Embed Size (px)
Citation preview

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 1/107
2.1. Alteración de alimentos frescos
Causas de la descomposición de los alimentos frescos:
Procesos físicos
) Evaporación del agua (pérdidas de peso, mermas)
) Desecación y contracción de la superficie
) Cambios de coloración.
Procesos Químicos y Bioquímicos
) Procesos de maduración (producción de etileno en frutas
y vegetales)
) Degradación de Albuminoides ³autolisis´ de tejidos en
carnes y pescados
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 2/107
) Reacción de Maillard: Consiste en la descomposición de
glúcidos y proteínas en compuestos intermedios liberando
polímeros de color pardo y sabor amargo.
) Desnaturalización de proteínas: Modificación de las estructuras
cuaternaria, terciaria y hasta secundaria de las proteínas,
perdiendo sus propiedades funcionales como ser la solubilidad,
actividades enzimáticas, etc.
) Modificaciones físico químicas: A temperatura ambiente, con el
transcurrir del tiempo, los almidones que se encuentran en
estado amorfo se cristalizan. Esta es la causa por la cual el pan
se endurece.
) Oxidaciones no enzimáticas: Los lípidos y ácidos grasosinsaturados sufren procesos de oxidación que le otorgan al
alimento el gusto rancio característico.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 3/107
) Alteraciones enzimáticas: Se trata de reacciones bioquímicas
en las cuales una enzima (catalizador biológico) produce
reacciones específicas. Por ejemplo:Hidrolasas: actuantes sobre proteínas (proteasas), lípidos
(lipasas), y glúcidos (glucosidasas y alfa y beta amilasas).
Oxidasas: Compuestos enzimáticos que permiten las
oxidaciones de los glúcidos y de los lípidos en fenómenos
respiratorios y de fermentación.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 4/107
Procesos microbiológicos
) El deterioro de frutas y hortalizas puede ser causado por numerosos hongos y bacterias.
) Las pérdidas más importantes son ocasionadas por mohos de los
géneros Alternaria, Botrytis, Botryosphaeria, Colletotrichum,Diplodia, Monilinia, Penicillium, Phomopsis, Rhizopus y Sclerotinia y por las bacterias de los géneros E rwinia y Pseudomonas.
) La mayor parte de estos microorganismos son débilmentepatógenos.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 5/107
2.2. Estrategias para conservación de alimentos
Criterios de decisión de un método de conser vación paraalimentos:
1. Máxima prolongación de la capacidad de conservación de losalimentos.
2. Mínima modificación de las características sensoriales de lacalidad y del valor nutritivo.
3. Amplia esfera de empleo.
4. Bajos costos
5. Ausencia de acciones nocivas para la salud.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 6/107
Efectos de la temperatura
La temperatura es el factor más importante que gobierna la calidad
de los alimentos.
En el caso de los frutos climatéricos, se puede recurrir a las bajastemperaturas para retrasar el comienzo de la maduraciónorganoléptica.
El efecto del descenso de la temperatura sobre la maduración
organoléptica sigue una relación exponencial.
El proceso unitario de refrigeración y congelación reduce la tensiónde vapor de agua, disminuyendo la evaporación de agua y la
perdida de peso.
Al reducir la temperatura disminuye la cinética de las reaccionesquímicas de deterioro.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 7/107
Efectos adversos de las bajas temperaturas
La lesión por congelación tiene lugar a temperaturas de 0ºC oinferiores e implica la formación de hielo inter o intracelular.
La temperatura de congelación depende de la concentración
de solutos en el tejido; el punto de congelación es tanto más bajo
cuanto mayor sea la concentración osmótica .
Efectos adversos de las temperaturas elevadas
La exposición a temperaturas elevadas se produce por acción
directa de la luz solar o a temperaturas del aire altas, o
tratamientos térmicos.
La actividad de las enzimas de las frutas y hortalizas
disminuye a temperaturas por encima de 30ºC (se desnaturalizan);
muchas siguen activas a 35ºC, pero la mayoría se inactivan a 40ºC.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 8/107
La exposición continua de algunos frutos climatéricos a temperaturasen torno a 30ºC facilita la maduración de su porción comestible,
pero inhibe su pigmentación.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 9/107
Para conservar la consistencia del producto
Los emulsificantes confieren a los productos una textura consistentee impiden que se separen.
Los estabilizantes y espesadores les dan textura suave, uniforme.
Los agentes anticoagulantes ayudan a sustancias como la sal a fluir
con libertad.
Para aumentar o mantener el valor nutritivo
A muchos alimentos, como la leche, la harina, cereal y margarina se
les agregan vitaminas y minerales para completar aquellos que tal
vez falten.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 10/107
D.S. 977, TITULO XV PARRAFO II
Artículo 350.- La harina deberá contener como mínimo las siguientes
cantidades de vitaminas y sales minerales:
Tiamina 6,3 mg/kg
Riboflavina 1,3 mg/kg
Niacina 13,0 mg/kg
Hierro 30,0 mg/kg
Acido fólico 2,0 a 2,4 mg/kg
El hierro debe agregarse en forma de sulfato o de pirofosfato
ferroso.
La fortificación de la harina con ácido fólico será obligatoría a
partir del 01.de enero del año 2000, pudiendo ser incorporada en
formavoluntaria con anterioridad.(1)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 11/107
Aumento de la HR
El incremento de la HR del aire reduce el dpv entre el
producto y el aire y, por tanto, la cantidad de agua evaporada del
producto antes de que se sature el aire de su entorno.
Humedades relativas muy altas, (por ej., > 95%) tienen el
inconveniente de favorecer el crecimiento de los hongos (por ej.,en los cítricos).
En los medios de cultivo, la mayor parte de los hongos dejan
de crecer cuando la HR se reduce a alrededor del 90% y sólo unos
pocos pueden multiplicarse a una HR del 85%.
A HR más bajas, las esporas no germinan, aunque en la
herida exista suficiente agua libre para permitir su germinación.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 12/107
Movimiento del aire
Para arrastrar el calor almacenado en el producto, se
necesita que el aire circule; pero hay que tener en cuenta los efectos
del movimiento del aire sobre las pérdidas de agua.
Siempre existe una capa de aire, de un grosor
microscópico, inmóvil, adyacente a la superficie del producto, en
que la presión de vapor de agua se halla aproximadamente enequilibrio con la del producto.
Embalaje
Las pérdidas de agua pueden reducirse colocando en torno al
producto una barrera física adicional, que también reduce el
movimiento del aire sobre la superficie del mismo.
El más simple de los métodos consiste en cubrir las pilas de
frutas y hortalizas (embaladas en bolsas o cajas) con materiales
impermeables.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 13/107
2.3. Preparación o transformación de los alimentos
2.3.1. Preparación tecnológica de productos vegetales
Antes de someter los alimentos a un proceso tecnológico debe
pasar por diferentes operaciones unitarias, entre ellas:
- Clasificación
- Calibrado
- Limpiado (pelado)
- Enjuagado o lavado
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 14/107
CLASIFICACIÓN
Ordenar la materia prima en diferentes grados de calidad.
Para aumentar la eficiencia tecnológica se tiende a clasificar antes delproceso.
Se realiza generalmente en forma manual.
La clasificación de materias primas vegetales se utiliza para: Descartar unidades de descarte
Facilitar la calibración posterior

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 15/107
CALIBRADO
Consiste en separar las frutas y vegetales bajos criterios detamaño, volumen o peso.
Los mejores resultados se obtienen en calibradoreshorizontales, los equipos de tambor rotatorio malos resultados.
Son mas eficientes los equipos calibradores con orificios
redondos.
El daño mecánico depende del material de construcción.(metal>plástico).
Calibre 1
Calibre 2
Calibre 3
Alimentación
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 16/107
LIMPIEZA
Eliminar de la M.P. porciones vegetales no comestibles ode inferior valor.
Residuos de productos vegetales:
Ar vejas 55-75%
Apio 40-50%Coliflor/espinaca 30-45%
Pepino/zanahoria 20-40%
Frutillas 10-20%
La limpieza consiste en quitar la cascara, hueso, hojas,
pecíolos, cálices, etc.
Para retirar la piel de los vegetales se utilizan métodos
químicos, mecánicos, termicos o mixtos.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 17/107
PELADO
Los métodos de pelado mas utilizados en los procesostecnológicos de alimentos son:
Pelado mecánico:
Consiste en frotar la cáscara contra la superficie interna de untambor rotatorio revestido de granos de tierra silícea.
Trabajan en flujo continuo.
Requieren productos de buena calidad.
Pelado al vapor:
Consiste someter el producto a vapor de agua durante un tiempodeterminado y luego retirar la piel reblandecida por duchas deagua a presión (0,6 MPa)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 18/107
Al actuar en equipos continuos se reduce el consumo de vapor.
³Multiflash-peeling´ repeticiones de varias compresiones ydescompresiones del vapor (evita los surcos de cocción profundos)
Terminan en un pelador en seco donde se cepilla la piel.
Pelado químico
Se trata la materia prima con una solución alcalina (lejía sódica) adeterminada [c] y Tº, posteriormente se lava con agua y seneutraliza con una solución ácida débil.
Consiste en un método combinado de tratamientos químicos ytérmicos.
Los parámetros dependen del estado de la M.P.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 19/107
Generalmente se usan los siguientes parámetros:
Temperatura 55-65ºC
Alcali [c] 15-20%
Tiempo inmersión 2-4 min. (Zanahorias)
10-13 min. (Patatas)
Método ³Wurpeel´ inmersión breve de álcali (2-3 min) luego elproducto se somete a radiación infrarroja.
Pelado al vapor y alcalino: La M.P. se trata primero con vapor deagua, posteriormente se sumerge 6-10 min en NaOH al 10% a75ºC.
Pelar la fruta en estado fresco es difícil. Manzanas se pelan amaquina.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 20/107
ENJUAGADO O LAVADO
Se utilizan para retirar de la superficie de las M.P.Impurezas minerales.
Las impurezas de tierra provocan alta contaminaciónmicrobiológica.
Con frecuencia son lavadoras de cepillo, lavadoras de lejìa,
enjuagadoras por aspersión.
El agua debe cumplir requisitos de potabilidad, debe cambiarsefrecuentemente.
Artículo 416 .- E
l agua utilizada para el enfriamiento de las conservasdeberá ser clorada, debiendo controlarse, para asegurar en todo momento
un nivel no inferior a 0,2 mg/l de cloro libre residual . S i esta agua se
recircula debe separarse toda materia orgánica insoluble.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 21/107
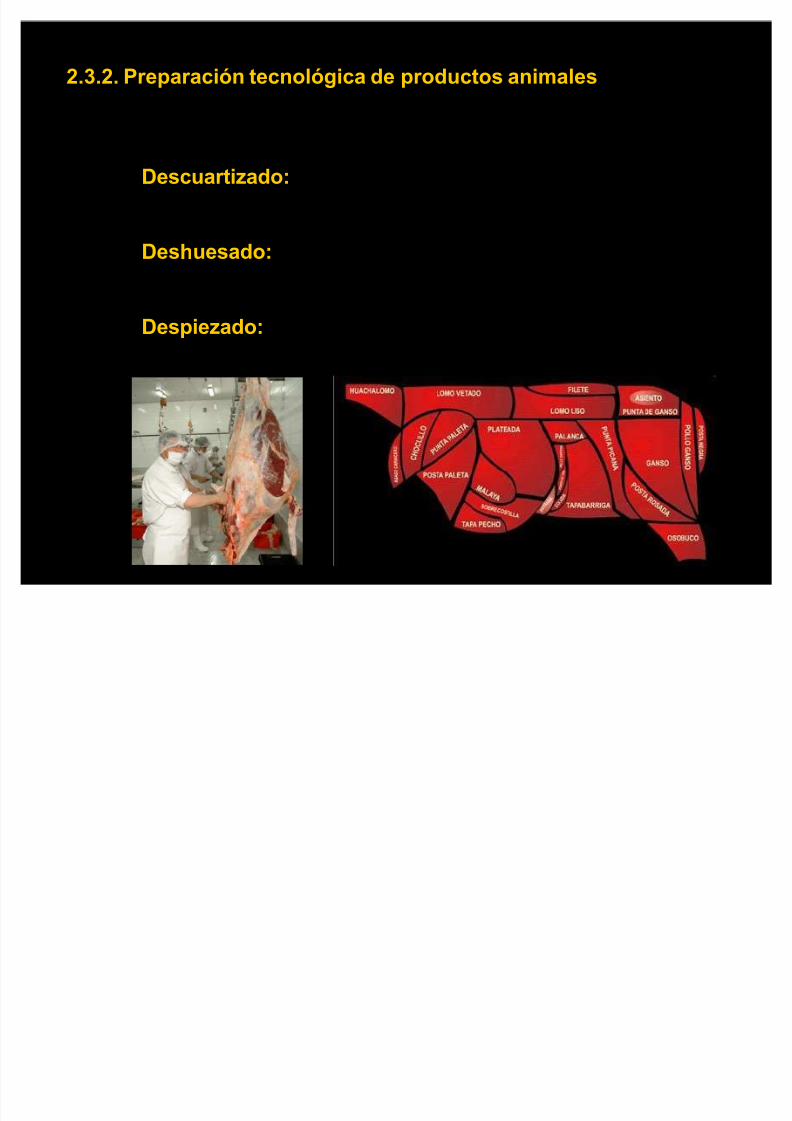
2.3.2. Preparación tecnológica de productos animales
La preparación tecnológica comprende etapas como:
Descuartizado: Corte de la canal en partes previstas para
tratamientos y usos distintos.
Deshuesado: Retirada de huesos de las masas musculares a
las que se encuentran anatómicamente unidos.
Despiezado: División de los cuartos en piezas de carne
compactas y adecuadas para diversos tipos(cortes).
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 22/107
La fase de preparación posterior consiste en eliminar porciones no
comestibles. El grado de picado depende del destino posterior (porcionado en
trozos, paso por cuter, corte en cubitos)
Modificaciones de la materia prima
Desde la muerte del animal y tras sucesivas secuencias de
la Faena, refrigeración y tiempo, la carne va sufriendo
modificaciones que se cumplen casi obligatoriamente.
A. MermasB. Rigidez cadavérica
C. Maduración
D. Modificación del Olor
E. Modificación del Color
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 23/107
Mermas: Perdida de peso
Factores Condiciones ambientales
(Temperatura, HR y velocidad del aire)
Producto (% de agua, Tipo de animal y tamaño)
Horas de exposición
Controles (control de temperatura, HR y velocidad del aire)
Rigidez cadavérica: Músculos consistentes rígidos y firmes.
Fibras acortadas y engrosadas de tamaño.
Duración (comienzo 1 - 8 horas)
(termino 48-72 horas)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 24/107
Maduración:
Desintegración del músculo libera enzimas que en condiciones de
temperaturas y pH desarrollan acciones proteolíticas.
Efecto del pH: Se eleva a 6.0 a 6.2 por bases alcalinas
especialmente amoniacales.
La estructura normal de la fibra desaparece y se desorganiza eltejido conjuntivo y muscular.
La carne es más tierna, sabrosa y aromática.
Controles:Tipo o calidad del animal
Tipo de músculo
pH
Higiene
Temperatura

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 25/107
Modificaciones del Olor:
Normal y característico A jeno (crecimiento m.o., modificaciones químicas por absorción)
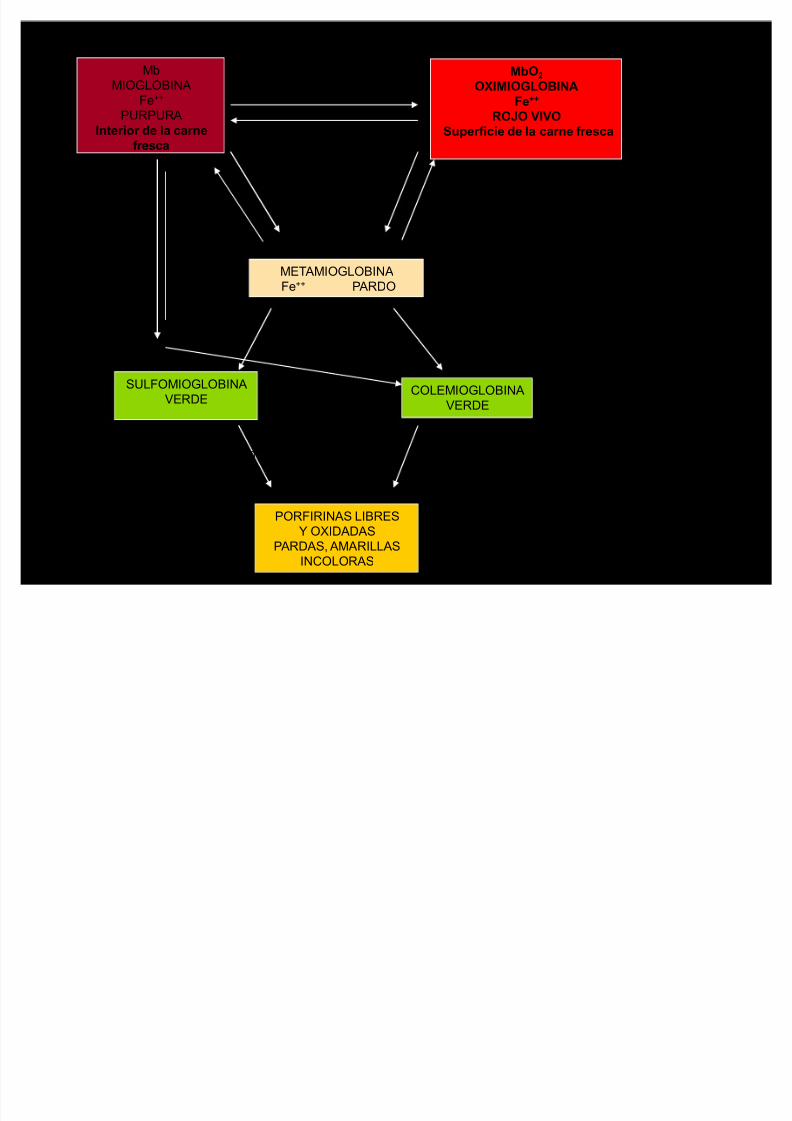
Modificaciones del Color:
Mioglobina (ver figura 2.1)
Grasa
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 26/107
Mb
MIOGLOBIN A
Fe++
PURPUR A
Interior de la carne
fresca
MbO2
OXIMIOGLOBINAFe++
ROJO VIVOSuperficie de la carne fresca
Oxigenación
(O2)
MET AMIOGLOBIN A
Fe++ P ARDO
SULFOMIOGLOBIN A
VERDECOLEMIOGLOBIN A
VERDE
PORFIRIN AS LIBRES
Y OXID AD AS
P ARD AS, AMARILLAS
INCOLOR AS
Oxidación
Reducción
OxidaciónOxidación
S - -
+
Oxidación Reducción
+
Oxidación
S - - +Oxidación
Oxidación
Reducción
Reducción+ Oxidación
Figura 2.1. Comportamiento de lamiglobina en la coloración de las
carnes
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 27/107
3. CONSERVACIÓN POR BAJAS TEMPERATURAS
El proceso de conser
vación por baja temperatura consiste en laextracción del calor del alimento, lo que produce:
Reducción del crecimiento de M.O.
La velocidad de reacción de todos los procesos disminuye al
reducir la temperatura.
Por cada 10ºC de reducción de Tº la velocidad de un proceso sehace 2 ó 3 veces menor.
Mejor abastecimiento de mercados.
Mejor calidad de los productos.
Disminución de las perdidas.
3.1. Conceptos de Refrigeración y Congelación
REFRIGERACIÓN
En los sistemas de refrigeración la Tº se mantiene en torno a
los 0ºC.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 28/107
Las condiciones del sistema de refrigeración depende de las
características del producto.
Los límites de temperatura para alimentos frescos se
encuentran entre los 2ºC (Vegetales) y ±2ºC ( Animales, carne grasa).
Sistemas denominados C onservación por congelación
parcial , consiste en someter el alimento a Tº bajo el punto de
congelación ±3... -4ºC.
El proceso provoca la congelación de capas superficiales.
Parámetros importantes en la refrigeración, a parte de latemperatura:
- HU M E DAD AMBI ENT AL R E LAT IVA
- V E LOCIDAD DE V ENT ILACIÒ N
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 29/107
Humedad ambiental relativa (80-95%)
Una elevada humedad sin ventilación puede provocar el
crecimiento de microflora.
Una HR demasiado baja aumenta la desecación de productos
sin envasar(Frutas y vegetales, carnes, pescados, etc.) o envueltos en
materiales no impermeables.
Movimiento del aire en la superficie del producto o en torno a un
apilamiento del orden de 0,1 ± 0,3 m/s.
También se aplican velocidades de 0,5 ± 5 m/s.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 30/107
Las principales perdidas de calidad de los alimentos se
debe al crecimiento de bacterias psicrófilas:
Pseudomonas
Flavobacterium Achromobacterium
Algunos mohos, como:
Penicillium
C ladosporiumThammidium
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 31/107
El problema mas importante de los alimentos refrigeradoscorresponden a las mermas por desecación, estas perdidas son
mayores que los productos congelados.
A 0ºC y a una H.R. del 90%, la merma de una carne sin
envasar es 5 veces mayor a una carne a la misma H.R. pero a ±28ºC.
Para mejorar la calidad de los sistemas de refrigeración:
Aplicar ozono en la nave de deposito.
Aplicando radiaciones ionizantes.
Mediante Atmósferas controladas.
Mediante Atmósferas modificadas. (o N2 , o CO2 y q O2)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 32/107
Prerrefrigeración o prefrío:
Corresponde a un enfriamiento rápido que se realiza a los
productos perecederos (Frutas-vegetales)
Productos Temperatura prefrío
Duraznos, damascos, 3 a 4°C
ciruelas, algunas peras
Manzanas, uvas, tomates, 5 a 8°C
espárragos
Cítricos, alcachofas, plátanos, 8 a 12°C
piñas
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 33/107
Importancia del prefrío:
Disminuye la actividad metabólica retardando la maduración.
Permite una mejor manipulación de los productos
El rápido enfriado disminuye el crecimiento de M.O.
Disminuye el deterioro del producto, menos perdidas de peso.
Evita oscilaciones térmicas en el interior de la cámara de refrigeración.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 34/107
Tipos de Refrigeración:
1. Corrientes de aire frío
Túnel o cámara, por donde circula aire frío (0 a 6 °C), HR (85-
95%), Velocidad del aire 0,3-5 m/s.
2. Agua fría (Hidrocooler)
Inmersión: Introducción del producto envasado en agua enfriada
Aspersión: Sistemas de ducha a presión
3. Hielo
Muy utilizado en la refrigeración de pescados, generalmente se
usa una relación de 3:1 ó 2:1, también es utilizado en la refrigeración de
carnes de aves.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 35/107
4. Sistemas de refrigeración mecánicos
5. Sistemas de refrigeración criogénicos
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 36/107
Cálculo de carga de enfriamiento en una cámara de refrigeración(Dossat, Cap.10):
Se determina mediante la suma de diversas fuentes de calor,
entre ellas:
a) Carga ganada por las paredes
b) Cargas por cambios de aire
c) Carga del producto
d) Cargas varias:
- Aportadas por la iluminación
- Aportadas por personas(Operarios)- Aportadas por envases y embalajes
- Aportadas por motores (Yales, montacargas, etc.)
- Aportada por la solidificación del serpentín
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 37/107
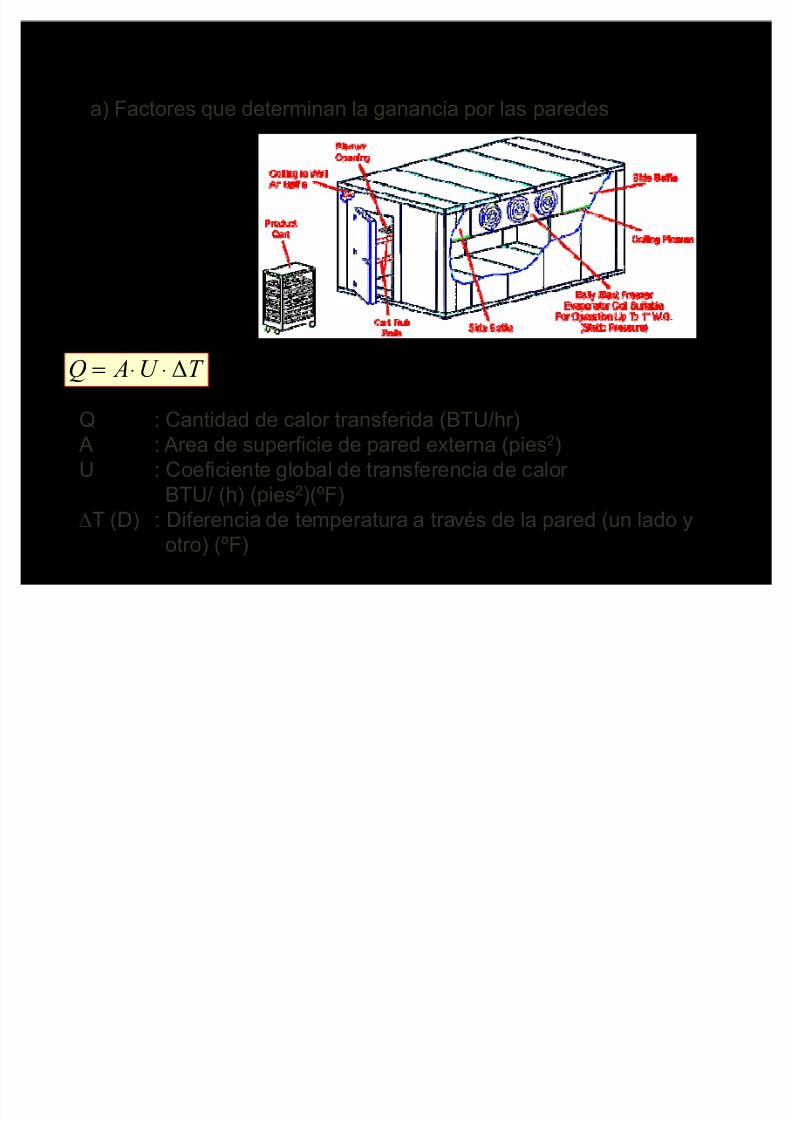
a) Factores que determinan la ganancia por las paredes
T U AQ (!
Q : Cantidad de calor transferida (BTU/hr) A : Area de superficie de pared externa (pies2)
U : Coeficiente global de transferencia de calor
BTU/ (h) (pies2)(ºF)
(T (D) : Diferencia de temperatura a través de la pared (un lado y
otro) (ºF)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 38/107
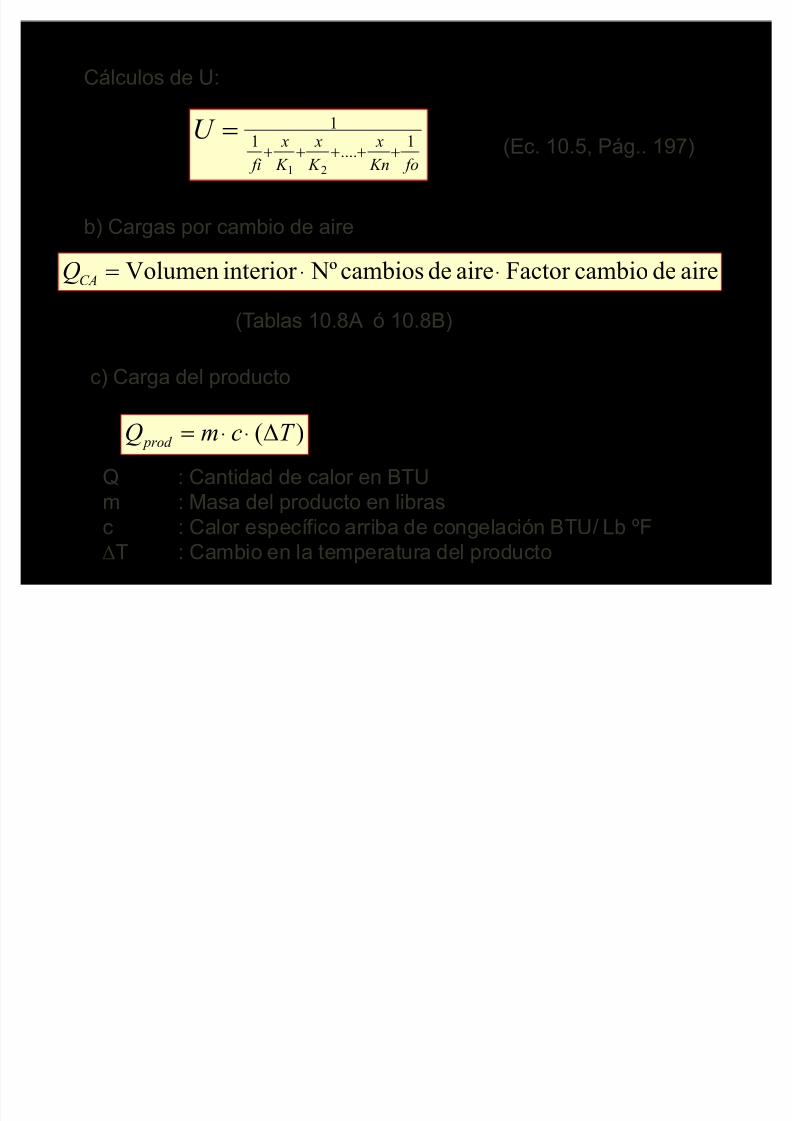
Cálculos de U:
fo Kn x
K x
K x
fiU 1....1
1
21
!(Ec. 10.5, Pág.. 197)
b) Cargas por cambio de aire
airedecambioFactor airedecambios Nºinterior Volumen!
C AQ(Tablas 10.8 A ó 10.8B)
c) Carga del producto
)( T cmQ pr od
(!
Q : Cantidad de calor en BTU
m : Masa del producto en libras
c : Calor específico arriba de congelación BTU/ Lb ºF
(T : Cambio en la temperatura del producto
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 39/107
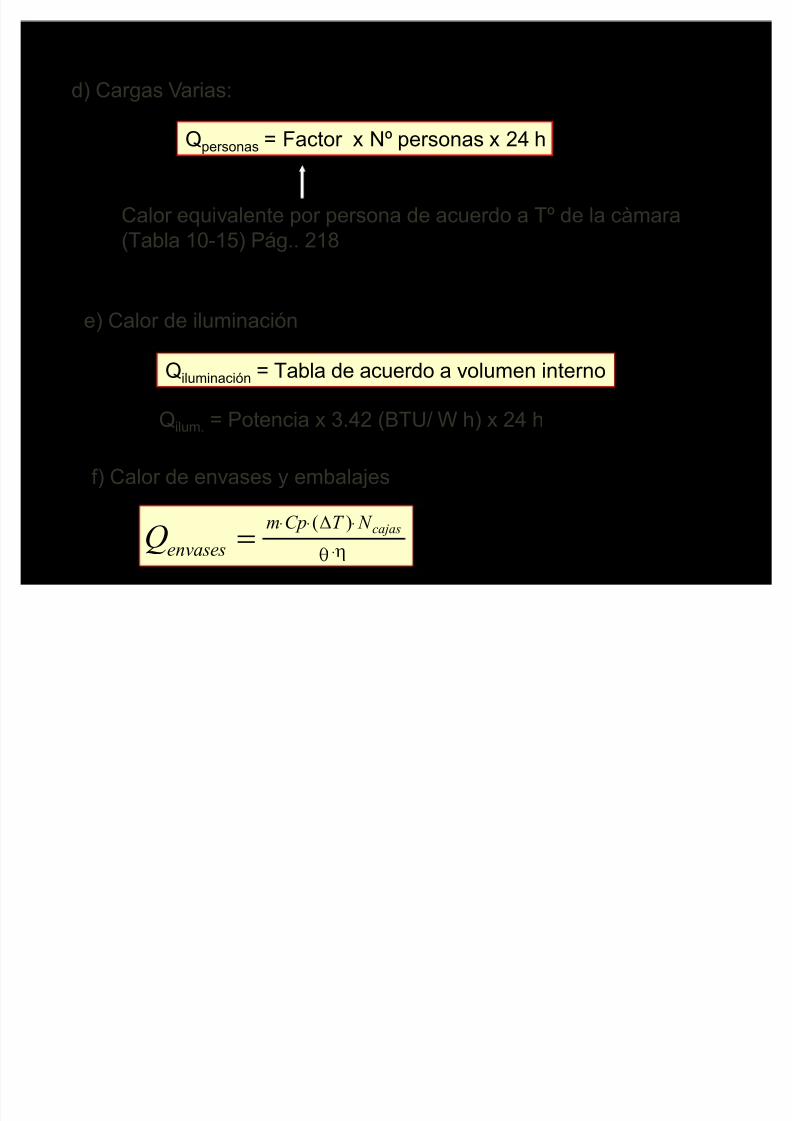
d) Cargas Varias:
Qpersonas = Factor x Nº personas x 24 h
Calor equivalente por persona de acuerdo a Tº de la càmara
(Tabla 10-15) Pág.. 218
e) Calor de iluminación
Qiluminación = Tabla de acuerdo a volumen interno
f) Calor de envases y embalajes
L U
(!
cajas N T C pm
envases
Q)(
Qilum. = Potencia x 3.42 (BTU/ W h) x 24 h

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 40/107
m : Masa unitaria de cajas
Cp : Calor especifico promedio de cada caja
N cajas : Número de cajas (a partir del volumen)
U : Tiempo de enfriamiento
L : Factor de rapidez depende del producto
5
9°C = (°F ± 32)
°F = °C + 329
5

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 41/107
CONGELACIÓN
La congelación es mucho mas compleja en el aspecto
tecnológico como termotécnico que la refrigeración.
Las principales industrias de alimentos del país y en el mundo
(hortalizas ± frutas)
La conser vación por Congelación se consigue aplicando
temperaturas inferiores a la zona térmica de crecimiento de M.O. y
reacciones de la actividad enzimática tisulares.
A la vez se deshidrata el producto con mediante el paso del
agua desde líquido a sólido(hielo).
La capacidad de conser vación de un producto congelado es
muchas veces superior a la del mismo producto refrigerado.
(Ver figura 1, pag. 3, Gruda & Postolski)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 42/107
Se alcanza un óptimo de calidad en un producto congelado
dependiendo de:
Asociado a un tratamiento térmico previo (Escaldado de verduras)
Preparación química ( Adición de azúcar o jarabe de fruta)
Envases adecuados.
Es necesario además que se cumpla lo siguiente:
Estado de la materia prima
Método de tratamiento
Tipo de congelación (rápida-lenta)
Condiciones de la cámara de almacenamiento (-18°C)
Método de descongelación
El grado de calidad se ve reflejado en la calidad sensorial,
preser vación de nutrientes y vitaminas.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 43/107
Pretratamientos de la congelación:
Tienen la finalidad de limitar las reacciones químicas de efectos
indeseables y la oxidación:
Eliminación de capas de grasa superficial adición de antioxidantes.
Evisceración de pescados y animales (evitar la difusión de enzimas
del tubo digestivo)
Destrucción de enzimas mediante escaldado (Hortalizas)
Embalaje hermético a gases y vapores.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 44/107
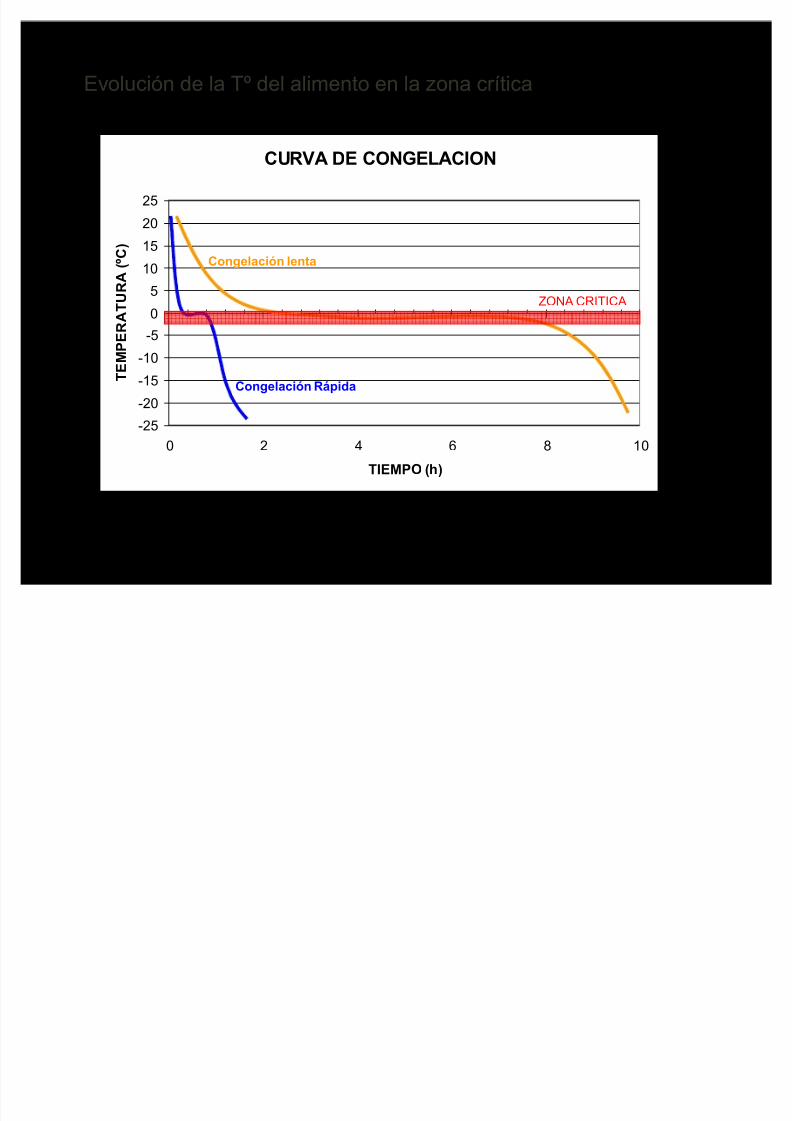
Congelación lenta / rápida:
Los efectos de la rapidez de congelación se obser van en la
descongelación.
Una congelación lenta produce una exudación de líquidos
mas abundante que una congelación rápida(Driping)
(Ver nucleación O.U.)
Relaciones TTT (tiempo temperatura tolerancia)
Las relaciones tiempo-temperatura son fundamentales para la
evolución de las cualidades del producto.
El tiempo se puede aumentar dentro de ciertos límitesconsiderando aspectos como:
Utilizar envolturas herméticas
Eliminando el Aire
³M
étodos barrera´, etc.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 45/107
Existen indicadores Tiempo ± Tº (NEW!), dispositivos que a
través de cambios de color señalan si el producto ha sobrepasadola Tº de control máxima permitida.
Factores de calidad de congelados:
Producto mismo (MP: estado fisiológico, higiénico, frescura, etc)
Procesos y operaciones previas a la congelación (Blanqueo de
hortalizas, evisceración, descabezamiento, edulcorado de frutas,
etc.)
Técnica de congelación utilizada ( Aire en túnel, lecho fluidificado,por contacto, IQF, etc.
Embalaje (caracteristicas como permeabilidad al vapor de agua,
oxigeno del aire, etc.)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 46/107
Descongelación:
Es una fase crítica de los productos congelados.
El riesgo es el crecimiento de M.O. a temperaturas de
descongelación lenta entre 5 y 65ºC (Tº ambiente)
Por lo general una descongelación segura puede ser:
ÃMantener el producto bajo la zona de Tº peligrosas (sobre 5ºC).
à Alcanzar rápidamente la Tº umbral de pasteurización(65ºC)
ÃUtilizar un método que actúe directamente sobre los cristales de
hielo (Microondas)
U n modo de descongelación valido en todos los casos esla descongelación lenta en aire frío (Cámara a 4ºC o frigoríficodoméstico)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 47/107
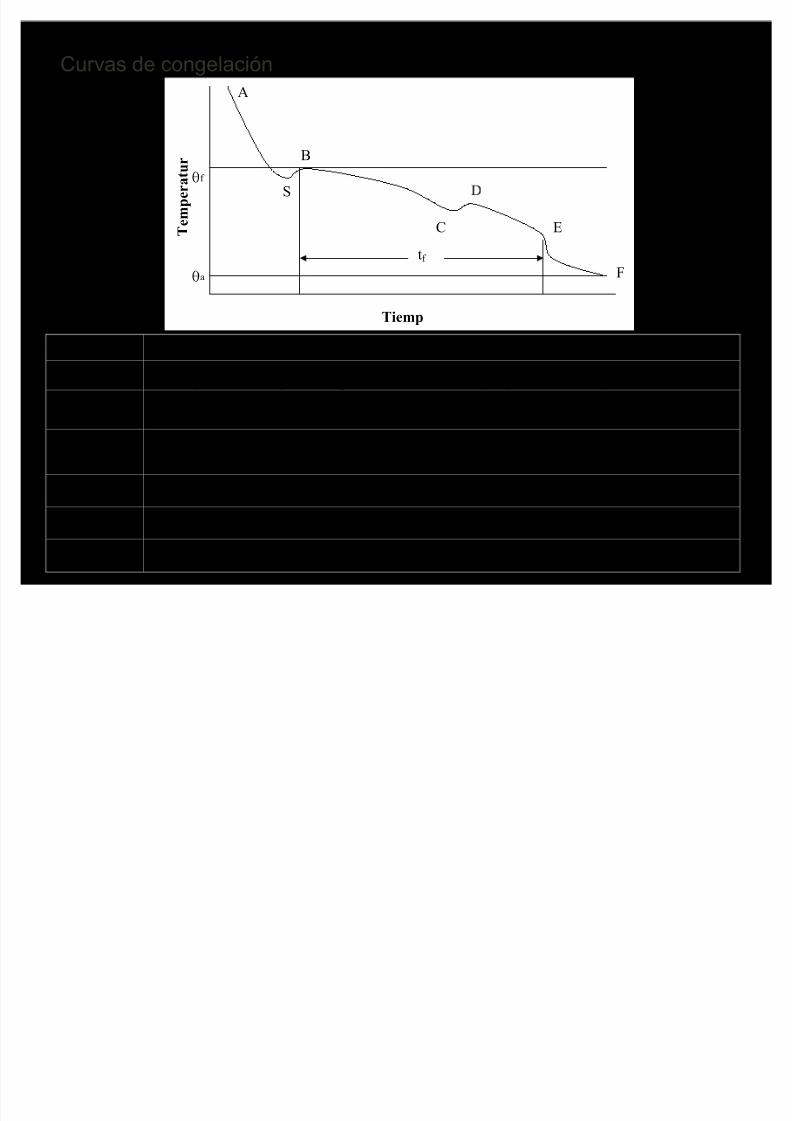
Cur vas de congelación
tf
A
S
B
C E
F
Tiemp
T e m p e r a t u r
Ua
Uf
Etapa Proceso
A -S El alimento se enfría por debajo de su punto de congelación Uf siempre inferior a 0°C. En el punto S, el agua se encuentra a
una temperatura inferior al punto de congelación aún está en estado líquido ("Sobreenfriamiento")
S - B La temperatura aumenta rápidamente hasta alcanzar el punto de congelación, ya que al formarse los cristales de hielo selibera calor latente de congelación a una velocidad superior a la que esta se extrae del alimento.
B - C Se elimina el calor latente y se forma el hielo, pero la temperatura permanece casi constante. El incremento de laconcentración de los solutos en la fracción de agua no congelada provoca un descenso en el punto de congelación y la
temperaturadesciende ligeramente.En esta etapa se forma la mayor parte del hielo.
C - D Uno de los solutos alcanza la sobresaturación y cristaliza. La liberación del calor latente de cristalización provoca unaumentode temperatura.
D - E La cristalización del agua y solutos continúa. El tiempo total de congelación (tf ) se haya determinado por la velocidad deextracción de calor.
E - F La temperatura de la mezcla de agua y hielo desciende hasta alcanzar la del congelador.
(Temperatura de almacenamiento -20°C)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 48/107
CURVADE CONGELACION
-25
-20
-15
-10
-5
0
5
10
15
20
25
0 2 4 6 8 10
TIEMPO (h)
T E M P E R A T U R A
( º C )
Congelación lenta
CongelaciónRápida
ZON ACRITIC A
Evolución de la Tº del alimento en la zona crítica
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 49/107
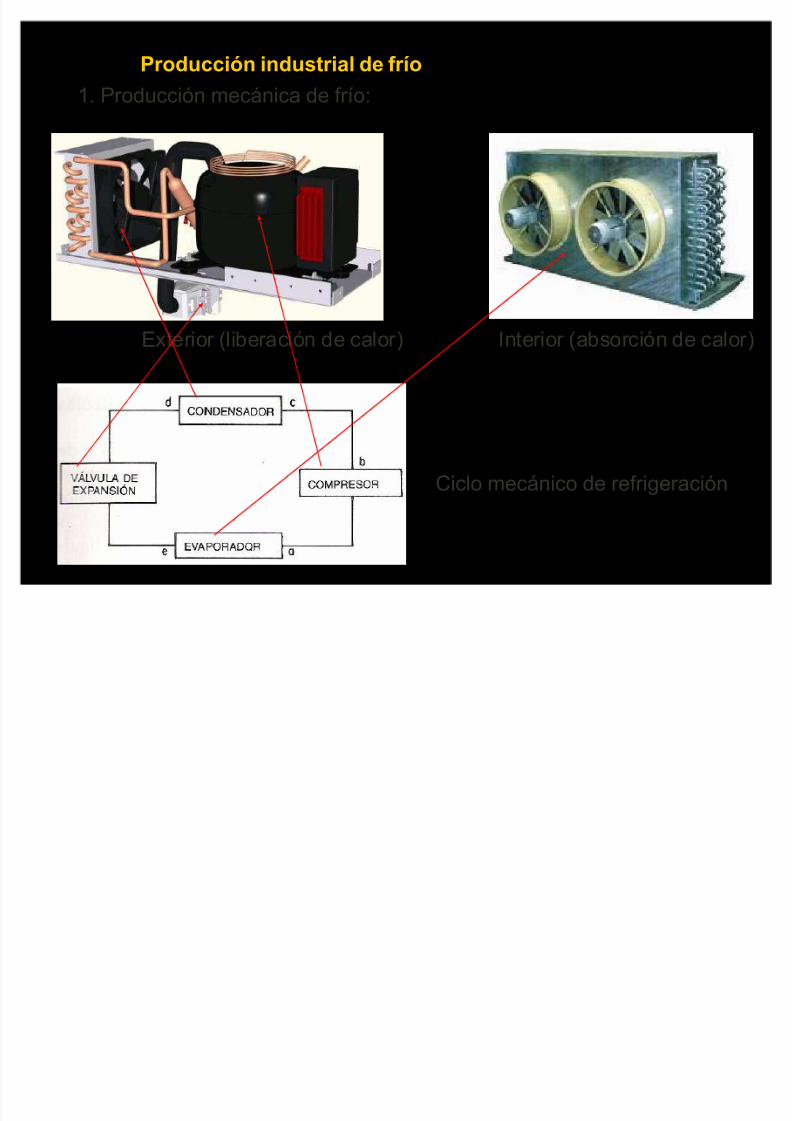
Producción industrial de frío
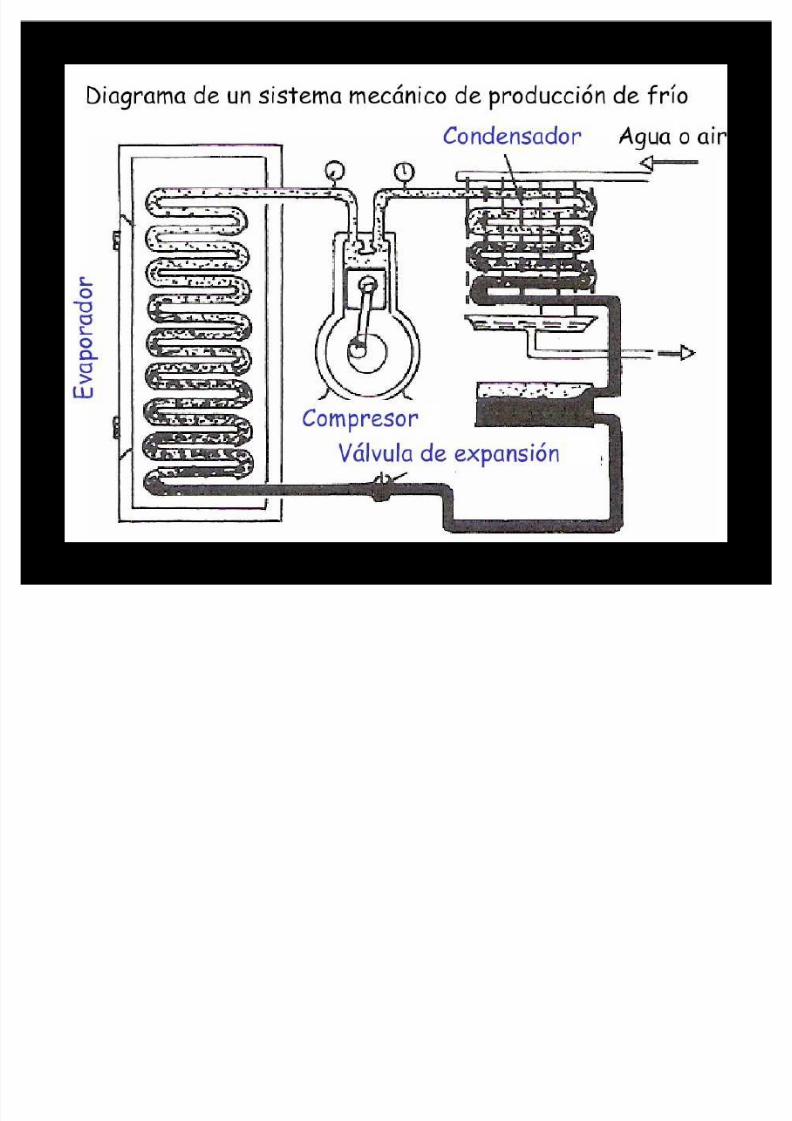
1. Producción mecánica de frío:
Exterior (liberación de calor) Interior (absorción de calor)
Ciclo mecánico de refrigeración
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 50/107
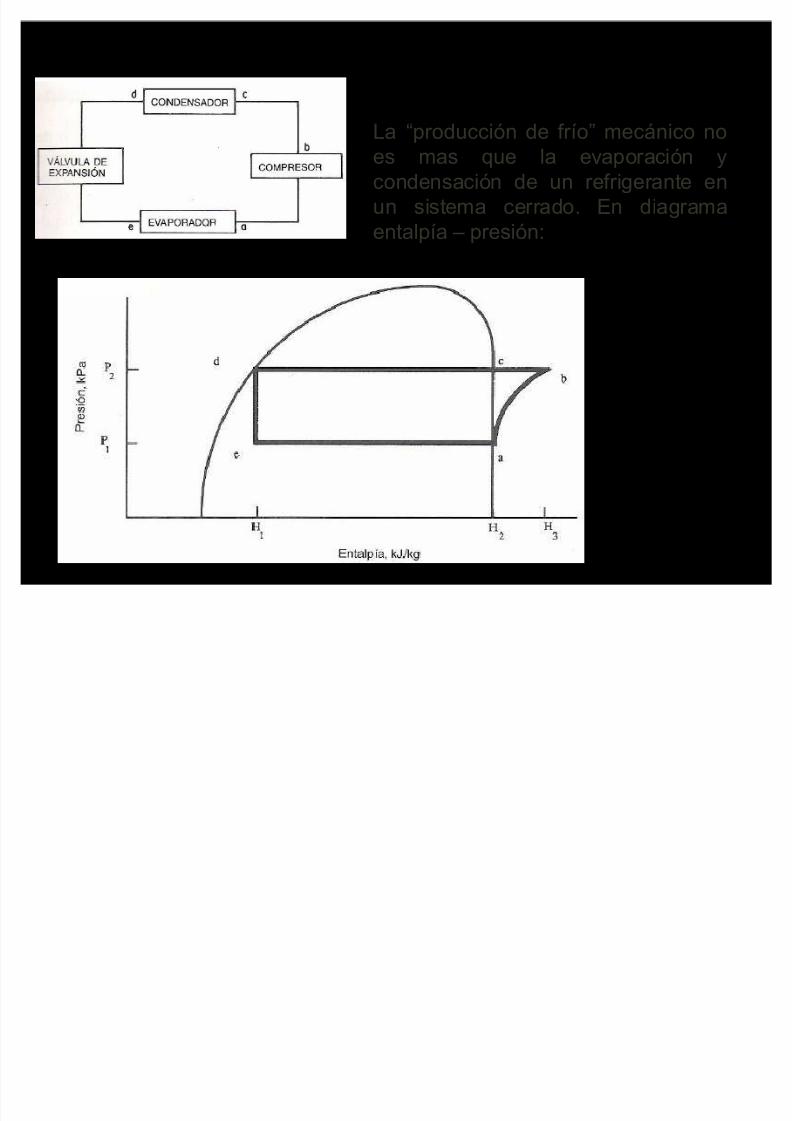
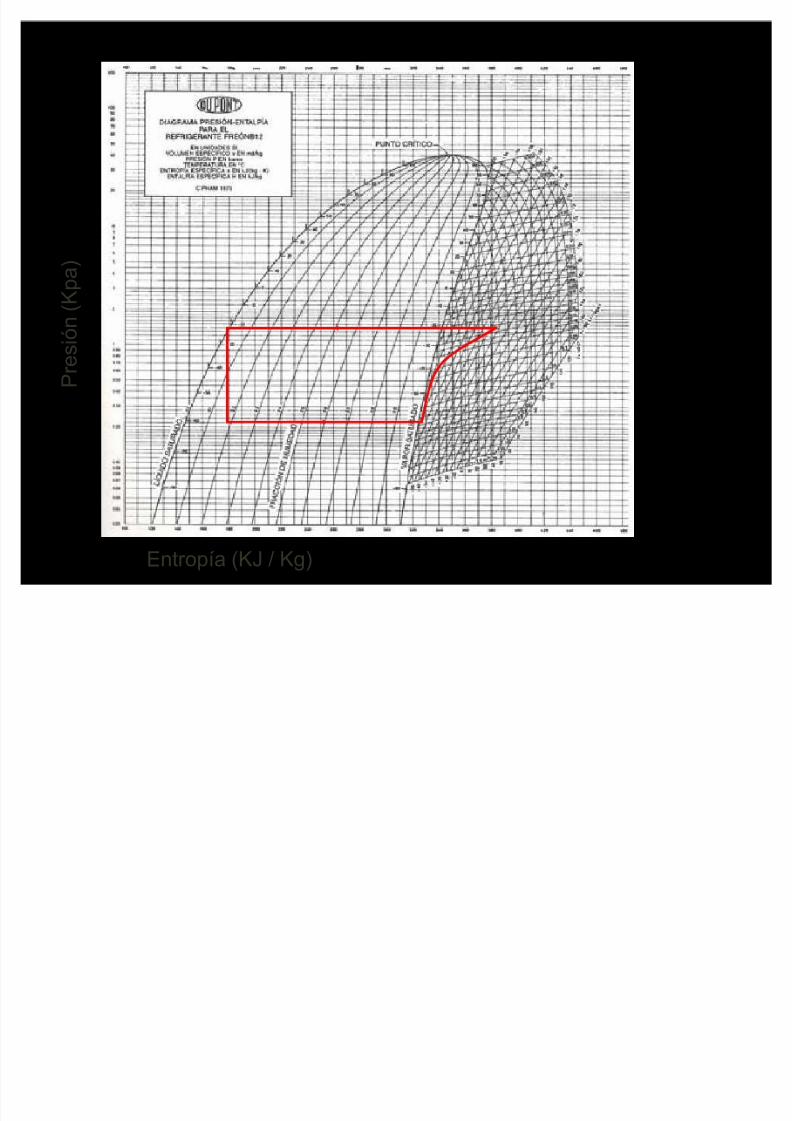
La ³producción de frío´ mecánico no
es mas que la evaporación y
condensación de un refrigerante en
un sistema cerrado. En diagrama
entalpía ± presión:
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 51/107
Entropía (KJ / Kg)
P r e s i ó n ( K p
a )
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 52/107
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 53/107
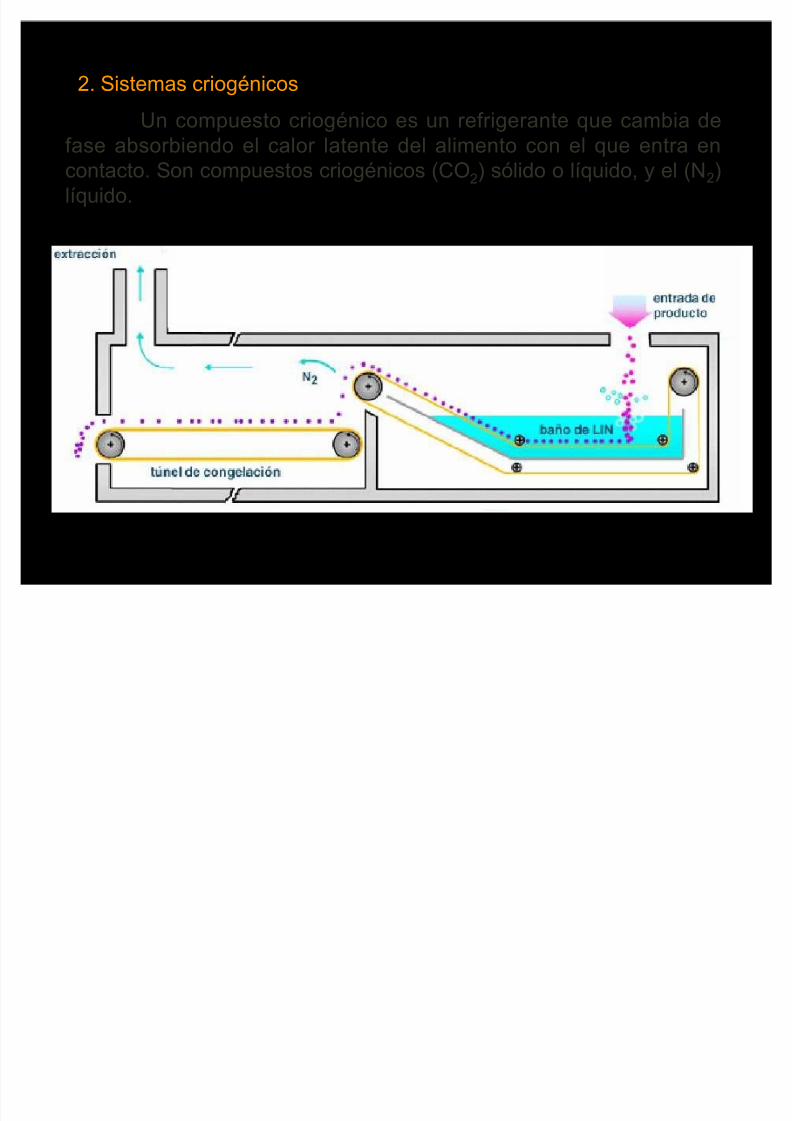
2. Sistemas criogénicos
Un compuesto criogénico es un refrigerante que cambia de
fase absorbiendo el calor latente del alimento con el que entra encontacto. Son compuestos criogénicos (CO2) sólido o líquido, y el (N2)
líquido.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 54/107
Sistemas de congelación
Para disminuir el tiempo de congelación de los alimentos senecesita una muy baja Tº de congelación y coeficientes convectivos de
transferencias de calor (h) grandes.
Sistemas de congelación indirectos:
- Congelación por placas
- Congelación por aire forzado
- Congelación para alimentos líquidos
Sistemas de contacto directo:
- Congelación IQF
- Congelación en Bloque
- Congelación de lecho fluidizado

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 55/107
Sistemas indirectos:
El producto y el refrigerante son separados por una barrera,el sistema de congelamiento indirecto incluye aquellos en que la
barrera es el material de empaque.
a) Congelación por placas: es el método indirecto mas fácilmente
reconocible.E
l producto es congelado entre dos placas.
Congelador de placas Carga

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 56/107
Cong. Placas (aislado) Cong. Placas (cortinas)
Productos
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 57/107
En algunos casos solo es una placa la que se encuentra en
contacto con el producto.
En los sistemas de múltiples placas se incrementa la presión
entre placas para reducir la resistencia a la transferencia de calor.
El sistema opera en un formato tipo batch, que es útil en el
sentido de flexibiliza la diversidad de formas y tamaños de losproductos.
Existen además sistemas continuos en las cuales las placas
se mueven en un sistema cerrado.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 58/107
b) Congelación por aire forzado: El tamaño y la forma de los
productos muchas veces no permite la congelación por placas.
En estos sistemas existe una barrera entre el producto y el
aire que es puesto a elevadas velocidades mediante ventiladores.
Muchos de estos sistemas son continuos. Sobre una cinta
transportadora.
El largo y velocidad de cinta
determinan el tiempo de
residencia o tiempo de
congelación.

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 59/107
Sistema de aire forzado
Túnel de congelación

5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 60/107
Congeladores de banda en espiral
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 61/107
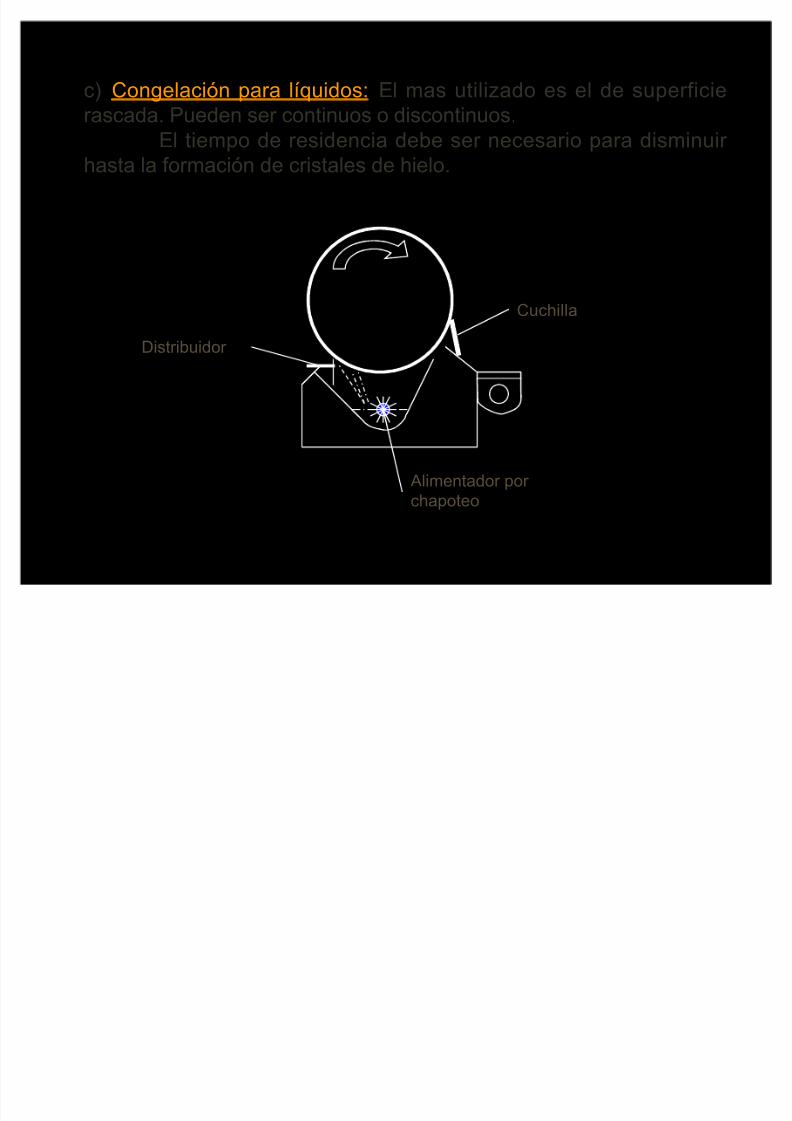
c) Congelación para líquidos: El mas utilizado es el de superficie
rascada. Pueden ser continuos o discontinuos.
El tiempo de residencia debe ser necesario para disminuir hasta la formación de cristales de hielo.
Alimentador por
chapoteo
Distribuidor
Cuchilla
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 62/107
Sistemas de contacto directo:
Estos sistemas son mas eficientes ya que no existen barreras detransferencia de calor entre el alimento y el refrigerante
El refrigerante puede ser aire a baja temperatura a altavelocidad o líquidos refrigerantes con cambio de fase mientras
están en contacto directo con la superficie del producto.
a) Congelación IQF: (Individual Quick Freezing), o congelación
rápida de manera individual.
Este proceso de congelamiento rápido permite que los cristales
de hielo sean de tamaño muy pequeño.
Estos productos presentan alta calidad sensorial y nutritiva, el
driping es prácticamente inexistente.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 63/107
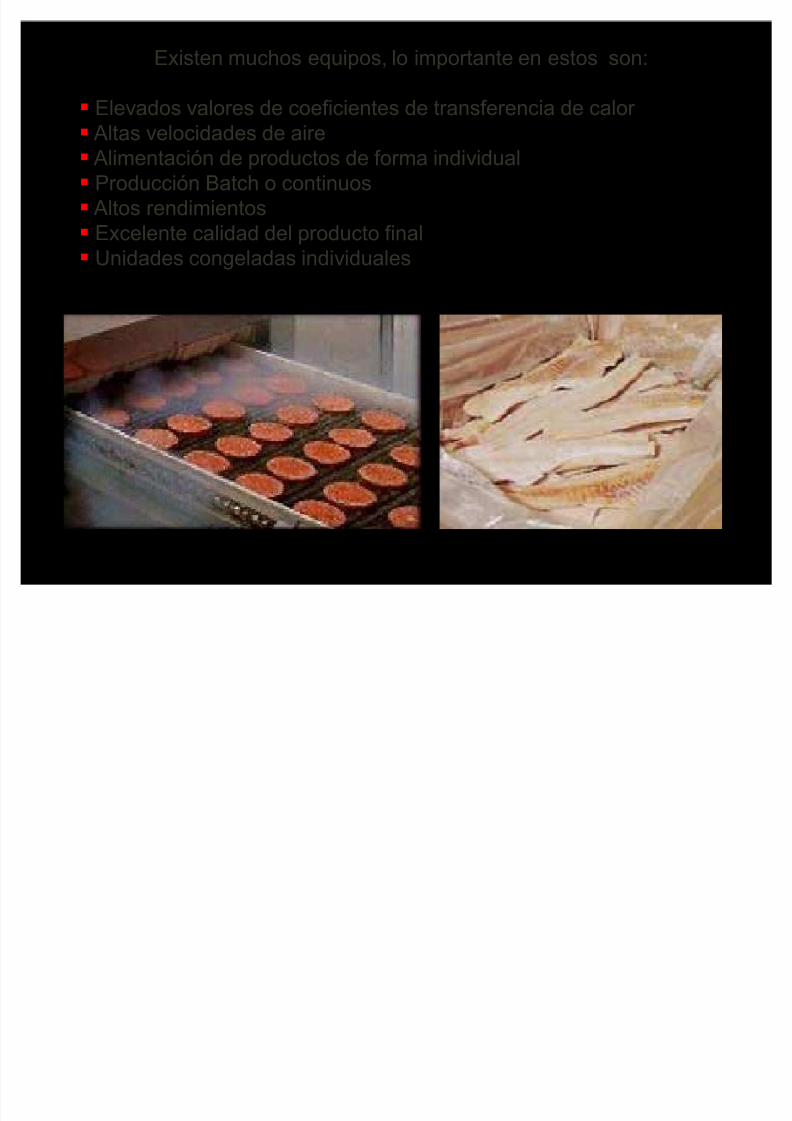
Existen muchos equipos, lo importante en estos son:
Elevados valores de coeficientes de transferencia de calor
Altas velocidades de aire
Alimentación de productos de forma individual
Producción Batch o continuos
Altos rendimientos
Excelente calidad del producto final
Unidades congeladas individuales
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 64/107
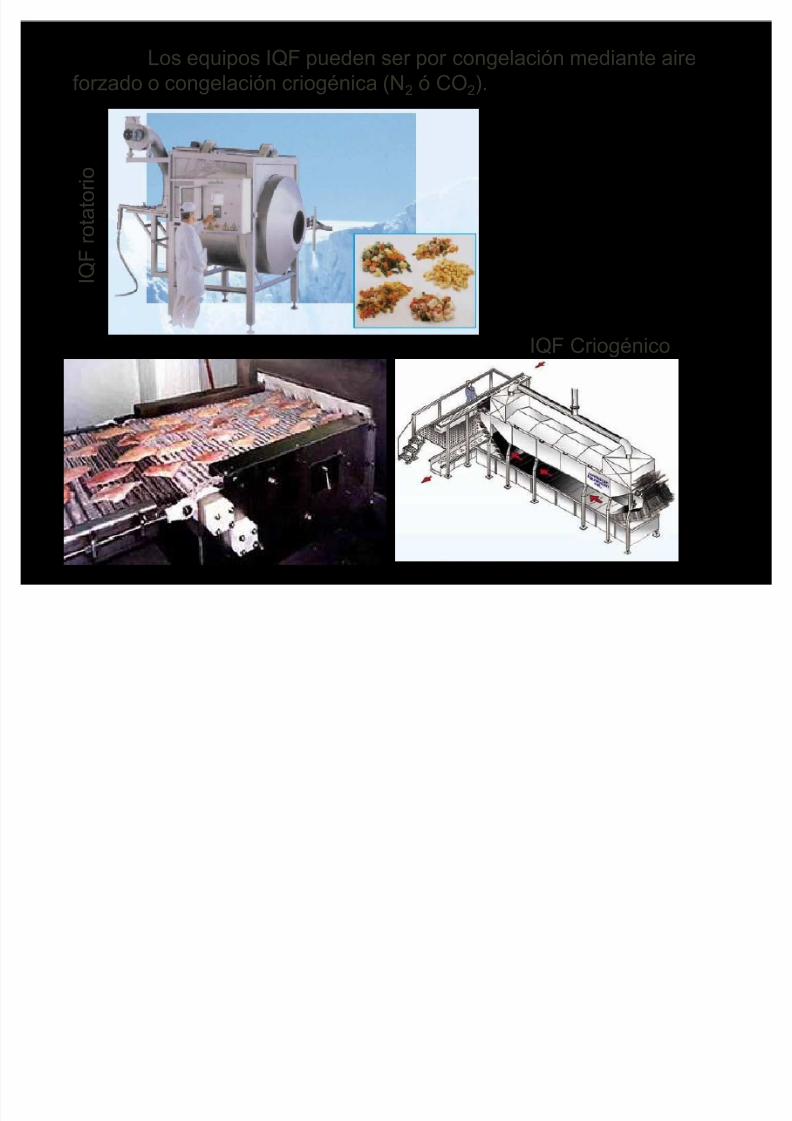
Los equipos IQF pueden ser por congelación mediante aire
forzado o congelación criogénica (N2 ó CO2).
I Q F r o t a t o r i o
IQF Criogénico
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 65/107
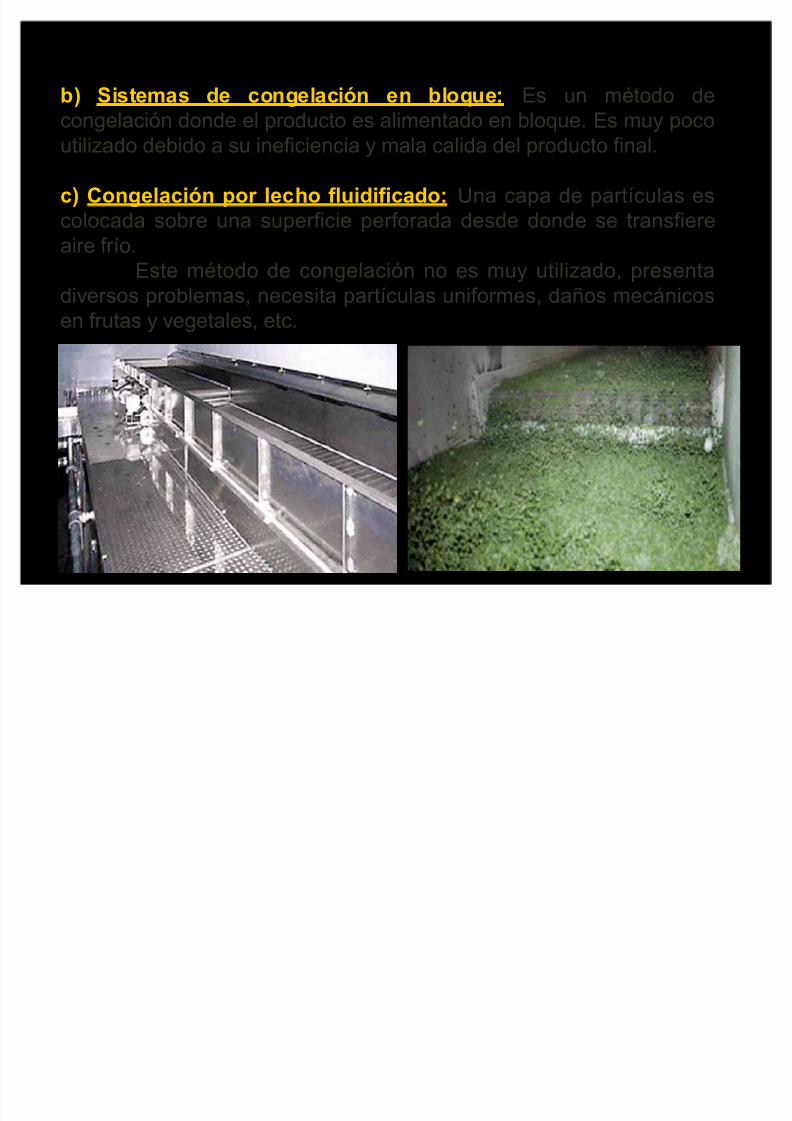
b) Sistemas de congelación en bloque: Es un método de
congelación donde el producto es alimentado en bloque. Es muy poco
utilizado debido a su ineficiencia y mala calida del producto final.
c) Congelación por lecho fluidificado: Una capa de partículas es
colocada sobre una superficie perforada desde donde se transfiere
aire frío.
Este método de congelación no es muy utilizado, presenta
diversos problemas, necesita partículas uniformes, daños mecánicos
en frutas y vegetales, etc.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 66/107
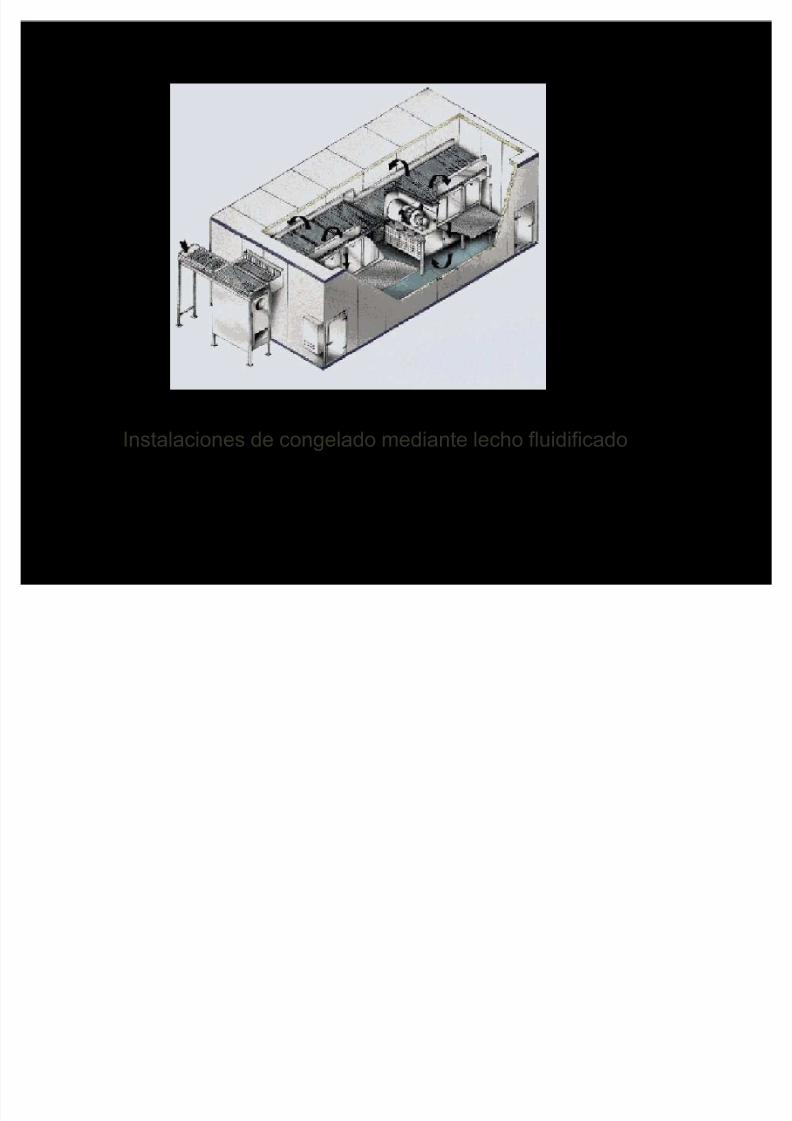
Instalaciones de congelado mediante lecho fluidificado
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 67/107
Unidad 4. CONSERVACIÒN PORALTAS TEMPERATURAS
Existen dos modalidades de tratamiento térmico:
- Pasteurización (que pretende fundamentalmente la higienización del
producto)
- Esterilización (cuyo objetivo es la destrucción de los M.O.
Presentes, esporulados o no)
En este último grupo se encuentran los denominados³conser vas´.
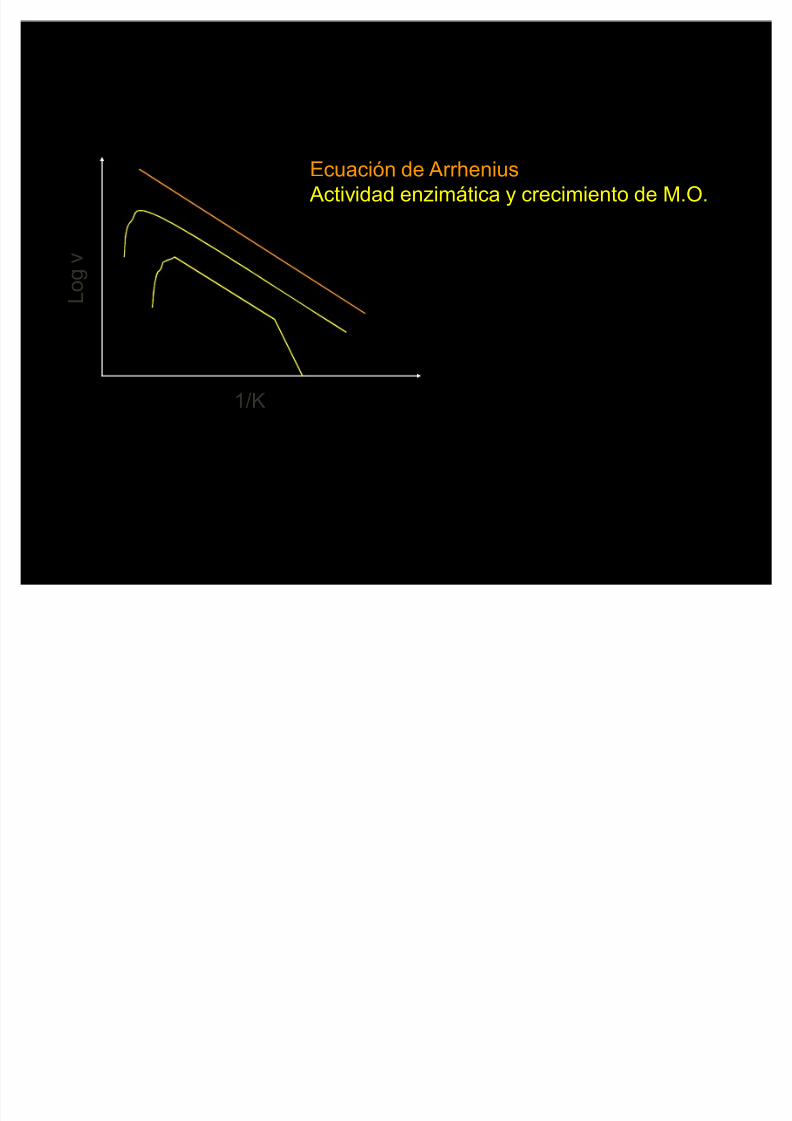
Comportamiento de M.O. y enzimas frente a la temperatura
La Tº es lo que mas influye en el crecimiento microbiano, en
la actividad de enzimas y en la velocidad de muchas reacciones
químicas.
Se ajustan a una ecuación de Arrhenius:
A
T R
Eav log
303.2
log
!
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 68/107
1/K
L o
g v
Ecuación de Arrhenius
Actividad enzimática y crecimiento de M.O.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 69/107
Termobacteriología
El fundamento de la conser vación por el calor consiste enla destrucción térmica de los microorganismos y enzimas que seencuentran en los alimentos.
Para conseguir la destrucción termica el alimento debesometerse a un ciclo de calentamiento y enfriamiento adecuado.
Estas condiciones deben minimizar en lo posible losprocesos de degradación de nutrientes y factores de calidad del
producto.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 70/107
Los procesos inferiores a 100ºC se denominan de
Pasteurización y están destinados a higienizar el producto (liberar de gérmenes patógenos).
El efecto inhibidor de los ácidos comienza a manifestarse a
pH 5.3 y el C lostridium botulinum y otros microorganismos
patógenos, solo son inhibidos a pH inferiores a 4,5.
Bajo pH 3.7 solo pueden desarrollarse hongos, es decir el
valor clave de pH es de 4,5.
En los procesos de baja acidez pH mayor que 4,5 elproceso térmico debe ser capaz de inactivar estos M.O.
patógenos, exigiendo Tº superiores a 100ºC, las que se denomina
³esterilización´.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 71/107
La denominada Esterilización comercial se refiere al
tratamiento térmico diseñado a destruir los MO patógenos y susesporas.
Operaciones preliminares de transformación:
Antes de esterilizar un producto debe someterse a variastransformaciones, como:
- Lavado
- Selección
- Pelado
- Trozado- Molienda
- Descarozado
- Escaldado
- Otros.
F d t d l té i d E t ili ió
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 72/107
Fundamentos del proceso térmico de Esterilización
Antecedentes microbiológicos, factores que afectan la
termodestrucción de microorganismos:
La velocidad de destrucción de las bacterias es
específico para cada especie y es tanto mas rápida cuanto mas
alta es la temperatura.
Las esporas de ciertos especies bacterianas son
extraordinariamente resistentes al calor .
La resistencia de las esporas al calor es alterada por
una serie de factores como: contaminación inicial, edad delmicroorganismo, pH, presencia de aditivos, etc.
Los géneros mas importantes de MO que producen
esporas son Bacillus que es aerobio, y Clostridium,
anaerobio.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 73/107
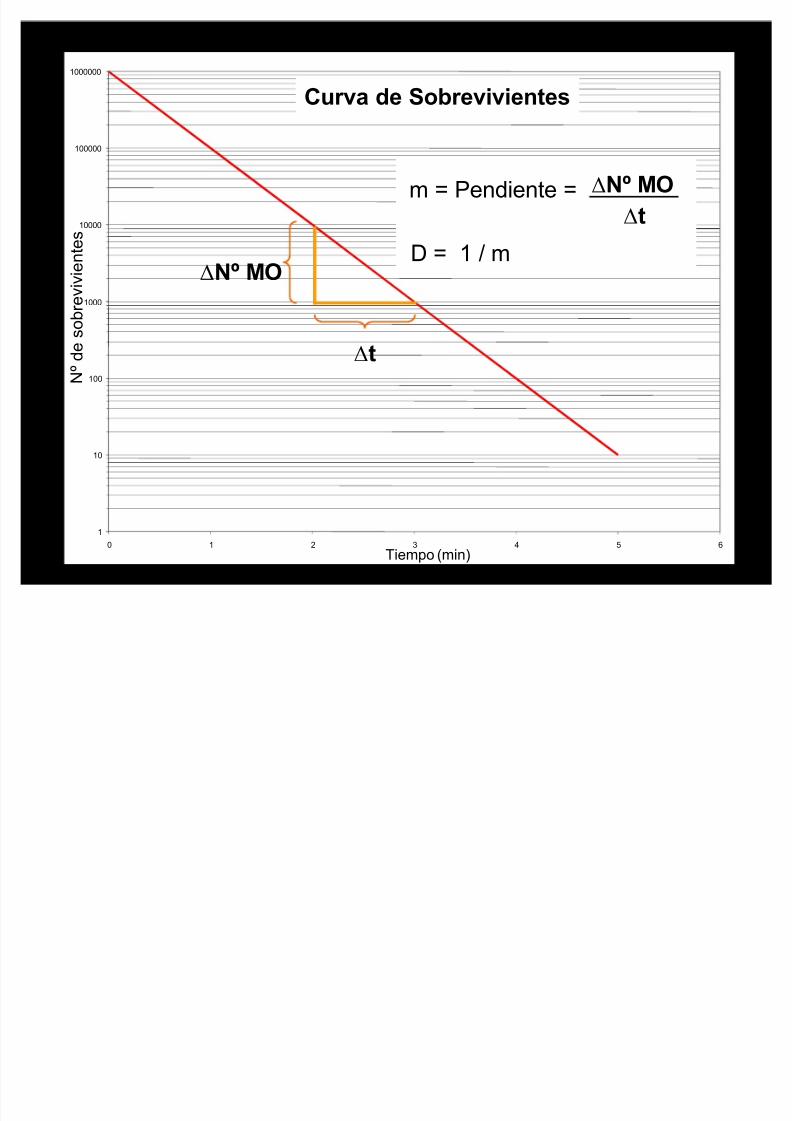
Curvas de supervivencia
La muerte de los
MOsigue un orden logarítmico.
Si graficamos nº de células vivas de una suspensión
bacteriana versus tiempo de exposición a Tºconstante, en
papel semi-logaritmico, se obtiene una recta denominada
CUR
VAD
E SUPER
VIVENCIA.El inverso de la pendiente de esta recta determina el
tiempo necesario para destruir el 90% de las células y se
denomina ³D´ o tiempo de reducción decimal.
³D´ numéricamente corresponde al número de minutos
necesarios para atravesar un ciclo logarítmico, a temperatura
constante.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 74/107
1
10
100
1000
10000
100000
1000000
0 1 2 3 4 5 6
N º d e s o b r e v i v i e n t e s
Tiempo (min)
Curva de Sobrevivientes
(t
(Nº MO
m = Pendiente = (Nº MO(t
D = 1 / m
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 75/107
La esterilidad no se alcanza jamas en un 100%, quedaransiempre sobrevivientes, sin embargo estos no causarán daño.
D250 : Corresponde al valor de D, a 250ºF (121.1 ºC)
La línea recta trazada en la cur
va de tiempo - temperaturase denomina espectro T.D.T. (Thermal Death Time), tiempo de
muerte térmica.
El T.D.T. a 250ºF se designa por Fo, y es el tiempo
necesario para destruir por calentamiento a una temperatura de250ºF todos los MO de una suspensión bacteriana bajo
condiciones específicas.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 76/107
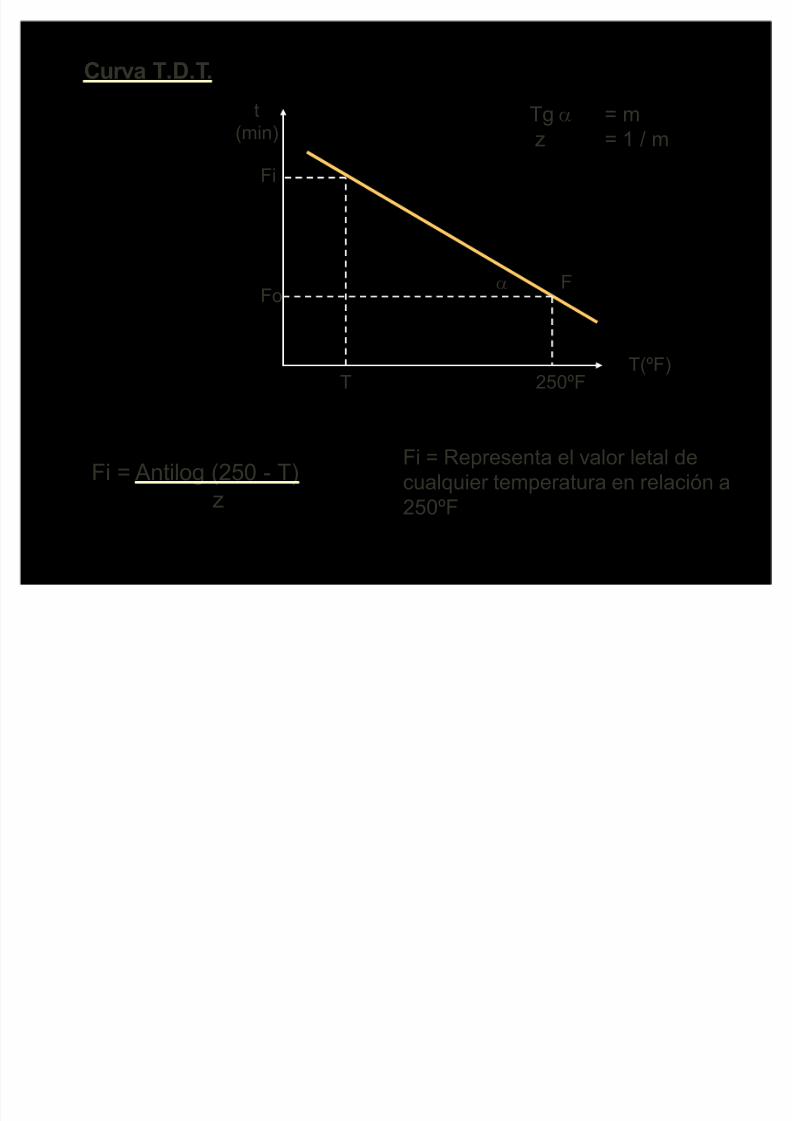
Curva T.D.T.
t
(min)
T(ºF)
FFo E
250ºFT
Tg E = m
z = 1 / m
Fi
Fi = Antilog (250 - T)
z
Fi = Representa el valor letal de
cualquier temperatura en relación a
250ºF
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 77/107
Estudios de penetración del calor:
La medida de la variación de la temperatura en el
punto de calentamiento mas lento de un envase recibe elnombre de ensayo o estudio de penetración de calor .
Se mide mediante un par termoeléctrico o termocuplas.
Las que se insertan en distintos puntos del envase
sensores de temperatura obser vandose zonas decalentamiento mas lento, dicha zona se conoce como PUNTOFRIO del envase.
Tipos de transmisión de calor en una conser va:
- Conducción- Convección
- Radiación
Siendo las dos primeras las mas importantes en los
procesos de esterilización comercial.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 78/107
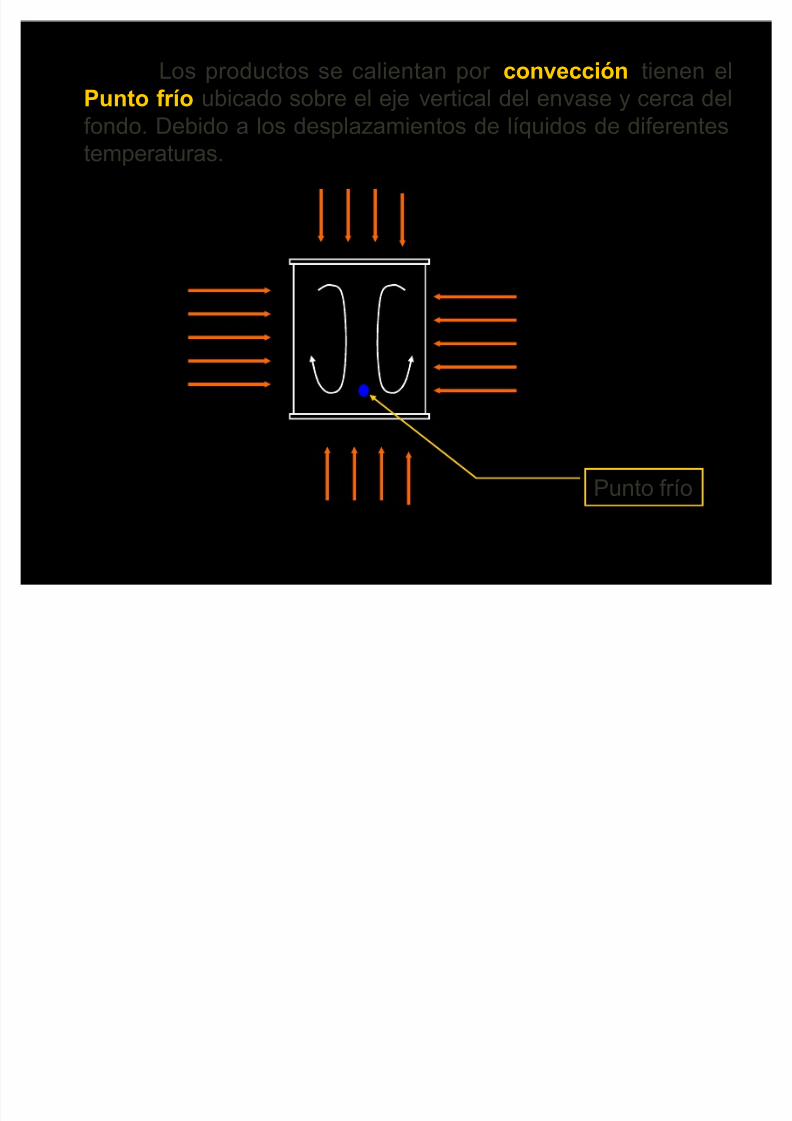
Los productos se calientan por convección tienen el
Punto frío ubicado sobre el eje vertical del envase y cerca del
fondo. Debido a los desplazamientos de líquidos de diferentes
temperaturas.
Punto frío
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 79/107
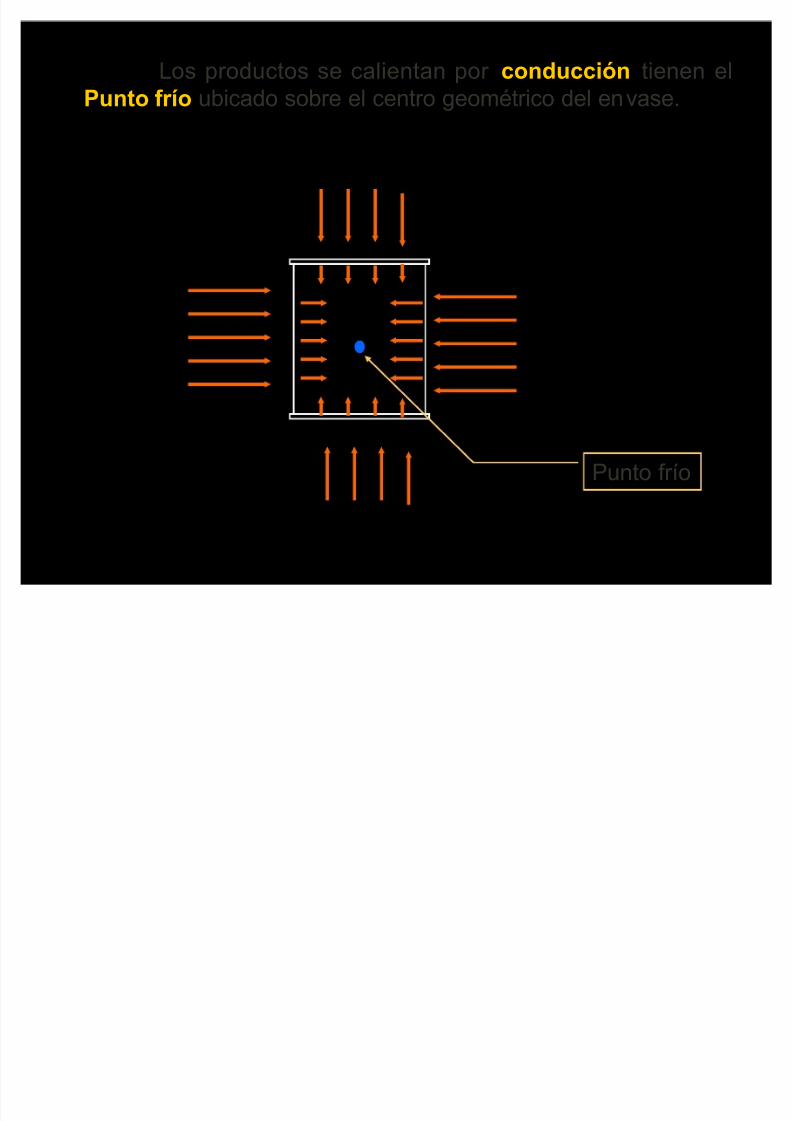
Los productos se calientan por conducción tienen el
Punto frío ubicado sobre el centro geométrico del envase.
Punto frío
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 80/107
En los estudios de transmisión de calor se utilizan 3
termocuplas ubicadas en distintas posiciones.
Las mediciones se registran en papel semilogaritmico,determinando el termopar de calentamiento mas lento.
Determinación de la curva de penetración de calor
Se utilizan 6 ó 7 envases perforados en el punto frío conuna termocupla.
Para el calentamiento es necesario fijar previamente el
tiempo de elevación de la temperatura o coming up time (CUT)generalmente es de 8 - 10 min.
La Tº se registra en inter valos iguales y dependiendo de lavelocidad de calentamiento.
Se grafican los datos en 3 escalas semilogaritmicas
invertidas, el tiempo en minutos se representa sobre la escala
lineal y la Tº en ºF en la escala logaritmica.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 81/107
Tipos de curvas a obtener:
1.Linea Recta: Es la mas común y se presenta en la mayoría delos casos.
2 .C urva quebrada: Se presenta en algunas sopas espesas, maíz
envasado en salmuera y ciertos jugos de tomate.
¿Por que se quiebra la cur va?
TE ORIA 1: Se debe al cambio de estado de la solución
envasada, que pasa de estado SOL (transmisión por convección)
a GEL (transmisión por conducción).
TE ORIA 2: Pequeñas cantidades de aire en el autoclaveimpedirían la condensación del vapor sobre el envase, con lo que
el calor no desarrollaría su calor latente.
Determinaciones de los factores ³fh´ ³J´
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 82/107
Determinaciones de los factores ³f h´ y ³J´
El factor ³fH´ representa la pendiente de la cur va de
penetración y es igual al nº de minutos que demora la cur va enatravesar un ciclo logarítmico.
³RT´ (Retort Temperature) corresponde a la temperatura
de trabajo.
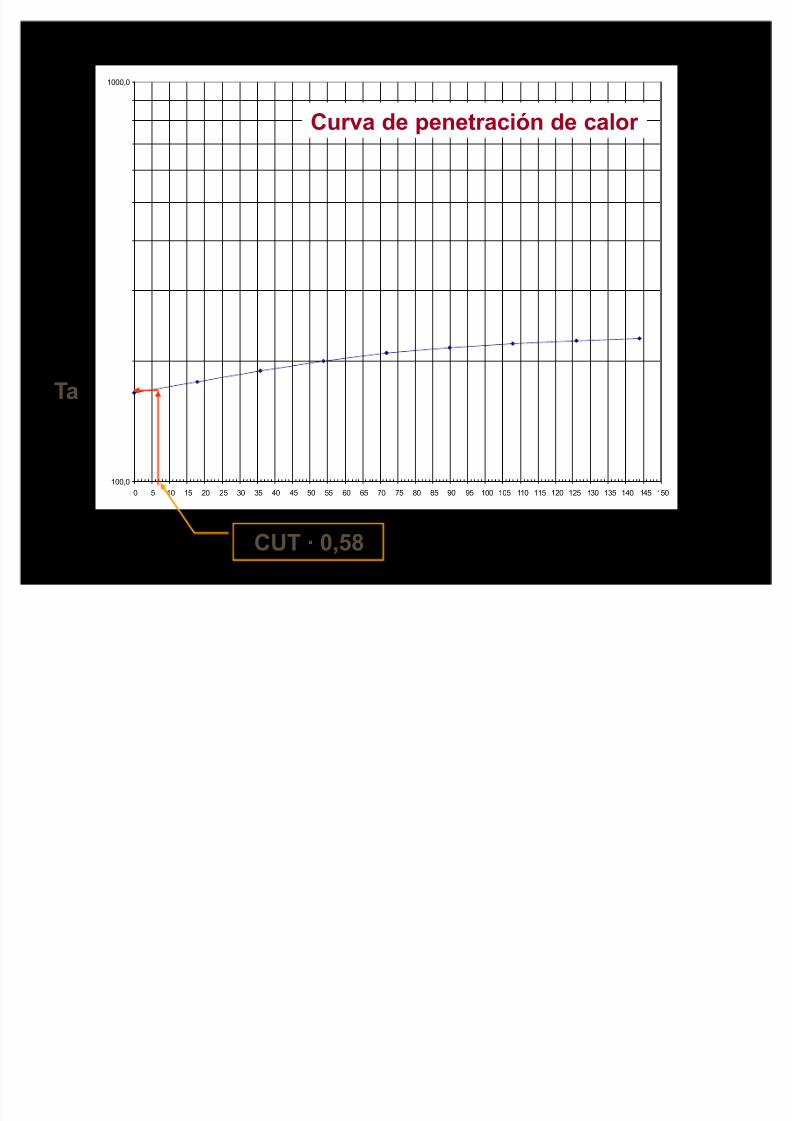
³Ta´ Temperatura inicial teórica o pseudoinicial. Para su
calculo se determina que el 42% del CUT tiene un valor letal se
obtiene multiplicando el CUT por 0,58.
Se levanta la vertical en el punto de la escala lineal detiempo que representa ese 58%, hasta interceptar la cur va de
penetración de calor, se obtiene de esa forma la temperatura
pseudoinicial.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 83/107
100,0
1000,0
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150
Curva de penetración de calor
CUT · 0,58
Ta
Definición de variables:
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 84/107
Definición de variables:
JI = RT - Ta
IT = Temperatura al minuto cero en el punto frío.I = RT - IT ; Diferencia entre la temperatura del proceso y
la temperatura inicial.
J = IJ / I ; relación que establece la des-uniformidad del
calentamiento en la fase inicial.
Z = Pendiente de la cur va TDT (C . Botulinum)g = RT - Temperatura del producto al final del proceso.
Fo = Tiempo en minutos, requeridos para destruir una
determinada cantidad de gérmenes o esporas a 250ºF.
Para efectos de cálculo de proceso térmico, se requierevalores mas altos de J y fH, ya que estos indican una
penetración de calor lento (peores condiciones de esterilización)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 85/107
Determinación de la curva mas lenta
En los estudios de penetración de calor se utiliza como
mínimo 6 termocuplas.
Se grafica en papel semilogarítmico, se determina lapendiente de la cur va en un sistema lineal.
y = a + bx
Se grafica x (tiempo) versus y (log To - T), donde To es latemperatura del proceso (RT) y T es la temperatura en cada
instante del proceso.
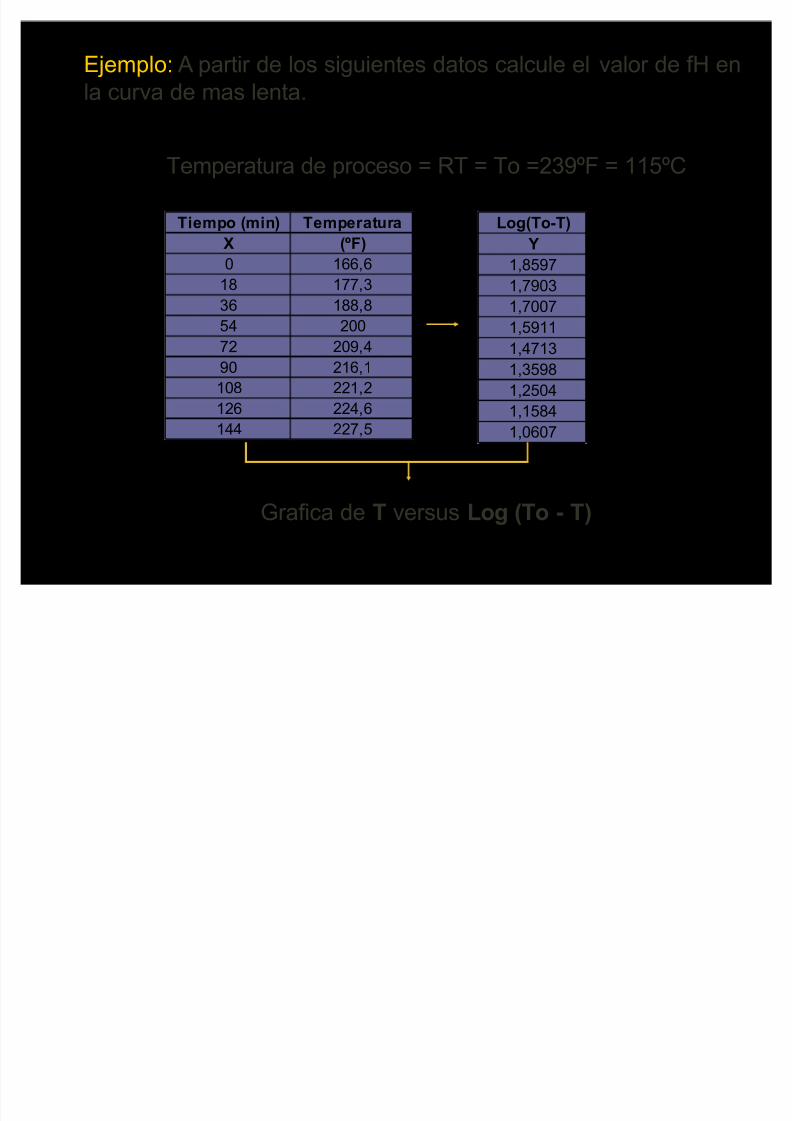
Ejemplo:A partir de los siguientes datos calcule el valor de fH en
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 86/107
Temperatura de proceso = RT = To =239ºF = 115ºC
Tiempo (min) TemperaturaX (ºF)0 166,6
18 177,336 188,8
54 200
72 209,4
90 216,1
108 221,2
126 224,6
144 227,5
Log(To-T) Y
1,8597
1,79031,7007
1,5911
1,4713
1,3598
1,2504
1,1584
1,0607
Grafica de T versus Log (To - T)
E jemplo: A partir de los siguientes datos calcule el valor de fH en
la cur va de mas lenta.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 87/107
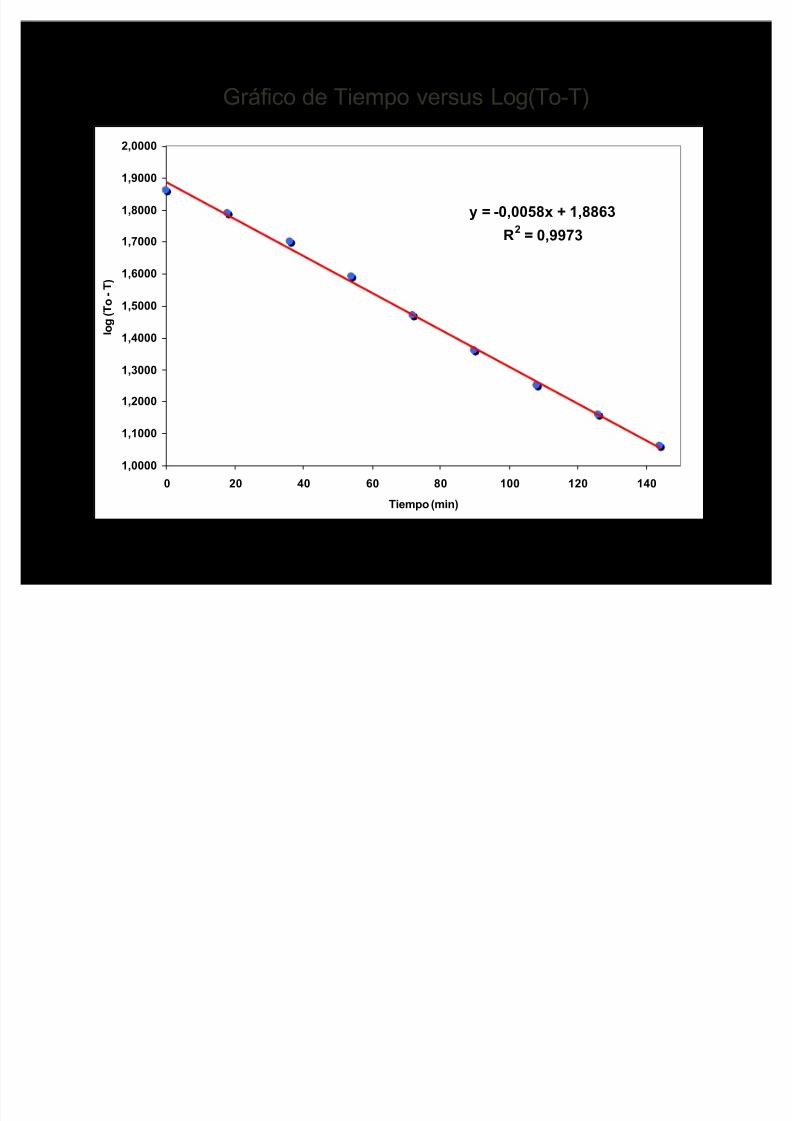
y = -0,0058x + 1,8863
R2 = 0,9973
1,0000
1,1000
1,2000
1,3000
1,4000
1,5000
1,6000
1,7000
1,8000
1,9000
2,0000
0 20 40 60 80 100 120 140
Tiempo (min)
l o g ( T o - T )
Gráfico de Tiempo versus Log(To-T)
y = 0 0058x + 1 8863
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 88/107
Tº Corregida(ºF)
162,2
178,6
191,5201,6
209,6
215,9
220,8
224,7
227,8
Tiempo (min) TemperaturaX (ºF)0 166,6
18 177,3
36 188,8
54 200
72 209,4
90 216,1
108 221,2
126 224,6
144 227,5
Log(To-T) Y
1,8597
1,7903
1,70071,5911
1,4713
1,3598
1,2504
1,1584
1,0607
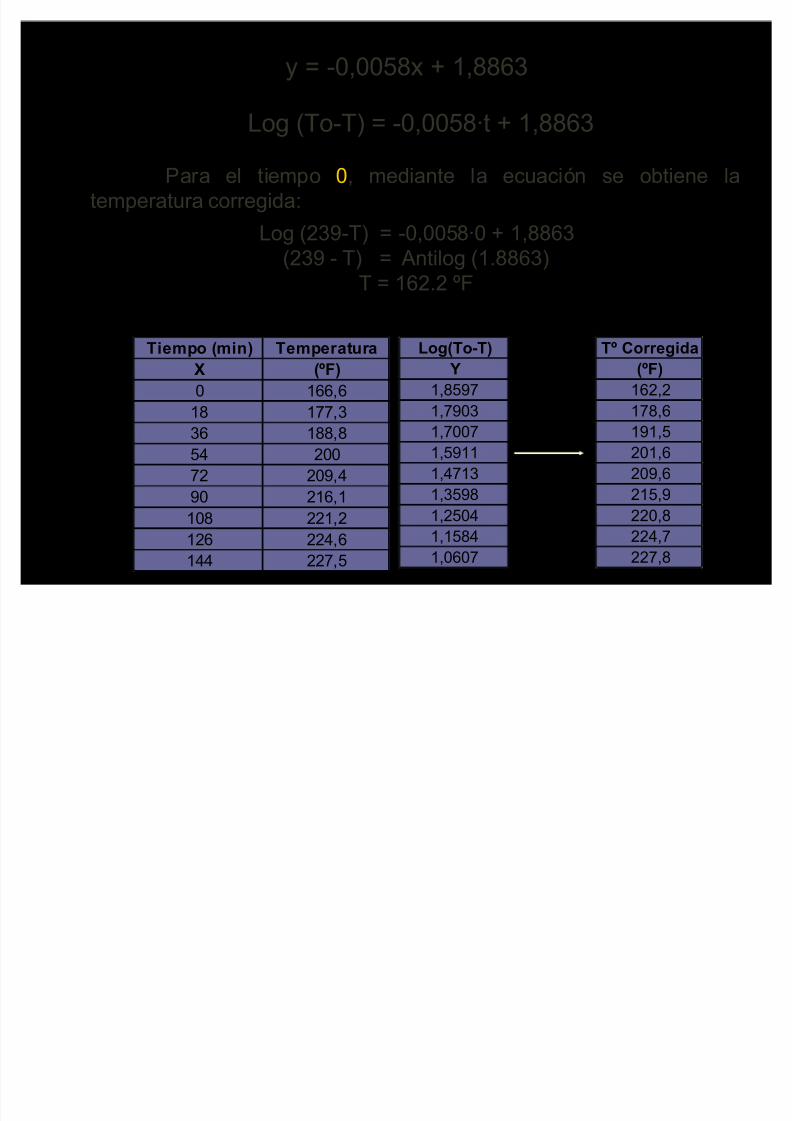
y = -0,0058x + 1,8863
Log (To-T) = -0,0058·t + 1,8863
Log (239-T) = -0,0058·0 + 1,8863
(239 - T) = Antilog (1.8863)
T = 162.2 ºF
Para el tiempo 0, mediante la ecuación se obtiene la
temperatura corregida:
o .
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 89/107
Tº Corregida(ºF)
162,2
178,6
191,5201,6
209,6
215,9
220,8
224,7
227,8
Tiempo (min)X0
18
3654
72
90
108
126
144
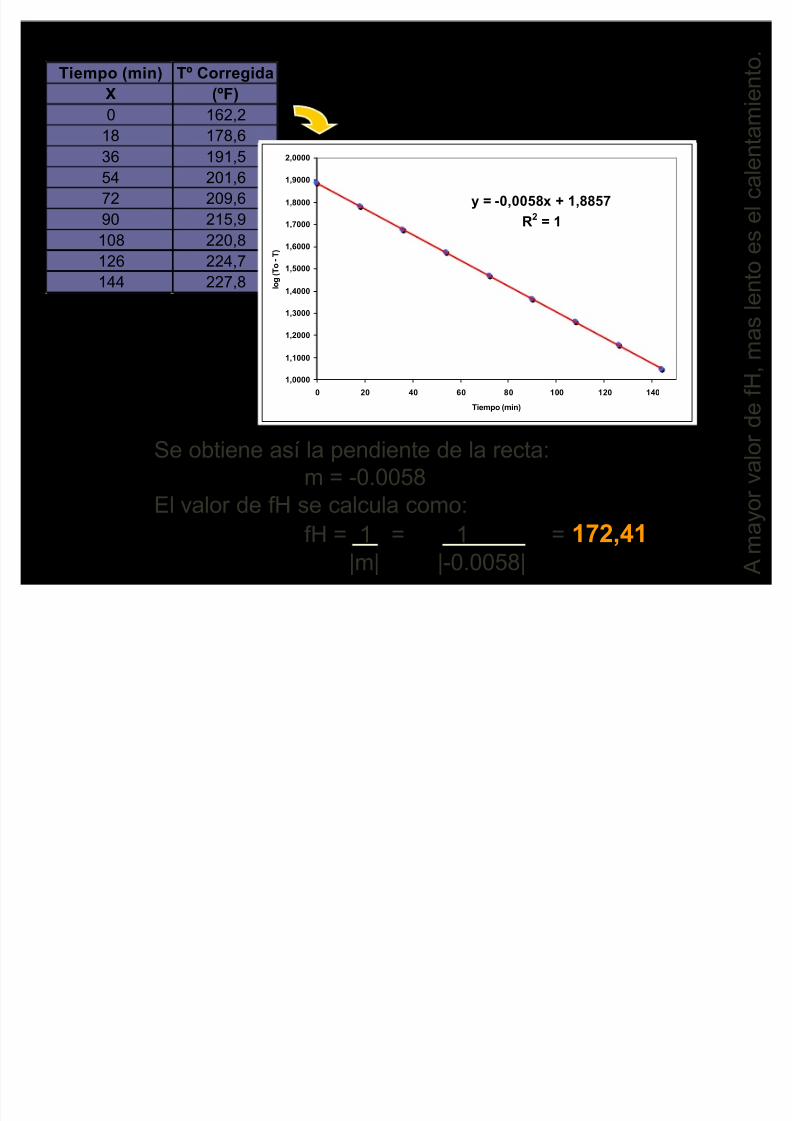
y = -0,0058x + 1,8857
R2 = 1
1,0000
1,1000
1,2000
1,3000
1,4000
1,5000
1,6000
1,7000
1,8000
1,9000
2,0000
0 20 40 60 80 100 120 140
Tiempo (min)
l o g ( T o - T
)
Se obtiene así la pendiente de la recta:
m = -0.0058
El valor de fH se calcula como:
fH = 1 = 1 = 172,41
|m| |-0.0058| A
m a y o r v a l o r d e f H , m a s l e n
t o e s e l c a l e n
t a m i e n t o
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 90/107
Cálculos de procesos de esterilización
Los métodos de calculo de tratamiento térmico involucranuna correlación de los datos de penetración de calor y datos TDT,
los métodos utilizados son:
- Método general o gráfico de Bigelow
- Método de fórmula o matemático de Ball- Método del Nomograma o de Olson y Steven
Método General
Es un método de integración gráfica, basadofundamentalmente en que cada punto de la cur va de
calentamiento o enfriado representa cierto valor letal para los
microorganismos.
La esterilidad se obtendrá integrando la ecuación:
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 91/107
g
´!
2
1
T
T c
d T A
T2 : Fin del calentamiento
T1 : Inicio del calentamiento
Método:Se dibuja la cur va en un papel milimetrado y se cuentan
los cuadrados encerrados bajo ella.
La velocidad letal corresponde al inverso del tiempo
necesario para destruir cierto M.O. es decir, (1 / Fi).
Si se calculan estas velocidades letales y se integran
gráficamente estos valores se obtiene la esterilidad total de un
proceso.
E jemplo:
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 92/107
j
Se ha determinado la cur va mas lenta en una termocupla en un
estudio de penetración de calor a una temperatura de calentamiento de
115ºC. Determine el tiempo de esterilización aplicando el métodogeneral, con valores Z = 18 y Fo=2,78.
Resolución:
Calculo de tiempo necesario para eliminar cierto M.O.:
Z
T anti Fi
)250(log
!
Calculadora:
LogShift
10x
10((250-85.3)/18)
Z = 18 Siempre se utiliza este valor, C lostridium botulinum.
RT = 115ºC = 239ºF Temperatura de esterilización.
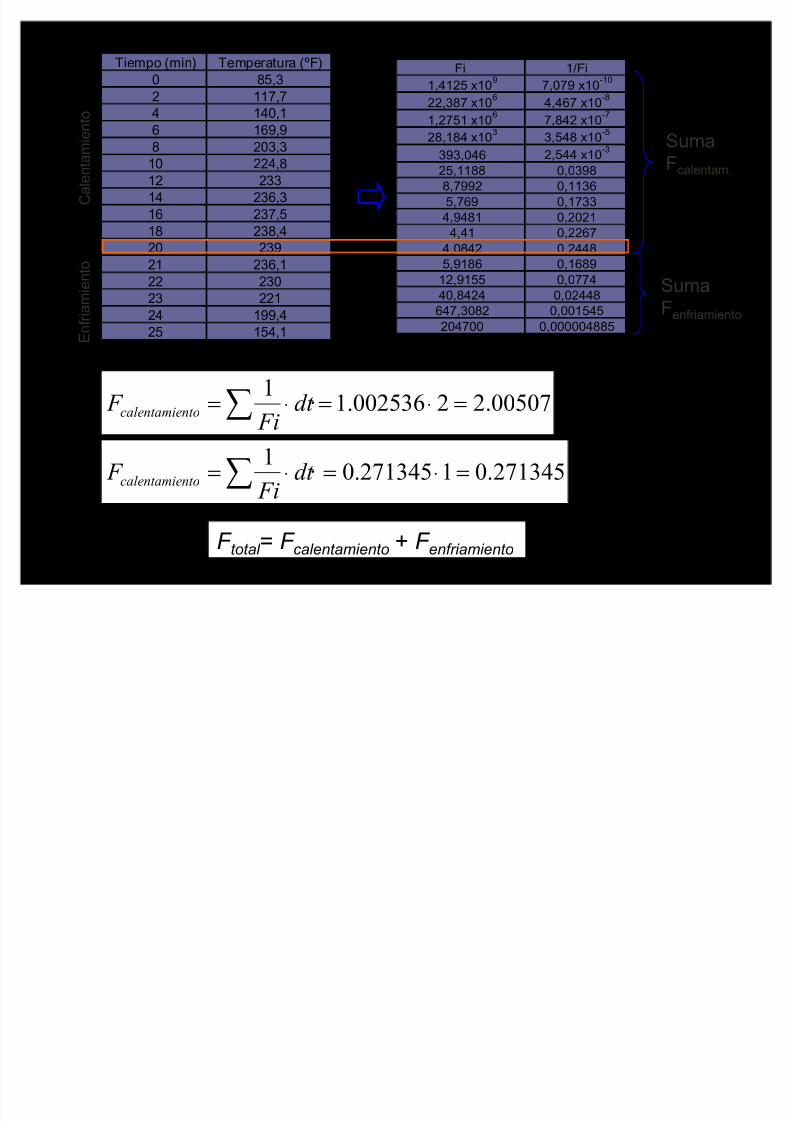
Tiempo (min) Temperatura (ºF) Fi 1/Fi
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 93/107
p ( ) p ( )
0 85,3
2 117,7
4 140,1
6 169,9
8 203,310 224,8
12 233
14 236,3
16 237,5
18 238,4
20 239
21 236,1
22 230
23 221
24 199,4
25 154,1
Fi 1/Fi
1,4125 x109
7,079 x10-10
22,387 x106
4,467 x10-8
1,2751 x106
7,842 x10-7
28,184 x103
3,548 x10-5
393,046 2,544 x10-3
25,1188 0,0398
8,7992 0,1136
5,769 0,1733
4,9481 0,2021
4,41 0,2267
4,0842 0,2448
5,9186 0,1689
12,9155 0,0774
40,8424 0,02448647,3082 0,001545
204700 0,000004885
C a l e n t a m
i e n t o
E n f r i a m i e n t o
Suma
Fcalentam.
SumaFenfriamiento
00507.22002536.1·1
!!!§ dt
Fi
F ntocalent amie
271345.01271345.0·1
!!!§ dt Fi
F ntocalent amie
F total = F calentamiento + F enfriamiento
F = 2 00507+0 271345
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 94/107
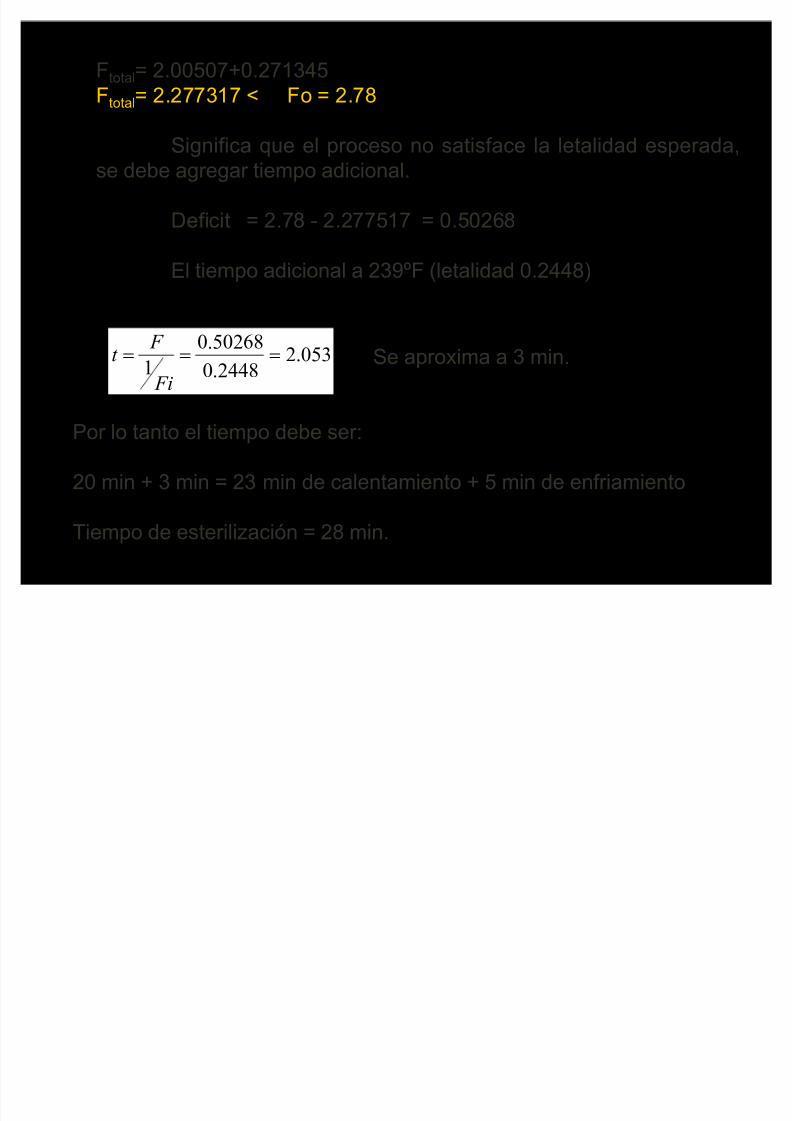
Ftotal= 2.00507+0.271345
Ftotal= 2.277317 < Fo = 2.78
Significa que el proceso no satisface la letalidad esperada,se debe agregar tiempo adicional.
Deficit = 2.78 - 2.277517 = 0.50268
El tiempo adicional a 239ºF (letalidad 0.2448)
053.22448.0
50268.0
1!!!
Fi
F t Se aproxima a 3 min.
Por lo tanto el tiempo debe ser:
20 min + 3 min = 23 min de calentamiento + 5 min de enfriamiento
Tiempo de esterilización = 28 min.
Método matemático de Ball
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 95/107
Método matemático de Ball
Aplicable para productos de cur va de penetración de calor
representada por una o dos rectas.
A) Curva de penetración de calor es una recta.
Términos utilizados:
Z; fH; IT; I=RT-IT; JI=RT-Ta; J=JI/I; Fo(Tabla 1,2,3); Fi.
U = Fo · Fi (Letalidad en minutos, a la temperatura de calentamiento)
m+g = RT - Tw (Tº de calentamiento - Tº del agua de enfriamiento)
B = Tiempo en minutos del proceso
B = fH (logJI - log g)B = fH (logJI - log g)
Ejemplo: Con los datos del ejemplo anterior calculamos;
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 96/107
E jemplo: Con los datos del ejemplo anterior calculamos;
RT = 239ºF
Z = 18Fo = 2.78
Tw = 15ºC = 59ºF
m+g = 239 - 59 = 180ºF
IT = 85.3ºF
I = 239 - 85.3 = 153.7ºFJI = 239 - 91 = 148
Fi = antilog((250-239)/18) = 4.084
U = Fo · Fi = 2.78 · 4.08 = 11.34
fH = 5.45
fH/U = 5.45 / 11.35 = 0.48 Con este valor en Figura Nº3
log g = -1.4
log JI = log 148 = 2.17026
Ahora aplicamos la formula:
B = fH (logJI - log g)B = fH (logJI - log g)
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 97/107
B = fH (logJI - log g)B = fH (logJI - log g)
B = 5.45 (2.17026 - (-1.4))
B = 5.45 · 3.56B = 20 minutos
Tiempo de esterilización 20 minutos
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 98/107
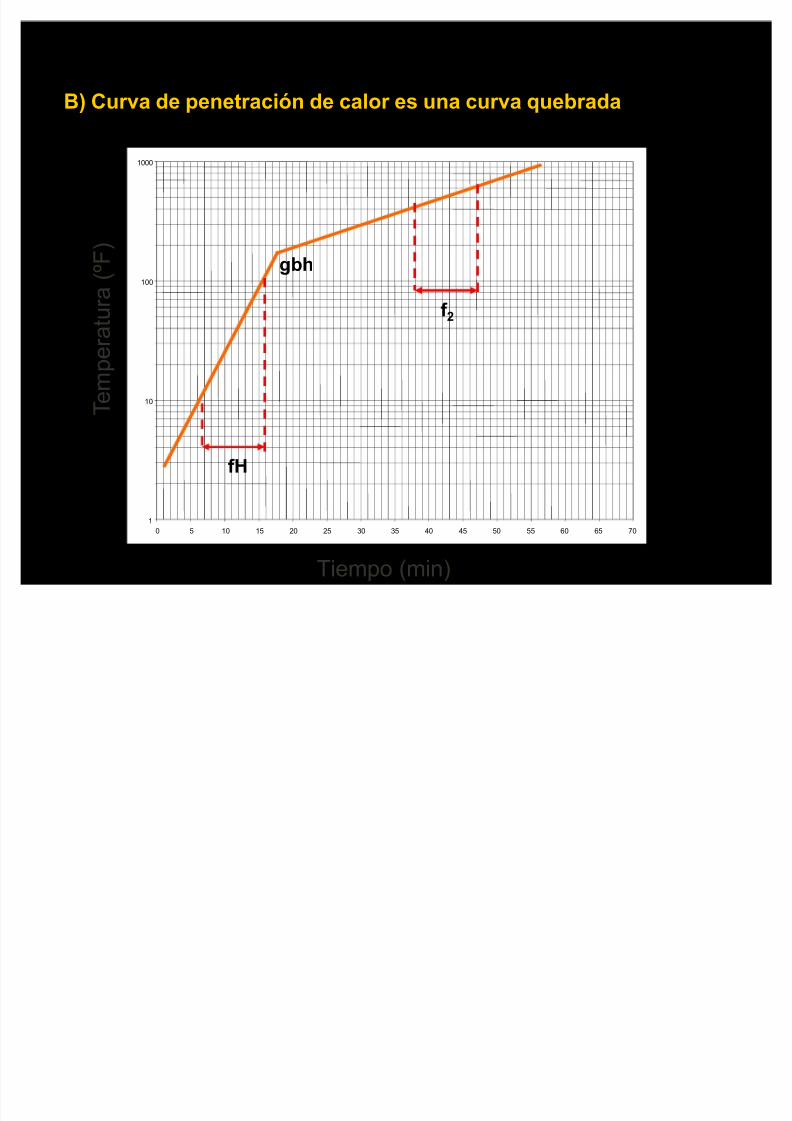
B) Curva de penetración de calor es una curva quebrada
1
10
100
1000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70
Tiempo (min)
T e m p e r a t u r a
( º F )
fH
gbh
f 2
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 99/107
La fórmula para determinar el tiempo de tratamiento térmico es:
B = X + f 2 (log gbh - log g)B = X + f 2 (log gbh - log g)
Donde:
X : Número de minutos desde el inicio del proceso hasta el
punto de quiebre de la cur va. Incluye el 42% del CUT.
gbh: RT - temperatura del producto en el punto de quiebre de la
cur va de penetración de calor.
f 2 : La pendiente de la cur va después del quiebre.
E jemplo: Un ensayo de penetración de calor con cur va quebrada se han
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 100/107
registrado los siguientes datos:
Z = 18
RT = 239ºFFo = 5.33
IT = 184.44
Tw = 15ºC = 59ºF
m+g = 239 - 59 = 180ºF
fH = valor antes del punto de quiebre = 43.2
f 2 = Valor después punto de quiebre = 143.1
Ta = 199ºF
JI = 239 - 199 = 40
gbh = RT - Temperatura del producto en pto. de quiebre= 239 - 234.9 = 4.1
Con los datos se calcula lo siguiente «.
)gbhlogJI(logfHX
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 101/107
)gbhlogJI(logfHX !
UbhfH
)fHf (rbhFF
f
U
fH
2io
2
!
Con los siguientes valores:
Z = 18
m + g = 180ºF
Log gbh = log 4.1 = 0.61278
En el gráfico:
rbh = 0,8
Se utiliza la misma figura Nº3, con los valores siguientes:
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 102/107
Se utiliza la misma figura N 3, con los valores siguientes:
log gbh = log 4.1 = 0.61278
Z = 18m + g = 180
fh/Ubh = 3.5
Ahora se utiliza la ecuación:
2.3
5.3
)2.431.143(8.008.433.5
1.143
UbhfH
)fHf (rbhFF
f
U
fH
2io
2 !
!
!
Con este valor de fH/U se entra a la figura Nº4 se obtiene
el valor de log g;
Log g = 0.55
Calculo del tiempo de esterilización:
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 103/107
B = X + f 2 (log gbh - log g)B = X + f 2 (log gbh - log g)
B = 42.7 + 143.1 (log 4.1 - log 0.55)
B = 51.7 min.
Es decir: 52 min.
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 104/107
Método de Nomogramas
Los nomogramas se originan en el método formula y es una
forma simple de calcular gráficamente el tiempo de esterilización, se
trabajan en función de m+g = 180ºF, existen dos tipos que son los
siguientes:
Nomograma Nº1
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 105/107
g
Procedimiento:Procedimiento:
a) Unir el valor de Fo en la escala 1 con el valor de RT de la escala 4,
originando un punto en la línea 3.
b) Unir a continuación el valor fH de escala 2 con el punto obtenido en la
línea 3 y marcar un punto en la escala 4.
c) Encontrar en la escala 5 el punto correspondiente en la escala 4.
d) Conectar el valor de RT-IT en la escala 7 y conectarlo al de J en la
escala 5, obteniendo un punto en la línea 6.
e) Conectar el punto de la línea 6 al punto obtenido anteriormente en la
escala 5 y conseguir un punto en la línea 7.
f) Conectar el el punto de la escala 7 a fH en la escala 8 encontrando de
esta manera el tiempo del proceso en la escala 9.
Nomograma Nº2
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 106/107
ProcedimientoProcedimiento::
a) Conectar el valor de J al RT - IT, obteniéndose un punto en R1.
b) Conectar el punto obtenido en R1 al valor de fH consiguiendo otro
punto en R3.
c) Conectar los puntos de las líneasR
2 yR
3, consiguiendo el tiempo deproceso B.
Ej l
5/12/2018 UNIDAD_02_2011 - slidepdf.com
http://slidepdf.com/reader/full/unidad022011 107/107
E jemplo:
J= JI/I = 148.0/153.7 = 0.96
fH = 5.45Z = 18
m+g = 180 ºF
RT = 239ºF
IT = 85.3 ºF
I = RT - IT = 239 - 85.3 = 153.7JI=RT - Ta = 239 - 91 = 148
Fo = 2.78





























