Plantas Industriales Guía N° 2
1
DISTRIBUCIÓN EN PLANTA Y PUESTOS DE TRABAJO Es el conjunto de técnicas de análisis y diseño para la ordenación de los espacios físicos de los elementos del sistema físico denominado planta industrial y donde se encuentran comprendidos: PERSONAL MAQUINARIA, EQUIPOS,
INSTALACIONES DE SERVICIO INDUSTRIAL MATERIALES INFRAESTRUCTURA (EDIFICIOS, GALPONES, CONSTRUCCIONES) De manera de optimizar: - Sus movimientos (personal - maquinaria - materiales)
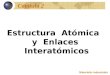
- Las condiciones de espera y almacenamiento Utilizando criterios que permitan obtener una instalación para que los procesos se lleven a cabo en las mejores condiciones de trabajo con mínima manipulación, al más bajo costo, seguras, fáciles de mantener y cuidar, con el menor impacto ambiental e integrado a la comunidad donde se localice. Esto implica tanto actividades de recopilación de información proveniente de las diferentes áreas de la Ingeniería Industrial como son producción, calidad, higiene y seguridad industrial, mantenimiento, evaluación de proyectos, ingeniería de métodos, para el diseño, investigación, logística, la planificación e integración de todos los elementos y procedimientos de un producto para obtener la interrelación más eficiente, económica entre el hombre, el equipo, y el material desde la recepción, pasando por todas las etapas de producción hasta el envío del producto terminado. Esta interrelación está representada (fig 1) por lo que se denomina el triángulo de diseño compuesto de: - El diseño de la planta, que es motivo del presente texto y que involucra todos los espacios físicos que van a requerir para la producción, actividades de servicio, administrativas y cualquier otra que sea requerida por disposiciones comunitarias , contractuales, medioambientales y legales así como las instalaciones y equipos que van a ser utilizados por la empresa. - El diseño del producto, donde se toman todos los aspectos relacionados con la tecnología para su diseño y elaboración de prototipos, características y especificaciones técnicas y de calidad de los materiales y del producto, el ciclo de vida del producto, su demanda, variedad de productos y cantidad, servicios post venta para el producto, condiciones de manejo y almacenamiento, tipo de envase entre otras. - El diseño del proceso. Esto involucra las etapas de selección y diseño de la secuencia de operaciones utilizando técnicas y tecnología tradicionales como postindustrial (CIM, robótica industrial, telemática, paquetes de simulación y diseño de procesos, redes locales y extensas) además de la producción limpia, biotecnología, reingeniería, mejoramiento continuo, TQM entre otros. También se involucra con la selección de la maquinaria y equipo para las operaciones relacionadas directamente sin la producción así como de las operaciones de apoyo: mantenimiento, control de calidad, manejo de materiales, almacenamiento, protección integral, planificación, servicios industriales relacionados con los fluidos y otras operaciones necesarias para la planta y empresa, control ambiental y disposición de desperdicios, atención médica, comedores, jardines, guarderías, estacionamientos, patios de carga y descarga, zonas de seguridad y vigilancia entre otras. Selección de la forma de controlar la producción, hacer la adaptable a los cambios del mercado y ciclo de vida del producto, capacidad de planta, combinación de las operaciones dadas las diferentes concepciones de logística y organización de la

Plantas Industriales Guía N° 2
2
producción (por producto, por proceso, mixta, manufactura flexible, sistemas expertos, células de fabricación y cualquier otro híbrido) - El diseño de la empresa. Esto involucra el tipo de organización, el estilo de cómo se van a gestionar la producción y los servicios con la aplicación de la calidad total, la Reingeniería, TQM, así como de cualquiera de las formas más evolucionadas de administración y control de las operaciones, cuáles son las actividades que estarán bajo techo o si son de tipo centralizada (todo bajo el mismo techo). La distribución de su jerarquía y estructura de la organización. El tipo de tecnología de comunicación que va a tener para su atención al entorno donde se desarrollará. Las políticas en cuanto a la comunidad, sus empleados, la calidad de vida y del medio ambiente, su concepción arquitectónica y urbanística. Fig. 1.- Relación de los elementos de diseño de una empresa industrial Las líneas con doble flecha indican la interrelación entre todos los elementos, ya que comparten información para su diseño y se retroalimentan continuamente para reforzar y mejorar.
DISEÑO DEL
PRODUCTO
DISEÑO DE
LA
PLANTA
DISEÑO DEL
PROCESO
DISEÑO DE
LA
EMPRESA

Plantas Industriales Guía N° 2
3
NECESIDAD DE MEJORAS EN UNA DISTRIBUCIÓN Una vez realizados los análisis correspondientes en el caso de una redistribución por ejemplo, con el diagrama causa-efecto, pueden representarse las deficiencias en una distribución. Entre las causas-efectos más frecuentes se pueden citar: 1.-Por la ineficiencia de la distribución actual detectada por: -congestión de materiales en diversos departamentos -grandes cantidades de materiales sobre el suelo de la planta sin controlar -incumplimiento de los plazos de producción en los departamentos -pérdidas frecuentes de los materiales -pasillos estrechos, congestionados y peligrosos -alta proporción de accidentes 2.-Por cambios introducidos en los productos -cambios de diseño -adición de nuevos productos -suspensión de la fabricación antigua 3.-Por cambios de volumen -ampliación, reducción o cambios de departamentos -creación de nuevos departamentos Otros ejemplos son -Proyecto de una planta completamente nueva -Expansión o traslado a una planta nueva -Reordenación de una distribución ya existente -Ajustes menores en una distribución ya existente -Ampliación de un departamento -Reducción de un departamento -Elaboración de un nuevo producto que involucra una nueva línea de producción -Traslado de un departamento -Inclusión de un nuevo departamento -Reemplazo de un equipo obsoleto -Cambio de los métodos de producción -Reducción de costos debido a cualquiera de los casos antes considerados TIPOS DE REDISTRIBUCIÓN En la práctica es poco frecuente trabajar diseñando completamente una planta nueva para realizar una distribución. Sin embargo, es más frecuente la realización de redistribuciones en distintas áreas o departamentos de planta. Este tipo de posibilidades puede clas8ificarse como siguen: 1.-Periódicas Las fabricas que cambian de modelo de producto cada cierto tiempo. Ejemplo: la industria automobilística. Este tipo de distribución implica que los diseños de las áreas deben ser muy flexibles para poder hacerse las modificaciones de manera rápida y menos costosa. Por otro lado, está relacionado con la compatibilidad de los procesos productivos. Esto quiere decir que la maquinaria, equipo, edificio, servicios están diseñados para poder adaptarse a cambios parciales incluyendo lógicamente, la tecnología utilizada para la producción.

Plantas Industriales Guía N° 2
4
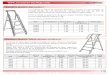
Cuando no hay posibilidad de hacer compatible los procesos con los requerimientos de la planta, la distribución debe realizarse en otro lugar que puede estar o no ubicado en espacios próximos a los procesos ya existentes. En casos extremos se decide diversificarse, o mejor dicho, hacer una planta nueva si la magnitud de la inversión lo amerita. En casos más simples la decisión puede ser de mandarla a fabricar a otra empresa. 2.-Contínuas. Se planifica la distribución para largos lapsos de tiempo. Son empresas: muy poco diversificadas; todos los productos sufren los mismos procesos o combinaciones compatibles con la capacidad existente.; productos con largos ciclos de vida y tecnología de ciclo muy largo de cambio; productos de ciclo de vida corto con procesos productivos de tecnología de punta de elevada adaptabilidad. 3.-Accidentales Se modifica la distribución conforme se van presentando los problemas y dándole soluciones parciales; cuando ocurren situaciones fuera de lo previsto en cuanto a logística, demanda, explosiones sociales o catástrofes de origen natural. Este es el tipo de redistribución menos deseable pues las soluciones parciales si no están apropiadamente diseñadas, generan cruces, demoras, espacios poco flexibles y adaptables entre sus efectos más notables. En el caso de problemas en la organización, planificación del crecimiento, logística y diversificación de la producción, es muy frecuente observar esta situación CLASIFICACIÓN DE LOS ELEMENTOS DE UNA DISTRIBUCIÓN Junto con los criterios de distribución y manejo de materiales, se deben conocer los elementos tangibles e intangibles que hacen posible que un diseño sea apropiado al proceso productivo. Se tomaron en cuenta los siguientes elementos (Muther). 1,. Materiales y Productos 2.- Personal 3.- Movimiento en planta 4.- Maquinaria y equipo para las actividades de la planta 5.- Edificios y construcciones civiles 6.- Servicios industriales y de soporte 7.- Espacios para esperas
Distribución
apropiada de
la planta
Movimiento Maquinaria Personal Materiales
Edificios Esperas Servicios Diseño

Plantas Industriales Guía N° 2
5
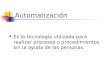
Disposición de la maquinaria Para el anclaje, orientación y lugar de ubicación se requiere estudiar: Dimensiones de una máquina, materia prima, área total requerida, productos, área de trabajo, herramientas, contornos, posicionadores, tiempos estándard, operarios, tiempos de preparación, tapas y puertas, áreas de mantenimiento, plataformas de movimiento. Las formaciones más comunes son:
a.- Línea recta simple: b.- Línea recta compuesta: c.- Línea quebrada
d.- Línea en zig-zag e.- Diagonal

Plantas Industriales Guía N° 2
6
f.-Irregular
g.-Circular
h.- Distribución de la maquinaria de acuerdo al tipo de proceso: - por proceso - por producto - fija - células de fabricación - fábrica flexible - mixta . líneas de producción

Plantas Industriales Guía N° 2
7
MAQUINARIA Y
EQUIPO
EXIGENCIA DE LA
MAQUINARIA Y
EQUIPO
UTILIZACIÓN DE LA
MAQUINARIA
COSTOS
CARACTERÍSTICAS
DE LA MAQUINARIA
Y EQUIPO
PROCESOS O MÉTODOS DE
PRODUCCIÓN
FACILIDAD DE
SUPERVISIÓN Y CONTROL
DIMENSIONES
INSTALACIÓN
MANTENIEMIENTO
DIMENSIONES
SECUENCIA
CALIDAD DEL MEDIO
AMBIENTE
OTROS
MANTENIMIENTO
COMPATIBILIDAD
CON EL
PROCESO
EQUIPOS
DERELEVO
SECUENCIA
POR
PRODUCTO
CANTIDAD
REQUERIDA
CAPACIDAD
POR
PROCESO
LÍNEAS DE
PRODUCCIÓN
CELULAS,
FABRICACIÓNFLEXIBLE
SEGURIDAD, ERGONOMÍAYCALIDAD DEL TRABJO
TIPO
EFICIENCIA EN LA DISTRIBUCIÓN
DE PLANTA
ESPERAS MATERIALESMANO DE OBRADISEÑOEDIFICIOS
MOVIMIENTO
SERVICIOS
TECNOLOGÍA
EMPLEADA
TECNOLOGÍA
DE GRUPOS
SISTEMAS
EXPERTOS,ROBÍTICAINDUSTRIAL
TECNOLOGÍA TRADICIONAL
INDUSTRIAL
DISPONIBILIDAD
NÚMERO
ESPACIO
REQUERIDOPARA SU
OPERATIVIDAD Y
MANTENIMIENTO
PESO
DISPONIBILIDAD
INSTALACIONES
ESPECIALES
,LABORATORIOS
CONTÍNUA,INTERMITENTE
, POR
LOTES
ENSAMBLE
PROGRESIVONO
PROGRESIVOEFICIENCIA
TIPOS DE DISTRIBUCIÓN DE PLANTA- TIPOS DE DISPOSICIÓN DE PROCESOS. Los elementos básicos de producción junto con el proceso logístico y de control de la producción, se combinan de tal manera que generan diferentes maneras de disponer y diseñar la planta industrial. El material durante la operación en planta puede sufrir los siguientes cambios : 1.- Cambios de forma como los procesos de elaboración o fabricación. 2.- Cambios de características químicas como el tratamiento. 3.- Adición de otros componentes a una pieza o material como es el montaje . Estos cambios pueden ser también organizados por el tipo de proceso específico de esa industria. En otras palabras; a.- Industrias monolineales La materia prima es una sola y el producto obtenido es uno sólo. Ejemplo típico es la industria procesadora de la harina de trigo.

Plantas Industriales Guía N° 2
8
Material A Producto A b.- Industrias sintéticas o convergentes. Se requieren de varios insumos para la fabricación pero ellos no se integran desde un principio. Pueden tener operaciones o procesos a través de circuitos o líneas . Estos circuitos se van integrando produciendo en algunos casos otros procesos con prouctos intermedios hasta llegar al producto terminado. Se utilizará como ejemplo las embotelladoras de refrescos. Circuito líquido Preparación Circuito de botellas Envío de gaveras Circuito de cajas c.- Analíticas o divergentes. Son industrias que utiliza un sólo tipo de materia prima. Está sufre procesos de refinación que generan productos en cada etapa de la refinación. Como ejemplo típico se tiene la industria petrolera. Producto B Producto A Preparación de la Producto C materia prima Producto D d.- Convergentes-Divergentes Está conformada su producción por una amplia variedad de materiales los cuales sufren los distintos procesos. Se allí que se generen productos intermedios que combinados produzcan diferentes tipos de productos.

Plantas Industriales Guía N° 2
9
Casi todas las empresas de producción diversificada trabajan con esquemas similares. Pero en la medida que se amplíe ka gama de productos se pueden presentar combinaciones que abarcan híbridos más complejos de los modelos antes descritos. Materia Prima A Producto final X Materia Prima B Producto intermedio i Materia Prima C Producto final Y Producto intermedio j Materia Prima D ......... Producto final Z Materia Prima n-ésima Según Schonbrger en el capítulo 6 Centros de Responsabilidad de su libro de --------------------------------------- Establece que las plantas industriales tienen sus procesos organizados de la siguiente manera: - En racimos

Plantas Industriales Guía N° 2
10
subtipos de organización de planta
1.- En racimos, desordemada
- Racimos de estaciones de trabajo genéricas
-Ningún intento de organización por flujo de
productos-Ninguna trayectoria o flujo fácilmente
identificable u organización de la trayectoria
2.-En racimos, línea de flujo
-Racimos de estaciones de trabajo genéricas
-Organización del flujo por producto
3.-Células
- En estaciones de trabajo distintas
agrupadas en una unidad espacial -productiva
para elaborar familias de productos- Una sóla estación de trabajo de cada tipo de
familia salvo donde se quieran más para
equilibrar la producción.
-La organización es célula a célula y por flujo
de productos.
4.- Estación de ensamble unitario
Módulo/producto totalmente fabricado en una
sóla máquina ,para el desplazamiento delproducto se reuiere de la estación de línea de
transferencia
5.-Línea de flujo dedicada
-Distintas estaciones de trabajo agrupadas enuna línea de flujo
-Una sola estación de trabajo de cada tipo
salvo donde se requieran de más para
balancear
-Organización por flujo de un sólo producto ode una misma combinación de productos.
6.-Combinada
Combinación de cualquiera de las anteriores
para un producto o para un grupo de
productos

Plantas Industriales Guía N° 2
11
DISTRIBUCIÓN POR POSICIÓN FIJA. Existen tres variantes de esta disposición Elaboración o Tratamiento Máq A Materia prima Maq B O Ensamble Piezas o o
Componente principal al que se le añaden piezas DISTRIBUCION POR PROCESO Es una disposición de maquinarias y procesos tradicional Cada maquinaria y/u otro equipo igual o similar para realizar una de las operaciones de fabricación, son arreglados por áreas, las cuales no necesariamente siguen la ruta de producción. Cada parte viaja de un área (DEPARTAMENTO ) a otra de la planta hasta que se complete el ciclo de las operaciones requerido.

Plantas Industriales Guía N° 2
12
Esté método se aplica cuando el producto no está o no puede ser estandarizado o cuando la cantidad de partes similares de productos en proceso es baja. ( producción por lotes o batch). DISTRIBUCIÓN POR PRODUCTO Es una disposición de maquinarias y procesos tradicional. Cada maquinaria y/u otro equipo para la fabricación son arreglados en tal forma que siguen la ruta de producción y estas máquinas en esa secuencia son utilizados para sólo un determinado grupo de productos que tienen ese conjunto de operaciones. Cada parte, conjunto de partes, producto semi-elaborado viajan de una máquina a otra sucesivamente hasta que se complete el ciclo de operaciones requerido para la línea de producto específica. Este método se aplica cuando el producto es susceptible de estar estandarizarse o ya lo esté y se haga en grandes cantidades. (producción en masa o a gran escala). DISTRIBUCIÓN MIXTA TRADICIONAL Es la combinación de ambas formas de arreglo de procesos productivos. Existen ejemplos de esta disposición procesos productivos como son los del área metalmecánica que presentan operaciones de elaboración, transformación, desensamble y ensamble de productos. El diseño definitivo dependerá del tipo de producción que quiera la empresa . Esto por lo tanto trae como consecuencia que semejante disposición podrá gozar de las ventajas y desventajas de ambas disposiciones . El grado de eficiencia dependerá de la logística aplicada y de los medios utilizados para lograr tal fin. EJEMPLO DE DISTRIBUCIONES DE PLANTA POR PRODUCTI, PROCESO Y MIXTA UTILIZANDO LA MATRIZ DE MULTIPRODUCTOS Y DIFERENTES TIPOS DE EDIFICIO. UTILICE DIFERENTES PATRONES DE DISPOSICION DE MAQUINARIA Y SIMPLIFIQUE EL CROQUIS ADUMIENDO ESPACIOS IGUAL OCUPADOS POR LA MAQUINARIA. TAMBIEN SE UTILIZA EL DIAGRAMA DE CAPACIDAD DE PRODUCCION PARA ESTABLECER LA CANTIDAD DE MAUINARIA REQUERIDA PARA LA DISTRIBUCION.

Plantas Industriales Guía N° 2
13
2
3
5
6
2
1
4
5
3
1
4
6
1
2
3
4
5
6
PRODUCTO A PRODUCTO B PRODUCTO C
7
OP1
OP6
OP5
OP4
OP3
OP2
MATRIZ DE MULTIPRODUCTOS
OP
1
OP 2
OP
3
OP 4
OP
5
OP 6
E
S
E
S
E
S
E
S
E
S
E
S

Plantas Industriales Guía N° 2
14

Plantas Industriales Guía N° 2
15
OP
1
OP 2
OP
3
OP 4
OP
5
E
S
E
S
E
S
E
S
E
S
ESPECIO MINIMO REQUERIDO
OP 6
E
S
ESPECIO MINIMO REQUERIDO
ESPECIO MINIMO REQUERIDO
ESPECIO MINIMO REQUERIDO
ESPECIO MINIMO REQUERIDO
ESPECIO MINIMO REQUERIDO

Plantas Industriales Guía N° 2
16
ENTRADA
SALIDA
EN
TR
AD
A
SA
LID
A
SALIDA DE
EMERGENCIA
SALIDA DE
EMERGENCIA
SALIDA DE
EMERGENCIA
SALIDA DE
EMERGENCIA
ENTRADA SALIDA
SALIDA DE
EMERGENCIA
EDIFICIO TIPO 1
EDIFICIO TIPO 2
EDIFICIO TIPO 3

Plantas Industriales Guía N° 2
17
OP
2
OP
5
OP
5
OP
6
OP
6
OP
2
OP 4
OP
3
OP
3
OP
1
OP
1PR B
PR C
PR ADISTRIBUCI'ON POR PROCESO
CIRCULACI'ON DE LOS PRODUCTOS
PARA LA PROPUESTA DADA

Plantas Industriales Guía N° 2
18
OP
1
OP
2
OP
3
OP
4
OP
5
OP
6
2 MAQUINAS
DISTRIBUCI'ON POR DEPARTAMENTO
2 MAQUINAS
2 MAQUINAS
2 MAQUINAS
2 MAQUINAS
1 MAQUINA
PRODUCTO B LIDER
PRODUCTO A SEGUNDO
PRODUCTO C
1 h 2 h 3 h 8 h7 h6 h5 h4 h
TOTAL 11 MAQUINASSE ASUME QUE LA PRODUCCI[ON
SE ORGANIZA POR UNI DADES
HORAS O LOTES POR HORA
EN TO NC ES C AD A RE CU AD RO
REPRESENTA LA PRODUCCI[ON
REQUERIDA PARA CUMPLIR CON
L A P L A N I F I C A C I O N Y L A
C AP AC I D AD D E P L AN TA. E L
PRODUCTO LIDEER REQUIERE DE
7 HORAS PARA PRODUCIRSE

Plantas Industriales Guía N° 2
19
7 MAQUINAS
DISTRIBUCI'ON POR PRODUCTO O POR LINEA
PRODUCTO B LIDER
PRODUCTO A SEGUNDO
PRODUCTO C
1 h 2 h 3 h 8 h7 h6 h5 h4 h
TOTAL 19 MAQUINAS
OP1
OP3
OP6
OP5
OP4
OP2
OP2
OP1
OP2 OP6
OP5
OP4
OP2
OP3
OP4
OP5
OP6
OP2
OP1
6 MAQUINAS
6 MAQUINAS
LI
NE
A
PR
B
LI
NE
A
PR
A
LI
NE
A
PR
C

Plantas Industriales Guía N° 2
20
OP3
E
S
OP
6 ES
OP5E
S
OP
2
E
S
OP1E
S
OP4
E
S
OP
2
E
S
OP
2
ES
OP4
E
S
OP
2
ES
OP1E
SO
P 6 ES
OP5E
S
OP1E
S
OP
2
E
S
OP3
E
S
OP4
E
SO
P 6 ES
OP5E
S
DISTRIBUCI'ON POR LINEA

Plantas Industriales Guía N° 2
21
OP3
E
S
OP
6 ES
OP5E
S
OP
2
E
S
OP1E
S
OP4
E
S
OP
2
E
S
OP
2
ES
OP4
E
S
OP
2
E
S
OP1E
S
OP
6 ES
OP5E
S
OP1E
S
OP
2
E
S
OP3
E
S
OP4
E
S
OP
6 ES
OP5E
S

Plantas Industriales Guía N° 2
22
OP3
E
S
OP
2
E
S
OP1E
S
OP4
E
S
OP
2E
S
OP4
E
S
OP
2
E
S
OP1E
S
OP
6 ES
OP5E
S
OP1E
S
OP
2
E
S
OP3
E
S
OP4
E
S
OP
6 ES
OP5E
S
OP
2
E
S

Plantas Industriales Guía N° 2
23
OP3
E
S
OP1E
S
OP4
E
S
OP
2
E
S
OP4
E
S
OP
2
E
S
OP1E
S
OP
6 ES
OP5E
S
OP
2
E
SOP3
E
S
OP4
E
S
OP
6 ES
OP5E
S
OP
2E
S
OP1E
S

Plantas Industriales Guía N° 2
24
OP
1
OP
2
OP
5
OP
6
2 MAQUINAS
DISTRIBUCI'ON POR PROCESO O
DEPARTAMENTO
2 MAQUINAS
2 MAQUINAS
2 MAQUINAS
1 h 2 h 3 h 8 h7 h6 h5 h4 h
LI
N
B
LI
N
C
LI
N
C
3 MAQUINAS
3 MAQUINAS
2 MAQUINAS

Plantas Industriales Guía N° 2
25
Diagrama de operaciones Producto 1

Plantas Industriales Guía N° 2
26

Plantas Industriales Guía N° 2
27

Plantas Industriales Guía N° 2
28

Plantas Industriales Guía N° 2
29

Plantas Industriales Guía N° 2
30

Plantas Industriales Guía N° 2
31
DIAGRAMA DE OPERACIONES DE UN PRODUCTO PARA OBTENER UNA DISTRIBUCIÓN
DE PLANTA
11
16
15
14
13
12
6
5
4
2
1
3
7
9
8
10
17
4
1
2
3
5
MATERIAL AMATERIAL BMATERIAL C
ASERRARASERRAR
TORNEARTORNEAR
CORTAR
PULIR
DOBLAR
TORNEAR
FRESAR
HORADAR
AFINAR
TALADRAR
TORNEAR
TALADRAR
SOLDAR
MOLDEAR
COMPONENTE 1
COMPONENTE 2
MONTAJE
INSPECCIÓN
1
INSPECCIÓN
2
INSPECCIÓN
3
INSPECCIÓN
4
INSPECCIÓN
5
ALMACÉN

Plantas Industriales Guía N° 2
32
AL
MA
CÉ
N
BAÑOS
OFICINAS
OFICINAS
90
0m
m
22
19
mm
20
50m
m2
05
0m
m
900mm
22
22m
m
900mm
AREA PARA PRODUCCIÓN
CROQUIS DEL ESPACIO DONDE SE COLOCA LA NUEVA DISTRIBUCIÓN
POR PRODUCTO
AL
MA
CÉ
N
BAÑOS
OFICINAS
OFICINAS
A
B
C
1
4
11
2
12
3
13
5 6
14 15
71
2
8
910
164
3174
PASILLO
PASILLO
PASILLO
PA
SIL
LO
PA
SIL
LO
PASILLO
PA
SIL
LO

Plantas Industriales Guía N° 2
33
AL
MA
CÉ
N
BAÑOS
OFICINAS
OFICINAS
A
B
C
ASERRADO Y
CORTETORNEADO FRESADO SOLDADURA
PULIR Y
DOBLARMOLDEARAFILARMONTAJENSPECCÓN
1
4
11
2
12
8
15 10
13
3
7
14
6
5
91617
1
3
5
4
2
CROQUIS DEL ESPACIO DONDE SE COLOCA LA NUEVA DISTRIBUCIÓN
POR PROCESO

Plantas Industriales Guía N° 2
34
Oficina BBBB (Área 1)1
Oficina AAAAA (Área 2)2
nºNOMBRE DEL ÁREA, AMBIENTE, ESPACIO,
OPERACIÓN
Oficina ZZZZ (Área 3)3
Oficina CCCC (Área 4)4
3
2
1
4
1
2
3
2
1
RELACIÓN DEL ÀREA 1 CON 2
(BIUNÍVOCA)
Relación del área 1 con el
área 4
Relación del área 2 con el
área 3
NOMBRE DEL ÁREA, AMBIENTE, ESPACIO,
OPERACIÓNnº
Oficina BBBB (Área 1)1
Oficina AAAAA (Área 2)2
Oficina ZZZZ (Área 3)3
Oficina CCCC (Área 4)4
3
2
1
4
1
2
3
Relación del área i con el
área j
NOMBRE DEL ÁREA, AMBIENTE, ESPACIO,
OPERACIÓNnº

Plantas Industriales Guía N° 2
35
9
8-9
8
7
6
5
4
3
2
1
7-8
4-8
3-8
6-8
5-86-7
5-7
1-2
4-7
3-7
2-7
1-7
1-6
2-6
3-6
4-6
5-6
1-5
2-5
3-5
4-5
1-4
2-4
3-4
1-3
2-3
4-9
5-9
6-9
1-8
2-8
7-9
3-9
2-9
1-9

Plantas Industriales Guía N° 2
36
DEPARTAMENTO ING. INDUSTRIAL1
BAÑOS ESTUDIANTES2
X
BIBLIOTECA3
ESTACIONAMIENTOS4
X
1
X
X
1
CANCHAS DEPORTIVAS5
0
X
2
X
AULAS6
SALAS DE REUNIÓN7
CANTINA (EL CHINO)8
X
2
2
0
0
X
X
0
0
2
X
X
0
0
X
X
X
X
0
0
X
PROVEEDURÍA ESTUDIANTIL9
0
X
0
0
1
SALA DE COMPUTACIÓN10
0
0
0
X
1
0
0
0
1
DEPARTAMENTO ING. INDUSTRIAL1
X INCOMPATIBLE
0 INDIFERENTE
1
IMPORTANTE2
PRÓXIMA

Plantas Industriales Guía N° 2
37
SISTEMAS DE FABRICACIÓN FLEXIBLES FF Y CÉLULAS DE FABRICACIÓN
entrada salida
CELULAS DE FABRICACIÓN
FMS (SISTEMAS FLEXIBLES DE MANUFACTURA)
Máquinas Trolley
Operario

Plantas Industriales Guía N° 2
38
SISTEMAS DE PRODUCCION INTEGRADOS POR COMPUTADOR~CIM) SISTEMAS FLEXIBLE5 DE PRODUCCION (FMS) En la actualidad puede decirse que !os diversos FMS existentes han sido concebidos y diseñados para realizar tareas de fabricación bastante concretas localizadas sobre objetivos que, en gran medida, dependen de la configuración geométrica, tamaño y volumen de producción de las piezas a mecanizar; o del concepto seguido en el proceso de producción. Esta circunstancia ha dado lugar a la aparición de una gran variedad de sistemas, lo que representa un grave impedimento para establecer una clasificación clara y sistemática de los mismos. Sin embargo, desde un punto de vista inmediato, como es el de la disposición de sus maquinas-herramienta o estaciones de mecanizado y del sistema de transporte que enlaza las mismas, puede establecerse la clasificación siguiente: sistemas de configuración radial, sistemas de configuración en linea y sistemas de configuración en bucle, tal como puede verse en la figura Tipo radial Tipo línea Con bucle
M1 M2
M4
M5 M1 M6
EST
Carg
a
M5
M1 M3
M4 M3 M2
M3
M8 M6
EST. Carg
a
M7
M2
M4
R

Plantas Industriales Guía N° 2
39
Sistema de flujo de materiales Sistema de producción Flujo de materiales Flujo de información FMS con subsistemas y flujo de materiales e información DISEÑO DE PUESTOS DE TRABAJO La estación de trabajo total está integrada por un operador, máquina ; entrada de información, energía y servicios industriales; entrada y salida de materiales y/o subproductos y entrada y salida de información ; almacenamientos temporales de entrada y salida de materiales y/o subproductos además de un posible amortiguador si se requiere .
INFORMACIONES
Pedidos, medios de producción,
distribución del trabajo,material
SISTEMA DE INFORMACIÓN
SISTEMA DE ENERGÍA
Energía
Sistemas
de
almacenes
Sistemas de
transporte
Sistemas de
manejo de
materiales
Sistemas de
mecanizado
y montaje
Piezas
Herramientas Mareriales
auxiliares

Plantas Industriales Guía N° 2
40
DISTRIBUCIÓN POR LÍNEAS DE PRODUCCIÓN. TIPOS DE LINEAS DE PRODUCCION 1.- Línea de operación solamente. Ejemplo: maquinado, mesa seleccionadora. 2.- Línea de ensamble. 3.-Línea de desensamble. Ejemplo: carnicería 4.-Líneas de recolección de pedidos. Ejemplo: almacén.
ALTERNATIVAS PARA DISTRIBUCIONES DE MÁQUINAS (fig) En fabricación, la primera decisión es el grado de especialización del trabajo y de la máquina. Componente: Por proceso Máquina controlada por computadora Célula Línea de producción. Ensamble: Estación de trabajo no progresiva Línea de producción Oficina: Estación de trabajo individual Estación de trabajo individual + cierta especialización
Estación de trabajo
C
Memoria Local
Almacenamient
o de entrada
Almacenamient
o de salida
EnergíaServicios
Industriales
Información
Material
De la
Operació
n
A
Información
Subproducto
De la
Operació
n
C

Plantas Industriales Guía N° 2
41
TIPOS DE LINEAS DE ENSAMBLE (fig) a.- Continua de un sólo producto b.- Secuencial de muchos productos en partidas (lotes) Ejemplo: A día lunes, B día martes. C días miércoles y jueves. c.- Simultánea de muchos productos. Ejemplo: de A se hacen 4 unidades a partir de las 8. a m. Luego 2 de B a partir de las 8:30 am, Desde las 9 se hace una de C. .DISEÑO DE AMORTIGUADORES La estación de trabajo total está integrada por un operador, la máquina, entrada de información y energía, salida de información y energía, entrada de material y salida de material, almacén de productos de entrada y almacén de productos de salida (amortiguadores adicionales si se requieren). Existen dos técnicas para diseñar amortiguadores: 1.- Desacoplamiento por cambio de flujo de productos. 2.- Desacoplamiento por desplazamiento de los operadores. a.- desacoplamiento por cambio de flujo del producto.(fig) a.1.- amortiguadores en o entre estaciones. a.2.- amortiguadores debido al diseño del portador. a.3.- amortiguadores fuera de línea.
Desacoplamientopor cambio de flujo
del producto.
Amortiguador en o
entre estaciones.
Este es creadomediante una barrera
física

Plantas Industriales Guía N° 2
42
Desacoplamiento por cambio deflujo del producto. Amortiguador
en o entre estaciones. Este es
creado mediante una mesa giratoria
dándole mayor capacidad. Si es
insuficiente, se debe detener el flujoagua arriba del material
El tamaño de las unidades que se pueden terner un amortiguador dependerá de la varianza de las unidades. Si se excede(inundación) se debe detener el flujo. Si nunca ocurre un fenómeno así , el tamaño fue bien calculado. La capacidad del amortiguador se puede aumentar por: 1.-aumento en el tiempo que el operador puede manejar el artículo. 2.- aumento del espacio dentro del alcance del operador. El amortiguador se diseña para propósitos de balancear una línea cuando se producen interrupciones y perturbaciones.

Plantas Industriales Guía N° 2
43
Desacoplamiento por cambio de flujo
del profucto. Amortiguadores en o entreestaciones
Utilizando amortiguadores en varios niveles
o en U para que el operador llegue fácil.
Se recomienfa baja velocidad del medio de
transporte y poco espaciamiento entre losproductos

Plantas Industriales Guía N° 2
44
Desacoplamiento
por cambio de flujo
del producto.Amortiguador en o
entre estaciones. se
utiliza para balancear
líneas en el caso de
interrupciones delanterior puesto de
trabajo. El
amortiguador tiene
suficientes productos
para no parar el flujodel siguiente puesto
de trabajo
Desacoplamiento por cambio de flujo del profucto. Amortiguadores en o entre estaciones
Las estaciones de trabajo paralelas pueden servir de amortiguadores para bajar el ritmo del
proceso

Plantas Industriales Guía N° 2
45
Portadores
Puestos de trabajo con transportador de cadena
Desacoplamiento por cambio de flujo del producto.
Amortiguadores debido al diseño del portador
a.2.- Amortiguadores debido al diseño del portador (carros, charolas, paletas, mesas de selección = (fig). Cuando el portador se saca de la línea, su efecto puede ser al de un amortiguador. Se pueden utilizar transportadores de trayectoria omnidireccional, por ejemplo, en intersecciones. Estas ayudaran a los transportadores de rodillos o de gravedad que son los amortiguadores. Para la evacuación del puesto de trabajo se utilizan rodillos activados. a.3.- Amortiguadores fuera de línea.(fig) Los amortiguadores pueden incluir procesamiento y almacenamiento. Se utilizan para ayudar cuando ocurren problemas de interrupciones mayores en la línea. Se pueden utilizar para aprovechar el tiempo ocioso de un trabajador mediante la realización de otras tareas. fig. las técnicas de derivación son las que se muestran en las dos figuras Se aprovecha el tiempo disponible de una unidad en una estación de trabajo. Pero hay artículos que no necesitan detenerse en cada estación, entonces se necesitan desviar los artículos de las estaciones no deseadas.

Plantas Industriales Guía N° 2
46
Las estaciones de derivación innecesarias permiten reducir el tiempo de trabajo en proceso. B.- Desacoplamiento por desplazamiento de operadores. Tipos: b.1.- Operador de servicio general b.2.- Ayuda al vecino b.3.- N de operadores atendiendo n estaciones. b.4.- N operadores atendiendo más de n estaciones . b.1.- Operador de servicio general Se desplazan hacia cualquier estación de trabajo para solucionar problemas momentáneos de la línea. Pueden ser capataces, supervisores o líder de grupo. b.2.- Ayuda al vecino.(fig) La responsabilidad es compartida entre las estaciones o el trabajo es compartido entre tres operadores. La máxima responsabilidad del puesto de trabajo la tiene el operador central. b.3.- N de operadores atendiendo n estaciones Es el diseño de flotación total. Los operadores se asignan en conjunto a una línea y se desplazan a una u otra estación dependiendo de la necesidad. No se requiere balancear estaciones. Sólo se les indica al grupo el tiempo total por unidad. b.4.- N operadores atendiendo más de n estaciones Versión línea de estación gemela. Las estaciones para un operador pueden ser idénticas ((1a y 1b) o distintas (2 y 3)). la máquina pude funcionar automáticamente mientras el operador carga/descarga la otra estación o viceversa. Versión concentración de recursos (fig) Versión más lugares que personas. Se trata de mantener ocupado al operador y no preocuparse por el aprovechamiento de la máquina. Nótese que si se elimina el transportador, se transforma en una línea de fabricación. Las líneas de producción son un concepto: el manejo de materiales y distribución de planta obedecen a muchos patrones. Las líneas deben diseñarse para ayudar al estimular el desempeño en el puesto de trabajo (fig).

Plantas Industriales Guía N° 2
47
Desacoplamientopor cambio de flujodel producto
Amortiguadores fuera de linea. Pueden
utilizarse simultáneamente para
almacenamiento temporal y operaciones.

Plantas Industriales Guía N° 2
48
Desacoplamiento porcambio de f lujo del
producto .Amortiguadores
f u e r a d e l í n e a . (
s e m i c í r c u l o d e l
t r a n s p o r ta d o r ) E s tamodalidad se utiliza para
almacenamiento temporal
o a yu da a l bal ance de
línea
Superficiede
transporte
a bolas
Rodillos
activados
Rodillos por
gravedad
Desacoplamiento por cambio del flujo del producto. Amortiguadoresdebido al diseño del portador. Combinación de transportadores de trayectoria
fija por gravedad(rodillos locos), de trayectorias multiples(superficies de
transporte), motorizados

Plantas Industriales Guía N° 2
49
Desacoplamiento
por desplazamiento
de operadores
Operador de servicio
ge n era l. Es por logeneral el supervisor
de l a l ín e a q ue e n
cua lquie r mo me nto
pu e de sust i tu ir u n
operador que requieraretirarse de la línea
Desacoplamiento
por desplazamiento
de operadores
Ayud a a l ve cin o. El
operador mas diestroc o m p a r t e l a
responsab il i dad de l
puesto de trabajo y
ayu da a los menos
cap aces a mantene rel ritmo requerido
Desacoplamiento por
desplazamiento deoperadores
N operadores atienden
N e s t a c i o n e s d e
tra bajo.Es la ro tac ión
total de los operadoresa lo la rgo de la l ínea
d e s p l a z á n d o s e a
cualquier puesto que lo
necesi te. N o re qu iere
de balancear la línea

Plantas Industriales Guía N° 2
50
Desacoplamiento por desplazamiento de operadores. . N operadores entre mas de N
operaciones de trabajo. Un operador en un mismo puesto de trabajo atiende
simultáneamente dos máquinas iguales (izquierda) o dos máquinas diferentes (derecha).
Desacoplamiento por desplazamiento de operadores. . N operadores entre mas deN operaciones de trabajo. Los puestos se aprovisionan por el sistema Kanban.

Plantas Industriales Guía N° 2
51
Desacoplamiento porcambio de f lujo del
producto .Amortiguadores
f u e r a d e l í n e a . (
s e m i c í r c u l o d e l
t r a n s p o r ta d o r ) Es tamodalidad se utiliza para
almacenamiento temporal
o a yu da a l bal ance d e
línea

Plantas Industriales Guía N° 2
52
LAS LÍNEAS DE PRODUCCIÓN Y LA ERGONOMÍA EN LOS PUESTOS DE TRABAJO
Diseño de puesto de trabajo con el peor estímulo
Desacoplamiento
por desplamiento
del operador
Más estaciones de
trabajo queoperadores

Plantas Industriales Guía N° 2
53
Diseño de puestos de trabajo de bajo estímulo
Diseño de los puestos de trabajo con un buen estímulo

Plantas Industriales Guía N° 2
54
NIVEL SOBRE EL
TECHONIVEL
TECHO
NIVEL DE VIAJE DEL
PRODUCTO
NIVEL DE
PRODUCCIÓN
NIVEL DE
SEGURIDAD
NIVEL DE SERVICIOS
AÉREOS
NIVELDE
PISO
NIVEL SOTANO
NIVELES DE ACTIVIDAD DE UNA PLANTA
INDUSTRIAL

Plantas Industriales Guía N° 2
55
entrada salidaOpA
OpD
OpC
OpB
OpE
OpF
OpJ
OpH
OpI
OpG
Op A Op B Op DOp C Op GOp FOp E Op H
Op I
Op J
entrada
salida
entrada
salidaOP A
OP B
OP C
OP D OP E OP F OP G
OP J
OP H
OP I

Plantas Industriales Guía N° 2
56
ENTRADA
SALIDA
OP A OP B OP C OP D
OP EOP FOP G
OP H
OP I
OP J
OP K
ENTRADA SALIDAOP A
OP B
OP C
OP D
OP E
OP F
OP G
OP H
OP I
OP J
OP K
ENTRADA
SALIDA
OP A
OP B
OP C
OP D
OP E
OP F
OP G

Plantas Industriales Guía N° 2
57
PATRONES DE CIRCULACIÓN
1
1
65422
1
6
54
32
3
6 5 4
32
21
6
51
42
5
43
6
LÍNEA RECTA
ZIG-ZAG EN U
CIRCULAR IRREGULAR

Plantas Industriales Guía N° 2
58
MOVIMIENTO
CALIDAD DE LA
MANIPULACIÓN
ESPACIO PARA LOS
DESPLAZAMIENTOS
TIPOS DE
MANIPULACIÓN
PATRONES DE
CIRCULACIÓN E
ITINERARIOS
COSTOS
CARACTERÍS
TICAS DEL
EQUIPO
COSTOS DE CONSTRUCCIÓN
E INSTALACIÓN
FACILIDAD DE
SUPERVISIÓN Y CONTROL
DISPOSITIVOS
PASILLOS
ZONAS DEMANIOBRA
COMBINACIÓN DEDESPLAZAMIENTOS
MANIPULACIONESNECESARIAS
MANUAL
BAJOS COSTOS
MACÁNICA COMBINADA
AUTOMÁTICA
MANTENIMIENTO
COMPATIBILIDAD CON ELPROCESO
EQUIPOS DERELEVO
SECUENCIA
USO DE LAGRAVEDAD
CANTIDADREQUERIDA
CAPACIDAD
ECONOMÍA DELRECORRIDO
CONTINUIDADSISTEMA DE
TRANSPORTE
SEGURIDAD, ERGONOMÍAYCALIDAD DEL TRABJO
INFRAESTRUCTURADISPONIBLE
TIPO
EFICIENCIA EN LA DISTRIBUCIÓN DE
PLANTA
ESPERAS MATERIALESMANO DE OBRADISEÑOEDIFICIOS
MAQUINARIA YEQUIPO
SERVICIOS

Plantas Industriales Guía N° 2
59
Expansión por una sola cara del
edificio
Expansión por dos de las caras
del edificio
Expansión por tres de las caras
del edificio
Expansión por todas las caras
del edificio

Plantas Industriales Guía N° 2
60
DPTOB
DPTOA
DPTOB
DPTOC
DPTO
E
DPTOG
DPTOF
DPTO
A
DPTO
B
PRODUCCIÓN
DPTOC
DPTO
A
DPTO
B
PASILLO DESERVICIOS
PRODUCCIÓN
DPTOC
DPTOA
DPTOB
PRODUCCIÓN
DPTOC
DPTO A
DPTOC
DPTO D
DPTOF
DPTOE
Expansiónespecular
DPTO
A
DPTO
B
PRODUCCIÓN
DPTOC
Expansióncentralizada
DPTOA
DPTOB
PRODUCCIÓN
DPTOC
Expansióndescentralizada
PASILLO DESERVICIOS
DPTOA DPTO
B
PRODUCCI
ÓN
DPTOC
Expansión en espina depescado

Plantas Industriales Guía N° 2
61
CLASIFICACIÓN DE LOS MATERIALES MANEJADOS EN UNA INDUSTRIA 1.- GASES: comprimidos, licuados, disueltos a.- Alta presión; ( 2 ) b.- Baja presión ( < 25 lbs/pulg2 ) 2,. LÍQUIDOS a.- Inestables: volátiles, tienden a evaporarse fácilmente espumosos, efervescente fumantes, que humean al ser expuestos al aire soluciones sobresaturadas, tienden a precipitar fundidos, usualmente sólidos a temperaturas normales gases lícuados, líquidos químicamente inestables, experimentan cambios químicos en su composición. b.- Estables: Agua y soluciones acuosas, productos líquidos derivados del petróleo, compuestos químicos líquidos, pinturas, adhesivos, plásticos líquidos, productos alimenticios líquidos y bebidas, desperdicios líquidos 3.- SEMILÍQUIDOS Emulsiones, barros, desperdicios cloacales, lodos, fangos, pulpas, pastas, gel. 4.- SÓLIDOS a.- A granel: material bruto de minas, materiales brutos terrosos (arena, gransón, arcillas), materiales ya beneficiados y clasificados, sustancias químicas secas a granel (sosa caústica, sales, cenizas), productos agrícolas a granel (cereales, harina, azúcar). b.- Trabajados: artículos y piezas manufacturadas, mercancías y géneros de duración completamente manufacturados, bienes de consumo, productos animales, vegetales, forestales, metálicos. c.- Seres vivientes: personas, animales cuadrúpedos, aves, reptiles, peces y animales marinos, insectos plantas, microorganismos. 5.- MATERIALES NO INCLUÍDOS EN ESTAS CLASIFICACIONES Radiactivos, explosivos, materiales bélicos, plasma, gel entre otros. MATERIALES PARA ENVASES , EMBALADO Y ABSORBENTES a.- Materiales para envases Cartón, tela, plásticos, vidrio, metal, madera, celofán, papel, anime b.- Materiales de embalado y materiales absorbentes:

Plantas Industriales Guía N° 2
62
Algodón y capoc, materiales en viruta, anime, goma espuma, polvo de sílice, lana de madera (fibras sueltas y almohadillas), piezas de madera para acuñamiento, papel ondulado, caucho, fibra de vidrio, películas para embalaje. CLASIFICACIÓN DE LOS ENVASES UTILIZADOS EN LA INDUSTRIA Los envases son: - usados en manufactura - usados como embalajes en el transporte del producto Los tipos son: a.- Envases de presión: bombonas o cilindros de alta presión, botellas y cartuchos para gases comprimidos, tanques (de baja presión: fijos, portátiles, sobre vehículos automotores) b.- Envases herméticos: tambores metálicos, barriles, toneles, cubas, botellas, frascos, ampollas, latas selladas, envases sellados para embarques. c.- Envases para contener (desarmables): barriles y cuñetes; desarmables ( no metálicos); cajas y cajones: metal, madera, fibra, papel; huacales; cajas de cartón corrugado; sacos, paquetes, pacas, haces, rollos; latas con tapas removibles. d.- Envases sin tapa( de boca abierta): cajas cuadradas, envases redondos, cestas rectangulares, bandejas, cajones, silos, tolvas. e.- Soportes de enrollar: carretas, bobinas, enrolladas para tela, ejes, núcleos, tubos, tambores, lanzaderas, conos. f.- Plataformas de soporte: paletas, plataformas deslizantes, mesas, bandejas, separadores, bastidores, patines, carretillas. g.- Amarres, fijadores: abrazaderas (alambre, banda metálica, flejes, banda adhesiva, mecate); cinchas (cadena, guaya, alambre con tirantes); barandas para camiones, ataduras de seguridad, pernos, tornillos, clavos, perro; películas de plástico. Listado de propiedades de un material objeto de movimiento y almacenamiento en planta Los grandes grupos de propiedades y características que definen un material son: A.- Propiedades + Químicas: acidez, alcalinidad, acción corrosiva, solubilidad, carácter explosivo, venenoso, olor, sensibilidad a la luz, duración. + Físicas: dureza, densidad, peso específico, compresibilidad, elasticidad, ductilidad, fragilidad, volatilidad, porosidad, permeabilidad. + Mecánicas: abrasivo, resbaloso, viscosidad, resistencia, rugosidad, fluidez, presión, humedad relativa o absoluta. + Eléctricas: conductividad, resistencia, magnetismo, capacidad eléctrica, radiactividad, electroestática. + Térmicas: conductividad, coeficiente de dilatación, calor específico, punto de ebullición, punto de fusión.

Plantas Industriales Guía N° 2
63
B.- Tamaño y forma Uniformidad del tamaño de las partículas, simplicidad de la forma, complejidad en el proceso de manipulación. C.- Dimensiones y peso D.- Vida útil E.- Cantidad Unidad de carga, total de unidades, numero de unidades por unidad de tiempo. f.- Otras: Afinidad, uso.
MATERIAL
MATERIALES, COMPONENTES Y OPERACIONES
PRODUCTOS Y
MATERIALES
CARACTERÍSTICAS FISICO -
QUÍMICAS, MECÁNICAS,
TÉRMICAS, OTRAS
ESPECIFICACIONES
Y DISEÑO DEL
PRODUCTO
CONDICIONES PARA SU MANEJO Y ALMACENAMIENTO
FACILIDAD DE
SUPERVISIÓN Y CONTROL
DISEÑO
DIVERSIFICACIÓN
DEMANDA
PRODUCCIÓN
PROPIEDADES
CARACTER´SITICAS
CUIDADOS Y
PRECAUCIONES
CANTIDAD
CALIDAD
COMPATIBILIDAD CON EL
PROCESO
PROTOTIPOS
SECUENCIA
CANTIDAD
REQUERIDA
CAPACIDAD
CONTINUIDAD
SEGURIDAD, ERGONOMÍAY
CALIDAD DEL TRABJO
TECNOLOGÍA
DISPONIBLE
IDONEIDAD DE LOS MATERIALES
UTILIZADOS
EFICIENCIA EN LA DISTRIBUCIÓN DE
PLANTA
ESPERAS MOVIMIENTOMANO DE OBRADISEÑOEDIFICIOS
MAQUINARIA YEQUIPO
SERVICIOS
AUTOMÁTICA
CICLO DE VIDA
VARIACIONES EN LA
PRODUCCIÓN
COMPLEMENTARIOS,
SUTITUTIVOSVARIEDAD
TIEMPO DE ESTADÍA
EN PLANTA
PERSONAL

Plantas Industriales Guía N° 2
64
MANO DE
OBRA
OTRAS
CONSIDERACIONES
UTLIZACIÓN DEL
PERSONAL
CONDICIONES
DE TRABAJO
CIRCULACIÓN E
ITINERARIOS
OTROS
ENERGÍA
HUMANA
COSTOS DE CONSTRUCCIÓN
E INSTALACIÓN DE
SERVICIOS ESPECIALES
PARA EL PERSONAL
FACILIDAD DE
SUPERVISIÓN Y CONTROL
ORGANIZACIÓN
EMPLEOEFECTIVO
ECONOMÍA DEMOVIMIENTO
COMBINACIÓN DE
DESPLAZAMIENTOS
GUARDERÍAS
DE LA EMPRESA
COMEDORES
AJENOS
CONTAMINACIÓNDEL MEDIO
LABORAL
ILUMINACIÓN
LIMITACIONES YPRIVILEGIOS
TIPOS DE OBREROS
CANTIDAD
MÉTODOS DEPAGO
CLIMAORGANIZACIONAL
NÚMERO DETURNOS
SINDICATOREGLAMENTOS
PRODUCCIÓNMOTIVACIÓN Y
TRATO
SEGURIDAD, ERGONOMÍAY
CALIDAD DEL TRABJO
OPERACIONES HORAS-HOMBRE EQUILIBRADAS
HORAS DE TRABAJO
EFICIENCIA EN LA DISTRIBUCIÓN DE
PLANTA
ESPERAS MATERIALESMOVIMIENTODISEÑOEDIFICIOS
MAQUINARIA Y
EQUIPO
SERVICIOS
RIESGOS
DISEÑO DELPUESTO DE
TRABAJO
COSTOS

Plantas Industriales Guía N° 2
65
SERVICIOS Lista comprobación de servicios para uso del personal: Estacionamiento de vehículos Lavabos y retretes Vestíbulo Duchas Salas de desinfección y descontaminación áreas para fumadores Salas de descanso y espera Relojes marcadores y tableros de ficha de asistencia Tableros de avisos Equipos y/o enfermerías de primeros auxilios, equipo médico local para tratamiento y examen médico
.
SERVICIOS
FLUJO DE
INFORMACIÓN DE LA
PRODUCCIÓN
ESPACIO PARA LAS
INSTALACIONES
PROCEDIMIENTOS
DE MANTENIMIENTO
TIPO DE
INSTALACIONES
CONTROL DE CA LIDAD
(ISO 9000)
CARACTERÍSTICAS
DEL EQUIPO
COSTOS DE CONSTRUCCIÓN
E INSTALACIÓN
FACILIDAD DE
SUPERVISIÓN Y CONTROL
PASILLOS
ZONAS DEAISLAMIENTO,
SEGURIDAD
COMPATIBILIDAD CON LAINFRAESTRUCTURA
MANTENIMIENTO
COMPATIBILIDAD CON EL
PROCESO
EQUIPOS DERELEVO
SECUENCIA
NORMAS YPROCEDIMIENTOS
VOLUMEN
REQUERIDO DELSERVICIO
CAPACIDAD
PLANIFICACXIÓN
CONTINUIDADTECNOLOGIÁ DEL
SISTEMA
SEGURIDAD, ERGONOMÍAYCALIDAD DEL TRABAJO
INFRAESTRUCTURADISPONIBLE
TIPO
EFICIENCIA EN LA DISTRIBUCIÓN DE
PLANTA
ESPERAS MATERIALESMANO DE OBRADISEÑOEDIFICIOS
MAQUINARIA YEQUIPO
MOVIMIENTO
DE APOYO PARALA PRODUCCIÓN
DE VALOR
PROMOCIONAL
COMPLEMENTARIOS
MEDICOS
COMEDORES
DE PROTECCIÓN
INTEGRAL
OTROS

Plantas Industriales Guía N° 2
66
Op A
Op B Op C
Op D
Op E
Op A
Op B Op C
Op D
Op E Op FOp F
almacén
adminis-
tración
producción
servicios
almacén
adminis-
tración
producción
servicios
Líneas de servicios
originales
Expansíon de los servicios
siguiendo el esquema especular
Un ejemplo posible de expansión centralizada de los servicios
el lector puede diseñar otras formas factibles bajo el mismo desarrollo
de las construcciones
Líneas de servicios originales Expansíon de los servicios

Plantas Industriales Guía N° 2
67
almacén
adminis
-tración
producción
servicios
almacén
adminis-
tración
producción
servicios
almacén
adminis
-tración
producción
servicios
almacén
almacén adminis-tración
producción
servicios
almacén
Ejemplo de un tipo de expansión de los servicios en la
distribuciónconexpansión descentralizada
Líneas de expansión Líneas de servicio originales
EDIFICIOS INDUSTRIALES

Plantas Industriales Guía N° 2
68
ELEMENTOS CONSTITUTIVOS 1.- Fundaciones. - Aisladas. - Combinadas. - Contínuas. - Sobre pilotes. - Preconstruídos hincados por percusión. - Construídos en el sitio. 2.- Columnas. 3.- Vigas y cerchas. 4.- Pisos. 5.- Entrepisos: - Lozas macizas - Lozas nervadas - Lozas reticulares celuladas. 6.- Techos: - Vigas-techo. - Concreto-concreto. - Acero-concreto. - Acero- asbesto - cemento. - Acero- aluminio. - Claraboyas de iluminación de vidrios de seguridad y de plástico 7.- Paredes y muros. 8.- Puertas. 9.- Ventanas. 10.- Rampas y escaleras. 11.- Espacios libres necesarios. Detalles del edificio Cimientos y pisos Transmisión de carga, Juntas de expansión, Aislamiento, Piso liso, Concreto, loseta o alfombra Ventanas Costo, Ruido, Seguridad, Luz, Aire Techos Tipos de techo, Presentación de goteras Forma, orientación del edificio Rectangular o irregular, Altura, Area de superficie/volumen, Costos del terreno Prevención de incendios Organización para las emergencias, Compartimientos, Extintores portátiles, Tipo de rociadores, Sensores, Prevención Estacionamiento para automóviles Superficie, Divisiones, Distribución, Sitios reservados, Seguridad Pasillos y vigilancia Pasillos

Plantas Industriales Guía N° 2
69
Vehiculos, vehiculo + gente, o solo gente, Uno o dos sentidos, Tipo de vehíclo utilizado en el pasillo, Ubicación y puertas, Rectos para ubicaciones que no sean oficinas Sin intersecciones ciegas Cambio de nivel Rampas, escaleras,escaleras de mano o elevadores Angulos de rampa, superficie antiderrapante, pasamanos Angulo de escalera, peldaños, pasamanos Visibilidad del peldaño Angulo de escalera de mano Tipo de elevador, tipo de puerta, ancho de puertas Puertas Proposito, tipo, tamaño, altura de cada puerta Patron de circulacion, direccion de la abertura Vigilancia Amenaza de hurto fisico, espionaje, desfalco Vigilancia del perimetro Vigilancia del area (recepción y embarque, computadoras, oficinas) Vigilancia de objetos (dinero, documentos, terminales de computadora) Tipos de cerraduras, Tipos de llaves CALLES Y AVENIDAS Elementos a considerarse : - Ancho para el tráfico de vehículos. - Los desagües laterales. - Las pendientes. - Las aceras. - El radio de las curvas. - Los servicios : - El cableado : - La fuerza eléctrica. - La iluminación. - Teléfonos. - Otros : altavoces, redes, etc.. - Tuberías : - Enterradas : - Agua industrial y potable. - El sistema antiincendios. - Los desperdicios industriales. - Aéreas : - De servicios : - Vapor. - Aire comprimido. - Gas. - Combustible. - Otros.

Plantas Industriales Guía N° 2
70
- De líquidos y gases para los procesos de fabricación. - Cloacas. ESPACIOS LIBRES NECESARIOS. - Para mantenimiento : - Mayores : torres, calderas, hornos. - Intermedio. - Limitados : bombas, motores eléctricos. - Para seguridad. Los espacios libres por razones de seguridad en la planta. Archivo de gráficas de instalaciones industriales. AREAS Y ESPACIOS DE LA INDUSTRIA - Edificios y/o áreas para actividades directamente relacionadas con producción: - Oficinas asociadas a actividades de gestión, planificación,control, investigación y diseño de productos.(Depende de la organización de la empresa).Ejemplos más usuales: Producción, - Oficinas asocidas a actividades relacionadas indirectamente con producción.(Depende de la organización). Ejemplos más usuales :baños y vestuarios para operarios , baños para el personal administrativo. - Edificios y/o áreas para actividades netamente administrativas: Comercialización, Ventas, Administración, Contabilidad - Edificios y/o áreas para actividades relacionadas con los servicios generales para la planta, la empresa y el personas. - Edificios y/o áreas para actividades relacionadas con la distribución y el almacenamiento de materiales y productos dentro y fuera de planta Ejemplos típicos: Almacén de Materia Prima, Almacén de Productos terminados, Comercialización, Distribuidor, zonas de carga y descarga, estacionamiento, portería y pesaje de vehículos, zonas de inspección.

Plantas Industriales Guía N° 2
71
Tipos de zonas de aislamiento, retiros o pasillos de
asilamiento por razones de circulación y seguridad
100 m
1
0
0
m
El ancho de los pasillos determinará el % de
superficie utilizada para circulación de materiales,personas y equipo

Plantas Industriales Guía N° 2
72
Punto
ciego
Angulo
visual
120ª
Punto
ciego
Campo
visual de
los
espejos
Diseño de los pasillos con espejos en las
esquinas
Campo visual

Plantas Industriales Guía N° 2
73
Punto ciego
Angulo visual
120ª
Punto ciego
Campo visual
de los
espejos
Diseño de los pasillos con espejos en las esquinas

Plantas Industriales Guía N° 2
74
PASILLO PRINCIPAL
MALA COLOCACIÓN DE UN
BEBEDERO (SERVICIO)
PASILLO PRINCIPAL
PASILLO PRINCIPAL
Barrera de protección
BUENA COLOCACIÓN DE
UN BEBEDERO (SERVICIO)
MEJOR COLOCACIÓN DE
UN BEBEDERO (SERVICIO)
- Otras construcciones civiles e instalaciones al aire libre con y sin techo Enfermería y primeros auxilios, equipos contra incendios, estacionamiento para vehículos, Tratamiento de agua para consumo humano, para calderas, industrial, aguas negras. Talleres mecánicos, eléctricos, instrumentación, carpintería, enfriamiento de agua industrial. Generación de energía. Subestaciones eléctricas y patios de transformación Generación de vapor. Central telefónica. Accesos exteriores. Depósitos de suministros generales, herramientas, matrices, repuestos y maquinarias Laboratorios de producción, control de calidad, investigación. Avenidas y calles , desagües pluviales, alumbrado, hidrantes antiincendios.

Plantas Industriales Guía N° 2
75
Los espacios entre actividades de planta, especialmente en operaciones y almacenamientos que manejan materiales que conllevan algún riesgo, deben mantenerse separadas por pasillos o espacios que permitan aislarlos en caso de emergencia así como de permitir el acceso a los equipos para el control y extinción de incendios o equipos de seguridad y siniestros que pueda tener la planta industrial . A continuación se presenta una tabla que define los espacios requeridos dadas las condiciones de riesgo de las actividades y materiales.

Plantas Industriales Guía N° 2
76
Ejemplo de orientación de los edificios respectoal sol y a los vientos
vientos
edificioadministrati
vo
edificiode
producción 1
edificio demantenimien
to
chimeneas
chimenea
Calle interna
Depósitos demateriales al
aire libre
Estacionamiento

Plantas Industriales Guía N° 2
77
vientos
edificio
administr
ativo
edificio
de
produc
ción 1
edificio de
mantenimi
ento
chimenea
s
chimenea
Calle interna
De
pó
sito
sd
em
ate
ria
les
al a
ire
lib
re
Estacionami
ento
Una posible propuesta de disposición de los edificios más apropiada
respecto a kis vientos

Plantas Industriales Guía N° 2
78
Formas de expansión de los edificios
industriales

Plantas Industriales Guía N° 2
79
Posibles patrones de circulsción en un edificio industrial de varias
plantas

Plantas Industriales Guía N° 2
80
CIRCULACIÓN VERTICAL
Ejenplo a Ejemplo b
a.- Procesoascendente
b.- Descendente
a.-Elevacióncentralizada
b.- Descentralizada
a.- Circuitounidireccional
b.- Retroactivo
a.-Circuito simple
vertical
b.-Circuito múltiple
con inclinación
Proceso con dos
edificios
a.-elevado
b.-al suelo

Plantas Industriales Guía N° 2
81
CARACTERÍSTICAS DE LOS TECHOS INDUSTRIALES.
TIPOS DE TECHOS INDUSTRIALES
Horizontal Plana Bóveda
Horizontal con linterna Diente de Sierra
A dos aguas Dos aguas con linterna
Hongo

Plantas Industriales Guía N° 2
82
CONDICIONES AMBIENTALES. - Iluminación ( Gaceta Oficial Nº 4044). - Natural. - Artificial. - De emergencia. - Ventilación ( Gaceta Oficial Nº 1277 y 4077). - Natural. - Artificial: número de ciclos de renovación. - Acústica y Control de ruidos. - Saneamiento industrial. - Abastecimiento de agua potable: sanitarios (Gaceta Oficial Nº 4044 Extr. 2/9/1988), bebedero, lavaojos, duchas en planta, NORMA VENEZOLANA COVENIN 253-90 CODIFICACION PARA LA IDENTIFICACION DE TUBERÍAS QUE CONDUZCAN FLUIDOS. COLOR BÁSICO DE IDENTIFICACIÓN DE FLUIDOS
FLUIDO
COLOR BÁSICO DE IDENTIFICACIÓN
AGUA VERDE
OTROS VAPORES GRIS PLATEADO
ACEITES VEGETALES, ANIMALES Y MINERALES LÍQUIDOS, COMBUSTIBLES INFLAMABLES
MARRON
GASES INERTES E INFLAMABLES AMARILLO
ACIDO ANARANJADO
ALCALIS VIOLETA
AIRE AZUL
RESIDUOS EN FERMENTACION Y AGUAS NEGRAS
NEGRO
PRODUCTOS FERMENTABLES GRIS OSCURO
VACÍO GRIS CLARO
AGUA PARA COMBATE DE INCENDIOS
ROJO
FLUIDO ELECTRICO NEGRO

Plantas Industriales Guía N° 2
83
RELACIONES ESPACIALES TEÓRICAS
PRODUCCIÓN
PR
OD
UC
CIÓ
N
PR
OD
UC
CIÓ
N
PRODUCCIÓN
PRODUCCIÓN
CA
LL
E
CALLE
CA
LL
E CA
LL
E
CA
LL
E
CA
LL
E
CA
LL
E
CALL
E
CALL
E
CA
LL
E

Plantas Industriales Guía N° 2
84
AREAS Y TAMAÑOS TÍPICOS PARA UNA DISTRIBUCIÓN PRELIMINAR
Espacios físicos Area recomendada (m2 )
Administración Taller Laboratorio Cantina Centro médico Parque para bomberos (con capacidad para un vehículo de seguridad, una planta física, una cisterna de espuma, una cisterna de agua) Garaje con servicio de mantenimiento Calles principales Calles secundarias Aceras y caminos peatonales
10 m2 por empleado 20 m2 por empleado 20 m2 por empleado 1 m2 por plaza de comedor 1 m2 por plaza incluída cocina y dispensa 0.1-0.15 m2 empleado, según el nivel de riesgos de la actividad. mín 10 m2 del servicio. Si se tiene una planta de mas de 100 obreros se recomienda sala de cura , sala de atención medica y sala de espera. 500 m2 100 m2 por vehículo para servicio. 10 mt de ancho 7,5 mt de ancho 1,5 mt de ancho para tráfico hasta 10 personas/min 2 mt de ancho para tráfico hasta 10 personas/min (paradas de autobús, otras oficinas)
Radio de giro de las carreteras (Dependerá del tipo de vehículo, tráfico esperado, condiciones de la parcela )
giro de 90° Cruces en T Calles secundarias
11 m de radio 7,5 m de radio 4 m de radio
DIMENSIONES NORMALES DE LAS PUERTAS (MINIMO)
Oficinas Depósitos , almacenes y otros edificios industriales: Para paso de personas, una a la vez Para paso de personas, dos a la vez Para paso de camiones Para paso para montacargas de horquilla (menos de 1000 lbs)
0,9 x 2,1 m 0,9 x 2,1 m 1,3 x 2,1 m 3,5 x 4,9 m Ancho de la carga máxima + 0 ,5 x 2,6 m

Plantas Industriales Guía N° 2
85
EDIFICIOS,
GALPONES
INDUSTRIALES
INCLINACIÓN
CARACTER´SITICAS DE LA PARCELA
FORTALEZA DEL SUELO
POSIBILIDAD DE AMPLIACIÓN, ADAPTABILIDAD, VERSATILIDAD, FLEXIBILIDAD
TIPO
ORIENTACIÓN
COSTOS DE CONSTRUCCIÓN E INSTALACIÓNPISO
SÓTANOS
PASILLOS
ZONAS DE MANIOBRA,
Y AISLADAS
ABIERTO
VARIOS PISOS
ALTURAS SOBRE EL EDIFICIO
DE UN PISO
ABERTURAS EN EL SUELO
CARGA DE LA ESTRUCTURA
VIALIDAD INTERNA, ACCESOS INTERNOS
FACILIDAD DE MANTENIMIENTO
LÍNEAS DE SERVICIOS AUXILIARES
TABIQUES
VENTANAS
PAREDES
INSTALACIONES FIJAS
INSTALACIONES ESPECIALES
TECHOS
COLUMNAS
ELEVACIONESPUERTAS, SANTAMARÍAS
CERRADO
CONCRETO
EFICIENCIA EN LA DISTRIBUCIÓN DE
PLANTA
ESPERAS MATERIALESMANO DE OBRADISEÑOMOVIMIENTO
MAQUINARIA YEQUIPO
SERVICIOS
VIALIDAD, ACCESOS EXTERNOS
METAL
ALCANTARILLADO,
SERVICIOS PÚBLICOS
ARQUITECTURA
COLORES INDUSTRIALES
SEGURIDAD DEL CONJUNTO INDUSTRIAL
TIPOS DE CIRCULACIÓN
VALOR PROMOCIONAL

Plantas Industriales Guía N° 2
86
ESPERA,
ALMACENAMIENTO
MÉTODOS Y/O
ELEMENTOS DE
ALMACENAMIENTO
PROTECCIÓN DEL
MATERIAL EN ESPERA
TIPOS DE
MANIPULACIÓN
POSIBILIDAD DE AMPLIACIÓN
ADAPTABILIDAD, FLEXIBILIDAD
COSTOS
ESPACIO
PARA CADA
PUNTO DE
ESPERA
COSTOS DE CONSTRUCCIÓN
E INSTALACIÓN
FACILIDAD DE
SUPERVISIÓN Y CONTROL
DISPOSITIVOS
PASILLOS
ZONAS DEMANIOBRA
MANIPULACIONESNECESARIAS
MANUAL
CONTROL DEINVENTARIO
MACÁNICA COMBINADA
AUTOMÁTICA
MANTENIMIENTO
POSIBILIDADES
MÉTODO DEALMACENAMIENTO
ESPACIOREQUERIDO
TIPO DEALMACENAMIENTO
CANTIDADREQUERIDA
CAPACIDAD
ECONOMÍA DELRECORRIDO
CARACTERISTICASDE LOS
MATERIALES
MÉTODO DECONTROL,
CLASIFICACIÓN
PROTECCIÓNINTEGRAL
INFRAESTRUCTURADISPONIBLE
ESPACIO DEACCESO
EFICIENCIA EN LA DISTRIBUCIÓN DE
PLANTA
MOVIMIENTO MATERIALESMANO DE OBRADISEÑOEDIFICIOS
MAQUINARIA YEQUIPO
SERVICIOS
SITUACIÓN DE LOS
ALMACENES Y DE LAS
ZONAS DE ESPERA
COLOCACIÓN
USO DELVOLUMEN
TECNOLOGÍA DEL
SISTEMA DE
ALMACENAMIENTO

Plantas Industriales Guía N° 2
87
ANALISIS FUNCIONAL DE LA DISTRIBUCIÓN Y EL MANEJO DE MATERIALES Para evaluar la calidad del diseño de varias alternativas de distribución se puede hacer un análisis funcional adaptado a los criterios de distribución y manejo de materiales. A continuación se presenta un ejemplo de matriz. En los criterios que por diversas razones son de poco peso se pueden dejar en blanco o colocar No Aplican DISTRIBUCIÓN DE LA PLANTA FÍSICA CRITERIO ALTERNATIVA 1 ALTERNATIVA 2
Facilidad de expansión o contracción futuras
Adaptabilidad y versatilidad de las instalaciones.
Flexibilidad de la distribución.
Efectividad de flujo o movimiento.
Efectividad de manejo de materiales.
Efectividad de almacenamiento.
Aprovechamiento del espacio.
Integración del servicio de apoyo.
Seguridad y limpieza.
Condiciones de trabajo y satisfacción del empleado.
Facilidad de supervisión y control.
Apariencia, valor promocional, relaciones públicas o comunitarias.
Calidad del producto
Mantenimiento
Ajustes con la estructura organizativa
Aprovechamiento del equipo.
Vigilancia y robo
Posibilidad de cumplir con la capacidad.
Aprovechamiento de las condiciones naturales.
Compatibilidad con los planes a largo plazo
Contribución a la sustentabilidad.

Plantas Industriales Guía N° 2
88
PRINCIPIOS PARA EL MANEJO DE MATERIALES (de "The Twenty principles of Material Handling", College-Industry Council of Material Handling Education, l326 Yrcepott Road , Pittsburgh, PA 15238)
CRITERIO ALTERNATIVA 1 ALTERNATIVA 2 ALTERNATIVA 3
Orientación de los movimientos en el edificio
Planeación de los movimientos
El manejo de materiales como sistema en la producción
Manejo de Carga unitaria
Aprovechamiento de espacio
Estandarización de cargas,. movimientos y equipos
Condiciones ergonómicas del manejo de materiales
Ahorro o uso eficiente de la Energía en el sistema de manejo de materiales
Enfoque Ecológico del manejo de todos los materiales
Mecanización de los movimientos
Flexibilidad de los equipos de manejo de materiales
Simplificación de los movimientos
Uso de la Gravedad
Condiciones de Seguridad en el control, manejo, y almacenamiento de materiales
Computarización del sistema de manejo de materiales
Diseño apropiado del flujo de los materiales en el sistema.
Distribución de los espacios para equipos, manipulación, desplazamientos, demoras y almacenamiento de materiales
Costo del manejo de materiales
Obsolescencia de los equipos e instalaciones de manejo de materiales
Mantenimiento de los equipos e instalaciones requeridas para los materiales

Plantas Industriales Guía N° 2
89
,METODO DE EVALUACIÓN POR PUNTOS También se puede aplicar una escala cualitativa llamada diferencial semántico en donde el evaluador pondera las características de la distribución de acuerdo a los dos ejemplos que se muestran a continuación CALIFICACIÓN ESCALA DE VALORACIÓN No aplica N.A. Pésima 1 Muy mala 2 Mala 3 Regular 4 Buena 5 Muy Buena 6 Excelente 7 CALIFICACIÓN ESCALA DE VALORACIÓN No aplica N.A. Pésima, Muy mala 1 Mala 2 Regular 3 Buena 4 Muy Buena, Excelente 5 ATRIBUTOS DE LA DISTRIBUCIÓN
Atributo N A 1 2 3 4 5 total
Facilidad de expansión o contracción futuras
Adaptabilidad y versatilidad de las instalaciones.
Flexibilidad de la distribución.
Efectividad de flujo o movimiento.
Efectividad de manejo de materiales.
Efectividad de almacenamiento.
Aprovechamiento del espacio.
Integración del servicio de apoyo.
Seguridad y limpieza.
Condiciones de trabajo y satisfacción del empleado.
Facilidad de supervisión y control.
Apariencia, valor promocional, relaciones públicas o comunitarias.
Calidad del producto
Mantenimiento
Ajustes con la estructura organizativa
Aprovechamiento del equipo.
Vigilancia y robo
Aprovechamiento de las condiciones naturales.
Posibilidad de cumplir con la capacidad.
Compatibilidad con los planes a largo plazo
Contribución a la sustentabilidad
Sumatoria Total puntuación

Plantas Industriales Guía N° 2
90
ATRIBUTOS DEL SISTEMA DE MANEJO DE MATERIALES atributo N.A 1 2 3 4 5 total
Orientación de los movimientos en el edificio
Planeación de los movimientos
El manejo de materiales como sistema en la producción
Manejo de Carga unitaria
Aprovechamiento de espacio
Estandarización de cargas, movimientos y equipos
Condiciones ergonómicas del manejo de materiales
Ahorro o uso eficiente de la Energía en el sistema de manejo de materiales
Enfoque Ecológico del manejo de todos los materiales
Mecanización de los movimientos
Flexibilidad de los equipos de manejo de materiales
Simplificación de los movimientos
Uso de la Gravedad
Condiciones de Seguridad en el control, manejo, y almacenamiento de materiales
Computarización del sistema de manejo de materiales
Diseño apropiado del flujo de los materiales en el sistema.
Distribución de los espacios para equipos, manipulación, desplazamientos, demoras y almacenamiento de materiales
Costo del manejo de materiales
Obsolescencia de los equipos e instalaciones de manejo de materiales
Mantenimiento de los equipos e instalaciones requeridas para los materiales
Sumatoria Total puntuación
Recommended