactura: Síntesis, y/o formulación, y/o empaque (llenado, etiquetado etc.) y/o re‐empaque.
• NOEL: Nivel del Efecto No Observable: la proporción más alta en el ingrediente activo g/ha a la cual el ingrediente activo no tiene efectos observables en una especie dada y probada
• Cliente Precedente / Subsiguiente: Indica la secuencia en que los productos de estos clientes son manufacturados en el mismo equipo (aplica igualmente a la síntesis, formulación, empaque y re‐empaque).
97
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ IV
• Producto: Productos intermedios, ingredientes activos, concentrados técnicos (fabricación), pre‐mezclas de ingredientes activos, productos formulados terminados (a granel o en paquetes de venta final).
• Impureza Residual: Trazas [especialmente de ingrediente(s) activo(s)] del producto precedente, presentes en el producto subsiguiente fabricado en la misma unidad de producción.
• Maquiladora / Empresa Maquiladora: Una compañía que hace un producto para su cliente en una base contractual. El término "maquiladora" es sinónimo de fabricante bajo contrato.
6. Responsabilidades
El cliente subsiguiente es responsable:
• De definir el (los) nivel(es) de limpieza de los ingredientes activos de productos de clientes precedentes en su propio producto a ser fabricado en la maquiladora.
• De especificar si el nivel de limpieza debe lograrse en el producto subsiguiente o en el material de lavado/enjuague. En todos los casos, el producto acabado debe cumplir con el nivel de limpieza convenido.
• De establecer y estar de acuerdo con cualquier otro requisito, por ejemplo la segregación, rotulación y almacenaje.
• De emprender auditorías detalladas de la planta y otras actividades con la diligencia debida (incluyendo el proceso de limpieza y los resultados) y apoyar a la maquiladora cuando sea apropiado.
• De incluir éstos en un acuerdo con la maquiladora.
• De usar la información obtenida del cliente precedente exclusivamente para los propósitos de la Prevención de la Contaminación.
• De informar a la maquiladora de cualquier riesgo especial (por ejemplo, herbicidas muy activos) asociado con el producto que se trae hacia la planta de la maquiladora.
• De revisar, y de ser necesario, actualizar los contratos y/o acuerdos existentes con las maquiladoras para incluir las mejores prácticas según se ha delineado en este documento.
La maquiladora es responsable:
• De cumplir con los estándares mínimos de su cliente con respecto a la Prevención de la Contaminación, según se ha definido en el Capítulo 9.
• De informarle al cliente subsiguiente a quien contactar en el cliente precedente.
• De limpiar el equipo al nivel de limpieza convenido, y documentar y retener los récords de los niveles de limpieza logrados.
• De cumplir con cualquier otro requisito del cliente subsiguiente, por ejemplo la segregación, etiquetado, operaciones simultáneas, la información sobre otros productos manejados en el local, y el almacenaje.
98
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ V
El cliente precedente es responsable:
• De proveer al cliente subsiguiente, cuyo producto va a ser fabricado en el mismo equipo, cualquier información disponible según sea solicitada, de acuerdo con el Capítulo 7.
• De proporcionar cualquier información disponible a la maquiladora, según sea solicitada, de acuerdo con el Capítulo 7.
Limitación de Responsabilidad Sin reparar en las consecuencias de la información provista, es la sola responsabilidad del cliente subsiguiente determinar los niveles de limpieza para el(los) producto(s) en cuestión. El proceso de limpieza resultante y la demostración del resultado de limpieza logrado, es la responsabilidad de la maquiladora. Los clientes precedentes que proporcionan la información para permitir la evaluación del riesgo en ningún caso son responsables de cualquier problema causado por sus ingredientes activos en los productos del cliente subsiguiente; tal responsabilidad pertenece solamente al cliente subsiguiente. En los casos donde la legislación local sea más estricta que estas Directrices, la legislación tendrá prioridad.
7. Intercambio de Información
La maquiladora debe proporcionar la siguiente información al cliente subsiguiente: • Los nombres de los ingredientes activos del producto precedente en cualquier parte de la línea. Si está
restringido por acuerdos de confidencialidad, decir a quien se debe contactar en los clientes para esos productos. En caso de que la maquiladora tenga herbicidas muy activos en su portafolio, el cliente subsiguiente puede requerir información sobre cuando este producto estuvo en el equipo y cuales productos se produjeron entre el herbicida muy activo y el producto del cliente.
• La configuración de la unidad de producción en la cual se sintetizará, formulará y/o empacará el producto
subsiguiente. Establecer si esta configuración es idéntica a la usada para fabricar los dos productos precedentes.
• Información sobre la distribución física de la instalación que podría impactar la Prevención de la
Contaminación. • Información sobre operaciones paralelas con énfasis en el grado de segregación, el equipo común
(incluyendo el equipo auxiliar tal como herramientas, aspiradora, carretillas elevadoras) y personal. • Cualquier información relacionada a los cambios en la secuencia de producción pertinente a la Prevención
de la Contaminación. El cliente precedente debe suministrar al cliente subsiguiente la siguiente información, si éste la solicita, y si está disponible para los productos anteriores: • Confirmar los ingredientes activos presentes en su(s) producto(s). • Registrar los cultivos y espectros de plagas del producto precedente.
99
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ VI
• El método de aplicación, por ejemplo: post‐emergente, pre‐siembra incorporado, tratamiento de semillas. • NOELs: método de cálculo y determinación del NOEL (por ejemplo: la etapa de crecimiento del cultivo en el
momento del tratamiento, método de aplicación, volumen de la atomización) en los cultivos registrados del producto subsiguiente.
• En el caso de la falta de información del NOEL sobre el(los) cultivo(s) pertinente(s), información similar
sobre cultivos relacionados. • Las proporciones mínimas y máximas de la etiqueta. • La clasificación del producto según el Aviso 96‐8 de EPA sobre la Reglamentación de Plaguicidas, basado en
el peor escenario del caso, es decir, si el producto (independientemente de la formulación) es aplicado tanto como herbicida de dosis de aplicación baja como normal, entonces debe indicarse que éste es un herbicida de dosis de aplicación baja.
• Las muestras del producto para las pruebas para desarrollar los NOELs que falten. • En caso de productos pre‐comerciales, el acuerdo sobre el intercambio de información tendrá que ser
determinado individualmente, caso a caso. El cliente subsiguiente debe suministrar a los clientes precedentes la siguiente información, de serle solicitada: • Los cultivos registrados. • El método de aplicación, por ejemplo: post‐emergente, pre‐siembra incorporado, tratamiento de semillas. El cliente precedente debe suministrar a la maquiladora la siguiente información, si la misma es solicitada y está disponible para los productos anteriores: • Los estándares analíticos. • Los métodos analíticos para permitir la determinación de los niveles de limpieza requeridos por el cliente
subsiguiente. En caso de que sea posible proveer estos métodos, se requiere que la maquiladora verifique que estos métodos trabajen en su laboratorio.
• Los métodos de limpieza. En caso de que sea posible proveer estos métodos, se requiere que la
maquiladora verifique que estos métodos de limpieza sean eficaces en su planta, equipo y configuración.
100
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ VII Limitación de responsabilidad que pertenece a la información provista por el cliente precedente: Toda la información provista por un cliente precedente sobre las características biológicas, los métodos analíticos para determinar las cantidades de trazas, y la metodología de limpieza de sus ingredientes activos, deben ser razonablemente exactos, pero el cliente precedente no será responsable o de otra parte hecho responsable por la suficiencia de tal información o de los resultados de cualquier evaluación que use esta información. Se provee tal información sin garantía alguna u otra representación, expresa o implícita. Los métodos analíticos son específicos para el equipo y el laboratorio, mientras que los métodos de limpieza son específicos para la planta, la configuración y los equipos. Por consiguiente, estos métodos sólo serán considerados como guías. Se entiende que siempre que se intercambie información entre el cliente precedente, su empresa maquiladora y el cliente subsiguiente, esto se hace bajo condiciones confidenciales. Los socios individuales decidirán sobre la necesidad de un acuerdo separado de confidencialidad en una base de caso a caso. 8. Determinación de NOELs y Cálculo de los Niveles de Limpieza Consulte el Aviso 96‐8 de la EPA de EE.UU. sobre la Reglamentación de Plaguicidas (Vea el Apéndice B). Los productos vendidos en los EE.UU. se deben ajustar a los valores listados dentro de este aviso. Estos valores pueden servir como guía en otras áreas geográficas a discreción de la compañía. Si los datos biológicos dictan que el nivel de limpieza debe ser más bajo que el valor indicado en el Aviso de la EPA, los valores biológicos deben ser prioritarios. (Vea el ejemplo 1 / Apéndice A‐X). En los EE.UU., en los casos en donde los valores biológicos claramente exceden los valores del aviso de la EPA, el aviso de la EPA toma prioridad según mostrado en el ejemplo 2, Apéndice A ‐ XI. • Cálculo de niveles de limpieza:
6 x NOEL) / (SF x AR) Nivel de Limpieza en ppm = (10
Definiciones:
AR = Dosis de aplicación máxima del producto subsiguiente en gramos o mililitros de producto formulado / ha NOEL = Nivel del efecto no observable en gramos del ingrediente activo / ha SF = Factor de Seguridad
• El NOEL usado en el cálculo del nivel de limpieza está basado en los efectos biológicos del(os)
ingrediente(s) activo(s) del producto precedente en el cultivo más sensible en que el producto subsiguiente es registrado.
Al determinar los NOELs, se debe evaluar toda la información pertinente y cuando sea posible, se deben usar los datos existentes de pruebas de campo o pruebas de invernadero. Cuando las compañías intercambian la información pertinente sobre sus ingredientes activos, éstas tienen que proveer los detalles de cómo fue determinado el NOEL.
• Los Factores de Seguridad son la decisión individual de la compañía [subsiguiente]. Los factores de
seguridad típicamente varían de 2 a 10.
101

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ VIII 9. Requisitos Mínimos para las Empresas Maquiladoras Estos puntos serán incorporados en el acuerdo / contrato entre el cliente y la maquiladora. Los clientes individuales pueden agregar detalles y requisitos adicionales. • Las maquiladoras deben cooperar en una auditoría técnica completa para la Prevención de la
Contaminación. • Las maquiladoras deben seguir los requisitos definidos en el Capítulo 7: "Intercambio de Información." • Las maquiladoras deben poder rastrear los materiales y deben retener todos los récords pertinentes según
lo haya definido el cliente para posibilitar la rastreabilidad. • Para cumplir con los requisitos del cliente con respecto a los niveles de limpieza debe haber disponible una
capacidad analítica adecuada. Las instalaciones analíticas o son internas o están en una localización convenida y aprobada (laboratorio por contrato o en el laboratorio analítico del cliente). En caso de que esté involucrado un laboratorio por contrato, los datos analíticos deben ser retenidos en las instalaciones de la maquiladora.
• Los procedimientos escritos de cambio de producto, incluyendo los procedimientos de limpieza y una lista
de control, que debe seguirse según convenido con el cliente. • Adiestramiento en la Prevención de la Contaminación del personal existente y del personal recientemente
reclutado (antes de que se les permita participar en el proceso de manufactura), y los récords permanentes del adiestramiento.
• La segregación de las operaciones simultáneas basada en el resultado de la evaluación de riesgo del
cliente. • La rotulación permanente y completa de las instalaciones, de todo el equipo (incluyendo el equipo
auxiliar), de la materia prima, de los recipientes del producto ‘en‐proceso’ y ‘acabado’, de los recipientes del producto y de los recipientes de desechos, de acuerdo con los requisitos del cliente.
• Procedimientos bien definidos basados en el resultado de la evaluación de riesgo para el uso de equipo
compartido (mangas flexibles, bombas, herramientas, paletas etc.), por ejemplo: movimiento restringido, rotulación, rastreabilidad del historial de este equipo (productos anteriores y nivel de limpieza).
• Ningún cambio en la configuración del equipo de manufactura sin la notificación escrita al cliente
subsiguiente. • Ningún cambio en la secuencia de manufactura sin la notificación escrita al cliente subsiguiente. • Ningún reciclado de muestras, es decir, que las muestras no pueden regresarse al proceso, sin la
aprobación del cliente.
102
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ IX
• Ningún re‐trabajo (mezcla, reciclaje) sin la aprobación del cliente. El cliente puede insistir en un
procedimiento escrito para el re‐trabajo. • Una identificación clara del producto terminado mediante una rotulación mínima (número de
lote/paquete, nombre del producto) en la caja del producto empacado sin su etiqueta final (por ejemplo etiqueta del país / producto, etiqueta de transportación).
• Buenas prácticas de orden y limpieza de las instalaciones mantenidas de forma consistente. • Durante las operaciones, se prohíbe el re‐uso de recipientes (IBCs, ISOs, Maxi Sacos) previamente usados
para otros productos, a menos que el cliente lo especifique diferentemente. • Se debe cumplir con el periodo de retención y las condiciones de almacenamiento de las muestras
retenidas especificado por el cliente. • La maquiladora debe nombrar a una persona que sea responsable de la implementación de las Directrices
de la Prevención de la Contaminación en el local de la maquiladora. 10. Requisitos Mínimos para los Clientes (Compañías Miembro) • Las compañías miembro de AEPC, los clientes, nombrarán un portavoz (Focal Point) capaz de hablar con
autoridad en nombre de la compañía en todos los aspectos de la Prevención de la Contaminación. • Las compañías miembro de AEPC incorporarán estas Directrices en sus contratos con las empresas
maquiladoras. 11. Recomendaciones para Operaciones de Maquiladoras • Las compañías miembro de AEPC recomiendan que los herbicidas, especialmente los herbicidas muy‐
activos, se separen de los no‐herbicidas (A / F / I / N / R) en operaciones simultáneas. La cantidad de segregación requerida será determinada por cada compañía individual basada en los productos involucrados y en su propia evaluación de riesgo.
• Las compañías miembro de AEPC aconsejan en contra de los herbicidas en campaña, especialmente los
herbicidas muy‐activos, en secuencia en el mismo equipo con no‐herbicidas (A / F / I / N / R). • Las compañías miembro de AEPC recomiendan evaluaciones de riesgo adecuadas siempre que se hagan
campañas con herbicidas muy‐activos en secuencia o éstos se produzcan simultáneamente con herbicidas de proporción normal.
103
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ X Ejemplos de Cálculos de los Niveles de Limpieza: Ejemplo 1: El cambio de metosulam a haloxifop‐P‐metilo muestra que el nivel de limpieza que sea el resultado de las directrices de la EPA no garantiza automáticamente un margen de seguridad suficientemente alto para evitar un incidente de contaminación. Metosulam • Triazolopirimidina sulfonanilida muy activa.
• Registrado en cereales y maíz para el control de malezas latifolias.
• Dosis de aplicación registrada más alta es 25 g a.i. / ha. Haloxifop‐P‐metilo • Formulación contiene 108 g a.i. / litro de producto formulado.
• Registrado para el control post‐emergente de malezas gramíneas en una gama amplia de cultivos latifolios que incluyen muchos vegetales.
• Dosis máxima es 2.0 litro de producto formulado / ha. Nivel de limpieza derivado de las directrices de EPA: • Aplica Categoría 7: un herbicida de dosis de aplicación baja en un herbicida de dosis de aplicación baja. • Se permite un nivel de limpieza de 100 ppm. • A la dosis de aplicación más alta del siguiente herbicida haloxifop‐P‐metilo, este nivel de limpieza podría
resultar en una aplicación de 200 mg/ha de metosulam. Nivel de limpieza basado en datos de NOEL foliar: • El cultivo más sensible al metosulam en el que está registrado el haloxifop‐P‐metilo es la semilla del aceite
de colza (Canola™). • El NOEL foliar de metosulam en la semilla del aceite de colza es 0.002 g a.i. / ha (2.0 mg a.i. / ha) • El nivel de limpieza es (106 x 0.002) / (10 x 2,000) = 0.1 mg/litro (0.1 ppm ó 100 ppb) Conclusión:
El nivel de limpieza basado en la directriz de la EPA permitiría una proporción de aplicación de metosulam que estaría 100‐veces sobre el NOEL de metosulam en el cultivo más sensible ‐ claramente un margen de seguridad biológico insuficiente.
El nivel de limpieza basado en el NOEL foliar de metosulam no tiene este problema.
104
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A ‐ XI
Ejemplo 2:
El cambio de cihalofop‐butilo a haloxifop‐P‐metilo ilustra que el nivel de limpieza biológicamente defendible pudiera en algunos casos ser considerablemente más alto que el nivel permitido por la EPA. Esto será no pertinente en los EE.UU. donde debe implementarse el Aviso 96‐8 de EPA sobre la Reglamentación de Plaguicidas. Sin embargo, en otras áreas esto es de importancia y los fabricantes pueden por esta razón preferir usar niveles de limpieza basados en la biología ya que esto podría resultar en una reducción del periodo de tiempo de la limpieza y de la cantidad de desecho contaminado producido sin afectar el margen de seguridad significativamente. Cihalofop‐butilo • 200 g a.i. / litro
• Muy selectivo en los cultivos de hoja‐ancha.
• Registrado en arroz para el control post‐emergente de malezas gramíneas.
• La dosis de aplicación registrada más alta es 200 g a.i. / ha. Haloxifop‐P‐metilo • La formulación contiene 108 g a.i. / litro de producto formulado.
• Registrado para el control post‐emergente de malezas gramíneas en una gama amplia de cultivos latifolios que incluyen muchos vegetales.
• La dosis máxima es 2.0 litros de producto formulado / ha. Nivel de limpieza derivado de las directrices de la EPA:
• Aplica categoría 7: un herbicida de dosis de aplicación baja en un herbicida de dosis de aplicación baja.
• Se permite un nivel de limpieza de 100 ppm
• A la dosis de aplicación más alta del siguiente herbicida haloxifop‐P‐metilo, este nivel de limpieza podría resultar en una aplicación de 200 mg/ha de cihalofop‐butilo (0.2 g a.i. / ha).
Nivel de limpieza basado en datos de NOEL foliar:
• El cultivo más sensible al cihalofop‐butilo en el que está registrado el haloxifop‐P‐metilo es la soja
• El NOEL foliar de cihalofop‐butilo en la soja y en la semilla del aceite de colza es mayor de (>) 400 g a.i. / ha
• El nivel de limpieza es (106 x 400) / (10 x 2,000) = 20,000 mg/litro (20,000 ppm).
• Por razones reglamentarias, nunca debe permitirse un nivel de limpieza que exceda 1,000 ppm.
105

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice A – XII
Ejemplo 2 (Cont.):
Conclusión:
El nivel de limpieza basado en la directriz de la EPA para este cambio de producto podría hacer necesario que el nivel de cihalofop‐butilo en haloxifop‐P‐metilo esté 200‐veces por debajo del NOEL en el cultivo más sensible.
Tomando en cuenta el criterio reglamentador, el nivel de limpieza basado en el NOEL foliar es aún 10‐veces más alto que el nivel de limpieza basado en las directrices de la EPA.
106

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ I
Apéndice B ‐ Aviso 96‐8 sobre Reglamentación de Plaguicidas (PR)
EPA – Oficina de Programas de Plaguicidas
Aviso 96‐8 sobre Reglamentación de Plaguicidas (PR)
31 de octubre de 1996
1AVISO 96‐8 SOBRE REGLAMENTACIÓN DE PLAGUICIDAS (PR)
AVISO A LOS FABRICANTES, FORMULADORES, PRODUCTORES Y REGISTRANTES DE PRODUCTOS PLAGUICIDAS
ATENCIÓN: Personas Responsables del Registro de Productos Plaguicidas ASUNTO: Niveles Toxicológicamente Significativos de Ingredientes Activos de Plaguicidas
Este aviso establece la interpretación del término "toxicológicamente significativo" por parte de la Agencia de Protección Ambiental (EPA) según éste aplica a los contaminantes en productos plaguicidas que también son ingredientes activos de plaguicidas. Este aviso provee niveles de concentración de aquellos contaminantes que generalmente serán considerados toxicológicamente significativos, basado en su riesgo Estas concentraciones se definen según el tipo de plaguicida que está contaminado y la categoría de plaguicida del contaminante. Según provisto por la reglamentación, los registrantes deben informar a la EPA la contaminación que exceda los niveles toxicológicamente significativos. Este Aviso establece los procedimientos para informar tal contaminación.
Los siguientes escenarios de contaminación están excluidos de este aviso:
(1) los rodenticidas como un contaminante y/o como el producto contaminado; (2) los plaguicidas microbianos y bioquímicos que sean manufacturados en fermentadores y que sean
contaminados por ingredientes de plaguicidas microbianos activos; y (3) plaguicidas de plantas que estén contaminados con otros ingredientes activos de plaguicida de plantas.
A la EPA le gustaría clarificar que la posición anterior de la Agencia sobre los niveles toxicológicamente significativos de impurezas que también son Ingredientes Activos (AIs), aplicarían a plaguicidas que estén exentos de este aviso. En otros términos, cualquier nivel de un contaminante en estas tres categorías exentas sería considerado potencialmente toxicológicamente significativo y debe informarse a la EPA.
__________________________________________________________________________________________ 1 Relevo de Responsabilidad
La traducción del documento de la Agencia de Protección Ambiental (EPA por sus siglas en inglés), Aviso 96‐8 sobre Regulación de Pesticidas, con fecha del 31 de octubre de 1996, no ha sido verificada ni aprobada por la Oficina de Programas de Pesticidas de la Agencia de Protección Ambiental. Aquellas partes que aportaron en la elaboración del folleto consideran que la traducción es correcta y facilitan la misma de buena fe. No obstante, no se proporciona garantía alguna, expresa o implícita, por parte de los autores, el Grupo Dirigente de la Cadena de Suministro y Manufactura de la Asociación Europea de Protección de Cultivos, CropLife International, ni de sus compañías afiliadas. Aquellos que hagan uso de esta traducción, deben valerse de un criterio independiente al evaluar la información proporcionada, asumiendo el riesgo que implica la utilización de dicha información.
107

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ II
I. TRASFONDO
La EPA requiere que se informen y acepten todas las impurezas de importancia toxicológica como parte del registro del producto (40 CFR 158.167). La EPA también requiere que los registrantes propongan límites superiores certificados para las impurezas toxicológicamente significativas en ingredientes activos de grado técnico o productos producidos por un sistema integrado (40 CFR 158.175), y puede requerir límites certificados superiores para otras impurezas.
Cuando la EPA promulgó estas reglamentaciones no estableció criterios cuantitativos para determinar si una impureza es toxicológicamente significativa. Más bien, la EPA ha tomado la posición que cualquier nivel de un ingrediente activo que sea una impureza o contaminante en otro producto es potencialmente toxicológicamente significativo y debe informarse a la Agencia. El dejar de informar tal impureza es una violación de la sección FIFRA 12(a)(1)(C) (la composición del producto difiere del registrado con la Agencia).
La Agencia hizo claro cuando promulgó sus actuales reglamentaciones informativas que su interpretación del término toxicológicamente significativo podría estar sujeta a refinamiento posterior hasta el punto que nueva información sobre las impurezas estuviese disponible a la Agencia. Basado en el análisis llevado a cabo durante el desarrollo de este aviso, la Agencia ha determinado ahora que para ciertos plaguicidas (vea la sección IV más adelante) puede establecer criterios cuantitativos generalmente aplicables para determinar la importancia toxicológica de contaminantes que también son ingredientes activos. Es por esta razón, que hoy en día la EPA está refinando su interpretación del término "toxicológicamente significativo."
En la Sección IV de este aviso, la EPA está estableciendo niveles basados en riesgo a los cuales los ingredientes activos que son contaminantes generalmente serán considerados "toxicológicamente significativos." Para propósitos de este aviso, un contaminante se define como un ingrediente activo que no está listado con precisión en la declaración confidencial de fórmula del producto ni listado en la discusión de impurezas. Este aviso se dirige sólo a impurezas que también son ingredientes activos; la posición de EPA sobre otras impurezas no ha cambiado.
Adicionalmente, nada en este aviso cambia las condiciones delineadas en la Política de Cumplimiento de Ley de Plaguicidas a Granel (Política a Granel) datado el 11 de julio de 1977 y enmendado el 4 de marzo de 1991. La Política a Granel es una parte importante en la aplicación de los estándares de 40 CFR Parte 158 a los plaguicidas a granel en los establecimientos de re‐empaque/rellenado (a menudo concesionarios de venta al detalle). Específicamente, la posición de la EPA permanece igual en cuanto a que ambas partes (el registrante y el re‐empacador) sean responsables por la integridad del producto según establecido en la Política a Granel.
II. OBJETIVOS
La EPA ha determinado que esta interpretación sobre la contaminación cruzada debe: • Reconocer que la contaminación cruzada es una realidad, y que no toda la contaminación cruzada es
problemática;
• Establecer un estándar claro que pueda aplicarse fácilmente por la EPA/los Estados y la industria reglamentada del mismo modo;
• Asegurar que la contaminación cruzada permisible no represente efectos adversos irrazonables;
• Minimizar el papeleo para la EPA y los registrantes;
• Mantener la responsabilidad por el producto desde el registrante hasta el usuario final; y • No excluir las soluciones del mercado/privadas para corregir los problemas que surjan.
108

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ III III. ENFOQUE
La EPA ha decidido que con toda probabilidad un enfoque basado en riesgo cumpliría con estos objetivos. La EPA consideró los riesgos para varios extremos (endpoints), incluyendo salud humana, alimentos adulterados, contaminación de agua del subsuelo, y efectos ecológicos para determinar cuáles extremos serían más sensibles a la contaminación cruzada y que niveles de contaminación cruzada podrían tolerarse y permanecer generalmente protectores de la salud humana y del ambiente. Para cada extremo, se hizo un análisis para evaluar un escenario razonable del peor caso o una gama de escenarios potenciales para ver si se podía determinar una concentración de un contaminante global y generalmente protector. La EPA agrupó contaminantes y plaguicidas en diferentes categorías (vea la tabla en la sección IV) para producir un esquema de concentraciones toxicológicamente significativas.
Los siguientes extremos fueron considerados. En la mayoría de los casos, la fitotoxicidad a las plantas que son objetivo del tratamiento es el extremo más sensible y, por consiguiente, el factor limitante al determinar la importancia toxicológica.
Los efectos en la salud humana: Debido a que la contaminación cruzada causada por un AI específico es probablemente un evento intermitente, es más probable la exposición a corto plazo. Por consiguiente, la EPA se enfocó en los riesgos potenciales a individuos que estarían ocupándose de productos contaminados. Los análisis de estos riesgos a la salud humana muestran que los riesgos agudos para los humanos, a los niveles de contaminación cruzada permitidos por esta interpretación, son insignificantes. Aunque la contaminación intermitente es el escenario más probable para la contaminación cruzada, es posible que el mismo contaminante de AI estuviese presente en un producto particular de plaguicida por un período largo de tiempo. Los análisis de la EPA indican que es improbable que la exposición crónica a la contaminación cruzada presente un riesgo irrazonable a la salud humana.
La EPA también consideró la contaminación en plaguicidas aplicados al cuerpo humano (por ejemplo los repelentes a insectos) y concluyó que los riesgos de contaminación cruzada al nivel establecido en este aviso para estos plaguicidas son insignificantes.
Alimentos Adulterados: Teóricamente, un contaminante podría causar residuos en los alimentos o en el forraje para lo que no se ha establecido tolerancia alguna o que estén sobre una tolerancia establecida. En este caso estos alimentos o forraje estarían adulterados bajo la Ley Federal de Alimentos, Fármacos y Cosméticos. El análisis de la EPA indica que es muy improbable que esto suceda. Es más, debido a que la contaminación cruzada con un AI específico ocurre intermitentemente y a niveles bajos, la EPA cree que la exposición potencial a los residuos de contaminantes no comunicados bajo este aviso y el riesgo dietético de éstos sería insignificante.
Agua del subsuelo: La posibilidad de la contaminación del agua del subsuelo ha sido planteada como una preocupación potencial en localizaciones con suelos arenosos y acuíferos poco profundos. El Departamento de Agricultura y Servicios al Consumidor del Estado de la Florida (DACS) llevó a cabo un ejercicio de modelación preliminar del agua del subsuelo utilizando varios supuestos conservadores con respecto a la lixiviabilidad, vida media del plaguicida, y dosis de aplicación del producto. La EPA admite la conclusión de DACS del Estado de la Florida que, aunque la contaminación del agua del subsuelo es posible, ésta es de preocupación mínima porque es improbable que los AIs del plaguicida como contaminantes, a los niveles permitidos por este aviso, se muevan al agua del subsuelo en concentraciones que representen un riesgo significativo a la salud humana.
Efectos ecológicos / fitotoxicidad: Basado en una revisión preliminar de los efectos ecológicos potenciales de la contaminación cruzada (por ejemplo los riesgos a los pájaros, a los organismos acuáticos y a las plantas), la EPA entiende que la toxicidad de las plantas, o fitotoxicidad, es el extremo más sensible dado las concentraciones relativamente bajas de los contaminantes que están siendo considerados.
109
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ IV
La EPA entiende que el daño de la fitotoxicidad representa el potencial mayor para daño ecológico. Los análisis de fitotoxicidad de EPA se enfocan en la aplicación directa del producto contaminado a las plantas terrestres porque este escenario representa un nivel más alto de exposición que otras vías de exposición, tales como el escurrimiento y arrastre fuera del objetivo.
La EPA llevó a cabo varios análisis de riesgo basados en la fitotoxicidad como el extremo de preocupación para determinar los niveles apropiados toxicológicamente significativos. Estos análisis se presentan en un documento técnico de apoyo (Vea la sección VII más adelante de como obtener información adicional).
Racional para no incluir ciertos plaguicidas microbianos y bioquímicos y plaguicidas: Muchos plaguicidas microbianos y ciertos bioquímicos son manufacturados en fermentadores. Una fuente probable de contaminación de estos productos plaguicidas surge cuando un fermentador es usado también para la producción de un ingrediente activo de un plaguicida microbiano diferente. Los criterios cuantitativos no son apropiados para determinar si los ingredientes activos del plaguicida microbiano son contaminantes de “importancia toxicológica”. Esto es así porque los microorganismos pueden multiplicarse en el ambiente, y sobre todo en asociación con los huéspedes de las plagas que sean objetivos. El criterio de 20 ppm a 1000 ppm como los “niveles toxicológicamente significativos (Sección IV) cuando es aplicado a un ingrediente activo de un plaguicida microbiano podría permitir la presencia de miles a millones de microorganismos contaminantes por gramo o mililitro de producto plaguicida. No puede asumirse que tales niveles de contaminación son de toxicidad insignificante, sobre todo a los organismos que no son objetivo.
La EPA está en el proceso de desarrollar la política para la vigilancia reglamentaria de los plaguicidas para plantas, incluyendo la definición del alcance de la vigilancia. Por consiguiente, cualquier determinación de si el criterio cuantitativo para importancia toxicológica aplica a plaguicidas para plantas debe hacerse una vez la regla para plaguicidas para plantas haya sido finalizada. Donde los solicitantes / registrantes sometan voluntariamente plaguicidas para plantas para la reglamentación de EPA, la presentación de información según discutido en la Sección V de este Aviso permanecerá aplicable a menos que de otra parte sea cambiado por la reglamentación. IV. NIVELES DE CONTAMINACIÓN TOXICOLÓGICAMENTE SIGNIFICATIVOS
La siguiente tabla define los niveles de contaminantes que la EPA generalmente considera que son toxicológicamente significativos. Específicamente, la presencia de un contaminante en una concentración mayor que la concentración especificada en la tabla generalmente se considerará toxicológicamente significativo. Cada contaminante debe ser considerado individualmente.
Los niveles toxicológicamente significativos aplican a todos los productos registrados que se venden o se distribuyen, sin tomar en consideración si el recipiente no es re‐envasable (es decir, “producto envasado) o es re‐envasable (es decir, “producto a granel”.) Los niveles toxicológicamente significativos no aplican a productos que no se venden o se distribuyen, tal como las mezclas en tanque en el equipo de aplicación de un usuario final.
110

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B – V
Niveles Toxicológicamente Significativos de Contaminantes (1, 2)
Nivel Toxicológicamente Significativo
Tipo de Plaguicida que está contaminado
Categoría Tipo de Contaminante (3) (ppm) (4)
1,000 1 Insecticida (5), fungicida, molusquicida, o nematicida en…
Cualquier insecticida, fungicida, molusquicida, nematicida, herbicida, regulador de crecimiento de planta, defoliante, o secante
1,000 2 Herbicida, regulador de crecimiento de planta, defoliante, o secante en…
Cualquier plaguicida (6) donde el contaminante sea aceptado para uso en todos los locales para los que el producto está etiquetado
3 Cualquier plaguicida (6) que no sea un herbicida de dosis de aplicación baja (7) en…
Un plaguicida antimicrobial 1,000
4 Herbicida de dosis de aplicación normal (8), regulador de crecimiento de planta, defoliante, o secante en…
Cualquier herbicida, regulador de crecimiento de planta, defoliante, o secante
250
5 Cualquier plaguicida (6) en…
Un plaguicida (6) aplicado al cuerpo humano
100
6 Herbicida de dosis de aplicación normal, regulador de crecimiento de planta, defoliante, o secante en…
Cualquier insecticida, fungicida, molusquicida, o nematicida
100
7 Herbicida de dosis de aplicación baja en
Un herbicida de dosis de aplicación baja Nivel de cuantificación (9) ó 100 ppm, el que sea más alto
8 Herbicida de dosis de aplicación baja en
Un herbicida de dosis de aplicación normal, regulador de crecimiento de planta, defoliante, o secante
Nivel de cuantificación (9) ó 20 ppm, el que sea más alto
Nivel de cuantificación (9) ó 1 ppm, el que sea más alto
Un plaguicida (6) que no sea herbicida, regulador de crecimiento de planta, defoliante, o secante
9 Herbicida de dosis de aplicación baja en…
111

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ VI
Notas: (1) Para propósitos de este aviso, un contaminante se define como un AI que no está en la declaración
confidencial de fórmula del producto ni listado en la discusión de impurezas. (2) Los siguientes escenarios de contaminación están excluidos de este aviso:
a) rodenticidas como un contaminante y/o como el producto contaminado;
b) plaguicidas microbianos y bioquímicos que sean manufacturados en fermentadores y que estén contaminados por ingredientes activos de plaguicidas microbianos; y
c) plaguicidas para plantas que estén contaminados con otros ingredientes activos de plaguicidas para
plantas. A la EPA le gustaría clarificar, que la posición anterior de la Agencia sobre los niveles de impurezas toxicológicamente significativos que también son AIs, aplicarían a plaguicidas que estén exentos de este aviso. En otros términos, cualquier nivel de un contaminante en estos tres escenarios exentos sería considerado potencialmente toxicológicamente significativo y tendría que ser informado a la EPA.
(3) Esta columna presenta el nivel toxicológicamente significativo, es decir, la concentración a la que, o sobre
la cual, la EPA consideraría que el contaminante es toxicológicamente significativo. (4) La concentración es determinada en ppm basado en la proporción del peso del contaminante al peso del
producto formulado. (5) La definición de FIFRA de insecto incluye los ácaros y otros artrópodos que no son clasificados por la
nomenclatura científica como "insectos." Vea FIFRA sección 2(o). (6) Las frases "cualquier plaguicida" y "un plaguicida" no incluyen los plaguicidas que estén específicamente
exentos de este aviso según descritos anteriormente en la nota #2. (7) Para propósitos de este aviso, un herbicida de dosis de aplicación baja se define como un herbicida con una
proporción máxima de aplicación etiquetada de AI menor de o igual a 0.5 libras AI/acre. Esta definición tiene el propósito de incluir los productos con AIs que son inhibidores de aminoácidos o inhibidores de ALS, incluyendo a las sulfonilureas, imidazolinonas, y triazolopirimidinas, pero sin limitaciones a estas.
(8) Para propósitos de este aviso, un herbicida de dosis de aplicación normal se define como un herbicida con
un proporción máxima de aplicación etiquetada de AI mayor de 0.5 libras AI/acre. (9) Para propósitos de este aviso, el nivel de cuantificación es el nivel de cuantificación alcanzable por EPA o su
representante designado (la Agencia Líder Estadal) usando un método analítico conveniente para propósitos de cumplimiento de ley en el momento en que el análisis se lleva a cabo.
112
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ VII Para las categorías 7, 8 y 9, el nivel de cuantificación está incluido en la tabla porque en la actualidad la EPA no tiene métodos analíticos para detectar y cuantificar estos AIs en otros productos a concentraciones tan bajas como 100 ppm para la categoría 7 (o más baja para las categorías 8 y 9). La EPA no quiere establecer un estándar que no pueda hacer cumplir. Recíprocamente, la EPA no quiere poner un estándar que constantemente cambie con el tiempo según los métodos analíticos son continuamente refinados. Por consiguiente, el estándar de la categoría 7 es el nivel de cuantificación hasta el momento en que el límite de cuantificación baje de 100 ppm. El estándar sería entonces 100 ppm, que es el límite basado en la importancia toxicológica. Para propósitos de este aviso, el nivel de cuantificación es el nivel de cuantificación alcanzable por EPA o su representante designado (la Agencia Líder Estatal) usando un método analítico conveniente para propósitos de cumplimiento de ley en el momento en que el análisis se lleva a cabo. Al seleccionar los niveles en la tabla, la EPA intentó establecer un equilibrio razonable entre una protección mayor y consideraciones de costo/onerosidad. Si la experiencia futura indica que estos valores no son lo suficientemente protectores, la Agencia puede encontrar apropiado modificar estos niveles de importancia toxicológica. La EPA entiende que los valores en la tabla son generalmente protectores en la mayoría de las combinaciones de contaminante / producto. Sin embargo, ya que es impracticable considerar cada contaminante / permutación de producto potencial, podrían ocurrir efectos adversos cuando la contaminación está presente por debajo de las concentraciones en la tabla. La Agencia reconoce que estos estándares no impedirán que ocurran todos los posibles efectos adversos; éste no es un estándar de cero riesgos. Por ejemplo, la EPA es consciente de una situación donde un herbicida de dosis de aplicación normal contaminó un insecticida a niveles por debajo de 100 ppm (según establecido en la Categoría 6) y ocurrió daño a la planta. La Agencia continuará tratando con tales situaciones utilizando otras herramientas reglamentarias incluyendo la sección 6(a)(2) de FIFRA. Por consiguiente, este aviso no excusa a los solicitantes o registrantes del requisito de someter a la EPA información basada en hechos que considere efectos adversos irrazonables de un plaguicida bajo la sección 6(a)(2) de FIFRA y las reglamentaciones de la EPA en 40 CFR 152.50(f)(3). Si un solicitante o el registrante poseen información basada en hechos y no informada previamente a EPA, que indique que un contaminante en un producto puede representar un riesgo para la salud humana o el ambiente en concentraciones menores a las especificadas en la tabla anterior, esa información debe someterse a la EPA. El no someter tal información puntualmente es una violación de las secciones 12(a)(2)(B)(ii) y 12(a)(2)(N) de FIFRA. Además, la distribución o venta de cualquier producto que contenga un contaminante no reportado que exceda los niveles identificados en este aviso es una violación de la sección 12(a)(1)(C) (la composición difiere) de FIFRA.
113

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ VIII
V. QUÉ DEBEN HACER LOS REGISTRANTES A. NIVEL DE CONTAMINANTE IGUAL O MAYOR QUE EL NIVEL TOXICOLÓGICAMENTE SIGNIFICATIVO Si un solicitante o registrante sabe o tiene motivos para creer que un contaminante que la EPA consideraría toxicológicamente significativo (es decir un AI a una concentración igual o mayor que el nivel apropiado en la tabla) puede estar presente, entonces él/ella debe incluir una discusión amplia de la posible formación de la impureza y de las cantidades en que podría estar presente de acuerdo con 40 CFR 158.167(c). La EPA entonces haría una decisión reglamentaria sobre si aprobar el registro o enmienda para permitir la venta y distribución del producto bajo FIFRA. La venta o distribución de un plaguicida que sea igual o exceda el nivel toxicológicamente significativo antes de la aprobación de EPA de la enmienda del registro, sería una violación. Se requeriría la presentación de información sin importar donde podría esperarse que ocurra la contaminación en los procesos de producción y distribución. Según mencionado en el preámbulo a las reglamentaciones en 40 CFR 158.167, no se requieren formuladores que utilicen materiales registrados para buscar información sobre la identidad o nivel de las impurezas en los productos técnicos registrados que ellos compren. La Agencia comprende que tal información podría no haber sido dada a conocer al formulador. Para someter una discusión amplia de acuerdo con 40 CFR 158.167(c), un solicitante o registrante debe proveer a EPA (1) la identidad del contaminante y (2) la concentración a la que podría estar presente. La información debe enviarse a la EPA como sigue. Para sumisiones por el Servicio Postal de los Estados Unidos:
Document Processing Desk (PM Team #) Office of Pesticide Programs (7504C) U.S. Environmental Protection Agency 401 M Street, S.W. Washington, D.C. 20460‐0001
Para entregas por mensajero:
Document Processing Desk (PM Team #) Office of Pesticide Programs (7504C) U.S. Environmental Protection Agency Room 266A, Crystal Mall 2 1921 Jefferson Davis Highway Arlington, VA 22202‐4501
114
Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
Apéndice B ‐ IX
B. NIVEL DE CONTAMINANTE MENOR QUE EL NIVEL TOXICOLÓGICAMENTE SIGNIFICATIVO Si un solicitante o registrante sabe o tiene motivos para creer que un contaminante puede estar presente en una concentración que sea menor que el nivel toxicológicamente significativo, no se requiere que ella/él presente esta información a la EPA. Por favor fíjese que si un producto es distribuido o vendido con niveles de contaminación que sean iguales o excedan el nivel toxicológicamente significativo, el producto está en violación de FIFRA, independientemente del conocimiento que tenga el registrante. Sin embargo, podrían todavía ocurrir efectos adversos por debajo de las concentraciones "toxicológicamente significativas" establecidas en este aviso. Se recuerda a los registrantes que ellos son responsables de informar cualquier efecto adverso bajo la sección 6(a)(2) de FIFRA. Específicamente, si un solicitante o registrante posee información basada en hechos no informada previamente a EPA que indique que un contaminante en un producto puede representar riesgos a la salud humana o al ambiente, en concentraciones por debajo de aquellas especificadas en la tabla anterior, esa información debe someterse a la EPA. El no someter tal información puntualmente es una violación a las secciones 12(a)(2)(B)(ii) y 12(a)(2)(N) de FIFRA. Este aviso no tiene la intención de relevar a los registrantes de la responsabilidad que pueda existir bajo las leyes Estatales que sean el resultado de daños causados por los contaminantes. Según indicado anteriormente, este aviso tiene la finalidad de informar a los registrantes sobre la interpretación del término "toxicológicamente significativo" que la Agencia piensa aplicar al poner en práctica las disposiciones de la 40 CFR Parte 158. No tiene la finalidad, ni se puede contar con éste, para establecer cualquier derecho ejecutable por cualquiera de las partes en litigación con los Estados Unidos. Los oficiales de la EPA pueden actuar en desacuerdo con la guía cuando las circunstancias indiquen que un contaminante es de importancia toxicológica en niveles diferentes de aquéllos establecidos en este aviso. La EPA tomará cualquier acción reglamentaria que sea necesaria para asegurar que los niveles de contaminación en un producto no causen efectos adversos irrazonables a la salud humana o al ambiente. VI. FECHA DE EFECTIVIDAD Este aviso entra en vigor inmediatamente. VII. INFORMACIÓN ADICIONAL Los comentarios públicos recibidos sobre la interpretación propuesta, el resumen de comentarios y documento de respuestas, y el documento de soporte técnico para este aviso están disponibles en el registro (docket) público bajo el número de documento "OPP‐00424." El registro público está localizado en: Public Docket and Freedom of Information Section, Field Operations Division, Office of Pesticide Programs, U.S. Environmental Protection Agency (7506C), Room 1132, Crystal, Mall #2, 1921 Jefferson Davis Highway, Arlington, Virginia, 22202. Todos los derechos reservados. Ninguna parte de este libro puede reproducirse, almacenarse en una base de datos o sistema de recuperación de datos, ni puede publicarse, de ningún modo ni en forma alguna, electrónicamente, mecánicamente, mediante impresión, impresión fotográfica, microfilm o cualquier otro medio, sin el permiso previo por escrito del publicador.
115

Puesta en Práctica de la Prevención de la Contaminación: traducción en español de la ed. 2.1 (2010)
© Derechos de Autor AEPC 2008, Bruselas, Bélgica,
ECPA Avenida E. Van Nieuwenhuyse 6 Tel: + 32 2 663 15 50 E-mail: [email protected] Bruselas, Bélgica
Fax: + 32 2 663 15 60 Internet: http://www.ecpa.euCropLife International Avenida Louise 143 Tel: + 32 2 542 04 10 E-mail: [email protected] B-1050 Bruselas, Bélgica Fax: + 32 2 542 04 19 Internet: http://www.croplife.org
116
Recommended

















