Embed Size (px)
Citation preview

HORNOS DE INDUCCIÓN: SU
PROCESO Y REFRACTARIOS
UNIVERSIDAD TÉCNICA
FEDERICO SANTA MARÍA
DEPARTAMENTO DE
METALURGIA Y
MATERIALES
NOMBRES: PAOLO BERNAL GÓMEZ 2603010-2
DIEGO MENA CONTRERAS 2760041-7
FECHA: 23 de marzo de 2012

2
ÍNDICE
Contenido 1.- INTRODUCCIÓN ......................................................................................................................................................... 3
2.- Tipos de hornos ......................................................................................................................................................... 3
2.1.- Horno de leña .................................................................................................................................................... 3
2.2.- Horno de gas ...................................................................................................................................................... 3
2.3.- Horno eléctrico .................................................................................................................................................. 3
2.4.- Cocina solar ........................................................................................................................................................ 4
2.5.- El horno de crisol ............................................................................................................................................... 4
2.6.- Horno de microondas ........................................................................................................................................ 4
2.7.- Hornos de cubilote ............................................................................................................................................. 4
2.8.- Hornos de inducción .......................................................................................................................................... 4
2.9.- Hornos de resistencia ........................................................................................................................................ 5
3.- HORNOS DE INDUCCIÓN ........................................................................................................................................... 5
3.1.- Hornos de baja frecuencia ................................................................................................................................. 6
3.2.- Hornos de alta frecuencia .................................................................................................................................. 6
3.3.- Hornos electrónicos ........................................................................................................................................... 7
4.- Ventajas de los Hornos eléctricos de inducción ........................................................................................................ 7
5.- HORNOS A ANALIZAR ................................................................................................................................................ 8
5.1.- HORNO DE CANAL .............................................................................................................................................. 8
5.1.1.- Armado del Horno de Canal ....................................................................................................................... 9
5.1.2.- Armado de Taza de Horno Birlec .............................................................................................................. 10
5.2.- HORNO DE INDUCCIÓN VERTICAL ................................................................................................................... 10
5.2.1.- ARMADO DEL HORNO DE INDUCCIÓN ..................................................................................................... 11
6.- ANEXO: ESPECIFICACIONES DE REFRACTARIOS .................................................................................................. 11
6.1.- Refractarios en Seco ........................................................................................................................................ 11
Dri Vibe ................................................................................................................................................................ 11
Minro Sil ............................................................................................................................................................... 11
6.2.- Refractarios Húmedos ..................................................................................................................................... 12
Carboxite 50 ......................................................................................................................................................... 12
Carboxite 66 ......................................................................................................................................................... 12
Resimur 150 ......................................................................................................................................................... 12
6.3.- Otros Refractarios ............................................................................................................................................ 12
Kaowool ............................................................................................................................................................... 12

3
1.- INTRODUCCIÓN
Un horno es un dispositivo que genera calor y que lo mantiene dentro de un
compartimento cerrado. Se utiliza tanto en la cocina para cocinar, calentar o secar alimentos,
como en la industria. La energía calorífica utilizada para alimentar un horno puede obtenerse
directamente por combustión (leña, gas u otro combustible), radiación (luz solar), o
indirectamente por medio de electricidad (horno eléctrico).
El horno tradicional era un recinto formado por una fábrica de tapial o adobes, que
acababa convirtiéndose en un bloque de material de alfarería por la cocción por calor. Tenían
forma de pequeña bóveda sobre una base plana y una sola abertura, la entrada. Se calentaba
mediante un fuego de leña, que se dejaba consumir. El grosor, la inercia térmica de la envoltura,
guarda el calor. La base donde se produce la combustión se limpia de cenizas y en ella se
colocan los alimentos que deben asarse.
2.- Tipos de hornos
2.1.- Horno de leña
Funcionan a partir de materiales forestales. Desde el punto de vista del consumo
energético son los menos eficientes y los que más emisiones de dióxido de carbono tienen, pero
desde el punto de vista gastronómico, en ciertos casos da un sabor especial a ciertos platos. Es
ampliamente utilizado en la cocina tradicional castellana: como por ejemplo para el cordero
asado o el cochinillo asado.
2.2.- Horno de gas
Son una buena opción ya que tienen una cocción similar a la de los de leña. (En cuanto a
las implicaciones ecológicas es aún mejor ya que estos no emiten al ambiente gases de una
combustión no controlada.)
2.3.- Horno eléctrico
Los hornos eléctricos son totalmente automatizados; la cocción es la más perfecta por el
control que mantiene sobre la temperatura en todo momento. Cierto que el consumo de
electricidad es oneroso, aunque en los modernos no es excesivamente alto.

4
2.4.- Cocina solar
Su principal ventaja radica en el óptimo aprovechamiento del recurso solar para obtener
energía calorífica.
2.5.- El horno de crisol
Es un depósito en forma de tronco cónica en el cual el metal esta completamente aislado
del combustible, siendo su principal característica de presentar un envase con la parte superior
descubierta lo cual permite la eliminación de los gases y la obtención del metal líquido.
2.6.- Horno de microondas
Funciona mediante la generación de ondas electromagnéticas que interaccionan con las
moléculas de agua contenidas en los alimentos. La interacción consiste en aprovechar las
propiedades resonantes de las moléculas de agua que absorben la energía de las ondas
electromagnéticas, elevando su temperatura.
2.7.- Hornos de cubilote
Este es un tipo de horno cilíndrico vertical de aproximadamente 6 metros de alto, el cual
lleva los metales en el colocados, hasta el estado líquido y permite su colado, puede ser
utilizado para la fabricación de casi todas las aleaciones de Hierro, tiene ventilación forzada por
toberas ubicadas en la parte inferior del mismo.
2.8.- Hornos de inducción
Las muchas variantes existentes de hornos de inducción no es posible en la actualidad
clasificarlos rígidamente por la frecuencia de la corriente usada. Los hornos que trabajan a
frecuencias superiores a los 500 ciclos por segundo tienen un baño en forma de crisol cilíndrico
y no llevan un núcleo de hierro. Estos hornos se llaman corrientemente hornos de inducción sin
núcleo. En los últimos años se han construido muchos hornos de este tipo que trabajan a 50
ciclos por segundo, es decir, la frecuencia normal de las redes de suministro. Los primitivos
hornos de inducción tenían un canal de fusión que formaba el secundario en cortocircuito de un
transformador; estos se pueden denominar hornos de inducción de canal.

5
2.9.- Hornos de resistencia
Hay 2 clases fundamentales de hornos de resistencia. Los de la primera se calientan
mediante resistencias de aleaciones tales como la S niquel-cromo 80/20, en forma de cintas o
varillas; generalmente un crisol o recipiente para el metal líquido y siven para aleaciones de bajo
punto de fusión, como las de soldadura, las de tipos de imprenta, los metales antifricción para
cojinetes y algunas veces las de aluminio. Los elementos de caldeo se disponen alrededor del
exterior del crisol y todo el horno queda dentro de una carcasa rellena con un material
refractario y aislante térmico. Los elementos de caldeo suelen estar soportados por el
revestimiento refractario
3.- HORNOS DE INDUCCIÓN
Un Horno de inducción es un horno eléctrico en el que el calor es generado por
calentamiento, por la inducción eléctrica de un medio conductivo (un metal) en un crisol,
alrededor del cual se encuentran enrolladas bobinas magnéticas.
El principio de calentamiento de un metal por medio de la inducción fue descubierto por
Michael Faraday en 1831 mientras se encontraba experimentando en su laboratorio.
Una ventaja del horno de inducción es que es limpio, eficiente desde el punto de vista
energético, y es un proceso de fundición y de tratamiento de metales más controlable que con
la mayoría de los demás modos de calentamiento. Otra de sus ventajas es la capacidad para
generar una gran cantidad de calor de manera rápida. Los principales componentes de un
sistema de calentamiento por inducción son: la bobina de inducción, la fuente de alimentación,
la etapa de acoplamiento de la carga, una estación de enfriamiento y la pieza a ser tratada.
Las fundiciones más modernas utilizan este tipo de horno y cada vez más fundiciones
están sustituyendo los altos hornos por los de inducción, debido a que aquellos generaban
mucho polvo entre otros contaminantes. El rango de capacidades de los hornos de inducción
abarca desde menos de un kilogramo hasta cien toneladas y son utilizados para fundir hierro y
acero, cobre, aluminio y metales preciosos. Uno de los principales inconvenientes de estos
hornos es la imposibilidad de refinamiento; la carga de materiales ha de estar libre de productos
oxidantes y ser de una composición conocida y algunas aleaciones pueden perderse debido a la
oxidación (y deben ser re-añadidos).
El rango de frecuencias de operación va desde la frecuencia de red (50 ó 60 Hz) hasta los
10 kHz, en función del metal que se quiere fundir, la capacidad del horno y la velocidad de
fundición deseada - normalmente un horno de frecuencia elevada (más de 3000 Hz) es más

6
rápido, siendo utilizados generalmente en la fundición de aceros, dado que la elevada
frecuencia disminuye la turbulencia y evita la oxidación. Frecuencias menores generan más
turbulencias en el metal, reduciendo la potencia que puede aplicarse al metal fundido.
En la actualidad los hornos de frecuencia de línea (50 ó 60 Hz, según país) han quedado
en desuso, ya que los mismos poseían muy poca eficiencia energética y además cargaban con
un alto coste de mantenimiento, dado que contenían una gran cantidad de elementos
electromecánicos. En las últimas décadas (aproximadamente desde finales de la década de
1970) se han incorporado equipos de estado sólido, conformados en su etapa de potencia con
componentes tales como tiristores (diodos SCR) y transistores de potencia tipo IGBT, con lo que
el rendimiento y eficiencia de estos equipos ha aumentado considerablemente.
Un horno para una tonelada precalentado puede fundir una carga fría en menos de una
hora. En la práctica se considera que se necesitan 600 kW para fundir una tonelada de hierro en
una hora.
Un horno de inducción en funcionamiento normalmente emite un zumbido, silbido o
chirrido (debido a la magnetostricción), cuya frecuencia puede ser utilizada por los operarios
con experiencia para saber si el horno funciona correctamente o a qué potencia lo está
haciendo.
Se distinguen tres clases de hornos de inducción:
3.1.- Hornos de baja frecuencia
En estos hornos el calor se produce por el efecto joule de la corriente inducida en el
metal que se trata de fundir, que actúa como arrollamiento secundario de un transformador.
Los primeros modelos estaban formados por un crisol en forma de anillo que constituía la espira
del secundario de un transformador, cuyo primario estaba conectado a la red. Pero en la
actualidad los hornos de esta clase están formados por un crisol cuyo fondo está en
comunicación con un conducto circular, que forma la espira secundaria del transformador de
inducción. El metal contenido en el conducto es el que se funde, desplazándose su masa y
comunicando el calor al resto del material.
3.2.- Hornos de alta frecuencia
En los hornos de alta frecuencia el calor lo producen las corrientes de Foucault,
ordinariamente consideradas como parásitas, inducidas en el metal, que actúa como núcleo de
un solenoide o arrollamiento primario. Estos hornos están formados por un crisol refractario

7
que contiene el metal, rodeado de un arrollamiento de tubo de cobre por el que circula una
corriente de alta frecuencia, que crea un campo magnético variable, calentándose la masa de
metal contenida en el crisol por las corrientes de Foucault inducidas por el campo magnético. El
tubo de cobre del arrollamiento que rodea el crisol está refrigerado por agua que circula en su
interior. En general las frecuencias de las corrientes eléctricas para la alimentación de este tipo
de hornos, varia de 300 a 30000 ciclos por segundo, producidas por osciladores de tubos
catódicos. La potencia del horno y por tanto, la temperatura, se regula variando la frecuencia.
Los hornos eléctricos de alta frecuencia tienen la ventaja de que en ellos puede fundirse
cualquier metal o aleación en las condiciones más rigurosas, en atmósferas especiales o al vacío,
ya que los hornos pueden trabajar herméticamente cerrados. Tienen el inconveniente de su
elevado coste de instalación, que todavía encarece mas la necesidad de instalar condensadores
para mejorar el factor de potencia que es muy bajo. Por todo esto no se emplean,
generalmente, más que para fundir metales preciosos, níquel y aleaciones de níquel, aceros
inoxidables y en experiencias de laboratorio.
3.3.- Hornos electrónicos
En los hornos electrónicos el calor se produce por la vibración molecular del cuerpo que
se trata de calentar cuando es sometido a un fuerte campo de radiaciones electromagnéticas de
muy alta frecuencia (frecuencias de radio). Estos hornos también denominados de perdidas
dieléctricas, se emplean para aplicaciones para las que sus cualidades especificas los hagan muy
superiores, desde el punto de vista técnico, a los demás hornos, compensando así el mayor
coste de la fusión.
4.- Ventajas de los Hornos eléctricos de inducción Los hornos eléctricos de inducción se emplean cada día más para la fusión de metales,
pues tienen las siguientes cualidades:
Su rendimiento es muy elevado, por generarse calor únicamente en la masa metálica a
fundir.
Las corrientes electromagnéticas que circulan por el metal producen movimientos en la
masa fundida, que uniformizan su composición.
La temperatura puede regularse con gran precisión.
Con estos hornos es posible fundir en vacío.
Las perdidas por volatilización y oxidación son muy reducidas.

8
5.- HORNOS A ANALIZAR
Los hornos que analizaremos en este trabajo serán:
Horno de canal (simple y doble)
Horno de inducción vertical
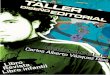
5.1.- HORNO DE CANAL
El horno de canal corresponde a aquel que utiliza una canal de acero simple al carbono a
través de la cual pasa la bobina inductora. La finalidad de la canal es producir el movimiento
convectivo del metal al interior de la taza para lograr la homogeneidad de la aleación a partir de
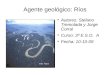
la inducción de la bobina. Existen hornos de canal simple y doble. En el caso de los hornos de
canal simple, ésta tiene forma de U. En el caso de los hornos de canal doble, ésta tiene forma de
W y se utilizan dos pequeñas bobinas. Las capacidades típicas son de 300 Kg para los hornos de
canal simple y 500 Kg para los de canal doble.
Horno de canal simple

9
Horno de canal doble
5.1.1.- Armado del Horno de Canal
Se procede al armado de un horno de canal desde el inductor o parte inferior de éste. El
primer paso es revestir la superficie interna con Kaowool de 5 mm de espesor (véase Otros
Refractarios y Anexo: Especificaciones de Refractarios). Posteriormente, se aplica Minro Sil
(véase Anexo: Especificaciones de Refractarios), procurando llenar toda la caja inferior hasta
una altura aproximada de 2 pulgadas por sobre el límite inferior del agujero donde se instalará
el cilindro de acero inoxidable en el caso del horno de 300 Kg, o 2 pulgadas por sobre los
agujeros donde irán los cilindros en el caso del horno de 500 Kg. Luego, se retira el material
justo para la instalación de la canal de acero simple al carbono. Dicha canal sirve para el
movimiento convectivo del metal líquido al interior del horno, de manera tal que se mejora
notablemente la homogeneidad de la aleación. Para el horno de 300 Kg, la canal tiene forma de
U, en cambio, para el de 500 Kg, tiene forma de W. Una vez anclada la canal y fijado el (los)
cilindro(s) con Kaowool, se procede a la instalación de la parte superior o tapa del horno.
Posteriormente se rellena con Minro Sil la totalidad de la estructura. Entre inductor y taza se
coloca una base de Kaowool con Resimur 150 (véase Anexo: Especificaciones de Refractarios)
para soportar las dilataciones producto de la temperatura de trabajo del horno y para separar la
taza del inductor cuando el horno sale de servicio.

10
Posteriormente se monta la taza sobre el horno, agregándose refractario hasta
completar un espesor de unos 15 cm medidos desde el nivel de llenado del inductor. Finalmente
se cumbre el piso del horno con una lámina de cobre de aproximadamente 1 mm de espesor.
5.1.2.- Armado de Taza de Horno Birlec
La taza del horno Birlec corresponde a una estructura de forma cilíndrica que se monta
sobre el cuerpo principal y que, en definitiva, es en donde se vierten los metales sólidos para
que posteriormente ocurra el proceso de fundición. Para armar la taza, se aísla interiormente la
estructura metálica con Kaowool y luego se instalan ladrillos refractarios pegados con Resimur
150 (véase Anexo: Especificaciones de Refractarios). Posteriormente, se coloca una estructura
de madera cilíndrica concéntrica a la taza, rellenándose el espacio entre los ladrillos y dicha
estructura con Carboxite 66 (véase Anexo: Especificaciones de Refractarios) y se deja secar.
5.2.- HORNO DE INDUCCIÓN VERTICAL
El horno de inducción vertical utiliza el típico principio de los hornos de inducción. Consiste en
una bobina cilíndrica montada en un cuerpo y al interior de la cual existe un crisol que aloja el
metal fundido.

11
5.2.1.- ARMADO DEL HORNO DE INDUCCIÓN
Antes de comenzar con el armado de este horno es necesario verificar que el piso del
horno esté completamente nivelado y sin defectos. Si eso ocurriese, es necesario emparejar y
sellar utilizando Carboxite 50 (véase Anexo: Especificaciones de Refractarios). También es
necesario recubrir la parte interior de la bobina inductora con Carboxite 66 para protegerla.
Posteriormente se asienta la bobina en la estructura, de manera tal que toda la circunferencia
de ésta quede en contacto con el piso. El fondo del horno se recubre con Kaowool (véase Otros
Refractarios y Anexo: Especificaciones de Refractarios). Se instala la “araña” o conexión
eléctrica a tierra del horno, la cual debe quedar en contacto con el metal a fundir y se rellena el
espacio entre el piso y la bobina con Carboxite 50. Se colocan las tapas de la estructura, las
cuales deben coincidir con los “espárragos” o pernos de anclaje y se sellan los espacios entre
ellas con Resimur 150 (véase Anexo: Especificaciones de Refractarios). Luego se instala una
cubierta aislante en toda la superficie interior de la bobina, la cual se adhiere con Agorex®.
Posteriormente, se llena la base con Dri Vibe (véase Anexo: Especificaciones de Refractarios) y
se instala un cilindro de cobre concéntrico con la bobina, llenándose el espacio con más Dri Vibe
hasta el borde de las tapas y se hace el anillo superior con Carboxite 66 (véase Anexo:
Especificaciones de Refractarios).
6.- ANEXO: ESPECIFICACIONES DE REFRACTARIOS
6.1.- Refractarios en Seco
Dri Vibe
Análisis Químico: Al2O3 85.3%; MgO 10.6%; TiO2 1.8%; Otros 2.3%.
Tamaño de grano: 3.5 mesh.
Rango de Temperaturas: 980ºC a 1705ºC.
Método de instalación: En seco.
Presentación: Saco conteniendo 25 Kg.
Sinterización: Escalón Inicial 750-800ºC; Temperatura Final 1316ºC; Tasa 170ºC/hora.
Minro Sil
Análisis Químico: SiO2 99.2%; Al2O3 0.5%; Fe2O3 0.1%; Otros 0.2%.
Tamaño de grano: 4 mesh.
Temperatura: 1650ºC.

12
Método de instalación: En Seco.
Presentación: Saco conteniendo 25 Kg.
Sinterización: Escalón Inicial 980ºC; Temperatura Final 1595ºC; Tasa depende de la capacidad.
6.2.- Refractarios Húmedos
Carboxite 50
Análisis Químico: SiO2 45%; Al2O3 41%; CaO 7%; Fe2O3 3.5%; TiO2 2%; Otros 1.5%.
Tamaño de grano: 3 mesh.
Temperatura: 1500ºC.
Método de instalación: 8 a 12% de agua.
Presentación: Saco conteniendo 25 Kg.
Carboxite 66
Análisis Químico: Al2O3 96%; CaO 3.5%; SiO2 0.2%; Fe2O3 0.1%; Otros 0.2%.
Tamaño de grano: 3 mesh.
Temperatura: 1800ºC.
Método de instalación: 10% de agua.
Presentación: Saco conteniendo 25 Kg.
Resimur 150
Análisis Químico: Al2O3 41%; SiO2 52%; Fe2O3 1%; Otros 6%.
Tamaño de grano: 2 mesh.
Temperatura: 1500ºC.
Método de instalación: 10% de agua.
Presentación: Saco conteniendo 25 Kg.
6.3.- Otros Refractarios
Kaowool
Temperatura: 1260ºC a 1400ºC.
Densidad: Tres presentaciones 64 Kg/m3, 96 Kg/m3, 128 Kg/m3.
Presentación: Rollo de 10 m2.