-
- 7 -
unin es clavo, ser madera laminada clavada; si es pe.!:no, ser
madera lami nada apernada. y. si es por medi o de
cola, sta se llamar madera laminada encolada. la cual es
ms conocida slo como "madera laminada" y a la que
nosreferiremos.
Los elementos de madera laminada estn forma
dos por un determinado nmero de lminas, ubicadas paral~
lamente al eje del elemento. A su vez, las lminas estncompuestas
por una o ms tablas de madera unidas decanto,
cuya fibra es paralela al largo de la pieza. Por raza
nes de secado y economf a fundamenta lmente, se ha llegado
a la conclusin que el espesor de las lminas no debe ser
inferior a 19 mm, ni sobrepasar los 50 mm (Figura N9 1).
El ancho de la lmina estformado por 1 tabla.
El ancho de la lmina estformado por 2 tablas.
FIGUf
-
- 8 -
Si las laminas son paralelas al plano neutrode flexiOn del
elemento, se dice que la laminaciOn es "h2.rizontal" y, cuando stas
son normales al plano neutro deflexiOn, se dice que la laminaciOn
es "vertical". De e~ta forma se di sti nguen dos ti pos de 1ami
naci On: lami naciOn horizontal y laminaciOn vertical. (Figura N2
2).
Laminado Horizontal
Laminado Vertical
FIGURA N 2 Tipos de Laminados en Vigas Rectas.
-
- 9 -
2.2 Ventajas de la Madera Laminada
a) El adhesi vo permi te el uso de tablas cortas y angostas que,
unidas eficientemente, pueden conformar piezas estructurales de
cualquier espesor, largo, anchoy de formas no restri ngidas.
b) El espesor de las tablas menor de 50 mm, permite s~car la
madera fki lmente, al contenido de humedad deseado (antes de usa r
la), con menor defecto de secadoy por lo tanto, de la estructura
misma.
c) El mtodo de fabricacin permite el uso de laminas demenor
calidad en las zonas de baja resistencia, conla consiguiente
economfa, y, utilizar madera de mejorcalidad slo en las zonas de
mayor solicitacin (mayor esfuerzo). Adema s , es posible usar
combinaciones de distintas especies.
d) La madera laminada permite disear elementos que sonpracticos
y artfsticos,en los cuales la seccin tran~versa 1 puede vari ar con
los esfuerzos a que queda s~metido el elemento. El elemento
terminado no necesita es ta r ocu Ito o tener una caj a de ubi caci
n, comoes el caso de otras construcciones, debido a que
esestticamente agradable.
el Sus grandes dimensiones en la seccin transversal lahacen mas
resistente al fuego que construcciones deacero, diseadas para
soportar la misma carga. Estas construcciones se queman mas
lentamente y resi sten la penetracin del calor, en cambio las
construE.ciones de acero se colapsan. Esto no significa quela
madera laminada no sea combustible (el avance dela combustin es muy
lento, 0,6 mm/min.)
f) Los elementos laminados tienen una baja razn peso/~si stenci
a, por lo cua 1 pueden ser levantados y pue~
-
- 10 -
tos en servicio con un bajo costo, adem~s de necesltar muy poco
de la seccin para autosoportarse.
2.3 Desventajas de la Madera Laminada
a) Muy a menudo son muy pesadas respecto al uso que seles
da.
b) Comparadas con la madera sin laminar. son m~s costosas,
especialmente en vigas rectas; en vigas curvasno hay comparacin. El
factor econmico comprende 3rubros: Adhesivo, Mano de Obra y Madera.
Lo m~s caro es la madera; luego tenemos el adhesivo y la manode
obra, con va lores que se equi 1i bran cuando se emplean en vigas
al exterior.
c) El factor prdida durante su fabricacin es bastanteelevado,
alrededor de un 33 a 50%, tanto en madera came en adhesivo, debido
a las uniones de extremos, termi naciones y consideraciones de
diseo.
d) El adhesivo debe estar condicionado al uso que se vaa dar al
elemento. Asf los adhesivos que se requi~ren para estructuras que
van al exterior son de elevado costo. En Chile hay que
importarlos.
e) se necesita, para su fabricacin. de equipos y tcnlcas
especiales. Los equipos son caros. se debe canacer e1 proceso y
contar con mano de obra espec iaIIzada.
f) No siempre se pueden produci r en obra, lo cual imp1lca un
costo adicional por transporte que, a veces11 ega a ser e1evado,
especi almente cuando los el ementos son grandes.
g) Elementos de gran longi tud y gran curvatura son di f[
-
- 11 -
ciles de manipular. embarcar y transportar, lo Que l~cide en el
costo final del elemento de madera laminada.
2.4 Aplicaciones
2.4.1 vigas
La viga recta de seccin constante es la masbarata de producir,
independiente de la forma dela seccin transversal, sea sta
rectangular, t,doble t. cajn (Figura N' 3), como asimismo lospi
lares laminados de seccin constante.
FGURA N' 3 Secciones Transversales de Vigas Rectasde Madera
Laminada.
-
- 12 -
Las vigas de secci6n variable, son muy agr~
dables desde el punto de vi sta arqui tect6ni ca y
practicas desde el punto de vista estructural, ya
Que la secci6n transversal se puede hacer variar,
de acuerdo a los esfuerzos a Que estara sometida
la viga. (Figura NO 4).
D
FIGURA NO 4 Vigas de Madera Laminada
-
- 13 -
Como ejemplo se puede ci tar un puente en C~nad~, cuyas vigas
principales son de madera lamin~da, con una luz de 18 metros y una
secci6n de300 1.250 mm.
La luz maxima Que es posible alcanzar con este tipo de vigas es
de, aproximadamente. 30 m.
2.4.2 Arcos
La gran ventaja Que ofrece el encolado paraeste ti po de
estructuras, es Que hace posi ble laconstrucci6n de arcos muy
eficientes, partiendo delaminaciones delgadas. Estas no tienen
compete~cia en cuanto a esbeltez, belleza y luz. Resultanelementos
esbeltos ya Que su forma asemeja muchoel diagrama de momento
flector.
Tomando en consideraci6n la dificultad detransporte. los arcos
se dise~an dependiendo de laluz, en arcos de una, dos. tres, cuatro
o mas pa!.tes. Oe acuerdo a esto, los de una uni dad se ll~man
arcos biartlculados; los de dos unidades,triarticulados ; los de
364 partes, reciben elnombre de arcos de 3 O 4 secciones,
respectivame~te.
Las uniones entre unidades se hacen por medio de planchas
met~licas. (Figura NV 5).
-
- 14 -
FIGURA N' 5 Arcos de Madera Laminada.
-
- 15 -
Esta solucin arquitectnica es usada en todoen mundo.
especialmente en Dinamarca, Blgica, ~landa y Estados Unidos, pars
en el cual se han con~trurdo edi ficios con arcos de madera
laminada quecubren m~s de 100 metros de luz.
Uno de los edificios m~s nombrados es el Jai-Alai - Club, en
West Palm, Florida, EE.UU. Sus 12arcos tienen una longitud de 102
m. con una luz de74 metros. y la parte m~s alta tiene 24 metros
s~bre el nivel del suelo. La altura de la seccintransversal del
arco, en el punto de mayor esfuerzoes de 1.150 mm en sus
fundaciones tiene 625 mm y enla parte superior, 500 mm.
2.4.3 Marcos
Los m~s frecuentes son los marcos triarticulados, constituyendo
una aplicacin de la madera lamlnada muy atracti va, desde el punto
de vi sta arqu!tectni ca. Es. por supues to, corri entemente m~
scaro que un arco, debido a que el marco rrgido t1~ne que tomar
mayores esfuerzos de flexin. esfue!:zas que son comparativamente
pequeos en los arcos.Oebido a razones arqui tectnicas es muy
probableque el marco triarticulado de madera laminada mantenga
siempre su popularidad. En los parses a~glosajones, este tipo de
marco triarticulado es us~do para iglesias y es llamado
corrientemente marcoTudor. En este ltimo caso. debe darse
especialimportancia al peligro de pandeo lateral, cuando sedisee la
estructura. (Figura NQ 6).
-
- 17 -
- ,... "2.4.4 Madera Usada en Laminados '.
Las especies madereras mas usadas en la fabricacin de madera
laminada. son las de confferas.Unas pocas lati foliadas han sido
usadas. pero sehan seleccionado por su valor esttico, durabi Iidad,
o por su resistencia. Se han usado slo engrado limitado. ya causa
de esto no es posible g!rantizar su adaptibilidad para propsitos
estruct~rales, o sus caracterfsticas para ser encoladas.
La razn del mayor uso de las confferas. esmayor produccin de
esta especie en casi todos lospafses desarrollados del mundo.
Cuando una persona especifica o seleccionauna especie de madera
para fabricar madera laminada, puede Que no est al corri ente de
todas suspropiedades. Una especie Que podrfa ser consid~rada como
apropiada por sus propiedades mecanicas,puede Que no sea apta para
ser encolada. Alternativamente, una especie Que tenga una atractiva
ap!riencia. es probable Que tenga propiedades limit!das para ser
usada como elemento estructural.
En nuestro pafs. atendiendo a Que la mayorproduccin de madera
aserrada es la de Pino radi!ta, y al bajo costo de sta. se usa
dicha especie.ya Que sus caracterfsticas la indican como una
e~pecie apropiada para madera laminada, y de hecho,en nuestro
pafs,las estructuras de madera laminadaQue se han fabricado han
sido de esta especie. obtenindose buenos resultados.
Las principales caracterfsticas a considerarson : su resi stenci
a, si puede ser utili zada comomadera estructural; su apariencia
esttica. facilidad para encolarla; resistencia al agua; durabilidad
natural; faci lidad para secarse; trabajabil!.dad, y otras. Oe
hecho, el Pino radiata no cum
-
- 18 -
pie con algunas de estas caracterfsticas. como ser,durabilidad
natural, pero esta especie es f~cil deimpregnar.
En general, todo se basa en las exigenciasQue en servicio se
reQuerir~n.
-
- 19 -
3.0 FABRICACION
3.1 Proceso de Fabricacin
La producci n de 1 elemento de madera 1ami nada, requiere de una
f~bri ca especia lmente organi zada paratal propsito. Su diseo y
organizacin puede estar i!:fluenciada por el tipo de producto que
se fabrica. Porejemplo, la industria de construccin de barcos tiene
unti po de moldes que es di ferente de aqul que usa la f~brica que
confecciona elementos estructurales.
Cuando se proyecta una f~brica de madera laminada, se deber~
partir de una planificacin completa quepermita, posteriormente,
aumentar la superficie de trabajocon faci lidad, de acuerdo a las
necesidades que se prese!:ten. Otro aspecto que es muy importante y
que es neces~rio cuidar, es el costo del traslado dentro de la
f~brica,motivo por el cual la ubicacin de la maquinarfa, en los
l,!!.gares de trabajo, deber~ ser seleccionada de tal maneraque
presente faci lidades para el transporte interno y externo del
elemento que se fabrica.
Es posi ble fabricar madera lami nada en esp~cios reducidos,
aunque tiene la desventaja de que los co~tos resultan elevados y,
adem~s, se presentan limitacionesen la manufactura de ciertos
tipos.
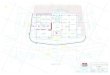
La mayorfa de las f ~bri cas se organ izan entres secciones o
~reas (Vase Figura NV 7),desarroll~ndoseen ellas diferentes
actividades:
Area de Preencolado
a) Almacenamientob) Clasificacinc) Determinacin del contenido de
humedadd) Uni ones de extremose) Elaboracin de I~minasf) Ensamble
en seco.
-
ION
~8 =W772n,.,.:SJ~~
ALMACENAMIENTO ~~*~~i~~~;::;:;:~;;:;;;;:;;;;::;:;::MADERA
1. CORREA DE TRANSM ISION
2. MAQUINA DE PARCHES
3. MAOIJINA ENSAMBLES DE EXTREMOS4. ESPARCIDOR ES
!l. CUBIERTA CON RODILLOS
6. ENSAMBLES RECTOS
7. ENS AM BLES CURVOS
B. ENSAMBlES CON ADHESIVOS A PRUEBA DE AGUA
9. CAMARA DE FRAGUADO
10. CE PILLA DORAS
11. DESPUNTADORA
12 CANTEADORA
13. SALAS DE ADHESIVO Y DE ENSAYO14. SALA DE LAVADO Y CASI NOl!l
OFIC INAS
16. SALA DE HERRAMIENTAS
17. SALA DE CALDERAS
FIGURA NO 7 lay-OUt de una Fabrica de Madera laminada
-
- 21 -
Area de Encolado, Prensado y Fraguado
a) Preparacin de moldes y prensasb) Preparacin de adhesivosc)
Esparcidod) Prensadoe) Reapri etef) Tiempo de prensado y fraguadog)
Maduracin.
Area de Terminaciones
a) Elaboracinb) Clasificacinc) Protecci nd) Ensayose) Empaque y
despacho.
Para cada una de las secciones mencionadasse necesita una
superficie ms o menos similar. Las dosltimas secciones debern ser
equipadas con gras, dest.!.nadas a mover piezas pesadas de gran
tamao de madera la
minada
Un requerimiento necesario en una fbricabi en organi zada, es el
contro 1 de temperatura y humedad,a fin de asegurar que la madera
se mantenga, durante la
fabricacin, a un contenido de humedad adecuado. Una temperatura
comprendida entre 16 a 20'1: y una humedad relati
va entre 55 y 65%, asegurarn que ello sea posible.
Es di f[ci l fi jar el exacto tamao de una fbri ca de Iami nados
, pero, como una razonab le gur a, se recomienda que el largo y
ancho de cada una de las tres sec
ciones, no debe ser menor que la longitud del elemento la
minado ms largo que se pretenda fabricar.
El Dr. Erkki Niskanen, en el Informe N. 18 ,
del Instituto Forestal, indica que para una fbrica cuyo
-
- 22 -
volumen de producci6n estuviere entre 1.000 a 5.000 me
tras cObi cos por ao. se esti ma que sta deber~ tener un
metro cuadrado por cada metro cObico de capacidad anual,
o sea, en este caso, la f~brica tendrra 1.000 a 5.000 me
tras cuadrados. Sin embargo, en este valor influye la
mecanizaci6n y el tipo de madera laminada a fabricar.
3.1.1 Area de Pre-Encolado
3.1.1.1 Almacenamiento
El proceso de fabricaci6n de madera lami
nada, comi enza con e1 almacenami ento de
la madera seca. Esto no implica que la
f~brica no pueda contar con sus propios
secadores, lo cual sin duda, es m~s ca!:.
veniente, ya que se podr~ secar la mad~
ra a la humedad 6ptima para cada eleme!:.
too En tal caso, el secado se agrega
como una acti vi dad m~s a1 proceso de fa
bricaci6n.
Existen diferentes formas de almacenar
la madera aserrada seca :
- Almacenamiento al aire libre:
Este mtodo se puede usar para
madera secada a1 ai re. pa rc i aloto
talmente. La madera aserrada que ti~
ne un contenido de humedad inferioral
20~, pero Que, a pesar de ello, est~
m~s hOmeda de lo Que se necesi ta, se
deber almacenar al aire libre en cas
ti llos, con una ordenaci6n que perml
ta un secado hasta llegar a la hume
dad de eQui I i brio del lugar. Si la
madera aserrada posee un contenido de
humedad inferior al 20~ y no es nec~sario reducirla a un
porcentaje me
nor, se puerle almacenar al aire libre.
-
- 23 -
en forma de pi las slidas (rumas) .
Los dos tipos de castillos se debern
proteger de la intemperie y debern
estar bajo techo. Adems, las rumas
se debern proteger en los costados
contra la lluvi a. La humedad Que
penetra en las rumas no es fci 1 de
Quitar por evaporacin.
- Almacenamiento en galpones abiertos
La madera aserrada, almacenada
en galpones abiertos, est expuesta a
las mismas condiciones atmosfricas
Que la madera Que se almacena al aire
libre. Por lo tanto, este tipo de
almacenamiento es adecuado solamente
para la madera aserrada Que ha sido
secada en forma natura 1, a1 ai re I i
breo Si el techo del galpn tiene
suficiente alero, ofrece mucho mejor
proteccin contra la posibi lidad de
mojarse o de reci bi r los rayos del
sol, Que los techos que se ponen en
los casti Ilos al aire libre. En gen~
ral, este mtodo es si mi lar al almac!!
namiento al aire libre. En cualquier
caso, la madera aserrada se deber p~
ner a cierta altura del nivel del p!.
so, usando madera o un piso resisten
te y abierto en forma de enrejado por
debajo.
Almacenamiento en galpones cerrados
se usa genera lmente para alm~cenar madera aserrada, que se ha
sec~
do a un contenido de humedad bajo ,
por medio de un secado artificial, en
un horno secador. Este galpn debe
-
- 24 -
contar con venti laciones en el techoy en las paredes. Que
puedan cerrarsecuando el tiempo esta hmedo y abrir.se cuando el
tiempo esta seco, perm.i..tiendo cierto control de la atmsferaen el
interior del galpn. La zonadonde se coloque el galpn debera
serrelativamente alta y bien drenada. demodo Que el suelo
permanezca seco.Con el debido control de las venti laciones. es
posible mantener la maderaaserrada a un contenido de humedad unpoco
mas bajo Que el de la madera aserrada almacenada al aire libre.
Almacenamiento en galpones con amblente controlado
Se usa, por lo genera 1, pa ramadera aserrada. secada
artificialmente en hornos secadores. En ellos secontrol a, a va
Iuntad, Ia temperaturaambiental y la humedad relativa, y sehace
circular al aire caliente. de m~do Que llegue a toqas las partes
delgalpn. Si no se efecta la circul~cin del aire caliente, ~l
subira a laparte superior y permanecera allf.
El ideal es Que la madera ausar sea secada artificialmente, en
lafabrica. y sea almacenada de medo Queno se produzca un cambio
apreci ableen su contenido de humedad.
Por otro lado, la madera no debera almacenarse en lugares con
temp~raturas muy elevadas, pues, si asfocurre, el adhesivo Que se
esparce enlas superficies, fraguara antes de lo
-
- 25 -
conveniente, endurecindose antes de
producirse la uni6n. Esto ocurre
principalmente con las l~minas Que se
enco 1an pri mero. El resu 1tado de
una falla como sta, es Que,cuando la
presi6n sea aplicada, parte del adhe
sivo estar~ fraguado y, con ello, el
elemento no tendr~ toda la resi sten
cia esperada.
EI fraguado reQui ere de una
temperatura mfnima. Si ella no es
alcanzada, en la lfnea de cola, ser~
necesario ampliar los tiempos de pre~
sado para evitar Que en ellas se desa
rrolle una resistencia pobre.
A fin de evi tar los problemas
Que se originan el usar laminaciones
con temperaturas muy altas o bajas
se recomienda almacenar la madera ,
Que proviene de los secadores, en un
lugar donde sea posible controlar ta~
to la temperatura como Ia humedad r~
tiva, hasta Que sea usada en el proc~
so de fabricaci6n. Una temperatura
de 16'C Y una humedad re 1ati va de 55
a 65t, son bastante convenientes.
3.1.1.2 Clasificaci6n
la clasificaci6n a realizar en la madera
es una clasificaci6n por resistencia (e~
tructural) para laminados, incluyndose
algunas veces otros defectos propios de
la clasificaci6n por aspecto, tal como la
mancha azu l.
la clasi ficaci6n debe hacerse de acuerdo
a la nonild cllilena NCll 2150. Esta se p~
-
- 26 -
dra rea 11 zar en forma vi sua 1, o bi en, E;nforma mecani
ca.
La clasificacin visual consiste en inspeccionar la pieza de
madera y clasiflcar las superficies de las caras, cantosy cabezas,
de acuerdo a los defectos queen ellas se presenten. Se ubica,
visualmente, el defecto de mayor incidencia omas predominante y se
determi na en basea l, la correspondiente clasificacin.Cualquier
elaboracin Que experimente lamadera, con posterioridad a la
clasific!cin efectuada, implicara una nueva cl!sificacin. La
persona encargada de re!lizar esta faena debera ser un clasificadar
experimentado, ya Que la clasificacin no puede considerarse como
una cienci a exacta, pues esta ba sada en la inspeccin visual de
cada pieza. En ellase evalOan la ubicacin, el tamao y n!tura leza
de los nudos y otros defectosQue aparecen en la superficie. Esta
op~racin descansa exclusivamente en el criterio del
clasificador.
Un sistema eficiente para conocer la r~si stenci a de una
madera, es e1 ensayo ala rotura, lo cua l no es, evi den temen te
,un si stema Que pueda ser usado en formapermanente. Hoy, la
situacin ha ca~biado desde Que se descubri la utilidadde la relacin
entre mOdulo de elasticidad y la deformacin de una madera
sollcitada por una carga. Esto permite eluso de un sistema para
clasificar madera,Que consiste en hacer pasar tablas por 3rodillos
de apoyo y uno en el centro, Queaplica una carga a la tabla. Si la
d~formacin es mayor Que la deformacin me
-
- 27 -
nima asignable a un grado determinado,significa que existe un
defecto que escausa de tal aumento y la pieza no seclasifica en el
grado en cuestin. Vernorma chilena NCh 2149.
Las piezas llegan a la maquina a travsde una correa
transportadora, lo cual hace de la clasificacin una operacin
bastante rapida.
Las piezas deben salir con un timbre, enel cual se registre el
grado en el cualellas se han ubicado, cualquiera sea elmtodo de
clasificacin utilizado.
3.1.1.3 Contenido de Humedad
La madera que se comerc i a pa ra la fabrlcaci n de elementos
Iami nadas norma lmente esta hOmeda para los fines de un enc~lado
satisfactorio, a menos que se hayasometi do a un secado aI ai re,
por perfodaconveniente, o a un secado artificial.
El contenido de humedad ptimo es aqulque produce la unin
encolada mas resi stente y que, al ser incrementado por elagua del
adhesi va, se acerque lo mas p~sible al contenido de humedad de
equi Ilbri o que tendra eI elemento Iami nado ,cuando est en
servicio.
Cuando las laminaciones son esparcidascon adhesivos, su
contenido de humedadaumenta. El incremento que se logra d~pende del
espesor de las laminas, del tlpo de adhesivo, de la especie de
maderay de la cantidad de adhesivo esparcida.
-
- 28 -
Los adhesivos a los cuales se les agrega
agua para su mezcla, ta les como caserna
y urea formaldehrdo, provocan el mayor
aumento del contenido de humedad en las
l~minas.
El incremento del contenido de humedad
debido al esparcido del adhesivo no esun gran problema cuando se
usan l~mi nas
de 50 rm1 de espesor, pero, ti ene una i!:1.
fluencia muy elevada cuando se usan lami
naciones muy delgadas, por ejemplo en la
fabricacin de arcos con curvas muy acen
tuadas.
Los adhesi vos usualmente no producen lf
neas de colas satisfactorias, cuando el
contenido de humedad de la madera es al
too El m~ximo contenido de humedad pe~mi tido en el momento del
encolado es de
un 16S.
No es f~ci I asegurar Que todas las ta
bias van a Quedar a un mismo contenido
de humedad y es por e II o Que se acepta
una pequea tolerancia del 3S del con te
nido de humedad entre l~minas adyacentes.
Es muy importante reducir al m~ximo cual
Quier alteracin del contenido de hume
dad del elemento laminado despus de f~
bricado, dado Que las contracciones y e~
pansiones de la madera producen tensio
nes en ella yen las lfneas de cola, pr2.
vocando su delaminacin.
Si las tablas con las cuales se construi
r~n las l~minas tienen diferente conteni
do de humedad, deber~ procederse a una
homogenizacin de ~I las. Oe otra forma
-
- 29 -
se producirfa un juego de la madera que
redundarfa en la delaminaci6n de las Ifneas de cola.
se acostumbra exigi r no m~s de un 3:t dediferencia entre los
contenidos de hume
dad de las l~mi nas adyacentes y no m~s
del 5% entre el contenido de humedad m~
ximo y el mfnimo de las l~minas que con
forman un mismo elemento.
Debido a las posibles contracciones y e~
pansiones. se recomienda que los ani Ilos
de las tablas se coloquen formando ~ng!!.los diferentes respecto
a la superficie
de la madera, tal como se indica en laFigura NO 8.
A
CUARTEADA
1) )(
JI, (
I)
) )
1) 1)
B
CUARTEADA
C
FLOR EAoA
oCUARTEADA
YFLOREADA
FIGURA NO 8 Forma de ubicar las L~minas en una
~cci~n Trensversal.
-
- 30 -
La combinacin de especies, que normalme~te se usa para obtener
efectos arqui te~tnicos o un mayor rendimiento de las e~pecies, es
posible slo en elementos quese usar~n en condiciones secas, con
pequ~os cambios de contenido de humedad. Siexistiesen grandes
cambios del contenidode humedad, debi do al uso ~ l ext'r: or ,se
producirfan elevadas tensiones ocasi~nadas por los diferentes
coeficientes deambas especies. Las tensiones que seoriginan en las
especies m~s resistentesprovocarfan daos en las especies m~s
d!biles, reduciendo la resistencia final yvida ti l del elemento
laminado, an cua~do no se vea da~o aparente en las Ifneasde
cola.
se recomienda no usar dos especies en unmismo elemento, a menos
que se pueda c~probar que los coeficientes de contraeci n por uni
dad de descenso de 1 contenido de humedad no varfe m~s all~, uno
delotro, de un 25~.
El control de contenido de humedad seefecta con un
xilohigrmetro, Y se deberealizar en cada tabla.
3.1.1.4 uniones de Extremo
Estas uniones se realizan para lograrelementos cuya longitud sea
superior allargo que es posi ble obtener de la madera
comercial.
Pueden ser de tope, biseladas, empalmesdentados (finger joints)
y hooked-scarf-joint. (Ver Figura NQ 9).
-
- 31 -
SCARF - JOI NT o PLU "AA
H 00 K E O - S e A R F JO IN T
TOPE
FIGURA ~. 9
flNGER JOINT o DENTAOO
Uniones de Extremos
-
SIERRA
- 32 -
Estas uniones podrfan afectar la resi.~tencia total de la
estructura, pero ellodependera del tipo de uni6n y de algunasreglas
basicas de fabricaci6n y distrib~ci6n, Que se veran posterionnente
en elCapftulo de Especificaciones,
El ti po de uni 6n mas usado en madera laminada, es el finger
joint, dada la calidad de la uni6n Que se obtiene.
La uni6n biselada es facil de realizarcon la maqui na ri a corri
ente de ca rpi nt~rfa, tal como una sierra circular, unacepilladora
y gufas convenientemente di~puestas. (Ver Figura N9 10).
I CORTE CON SIERRA
,L::.I=LP3Ti:-TiiF-~==~/ :ez;/// -lIII-(
~:::::::::::'-:;;:-:;;:-:;;:-:;
CEPILLADO
AL! N EACION
FIGURA NO 10 Fabricaci6n de la Uni6n Scarf - Joint
-
- 33 -
Cualquiera sea el tipo de uni6n de extre
mas que se confecci one , debe ser hecho
con precisi6n, correctamente alineada y
fraguada con eficiencia.
La acti vidad de encolado y prensado de
estas uniones, debe hacerse en esta ~rea.
El encolado puede ser realizado con br~
chas o rodi 110 manua l. Para el prens~
do se utilizan prensas del tipo indicado
en la Figura N' 11, cuidando que no se
desplacen. se deber~ poner papel enc~rada u otro elemento para
evi tar que se
peguen las l~minas. Como prensas, ta~
bin se puede utilizar sistemas hidr~u
licos o neum~ticos. Si existe una gran
producci 6n, es tas operae iones deben ser
actividades r~pidas, lo cual se logra el~
vando la temperatura del medio ambiente,
o bien, aplicando calor a la lrnea de ca
la por algan mtodo conveniente. Por
ejemplo, radio frecuencia.
Debido a la dificultad de encolar los nu
dos, no es conveniente que ellos apare~
can en los cortes de las uniones de ex
tremas, dado que quedar~n mal unidos y
podrran iniciar una delaminaci6n. Como
no siempre es posible obtener madera
sin nudos, sobre todo en el Pino radiata.
se admi ten en los cortes de uni ones de
extremos, si empre que e I di ~metro de
ellos no exceda el espesor de la madera
usada,y siempre que tales di~metros sean
admitidos por la norma chilena NCh 2148.
"Madera Lami nada Eneal ada Estructura l-Re
quisitos e Inspecci6n".
Las uniones del tipo finger-joint, hooked
scarf joint, etc _, se confeccionan en bue
-
- 34 -
nas condiciones s610 con mquinas dise~
das especialmente para ello, haciendo de
esta acti vidad una operaci6n rpida y se!:
ci 11 a, adems de di smi nui r Ia mano de
obra.
Cuando se haga necesario obtener piezas
de anchos mayores que los usuales, es d~
ci r, cuando el ancho de la madera comer
cial sea inferior al ancho de la estruc
tura requerida, se deber realizar unio
nes de canto.
Estas uniones de canto pueden ser de t~
pe, machihembradas, o en la forma especl
ficada en la ncrma NCh 2148. (Ver Fig~
ra N 12)
a )
f ==-==-------=- ?b)t ---- ]-e )t ~ t
d)
FIGURA N' '1 Prensas para Uniones de Extremo.
-
- 35 -
TO PE MACHIEMBRAOO RECTO
MACHIEMBRAOO CURVO
FIGURA NO 12
COLA OE MILANO
Uniones de Canto
La resistencia de cualquiera de estos tipos de uni6n es muy simi
lar. Por otraparte, si la uni6n es del tipo machihe!!:brado o cola
de mi lana, se necesitara m~quinarla especial para realizarla,
raznsuficiente para hacerla de tope.
Una lami na puede contener dos o mas pi~zas de madera unidas por
sus cantos; porlo tanto, la uni6n de canto se realizaantes del
armado de la estructura.
-
FIGURA N9 13
- 36 -
Al armar el elemento estructural, deberaprocurarse que las lneas
de las unionesde canto de dos l~minas adyacentes, e~tn separadas
por una distancia mayor oigual al espesor de las l~minas.
(VerFigura NQ 13).
II
II
II
II
II
II
I
Distanciamiento de las Uniones de Canto
3.1.1.5 Elaboracin de laminas
a) Espesor de las laminas
Una de las actividades de esta etapaes el establecimiento de un
esoesorconstante de la l~minas. La maderaque se usa en la
fabricacin de el~mentos de madera laminada generalme~te se
restringe a 50 mm de espesor.Parece ser que. la razn de esta
I.!..mitacin no es otra Que la dificultad y costo del ,pca~o de
tablas con
-
- 37 -
espesor mayor de 50 mm, a la humedad
requerida para el laminado, sin que
se produzca un rechazo exagerado. E~
ta desclasi fi caci 6n se debe genera!.
mente a grietas, rajaduras, torced!!.
ras, normalmente asociadas con el se
cado de la madera de grandes seccio
nes transversales, las cuales, bajo
ciertas condiciones, pueden tener un
efecto sobre la resistencia.
Las l~minas de espesor m~ximo se oc!!.
pan normalmente en laminados rectos.
Cuando se fabrican elementos curvos,
el espesor de las l~minas queda g~
bernado por el radio de curvatura
del elemento y por los requerimie~
tos de di seo.
Las di ferentes especies madereras
tienen di ferentes propiedades de d~
blado y asf el espesor m~ximo de las
l~minas dependen tambin de la esp~
cie elegida.
El espesor final de las l~minas a
usar en la fabricaci6n de elementos
curvos, depende del radio de curvat!!.
ra que se obtendr~ con el doblez.
Las l~minas se doblan en frfo y s~
cas, debido a que es di frci l hacer
que superficies de madera que han si
do someti das a vapor, queden aptas
para produci r un buen encolado, y ,
porque es generalmente imposible
aplicar adhesivo a l~minas largas y
deformadas.
No existe gran informaci6n de carac
-
- 38 -
terrsticas de doblado de l~minas
gruesas, ni relacionada con el radio
al cual pueden ser dobladas sin que
la madera se dae. Como una gura
general, las I~minas hechas de con!.
feras pueden ser dobladas hasta un
radio de curvatura aproximadamente
150 veces su espesor. Asr, una I!
mi na de 25 rrrn de espesor, puede d~
blarse con un radio no menor de
3,75 m. Este valor puede ser m~s
pequeo para I~minas m~s delgadas y
puede incrementarse hasta llegar a
200 veces el espesor de la tabla, p!
ra I~minas de hasta 50rrrn de espesor.
Cuando se fabrican elementos con cur
vatura pronunciada, existe una gran
diferencia entre los elementos inte
ri ores y exteri ores, y es esenci a1
asegurarse que las l~mi nas no sean
muy gruesas para el doblez que exi~
te en el interior. En tales casos,
es posible usar dos espesores: L~mi
nas delgadas para el interior y l~mi
nas gruesas para el exterior. (Ver
Figura NQ 14).
-
- 39 -
.,
; .'petOr de lo
lam.no
R = RADIO DE
CURvATURA
FIGURA N' 14 Espesores Diferentes en Elementos Curvos.
Es obvio que se tendr~ una gran ve~taja al escoger el m~ximo
espesorque penni tan las consideraciones dediseo. A menor nmero de
l~minasusadas en la construcci6n de elementos laminados, menor
costo de produ~ci6n (hombres/hora. m~quinas/ hora).
adem~s de un menor uso de adhesivo.
b) Cepillado de las laminas:
En esta etapa de fabricaci6n, ya lastablas han sido unidas en
sus extre
-
- 40 -
mas, fonnando asf las lami nas, y esnecesario proceder a
preparar las s~perficies de ellas para su encolado.
Se ha demostrado que un buen cepill~do, rea 1izado 24 horas
antes de l encolado, produce lfneas de colade bu~na calidad y
resistentes. Esto incide ademas en una superficie limpia,sin
contaminaciones, y evita poslbies di storsiones debido a cambiosen
el contenido de humedad.
se podrfa pensar que superficies nolisas originan lfneas de cola
de bu~na calidad, pero, ensayos en esta materia han demostrado que
con ello nose logra una buena uni6n.
El lijado de las superficies a encolar las cubre de polvo de
aserrfn ,el cual afecta las propiedades de encolado de la
madera.
Esto se puede apreciar en la FiguraN2 15, donde se muestra el
efecto devarios tipos de tratamientos de lassuperficies a
encolar.
El cepi liado reduce las laminas alespesor defini ti va,
removiendo cua.!.quier indicio de adhesivo e irregul~rldades que
hayan quedado debido ala uni6n de extremos.
Las laminas que muestren cepi liadoincompleto o exceso de
arqueadura deben rechazarse.
El espesor de las laminas debe ser
-
- 41 -
constante en todo su largo. Si existe una zona con menor
espesor. debeeliminarse. cortndola. y se podraprovechar la lmina
restante mediante el agregado de una pieza de igualespesor.
(48 HORAS AN ES)CEPILLADO
ASERRADA .-~,---PULIDO ---1~
......I
~MADERA
210
182
'96
224
RESISTENCIA K/jI/cm 2
238
3.5 70 10.5 140 18.5
FIGURA NO 15 Efectos de Varios Tipos de SUperficie de lasLminas
a Encolar.
-
- 42 -
Cuando las l~minas se han cepillado,la variaci6n del espesor en
todo ellargo debe ser menor a 0,4 mm, encualquier punto. Esta
toleranciaQueda establecida por la inhabilidaddel adhesi vo de
produci r uni ones dealta resistencia, cuando el espesorexcede a
',3 rrm. Mn con este esp~sor, existe una considerable prdidade res
i stenci a compa rada con 1a Quese obtiene con un espesor de 0,1
rrm.
Otra raz6n para exigir un cepilladoparejo es la necesidad de
asegurarun esparcido uni forme del adhesi voen las l~minas. Las
l~minas QueQuedan m~s gruesas no reciben la ca~tidad correcta de
adhesivo de los rodillos de ia m~Quina esparcidora, ypuede suceder
el caso Que, en dete!:minadas ~reas no Quede adhesivo,
especialmente en las partes centralesde las tablas Que no son muy
visibies. Esto es una buena raz6n p~ra exigir una acanaladura mnima
delas l~minas.
Una herramienta casera para chequearel espesor de las l~minas es
una pl~tina con diferentes sacados. (VerFigura NQ 16).
-
- 43 -
FIGURA N' 16 HerramIentas para medir Espesor de las L~minas
La acanaladura m~xima permitida en
las l~minas, depender~ del espesor y
del ancho de las I~minas. En la Ta
bla N' 1, se indican los valores m~
ximos admisibles, permitindose va 19.
res superiores a los indicados s610
si se cuenta con un equipo de prens~
do lo suficientemente poderoso, que
permi ta, durante el prensado, poner
en perfecto contacto toda la superfl
cie de las caras encoladas.
Se deber~ tener presente en esta ac
ti vidad que la cepi Iadora est ubi
cada en un lugar amplio. a fin de P9.
der maniobrar las l~mina~ de gran
longi tud. tanto a la entrada como a
-
TABLA N9 1
- 44 -
la salida de la cepi lladora.
VALORES MAXIMOS ADMISIBLES PARALA ACANALADURA
ESPESOR ACANALADURA MAX IMA EN PULGADAS
CEPILLADO ANCHO TERMINADO EN PULGADAS
(pulg) 4" o menos 6" 8" o m3s
1/2 1/16 1/16 1/163/4 1/32 1/16 1/16
1 1/32 1/32 1/161 1/14 1/32 1/321 1/2 1/32 1/321 3/4 1/32
3.1.1.6 Ensamble en seco
Si se van a usar l~minas de diferentesgrados o calidades y/o las
especificaci~nes exigen posiciones determi nadas de lasuniones de
los extremos, ser~ necesarioensamblar las l~minas antes del
encolado.Esta operaciOn se denomina ensamble s~Ca, vulgarmente
conocida como "present~ciOn" del elemento.
Esta operaciOn puede comenzar cuando lastablas se seleccionan
para uni rlas formando l~minas.
En general, consiste en ubicar las l~minas como mejor cumplan
con las espec! ficaci ones, ensambl ~ndose ta 1 como van aquedar,
pero sin adhesivo.
-
- 45 -
El ensamble en seco se debe realizar de
tal manera que la Oltima l~mina a colo
car debe ser la primera que pase por la
encaladora. Usualmente, esta operacin
se realiza cerca de la zona de encolado.
pero, a nivel industrial, se ha demostra
do que es mejor realizar este trabajo en
seccin especial y el paquete se lleva a
la zona de encolado, cuando sea preciso,
mediante el uso de una arOa u otro siste
ma de transporte.
El realizar esta operacin hace que el
encolado sea m~s r~pido. Esta faena r~
quiere de bastante espacio, lo que debe
tenerse en cuenta cuando se est disean
do el ~rea de preencolado.
3.1.2 Area de Encolado, Prensado y Fraguado
En esta ~rea es necesario tener estudiados los
tiempos de las actividades, ya que el encolado se
debe realizar durante la vida Oti 1 de la mezcla
del adhesivo ya preparado.
El equipo necesario para esta seccin de la f~bri
ca es una encaladora y las prensas con sus respe~
ti vos moldes.
En algunas f ~bri cas se dej a espac i o Da ra una c~m~
ra o pieza con calefaccin, en la cual se procede
al prensado y fraguado a temperaturas elevadas.
La superficie de esta seccin depender~, principa~
mente, del tamao de los elementos a laminar, CJ~
siderando adem~s si los equipos son fiJos o port~
ti les.
-
3.1.2.1
- 46 -
Preparacin de Moldes y Prensas
El tipo de moldes y prensas a usar debeser tal, que el elemento
laminado a fabricar resulte con la forma deseada. Laforma y mtodo
de prensado depende deltipo de producciOn, del espacio ti 1
di~ponible en la fabrica y del rendimientoo producciOn que se
espera obtener.
El sistema de moldes y prensas esta con~titurdo, en su forma mas
simple, por undeterminado nmero de escuadras, que se~vi ran de
guras y daran la forma. y otrode prensas. Las escuadras tambin
seusan como prensas y estan fi rmemente f!..jadas al piso de la
fabrica, dandole fo~ma al elemento laminado~ Las laminasencoladas
se colocan sobre ellas y luegose prensan hasta que la lrnea de cola
haya fraguado. (Ver Figura II 17)
Una de las instalaciones mas usadas. esaquella que permite la
fabricaciOn dedos o mas elementos laminados SI mi lares,en una sola
operaciOn de prensado. Existe el "paquete vertica 1" Y el
"paquetehori zontal". El primero es usado tantopara elementos
rectos como curvos, y, elsegundo, s6lo para elementos rectos, enlos
cuales stos son prensados uno trasotro, separados por papel
encerado u otromedio que impida que el adhesivo pase deun elemento
al contiguo. (Ver Figura NO
18)
Tambin para elementos rectos se usa el"multi-paquete". en el
cual se usan losdos sistemas antes sealados. (Ver Flgura IjO
19)
-
- 47 -
Las prensas pueden construi rse tanto de
acero como de madera. Ambos materiales
son igualmente eficientes.
Los el P.fI1entos de madera reQui eren reem
plazos mAs frecuente y deberA cuidarse,
durante el prensado, Que el adhesivo Que
escurre de las uniones no se adhiera a
ellas.
Los moldes de acero normalmente estAnconstitufdos por perfiles
C. Un tipo
de prensa metH ica se i nd ica en 1a Fi g!!.ra NO 20.
FIGURA NO 17 Escuadras y Prensas de Madera.
-
PRENSA
- 48 -
PRENSA
PRENSA
o) Paquete Vertical
PRENSA
b) Paquete Horizonto I
FIGURA NQ 18 Paquete Vertical y Paquete Horizontalde
Prensado.
-
...'"
FIGURA N9 19 d. Paquete H .on zontal de Prensado.
-
o'"
FIGURA N" 19 b. Multipaquete en Prensado.
-
- 51 -
PRENSAPLACAS REPARTIDORAS,----,
PRENSA
,,
FIGURA NO 19c.
FIGURA NO 20
MultipaQuete en Prensado.
Escuadras y Prensas de Acero.
-
- 52 -
Para la fabricaci6n de elementos lami nados curvos, los moldes,
en vez de estarempotrados aI pi so, se empotran en can!les hechas
en el piso. Con ello se pe!mite dar la curv' Que se desea al
elemento por laminar. (Ver Figura NO 21).
Las prensas de madera consi sten en bloQues de madera dura, con
orificios de25 mm de diametro, apernadas y empotr!das
convenientemente. (Ver Figura NO22) .
E1 prensado se obti ene con tensores unidos a los bloques cuyo
di metro es porlo general de 25 mm pudiendo ser menor,lo cual
depender de las dimensiones delelemento a encolar (esto incide en
mayoro menor fuerza a aplicar). En los extremos de los tensores va
una tuerca soldada y en el otro, una tuerca y una golllla cuadrada.
(Ver Figura NO 23).
Cuando deban prensarse dos vi gas rectasen un mismo molde
(paquete vertical), d~beran usarse bloques con 3 perforaciones,a fi
n de tener 3 tensores Que envue 1vanlos 2 elementos laminados y
repartan lapresi6n uniformemente.
Cuando se prensan dos elementos de igualforma, se puede usar e I
mtodo I en lasprensas. Esto consiste en un s610 tirante Que pasa
por entre los elementoslaminados. Este mtodo es muy practicocuando
se prensan laminados rectos y la!gos, fabricados con madera de
confferas.(Ver Figura NO 24).
El si stema de prensas con tuercas y ten
-
- 53 -
sores, si bien es efectivo, es complic!
do. El perrada de aplicaci6n de pr~
si6n debe ser el menor posible. De l
puede depender el xi to del elemento e~
tructural. La operaci6n en sr es una
carrera contra el tiempo, pues el perr~
do de ensamble es limitado.
Para acortar este perrada de aplicaci6n
de presi6n se han desarrollado diferen
tes si stemas. Estos se han basado en
el uso de eQui pos de ai re comprimido y
de equipos hidr3ulicos.
FIGURA NQ 21 Prensa para Elementos Curvos.
-
- 54 -
DIAMETRO ,"
FIGURA N' 22
FIGURA N' 23
Prensa de Madera.
TENSOR' 1"
Tensores de Prensado.
-
'"'"
FIGURA NO 24 a. Prensado.Mtodos de
-
- 57 -
Ha dado buenos resul tados el uso de man
gueras de 2' l." de di~metro. infladascon ai re, agua o vapor.
(Ver Figura
N9 25).
otrc sistema esta basado en gatos hidr~~
licos, como se indica en la Figura N9 26.
Es conveni ente preparar una pi anti lla
del elemento a fabricar. en su forma fi
nal. en un material que no se deforme.
Si el elemento debe llevar perforaciones
para uniones, ellas tambi~n deber~n ir
en las planti llas.
La plantilla se usa para ubicar el molde
y las respectivas prensas en la posicindeseada. Es usual el
empleo de una pi!
ca repartidora de presin, que se ubica
entre las prensas y la primera I~mina del
elemento 1ami nado que se fabri ca. por
lo que el espesor de este elemento debe
tenerse en cuenta para la ubicacin de
las prensas.
Las placas deben ser de un espesor tal
que den una presin uni forme y no apla~
ten a la pieza. A veces se ponen pi!
cas a ambos lados.
Si se fabrican elementos curvos. las pre~
sas se ubi car~n de modo que sostengan
las I~minas de menor espesor, o sea. las
del interior.
Para los arcos. no interesa la ubicacin
de las prensas. Ellas pueden estar i~
distintamente a ambos lados del elemento.
Cuando se usan prensas neum~ticas,conve~
dra ubicar las prensas en la parte ext~
-
- 58 -
rior~
En la prkt ica. se ha demostrado que enun elemento con un
determinado nmero del~minas delgadas. se obtiene una menoralteracin
de la forma en comparacin conun menor nmero de l~minas m~s
gruesas.
Los moldes deber~n estar fi rmemente asegurados al piso.
Cualquiera sea el m!todo que se utilice. deber~ asegurar
que.durante las operaciones de prensado y decurado. no exista
alteracin de la formadel elemento laminado que se fabricahasta que
el adhesivo haya fraguado.
FGURA NO 25 Mtodos de Presin con Aire. Agua oVapor
Comprimiao.
-
0-'
e-1 Ul
'- oD
." -(
" ei.~.! -'. :J.
FIGURA NQ 26 Mtodos de Presin con Gatos Hidrulicos.
-
- 60 -
Las escuadras deberan resistir cualquier
tendencia al volcamiento o enderezamien
to que se origine cuando se aplique la
presi6n a las prensas.
El espaciamiento entre las prensas depe~
dera del tamao y naturaleza del equipo.
Cuando se usan bloques de prensado. pl~
cas repartidoras y tensores. es normal e~
paciar las escuadras a intervalos de 60
cms. y ubicar cada bloque de prensado e~
tre dos escuadras. aunque es mejor est~
blecer un intervalo definitivo entre las
prensas y que no sea mayor de 22 cms .. p~ra elementos curvos.
ni superior a 30
cms para elementos rectos.
En elementos curvos. la placa repartid2.
ra debera ser tan gruesa como lo permita
la especie de la cual esta hecha. A veces conviene fabricarla de
metal.
Pa ra elementos rectos. se recomi enda ma
dera de 50 mm o mas de espesor. puesto
que. a mayor espesor de dicha placa. es
factible un mayor espaciamiento de las
prensas. Es posible tambin usar pi~
za s Iami nadas enco 1ada s de madera de ma
yor densidad que la que se esta lami nan
do.
En el proceso mismo de fabricaci6n, se
deberan dejar los bloques. tensores. tue.!:
ca s. go li 11 as. conveni entemente di spue~
tos. de ta 1 forma que stos sean puestos
lo mas rapidamente posible. una vez que
se haya colocado la ltima lamina del ele
mento.
Todo lo anterior tiene como finalidad
-
- 61 -
evi tar el fraguado del adhesi va antesque el elemento est
correctamente pre~sado.
3.1.2.2 Preparaci6n del Adhesivo
El adhesi va especi fi cado deber mezclarse correctamente,
siguiendo las instrucciones del fabricante.
La mezcla del adhesi va debe hacerse conla suficiente
anticipaci6n, de modo que.al iniciar el proceso de laminaci6n,
eladhesivo ya est apto para su uso.
El equipo con el cual se realiza la dosificaci6n debe ser de un
material que nocontamine al adhesivo yfkil de limpiar.Lo ms conveni
ente es que exi stan di fe
rentes equipos para diferentes adhesivos.Cuando un mi smo equi
po se usa para di f~rentes adhesivos, debe efectuarse una li~pieza
total de l, de modo que no existaninguna posibilidad de mezcla
entre adhesivos.
En la prcti ca es conveni ente usa r reci
pi entes de plstico, pues son fci les delimpiar, aOn cuando en
ellos llaya fragu~do adhesivo sobrante.
Para toda esta oper~ci6n de limpieza,conviene que exista una
pieza, con facilidad de lavado en la zona de esparcido.
Convendr que esta pieza tenga, en el p~so, un mtodo de
escurrimiento de aguahacia un drenaje central. Una calderapuede ser
necesaria, pues, adhesivos c!2.me caserna o urea - forma ldehrdo se
di lu
-
- 62 -
yen f~ci lmente con agua caliente.
La cantidad de adhesivo necesaria depe!:der~ del tipo de
adhesivo. de la especiea encolar y de sus caracterfsticas. Especies
con densidades altas requieren ~nos adhesivo que las especies de
densid~des bajas y las especies porosas. El duramen requiere menos
adhesi va que la albura. Los elementos laminados largos.que necesi
tan grandes perrodos para e!}samblarlas. requi eren de una capa
m~sgruesas de adhesivo que los elementoscortos, f~ci les de
ensamblar.
3.1.2.3 Esparcido
Exi sten di ferentes mtodos para rea 1izarel esparcido del
adhesivo: brochas.rodlIlos manuales. pistola o esparcidores
mec~nicos (encaladoras).
Esparcir manualmente (brochas. rodillosmanuales, pistola) es
lento. impreciso yanti -econOmico. Cada ilOmbre tendr~ unaidea
diferente de lo que constituye unesparcido correcto.
La mayorfa de los esparcidores mec~nicostienen dos rodillos
(recubiertos con g~ma o de acero inoxidable) y dos recipie!:tes Que
controlan la cantidad de adheslva que se aplica en las I~minas.
EstasI~minas pasan entre ambos rodi llos. qu~dando con ambas
superficies cubiertascon adhesi va. Debido a que los rodlllos son
paralelos entre sI. convendr~cuidar que ambas caras de las
l~minastambin lo sean. a fin de evitar que qu~
-
- 63 -
den superficies sin encolar. Esto es
v~lido tambi~n para los defectos de de
formacin. tales como: acanaladuras. tor
ceduras, etc. (Ver Figura NO 27).
Se entiende por esparcido a la cantidad
de adhesivo colocado en una unidad de su
perficie, expres~ndola en gr/m'. Gene
ralmente varia entre 250 a 450 gr/m'.
Para cada tipo de adhesivo, existe un es
parcido ptimo con el cual se obtiene el
mayor rendimiento y resistencia.
Existen dos tipcs de esparcido: simple y
doble. En el esparcido simple, se enc~
la una sola cara, y, en el esparcido do
ble, se encolan ambas caras.
A fin de producir el esparcido simple r~
querido para las l~minas exteriores, se
procede a aumentar la separacin entre
los rodillos del esparcidor mec~nico, de
modo que puedan pasar dos l~mi nas a la
vez. As!, en cada una de ellas quedar~adhesivo en una sola
cara.
Otra forma, es colocar un papel con cera
en la superficie exterior y despu~s s~
carla. Este m~todo es m~s conveniente
que el primero, pues, libera de suces!.
vos ajustes a los rodi 110s de la encol~
dora y de la espera que debe tener la I~
mina externa final.
En algunas encaladoras es posible efef
tuar el esparcido doble en un lado. y, el
esparcido simple en otro lado, simul t-.
neamente si se desea. (Ver Figura NO 28)
-
-~---------,--l1' .j,,,,,"~
"%~;*AJ;> ,0
FGURA N 27 Esparcidor Mec~nlco.
-
SUPERFICIE ESTRIADA CON ADHESIVO
SUPERFICIE LISA
SIN ADHESIVO
ESPAflODOSIMPLE
- 65 -
7
SUPERFICIE ESTRIADACON ADHESIVO
~,',L
ESPARCIDODOBLE
FIGURA NQ 28 Esparcidor Capaz de Producir Esparcido Dobley
Simple, a la vez.
Para determinar la cantidad de adhesi vaque aplica un esparcidor
mec~nico, se debe usar una tabla de espesor igual al delas l~minas
a encolar. Se mide su ~reay se pesa antes del encolado.
Despus de aplicar el adhesivo en ambascaras, se vuelve a pesar,
deduciendo deambas pesadas la cantidad de adhesi vaaplicado.
Dividiendo este valor porel rea. se tendr el valDr de
esparcidodoble. Esto se puede hacer repetid~mente, hasta ajustar el
esparcidor mec~,nico al valor requerido.
-
3.1.2.~
- 66 -
Las I~minas largas deber~n soportarse
conveni entemente antes y despus de ser
pasadas por los rodi 1105 del esparcidor
mec~nico. Esto es para evitar esfue~
zas en las uniones de extremos. Para
tal efecto. se usan bancos con rodi Ilos
para transportar la l~mina antes del e'!.
colado. Y. bancos con discos (que remu~
ven poco adhesi va) para transportarlas
despus del encolado. a la salida del e~
parcidor. Si no se cuenta con los ro
dillos. se deber~ contar con el personal
suficiente para transportar las l~minas.
se debe tener particular cuidado al s~car las I~minas del
esparcidor. y col~
carlas en los moldes. pues un trato de~
cuidado puede romperlas. lo cual implica
un retraso en el resto de la operaci6n,
pudiendo provocar a la vez. el fraguado
del adhesivo ya esparcido.
Prensado
Una vez encoladas. las I~minas deben ser
colocadas en las prensas.
A fin de asegurar que la primera y lt!.
ma I~mina no se adhieran a la placa r~
partidora. o no se adhieran las I~minasde dos elementos
prensados simult~neame'!.
te. se deber~ poner papel encerado en las
posiciones crfticas.
Al aplicar la presi6n. con pernos y tue~
caso un operador debe fijar la tuerca
soldada y el otro. aplicar la presi6n a
la tuerca m6vil. cen una llave de torque
u otro elemento adecuado.
-
- 67 -
El prensado puede empezar en cualquier
punto, pero debe avanzar hacia el o los
extremos. Para asegurar una uni fonni
dad en el apriete de las tuercas. en ca
da prensa, conviene usar una" llave de
torQue" provi sta con una chicharra Que
i nd i Que cuando se alcanza el torQue re
Querido.
Cualquier trozo Que Quede fuera de la 01
tima prensa, se considera Que no perten~
ce al elemento laminado. La razOn Que
lleva a desechar esta zona, es la falta
de presiOn durante el perrodo de fragu~
do del adhesivo.
La presiOn recomendable debe ser tal Que
provoque un escurrimiento parejo del adh~
sivo, a lo largo de toda la 1fnea de c9-
la. Es recomendable, para las conrf~
ras, una presiOn de 7 kg/cm', y, para las
latifoliadas, de 10 kg/cm'.
La operaciOn de prensado debe completa.!:.
se mientras el adhesivo est aOn sin fra
guaro El escurrimiento es un rndice de
Que el adhesivo aOn no estaba endurecido,
pero no es una garantra plena de Que se
va a producir una perfecta lrnea de cola.
Cuando la presiOn se aplica con mangue
ras o mtodos neumHicos. sOlo bastara p~
ra fijar la presiOn, de un manmetro en
buenas condiciones.
El xi to de la operaciOn de prensado d~
pende de la correcta observancia de los
tiempos o perrodos de ensamble.
El perrodo Que media entre el tnni no
-
- 68 -
del esparcido del adhesivo y la aplic~
ci6n de la presin, se llama "tiempo o
perrada de ensamblado". Todas las op~
raciones que se realizan en este perrada
deben completarse mientras el adhesivo
de la primera l~mi na est an si n fra
guaro
El tiempo de ensamblado se divide en dos
etapas :
a) Tiempo de ensamblado abierto
Perrada que medi a entre el trmi no
del esparcido y el contacto de dos
l~minas adyacentes.
bl Tiempo de ensamblado cerrado:
Perrada que medi a entre el contacto
de dos I~minas adyacentes y la apll
caci6n de presin final.
El adhesi va expuesto al ai re durante el
ensamblado abierto, fragua mucho m~s r!
pidamente, debido a la prdida del sol
vente, que un adhesivo ubicado entre dos
l~minas que han sido puestas en contacto
inmediatamente despus del esparcido.
Por esta razn, el perrada de ensamblado
abierto es mucho m~s restringido que el
correspondiente al ensamblado cerrado,
reducindose an m~s ambos perrodos, si
la temperatura del medio ambiente de la
f~brica es elevada.
Durante la fabricaci6n de un elemento la
minado, es imposible evi tar un perrada
de ensamblado abierto. El adhesivo en
los rodillos, en los recept~culos,en los
equipos de mezcla y en la cara de las l~
minas est~ expuesto al aire, Involucran
-
- 69 -
do, por lo tanto, la prdida de solve~
te. En elementos laminados largos, el
adhesi va se expone al ai re mucho m~s
tiempo Que en los lami nadas cortos, y ,
en consecuencia, aquellos deben ser en
samblados con m~s celeridad Que estos l
timos.
3.1.2.5 Reapriete
Despus de 15 a 20 minutos de haber aplicado 1a pres i 6n. es
necesari o compraba r
Que no ha existido una prdida de la pr~
si 6n apl i cada. la cua I puede ser causada,
entre otras razones, por el escurrimie~
to del adhesivo. Si esto ha sucedido,
se deber~ proceder a un reapriete.
Posterionnente, con el transcurri r del
tiempo, existe nuevamente una carda de
presi6n, pero ahora en un lapso superior,
debindose por lo tanto repetir el proc~
so. Esta operaci6n se realiza cuantas
veces sea necesario.
Los ti empos entre reapri etes son cada
vez mayores, dependiendo de la calidad
de los materiales Que componen el elemen
to.
La fonna de controlar la presi6n aplic~
da para cada reapriete es usar un anillo
de calibraci6n.
Previamente, mediante c~lculo, se deter
mi na Ia fuerza necesari a para lag ra r la
presi6n requerida. Esta misma fuerza
se aplica al ani 110 de calibraci61.regi~
-
- 70 -
trandose en ~l la deformacin Que ellaproduce.
Conocida la deformacin. el anillo de calibracin se ubica en
lugar del elementolaminado, entre bloques de prensado.
registrandose el torQue necesario para obtener la misma
deformacin.
Tal torQue es el Que proporciona la seg~ridad de alcanzar,
posteriormente, la pr~sin necesaria.
3.1.2.6 Tiempo de Prensado
Es esencial que el elemento laminado e~samblado permanezca en
los moldes, som~tido a presin. bajo la temperatura a~biental y
humedad relativa requerida, porperfodo de tiempo tal, que asegure
unaresistencia suficiente de la [fnea de cala. Slo una vez Que exi
sta la cert~za de que esto haya ocurrido, se proced~ra a mover la
pieza.
El tiempo de prensado dependera de latemperatura de fraguado de
las lfneas decola. del tipo de adhesi vo usado y delcata Ji
zador.
Es comOn que el perfado de prensado seaaplicado durante la
noche, a fin de apr~vechar la jornada diara.
Los tiempos de prensado para los difere~tes adhesi vos son
recomendados por los f~bricantes y/o los Insti tutos de
Investigacin de Productos Forestales.
-
- 71 -
Aan cuando muchos adhesi vos producen e~celentes Irneas de cola
cuando fraguan a
temperaturas ambienta les, el perrada deprensado puede ser ampl
i amente reducido
si se aplica calor a las diferentes Irneas de cola.
La aplicaci6n de este calor se puede ha
cer utilizando losas radiantes en c~maras cerradas, en las
cuales seubican lasescuadras y prensas.
Este calor es posible aplicarlo tambinmediante estufas, ya sea
elctricas o decombustibles IrQuidos.
Otro mtodo corresponde a un secador, alcua I se tra si ada e1
elemento prensado,movilizado sobre rieles u otro mtodo
detransporte.
En estos casos, se debe tener especial
cuidado con la humedad relativa del am
biente, a fin de impedir Que la maderase seque, se contraiga y
produzca una Ir
nea de cola pobre. Dado Que el secadoes mayor en las l~minas
exteriores,ellas
deben poseer mayor humedad y esto es p~
sible, regulando el control de la humedad relativa de la
c~mara.
Para tal efecto, se deber~ controlar,coninstrumental adecuado,
la temperatura y
humedad relativa ambiental.
Otras famas de aplicar calor a las lfneas de cola es mediante
procesos de apl.!..caci 6n de alta frecuenci a y de vol taje
bajo.
-
- 72 -
a) Aplicaci6n de calor por alta frecuencia :
Si un trozo de madera se coloca entre dos electrodos (placas de
metal).conectados a un circuito de alta frecuencia, se produce
calor en la mad~ra. debido a un disturbio molecular.Las molculas
cambian de direcci6n amedida Que los electrodos se al ternan de
positivo a negativo. Estafricci6n molecular. eleva la temper!tura.
uni formemente. a travs de todoel material.
La aplicaci6n de calor por alta fr~cuenci a puede ser de dos
formas: conelectrodos aplicados en direcci6n p!ralela a las lfneas
de cola. y. conelectrodos apl i cados norma lmente alas Ifneas de
cola. (Ver Figura NQ29).
Este ltimo es e1 mtodo m~s efectiva. pues exi ste contacto di
recto e~tre los electrodos y las lfneas de
cola.
El tiempo Que demora el fraguado.coneste tipo de aplicaci6n de
calor. d~pende del peso del laminado. del tipo de adhesi va usado y
de la fuentede poder. El tiempo varfa. aproxlmadamente. entre 20 y
90 mi nutos .Este mtodo de ap l i ca r ca 1or se usanormalmente en
el fraguado de uni~nes de extremos. No es un mtodohabitual para ser
aplicado a elementos completos.
-
+-~
PARALELA A LA
LINEA DE COLA
--Electrodo
- 73 -
+t n.,.".,,'7nrn n
o)
PERPENDICULAR A
LA LINEA DE COLA
Fu~t.
do
EnerQo
b)
Vt
i , V2
i2I
VI " IVI "2
, V2 "2
--,V2 "2
e )
FIGURA NO 29 Aplicacin de Calor por Alta Temperatura.
-
- 74 -
b) ApllcaciOn de calor mediante un voltaje bajo :
Este sistema emplea trozos o franjasde acero du lce, conectados
a una fuente de bajo voltaje. El voltaje no~mal (220 volts) se baja
a 6 O 12volts, mediante el uso de un transformador, produciendo con
ello un incremento en la intensidad de la corriente (por ejemplo.
de 10 amperes,se sube a 200 amperes).
La cantidad de calor generado en lasfranjas de metal, se
gobernar~ media!!.te la resistencia del metal y la i!!.tensidad
dada, a mayor resistencia,mayor calor generado.
El acero dulce es el metal m~s usadocomo elemento generador de
calor, debi do a Que es econOmi co y se encuentra en diferentes
tamaos.
El ca lor generado en e1 meta 1, setraslada por contacto a la
madera ya la Ifnea de cola. A mayor dif~rencla de temperatura entre
la Ifneade cola y la fuente de energfa, m~sr~pido es el traspaso de
calor.
3.1.2.7 MaduraciOn
Una vez Que e1 e lemento se ha removi dode la prensa, l debe
Quedar inmOvi 1 porun perfodo determinado, antes Que se pr~ceda a
su procesamiento final. Este p~rfodo se denomi na "tiempo de
maduraciOn".
La resistencia total no se logra durante
-
- 75 -
el perrada de prensado.
Durante l Y hasta la extraccin de lasprensas, el adhesivo slo ha
fraguado p~ro, se necesita un perrada de tiempo p~ra desarrollar
totalmente la resistenciade la unin, por lo cual es
convenientedejarlo un tiempo en reposo, a una temp~ratura
adecuada.
El tiempo de maduracin depender del tipo de adhesivo, de la
temperatura ambie~tal donde se ha almacenado el elemento,ypuede
tener una duracin de una a dos semana S.
3.1.3 Area de Terminaciones
3.1.3.1 Elaboracin
Consi ste en un despunte, canteado, cepiliado y pulido del
elemento laminado.
Una vez que el elemento laminado tieneya sus lfneas de ca Ia
fraguada s, se pr~cede a limpiar el adhesivo que ha esc!:!.rrido a
causa del prensado; se corta allargo requerido (despunte) ; se cepi
lla alas dimensiones especi ficadas ; se efe~tan las perforaciones
para las uniones(cuando son ejecutadas en la fbrica) yse pulen las
superficies.
E1 despunte se rea liza en un banco desierra circular.
Para la operacin de cepillado, es con veniente usar una cepi
lladora de un largoaproximado de 1,8 metros, capaz de proc~
-
- 76 -
sar piezas de 0,9 a 1,2 metros de altura.Equipo y maquinaria
fija, hacen de estaelaboracin una operacin r~pida. peropor otro
lado, requiere m~s espacio.
Es posible efectuar el recorte y el cep~liado del elemento con
equipos portH~les. Estos emplean m~s tiempo y no re~lizan un
trabajo tan seguro ni tan prec~so, pero, a veces, es la nica
alternat~va para proceder a la elaboracin de unelemento laminado de
grandes dimensiones.
Una combinacin de ambos sistemas es ventajosa, pues con el equi
po portHi l se r~mueve el adhesi va que ha escurrido. a~tes de
colocar el elemento en la cepill~dora fija.
El pul ido se puede rea l i zar con l i jadQras port~tiles, o
bien se puede utilizaruna pulidora de parquet.
3.1.3.2 Dimensiones y Tolerancias
Las dimensiones y fOnTIa de la madera laminada se deben acordar
entre usuario yproductor, antes del proceso de produ~cin.
i) Tolerancias
Las tolerancias que establece lanoma NCh 2148 en el producto
terminado son:
AnchoAl tura
+ 2 l1Y11
+ 1%- 0,5%, con un m~ximo de
3 flTI\.
-
- 77 -
Longitud L " 6 mL > 6 m
t 2 rtT11
t O.03~
ii) Curvatura y rectitud
En este caso la tolerancia. es aplicable al tnnino del oroceso
defabricacin. sin tomar en cuentala defonnacin por peso propio.
La toleranci a para una longi tud(L) en metros es :
Si
L ~ 6 JO t 6 lTI1l
L > 6 m :. L? 'In t 1).5 '(L- 6[]fTVTl, con un m~xiJOo de
20 lTI1l
Las tolerancias se aplican a elementos rectos o l iqeramente
curv~dos. No son aplicables a eleme~tos curvos tales como
arcos.
iii) Ortogonalidad de la seccin transversa I
La ortogonalidad se detennina aju~tando un lado de una escuadra
sobre la cara inferior o superior delelemento laminado y midiendo
ladesviacin de la cara vertical respecto a la escuadra.
La tolerancia admisible es :
t n ':e l.] .]!tlJra especificada.a menos nUP SP estipule una
se~cin transversal con fonna espe
ci a l.
-
- 78 -
3.1.3.3 ClaslflcaciOn
Esta operaciOn consiste en unaciOn por aspecto del elementotenni
nado.
clasificalaminado
La clasi fi caci On por aspecto se cl rcunscribe a las
superficies o caras del elemento laminado e involucra las
operacl~nes de el aborac i On que se rea 11 zan enellas, no asr a
los elementos propios dela laminaciOn, pinturas, barnices, uotros
recubrimientos protectores.
La clasificaciOn por aspecto no modificalas especificaciones de
fabricaciOn.
En nuestro pars la nonna NCh 2148 especlflca las clases
definidas para una claslficaciOn por aspecto de elementos laminados
estructurales, las cuales son las siguientes :
1) ArqultectOnlca
Cada elemento de esta clase debepresentar sus cuatro caras
cepill~das y lijadas. Los huecos queaparecen en las caras deben ser
r~llenados. Los parches se fabrlcan con igual color, coloc~ndosecon
sus fibras paralelas a las delelemento laminado. Las
l~minasexternas deben estar 11 bres de nudos sueltos y de agujero y
ser el~gidas cuidadosamente de modo quecoincidan en color y
dlrecclOn de1a fi bra en 1as uniones de extremas.
Esta clase es recomendada para
-
- 79 -
usos en los cuales el aspecto del
elemento es de primera importancia.
Los elementos arqui tectnicos son
aptos para pulirlos o barnizarlos.
ii) Comercial
Cada elemento debe presentar sus
caras cepi lIadas. Los daos y
manchas en las superficies no nece
sitan ser mejorados. Las laminas
exteriores deben estar li bres de
nudos sueltos y de agujeros.
se recomienda esta clase en usosen los cua 1es e I elemento
queda a
la vista, pero donde el aspecto no
es importante. No se recomienda
pulir o barnizar las superficies.
Una tenninacin aceptable es con
pintura, la que no debe apl icarse
antes que el elemento sea inspe~
cionado por calidad.
111) Industrial
El elemento de esta clase se usa
tal como sale de prensa. Los da
os y manchas en las caras no nece
sitan ser mejorados.
Se recomienda esta clase en usos
en los cuales el elemento queda
oculto, o donde el aspecto no tle
ne Importancia alguna. La manip~
acin del elemento debe ser cuida
dosa pues, las puntas aguzadas del
adhesi va escurrido desde la supe:
ficle encolada, pueden provocar he
ridas en la piel.
-
- 80 -
3.1.3.4 Proteccin y Preservaci6n
Los elementos laminados deber~n ser adecuadamente recubi ertos
con lfqui dos aprueba de agua (pinturas y barnices), afin de
impedir que la humedad alcancelas lfneas de cola de adhesi vos para
interiores. De esta forma se evita quela madera absorba agua. Esta
prote~cin debe hacerse cualquiera sea el adhesivo o especie
maderera usada.
Con el descubrimiento (1943) de los adhesivos a prueba de agua,
la investigaci6nse orient6 a buscar una mayor vida de lamadera
laminada, protegiendo especialme~te la madera contra la
putrefacci6n, ataque de mi croorgani smos e insectos y contra la
acci6n del fuego.
Exi sten dos mtodos para proteger loselementos laminados
a) Tratamiento despus del encolado.
b) Tratamiento de las l~minas antes delencolado. (Ver Figura N'
30).
a) Tratamiento despus del encolado.
Como regla general conviene encolarantes de preservar. Es
esencialQue antes de la preservaci6n el el~mento se haya el abgrado
tata lmente,realizando todas las perforacionesnecesarias, de modo
Que todas las s~perficies Que van a quedar expuestastengan
protecci6n. En elementoscurvos, a veces la impregnaci6n
esimposible, debido a la forma y cap~cidad de los cl lindros en los
cualesse debe hacer esta operaci6n.
-
J. --I
- 81 -
FGURA NQ 30 Proteccin y Tratamiento de la Madera Laminada.
Preservar despGs del encolado es elmtodo m~s econmico, pues se
usa menos preservante y se rea 1i za menoslabor. se ha demostrado
Que lapenetracin del preservante esmenor,debido a las lIneas de
cola, lo cualconsti tuye una desventaj a. Porotra parte, cuando se
preserva slola capa exterior del elemento lamina
-
- 82 -
do, existe el peligro Que. en las
grietas Que se desarrollan en el in
terior. puede iniciarse la putrefa~
ci6n cuando el elemento est en ser
vicio.
Los elementos Que se han encolado
con un adhesivo de uso exterior. pu~
den ser tratados con cua IQui er pr~
servante Que actua lmente se encuen
tre en el comercio, sin un dao sus
tancial en las lfneas de cola.
La preservaci6n con soluciones acuo
sas bajo presi6n. provoca la expan
si6n de las capas exteriores de la
madera laminada. con un posible dao
en las lfneas de cola. Esto se evi
ta apl cando el preservante con bro
chas. esparcidores de rodi 110 o con
pistola.
b) Tratamiento antes del encolado.
Este mtodo es el ms oneroso de los
dos. Se usa mayor cantidad de pr~servante para producir el mismo
efe~
to Que en el caso anterior; la mano
de obra es mayor; las lminas o tablas
deben cepi lIarse y secarse antes del
tratamiento. a fin de asegurar una
buena retenci6n y penetraci6n del pr~
servante y. posteriormente. volver a
secar y cepillar antes del encolado.
El cepi lIado anterior a I encolado y
la elaboraci6n final del elemento ya
fabricado. remueve parte de la mad~
ra ya tratada. Que. en el caso de es
pecies diffciles de impregnar. condu
-
- 83 -
ce a la posibilidad de exponer supe~
ficies no tratadas.
No existe mayor informaci6n respecto
a la durabilidad de lfneas de cola
confeccionadas con madera tratada.
Es di frci l est~blecer reglas que se
puedan aplicar igualmente para todos
los adhesi vos y para todos los pr~
servantes.
se ha demostrado que un encolado sati sfactorio se obtiene
cuando se ce
pi Ila la l~mina preservada justo an
tes de encolar, con un perrada m~x.!..
me de 12 horas.
Trabajos recientes de investigaci6n
indican que la influencia de los pr!
servantes comerc i a les sobre el fra
guado de l adhes i va depende de lar!
tenci6n del preservante en la madera.
La elecci6n fi na 1 del mtodo de im
pregnac i 6n de I elemento 1ami nado d!
pender~ de las condiciones ambienta
les a que l quedar~ expuesto. Si
la estructura es una obra mari na o
parte de ella va a' estar en contacto
con la tierra o a plena intemperie ,
entonces ser~ conveniente preservar
a vacro y presi6n. Este proceso
conviene que sea hecho despus de fa
bricar el elemento laminado. Para
elementos curvos y de grandes dimen
siones. la preservaci6n antes de la
aplicaci6n del adhesivo es la Onica
soluci6n. Para elementos que est~
r~n protegidos de las condiciones
-
- 84 -
climticas (en interiores) se recomi enda ap 1ica r el
preservante conbrocha, pistola o rodi llos.
Sin embargo. el mejor mtodo es lam~nar una especie que tenga
durabi l~dad alta y que se pueda encolar confacilidad. El costo
inicial de estos elementos laminados puede ser alto, pero, si se
considera la prolo~gacin de la vida Oti I de los eleme~tos lograda
con la preservaci n. resulta finalmente m~s econmica.
Retardadores de Fuego: Es importa~te senalar que los elementos
retard~dores de I fuego actOan demorando laaccin de ste sobre la
madera. y nooriginan su incombustibilidad o inmuni dad aI fuego,
como tampoco evi tansu descomposicin.
Los retardadores actOan sobre uno delos tres estados por los que
pasa elfuego cuando ataca a la Cladera: En-cendido, Esparcido de la
Llama y Pe-netracin. Su accin retardadora
consiste en :
al Elevar la temperatura por sobreaquella en que la madera es
exotrmi ca.
b) Produciendo gases incombustibles,
o
c) Formando una barrera aislante entre la llama y la madera.
Los elementos retardadores del fuego[lupden r1plicf1r')p Q[1 la
superficie ex
-
- 85 -
terna o med i ante una impregnac i 6n a
vacro y presi6n.
Al i gua 1 que los preservantes. con
viene tratar la madera laminada des
pus de su fabricaci6n.
En general. se puede afi rmar que exi~
te poca informaci6n sobre las propi~
dades de encolado de madera tratada
con elementos retardadores de fuego.
3.1.3.5 Inspecci6n y Ensayos
El control del proceso de fabricaci6n de
elementos laminados estructurales tiene
como finalidad asegurar Que ellos cuIll.
plan con los requerimientos de la norma
NCh 2148. Los procedimientos de inspe~
ci6n y ensayos que se deben realizar. p~
ra lograr ta I objet va. son:
al Por parte del fabricante
i) Control diario de la produc-
cin, incluyendo : Comprobaci~
nes en la Irnea de producci6n.
las que se deben orientar ha
cia aquellas variables que pu~
den afectar la ca I idad del en
colado. tales como: contenido
de humedad de la madera. cepi
liado. temperatura ambiental,
uniones de extremos y de ca~
tos. encolado de las I~minas,
preparaci6n del adhesivo, es
parcido. tiempo de ensamblado.
prensado y cond i Ciones ambi en
tales de la maduraci6n. Las
mediciones y comprobaciones se
-
- 86 -
deben rea Ii zar con la debi da
precisi6n, especialmente si se
produce una falla o un cambio
en las m~quinas y/o equipos,
alteraciones en la temperatura
ambiental. variaci6n en el va
lumen de producci6n o reempl~
zas en el personal que partic~
pa en el proceso productivo.
Todo lo anteri or debe quedar
regi strado en el 1i bro de Co~
trol de la Producci6n que debe
mantener el fabricante, en la
planta.
I i) Ensayos ffsi cos. En la Tabla
NO 2 se i nc 1uye un resumen de
los ensayos ffsicos de control
de ca 1i dad, que se deben efec
tuar diariamente.
-
TABLA NO 2 RESUMEN DE LOS ENSAYOS FISICOS PARA EL CONTROL DIARIO
DE LA PROOUCCION
NLMERO DE N!.MERO MININO DE IDENTIFICACION DEL REQUISITOSENSAYOS
A MUESTRAS PROBETAS POR ENSAYO EN EL ANEXOREALIZAR POR OlA MUESTRA
A DE LA NCh 214B PARA EN NCh 214B
En uniones de Umlnas ylo A.l "Ensayo de cl - Resistencia.canto
2) 1 6 1) zalle a travs deT ralla de Made A.1.B.1adhesivo" -
ra. -
En unIones de 13mtnas ylo A.2 "Ensayo de clcantos con adhesivo
de , 1 elo de delamlna - DelamlnaciOn. A.2.Buso exterior. clOn':
-
U A.3 Ensayo de - Resistencia. A.3.B. ,N , por cada 200 S
flexlOn para unlo y
yJ A ubIcar en el lOS uniones de nes de ext~s~ - Falla de Made
A.SO exterIor de
ex -zonas tremas con u 10 ra.N traccl onadas. mlnimode2 ""es A.4
Ensayo de - ResIstencia. A.4.B.lE tras. - S tracclOn para unlo y YS
nes de extremos": - Falla de Made A.Sg -ra.
A.3 "Ensayo de - Resistencia A.3.B.lE3 flexlOn para unlo y
yx
A ubicar fuera del nes de extremos.c:- - Fal la de Made A.STlOS
exterior de zo 1 6 ra. -R
E nas traccionadas. A.4 " En sayo de - Resl stencla.
A.4.B.lM
'3) 3 tracclOn para unlo y yO nes de extremos~ - Falla de Made
A.S-S ra.En unIones de extremos con A.2 "Ensayo de cladhesivos de
uso exterior. 1 1 clo de delamlna - DelamlnactOn. A.2.S
clOno
1) Ver Tabla NQ 4.2) Cuando la uni6n de canto sea un
requerimiento estructural.3) Siempre Que durante el dfa no se
fabriquen uniones de extremos a ubicar en el lOS exterior de zonas
traccionadas.
-
- 88 -
El namero de muestras di ari as
se incluye en la Tabla N2 2 .
Todas las muestras deben ser
seleccionadas al azar y cort!
das de los extremos de las l~
minas o de los elementos lami
nados en producci n o de el!
mentos especi a Imente fabri c!
dos para el control. Tales
muestras deben ser represent!
tivas de la produccin. En al
gunas si tuaciones y a fi n de
evaluar perradas especrficos
de 1 proceso de producc i n que
pueden ser cuestionables. se
permite obtener muestras supl!
mentarias.
Los ensayos que se deben real~
zar aparecen identi ficados en
la Tabla N2 2 y sus respect~
vas especificaciones se inclu
yen en e 1 Anexo A de Ia norma
NCh 2148.
111) Inspeccin visual. Toda la
produccin debe ser inspeccio
nada visualmente para verifi
car los requerimientos de la
norma NCh 2148. Lo anterior
implica la verificacin de: d~
mensiones; forma curvatura y
seccin transversal; tipo. c!
lidad y ubicaci6n de las uni!?
nes de canto y de extremos ;
clasi ficaci6n por aspecto; e~
pecies madereras y ubicaci6n
de los diferentes grados de las
l~minas; contenido de humedad;
-
- B9 -
tipo de adhesivo y continuidad
y espesor de las Irneas de e~
colado, el cual debe quedar co~
prendido entre O,OSmm y 0,25 rrrn.
Si esto no se cumple debe in
vestigarse el proceso de pr~
duccin a fi n de tener la cer
teza de que el elemento cumple
los requerimientos de esta no~
ma. La separacin de las l~
minas (delaminacin) debe ser
evaluada en longi tud y profu~
didad, a fin de tener la cert~
za de que sus magni tudes no
afecten la integridad estruct!
ral de la pieza en una cant.!.
dad mayor que los defectos pe~
mi tidos para el grado de ca l.!.
dad de las I~minas compromet.!.
das.
b) Por parte de una Entidad de Certi f.!.
caci n, debi damente ca I i fi cada por
el INSTITUTO NACIONAL DE NORMALIZA
CION (lNN)
Esta Entidad de Certi ficacin ser~
la encargada de emitir los certific~
dos solicitados por usuarios o fabr.!.
cantes de elementos laminados estruc
turales. Para ello es nece~ario
que esta Entidad :
- Opere un sistema de inspeccin que
analice la idoinedad del sistema
de control de calidad de la f~bri
ca.
Proporcione las faci lidades y el
personal para ejecutar la inspe~
-
- 90 -
ci6n y los ensayos que se mencio
nan en la Tabla N9 3.
- Resuel va sobre la apti tud de la
f~brica para produci r con las es
pecificaciones de la norma NCh
2148.
- Mantenga inspecciones peri6dicas
sobre el proceso productivo de la
f~brica y sobre la calidad del
producto, destinadas a confi rmar
el cumplimiento de las especific!
ciones de la norma NCh 2148.
- D vigor al apropiado uso de los
certificados y marcas de calidad.
Sea i ndepend i ente de 1 inters fi
nanciero de la f~brica que se co~
trola, para lo cual no debe partl
cipar en la fabricaci6n de parte
alguna del producto Que se est
inspeccionando.
- Cuente con un grupo de profesion!
les Que arbi tren conf 1i ctos USU!
rio-fabri cante y aconsejen sobre
el sistema de control de calidad
de la planta.
Tal grupo de profesionales debe
incluir;
una autoridad de reconocida in
dependencia en el rea indu~
trial-forestal para presidir
probables conflictos: y
por lo menos, un profesional
con conocimientos y experie~
cia en diseo, fabricaci6n yuso
de madera laminada estructural.
-
- 91 -
La labor especffica de la Entidad deCerti fi caci n debe ser la
certi fi eacln de un determinado nQmero de pr~duetos (lotes o
partidas) de caract~rfsticas previamente definidas. Elprocedimiento
es el siguiente :
1) Toma de muestra. El nQmero demuestras se incluye en la T~bla
NV 3. El procedimiento esel desc rito en 3.1.3.5. a. 11).
11) Verificacin de la calidad, deacuerdo a los ensayos
especlflcados en la norma NCh 2148 Se rea liza de acuerdo con
losensayos que se resumen en la labla NV 3.
111) Otorgamiento del certificadode conformidad, valido slo p~ra
el conjunto de unidades inspeccionadas.
Iv) Colocacin a cada una de ellas,de un sello distintivo de
laEntidad de Certi ficacin queacredite esta inspeccin de calidad y
certificacin.