Embed Size (px)
Citation preview

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
OPTIMIZACIÓN DEL PROCESO DE INSPECCIÓN DEL EQUIPO
DE TRATAMIENTO DE ALTA PRESIÓN DE WELL SERVICES
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE TECNÓLOGA DE PETRÓLEOS
ELIANA MARICELA CÁCERES VALDIVIEZO
DIRECTOR: ING. PATRICIO JARAMILLO. MSc
Quito, septiembre 2012

© Universidad Tecnológica Equinoccial, 2012
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo ELIANA MARICELA CÁCERES VALDIVIEZO, declaro que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentado para ningún
grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normativa institucional vigente.
_________________________
Eliana Maricela Cáceres Valdiviezo
C.I. 172266507 – 0
Quito, DM, 24 de septiembre del 2012
Sr. Ing. MBA. MSc.
Jorge Viteri Moya
Decano de la Facultad de Ciencias de la Ingeniería
Universidad Tecnológica Equinoccial
Presente
De mi consideración:
Me permito informarle que la tesis: “Optimización del proceso de inspección
del equipo de tratamiento de alta presión de Well Services”, realizada por la
Señorita Eliana Maricela Cáceres Valdiviezo , previa a la obtención del título
de Tecnóloga de Petróleos, ha sido concluida bajo mi dirección y tutoría, por
lo que solicito el tramite subsiguiente.
Por la atención a la presente, le anticipo mi agradecimiento.
Atentamente,
Ing. Patricio Jaramillo C, MSC
Director de Tesis
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Optimización del proceso
de inspección del equipo de tratamiento de alta presión de Well Services”,
que, para aspirar al título de Tecnóloga de Petróleos fue desarrollado por
Eliana Maricela Cáceres Valdiviezo, bajo mi dirección y supervisión, en la
Facultad de Ciencias de la Ingeniería; y cumple con las condiciones requeridas
por el reglamento de Trabajos de Titulación artículos 18 y 25.
___________________
Ing. Patricio Jaramillo C, MSC
DIRECTOR DEL TRABAJO
C.I. 170127931 – 5
DEDICATORIA
Este trabajo se lo dedico a mis padres por ser los pilares fundamentales en mi
vida, que siempre supieron guiarme con sus consejos y apoyo incondicional
durante esta etapa de crecimiento tanto personal como profesional.
A mi hermano por animarme a seguir adelante y cumplir mis metas sin importar
cuán difícil sean.
A mi hermana por ser quien me enseñó a esforzarme para seguir adelante a
pesar de las adversidades que se presentaron durante esta etapa de mi vida.
AGRADECIMIENTO
Esta vez quiero agradecer a Dios, por darme salud, vida y principalmente por
haberme dado una familia que siempre me ha sabido apoyar.
A mis padres, que con su ejemplo de honestidad, humildad y perseverancia me
enseñaron a ser una persona de bien y a luchar por mis sueños. Y sin ellos no
estaría aquí disfrutando de este logro.
A mis hermanos, les quiero agradecer por todo su apoyo y cariño.
Al Ing. Patricio Jaramillo, por ser mi tutor y quien me ayudo a realizar este
trabajo, al Ing. Raúl Baldeón por ayudarme a crecer en el ámbito profesional y
por ser uno de los profesores que siempre se intereso no solo en formar
profesionales sino personas con valores.
Al Ing. Juan Pablo Cortez por ayudarme a realizar este trabajo dentro de la
compañía, además a Eddy y Juan por brindarme su apoyo.
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN xii
ABSTRACT xiii
1. INTRODUCCIÓN 1
1.1 OBJETIVO GENERAL 2
1.2 OBJETIVOS ESPECÍFICOS 2
2. MARCO TEÓRICO 6
2.1 WELL SERVICES 6
2.1.1 SERVICIOS DE CONSTRUCCIÓN DE POZOS (WCS) 6
2.1.1.1 Cementación 6
2.1.1.2 Cementación primaria 7
2.1.1.3 Cementación secundaria o forzada 9
2.1.2 SERVICIOS DE PRODUCCIÓN DE POZOS (WPS) 10
ii
2.1.2.1 Fractura apuntalada 11
2.1.2.2 Fractura con ácido 12
2.2 EQUIPO DE TRATAMIENTO 14
2.2.1 INTRODUCCIÓN 14
2.2.2 FUNCIONES DEL EQUIPO DE TRATAMIENTO 14
2.2.3 EQUIPO DE TRATAMIENTO DE BAJA PRESIÓN 15
2.2.3.1 Mangueras 15
2.2.3.2 Tapones 17
2.2.3.3 Válvula de mariposa 18
2.2.4 EQUIPO DE TRATAMIENTO DE ALTA PRESIÓN 18
2.2.4.1 Limitaciones del equipo de tratamiento 19
2.2.4.2 Uniones 20
2.2.4.3 Lazos (“loops”) de 2 pulgadas 24
2.2.4.4 Conexión giratoria chiksan 24
2.2.4.5 Válvula tapón 26
2.2.4.6 Válvula de retención 27
2.2.4.7 Cabezas de cementación 27
iii
3. METODOLOGÍA 31
3.1 FUNDAMENTOS TEÓRICOS DE LAS 6 S 31
3.1.1 INTRODUCCIÓN 31
3.1.2 BENEFICIO DE LAS 6 S 32
3.1.2.1 Objetivos de las 6 S 33
3.1.3 DEFINICIÓN DE LOS PASOS DEL PROCESO DE LAS 6 S 34
3.1.3.1 Seguridad 34
3.1.3.2 Seleccionar (Seiri) 35
3.1.3.3 Situar en orden (Seiton) 41
3.1.3.4 Sacar el polvo (Seiso) 52
3.1.3.5 Standarizar (Seiketsu) 57
3.1.3.6 Sostener (Shitsuke) 61
4. ANÁLISIS DE RESULTADOS 68
4.1 INSPECCIÓN DEL EQUIPO DE TRATAMIENTO 68
4.1.1 PROCESO DE INSPECCIÓN DE EQUIPO DE TRATAMIENTO 70
4.1.1.1 Preparación de conexión 70
4.1.1.2 Limpieza de todos los equipos y conexiones 70
4.1.1.3 Inspección visual 70
iv
4.1.1.4 Prueba de ultrasonido 71
4.1.1.5 Inspección de conexiones 71
4.1.1.6 Prueba de presión 73
4.1.1.7 Pintar 73
4.1.1.8 Marcar 74
4.1.1.9 Documentar 75
4.2 APLICACIÓN DE 6 S PARA OPTIMIZAR EL PROCESO DE
INSPECCIÓN DEL EQUIPO DE TRATAMIENTO 76
4.2.1 DESPERDICIOS 77
4.2.1.1 Espera 77
4.2.1.2 Inventario 77
4.2.2 APLICACIÓN DE 6 S EN BAHÍA DE PRESIÓN 78
4.2.2.1 Bahía de presión 79
4.2.2.2 Procedimiento de 6 S 81
4.2.3 IMPLEMENTACIÓN DEL PROGRAMA DATA BASE WS 87
4.2.3.1 Descripción general del programa 87
4.2.3.2 Elaboración del programa 88
4.2.3.3 Presentación del programa 109
v
5. CONCLUSIONES Y RECOMENDACIONES 129
5.1 CONCLUSIONES 129
5.2 RECOMENDACIONES 131
GLOSARIO 132
BIBLIOGRAFÍA 135
ANEXOS 137
vi
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Cementación primaria 8
Figura 2. Cementación forzada (taponamiento de perforaciones) 9
Figura 3. Corte transversal de la fractura apuntalada con arena 11
Figura 4. Corte transversal de la fractura apuntalada con arena 12
Figura 5. Fractura con ácido 13
Figura 6. Manguera de succión 16
Figura 7. Manguera de descarga 17
Figura 8. Tapones 17
Figura 9. Válvula mariposa 18
Figura 10. Unión 20
Figura 11. Conexión NSPT 21
Figura 12. Conexión integral 21
Figura 13. Conexión de brida 23
Figura 14. Lazos 24
Figura 15. Uso de chiksan de 2 vías 25
vii
Figura 16. Uso de chiksan de 3 vías 26
Figura 17. Válvula tapón 26
Figura 18. Válvula de retención 27
Figure 19. Cabeza de cementación fabricada 28
Figura 20. Cabeza de cementación integral 29
Figura 21. Gráfico de las 6 S 32
Figura 22. Diagrama de flujo del proceso de inspección del equipo de
tratamiento de alta presión 69
Figura 23. Banda de acero que se colocan en el componente 75
Figura 24. Layout de Bahía de Presión de Well Services 80
Figura 25. Equipo de protección personal (EPP) 81
Figura 26. Elementos innecesarios en Bahía de Presión (Antes) 82
Figura 27. Eliminación de elementos innecesarios en Bahía de Presión
(Después) 83
Figura 28. Elementos fuera de su lugar de ubicación (Antes) 84
Figura 29. Herramientas en orden (Después) 85
Figura 30. Tabla Base de Datos Equipo de Tratamiento SLB 89
Figura 31. Formato de formulario para ingresar información 94
Figura 32. Barra de menú 95
Figura 33. Esquema del programa Data base WS 97
viii
Figura 34. Tabla UNIT WS 99
Figura 35. Tabla Usuarios 100
Figura 36. Tabla Acceso 101
Figura 37. Tabla Bitácora 101
Figura 38. Tabla de consulta Query_lista 105
Figura 39. Tabla de consulta To serial number 106
Figura 40. Diagrama de flujo de Data base WS 108
Figura 41. Formulario de inicio (EQUIPMENT) 110
Figura 42. Formulario principal (REPORT) 112
Figura 43. Formulario CREATE REPORT 113
Figura 44. Formulario LIST 115
Figura 45. Formulario REPORT LIST 116
Figura 46. Formulario para crear reportes de inspección 118
Figura 47. Formulario LIST UNIT 121
Figura 48. Formulario SEARCH REPORT 122
Figura 49. Formulario para buscar reportes por unidad 125
Figura 50. Formulario para buscar reportes por serial 126
ix
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Tubería estándar 19
Tabla 2. Tabla de aplicación de presión 22
Tabla 3. Cabezas de cementación fabricadas vs integrales 30
Tabla 4. Colores estándar y usos para los controles de visuales 51
Table 5. Gauge names, designated numbers and part numbers to 2 pulgadas
and 3 pulgadas figure 1502 weco union 72
Tabla 6. Código de color trimestral 74
Tabla 7. Campos de la tabla Base de Datos Equipo de Tratamiento SLB 90
Tabla 8. Datos del proceso de inspección del equipo de tratamiento 127
x
ÍNDICE DE ANEXOS
PÁGINA
Anexo I 137
Equipo de tratamiento de alta y baja presión
Anexo II 138
Líneas de tratamiento de alta presión
Anexo III 139
Puntos de medición para equipo de tratamiento
Anexo III 140
Puntos de medición para equipo de tratamiento (Cont.)
Anexo IV 141
Límites de desgaste para equipo de tratamiento
Anexo IV 142
Límites de desgaste para equipo de tratamiento (Cont.)
Anexo V 143
Gauge Kit: Inspección de mariposas y roscas
xi
Anexo V 144
Gauge Kit: Inspección de mariposas y roscas (Cont.)
Anexo VI 144
Gauge Kit: Inspección de segmentos
Anexo VII 145
Reporte de certificación
Anexo VIII 146
Formato de auditoría de las 6 S
xii
RESUMEN
El siguiente documento tiene como objetivo optimizar el proceso de inspección
del equipo de tratamiento de alta presión de Well Services mediante la
aplicación de las 6 S en el período 2012, este se encuentra dividido en cinco
capítulos, en los cuales se puede encontrar lo siguiente:
En el Capítulo I, se define los objetivos tanto general como específicos, la
justificación, los métodos que se van a aplicar en este documento, además, se
mencionaran la hipótesis general y específica y las variables independientes y
las variables dependientes.
En el Capítulo II, se realiza una breve introducción acerca de Well Services, y
los servicios que provee en el sector petrolero, además en este capítulo se
describe todo en cuanto al equipo de tratamiento de alta presión que se utiliza
en las operaciones de Well Services.
En el Capítulo III, se detalla todo acerca de las 6S, este es un método de que
busca optimizar los procesos para mantener un entorno de trabajo seguro y
organizado de forma permanente. Además, busca conseguir mayor
productividad y calidad, reduciendo ciertos desperdicios (pérdida de tiempo)
que pueden representar pérdidas económicas para la compañía.
En el Capítulo IV, se describe el proceso de inspección que realizan los
inspectores de Well Services al equipo de tratamiento, así como también la
aplicación de las 6S en el área de inspección (Bahía de Presión) y la
implementación del software para optimizar este proceso.
En el Capítulo V, se presentan las conclusiones y recomendaciones de este
trabajo.
xiii
ABSTRACT
The following document has an objective to optimize the inspection process of
high pressure treating equipment of Well Services by applying the 6'S in the
period 2012; this is divided into five chapters, which can be found as follows:
In Chapter I, defines the general and specific objectives, justification, methods
to be applied in this document, the general and specific hypotheses and
independent variables and the dependent variables.
In Chapter II, give a brief introduction about Well Services, and the services
provided in the oil sector; this chapter also describes everything about the high
pressure treating equipment used in operations Well Services.
In Chapter III, detailing everything about 6 S, this is a method that seeks to
optimize processes to maintain a safe working environment and organized
permanently. It also seeks to achieve higher productivity and quality, reducing
certain wastes (waste of time) that may represent economic losses for the
company.
Chapter IV describes the inspection process carried out by Well Services
inspectors the treating equipment, as well as the implementation of the 6s in the
inspection area (Pressure Bay) and software implementation to optimize this
process.
In Chapter V, we present the conclusions and recommendations of this study.
INTRODUCCIÓN
1
1. INTRODUCCIÓN
En las operaciones de Well Services se bombea fluidos hacia el pozo a través
de una línea de flujo, la cual consta de tubos, codos, válvulas, etc., a estos
equipos se les llama equipo de tratamiento de alta presión, son denominados
así porque por medio de estos pueden pasar presiones hasta 10.000 PSI. A
estos componentes se les debe realizar inspecciones anualmente para cumplir
con estándares de seguridad y calidad.
Well Services requiere tener una base de datos en la que se pueda registrar la
información de las inspecciones realizadas y sirva como fuente de consulta
para identificar el tiempo de vida útil y eficiencia que tienen los equipos basados
en las condiciones de trabajo actuales en el campo.
El equipo de tratamiento es sometido altas presiones razón por la cual se
requiere que los equipos sean inspeccionados periódicamente para prevenir
fallas, la información que resulta de las inspecciones genera un inconveniente
ya que no se tiene una base de datos ordenada y de fácil manejo.
El seguimiento de las inspecciones de los equipos de tratamiento se realiza por
escrito, es decir mediante información que está archivada físicamente en
carpetas, esta situación representa un inconveniente para el personal de Well
Services, ya que en ciertos casos se requiere consultar el estado del equipo, y
generalmente esta información se necesita inmediatamente, lo cual resulta
difícil tener un rápido acceso a esta información y por ende hace difícil tener un
control de calidad de las inspecciones de los equipos.
2
1.1 OBJETIVO GENERAL
Optimizar el proceso de inspección del equipo de tratamiento de alta presión de
Well Services mediante la aplicación de las 6 S.
1.2 OBJETIVOS ESPECÍFICOS
Reducir pérdidas de tiempo durante el proceso de inspección y a su vez,
definir un proceso a seguir para registrar la información generada de las
inspecciones realizadas de acuerdo a los estándares internos de Well
Services en una base de datos.
Mejorar y facilitar el acceso a la documentación de las inspecciones
mediante el intranet de Schlumberger.
Tener información ordenada de las inspecciones y equipo de tratamiento
de alta presión para generar una base de datos.
Well Services realiza el bombeo de distintos tipos de fluidos a alta presión hacia
el pozo. Con el objetivo principal de bombear este tipo de fluidos de manera
eficiente y segura se utiliza una variedad de equipo de tratamiento, el mismo
que requiere ser inspeccionado periódicamente de acuerdo a los estándares de
la compañía. En cada aplicación, deben considerarse las limitaciones físicas del
equipo de tratamiento, por ejemplo el tipo de tratamiento (de alta y baja
3
presión), límites de presión y volumen y caudales de flujo relacionados con el
diámetro interno.
El equipo de tratamiento de alta presión de Well Services incluye las líneas de
tratamiento, conexiones, lazos, uniones giratorios, válvulas de retención,
válvulas de alivio o purga, “T”, etc. Para este equipo, es necesario aplicar una
herramienta de control de calidad para tener un registro de las inspecciones
realizadas, que sirva para identificar el buen funcionamiento del equipo de
tratamiento, así como determinar la eficiencia del equipo utilizado.
Al tener la información documentada mediante un proceso de calidad de las
inspecciones de los equipos, se tiene un manejo de información más preciso,
que permita realizar un inventario del equipo de tratamiento de acuerdo a su
condición de trabajo y llevar un seguimiento de las inspecciones y eficiencia del
equipo.
Si se mejora el proceso de control de calidad de los equipos de tratamiento de
Well Services mediante la aplicación de las 6 S nos permitiría realizar el
seguimiento de los equipos, identificar el tiempo de vida útil y eficiencia que
tienen los equipos basados en las condiciones de trabajo actuales en el
mercado. Además, si se tuviera la información y registros de las inspecciones
del equipo de tratamiento de Well Services en el intranet de Schlumberger que
sea de fácil acceso para el personal se convertiría una herramienta de gran
ayuda ya que nos permitiría tener un mayor seguimiento de los equipos.
Las variables dependientes:
Mejorará el seguimiento de las inspecciones del equipo de tratamiento.
Optimizar las condiciones de trabajo mediante la aplicación de las 6 S.
4
Equipo usado para operaciones de Well Services que requiere de
inspecciones periódicas para describir el tiempo de vida útil y eficiencia
de los mismos.
Variables independientes:
Elaboración de la base de datos del equipo de tratamiento
Usar el método de las 6 S
Equipo de tratamiento
Para la elaboración de esta tesis se emplea los siguientes métodos:
Método de observación científica
Este método se lleva a cabo mediante la realización de pasantías, éstas son
necesarias para adquirir conocimientos y experiencia para cumplir los objetivos
planteados en la investigación.
Método deductivo
Este método permite recopilar toda la información requerida con respecto al
tema de investigación ya sea en la empresa, bibliotecas, internet, la cual
permitirá desarrollar el trabajo eficazmente.
Para el desarrollo de la tesis se puede usar las siguientes técnicas:
5
Revisión de manuales del equipo de tratamiento proporcionados por
Schlumberger.
Entrevistas con técnicos de experiencia en el proceso de inspección del
equipo de tratamiento.
MARCO TEÓRICO
6
2. MARCO TEÓRICO
2.1 WELL SERVICES
Well Services (WS) es un segmento de Schlumberger que proporciona servicios
de bombeo para la construcción y la optimización de la producción de pozos
basada en la aplicación de las mejores prácticas con tecnología innovadora.
Well Services tienes dos grupos:
Servicios de Construcción de Pozos (WCS)
Servicios de Producción de Pozos (WPS)
2.1.1 SERVICIOS DE CONSTRUCCIÓN DE POZOS (WCS)
2.1.1.1 Cementación
La cementación es el proceso por el cual se inyecta en el pozo una lechada de
cemento.
Los principales tipos de cementación incluyen: la cementación de los liners y las
tuberías de revestimiento, la colocación de tapones de cementación y la
realización de trabajos de reparación de cemento.
7
El proceso de cementación incluye la preparación de la lechada, que se
compone de cemento en polvo, agua, y aditivos químicos para controlar las
propiedades del cemento. Para conseguir una densidad determinada de la
lechada se utilizan equipos especiales; la densidad se mide como la cantidad
de masa por unidad de volumen (por ejemplo, lb/gal, kg/m3, etc.). Luego de
mezclada, la lechada se bombea al pozo mediante bombas de alta presión.
Objetivo
El objetivo de la cementación es:
Aislamiento zonal (prevenir comunicación entre zonas)
Protección de la tubería de revestimiento (ej. corrosión y erosión)
Proteger el agujero de un colapso.
Reparar tubería de revestimiento
Taponar y abandonar pozos no productivos
Hay dos tipos de cementación:
Cementación primaria
Cementación secundaria
2.1.1.2 Cementación primaria
La cementación primaria consiste en la colocación de cemento en el anular
(espacio existente entre la tubería de revestimiento y el agujero abierto o la
8
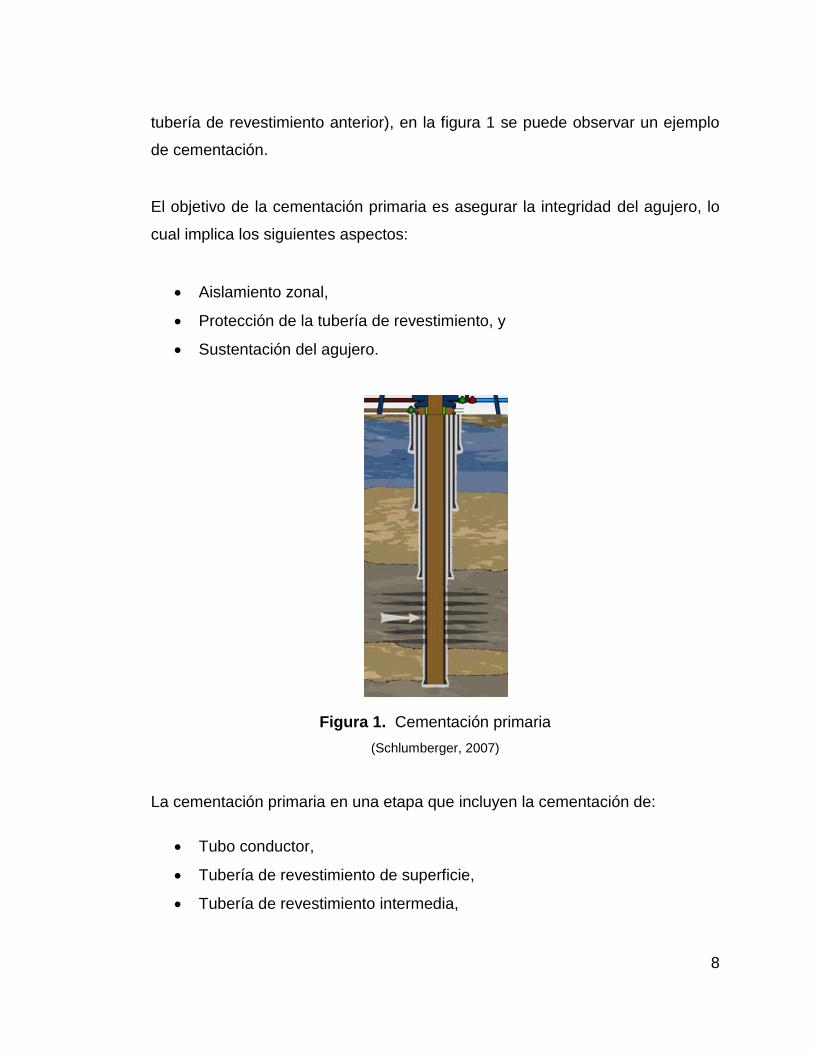
tubería de revestimiento anterior), en la figura 1 se puede observar un ejemplo
de cementación.
El objetivo de la cementación primaria es asegurar la integridad del agujero, lo
cual implica los siguientes aspectos:
Aislamiento zonal,
Protección de la tubería de revestimiento, y
Sustentación del agujero.
Figura 1. Cementación primaria
(Schlumberger, 2007)
La cementación primaria en una etapa que incluyen la cementación de:
Tubo conductor,
Tubería de revestimiento de superficie,
Tubería de revestimiento intermedia,
9
Tubería de revestimiento de producción,
Liner y
Conexión de liner a superficie.
2.1.1.3 Cementación secundaria o forzada
Es aquella que se realiza para corregir problemas cuando con la cementación
primaria no se consiguen los objetivos deseados o cuando el cemento o la
tubería de revestimiento presentan fallas debido al paso del tiempo, como se
puede observar en figura 2.
Figura 2. Cementación forzada (taponamiento de perforaciones)
(Schlumberger, 2007)
La técnica de reparación más común es la cementación forzada, un
procedimiento en el que se fuerza a la lechada a pasar a través de agujeros o
rajaduras de la tubería de revestimiento, con el fin de reparar un trabajo de
cementación primaria o un problema en un pozo.
10
Objetivo
Reparación de un aislamiento zonal defectuoso
Eliminación de entrada de agua
Reparación de fugas en la tubería de revestimiento
2.1.2 SERVICIOS DE PRODUCCIÓN DE POZOS (WPS)
La estimulación es un método químico o mecánico para aumentar la capacidad
de flujo de un pozo.
Fracturación puede ser uno de los procedimientos más complejos realizados en
un pozo. Esta complejidad se debe a las altas tasas y presiones, gran volumen
de materiales inyectados, mezclado continuo de los materiales, y gran número
de variables desconocidas.
Fracturación es una técnica de estimulación realizado por encima de la presión
de fracturación. El fluido es bombeado a una presión superior a la presión de
fractura al pozo para crear grietas o fracturas en la roca misma. Se aumenta así
la productividad por creación de un camino de alta conductividad a través del la
zona dañada. En la figura 3, muestra una sección transversal de una fractura.
11
Figura 3. Corte transversal de la fractura apuntalada con arena
(Schlumberger, 2007)
Hay dos tipos de tratamientos de fractura:
Fractura con arena
Fractura con ácidos
2.1.2.1 Fractura apuntalada
La roca puede ser fracturada con un solo líquido. Sin embargo, cuando el
bombeo se detiene y el fluido se fuga, la presión que rodea la roca fuerza a que
la fractura se cierre. Para mantener la fractura abierta, un agente se añade al
líquido. Cuando se detiene el bombeo y fugas de fluido fuera, el apuntalante
permanece en la fractura. La fractura se mantiene abierta por el apuntalador,
creando un camino permeable y fácil para que los hidrocarburos fluyan. En la
figura 4, muestra una fractura que ha sido apoyada por la arena.
12
Figura 4. Corte transversal de la fractura apuntalada con arena
(Schlumberger, 2007)
2.1.2.2 Fractura con ácido
La fracturación con ácido, también llamado fractura acidificación, es un proceso
de estimulación en el cual el ácido se inyecta en una formación a una presión
que es suficiente para fracturar la formación o abrir una fractura existente. El
ácido también graba las paredes de la formación productora, ampliando la
fractura y permitiendo a los hidrocarburos fluir.
Operativamente, el fracturamiento con ácido es menos complicado porque no
hay agente de apuntalamiento empleado. Además, el peligro de arenamiento
con el apuntalante y los problemas de contraflujo de apuntalante y limpieza del
pozo después del tratamiento se eliminan.
Es muy importante que la formación mantenga la integridad de la fractura sin
colapsar. Puesto que el ácido disuelve la fractura no uniforme, los canales
conductores que se crean por lo general cuando la fractura se cierra. En la
figura 5 se puede observar una fractura con acido que ha conservado la
integridad.
13
Figura 5. Fractura con ácido
(Schlumberger, 2007)
El caudal de inyección tiene que ser lo suficientemente alto y la permeabilidad
de la formación lo suficientemente baja para que la pérdida de fluido no sea
excesiva de manera que la presión pueda incrementar lo suficiente para
fracturar la formación o para abrir fracturas naturales existentes.
Fracturamiento ácido
Es la técnica de mayor uso en formaciones que contienen calizas.
Se bombea previamente a la formación un colchón de agua dulce o
ligeramente salobre que tiene como misión sobrepasar los esfuerzos de
tensión de la roca produciendo la fractura de la misma.
Una vez producida la fractura se inyecta el ácido para que reaccione con
la formación permitiendo crear canales de flujo que se extiendan en
profundidad dentro de la roca y que se mantengan abiertos cuando el
pozo se ponga en producción.
14
La cantidad de roca removida como también la forma en que es
eliminada de las fases de la fractura son los dos factores más
importantes.
Un método para obtener fracturas con alta conductividad en zonas con
dificultad para el grabado, consiste en bombear prelavados ácidos de
altísima viscosidad. El ácido canalizará en forma de dedos a través del
fluido viscoso debido a la diferencia de viscosidad que poseen. El ácido
contacta las fases de la fractura sólo donde se han producido las mismas
2.2 EQUIPO DE TRATAMIENTO
2.2.1 INTRODUCCIÓN
Well Services realiza principalmente bombeo de distintos tipos de fluidos a alta
presión. El objetivo principal es bombear este tipo de fluidos de manera
eficiente y segura. Para lograr este objetivo, Well Services utiliza una variedad
de equipo de tratamiento.
2.2.2 FUNCIONES DEL EQUIPO DE TRATAMIENTO
Well Services utiliza diferentes mangueras y líneas de tratamiento de alta y baja
presión como se muestra en el anexo I.
15
El equipo de tratamiento de baja presión se usa para transferir fluidos
entre tanques y bombas de alta presión.
La tubería usada para transferir fluidos desde una unidad de bombeo al
punto de inyección en el pozo, se llama línea de tratamiento de alta
presión.
2.2.3 EQUIPO DE TRATAMIENTO DE BAJA PRESIÓN
El equipo de baja presión consiste de varios tipos de mangueras, accesorios,
uniones y válvulas de mariposa. Estos elementos se necesitan para conectar
bombas de baja presión, como una bomba centrífuga.
2.2.3.1 Mangueras
Las mangueras de baja presión se utilizan en:
La succión de bombas de desplazamiento positivo
La succión y descarga de bombas centrífugas
La transferencia de material a granel seco
La transferencia de fluidos de un punto hacia otro.
16
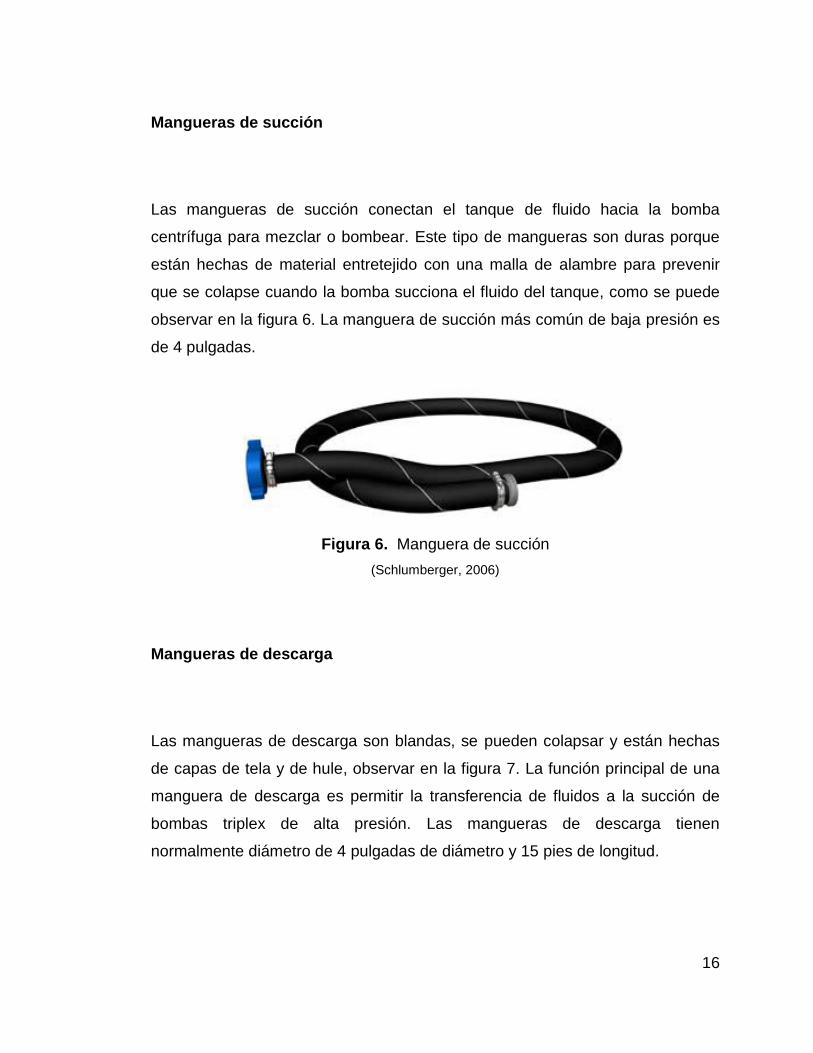
Mangueras de succión
Las mangueras de succión conectan el tanque de fluido hacia la bomba
centrífuga para mezclar o bombear. Este tipo de mangueras son duras porque
están hechas de material entretejido con una malla de alambre para prevenir
que se colapse cuando la bomba succiona el fluido del tanque, como se puede
observar en la figura 6. La manguera de succión más común de baja presión es
de 4 pulgadas.
Figura 6. Manguera de succión
(Schlumberger, 2006)
Mangueras de descarga
Las mangueras de descarga son blandas, se pueden colapsar y están hechas
de capas de tela y de hule, observar en la figura 7. La función principal de una
manguera de descarga es permitir la transferencia de fluidos a la succión de
bombas triplex de alta presión. Las mangueras de descarga tienen
normalmente diámetro de 4 pulgadas de diámetro y 15 pies de longitud.
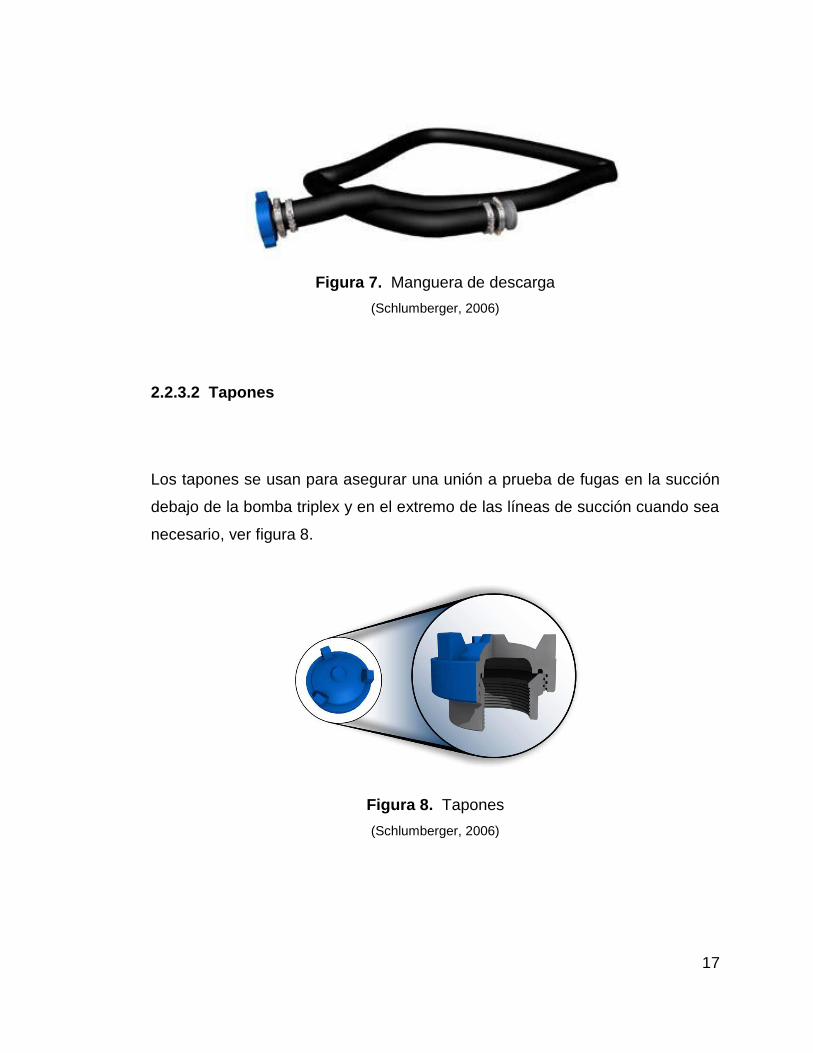
17
Figura 7. Manguera de descarga
(Schlumberger, 2006)
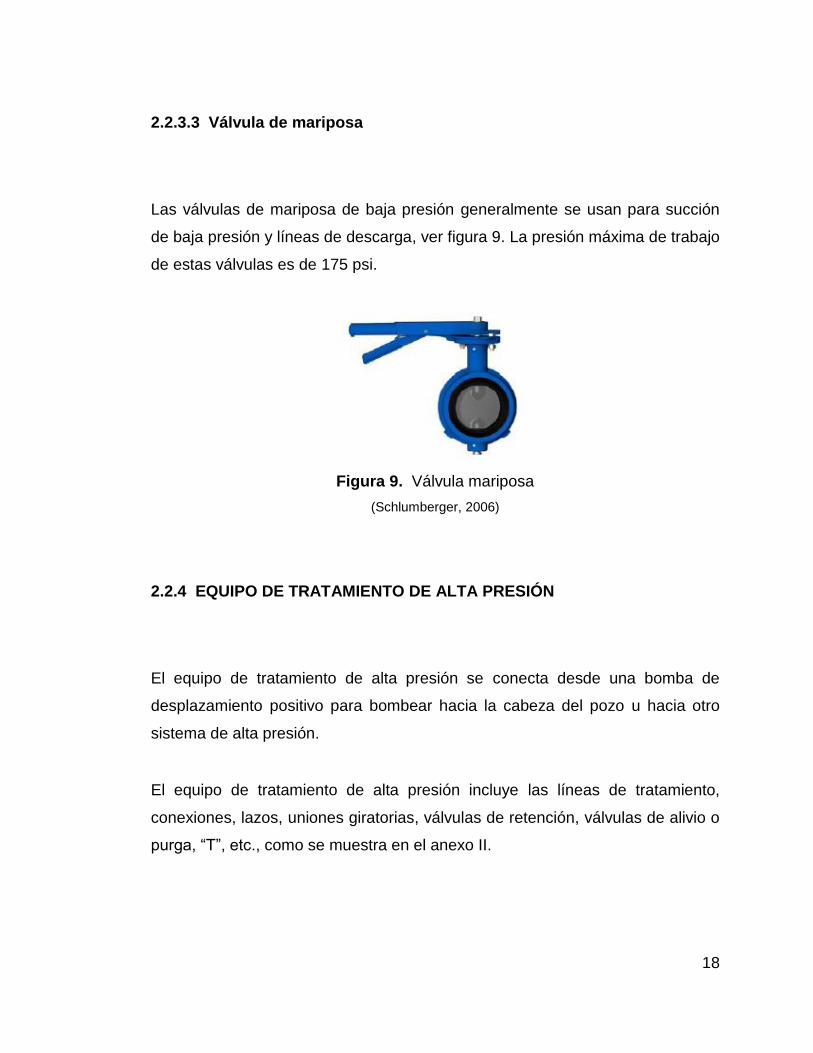
2.2.3.2 Tapones
Los tapones se usan para asegurar una unión a prueba de fugas en la succión
debajo de la bomba triplex y en el extremo de las líneas de succión cuando sea
necesario, ver figura 8.
Figura 8. Tapones
(Schlumberger, 2006)
18
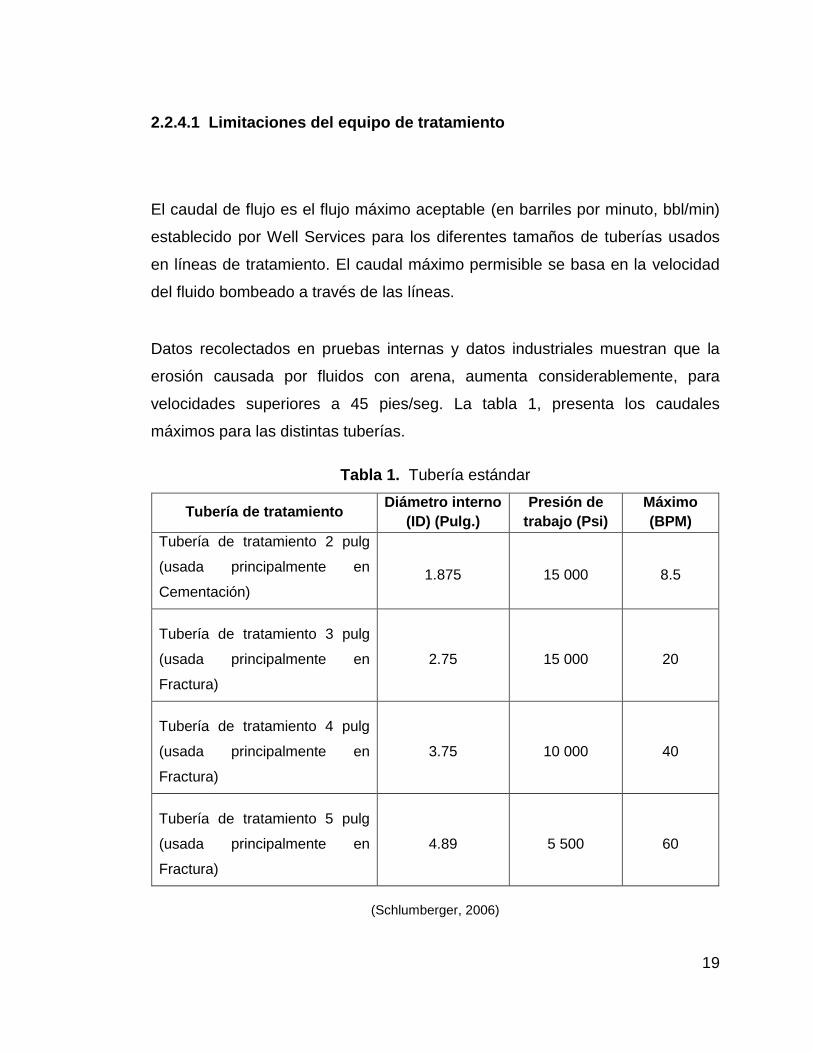
2.2.3.3 Válvula de mariposa
Las válvulas de mariposa de baja presión generalmente se usan para succión
de baja presión y líneas de descarga, ver figura 9. La presión máxima de trabajo
de estas válvulas es de 175 psi.
Figura 9. Válvula mariposa
(Schlumberger, 2006)
2.2.4 EQUIPO DE TRATAMIENTO DE ALTA PRESIÓN
El equipo de tratamiento de alta presión se conecta desde una bomba de
desplazamiento positivo para bombear hacia la cabeza del pozo u hacia otro
sistema de alta presión.
El equipo de tratamiento de alta presión incluye las líneas de tratamiento,
conexiones, lazos, uniones giratorias, válvulas de retención, válvulas de alivio o
purga, “T”, etc., como se muestra en el anexo II.
19
2.2.4.1 Limitaciones del equipo de tratamiento
El caudal de flujo es el flujo máximo aceptable (en barriles por minuto, bbl/min)
establecido por Well Services para los diferentes tamaños de tuberías usados
en líneas de tratamiento. El caudal máximo permisible se basa en la velocidad
del fluido bombeado a través de las líneas.
Datos recolectados en pruebas internas y datos industriales muestran que la
erosión causada por fluidos con arena, aumenta considerablemente, para
velocidades superiores a 45 pies/seg. La tabla 1, presenta los caudales
máximos para las distintas tuberías.
Tabla 1. Tubería estándar
Tubería de tratamiento Diámetro interno
(ID) (Pulg.)
Presión de
trabajo (Psi)
Máximo
(BPM)
Tubería de tratamiento 2 pulg
(usada principalmente en
Cementación)
1.875 15 000 8.5
Tubería de tratamiento 3 pulg
(usada principalmente en
Fractura)
2.75 15 000 20
Tubería de tratamiento 4 pulg
(usada principalmente en
Fractura)
3.75 10 000 40
Tubería de tratamiento 5 pulg
(usada principalmente en
Fractura)
4.89 5 500 60
(Schlumberger, 2006)

20
2.2.4.2 Uniones
Una unión es un ensamble que acopla los componentes de una línea de
tratamiento, ver figura 10.
Figura 10. Unión
(Schlumberger, 2006)
En Well Services, las uniones Weco 1502 son instaladas, agregadas, o
maquinadas al equipo usando uno de dos métodos:
NSPT (rosca de sello sin presión)
Integral
Conexión NSPT
La rosca de sello sin presión Weco 1502 es una conexión donde las roscas se
enroscan a la hembra y al macho de la unión y después maquinadas para que
queden a ras con la superficie de sello para eliminar la presión en las roscas,
ver figura 11. La máxima presión de trabajo para una conexión NSPT es de
15.000 psi.
21
Figura 11. Conexión NSPT
(Schlumberger, 2006)
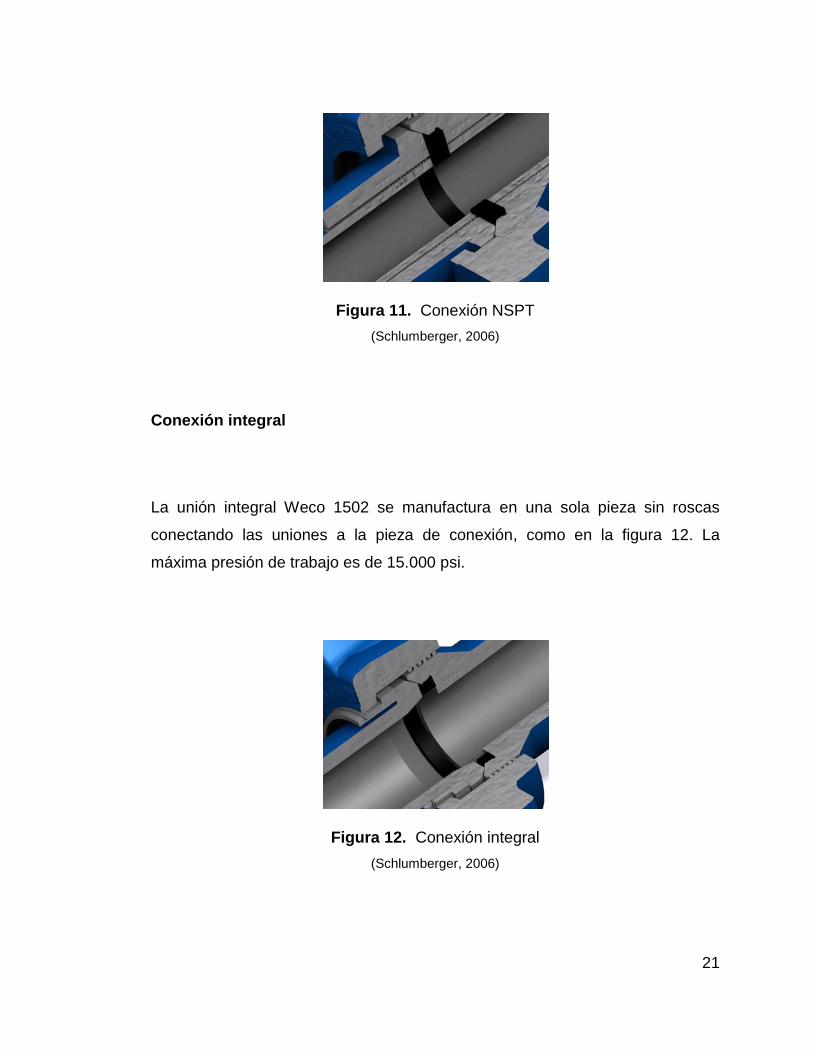
Conexión integral
La unión integral Weco 1502 se manufactura en una sola pieza sin roscas
conectando las uniones a la pieza de conexión, como en la figura 12. La
máxima presión de trabajo es de 15.000 psi.
Figura 12. Conexión integral
(Schlumberger, 2006)
22
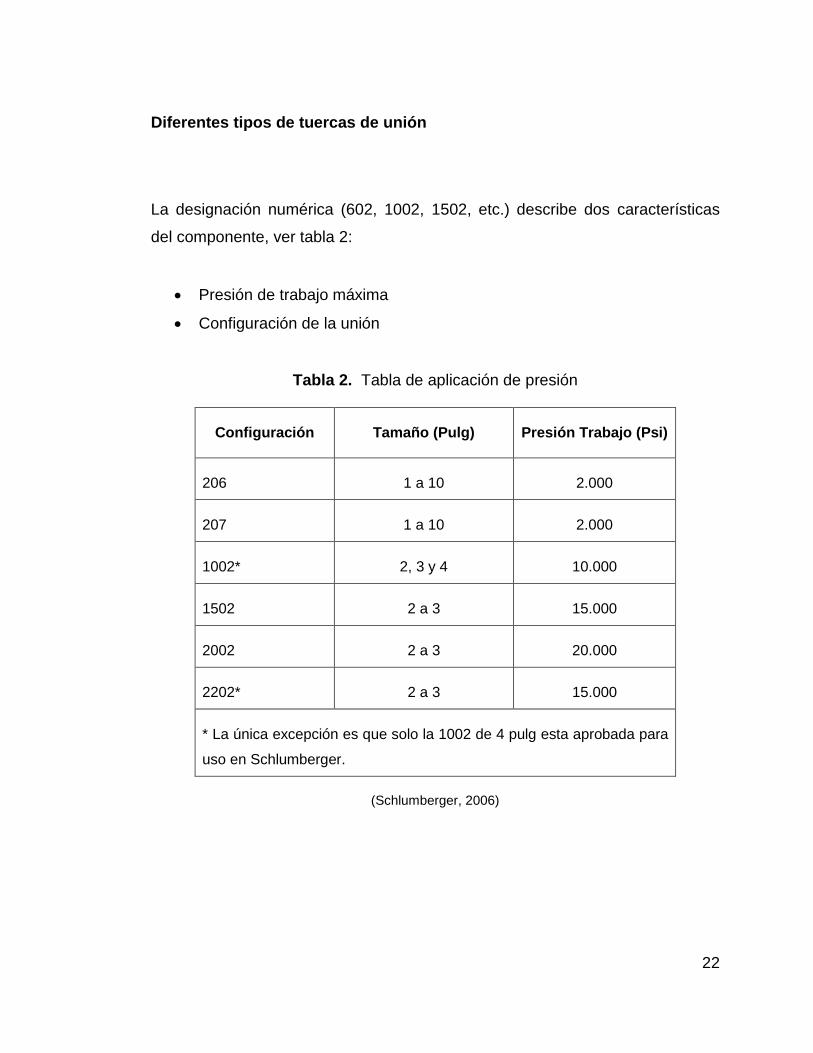
Diferentes tipos de tuercas de unión
La designación numérica (602, 1002, 1502, etc.) describe dos características
del componente, ver tabla 2:
Presión de trabajo máxima
Configuración de la unión
Tabla 2. Tabla de aplicación de presión
Configuración Tamaño (Pulg) Presión Trabajo (Psi)
206 1 a 10 2.000
207 1 a 10 2.000
1002* 2, 3 y 4 10.000
1502 2 a 3 15.000
2002 2 a 3 20.000
2202* 2 a 3 15.000
* La única excepción es que solo la 1002 de 4 pulg esta aprobada para
uso en Schlumberger.
(Schlumberger, 2006)
23
Especificación de presión
Uno de los aspectos más importantes en la identificación de un componente es
su especificación de presión. La especificación de presión indica la presión de
trabajo o presión de trabajo en frío a la que el componente puede ser usado de
manera regular. La presión de prueba es una prueba realizada por el fabricante
en el proceso de ensamble final. Esta prueba se lleva a cabo a 1.5 veces la
especificación de la presión de trabajo. En los trabajos diarios, Well Services
NUNCA debe usar un componente a su presión de prueba.
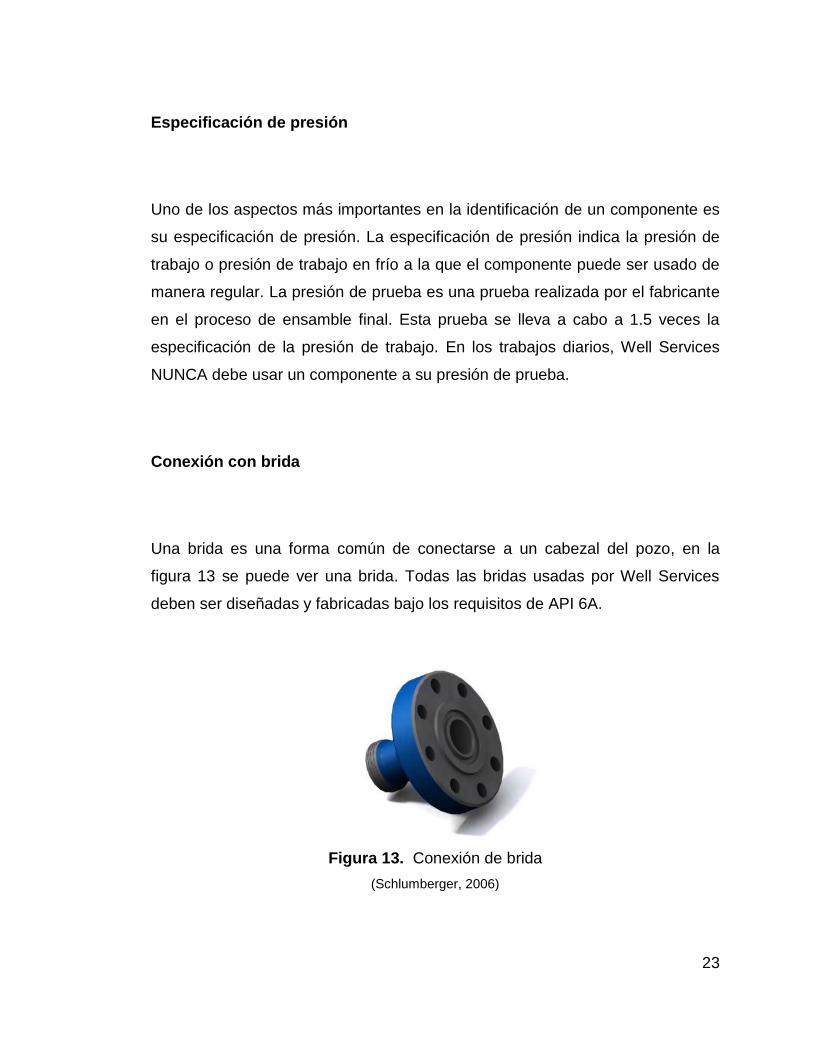
Conexión con brida
Una brida es una forma común de conectarse a un cabezal del pozo, en la
figura 13 se puede ver una brida. Todas las bridas usadas por Well Services
deben ser diseñadas y fabricadas bajo los requisitos de API 6A.
Figura 13. Conexión de brida
(Schlumberger, 2006)
24
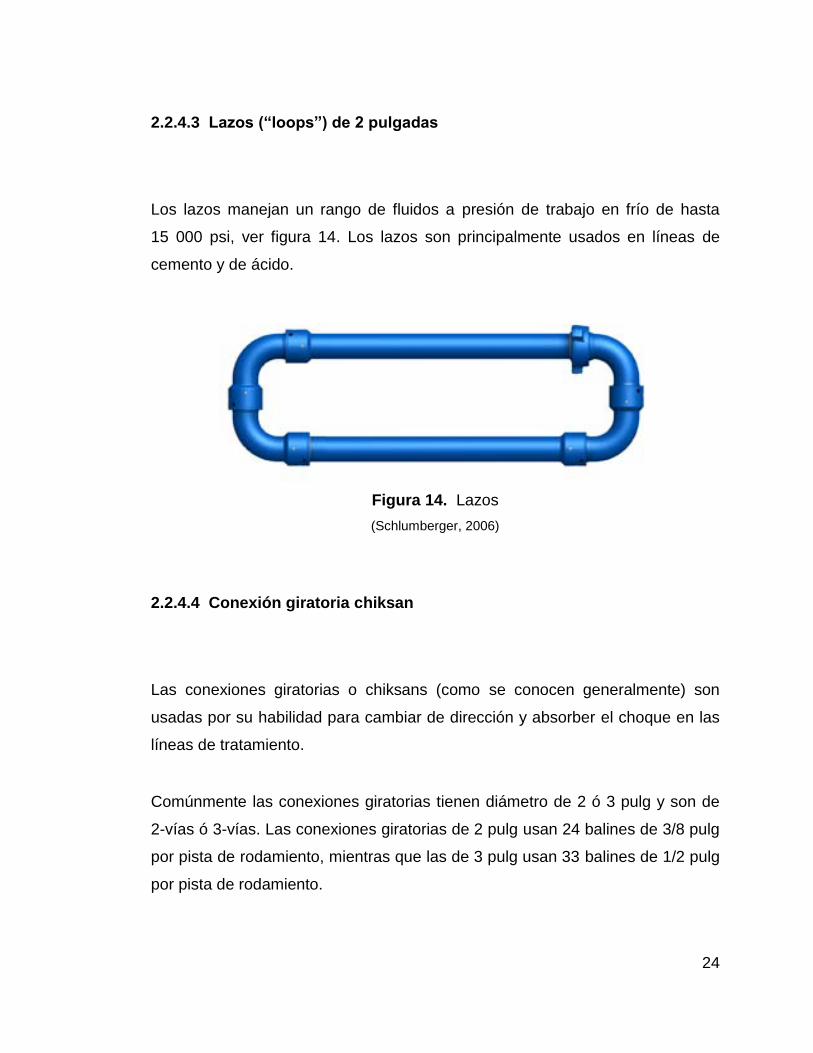
2.2.4.3 Lazos (“loops”) de 2 pulgadas
Los lazos manejan un rango de fluidos a presión de trabajo en frío de hasta
15 000 psi, ver figura 14. Los lazos son principalmente usados en líneas de
cemento y de ácido.
Figura 14. Lazos
(Schlumberger, 2006)
2.2.4.4 Conexión giratoria chiksan
Las conexiones giratorias o chiksans (como se conocen generalmente) son
usadas por su habilidad para cambiar de dirección y absorber el choque en las
líneas de tratamiento.
Comúnmente las conexiones giratorias tienen diámetro de 2 ó 3 pulg y son de
2-vías ó 3-vías. Las conexiones giratorias de 2 pulg usan 24 balines de 3/8 pulg
por pista de rodamiento, mientras que las de 3 pulg usan 33 balines de 1/2 pulg
por pista de rodamiento.
25
Basados en estudios de erosión en los chiksan, las medias uniones con aleta
en la línea de tratamiento deben orientarse hacia el pozo.
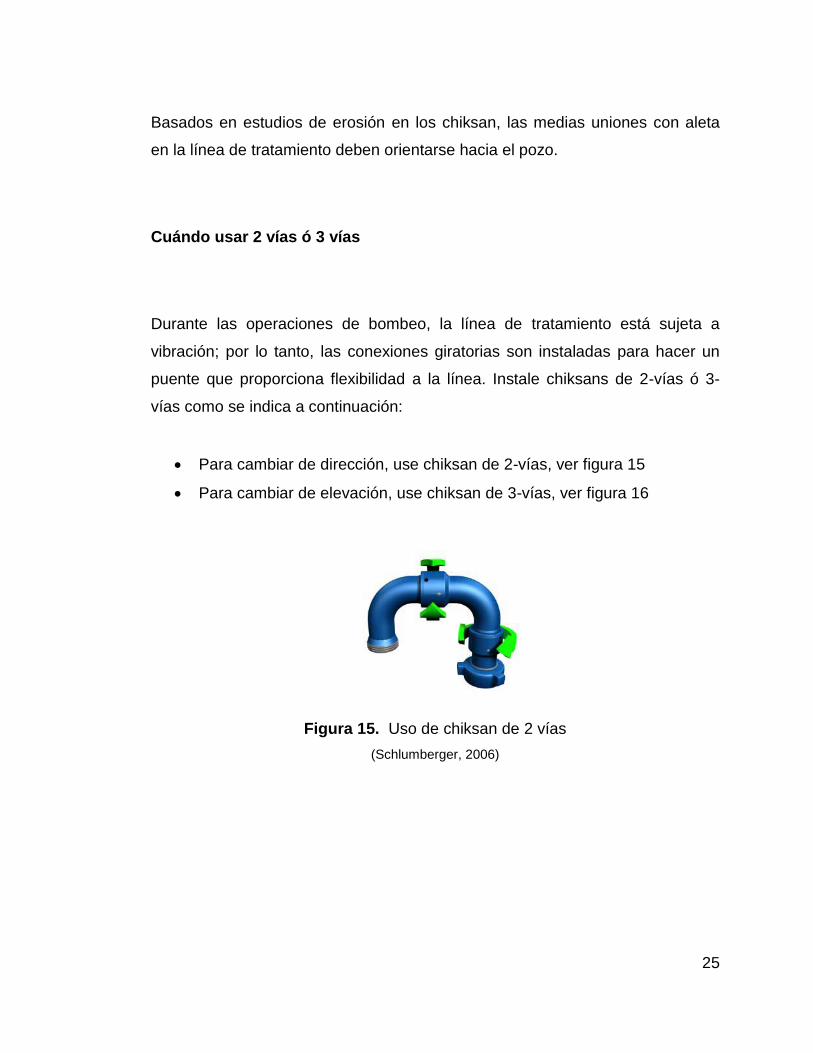
Cuándo usar 2 vías ó 3 vías
Durante las operaciones de bombeo, la línea de tratamiento está sujeta a
vibración; por lo tanto, las conexiones giratorias son instaladas para hacer un
puente que proporciona flexibilidad a la línea. Instale chiksans de 2-vías ó 3-
vías como se indica a continuación:
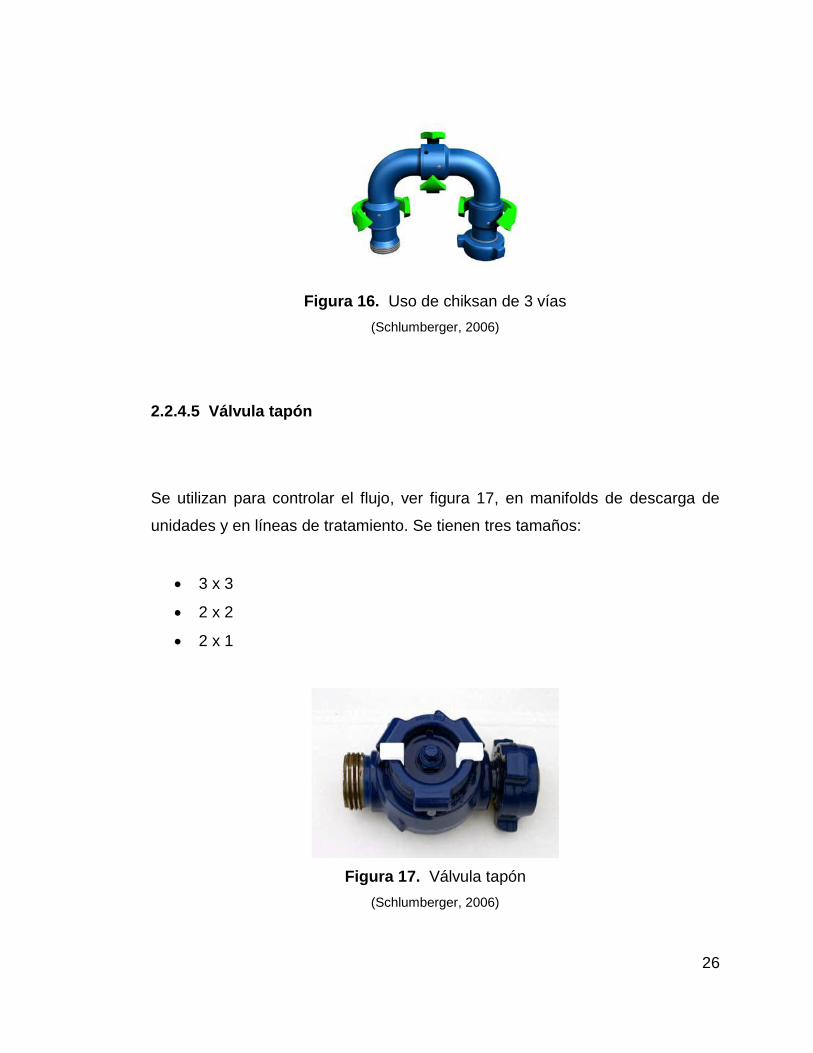
Para cambiar de dirección, use chiksan de 2-vías, ver figura 15
Para cambiar de elevación, use chiksan de 3-vías, ver figura 16
Figura 15. Uso de chiksan de 2 vías
(Schlumberger, 2006)
26
Figura 16. Uso de chiksan de 3 vías
(Schlumberger, 2006)
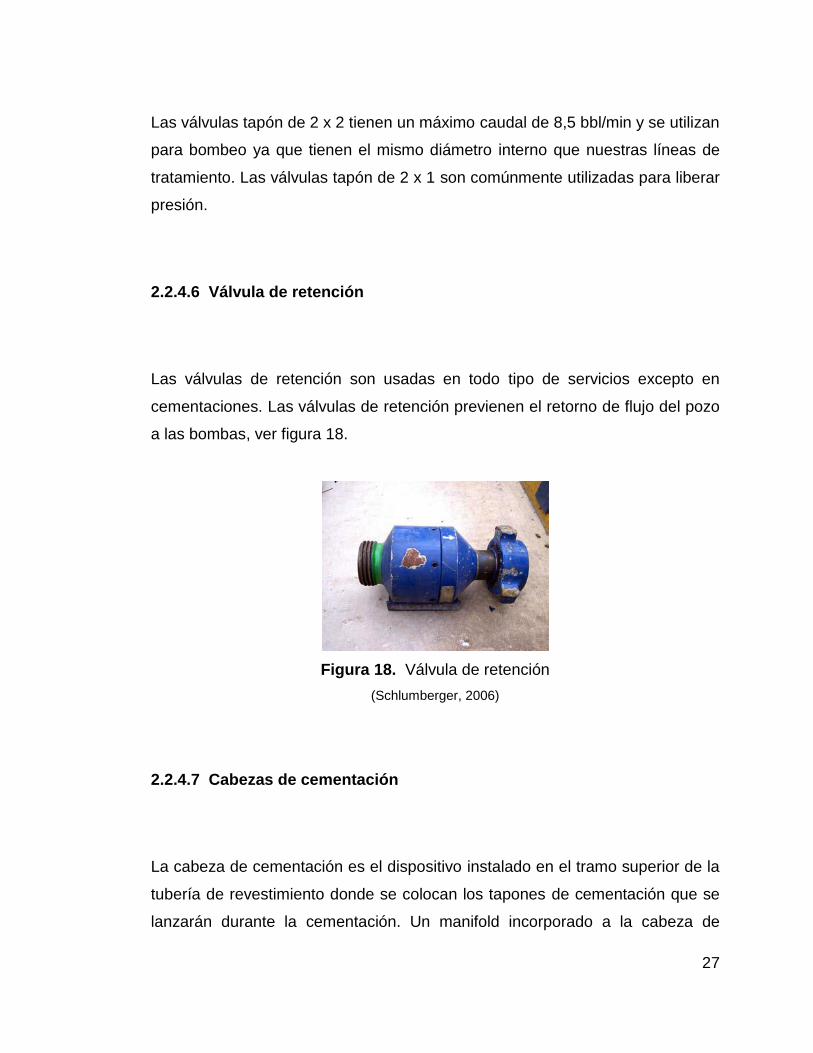
2.2.4.5 Válvula tapón
Se utilizan para controlar el flujo, ver figura 17, en manifolds de descarga de
unidades y en líneas de tratamiento. Se tienen tres tamaños:
3 x 3
2 x 2
2 x 1
Figura 17. Válvula tapón
(Schlumberger, 2006)
27
Las válvulas tapón de 2 x 2 tienen un máximo caudal de 8,5 bbl/min y se utilizan
para bombeo ya que tienen el mismo diámetro interno que nuestras líneas de
tratamiento. Las válvulas tapón de 2 x 1 son comúnmente utilizadas para liberar
presión.
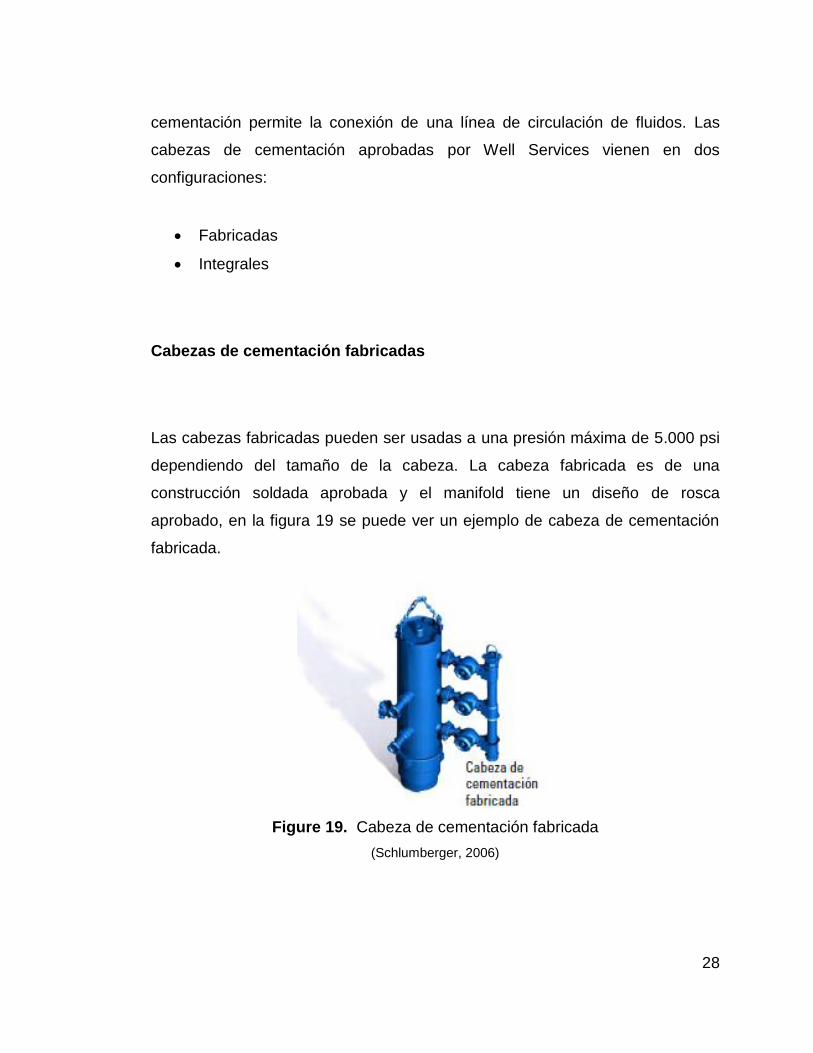
2.2.4.6 Válvula de retención
Las válvulas de retención son usadas en todo tipo de servicios excepto en
cementaciones. Las válvulas de retención previenen el retorno de flujo del pozo
a las bombas, ver figura 18.
Figura 18. Válvula de retención
(Schlumberger, 2006)
2.2.4.7 Cabezas de cementación
La cabeza de cementación es el dispositivo instalado en el tramo superior de la
tubería de revestimiento donde se colocan los tapones de cementación que se
lanzarán durante la cementación. Un manifold incorporado a la cabeza de
28
cementación permite la conexión de una línea de circulación de fluidos. Las
cabezas de cementación aprobadas por Well Services vienen en dos
configuraciones:
Fabricadas
Integrales
Cabezas de cementación fabricadas
Las cabezas fabricadas pueden ser usadas a una presión máxima de 5.000 psi
dependiendo del tamaño de la cabeza. La cabeza fabricada es de una
construcción soldada aprobada y el manifold tiene un diseño de rosca
aprobado, en la figura 19 se puede ver un ejemplo de cabeza de cementación
fabricada.
Figure 19. Cabeza de cementación fabricada
(Schlumberger, 2006)
29
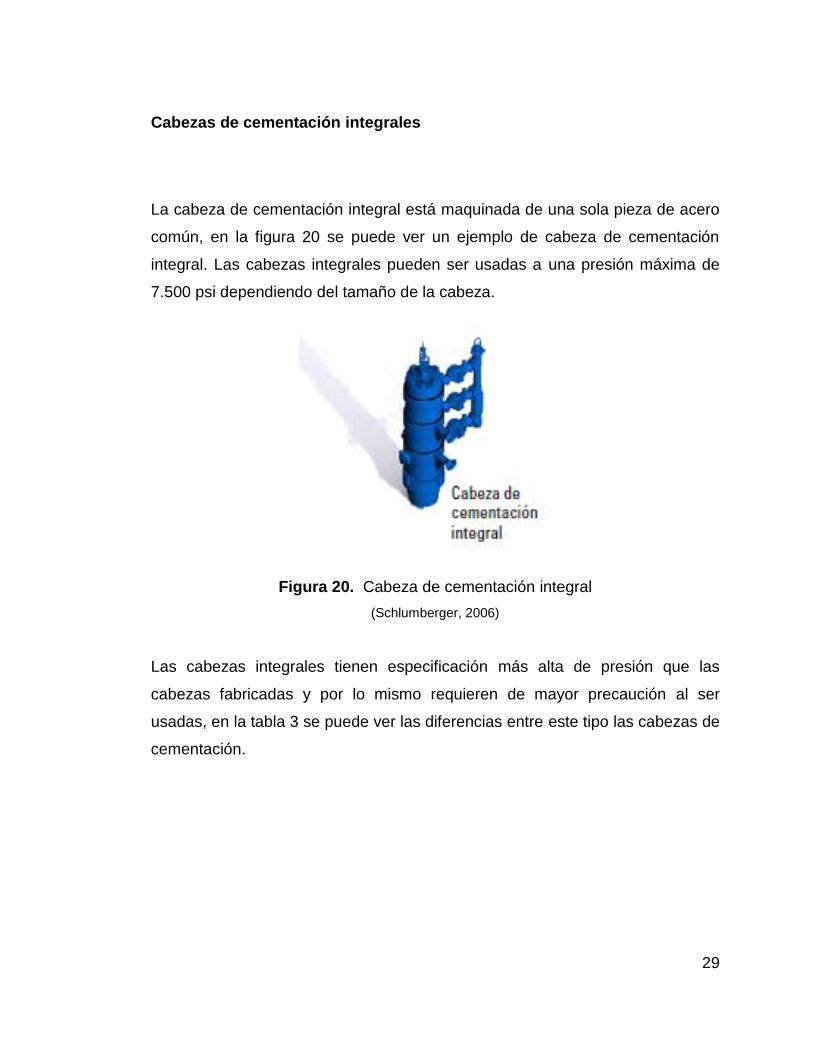
Cabezas de cementación integrales
La cabeza de cementación integral está maquinada de una sola pieza de acero
común, en la figura 20 se puede ver un ejemplo de cabeza de cementación
integral. Las cabezas integrales pueden ser usadas a una presión máxima de
7.500 psi dependiendo del tamaño de la cabeza.
Figura 20. Cabeza de cementación integral
(Schlumberger, 2006)
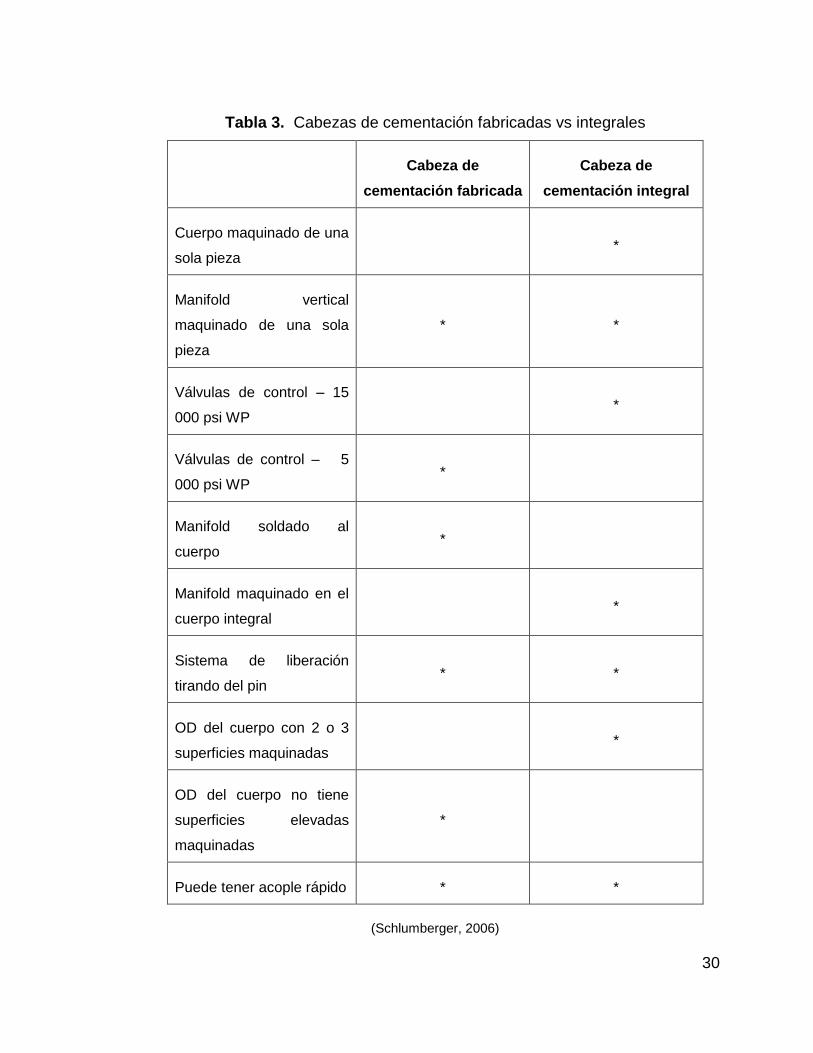
Las cabezas integrales tienen especificación más alta de presión que las
cabezas fabricadas y por lo mismo requieren de mayor precaución al ser
usadas, en la tabla 3 se puede ver las diferencias entre este tipo las cabezas de
cementación.
30
Tabla 3. Cabezas de cementación fabricadas vs integrales
Cabeza de
cementación fabricada
Cabeza de
cementación integral
Cuerpo maquinado de una
sola pieza *
Manifold vertical
maquinado de una sola
pieza
* *
Válvulas de control – 15
000 psi WP *
Válvulas de control – 5
000 psi WP *
Manifold soldado al
cuerpo *
Manifold maquinado en el
cuerpo integral *
Sistema de liberación
tirando del pin * *
OD del cuerpo con 2 o 3
superficies maquinadas *
OD del cuerpo no tiene
superficies elevadas
maquinadas
*
Puede tener acople rápido * *
(Schlumberger, 2006)

METODOLOGÍA
31
3. METODOLOGÍA
3.1 FUNDAMENTOS TEÓRICOS DE LAS 6 S
3.1.1 INTRODUCCIÓN
Se inició en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo
mejor organizados, más ordenados y más limpios de forma permanente para
conseguir una mayor productividad y un mejor entorno laboral.
El movimiento de las 5 S es una concepción ligada a la orientación hacia la
calidad total que se originó en el Japón bajo la orientación de W. E. Deming
hace mas de 40 años y que está incluida dentro de lo que se conoce como
mejoramiento continuo o Gemba Kaizen.
El método de las 5 S, así denominado por la primera letra del nombre que en
japonés designa cada una de sus cinco etapas, en la figura 21 podemos ver la
relación de cada etapa, es una técnica de gestión japonesa basada en cinco
principios simples, estas son:
Seleccionar (Seiri)
Situar en orden (Seiton)
Sacar el polvo (Seiso)
Standarizar (Seiketsu)
Sostener (Shitsuke)
32
Ahora, de acuerdo a los requerimientos de calidad de Schlumberger se ha
implementado una “S” a las técnicas de las 5 S, la cual consiste en seguridad.
Figura 21. Gráfico de las 6 S
3.1.2 BENEFICIO DE LAS 6 S
La implementación de una estrategia de 6 S es importante en diferentes áreas,
por ejemplo, permite eliminar despilfarros y por otro lado permite mejorar las
condiciones de seguridad industrial, beneficiando así a la empresa y sus
empleados.
Algunos de los beneficios que genera la estrategia son:
Mayores niveles de seguridad que redundan en una mayor motivación de
los empleados
Reducción en las pérdidas y mermas por producciones con defectos
Mayor calidad
Tiempos de respuesta más cortos
Aumenta la vida útil de los equipos
33
Genera cultura organizacional
Es más productiva
Las 6 S son un buen comienzo hacia la calidad total y no le hacen mal a nadie,
está en cada uno aplicarlas y empezar a ver sus beneficios.
3.1.2.1 Objetivos de las 6 S
Crear lugar de trabajo seguro y organizado, que mejore la productividad,
mejore la calidad, permita la gestión visual, y sienta las bases para todos los
demás herramientas de mejoramiento continuo.
Seguridad.- Reduce el número de pérdidas de tiempo, reclamaciones de
obrero indemnizaciones.
Calidad.- Eliminar la posibilidad de utilizar partes anteriormente
rechazada o herramientas equivocadas, eliminar la contaminación y
asegurar el cumplimiento de los procedimientos normalizados
Productividad.- Eliminar la pérdida de tiempo buscando herramientas.
Reducir el tiempo de ciclo, reducir tiempo de inactividad mediante la
limpieza regular y la inspección de equipos.
34
3.1.3 DEFINICIÓN DE LOS PASOS DEL PROCESO DE LAS 6 S
3.1.3.1 Seguridad
El programa de salud, seguridad y medio ambiente (Health, Security and
Enviroment, HSE) tiene por objeto definir y promover prácticas seguras de
trabajo. Como el principal componente del programa 6 S, cualquier área en la
que una entidad de crédito caso de ocurrir, una evaluación del riesgo actual es
que se completado antes de que comiencen los trabajos del evento. Las
acciones de un mejoramiento continuo del evento deben reforzar seguridad en
el trabajo y de no introducir nuevos peligros al lugar de trabajo.
Seguridad es siempre el primer paso de cualquier proyecto de mejoramiento
continuo. Una evaluación de riesgos de la zona (s) de un acontecimiento que se
llevará a cabo deben tener llevado a cabo antes del evento.
La reunión debe incluir:
• Equipo de protección personal (EPP) requerido.
• Procedimientos de emergencia, por ejemplo, lo que hacer en caso de
una evacuación del sitio.
• Todo el personal debe estar consciente y preparado para los peligros
presentes en el lugar.
35
• Cualquier riesgos de seguridad detectadas durante un evento se debe
informar por el Quest.
Aplicación de Gemba
Tour de la zona donde se aplicará 6 S
• "Ir al lugar donde se puede encontrar el verdadero significado de la
palabra japonesa Gemba.
• Involucra a ir al lugar efectivamente, hablar con la gente, y ver los
resultados o la situación manejo del control visual.
3.1.3.2 Seleccionar (Seiri)
Se refiere a la práctica de clasificación a través de todas las herramientas,
materiales, etc., en el área de trabajo y mantener sólo los elementos esenciales
para que éstos se mantengan cerca de la "acción", mientras que los
innecesarios se deben retirar del sitio, almacenar o eliminar. Esto lleva a menos
riesgos y menos desorden de interferir con el trabajo productivo, ya que se crea
un entorno de trabajo en el que se evitan problemas de espacio, pérdida de
tiempo, aumento de la seguridad y ahorro de energía.
36
Objetivo
El propósito del Seiri o clasificar significa retirar de los puestos de trabajo todos
los elementos que no son necesarios para las operaciones de producción o de
oficina cotidianas. Los elementos necesarios se deben mantener cerca de la
"acción", mientras que los innecesarios se deben retirar del sitio o eliminar.
Seleccionar consiste en:
Separar en el sitio de trabajo las cosas que realmente sirven de las que
no sirven.
Clasificar lo necesario de lo innecesario para el trabajo rutinario.
Mantener lo que necesitamos y eliminar lo excesivo
Separar los elementos empleados de acuerdo a su naturaleza, uso,
seguridad y frecuencia de utilización con el objeto de facilitar la agilidad
en el trabajo.
Organizar las herramientas en sitios donde los cambios se puedan
realizar en el menor tiempo posible.
Eliminar elementos que afectan el funcionamiento de los equipos y que
pueden conducir a averías.
Eliminar información innecesaria y que nos puede conducir a errores de
interpretación o de actuación.
37
Beneficios
La aplicación de las acciones Seiri preparan los lugares de trabajo para que
estos sean más seguros y productivos. El primer y más directo impacto del Seiri
está relacionado con la seguridad.
Ante la presencia de elementos innecesarios, el ambiente de trabajo es tenso,
impide la visión completa de las áreas de trabajo, dificulta observar el
funcionamiento de los equipos y máquinas, las salidas de emergencia quedan
obstaculizadas haciendo todo esto que el área de trabajo sea más insegura.
La práctica del Seiri además de los beneficios en seguridad permite:
Reducir los tiempos de acceso al material, documentos, herramientas y
otros elementos de trabajo.
Se mejora el control visual de los elementos de trabajo, materiales en
proceso y producto final. Permitiendo que la calidad del producto se
mejore ya que los controles visuales ayudan a prevenir los defectos.
Eliminar las pérdidas de productos o elementos que se deterioran por
permanecer un largo tiempo expuestos en un ambiento no adecuado
para ellos.
Se mejora el tiempo medio entre fallos de los equipos.
Es más fácil identificar las áreas o sitios de trabajo con riesgo potencial
de accidente laboral.
38
El personal puede mejorar la productividad en el uso del tiempo.
Justificación
El no aplicar el Seiri se pueden presentar algunos de los siguientes problemas:
La planta de producción y los talleres es insegura, se presentan más
accidentes, se pierde tiempo valioso para encontrar algún material y se
dificulta el trabajo.
Es más difícil de mantener bajo control el stock que se produce por
productos defectuosos. El volumen existente de productos en proceso
permite ocultar más fácilmente los stocks innecesarios.
El cumplimiento de los tiempos de entrega se pueden ver afectados
debido a las pérdidas de tiempo al ser necesario mayor manipulación de
los materiales y productos.
Como implantar el Seiri
Mapa del área
Consiste en realizar un mapa del área, para en identificar todas las zonas lo
cual permita conocer el lugar de cada elemento.
39
Establecer una lista de inventario
La lista de elementos innecesarios se debe diseñar y enseñar durante la fase
de preparación. Esta lista permite registrar el elemento innecesario, su
ubicación, cantidad encontrada, posible causa y acción sugerida para su
eliminación. Esta lista es complementada por el operario, encargado o
supervisor durante el tiempo en que se ha decidido realizar la campaña Seiri.
Indicar frecuencia de uso
Consiste en determinar la frecuencia en la que los elementos son usados en las
diferentes actividades diarias ya sea en el día, mes o año.
Establecer condición actual de elementos
Consiste en identificar la condición actual de los elementos de la lista de
inventarios realizada, es decir si los elementos se encuentran operativos o no.
40
Uso de etiquetas
Este es un proceso de seguimiento que proporciona identificación visual de
artículos innecesarios mediante el uso de tarjetas. Este tipo de tarjetas permiten
marcar o "denunciar" que en el sitio de trabajo existe algo innecesario y que se
debe tomar una acción correctiva.
Las preguntas habituales que se deben hacer para identificar si existe un
elemento innecesario son las siguientes:
¿Es necesario este elemento?
¿Si es necesario, es necesario en esta cantidad?
¿Si es necesario, tiene que estar localizado aquí?
Una vez marcados los elementos se procede a registrar cada tarjeta utilizada en
la lista de elementos innecesarios. Esta lista permite posteriormente realizar un
seguimiento sobre todos los elementos identificados.
En la reunión se toman las decisiones para cada elemento identificado. Algunas
acciones son simples, como guardar en un sitio, eliminar si es de bajo coste y
no es útil o moverlo a un almacén. Otras decisiones más complejas y en las que
interviene la dirección deben consultarse y exigen una espera y por lo tanto, el
material o equipo debe quedar en su sitio, mientras se toma la decisión final,
por ejemplo, eliminar una máquina que no se utiliza actualmente.
41
Criterios para asignar tarjetas de color
Los elementos necesarios se mantienen en el área especificada y los
elementos no necesarios se desechan o almacenan en lugar diferente.
Frecuencia con la que se necesita el elemento.
Cantidad del elemento necesario para realizar el trabajo.
La información típica capturada en etiquetas rojas:
Descripción del artículo
Cantidad
Fecha etiquetados
Exposición de motivos de la etiqueta
Recomendaciones
3.1.3.3 Situar en orden (Seiton)
Situar en orden (Seiton) consiste en organizar los elementos que han sido
clasificados como necesarios de modo que se puedan encontrar con facilidad.
El Seiton es una estrategia que agudiza el sentido de orden a través de la
marcación y utilización de ayudas visuales. Estas ayudas sirven para
estandarizar acciones y evitar pérdidas de tiempo, dinero, materiales y lo más
importante, eliminar riesgos potenciales de accidentes del personal.
42
Se centra en la necesidad de haber un lugar para cada cosa y cada cosa debe
estar en su lugar.
Objetivo
La práctica del Seiton pretende definir el lugar donde se deben ubicar aquellos
que necesitamos con frecuencia, identificándolos para eliminar el tiempo de
búsqueda y facilitar su retorno al sitio una vez utilizados (es el caso de la
herramienta).
Las metodologías utilizadas en Seiton facilitan su codificación, identificación y
marcación de áreas para facilitar su conservación en un mismo sitio durante el
tiempo y en perfectas condiciones.
En las oficinas Seiton tiene como propósito facilitar los archivos y la búsqueda
de documentos, mejorar el control visual de las carpetas y la eliminación de la
pérdida de tiempo de acceso a la información.
Seiton permite:
Disponer de un sitio adecuado para cada elemento utilizado en el trabajo
de rutina para facilitar su acceso y retorno al lugar.
Disponer de sitios identificados para ubicar elementos que se emplean
con poca frecuencia o que no se usaran en el futuro.
Lograr que el equipo tenga protecciones visuales para facilitar su
inspección autónoma y control de limpieza.
43
Identificar y marcar todos los sistemas auxiliares del proceso como
tuberías, aire comprimido, combustibles.
Beneficios
Facilita el acceso rápido a elementos que se requieren para el trabajo
El aseo y limpieza se pueden realizar con mayor facilidad y seguridad.
Se libera espacio.
El ambiente de trabajo es más agradable.
La seguridad se incrementa debido a la demarcación de todos los sitios
del lugar de trabajo.
Mayor cumplimiento de las órdenes de trabajo.
El estado de los equipos se mejora y se evitan averías.
Mejora de la productividad global de la planta.
Justificación
El no aplicar el Seiton en el sitio de trabajo conduce a los siguientes problemas:
44
Incremento del número de movimientos innecesarios. El tiempo de
acceso a un elemento para su utilización se incrementa.
Se puede perder el tiempo de varias personas que esperan los
elementos que se están buscando para realizar un trabajo. No sabemos
dónde se encuentra el elemento y la persona que conoce su ubicación
no se encuentra. Esto indica que falta una buena identificación de los
elementos.
Un equipo sin identificar sus elementos (sentido de giro o movimiento de
componentes) puede conducir a deficientes montajes, mal
funcionamiento y errores graves al ser operado.
El desorden no permite controlar visualmente los stocks en proceso y de
materiales de oficina.
La falta de identificación de lugares inseguros o zonas del equipo de alto
riesgo puede conducir a accidentes y pérdida de moral en el trabajo.
El orden es la esencia de la estandarización, un sitio de trabajo debe estar
completamente ordenado antes de aplicar cualquier tipo de estandarización.
Como implantar el Seiton
La implantación del Seiton requiere la aplicación de métodos simples y
desarrollados por los trabajadores. Los métodos más utilizados son:
45
Control y gestión visual
Control visual
El control visual es el medio, dispositivo o mecanismo que permite gestión
visual con el objetivo de informar de una manera fácil entre otros los siguientes
temas:
Indicar el sitio donde se encuentran los elementos de trabajo
Estándares sugeridos para cada una de las actividades que se deben
realizar en un equipo o proceso de trabajo.
Dónde ubicar el material en proceso, producto final y si existe, productos
defectuosos.
Hacer visibles los problemas o condiciones anormales con el fin de
adoptar medidas correctivas.
Muestra el estado actual en un formato fácil de leer
Proporcionar una retroalimentación inmediata
Proporcionar instrucción y comunica la información de ciertas acciones a
realizarse en el lugar de trabajo, por ejemplo:
46
o Sitio donde deben ubicarse los elementos de aseo, limpieza y
residuos clasificados.
o Sentido de giro de motores.
o Conexiones eléctricas.
o Sentido de giro de botones de actuación, válvulas y actuadores.
o Flujo del líquido en una tubería, marcación de esta, etc.
o Franjas de operación de manómetros (estándares).
o Dónde ubicar la calculadora, carpetas bolígrafos, lápices en el sitio
de trabajo.
Los controles visuales están íntimamente relacionados con los procesos de
estandarización. Un control visual es un estándar representado mediante un
elemento gráfico o físico, de color o numérico y muy fácil de ver. La
estandarización se transforma en gráficos y estos se convierten en controles
visuales. Cuando sucede esto, sólo hay un sitio para cada cosa, y podemos
decir de modo inmediato si una operación particular está procediendo normal o
anormalmente.
Gestión visual
Proporcionar información en tiempo real y la retroalimentación con
respecto a la clasificación de la empresa
47
Proporcionar rendimientos en tiempo real y métricas asociadas a cada
área de trabajo
Comunicar la visión compartida del negocio y cómo cada uno contribuye
al éxito
Presentar la misma información a todos
Mantener la atención en los indicadores críticos
Impulsar la propiedad y la responsabilidad del nivel más bajo posible en
la organización
Beneficios de la gestión visual y controles visuales
Lugar de trabajo limpio y seguro
Menos tiempo perdido
Mejora de la calidad
Mejora de la moral
Vinculado a la estrategia 6 S (5 "S" - Estandarizar)
Hacer que las anomalías y los residuos sean claras para todos
Comprender un entorno donde todo el mundo entienda.
Estado de Comunicación
Herramientas de control visual
Señalización
Líneas
o Pisos y pasillos
o Límites de altura de pila
48
Lámpara Andón
Tablas de Gestión de la Producción
Listas de trabajo estándar
Definir el lugar donde ubicar los elementos (Mapa 5 S)
El Mapa 5 S permite mostrar donde ubicar los elementos que pretendemos
ordenar en un área, ya sean, el almacén de herramientas, elementos de
seguridad, extintores de fuego, duchas para los ojos, pasillos de emergencia y
vías rápidas de escape, armarios con documentos o elementos de la máquina,
etc.
Los criterios o principios para encontrar las mejores localizaciones de las
herramientas y útiles son:
Localizar los elementos en el sitio de trabajo de acuerdo con su
frecuencia de uso, y en la secuencia con que se usan.
Los elementos de uso no frecuente se almacenan fuera del lugar de uso.
Los lugares de almacenamiento deben ser más grandes que las
herramientas, para retirarlos y colocarlos con facilidad.
Eliminar la variedad de plantillas, herramientas y útiles que sirvan en
múltiples funciones.
Almacenar las herramientas de acuerdo con su función o producto.
49
El almacenaje basado en la función consiste en almacenar juntas las
herramientas que sirven funciones similares.
El almacenaje basado en productos consiste en almacenar juntas las
herramientas que se usan en el mismo producto. Esto funciona mejor en
la producción repetitiva.
Marcación de la ubicación
Una vez que se ha decidido las mejores localizaciones, es necesario un modo
para identificar estas localizaciones de forma que cada uno sepa donde están
las cosas, y cuántas cosas de cada elemento hay en cada sitio. Para esto se
pueden emplear:
Indicadores de ubicación y de cantidad.
Letreros y tarjetas.
Nombre de las áreas de trabajo.
Localización de stocks.
Lugar de almacenaje de equipos.
Procedimientos estándares.
Puntos de lubricación, limpieza y seguridad.
50
Marcación con colores
Es un método para identificar la localización de puntos de trabajo, ubicación de
elementos, materiales y productos, nivel de un fluido en un depósito, sentido de
giro de una máquina, etc.
La marcación con colores se utiliza para crear líneas que señalen la división
entre áreas de trabajo y movimiento, seguridad y ubicación de materiales. Las
aplicaciones más frecuentes de las líneas de colores son:
Localización de elementos de seguridad: grifos, válvulas de agua,
camillas, etc.
Colocación de marcas para situar mesas de trabajo, dirección de
pasillos.
Líneas cebra para indicar áreas en las que no se debe localizar
elementos ya que se trata de áreas con riesgo.
Código de colores
Se usa para señalar claramente las piezas, herramientas, conexiones, tipos de
lubricantes y sitio donde se aplican, la tabla 4 muestra cada color y su
significado.
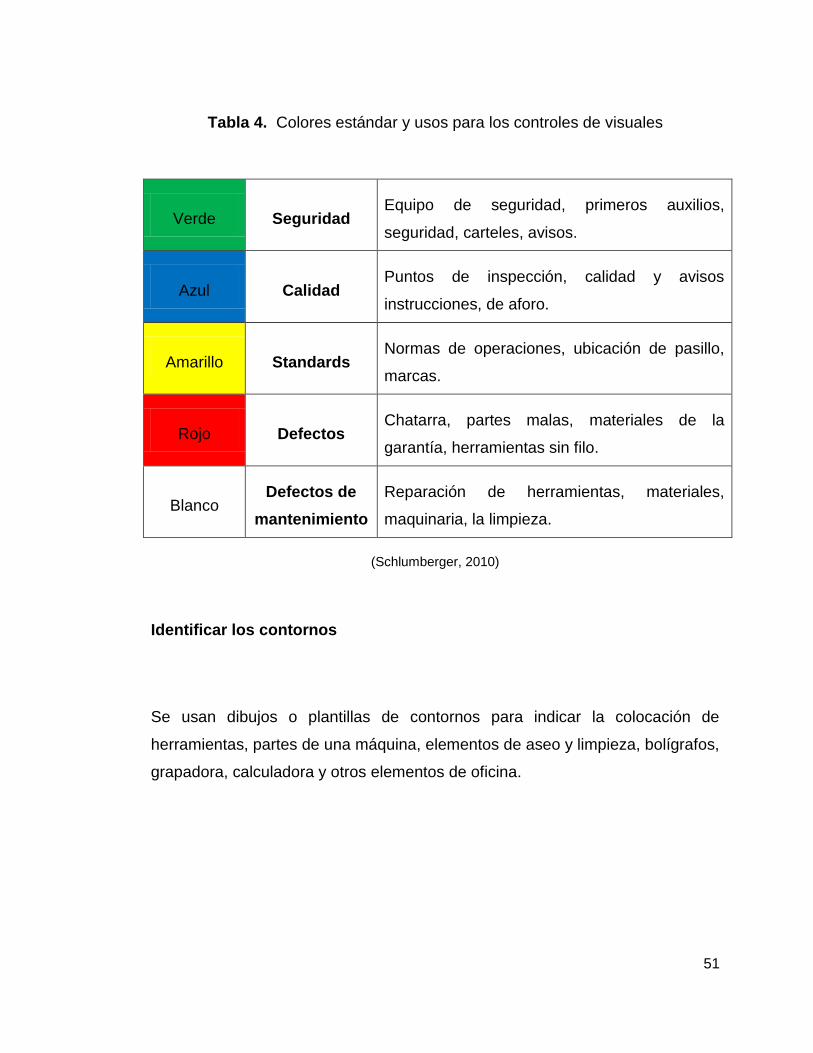
51
Tabla 4. Colores estándar y usos para los controles de visuales
Verde Seguridad Equipo de seguridad, primeros auxilios,
seguridad, carteles, avisos.
Azul Calidad Puntos de inspección, calidad y avisos
instrucciones, de aforo.
Amarillo Standards Normas de operaciones, ubicación de pasillo,
marcas.
Rojo Defectos Chatarra, partes malas, materiales de la
garantía, herramientas sin filo.
Blanco Defectos de
mantenimiento
Reparación de herramientas, materiales,
maquinaria, la limpieza.
(Schlumberger, 2010)
Identificar los contornos
Se usan dibujos o plantillas de contornos para indicar la colocación de
herramientas, partes de una máquina, elementos de aseo y limpieza, bolígrafos,
grapadora, calculadora y otros elementos de oficina.
52
3.1.3.4 Sacar el polvo (Seiso)
Indica la necesidad de mantener el lugar de trabajo limpio, así como aseado
para prevenir la suciedad y el desorden. Como mínimo al final de cada turno el
área de trabajo debe quedar limpia y todo restaurado a su lugar.
La limpieza implica no únicamente mantener los equipos dentro de una estética
agradable permanentemente, también se relaciona estrechamente con el buen
funcionamiento de los equipos y la habilidad para producir artículos de calidad.
Para aplicar Seiso se debe:
Integrar la limpieza como parte del trabajo diario.
Asumirse la limpieza como una actividad de mantenimiento autónomo:
"la limpieza es inspección"
El trabajo de limpieza como inspección genera conocimiento sobre el
equipo. No se trata de una actividad simple que se pueda delegar en
personas de menor cualificación.
No se trata únicamente de eliminar la suciedad.
Se debe elevar la acción de limpieza a la búsqueda de las fuentes de
contaminación con el objeto de eliminar sus causas primarias
53
Objetivo
• Establecer un lugar de trabajo limpio
• Limpieza adentro, alrededor y debajo de todo el equipo y mobiliario para
mejorar la vida útil de los equipos y evitar averías de los mismos.
• Eliminar toda la basura del lugar de trabajo
Beneficios
Reduce el riesgo potencial de que se produzcan accidentes y mejora el
bienestar físico y mental del trabajador.
Se incrementa la vida útil del equipo al evitar su deterioro por
contaminación y suciedad.
Las averías se pueden identificar más fácilmente cuando el equipo se
encuentra en estado óptimo de limpieza
La limpieza conduce a un aumento significativo de la efectividad global
del equipo.
La calidad del producto se mejora y se evitan las pérdidas por suciedad y
contaminación del producto y empaque.
54
Implantación del Seiso
El Seiri debe implantarse siguiendo una serie de pasos que ayuden a crear el
hábito de mantener el sitio de trabajo en correctas condiciones.
El proceso de implantación se debe apoyar en un fuerte programa de
entrenamiento y suministro de los elementos necesarios para su realización,
como también del tiempo requerido para su ejecución.
Campaña o jornada de limpieza
Esta jornada o campaña crea la motivación y sensibilización para iniciar el
trabajo de mantenimiento de la limpieza y progresar a etapas superiores Seiso.
Las acciones Seiso deben ayudarnos a mantener el estándar alcanzado el día
de la jornada inicial.
Planificar el mantenimiento de la limpieza
El encargado del área debe asignar un contenido de trabajo de limpieza en la
planta. Si se trata de un equipo de gran tamaño o una línea compleja, será
necesario dividirla y asignar responsabilidades por zona a cada trabajador.
55
Preparar el manual de limpieza
Es muy útil la elaboración de un manual de entrenamiento para limpieza. Este
manual debe incluir además del gráfico de asignación de áreas, la forma de
utilizar los elementos de limpieza, detergentes, jabones, aire, agua; como
también, la frecuencia y tiempo medio establecido para esta labor.
Las actividades de limpieza deben incluir la Inspección antes del comienzo de
turnos, las actividades de limpieza que tienen lugar durante el trabajo, y las que
se hacen al final del turno. Es importante establecer tiempos para estas
actividades de modo que lleguen a formar parte natural del trabajo diario.
El manual de limpieza debe incluir:
Propósitos de la limpieza.
Fotografía o gráfico del equipo donde se indique la asignación de zonas
o partes del taller.
Mapa de seguridad del equipo indicando los puntos de riesgo que nos
podemos encontrar durante el proceso de limpieza.
Fotografía del equipo humano que interviene en el cuidado de la sección.
Elementos de limpieza necesarios y de seguridad.
Estándares para procedimientos de limpieza. Conocer el procedimiento de
limpieza para emplear eficientemente el tiempo. El estándar puede contener
56
fotografías que sirvan de referencia sobre el estado en que debe quedar el
equipo.
Preparar elementos para la limpieza
Aquí aplicamos el Seiton a los elementos de limpieza, almacenados en lugares
fáciles de encontrar y devolver. El personal debe estar entrenado sobre el
empleo y uso de estos elementos desde el punto de vista de la seguridad y
conservación de estos.
Implantación de la limpieza
Seiso implica retirar y limpiar profundamente la suciedad, desechos, polvo,
óxido, limaduras de corte, arena, pintura y otras materias extrañas de todas las
superficies.
Durante la limpieza es necesario tomar información sobre las áreas de acceso
difícil, ya que en un futuro será necesario realizar acciones Kaizen o de mejora
continua para su eliminación, facilitando las futuras limpiezas de rutina.
Debemos insistir que la limpieza es un evento importante para aprender del
equipo e identificar a través de la inspección las posibles mejoras que requiere
el equipo. La información debe guardarse en fichas o listas para su posterior
análisis y planificación de las acciones correctivas.
57
3.1.3.5 Standarizar (Seiketsu)
Seiketsu es la metodología que nos permite mantener los logros alcanzados
con la aplicación de las tres primeras "S" (Seleccionar, Situar en orden y Sacar
el polvo). Si no existe un proceso para conservar los logros, es posible que el
lugar de trabajo nuevamente llegue a tener elementos innecesarios y se pierda
la limpieza alcanzada con nuestras acciones.
Seiketsu implica elaborar estándares de limpieza y de inspección para realizar
acciones de autocontrol permanente. Estos mismos deben ser implantados con
un proceso de formación previo.
Objetivo
Establecer normas y mejores prácticas para optimizar, simplificar y
preservar altos niveles de organización, orden y limpieza.
Comunicar directrices uniformes a través de toda la organización.
Que sea fácil que los trabajadores realicen el trabajo en varias
estaciones de trabajo siguiendo las instrucciones de diseño común.
Mantener y mejorar los estándares de las primeras 3 primeras S y el
estado de limpieza y organización del lugar de trabajo alcanzado por las
mismas.
Indicadores de color definen la misma condición, de estado, etc., donde
se han utilizado alguna vez.
58
Las normas deben contener los elementos necesarios para realizar el trabajo de
limpieza, tiempo empleado, medidas de seguridad a tener en cuenta y
procedimiento a seguir en caso de identificar algo anormal.
Beneficios
Se guarda el conocimiento producido durante años de trabajo.
Se mejora el bienestar del personal al crear un hábito de conservar
impecable el sitio de trabajo en forma permanente.
Los operarios aprender a conocer en profundidad el equipo.
Se evitan errores en la limpieza que puedan conducir a accidentes o
riesgos laborales innecesarios.
La dirección se compromete más en el mantenimiento de las áreas de
trabajo al intervenir en la aprobación y promoción de los estándares
Se prepara el personal para asumir mayores responsabilidades en la
gestión del puesto de trabajo.
Los tiempos de intervención se mejoran y se incrementa la productividad
de la planta.
59
Como implantar la limpieza estandarizada
Seiketsu es la etapa de conservar lo que se ha logrado aplicando estándares a
la práctica de las tres primeras "S". Esta cuarta S está fuertemente relacionada
con la creación de los hábitos para conservar el lugar de trabajo en perfectas
condiciones. Para implantar Seiketsu se requieren los siguientes pasos:
Asignar trabajos y responsabilidades
Para mantener las condiciones de las tres primeras S, cada personal debe
conocer exactamente cuáles son sus responsabilidades sobre lo que tiene que
hacer y cuándo, dónde y cómo hacerlo. Si no se asignan a las personas tareas
claras relacionadas con sus lugares de trabajo, Seiri, Seiton y Seiso tendrán
poco significado.
Deben darse instrucciones sobre las 3 S a cada persona sobre sus
responsabilidades y acciones a cumplir en relación con los trabajos de limpieza
y mantenimiento autónomo.
Los estándares pueden ser preparados por él personal, pero esto requiere una
formación y práctica Kaizen para que progresivamente se vayan mejorando los
tiempos de limpieza y métodos.
Las ayudas que se emplean para la asignación de responsabilidades son:
Diagrama de distribución del trabajo de limpieza preparado en Seiso.
60
Manual de limpieza
Tablón de gestión visual donde se registra el avance de cada S
implantada.
Programa de trabajo Kaizen para eliminar las áreas de difícil acceso,
fuentes de contaminación y mejora de métodos de limpieza.
Integrar las acciones Seiri, Seiton y Seiso en los trabajos de rutina
El estándar de limpieza de mantenimiento autónomo facilita el seguimiento de
las acciones de limpieza, lubricación y control de los elementos de ajuste y
fijación. Estos estándares ofrecen toda la información necesaria para realizar el
trabajo. El mantenimiento de las condiciones debe ser una parte natural de los
trabajos regulares de cada día.
Los sistemas de control visual pueden ayudar a realizar "vínculos" con los
estándares. La norma se ubicará en el tablón de gestión visual para que esté
cerca del operario en caso de necesidad. Se debe evitar guardar estas normas
en manuales y en armarios en la oficina. Esta clase de normas y lecciones de
un punto deben estar ubicadas en el tablón de gestión y este muy cerca del
equipo.
61
3.1.3.6 Sostener (Shitsuke)
Se refiere a mantener el nivel y mantener las instalaciones al día de una
manera segura y eficiente día tras día, año tras año creando hábitos basados
en las 4 S anteriores.
Shitsuke o Disciplina significa convertir en hábito el empleo y utilización de los
métodos establecidos y estandarizados para la limpieza en el lugar de trabajo.
Podremos obtener los beneficios alcanzados con las primeras "S" por largo
tiempo si se logra crear un ambiente de respeto a las normas y estándares
establecidos.
Las cuatro "S" anteriores (Seleccionar, Situar en orden, Sacar el polvo,
Estandarización) se pueden implantar sin dificultad si en los lugares de trabajo
se mantiene la Disciplina. Su aplicación nos garantiza que la seguridad será
permanente, la productividad se mejore progresivamente y la calidad de los
productos sea excelente.
Objetivo
La práctica del Shitsuke pretende logra el hábito de respetar y utilizar
correctamente los procedimientos, estándares y controles previamente
desarrollados.
Un trabajador se disciplina así mismo para mantener "vivas" las 5 S, ya que los
beneficios y ventajas son significativos. Una empresa y sus directivos estimulan
62
su práctica, ya que trae mejoras importantes en la productividad de los sistemas
operativos y en la gestión.
En lo que se refiere a la implantación de las 5 S, la disciplina es importante
porque sin ella, la implantación de las cuatro primeras S se deteriora
rápidamente. Si los beneficios de la implantación de las primeras cuatro S se
han mostrado, debe ser algo natural asumir la implantación de la quinta o
Shitsuke.
Sostener implica:
Desarrollar el hábito de la clasificación, puesta en orden, limpiar, la
estandarización de su lugar de trabajo
Todo el mundo tiene que aceptar 6 S como un objetivo personal.
La gente siga ejemplos (buenos y malos), dar un buen ejemplo
El respeto de las normas y estándares establecidos para conservar el
sitio de trabajo impecable.
Realizar un control personal y el respeto por las normas que regulan el
funcionamiento de una organización.
Promover el hábito de auto – controlar o reflexionar sobre el nivel de
cumplimiento de las normas establecidas.
63
Comprender la importancia del respeto por los demás y por las normas
en las que el trabajador seguramente ha participado directa o
indirectamente en su elaboración.
Beneficios
Se crea una cultura de sensibilidad, respeto y cuidado de los recursos de
la empresa. A demás, al seguir los estándares establecidos existirá una
mayor sensibilización y respeto entre personas.
La disciplina es una forma de cambiar hábitos.
La moral en el trabajo se incrementa.
El cliente se sentirá más satisfecho ya que los niveles de calidad serán
superiores debido a que se han respetado íntegramente los
procedimientos y normas establecidas.
El sitio de trabajo será un lugar donde realmente sea atractivo llegara
cada día.
Como implantar Shitsuke
La disciplina no es visible y no puede medirse a diferencia de la clasificación,
Orden, limpieza y estandarización. Existe en la mente y en la voluntad de las
64
personas y solo la conducta demuestra la presencia, sin embargo, se pueden
crear condiciones que estimulen la práctica de la disciplina.
Visión compartida
La teoría del aprendizaje en las organizaciones (Peter Senge) sugiere que para
el desarrollo de una organización es fundamental que exista una convergencia
entre la visión de una organización y la de sus empleados. Por lo tanto, es
necesario que la dirección de la empresa considerara la necesidad de liderar
esta convergencia hacia el logro de metas comunes de prosperidad de las
personas, clientes y organización. Sin esta identidad en objetivos será imposible
de lograr crear el espacio de entrega y respeto a los estándares y buenas
prácticas de trabajo.
Formación
Las 6 S no se trata de ordenar en un documento por mandato "Implante de las
6 S". Es necesario educar e introducir mediante el entrenamiento de "aprender
haciendo" cada una de las S. No se trata de construir "carteles" con frases,
eslóganes y caricaturas divertidas como medio para sensibilizar al trabajador.
Estas técnicas de marketing interno servirán puntualmente pero se agotan
rápidamente. En alguna empresa fue necesario eliminar a través de acciones
Seiri, los "carteles y anuncios" ya que eran innecesarios y habían perdido su
propósito debido a la costumbre.
65
El Dr. Kaoru Ishikawa manifestaba que estos procesos de creación de cultura y
hábitos buenos en el trabajo se logran preferiblemente con el ejemplo. No se le
puede pedir a un mecánico de mantenimiento que tenga ordenada su caja de
herramienta, si el jefe tiene descuidada su mesa de trabajo, desordenada y con
muestras de tornillos, juntas, piezas y recambios que está pendiente de
comprar.
Tiempo para aplicar las 6 S
Es frecuente que no se le asigne el tiempo por las presiones de producción y se
dejen de realizar las acciones. Este tipo de comportamientos hacen perder
credibilidad y los trabajadores crean que no es un programa serio y que falta el
compromiso de la dirección. Es necesario tener el apoyo de la dirección para
que provea en lo que se refiere a recursos, tiempo, apoyo y reconocimiento de
logros.
El papel de la dirección
Para crear las condiciones que promueven o favorecen la Implantación del
Shitsuke la dirección tiene las siguientes responsabilidades:
Educar al personal sobre los principios y técnicas de las 6 S y
mantenimiento autónomo.
Crear un equipo promotor o líder para la implantación en toda la planta.
66
Asignar el tiempo para la práctica de las 6 S y mantenimiento autónomo.
Suministrar los recursos para la implantación de las 6 S.
Motivar y participar directamente en la promoción de sus actividades.
Evaluar el progreso y evolución de la implantación en cada área de la
empresa.
Participar en las auditorías de progresos semestrales o anuales.
Aplicar las 6 S en su trabajo.
Enseñar con el ejemplo.
Demostrar su compromiso y el de la empresa para la implantación de las
6 S.
El papel de trabajadores
Continuar aprendiendo más sobre la implantación de las 6 S.
Asumir con entusiasmo la implantación de las 6 S.
Colaborar en su difusión del conocimiento empleando las lecciones de un
punto.
67
Diseñar y respetar los estándares de conservación del lugar de trabajo.
Realizar las auditorías de rutina establecidas.
Pedir al jefe del área el apoyo o recursos que se necesitan para
implantar las 6 S.
Participar en la formulación de planes de mejora continua para eliminar
problemas y defectos del equipo y áreas de trabajo.
Participar activamente en la promoción de las 6 S.
ANÁLISIS DE RESULTADOS
68
4. ANÁLISIS DE RESULTADOS
4.1 INSPECCIÓN DEL EQUIPO DE TRATAMIENTO
El proceso de inspección permite determinar el estado del equipo de
tratamiento y a su vez certificar si el mismo puede ser o no operativo para
futuras operaciones.
Dependiendo del estado del equipo este puede ser reparado o dado de baja
para chatarra ya que si la integridad del equipo no está bajo los límites
establecidos por estándares internos de Schlumberger éste puede fallar en
medio de una operación a causa de las altas presiones y los fluidos corrosivos
que son bombeados a través de la línea, lo que puede poner en riesgo la
operación, la integridad del pozo o el personal de Schlumberger y/o taladro,
significando grandes pérdidas.
El proceso de inspección puede prevenir lesiones, accidentes y pérdidas de
equipos (bombas) causados por fallas del equipo de tratamiento y conexiones.
A continuación, en la figura 22 se muestra un diagrama de flujo del proceso de
inspección al que es sometido el equipo de tratamiento.
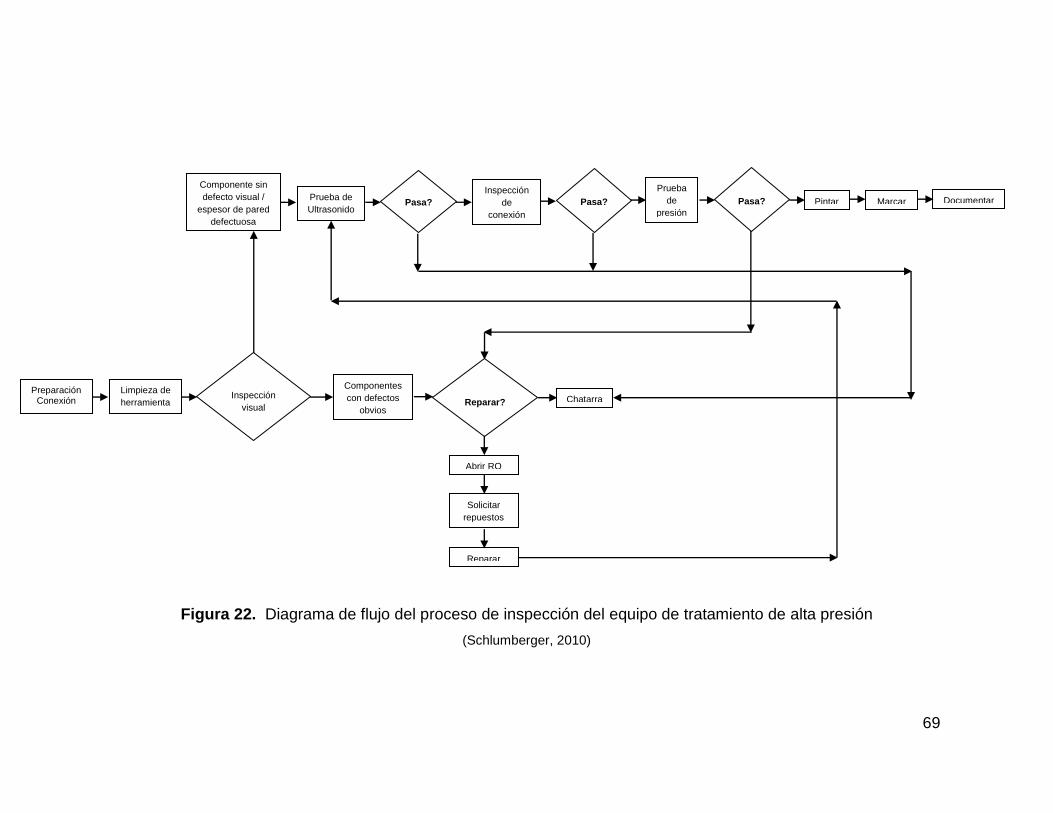
69
Figura 22. Diagrama de flujo del proceso de inspección del equipo de tratamiento de alta presión
(Schlumberger, 2010)
Preparación Conexión
Limpieza de
herramienta
Inspección
visual
Componente sin
defecto visual /
espesor de pared
defectuosa
Prueba de
Ultrasonido
Pasa?
Inspección
de
conexión
Pasa?
Prueba
de
presión
Pasa? Pintar Marcar Documentar
Componentes
con defectos
obvios Reparar?
Abrir RO
Solicitar
repuestos
Reparar
Chatarra
S
I
S
I
S
I
S
I
NO
NO NO NO
70
4.1.1 PROCESO DE INSPECCIÓN DE EQUIPO DE TRATAMIENTO
4.1.1.1 Preparación de conexión
Trasladar el equipo de tratamiento que se encuentra en las unidades
(cementación o fractura) hacia la Bahía de Presión de Well Services y realizar el
inventario del equipo que va ha ser inspeccionado.
4.1.1.2 Limpieza de todos los equipos y conexiones
Retirar la pintura que recubre al equipo de tratamiento para facilitar la
inspección visual del mismo.
4.1.1.3 Inspección visual
Consiste en detectar defectos (obstrucciones, daños externos, lavaduras,
puntos de erosión, y corrosión) en el equipo de tratamiento para determinar si
requiere un tipo de inspección diferente.
71
4.1.1.4 Prueba de ultrasonido
Esta prueba consiste en medir el espesor de pared de los equipos utilizando un
probador de espesor por ultrasonidos el mismo que emite ondas ultrasonoras
desde un lado del material, lo cual evita cortar la parte corroída y permite tomar
las medidas.
Cada componente del equipo de tratamiento cuenta con puntos específicos de
la inspección definidos en directrices como se muestra en el anexo III. Si el
espesor de pared de cualquier elemento es igual o menor al valor permitido
como se muestra en el anexo IV, debe ser removido de servicio y destruido.
Si el espesor de pared medido está dentro del 10% del espesor de pared
mínimo, evaluar las condiciones de funcionamiento del componente para
determinar un plan de sustitución.
4.1.1.5 Inspección de conexiones
Inspeccionar todas las conexiones (hembra y macho) de los equipos usando el
gauge kits apropiado como se observan en el anexo V y VI.
El gauge kit se utiliza para comprobar los siguientes puntos, en la tabla 5 se
puede ver la especificación de los equipos que se utiliza para realizar la
inspección:
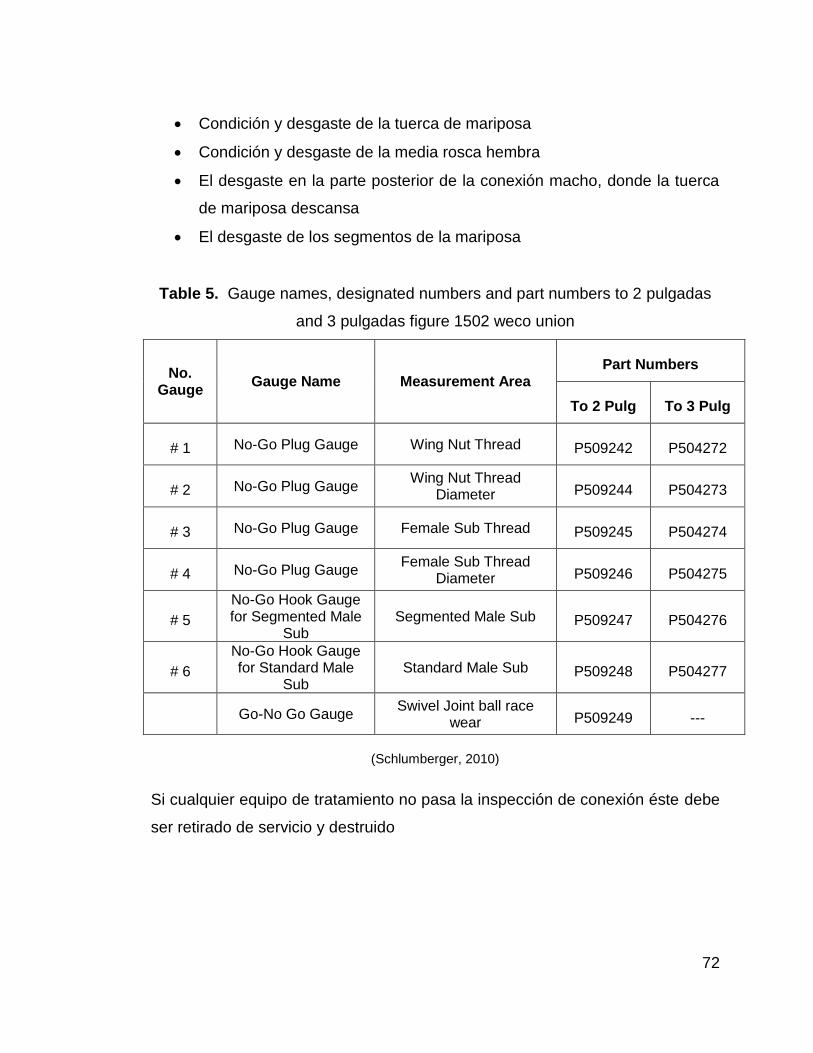
72
Condición y desgaste de la tuerca de mariposa
Condición y desgaste de la media rosca hembra
El desgaste en la parte posterior de la conexión macho, donde la tuerca
de mariposa descansa
El desgaste de los segmentos de la mariposa
Table 5. Gauge names, designated numbers and part numbers to 2 pulgadas
and 3 pulgadas figure 1502 weco union
No. Gauge
Gauge Name Measurement Area Part Numbers
To 2 Pulg To 3 Pulg
# 1 No-Go Plug Gauge Wing Nut Thread P509242 P504272
# 2 No-Go Plug Gauge Wing Nut Thread
Diameter P509244 P504273
# 3 No-Go Plug Gauge Female Sub Thread P509245 P504274
# 4 No-Go Plug Gauge Female Sub Thread
Diameter P509246 P504275
# 5
No-Go Hook Gauge for Segmented Male
Sub Segmented Male Sub P509247 P504276
# 6
No-Go Hook Gauge for Standard Male
Sub Standard Male Sub P509248 P504277
Go-No Go Gauge Swivel Joint ball race
wear P509249 ---
(Schlumberger, 2010)
Si cualquier equipo de tratamiento no pasa la inspección de conexión éste debe
ser retirado de servicio y destruido
73
4.1.1.6 Prueba de presión
La prueba de presión se realiza a todos los componentes del equipo de
tratamiento a su máxima presión de trabajo como mínimo cada 12 meses. No
se debe exceder la presión nominal de trabajo y siempre se prueba el equipo
con agua.
Se considera la prueba de presión con éxito si cumple con los siguientes
criterios:
No hay fugas visibles
La presión se estabiliza y se mantiene estable dentro de + / - 2,5% de la
presión nominal de trabajo durante al menos 3 minutos.
4.1.1.7 Pintar
Antes de colocar el equipo de tratamiento en servicio se debe pintar con el color
estándar de Schlumberger (azul).
El color de la banda debe cumplir con el código de colores que se muestra en la
tabla 6. El trimestre y año son determinados por el trimestre en el cual se
requiere la siguiente inspección.
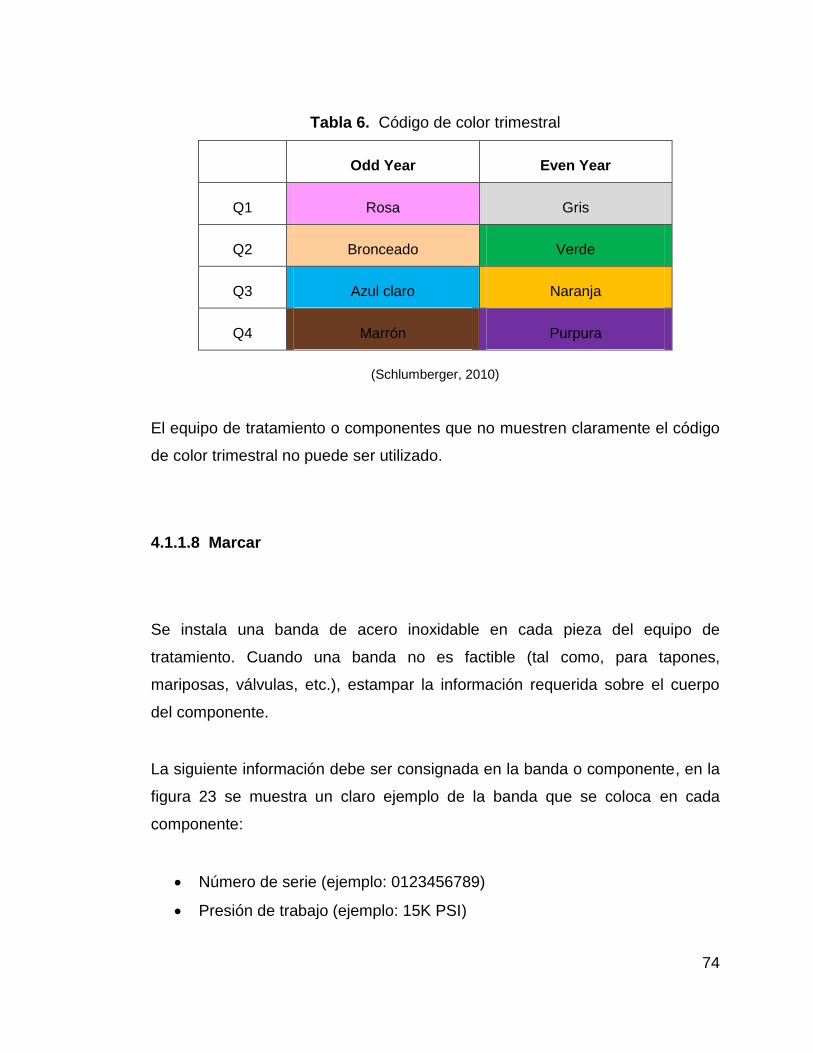
74
Tabla 6. Código de color trimestral
Odd Year Even Year
Q1 Rosa Gris
Q2 Bronceado Verde
Q3 Azul claro Naranja
Q4 Marrón Purpura
(Schlumberger, 2010)
El equipo de tratamiento o componentes que no muestren claramente el código
de color trimestral no puede ser utilizado.
4.1.1.8 Marcar
Se instala una banda de acero inoxidable en cada pieza del equipo de
tratamiento. Cuando una banda no es factible (tal como, para tapones,
mariposas, válvulas, etc.), estampar la información requerida sobre el cuerpo
del componente.
La siguiente información debe ser consignada en la banda o componente, en la
figura 23 se muestra un claro ejemplo de la banda que se coloca en cada
componente:
Número de serie (ejemplo: 0123456789)
Presión de trabajo (ejemplo: 15K PSI)
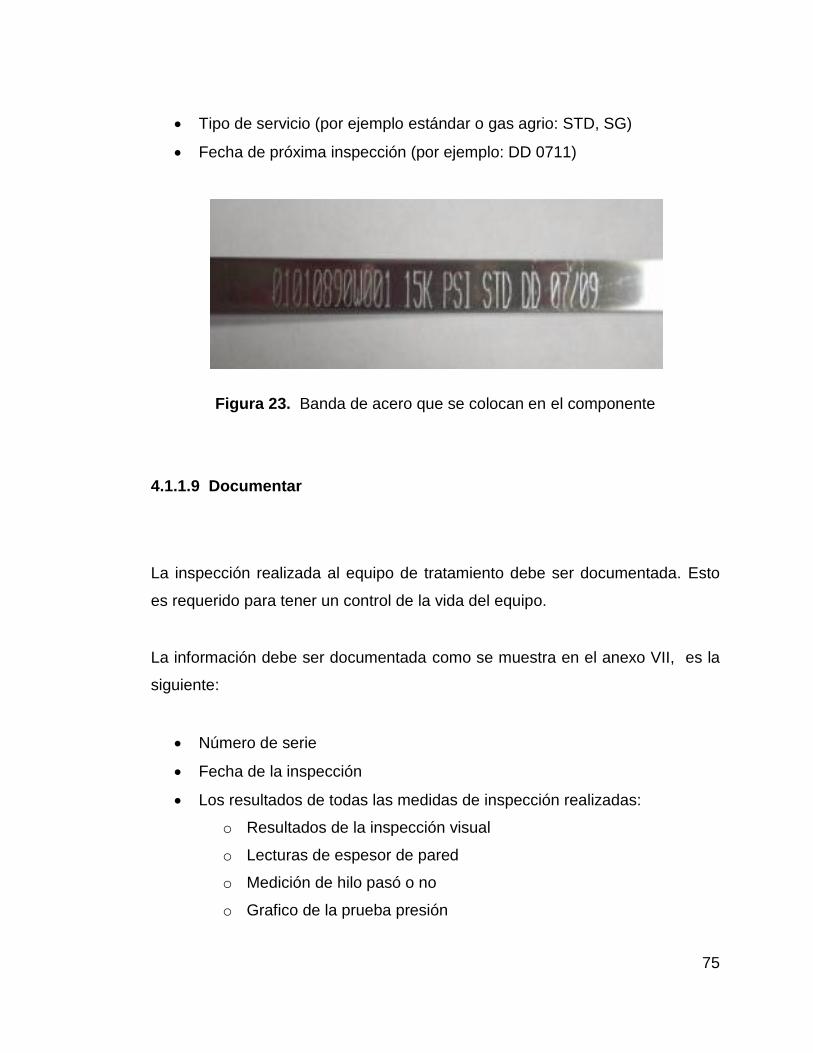
75
Tipo de servicio (por ejemplo estándar o gas agrio: STD, SG)
Fecha de próxima inspección (por ejemplo: DD 0711)
Figura 23. Banda de acero que se colocan en el componente
4.1.1.9 Documentar
La inspección realizada al equipo de tratamiento debe ser documentada. Esto
es requerido para tener un control de la vida del equipo.
La información debe ser documentada como se muestra en el anexo VII, es la
siguiente:
Número de serie
Fecha de la inspección
Los resultados de todas las medidas de inspección realizadas:
o Resultados de la inspección visual
o Lecturas de espesor de pared
o Medición de hilo pasó o no
o Grafico de la prueba presión
76
o Nombre de la persona que realiza la inspección
o Indicación clara, si el componente pasó la inspección o no
Cada equipo de tratamiento debe ser identificado con un número de serie único.
Este número se asocia con el componente hasta que se retira del servicio y
nunca se debe volver a reusar.
En el caso de que se requiera realizar reparación de ciertos componentes
externos del equipo de tratamiento (empaques, sellos, anillos de retención, etc.)
es necesario efectuar una orden de reparación (RO) y solicitar los repuestos en
la bodega de la locación. Una vez efectuada la reparación del equipo, éste debe
continuar con el proceso de inspección.
Es necesario realizar el mantenimiento preventivo y rutinario del equipo de
tratamiento (ej. Engrasado esto aplica únicamente para las chiksan, lazos,
válvulas de tapón, válvulas check.)
4.2 APLICACIÓN DE 6 S PARA OPTIMIZAR EL PROCESO DE
INSPECCIÓN DEL EQUIPO DE TRATAMIENTO
El aplicar las 6 S busca mejorar el proceso de inspección del equipo de
tratamiento mediante la implementación de ciertos elementos que pretenden
ahorrar tiempos de operación; esto se refiere a eliminar los diferentes
desperdicios que se presentan en un proceso (es decir, cualquier acción que
incrementa el costo de operación) con el objetivo de optimizar el rendimiento y
eficiencia del mismo.
77
4.2.1 DESPERDICIOS
Los desperdicios que se encontraron en el proceso de inspección
incrementaban el tiempo de operación, estos son:
4.2.1.1 Espera
Se refiere a las personas o partes que esperan por un ciclo de trabajo para ser
completados.
Esto se refleja en el tiempo que tardan los inspectores en completar el proceso
de inspección, ya que no tienen definido un proceso que permita crear los
reportes fácilmente y a su vez una base de datos en donde almacenar la
información, razón por la cual se buscar implementar un programa que permita
eliminar esta pérdida de tiempo. Además en el área de trabajo (Bahía de
Presión WS) donde se realizan las inspecciones no se aplica las 6 S lo cual
dificulta agilitar el proceso.
4.2.1.2 Inventario
Se refiere a la falta de control de vida del equipo de tratamiento que se usa en
las operaciones de Well Services.
78
4.2.2 APLICACIÓN DE 6 S EN BAHÍA DE PRESIÓN
La implementación de una estrategia de 6 S en la Bahía de Presión de Well
Services es importante, ya que, en ésta área se desarrolla la inspección del
equipo de tratamiento y por ende se busca reducir el número de pérdidas de
tiempo y por otro lado permite mejorar las condiciones de seguridad industrial,
beneficiando así a la empresa y sus empleados. Las 6 S son un buen comienzo
hacia la calidad total.
Al crear lugar de trabajo seguro y organizado, se pretende mejorar la
productividad, es decir, eliminar la pérdida de tiempo buscando herramientas,
reducir el tiempo de ciclo, reducir tiempo de inactividad mediante la limpieza
regular y la inspección de equipos; mejorar la calidad del proceso para asegurar
el cumplimiento de los procedimientos estandarizados.
Algunos de los beneficios que genera la estrategia son:
Mayores niveles de seguridad que redundan en una mayor motivación de
los empleados
Reducción en las pérdidas y mermas por producciones con defectos
Mayor calidad
Tiempos de respuesta más cortos
Aumenta la vida útil de los equipos
Es más productiva
79
4.2.2.1 Bahía de presión
Es el área donde se realiza el proceso de inspección y se encuentra divida en 4
secciones como se muestra en la figura 24, están son:
Área de control
Área de prueba de presión
Área de inspección
Área de herramientas
El área de control cuenta con una serie de dispositivos (válvulas) que permiten
controlar la presión y ejecutar las pruebas al equipo de tratamiento, para
completar el proceso de inspección.
En el área de inspección se realiza la certificación del equipo de tratamiento.
Además la Bahía de Presión cuenta con un área donde se almacena las
herramientas que son utilizadas para cumplir con la proceso de inspección.
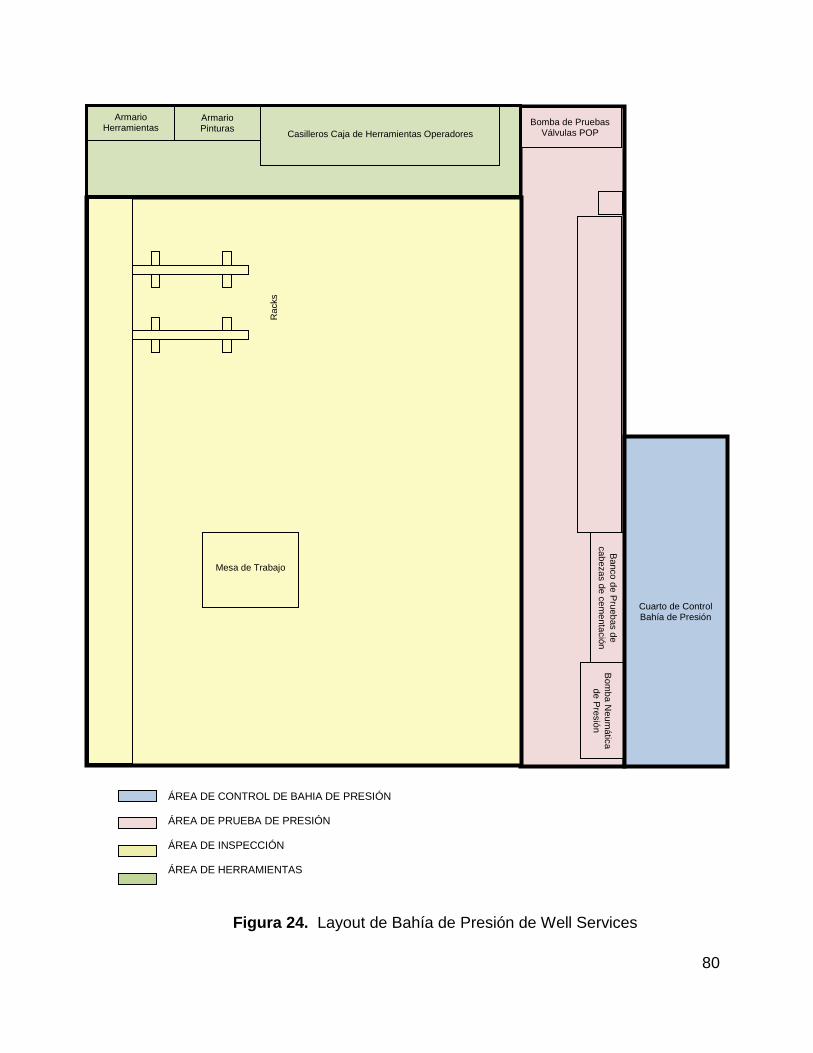
80
Figura 24. Layout de Bahía de Presión de Well Services
Banco
de P
rueb
as d
e
cab
ezas d
e c
em
enta
ció
n
Mesa de Trabajo
Bomba de Pruebas Válvulas POP
Bom
ba N
eu
mátic
a
de P
resió
n
Cuarto de Control Bahía de Presión
Casilleros Caja de Herramientas Operadores
Armario Herramientas
Armario Pinturas
Racks
ÁREA DE CONTROL DE BAHIA DE PRESIÓN
ÁREA DE PRUEBA DE PRESIÓN
ÁREA DE INSPECCIÓN
ÁREA DE HERRAMIENTAS
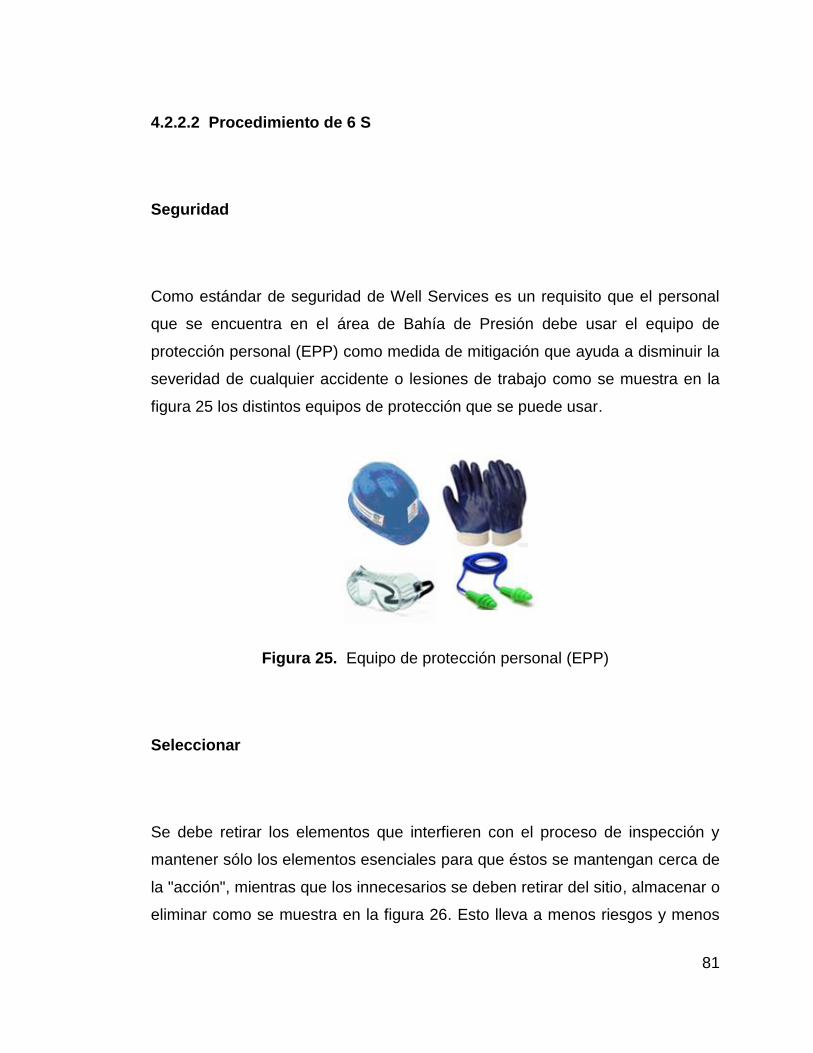
81
4.2.2.2 Procedimiento de 6 S
Seguridad
Como estándar de seguridad de Well Services es un requisito que el personal
que se encuentra en el área de Bahía de Presión debe usar el equipo de
protección personal (EPP) como medida de mitigación que ayuda a disminuir la
severidad de cualquier accidente o lesiones de trabajo como se muestra en la
figura 25 los distintos equipos de protección que se puede usar.
Figura 25. Equipo de protección personal (EPP)
Seleccionar
Se debe retirar los elementos que interfieren con el proceso de inspección y
mantener sólo los elementos esenciales para que éstos se mantengan cerca de
la "acción", mientras que los innecesarios se deben retirar del sitio, almacenar o
eliminar como se muestra en la figura 26. Esto lleva a menos riesgos y menos

82
desorden de interferir con el trabajo productivo, ya que se crea un entorno de
trabajo en el que se evitan problemas de espacio, pérdida de tiempo, aumento
de la seguridad y ahorro de energía como se observa en la figura 27 el área de
trabajo se encuentra organizado.
Figura 26. Elementos innecesarios en Bahía de Presión (Antes)
Verificar el mantenimiento y funcionamiento de los equipos utilizados en la
Bahía de Presión (Bomba de aire, Bomba de prueba de válvulas POP, banco de
pruebas de cabezas de cementación, herramientas de prueba de presión).

83
Figura 27. Eliminación de elementos innecesarios en Bahía de Presión
(Después)
Situar el orden
Verificar que las herramientas se encuentren en sus respectivos sitios e
identificación, ya que permite agudizar el sentido de orden a través de la
marcación y utilización de ayudas visuales. Estas ayudas sirven para
estandarizar acciones y evitar pérdidas de tiempo, dinero, materiales y lo más
importante, eliminar riesgos potenciales de accidentes del personal. Puesto que
si esto no se cumple dificultará el tiempo de búsqueda de los elementos

84
requeridos, en la figura 28 podemos observar el desorden y la dificultad que
puede implicar encontrar las herramientas para realizar el proceso de
inspección.
Figura 28. Elementos fuera de su lugar de ubicación (Antes)
Se centra en la necesidad de haber un lugar para cada cosa y cada cosa debe
estar en su lugar como se observa en la figura 29.
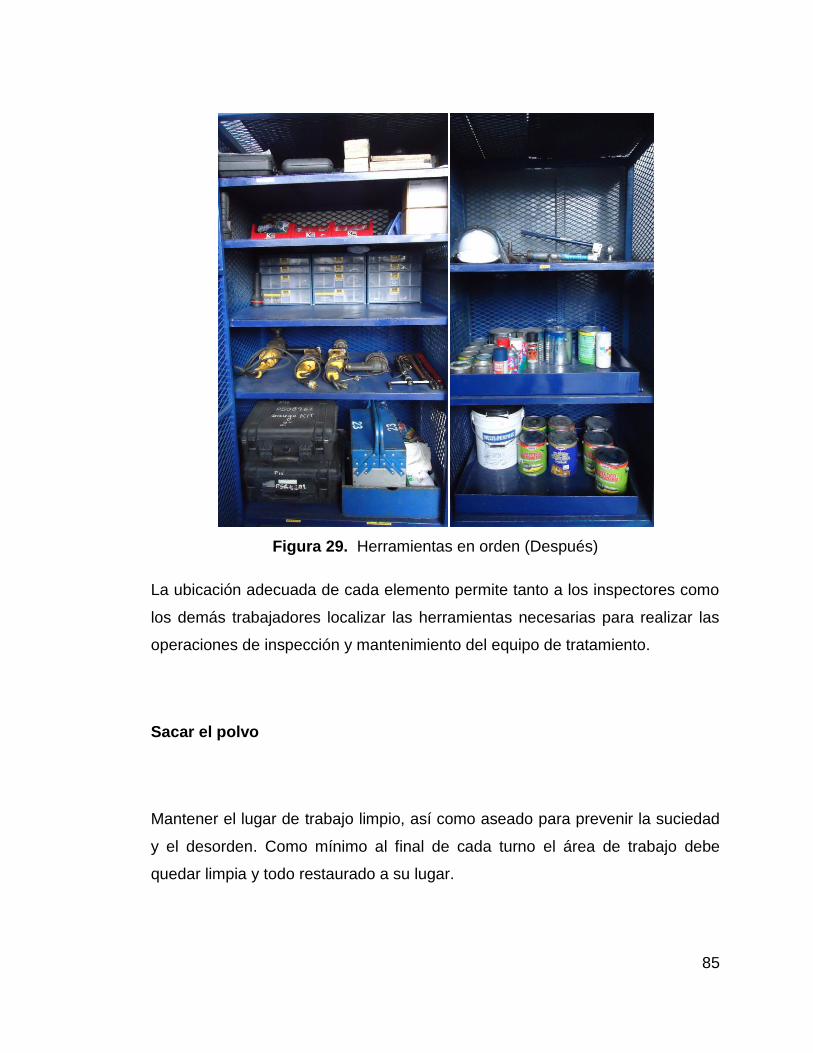
85
Figura 29. Herramientas en orden (Después)
La ubicación adecuada de cada elemento permite tanto a los inspectores como
los demás trabajadores localizar las herramientas necesarias para realizar las
operaciones de inspección y mantenimiento del equipo de tratamiento.
Sacar el polvo
Mantener el lugar de trabajo limpio, así como aseado para prevenir la suciedad
y el desorden. Como mínimo al final de cada turno el área de trabajo debe
quedar limpia y todo restaurado a su lugar.
86
La limpieza implica no únicamente mantener los equipos dentro de una estética
agradable permanentemente, también se relaciona estrechamente con el buen
funcionamiento de los equipos y la habilidad para producir artículos de calidad.
Standarizar
Verificar que el personal conozca el estándar y procedimiento de las 6S y
asumir sus responsabilidades en el proceso de las 6S.
Sustentar
Organizar de acuerdo al horario quien es responsable de realizar las auditorías,
en el anexo VIII se muestra un formato de auditoría, éstas deben ser realizadas
conjuntamente por el Supervisor e inspectores de Bahía de Presión para
fomentar y mantener el plan de mejoramiento continuo.
Como resultado de las auditorias se podrá evaluar la Bahía de Presión, y de
éstas evaluaciones se definirá si se está cumpliendo o no los estándares de las
6 S.
87
4.2.3 IMPLEMENTACIÓN DEL PROGRAMA DATA BASE WS
4.2.3.1 Descripción general del programa
Data base WS
Es un programa que se desarrolló con el propósito de implementar una
herramienta de calidad que contenga ciertas funciones que permita a los
inspectores tener el control del equipo de tratamiento que Well Services posee y
de sus inspecciones. Además ayudará a optimizar el proceso de documentación
e inspección del equipo de tratamiento.
La característica esencial de éste programa es permitir a los inspectores crear
los reportes de certificación de las inspecciones del cada componente y a su
vez, almacenar automáticamente en una base de datos la información generada
de las mismas. A parte de esta característica, tanto los inspectores como el
personal de Well Services tienen el acceso para ver los reportes creados con
fines de facilitar el seguimiento de las inspecciones y del equipo mediante
inventarios de acuerdo a su condición de trabajo, identificar el tiempo de vida
útil y eficiencia de los mismos basados en las condiciones de trabajo actuales.
Este programa permitirá estandarizar el formato de los reportes de certificación.
88
4.2.3.2 Elaboración del programa
Este programa fue creado en Microsoft Office Access 2007, basándose en los
requerimientos de tener una herramienta en la cual se pueda almacenar en una
base de datos toda la información generada de las inspecciones, y a su vez
elaborar funciones que permitan acceder a esta información para tener un
control del equipo, con aplicaciones sencillas y eficaces, con lo cual el usuario
no tendrá problemas en manejarlo.
Con Microsoft Office Access 2007 se creó una base de datos donde se puede
administrar toda la información desde un único archivo. En este archivo se
utilizo las siguientes funciones para acceder a dicha información:
Se creó tablas para almacenar los datos, en esta tabla se ingresara toda
la información que se necesita documentar después de realizar la
inspección del equipo.
Consultas para buscar y recuperar únicamente los datos que necesita.
Formularios para ver, agregar y actualizar los datos de las tablas.
Almacenar los datos una vez en una tabla y verlos desde varios lugares.
Crear la base de datos
Para crear la base de datos del programa, Microsoft Office Access 2007
requiere la existencia de una tabla para almacenar todos los datos de la
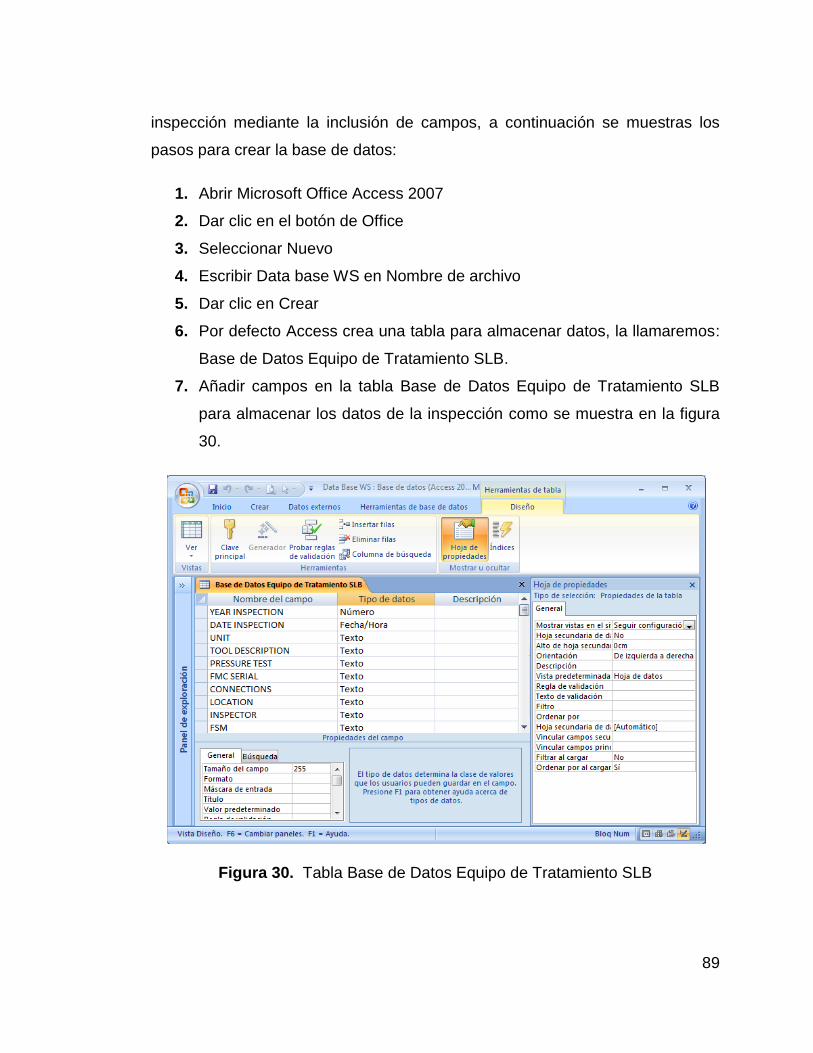
89
inspección mediante la inclusión de campos, a continuación se muestras los
pasos para crear la base de datos:
1. Abrir Microsoft Office Access 2007
2. Dar clic en el botón de Office
3. Seleccionar Nuevo
4. Escribir Data base WS en Nombre de archivo
5. Dar clic en Crear
6. Por defecto Access crea una tabla para almacenar datos, la llamaremos:
Base de Datos Equipo de Tratamiento SLB.
7. Añadir campos en la tabla Base de Datos Equipo de Tratamiento SLB
para almacenar los datos de la inspección como se muestra en la figura
30.
Figura 30. Tabla Base de Datos Equipo de Tratamiento SLB
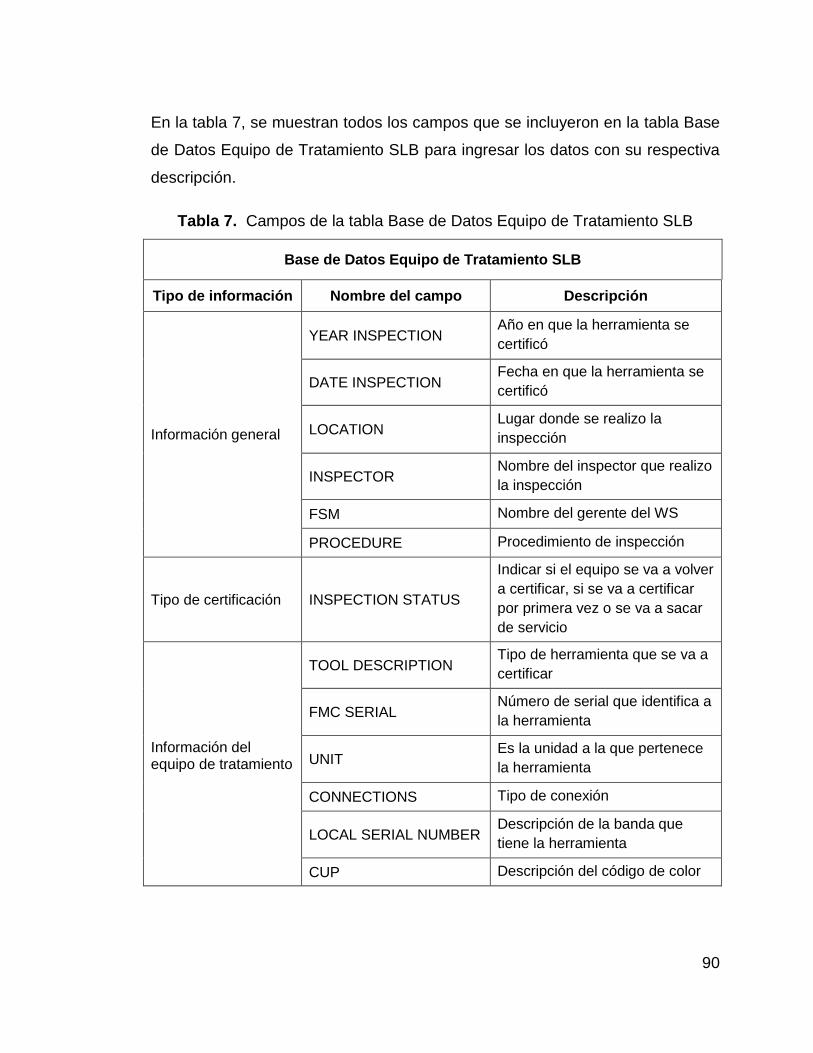
90
En la tabla 7, se muestran todos los campos que se incluyeron en la tabla Base
de Datos Equipo de Tratamiento SLB para ingresar los datos con su respectiva
descripción.
Tabla 7. Campos de la tabla Base de Datos Equipo de Tratamiento SLB
Base de Datos Equipo de Tratamiento SLB
Tipo de información Nombre del campo Descripción
Información general
YEAR INSPECTION Año en que la herramienta se
certificó
DATE INSPECTION Fecha en que la herramienta se
certificó
LOCATION Lugar donde se realizo la
inspección
INSPECTOR Nombre del inspector que realizo
la inspección
FSM Nombre del gerente del WS
PROCEDURE Procedimiento de inspección
Tipo de certificación INSPECTION STATUS
Indicar si el equipo se va a volver
a certificar, si se va a certificar
por primera vez o se va a sacar
de servicio
Información del equipo de tratamiento
TOOL DESCRIPTION Tipo de herramienta que se va a
certificar
FMC SERIAL Número de serial que identifica a
la herramienta
UNIT Es la unidad a la que pertenece
la herramienta
CONNECTIONS Tipo de conexión
LOCAL SERIAL NUMBER Descripción de la banda que
tiene la herramienta
CUP Descripción del código de color
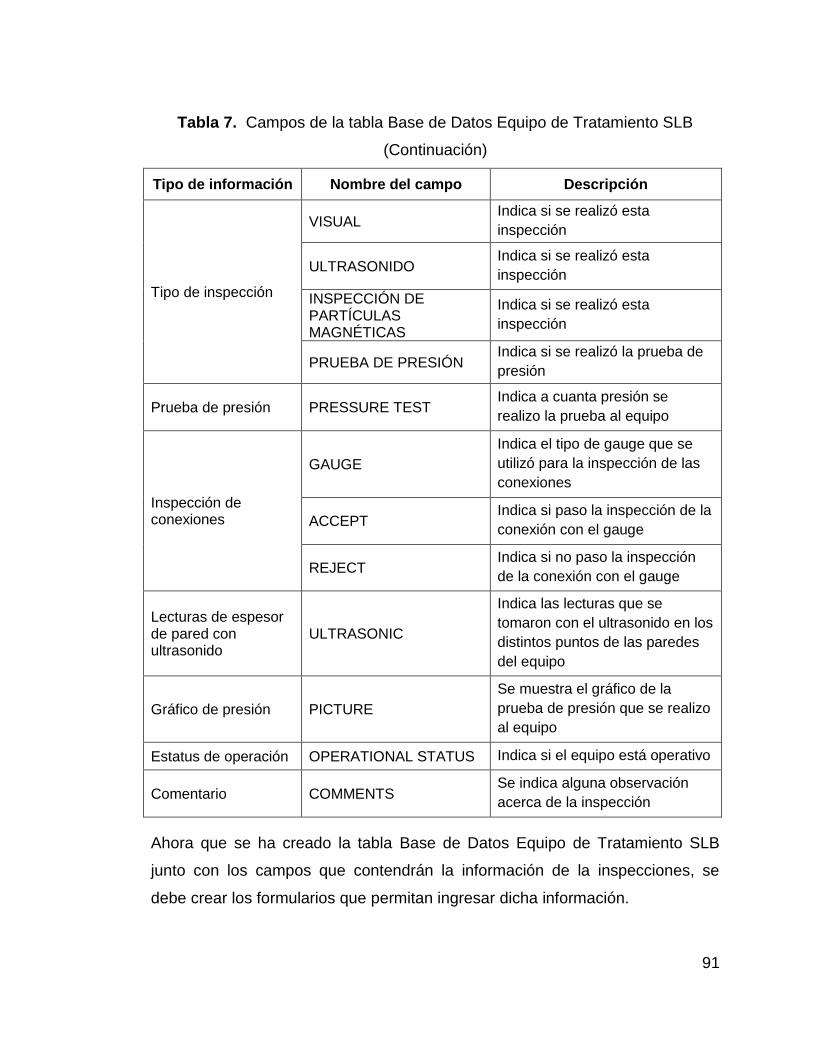
91
Tabla 7. Campos de la tabla Base de Datos Equipo de Tratamiento SLB
(Continuación)
Tipo de información Nombre del campo Descripción
Tipo de inspección
VISUAL Indica si se realizó esta
inspección
ULTRASONIDO Indica si se realizó esta
inspección
INSPECCIÓN DE PARTÍCULAS MAGNÉTICAS
Indica si se realizó esta
inspección
PRUEBA DE PRESIÓN Indica si se realizó la prueba de
presión
Prueba de presión PRESSURE TEST Indica a cuanta presión se
realizo la prueba al equipo
Inspección de conexiones
GAUGE
Indica el tipo de gauge que se
utilizó para la inspección de las
conexiones
ACCEPT Indica si paso la inspección de la
conexión con el gauge
REJECT Indica si no paso la inspección
de la conexión con el gauge
Lecturas de espesor de pared con ultrasonido
ULTRASONIC
Indica las lecturas que se
tomaron con el ultrasonido en los
distintos puntos de las paredes
del equipo
Gráfico de presión PICTURE
Se muestra el gráfico de la
prueba de presión que se realizo
al equipo
Estatus de operación OPERATIONAL STATUS Indica si el equipo está operativo
Comentario COMMENTS Se indica alguna observación
acerca de la inspección
Ahora que se ha creado la tabla Base de Datos Equipo de Tratamiento SLB
junto con los campos que contendrán la información de la inspecciones, se
debe crear los formularios que permitan ingresar dicha información.
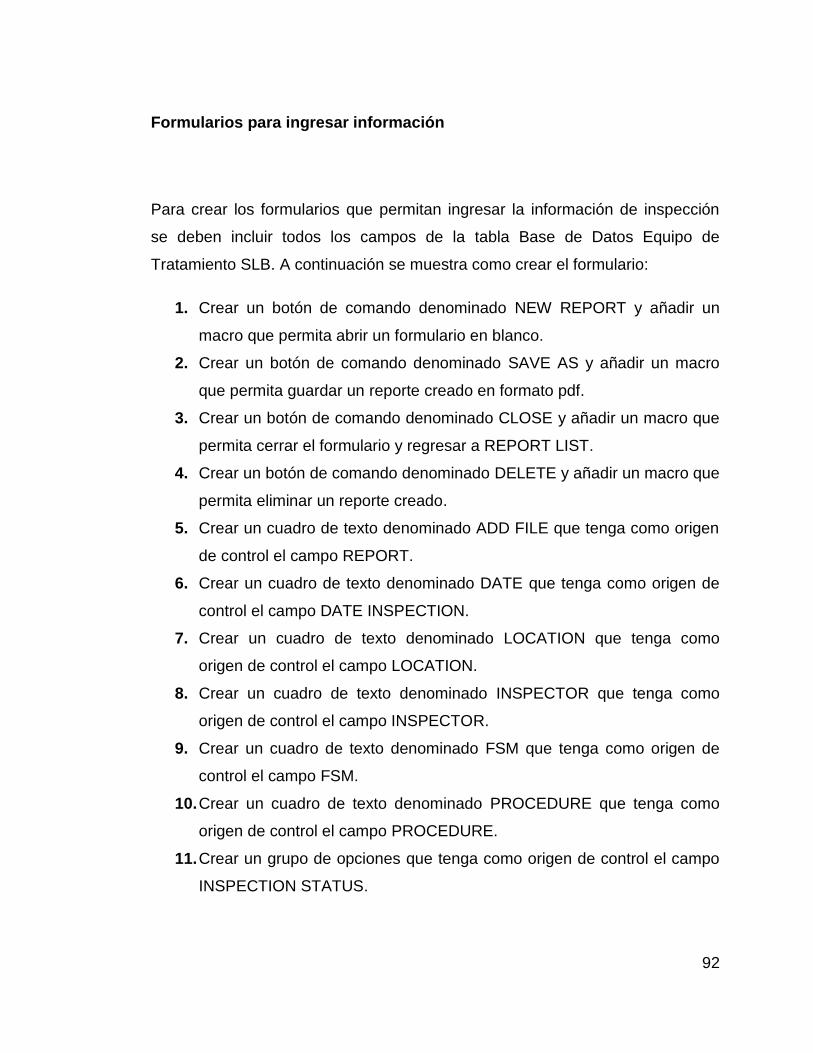
92
Formularios para ingresar información
Para crear los formularios que permitan ingresar la información de inspección
se deben incluir todos los campos de la tabla Base de Datos Equipo de
Tratamiento SLB. A continuación se muestra como crear el formulario:
1. Crear un botón de comando denominado NEW REPORT y añadir un
macro que permita abrir un formulario en blanco.
2. Crear un botón de comando denominado SAVE AS y añadir un macro
que permita guardar un reporte creado en formato pdf.
3. Crear un botón de comando denominado CLOSE y añadir un macro que
permita cerrar el formulario y regresar a REPORT LIST.
4. Crear un botón de comando denominado DELETE y añadir un macro que
permita eliminar un reporte creado.
5. Crear un cuadro de texto denominado ADD FILE que tenga como origen
de control el campo REPORT.
6. Crear un cuadro de texto denominado DATE que tenga como origen de
control el campo DATE INSPECTION.
7. Crear un cuadro de texto denominado LOCATION que tenga como
origen de control el campo LOCATION.
8. Crear un cuadro de texto denominado INSPECTOR que tenga como
origen de control el campo INSPECTOR.
9. Crear un cuadro de texto denominado FSM que tenga como origen de
control el campo FSM.
10. Crear un cuadro de texto denominado PROCEDURE que tenga como
origen de control el campo PROCEDURE.
11. Crear un grupo de opciones que tenga como origen de control el campo
INSPECTION STATUS.
93
12. Crear un cuadro de texto denominado TOOL DESCRIPTION que tenga
como origen de control el campo TOOL DESCRIPTION.
13. Crear un cuadro de texto denominado FMC SERIAL # que tenga como
origen de control el campo FMC SERIAL.
14. Crear un cuadro combinado denominado UNIT que tenga como origen
de control el campo UNIT y como origen de fila la tabla UNIT WS.
15. Crear un cuadro de texto denominado BAND que tenga como origen de
control el campo LOCAL SERIAL NUMBER.
16. Crear un cuadro de texto denominado CUP que tenga como origen de
control el campo CUP.
17. Crear un botón de opción denominado VISUAL que tenga como origen
de control el campo VISUAL.
18. Crear un botón de opción denominado ULTRASONIC que tenga como
origen de control el campo UT.
19. Crear un botón de opción denominado MAGNETIC PARTICLE
INSPECTION que tenga como origen de control el campo MPI.
20. Crear un botón de opción denominado PRESSURE TEST que tenga
como origen de control el campo PT.
21. Crear un cuadro de texto denominado PRESSURE TEST que tenga
como origen de control el campo PRESSURE TEST.
22. Crear un cuadro de texto denominado GAUGE SERIAL NUMBER que
tenga como origen de control el campo GAUGE SERIAL NUMBER.
23. Crear una casilla de verificación que tenga como origen de control el
campo GAUGE.
24. Crear un cuadro de texto denominado UT que tenga como origen de
control el campo UT para cada medición.
25. Crear un control de datos adjuntos PICTURE que tenga como origen de
control el campo FORMULARIO.
26. Crear una casilla de verificación que tenga como origen de control el
campo OPERATIONAL STATUS.
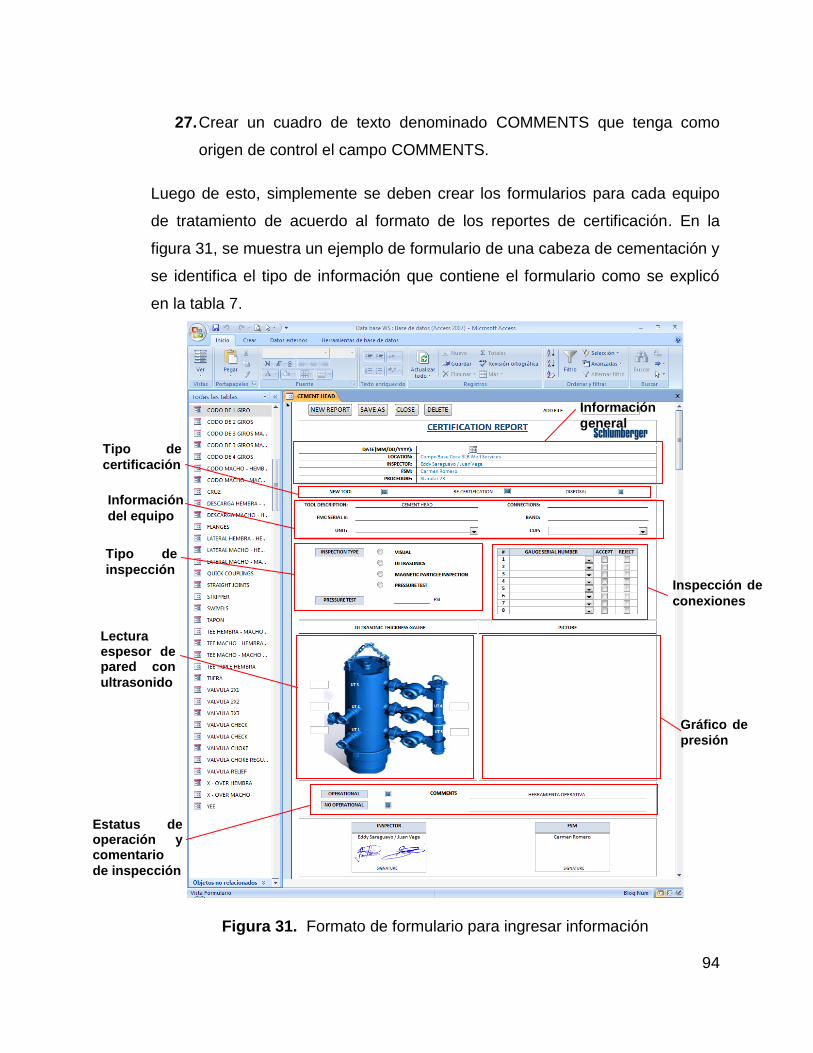
94
27. Crear un cuadro de texto denominado COMMENTS que tenga como
origen de control el campo COMMENTS.
Luego de esto, simplemente se deben crear los formularios para cada equipo
de tratamiento de acuerdo al formato de los reportes de certificación. En la
figura 31, se muestra un ejemplo de formulario de una cabeza de cementación y
se identifica el tipo de información que contiene el formulario como se explicó
en la tabla 7.
Figura 31. Formato de formulario para ingresar información
Información
general
Tipo de
certificación
Información
del equipo
Tipo de
inspección Inspección de
conexiones
Lectura espesor de pared con
ultrasonido
Gráfico de
presión
Estatus de operación y comentario
de inspección
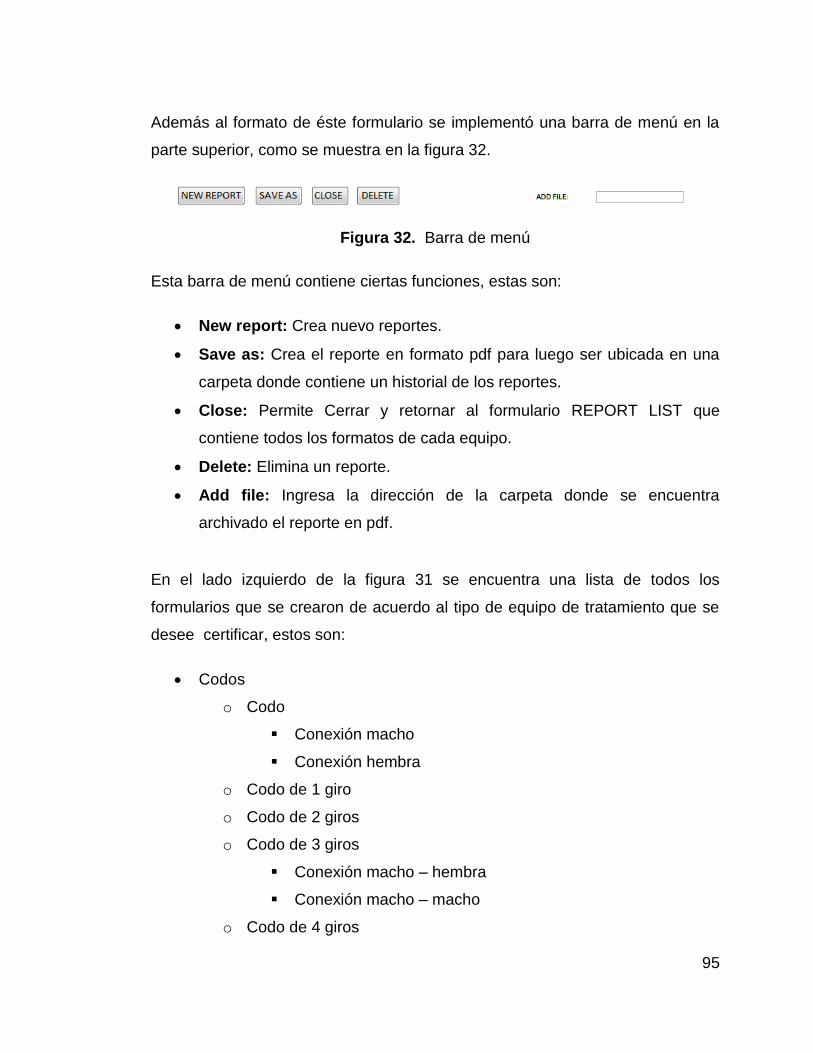
95
Además al formato de éste formulario se implementó una barra de menú en la
parte superior, como se muestra en la figura 32.
Figura 32. Barra de menú
Esta barra de menú contiene ciertas funciones, estas son:
New report: Crea nuevo reportes.
Save as: Crea el reporte en formato pdf para luego ser ubicada en una
carpeta donde contiene un historial de los reportes.
Close: Permite Cerrar y retornar al formulario REPORT LIST que
contiene todos los formatos de cada equipo.
Delete: Elimina un reporte.
Add file: Ingresa la dirección de la carpeta donde se encuentra
archivado el reporte en pdf.
En el lado izquierdo de la figura 31 se encuentra una lista de todos los
formularios que se crearon de acuerdo al tipo de equipo de tratamiento que se
desee certificar, estos son:
Codos
o Codo
Conexión macho
Conexión hembra
o Codo de 1 giro
o Codo de 2 giros
o Codo de 3 giros
Conexión macho – hembra
Conexión macho – macho
o Codo de 4 giros
96
Cement head
Circulating swages
Cruz
Descargas
o Conexión macho
o Conexión hembra
Flanges
Quick latch
Quick coupling
Lateral
o Conexión macho – macho
o Conexión macho – hembra
o Conexión hembra – hembra
Tee
o Conexión macho – macho – hembra
o Conexión macho – hembra – hembra
o Conexión hembra – macho – hembra
o Conexión triple hembra
Válvulas
o 2x1
o 2x2
o 3x3
o Check
o Choke
o Choke regulable
o Relief
Straight joint
Swivel
Tapón
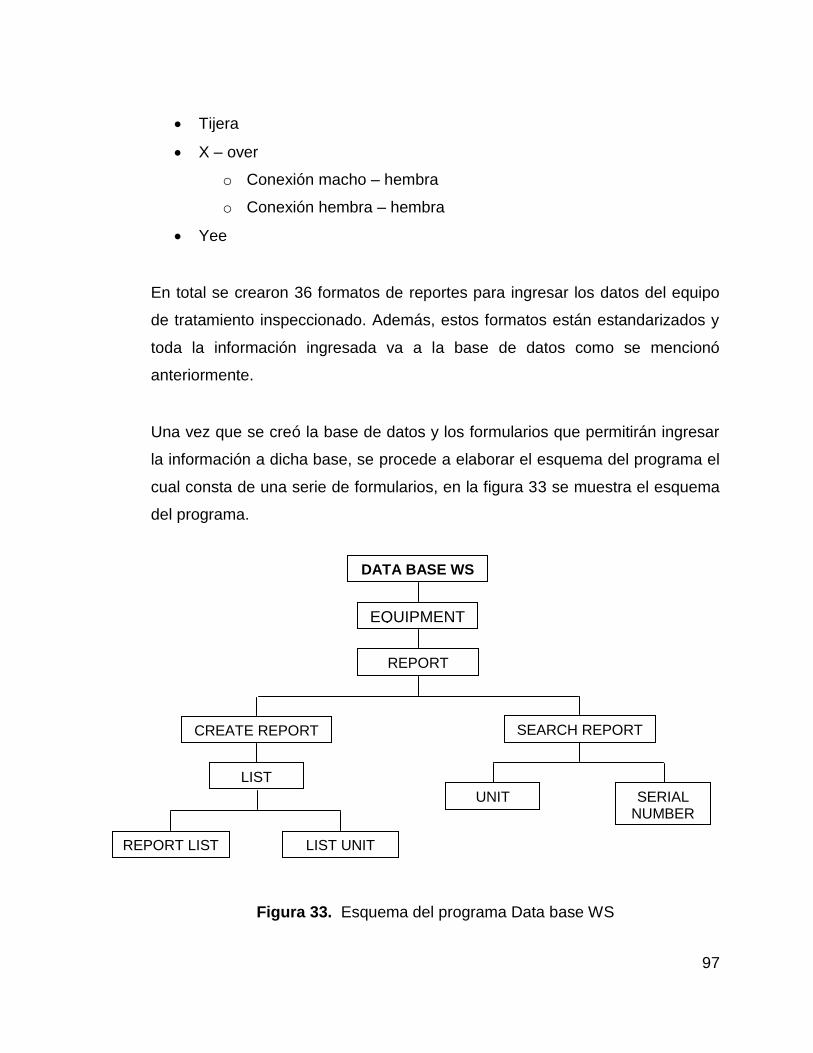
97
Tijera
X – over
o Conexión macho – hembra
o Conexión hembra – hembra
Yee
En total se crearon 36 formatos de reportes para ingresar los datos del equipo
de tratamiento inspeccionado. Además, estos formatos están estandarizados y
toda la información ingresada va a la base de datos como se mencionó
anteriormente.
Una vez que se creó la base de datos y los formularios que permitirán ingresar
la información a dicha base, se procede a elaborar el esquema del programa el
cual consta de una serie de formularios, en la figura 33 se muestra el esquema
del programa.
Figura 33. Esquema del programa Data base WS
EQUIPMENT
DATA BASE WS
CREATE REPORT
EQUIPMENT
SEARCH REPORT
EQUIPMENT
UNIT
IPMENT
SERIAL NUMBER
EQUIPME
NT
LIST
REPORT LIST
EQUIPMENT
LIST UNIT
EQUIPMENT
REPORT
IPMENT
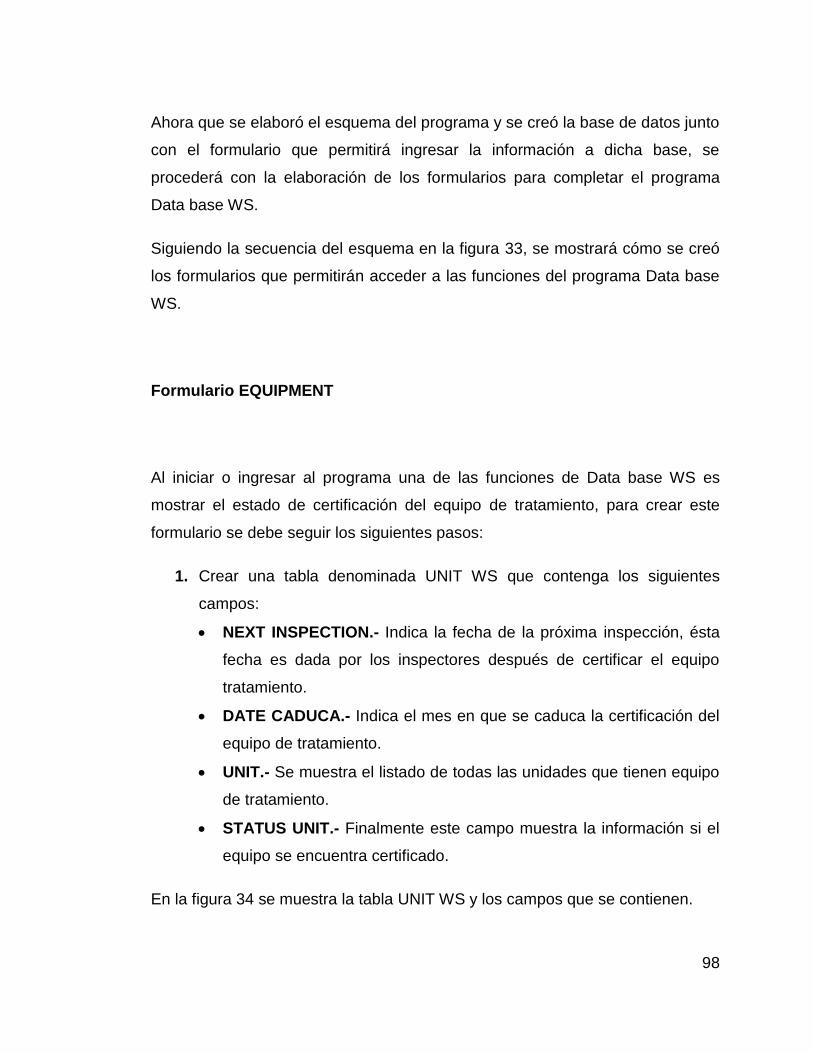
98
Ahora que se elaboró el esquema del programa y se creó la base de datos junto
con el formulario que permitirá ingresar la información a dicha base, se
procederá con la elaboración de los formularios para completar el programa
Data base WS.
Siguiendo la secuencia del esquema en la figura 33, se mostrará cómo se creó
los formularios que permitirán acceder a las funciones del programa Data base
WS.
Formulario EQUIPMENT
Al iniciar o ingresar al programa una de las funciones de Data base WS es
mostrar el estado de certificación del equipo de tratamiento, para crear este
formulario se debe seguir los siguientes pasos:
1. Crear una tabla denominada UNIT WS que contenga los siguientes
campos:
NEXT INSPECTION.- Indica la fecha de la próxima inspección, ésta
fecha es dada por los inspectores después de certificar el equipo
tratamiento.
DATE CADUCA.- Indica el mes en que se caduca la certificación del
equipo de tratamiento.
UNIT.- Se muestra el listado de todas las unidades que tienen equipo
de tratamiento.
STATUS UNIT.- Finalmente este campo muestra la información si el
equipo se encuentra certificado.
En la figura 34 se muestra la tabla UNIT WS y los campos que se contienen.
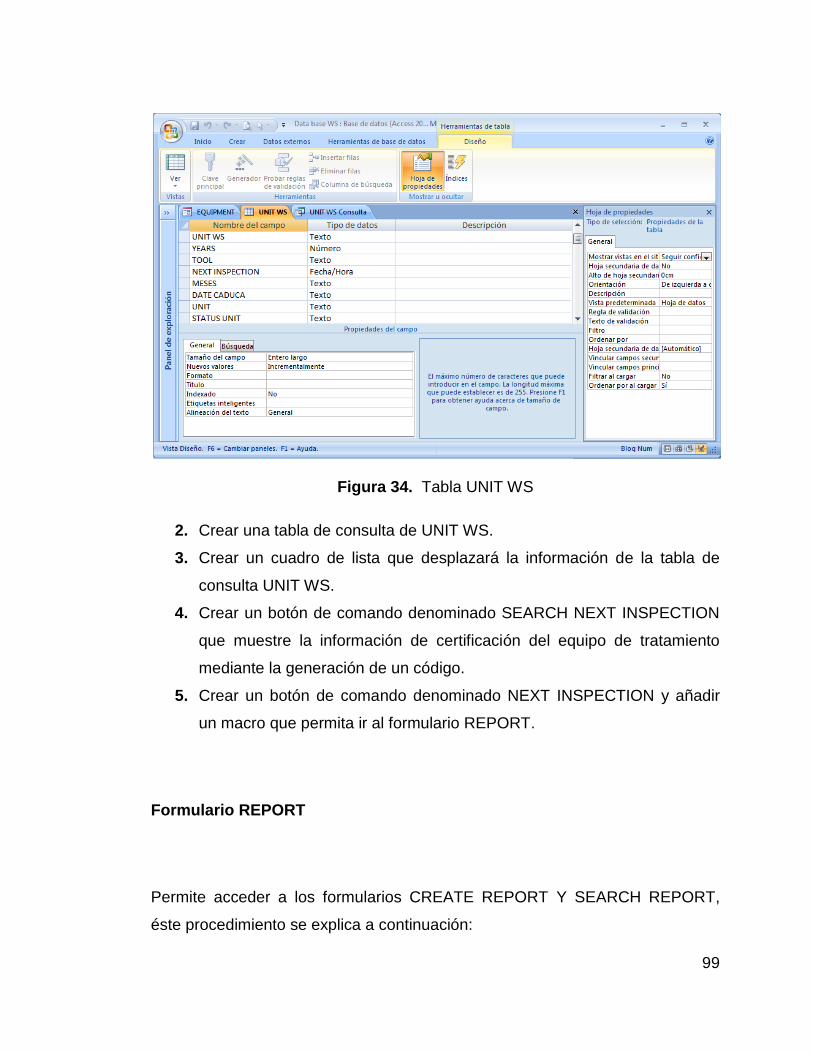
99
Figura 34. Tabla UNIT WS
2. Crear una tabla de consulta de UNIT WS.
3. Crear un cuadro de lista que desplazará la información de la tabla de
consulta UNIT WS.
4. Crear un botón de comando denominado SEARCH NEXT INSPECTION
que muestre la información de certificación del equipo de tratamiento
mediante la generación de un código.
5. Crear un botón de comando denominado NEXT INSPECTION y añadir
un macro que permita ir al formulario REPORT.
Formulario REPORT
Permite acceder a los formularios CREATE REPORT Y SEARCH REPORT,
éste procedimiento se explica a continuación:
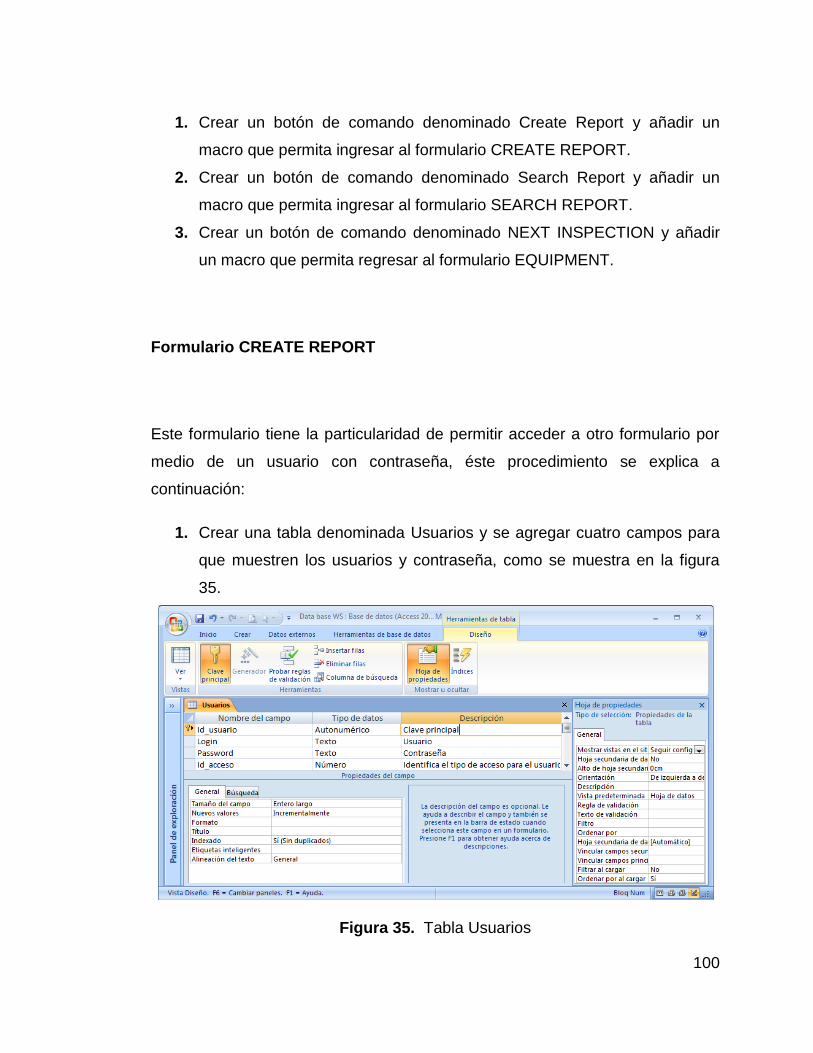
100
1. Crear un botón de comando denominado Create Report y añadir un
macro que permita ingresar al formulario CREATE REPORT.
2. Crear un botón de comando denominado Search Report y añadir un
macro que permita ingresar al formulario SEARCH REPORT.
3. Crear un botón de comando denominado NEXT INSPECTION y añadir
un macro que permita regresar al formulario EQUIPMENT.
Formulario CREATE REPORT
Este formulario tiene la particularidad de permitir acceder a otro formulario por
medio de un usuario con contraseña, éste procedimiento se explica a
continuación:
1. Crear una tabla denominada Usuarios y se agregar cuatro campos para
que muestren los usuarios y contraseña, como se muestra en la figura
35.
Figura 35. Tabla Usuarios
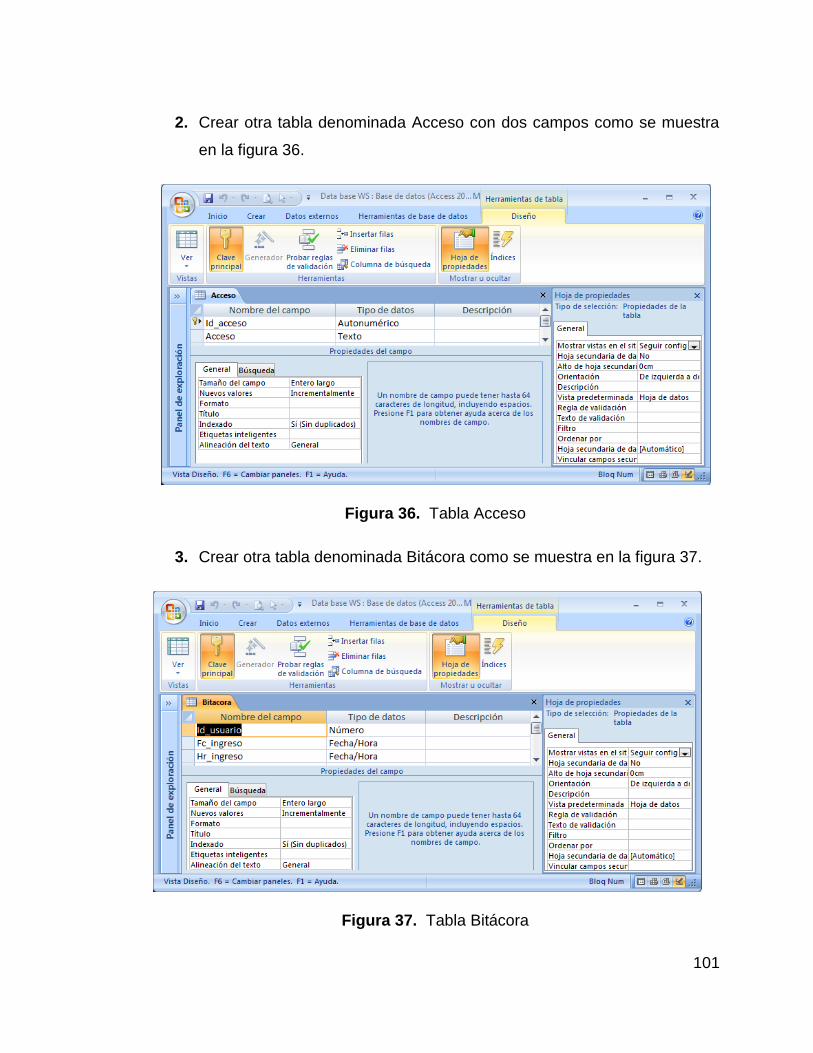
101
2. Crear otra tabla denominada Acceso con dos campos como se muestra
en la figura 36.
Figura 36. Tabla Acceso
3. Crear otra tabla denominada Bitácora como se muestra en la figura 37.
Figura 37. Tabla Bitácora
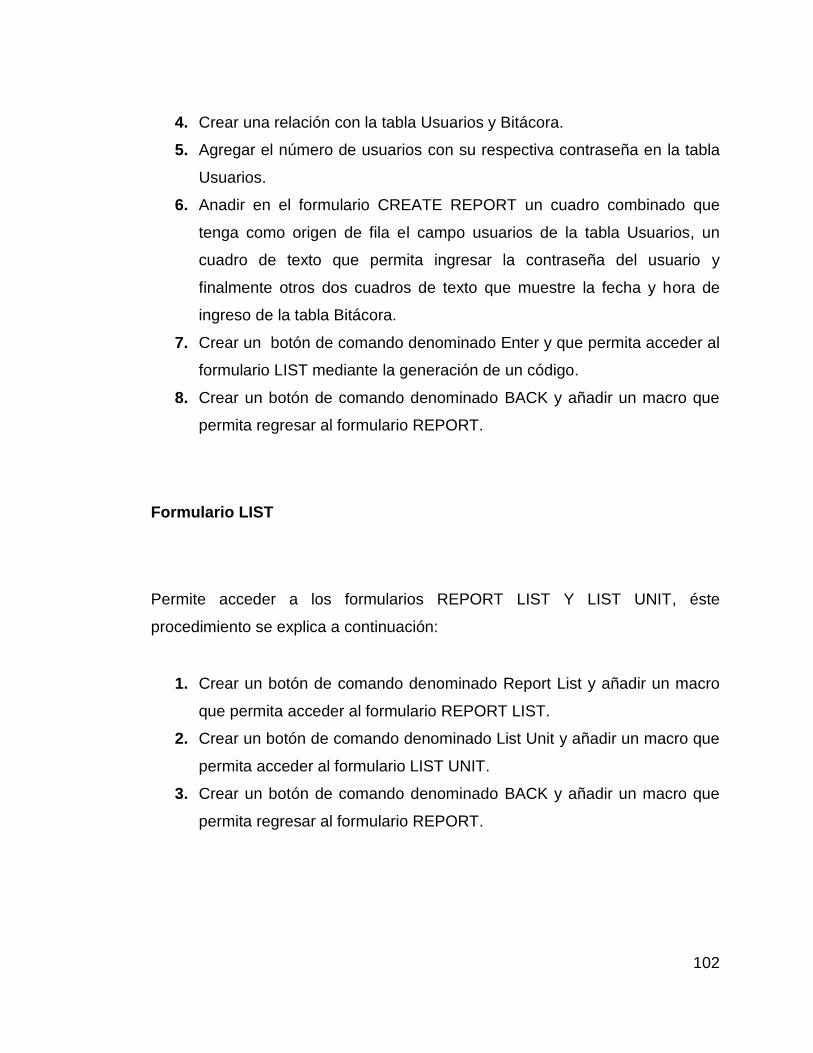
102
4. Crear una relación con la tabla Usuarios y Bitácora.
5. Agregar el número de usuarios con su respectiva contraseña en la tabla
Usuarios.
6. Anadir en el formulario CREATE REPORT un cuadro combinado que
tenga como origen de fila el campo usuarios de la tabla Usuarios, un
cuadro de texto que permita ingresar la contraseña del usuario y
finalmente otros dos cuadros de texto que muestre la fecha y hora de
ingreso de la tabla Bitácora.
7. Crear un botón de comando denominado Enter y que permita acceder al
formulario LIST mediante la generación de un código.
8. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario REPORT.
Formulario LIST
Permite acceder a los formularios REPORT LIST Y LIST UNIT, éste
procedimiento se explica a continuación:
1. Crear un botón de comando denominado Report List y añadir un macro
que permita acceder al formulario REPORT LIST.
2. Crear un botón de comando denominado List Unit y añadir un macro que
permita acceder al formulario LIST UNIT.
3. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario REPORT.
103
Formulario REPORT LIST
Permite acceder a todos los formularios para ingresar la información de las
inspecciones, a continuación se indica cómo se creó este formulario:
1. Crear un botón de comando con la imagen que identifique cada
herramienta o equipo de tratamiento, en total se deben añadir 36 botones
de comando que representan el total de formularios creados y añadir un
macro que permita acceder a cada formulario del equipo de tratamiento.
2. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario LIST.
Formulario LIST UNIT
Permite actualizar el estado de certificación del equipo de tratamiento
inspeccionado de la tabla UNITS WS, cabe menciona que en esta tabla se
encuentra todas las unidades que tienen equipo de tratamiento. Para crear éste
formulario se deben seguir los siguientes pasos:
1. Crear un cuadro de texto que tenga como origen de control el campo
UNIT de la tabla UNIT WS.
2. Crear un cuadro de texto que tenga como origen de control el campo
STATUS UNIT de la tabla UNIT WS.
3. Crear un cuadro de texto que tenga como origen de control el campo
NEXT INSPECTION de la tabla UNIT WS.
4. Crear un cuadro de texto que tenga como origen de control el campo
DATE CADUCA de la tabla UNIT WS.
104
5. Crear un botón de comando denominado Previous Unit y añadir un
macro que permita acceder al registro anterior de la tabla UNIT WS.
6. Crear un botón de comando denominado Next Unit y añadir un macro
que permita acceder al siguiente registro de la tabla UNIT WS.
7. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario LIST.
Formulario SEARCH REPORT
Permite acceder a los formularios UNIT Y SERIAL, éste procedimiento se
explica a continuación:
1. Crear un botón de comando denominado To Unit y añadir un macro que
permita ingresar al formulario UNIT.
2. Crear un botón de comando denominado To Serial Number y añadir un
macro que permita ingresar al formulario SERIAL.
3. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario REPORT.
Formulario UNIT
Este formulario busca información de la tabla Base de Datos Equipo de
Tratamiento SLB ingresando tres parámetros de búsqueda, estos son:
Año
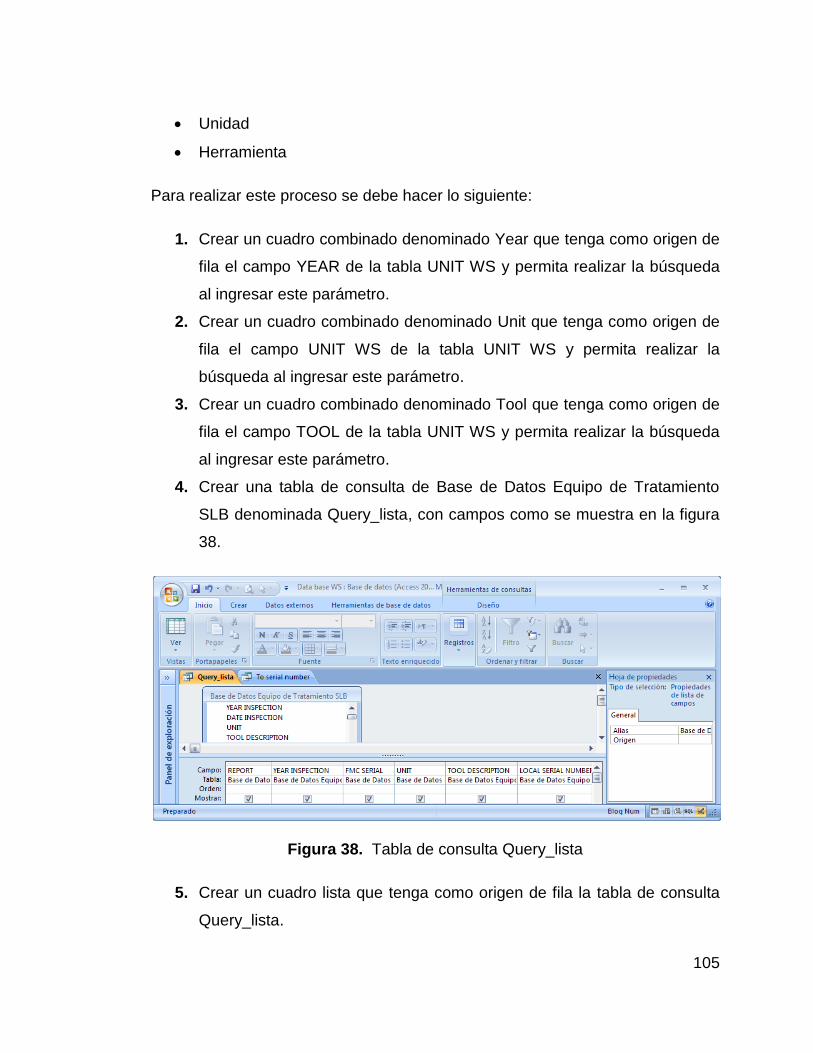
105
Unidad
Herramienta
Para realizar este proceso se debe hacer lo siguiente:
1. Crear un cuadro combinado denominado Year que tenga como origen de
fila el campo YEAR de la tabla UNIT WS y permita realizar la búsqueda
al ingresar este parámetro.
2. Crear un cuadro combinado denominado Unit que tenga como origen de
fila el campo UNIT WS de la tabla UNIT WS y permita realizar la
búsqueda al ingresar este parámetro.
3. Crear un cuadro combinado denominado Tool que tenga como origen de
fila el campo TOOL de la tabla UNIT WS y permita realizar la búsqueda
al ingresar este parámetro.
4. Crear una tabla de consulta de Base de Datos Equipo de Tratamiento
SLB denominada Query_lista, con campos como se muestra en la figura
38.
Figura 38. Tabla de consulta Query_lista
5. Crear un cuadro lista que tenga como origen de fila la tabla de consulta
Query_lista.
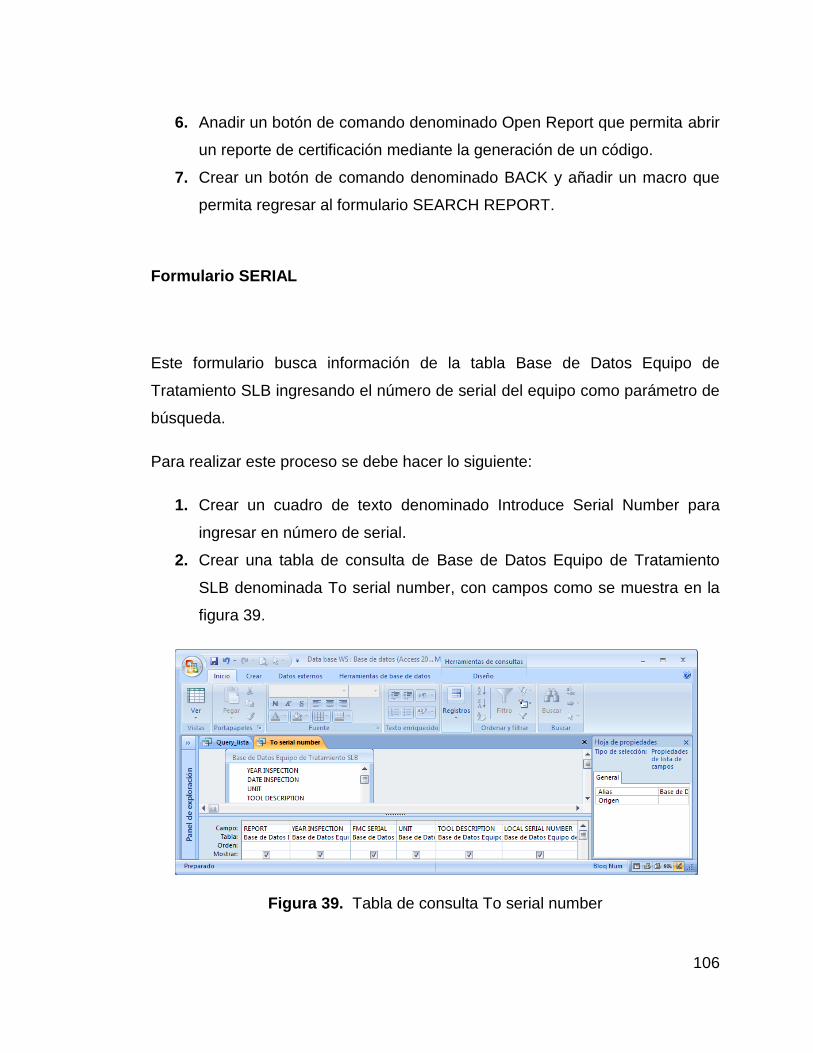
106
6. Anadir un botón de comando denominado Open Report que permita abrir
un reporte de certificación mediante la generación de un código.
7. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario SEARCH REPORT.
Formulario SERIAL
Este formulario busca información de la tabla Base de Datos Equipo de
Tratamiento SLB ingresando el número de serial del equipo como parámetro de
búsqueda.
Para realizar este proceso se debe hacer lo siguiente:
1. Crear un cuadro de texto denominado Introduce Serial Number para
ingresar en número de serial.
2. Crear una tabla de consulta de Base de Datos Equipo de Tratamiento
SLB denominada To serial number, con campos como se muestra en la
figura 39.
Figura 39. Tabla de consulta To serial number
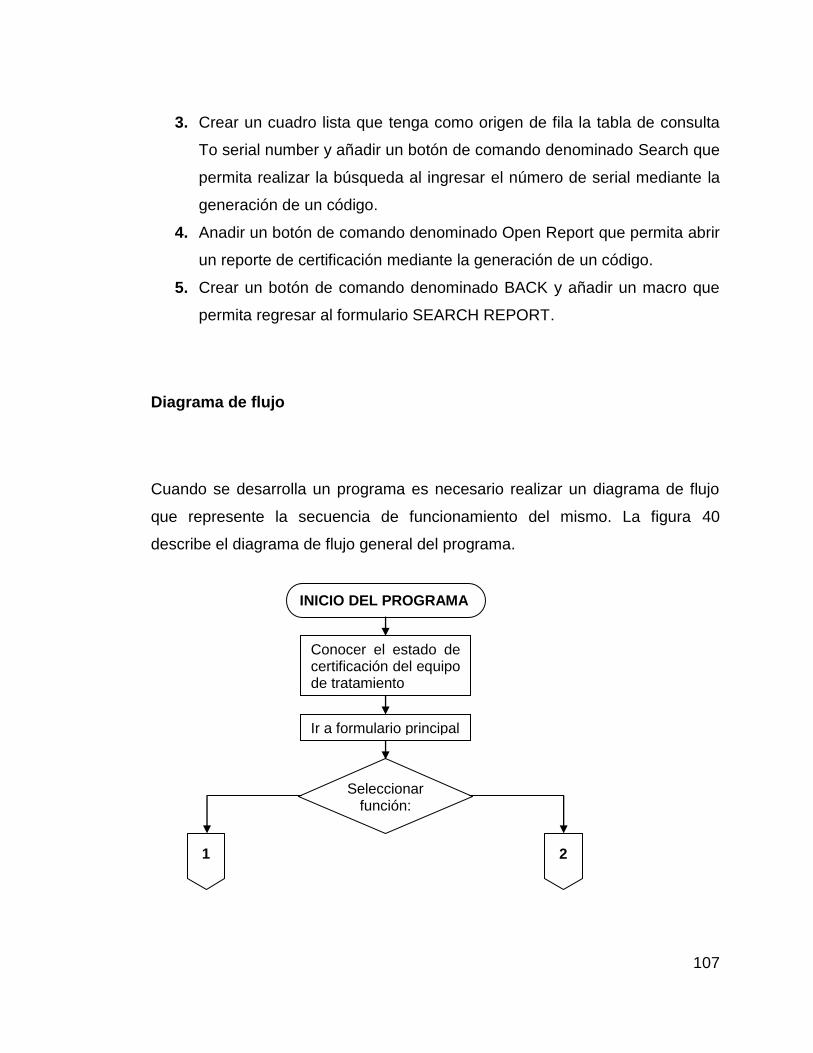
107
3. Crear un cuadro lista que tenga como origen de fila la tabla de consulta
To serial number y añadir un botón de comando denominado Search que
permita realizar la búsqueda al ingresar el número de serial mediante la
generación de un código.
4. Anadir un botón de comando denominado Open Report que permita abrir
un reporte de certificación mediante la generación de un código.
5. Crear un botón de comando denominado BACK y añadir un macro que
permita regresar al formulario SEARCH REPORT.
Diagrama de flujo
Cuando se desarrolla un programa es necesario realizar un diagrama de flujo
que represente la secuencia de funcionamiento del mismo. La figura 40
describe el diagrama de flujo general del programa.
1
INICIO DEL PROGRAMA
Ir a formulario principal
Conocer el estado de certificación del equipo de tratamiento
Seleccionar función:
2
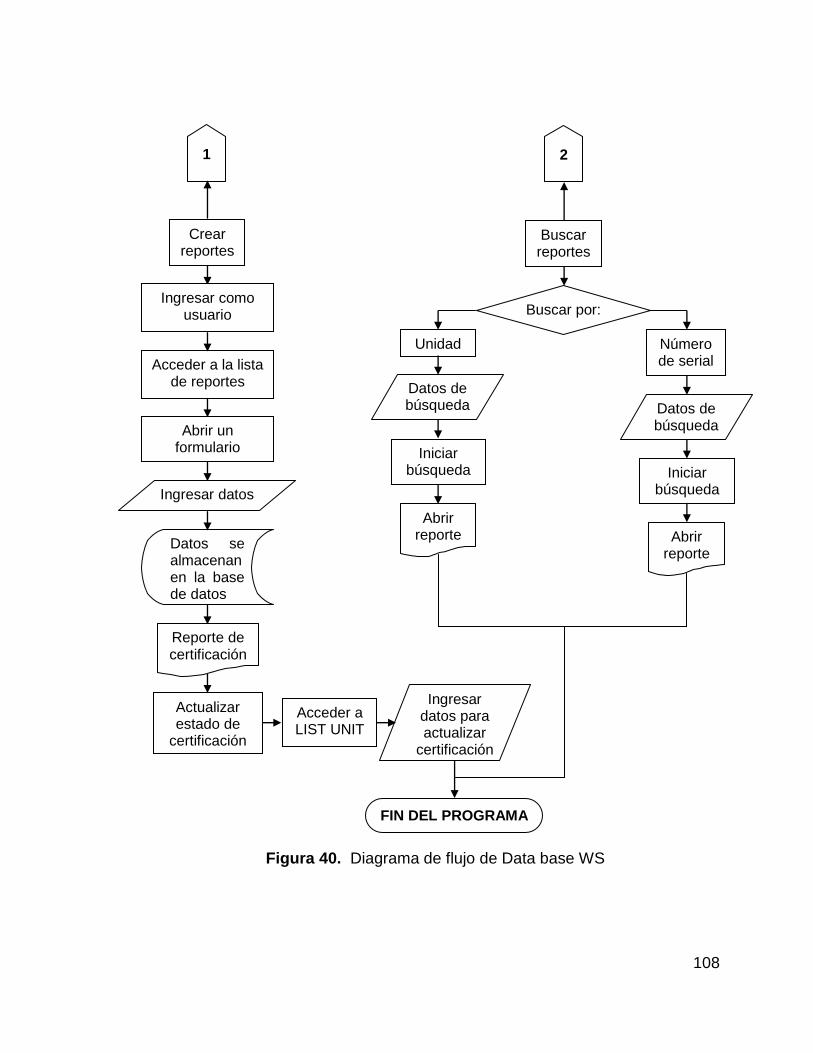
108
Figura 40. Diagrama de flujo de Data base WS
1 2
FIN DEL PROGRAMA
Crear reportes
Buscar reportes
Acceder a la lista de reportes
Abrir un
formulario
Ingresar datos
Reporte de certificación
Datos se almacenan en la base de datos
Actualizar estado de
certificación
Buscar por:
Unidad
Número de serial
Iniciar búsqueda
Iniciar búsqueda
Abrir reporte Abrir
reporte
Acceder a LIST UNIT
Ingresar datos para actualizar
certificación
Ingresar como usuario
Datos de búsqueda
Datos de búsqueda
109
4.2.3.3 Presentación del programa
Ya se indicó como se creó Data base WS, ahora se presentarán el programa y
sus funciones, tales como:
Actualizar estado de certificación del equipo inspeccionado
Crear reportes
Buscar reportes
Formulario de inicio
Data base WS inicia con el formulario EQUIPMENT, el cual permite conocer el
estado de certificación del equipo de tratamiento de cada unidad de Well
Services. Esta función se ejecuta mediante la opción:
SEARCH NEXT INSPECTION
Al ejecutar esta opción, el usuario puede ver la siguiente información, como se
muestra en la figura 41:
UNIT.- Indica todas las unidades que tienen equipo de tratamiento. Las
unidades que aparecen en la tabla son:
o BASE.- Es el equipo de tratamiento que hay en la base de
operaciones de Well Services.
o CH.- Se refiere a las cabezas de cementación (Cement Head) que
tiene equipo de tratamiento.
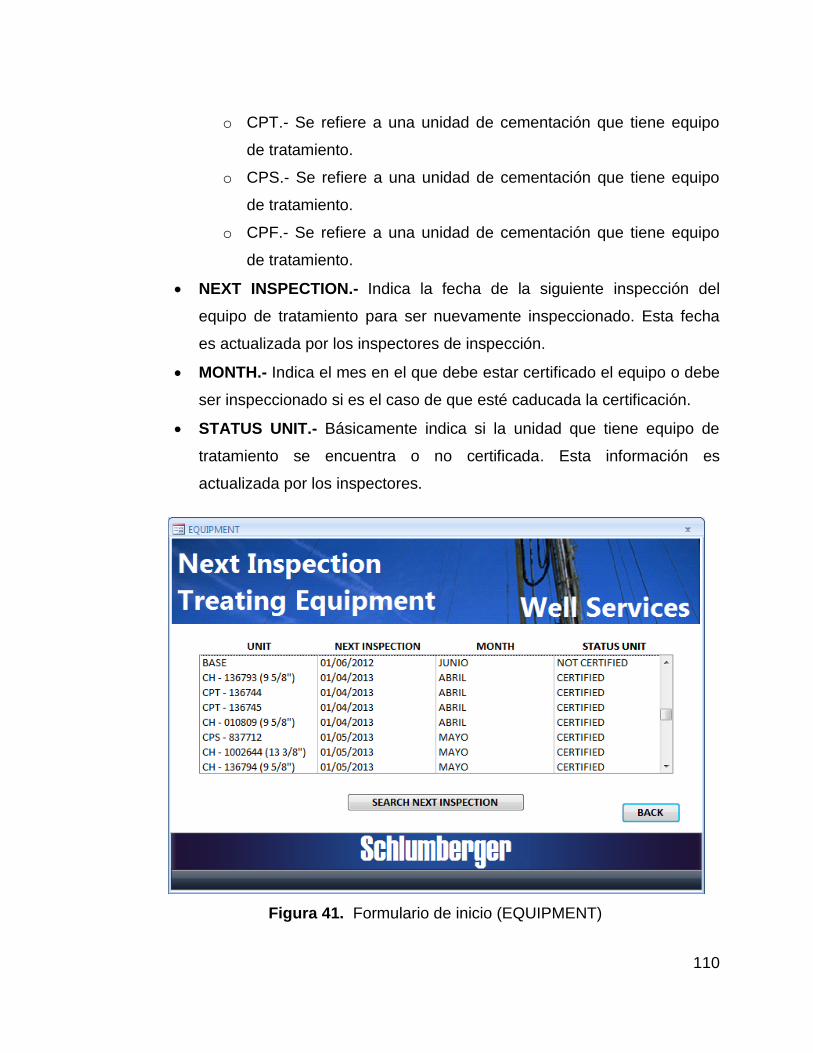
110
o CPT.- Se refiere a una unidad de cementación que tiene equipo
de tratamiento.
o CPS.- Se refiere a una unidad de cementación que tiene equipo
de tratamiento.
o CPF.- Se refiere a una unidad de cementación que tiene equipo
de tratamiento.
NEXT INSPECTION.- Indica la fecha de la siguiente inspección del
equipo de tratamiento para ser nuevamente inspeccionado. Esta fecha
es actualizada por los inspectores de inspección.
MONTH.- Indica el mes en el que debe estar certificado el equipo o debe
ser inspeccionado si es el caso de que esté caducada la certificación.
STATUS UNIT.- Básicamente indica si la unidad que tiene equipo de
tratamiento se encuentra o no certificada. Esta información es
actualizada por los inspectores.
Figura 41. Formulario de inicio (EQUIPMENT)
111
Esta información es actualizada únicamente por los inspectores después de
certificar el equipo de tratamiento. La información se ingresa en LIST UNIT para
que se muestre automáticamente en este formulario como se muestra en el
figura 41. Esta operación forma parte del proceso de crear de reportes.
Una vez que el usuario ha observado esta información puede dar paso al
formulario principal del programa mediante la opción BACK, al dar clic en esta
opción automáticamente nos muestra el formulario REPORT.
Formulario principal
El formulario principal (REPORT) presenta las dos opciones del programa,
estas son:
Crear reportes
Buscar reportes
La figura 42 indica claramente las dos opciones del formulario principal, estas
son:
Create Report.- Permite acceder al formulario CREATE REPORT para crear
reportes de inspección del equipo de tratamiento.
Search Report.- Permite acceder al formulario SEARCH REPORT para ver los
reportes creados.
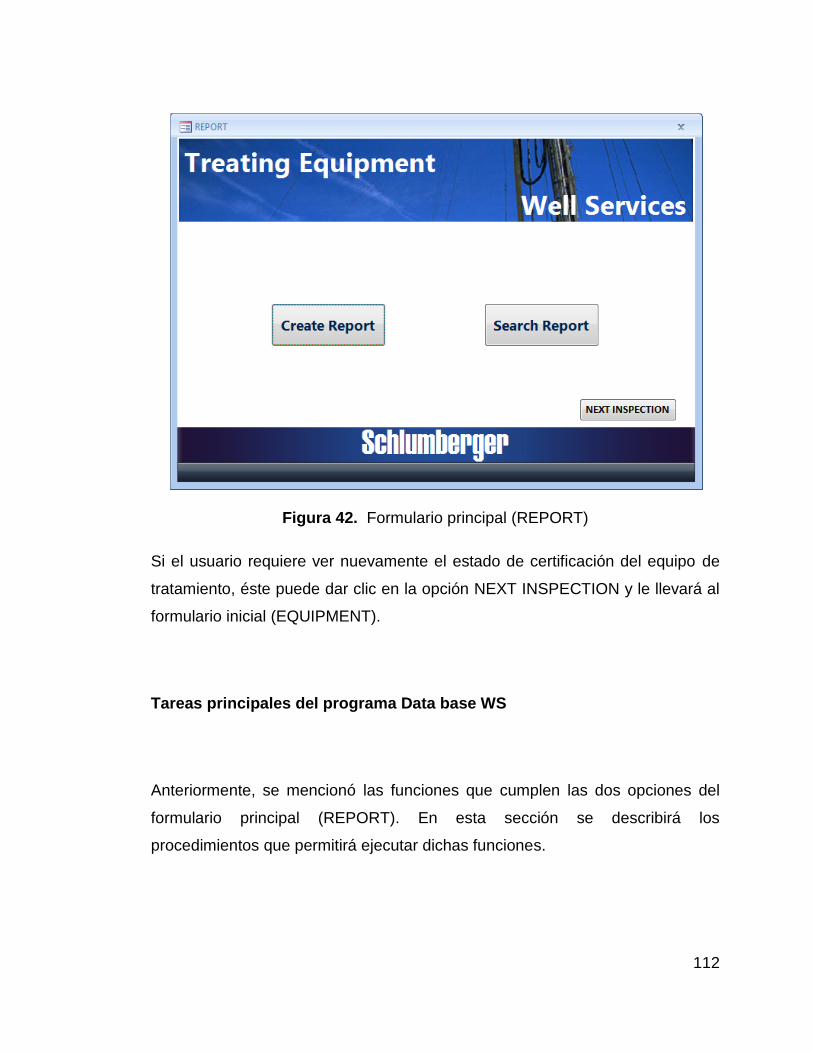
112
Figura 42. Formulario principal (REPORT)
Si el usuario requiere ver nuevamente el estado de certificación del equipo de
tratamiento, éste puede dar clic en la opción NEXT INSPECTION y le llevará al
formulario inicial (EQUIPMENT).
Tareas principales del programa Data base WS
Anteriormente, se mencionó las funciones que cumplen las dos opciones del
formulario principal (REPORT). En esta sección se describirá los
procedimientos que permitirá ejecutar dichas funciones.
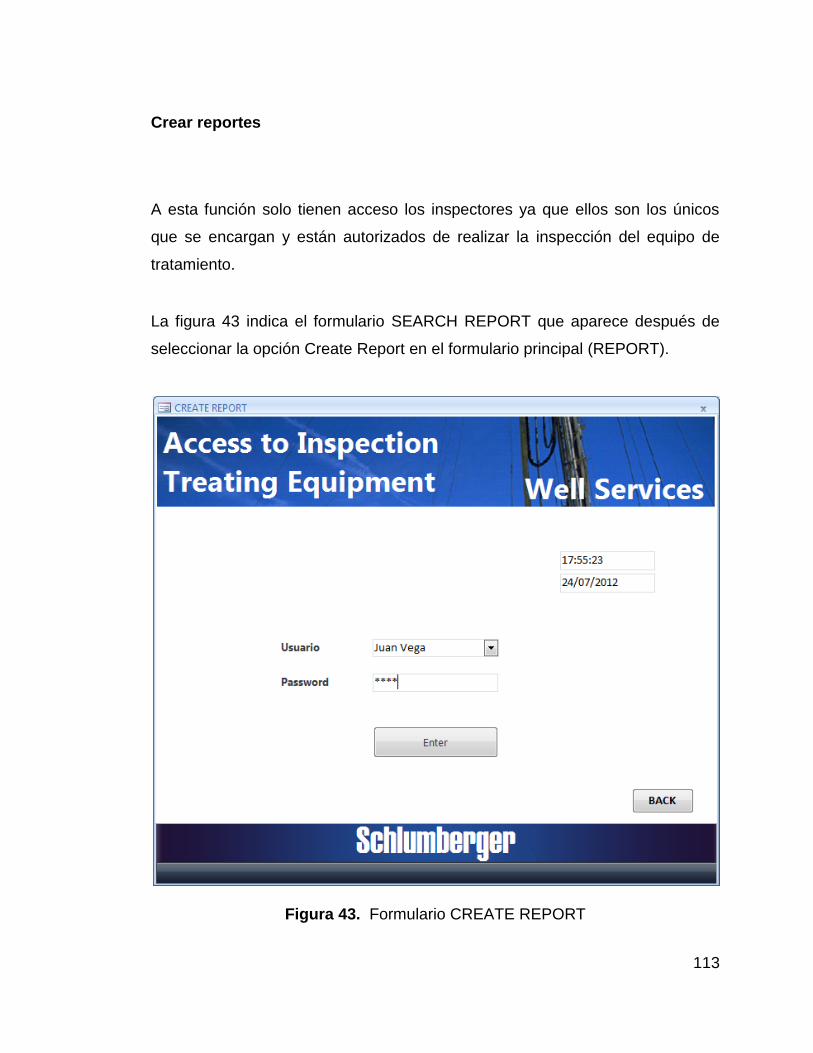
113
Crear reportes
A esta función solo tienen acceso los inspectores ya que ellos son los únicos
que se encargan y están autorizados de realizar la inspección del equipo de
tratamiento.
La figura 43 indica el formulario SEARCH REPORT que aparece después de
seleccionar la opción Create Report en el formulario principal (REPORT).
Figura 43. Formulario CREATE REPORT
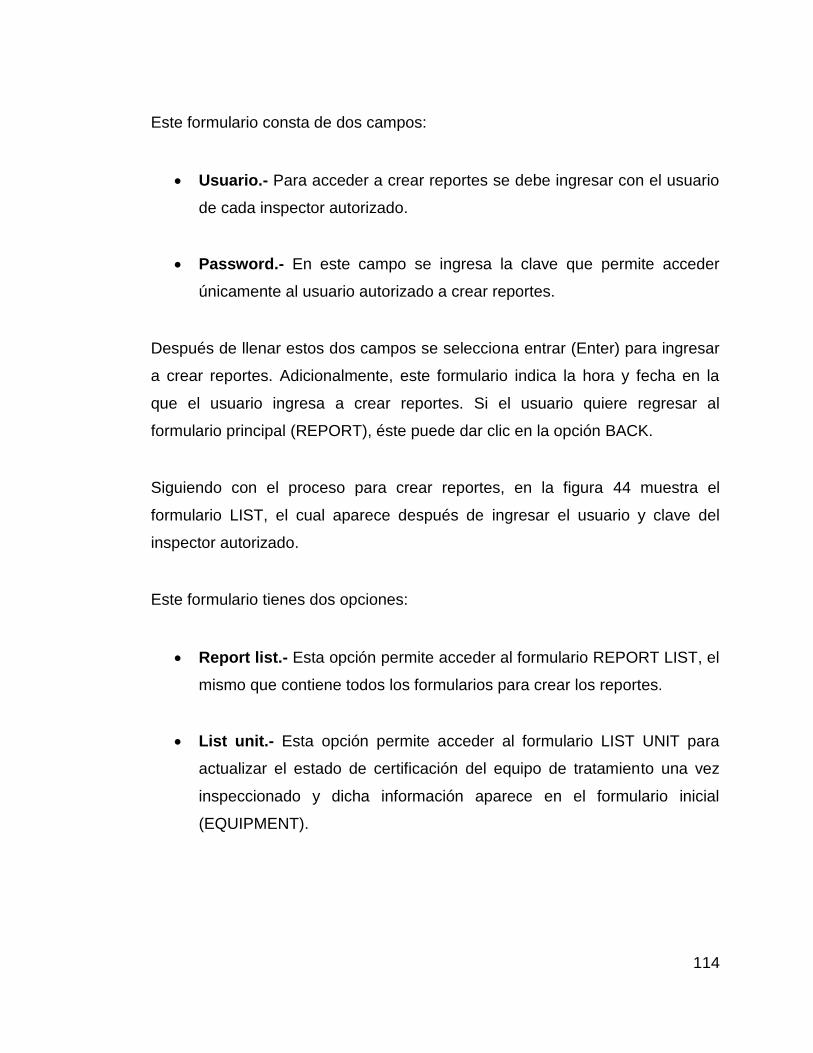
114
Este formulario consta de dos campos:
Usuario.- Para acceder a crear reportes se debe ingresar con el usuario
de cada inspector autorizado.
Password.- En este campo se ingresa la clave que permite acceder
únicamente al usuario autorizado a crear reportes.
Después de llenar estos dos campos se selecciona entrar (Enter) para ingresar
a crear reportes. Adicionalmente, este formulario indica la hora y fecha en la
que el usuario ingresa a crear reportes. Si el usuario quiere regresar al
formulario principal (REPORT), éste puede dar clic en la opción BACK.
Siguiendo con el proceso para crear reportes, en la figura 44 muestra el
formulario LIST, el cual aparece después de ingresar el usuario y clave del
inspector autorizado.
Este formulario tienes dos opciones:
Report list.- Esta opción permite acceder al formulario REPORT LIST, el
mismo que contiene todos los formularios para crear los reportes.
List unit.- Esta opción permite acceder al formulario LIST UNIT para
actualizar el estado de certificación del equipo de tratamiento una vez
inspeccionado y dicha información aparece en el formulario inicial
(EQUIPMENT).
115
Figura 44. Formulario LIST
Si el usuario quiere regresar al formulario principal (REPORT), éste puede dar
clic en la opción BACK.
En la figura 45 se observa el formulario REPORT LIST, el cual permite acceder
a los distintos formularios para ingresar los datos del equipo inspeccionado.
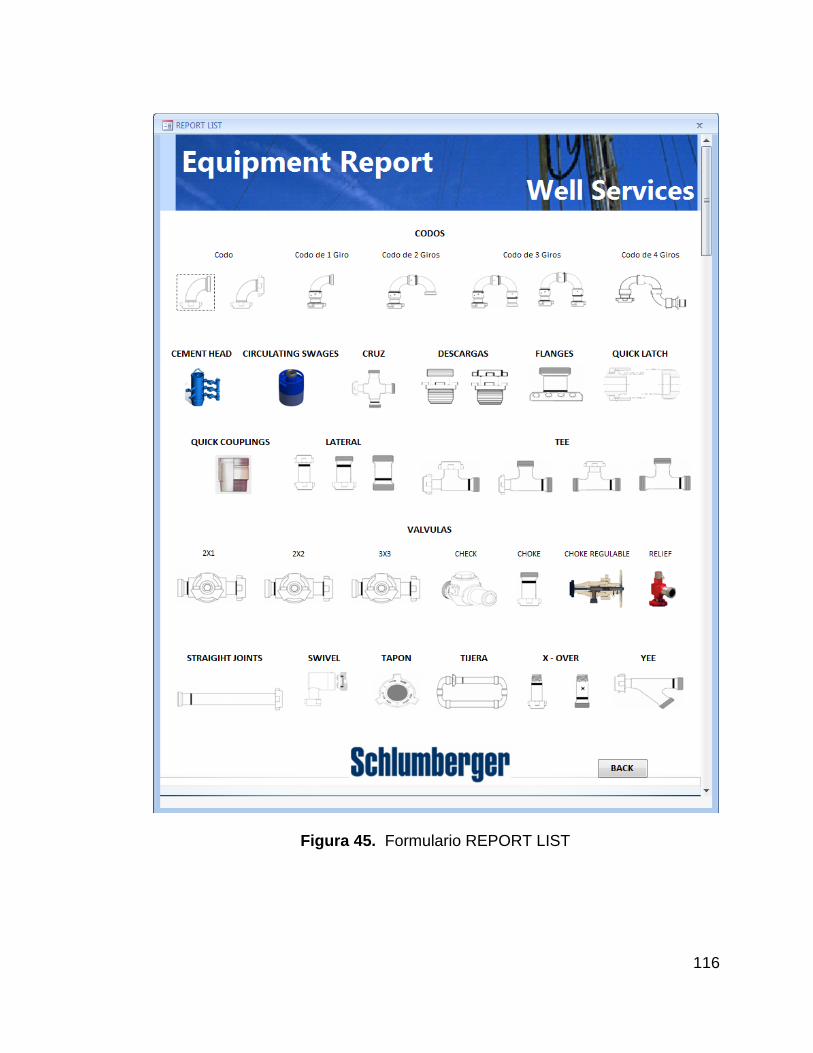
116
Figura 45. Formulario REPORT LIST
117
Si el usuario quiere regresar al formulario LIST, éste puede dar clic en la opción
BACK.
A continuación se realizará una descripción detallada de las funciones de los
formularios para crear reportes.
Formulario para crear reportes
Una vez que se ha ingresado a un formulario para crear un reporte de
certificación, la etapa esencial es ingresar toda la información requerida de la
inspección realizada al equipo.
Generalmente la información que se requiere para llenar un reporte de
certificación debe ser la siguiente:
Información general
Información del equipo de tratamiento
Tipo de inspección
Inspección de conexiones
Medición de espesor de pared
Gráfico de prueba de presión
A continuacion en la figura 46 se muestra el formato de un reporte de
certificación para ingresar datos.
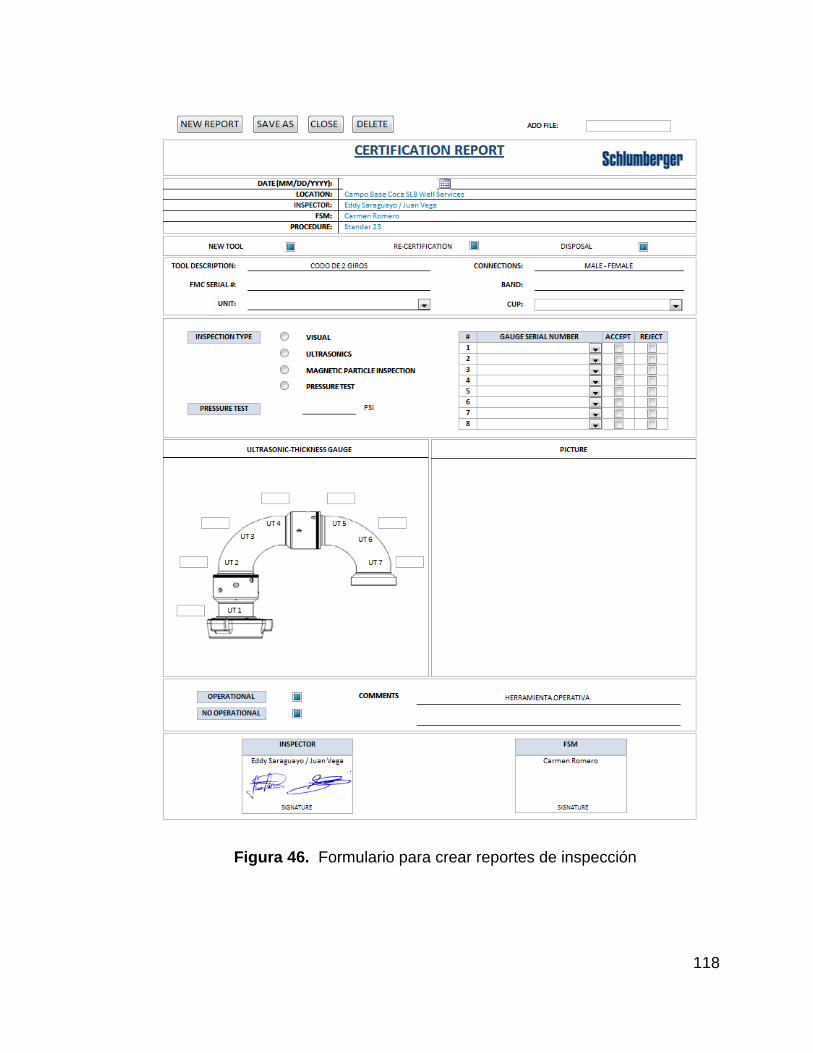
118
Figura 46. Formulario para crear reportes de inspección
119
Anteriormente en el proceso de inspección se menciono que en la etapa de
documentación se debe ingresar la siguiente información:
Información general:
DATE: Fecha de la inspección
LOCATION: Indica la locación donde se realizó la inspección
INSPECTOR: Nombre del inspector que realizó la inspección
FSM: Nombre del gerente del segmento
PROCEDURE: se refiere a la norma que se siguió para realizar la
inspección.
Información del equipo de tratamiento:
STATUS INSPECTIONS: Indicar si el equipo se va a volver a certificar, si
se va a certificar por primera vez o es equipo que se va sacar de servicio.
TOOL DESCRIPTION: Indica que equipo se inspeccionó.
FMC SERIAL #: Numero de serial del equipo de tratamiento.
UNIT: La unidad a la que pertenece el equipo de tratamiento.
CONNECTIONS: Tipo de conexión del equipo de tratamiento.
BAND: Descripción de la banda.
CUP: Descripción del código de color.
Los resultados de todas las medidas de inspección realizadas:
INSPECTION TYPE: Resultados del tipo de inspección que se realizo:
o Inspección visual
o Ultrasonido
o Inspección de partículas magnéticas
o Prueba de presión
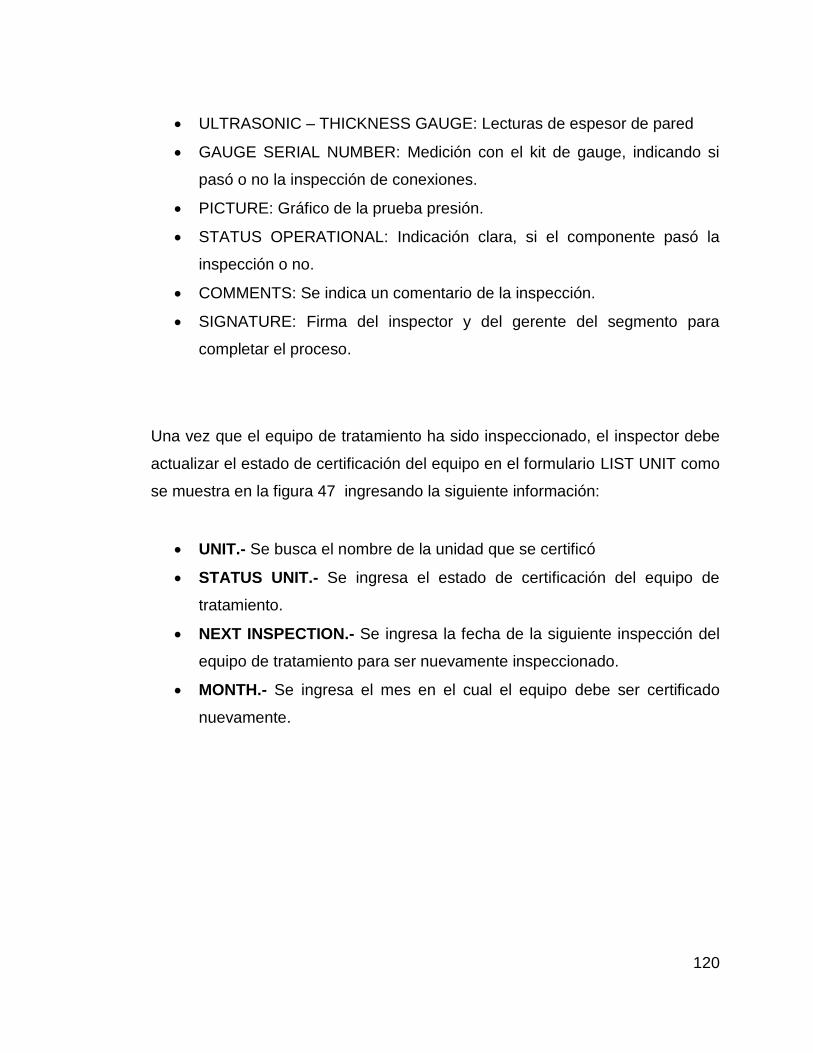
120
ULTRASONIC – THICKNESS GAUGE: Lecturas de espesor de pared
GAUGE SERIAL NUMBER: Medición con el kit de gauge, indicando si
pasó o no la inspección de conexiones.
PICTURE: Gráfico de la prueba presión.
STATUS OPERATIONAL: Indicación clara, si el componente pasó la
inspección o no.
COMMENTS: Se indica un comentario de la inspección.
SIGNATURE: Firma del inspector y del gerente del segmento para
completar el proceso.
Una vez que el equipo de tratamiento ha sido inspeccionado, el inspector debe
actualizar el estado de certificación del equipo en el formulario LIST UNIT como
se muestra en la figura 47 ingresando la siguiente información:
UNIT.- Se busca el nombre de la unidad que se certificó
STATUS UNIT.- Se ingresa el estado de certificación del equipo de
tratamiento.
NEXT INSPECTION.- Se ingresa la fecha de la siguiente inspección del
equipo de tratamiento para ser nuevamente inspeccionado.
MONTH.- Se ingresa el mes en el cual el equipo debe ser certificado
nuevamente.
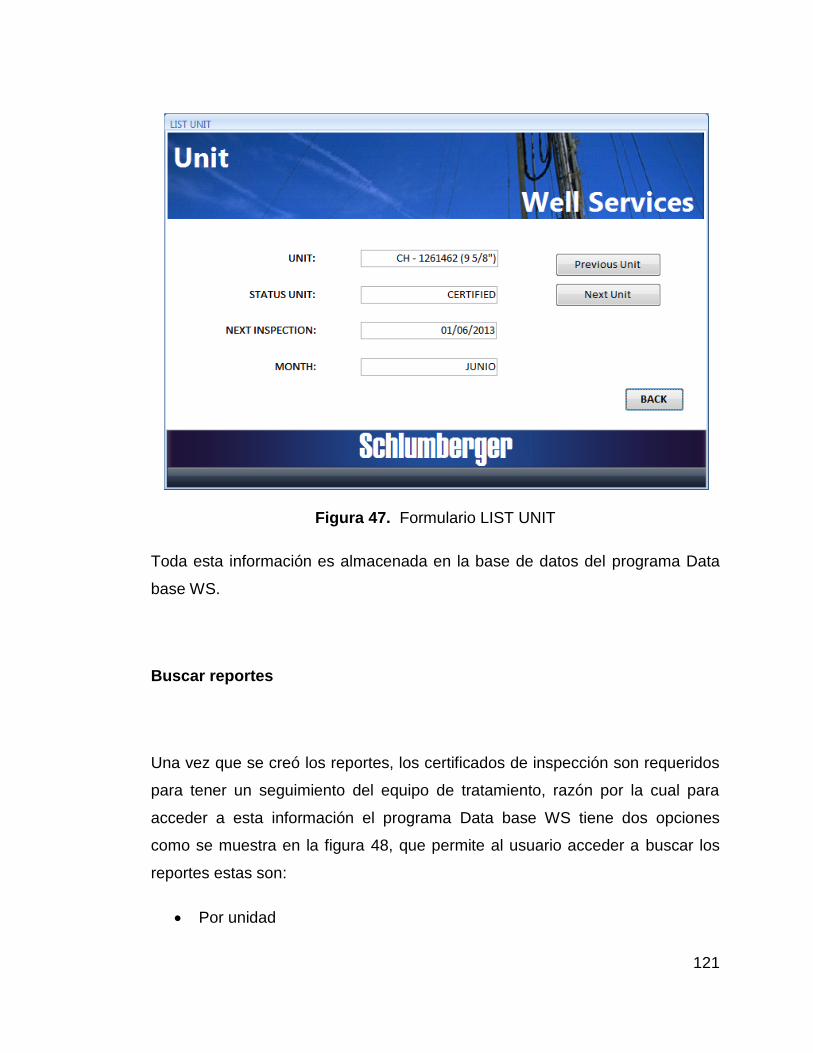
121
Figura 47. Formulario LIST UNIT
Toda esta información es almacenada en la base de datos del programa Data
base WS.
Buscar reportes
Una vez que se creó los reportes, los certificados de inspección son requeridos
para tener un seguimiento del equipo de tratamiento, razón por la cual para
acceder a esta información el programa Data base WS tiene dos opciones
como se muestra en la figura 48, que permite al usuario acceder a buscar los
reportes estas son:
Por unidad
122
Por numero de serial
Figura 48. Formulario SEARCH REPORT
Si el usuario requiere retornar al formulario principal (REPORT) puede dar clic
en la opción BACK.
Buscar reportes por unidad
Para buscar los reportes por unidad es necesario ingresar la siguiente
información:
YEAR.- Se ingresa el año en que se inspeccionó el equipo de
tratamiento. El historial de inspecciones que se encuentra en el programa
data desde el 2009 hasta el presente año.
123
UNIT.- Se ingresa el nombre de la unidad al que pertenece el equipo de
tratamiento, entre las unidades que existen son:
o BASE.- Es el equipo de tratamiento que hay en la base de
operaciones de Well Services.
o CH.- Se refiere a las cabezas de cementación (Cement Head) que
tiene equipo de tratamiento.
o CPT.- Se refiere a una unidad de cementación que tiene equipo
de tratamiento.
o CPS.- Se refiere a una unidad de cementación que tiene equipo
de tratamiento.
o CPF.- Se refiere a una unidad de cementación que tiene equipo
de tratamiento.
TOOL.- Se ingresa el tipo de herramienta que se quiere buscar, estas
son:
o Codo
o Codo de 1 giro
o Codo de 2 giros
o Codo de 3 giros
o Codo de 4 giros
o Cement head
o Circulating swages
o Cruz
o Descargas
o Flanges
o Quick latch
o Quick coupling
o Lateral
o Tee
o Válvulas 2x1
o Válvulas 2x2
124
o Válvulas 3x3
o Válvulas Check
o Válvulas Choke
o Válvulas Choke regulable
o Válvulas Relief
o Straight joint
o Swivel
o Tapón
o Tijera
o X – over
o Yee
Al ingresar ésta información en el formulario se despliega una lista, con la
información del equipo de tratamiento como se muestra en la figura 49.
La información que se desplegó en el cuadro es la siguiente:
Year.- Indica el año de inspección del equipo de tratamiento.
Serial.- Indica el número de serial del equipo de tratamiento.
Unit.- Indica a la unidad que pertenece el equipo de tratamiento.
Tool.- Indica el tipo de equipo de tratamiento.
Band.- Indica la banda que tiene el equipo de tratamiento.
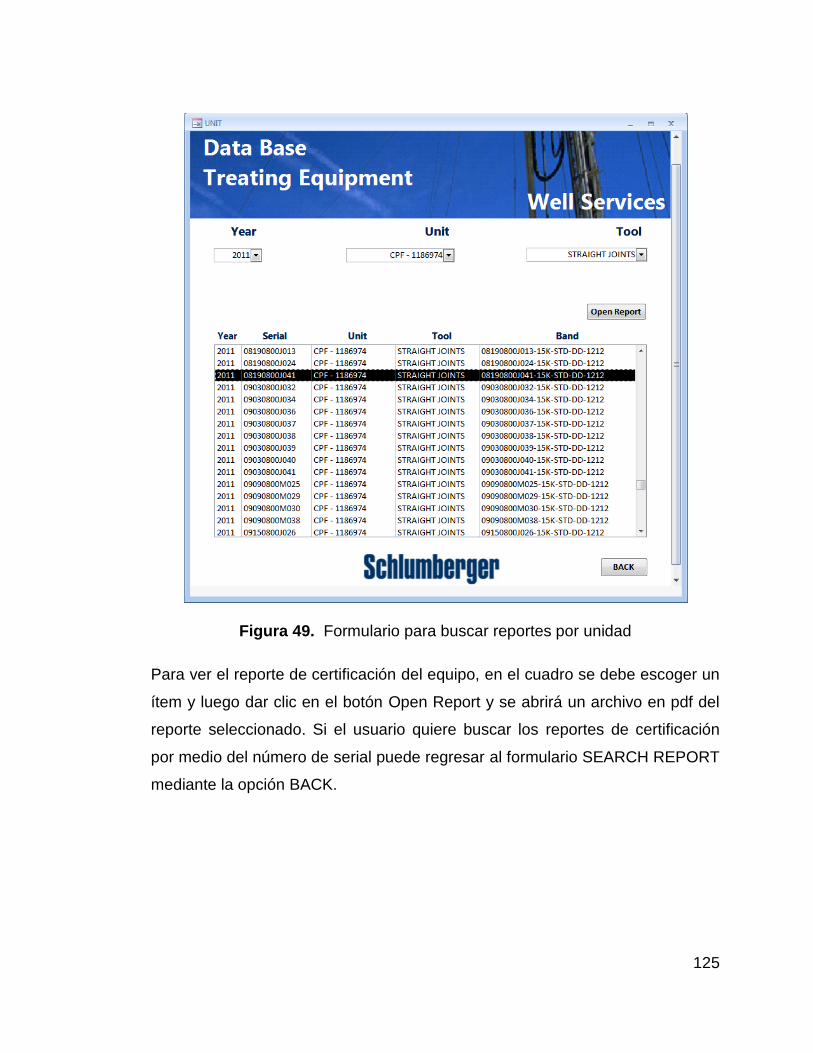
125
Figura 49. Formulario para buscar reportes por unidad
Para ver el reporte de certificación del equipo, en el cuadro se debe escoger un
ítem y luego dar clic en el botón Open Report y se abrirá un archivo en pdf del
reporte seleccionado. Si el usuario quiere buscar los reportes de certificación
por medio del número de serial puede regresar al formulario SEARCH REPORT
mediante la opción BACK.

126
Buscar reportes por número de serial
Para buscar los reportes es necesario ingresar el número de serial que se
encuentra en la herramienta y dar clic en el botón Search para ejecutar la
búsqueda, después de esto se despliegan una lista como se muestra en la
figura 50, la información que se aparece en el cuadro es la siguiente:
Year.- Indica el año de inspección del equipo de tratamiento.
Serial.- Indica el número de serial del equipo de tratamiento.
Unit.- Indica a la unidad que pertenece el equipo de tratamiento.
Tool.- Indica el tipo de equipo de tratamiento.
Band.- Indica la banda que tiene el equipo de tratamiento.
Figura 50. Formulario para buscar reportes por serial
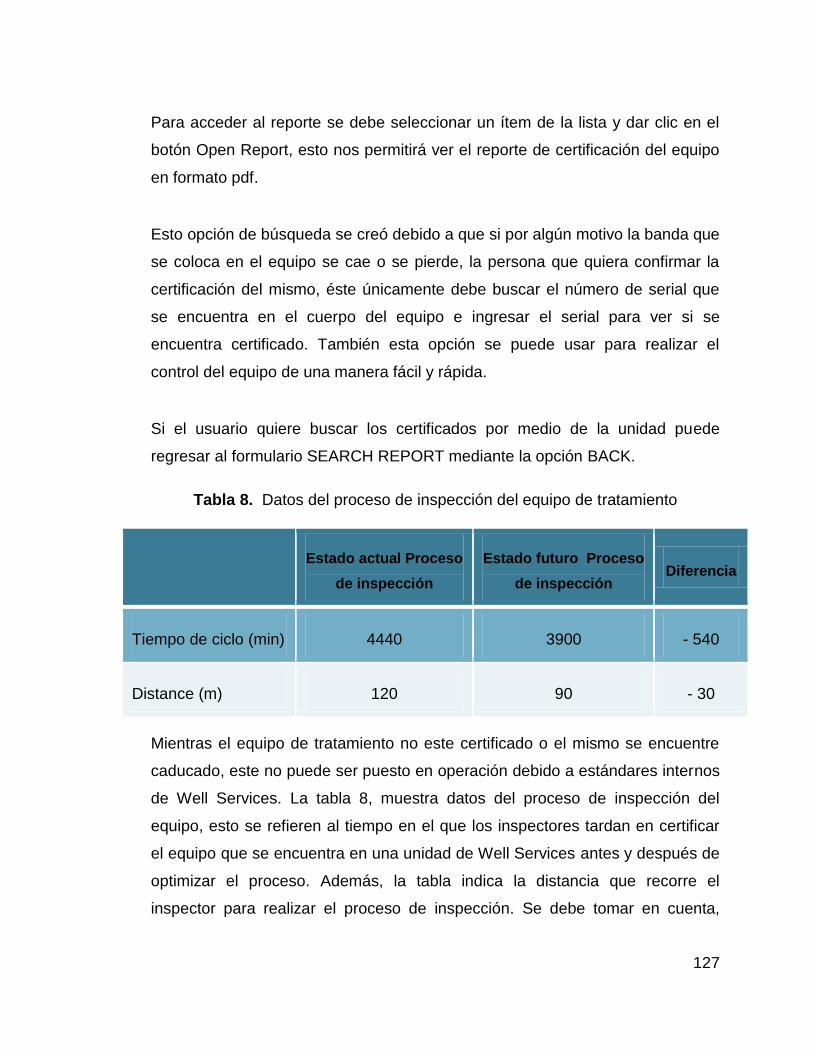
127
Para acceder al reporte se debe seleccionar un ítem de la lista y dar clic en el
botón Open Report, esto nos permitirá ver el reporte de certificación del equipo
en formato pdf.
Esto opción de búsqueda se creó debido a que si por algún motivo la banda que
se coloca en el equipo se cae o se pierde, la persona que quiera confirmar la
certificación del mismo, éste únicamente debe buscar el número de serial que
se encuentra en el cuerpo del equipo e ingresar el serial para ver si se
encuentra certificado. También esta opción se puede usar para realizar el
control del equipo de una manera fácil y rápida.
Si el usuario quiere buscar los certificados por medio de la unidad puede
regresar al formulario SEARCH REPORT mediante la opción BACK.
Tabla 8. Datos del proceso de inspección del equipo de tratamiento
Mientras el equipo de tratamiento no este certificado o el mismo se encuentre
caducado, este no puede ser puesto en operación debido a estándares internos
de Well Services. La tabla 8, muestra datos del proceso de inspección del
equipo, esto se refieren al tiempo en el que los inspectores tardan en certificar
el equipo que se encuentra en una unidad de Well Services antes y después de
optimizar el proceso. Además, la tabla indica la distancia que recorre el
inspector para realizar el proceso de inspección. Se debe tomar en cuenta,
Estado actual Proceso
de inspección
Estado futuro Proceso
de inspección Diferencia
Tiempo de ciclo (min) 4440 3900 - 540
Distance (m) 120 90 - 30
128
entre mayor tiempo el equipo no esté operativo puede representar mayores
gastos para el segmento, por ejemplo, puede implicar costos de transporte de
equipo que se encuentra en otra locación para ser utilizado en otra operación.
De acuerdo a la tabla 8, el tiempo de inspección de una unida de Well Services
que tiene equipo de tratamiento es de 4200 minutos, es decir, 6.1 días; este es
el tiempo que tardaban los inspectores en certificar el equipo de una unidad de
Well Services.
Con la optimización del proceso, al implementar las 6 S y el programa (DATA
BASE WS) este tiempo se redujo a 3900 minutos, es decir, 5.4 días.
CONCLUSIONES Y RECOMENDACIONES
129
5. CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
Los componentes de tratamiento de alta presión deben ser
inspeccionados cada 12 meses, salvo que sea necesario más a menudo
(si la actividad es muy alta en la locación podrá ser cada 6 meses).
Se definió un proceso estándar para crear y almacenar los reportes de
certificación lo que facilitará el seguimiento de las inspecciones,
identificar el tiempo de vida útil y eficiencia que tienen los equipos
basados en las condiciones de trabajo actuales en el mercado.
Se implementó un programa en el intranet de Schlumberger para facilitar
el acceso a las certificaciones del equipo de tratamiento y por ende tener
un mayor seguimiento de los mismos.
Debido a que a través de la línea se bombean fluidos a altas presiones,
es un requerimiento de Well Services que el equipo de tratamiento se
encuentre inspeccionado, y si esto no se cumple, ya sea que no este
certificado o el mismo se encuentre caducado, este no puede ser puesto
en operación y estaría incumpliendo con estándares de calidad y
seguridad de Schlumberger.
130
Se optimizó el proceso de inspección del equipo de tratamiento con la
implementación de las 6 S y el software BATA BASE WS reduciendo el
tiempo de certificación de 6 días aproximadamente a 5.4 días.
El proceso de inspección permite determinar el estado del equipo de
tratamiento y a su vez certificar si el mismo puede ser o no operativo
para futuras operaciones.
Si la integridad del equipo de tratamiento no está bajo los límites
establecidos por estándares internos de Well Services o no pasa el
proceso de inspección debe ser retirado de servicio y destruido.
El proceso de inspección puede prevenir lesiones, accidentes y pérdidas
de equipos (bombas) causados por fallas del equipo de tratamiento y
conexiones.
131
5.2 RECOMENDACIONES
Se recomienda que este trabajo se tome como material de capacitación
tanto para los inspectores como el personal de Well Services, a fin de
que se familiaricen con la aplicación de las 6 S en la Bahía de Presión
para optimizar el proceso de inspección y el programa DATA BASE WS
implementado para crear reportes de certificación y facilitar el
seguimiento del equipo de tratamiento.
Se recomienda que Well Services busque implementar la estrategia de
las 6 S en todas las áreas del segmento, a fin de alcanzar procesos más
eficientes para mejorar la calidad, productividad y seguridad de los
mismos.
Es necesario realizar el mantenimiento preventivo y rutinario del equipo
de tratamiento, por ejemplo, engrasado (esto aplica únicamente para las
chiksan, lazos, válvulas de tapón, válvulas check), ya que esto reduce el
desgaste del equipo y los componentes externos (empaques, sellos,
anillos de retención, etc.).
Es necesario el compromiso del personal del segmento para fomentar y
mantener el plan de mejoramiento continuo de las 6 S.
Se recomienda que se realicen auditorias trimestrales en la Bahía de
Presión de Well Services conjuntamente por el Supervisor e inspectores
para evaluar el cumplimiento de las 6 S.
GLOSARIO
132
GLOSARIO
Apuntalante.- Es un agente que se añade la liquido bombeado a la
formación para mantener la fractura abierta.
Bomba reciprocante.- Aparato mecánico compuesto por diversos
elementos de desplazamiento positivo de acción simple: tales como los
pistones o los émbolos, que se utiliza para transmitir un flujo pulsante a
un fluido.
Bomba.- Convierte la energía mecánica suministrada por un motor,
turbina u otra máquina motriz en energía hidráulica de la forma más
eficiente posible.
Caliza.- Es una roca porosa, que tiene la propiedad de almacenar crudo
en sus poros.
Corrosión.- Es una reacción química o electroquímica que deteriora o
destruye a un metal.
EPP.- Equipo de protección personal.
Equipo de tratamiento.- Son componentes expuestos a la presión del
pozo o desde la descarga de cualquier bomba de alta presión,
incluyendo, pero no se limitan a, válvula macho, juntas rectas (tubos),
válvula de retención, sensores de presión, cabeza de cementación, etc.
133
Fluido.- Cualquier líquido que se va a bombear con una bomba
mecánica.
HARC.- Hazard Analysis and Risk Control, Análisis de Peligro y Control
de Riesgos.
HSE.- Health, Security and Environment, Salud, Seguridad y Medio
Ambiente.
Liner.- Es una secuencia de tubería que no se extiende a la parte
superior del pozo, pero en su lugar se ancla o se suspende desde el
interior de la parte inferior de la tubería de revestimiento anterior.
Manifold.- Es un conjunto de tuberías o válvulas diseñado para
controlar, distribuir y controlar el flujo de fluido.
Presión.- Es la fuerza que se ejerce sobre una superficie. La unidad de
presión es el PSI.
Presión de fractura.- Es la presión que produce una pérdida parcial de
lodo sin fracturar la formación.
RO.- Repair order, orden de reparación esta orden se solicita para
efectuar reparaciones de los equipos de Well Services.
Tubería de revestimiento.- Es una tubería de gran diámetro que se
coloca en el pozo después de ser perforado.
134
Válvula.- Es un dispositivo mecánico que permite iniciar, detener o
regular la circulación (paso) de líquidos o gases mediante una pieza
movible que abre, cierra u obstruye en forma parcial uno o más orificios o
conductos.
Válvula POP.- Es una válvula de alivio que libera el exceso de presión
dentro de un sistema (tuberías, equipos, etc.).
WCS.- Well Construction Services, Servicios de Construcción de Pozos.
Wellhead.- La parte de la cabeza del pozo que pertenece a un cliente y
para que los servicios de pozos que se espera para conectarse a realizar
el servicio contratado.
Wellsite.- Una ubicación de campo que tiene uno o más pozos o
plataformas.
WP.- Working Pressure, presión de trabajo.
WPS.- Well Production Services, Servicios de Producción de Pozos.
BIBLIOGRAFÍA
135
BIBLIOGRAFÍA
1. Dorbessan, J. (2006). Las 5S, herramientas de cambio. Argentina:
Editorial Universitaria de la U.T.N.
2. Schlumberger. (2006). Manual 01 Treating Equipment. Houston: Editorial
Institucional.
3. Schlumberger. (2007). Manual 14 Introduction to Cementing. Houston:
Editorial Institucional.
4. Schlumberger. (2007). Manual 15 Introduction to Fracturing & Matrix
Stimulation. Houston: Editorial Institucional.
5. Schlumberger. (2010). 6 S Organización del lugar de trabajo. Coca:
Editorial Institucional.
6. Schlumberger. (2010). Well Services QHSE Standard 23: Testing and
Inspection of Treating Equipment. Houston: Editorial Institucional.
7. Schlumberger. (2012). Oilfield Glossary. Recuperado el 2 de septiembre
del 2012, de http://www.glossary.oilfield.slb.com
8. AulaClic, (2007). Curso de Access 2007. Recuperado el 10 de mayo del
2012, de http://www.aulaclic.es/access2007/index.htm
9. Máximo, H. (2003). Las "cinco S": Una filosofía de trabajo, una filosofía
de vida. Recuperado el 10 de mayo del 2012, de
http://www.ucema.edu.ar/productividad/download/2003/Cura.pdf
136
10. Osorio, R. (2010). Fracturamiento ácido. Recuperado el 10 de mayo del
2012, de http://www.ingenieriadepetroleo.com/2010/12/fracturamiento-
acido.html
11. Rovira, C. (2003). Las Cinco S. Recuperado el 10 de mayo del 2012, de
http://www.elprisma.com/apuntes/ingenieria_industrial/5slascincos/
12. Sagaro. (2012). Access 2007 Tutorial. Recuperado el 10 de mayo del
2012, de http://miprimerpuntodeventaenaccess2007.blogspot.mx/
13. Venegas, R. (2005). Manual de las 5S. Recuperado el 10 de mayo del
2012, de http://www.gestiopolis.com/recursos5/docs/ger/cincos.htm
ANEXOS
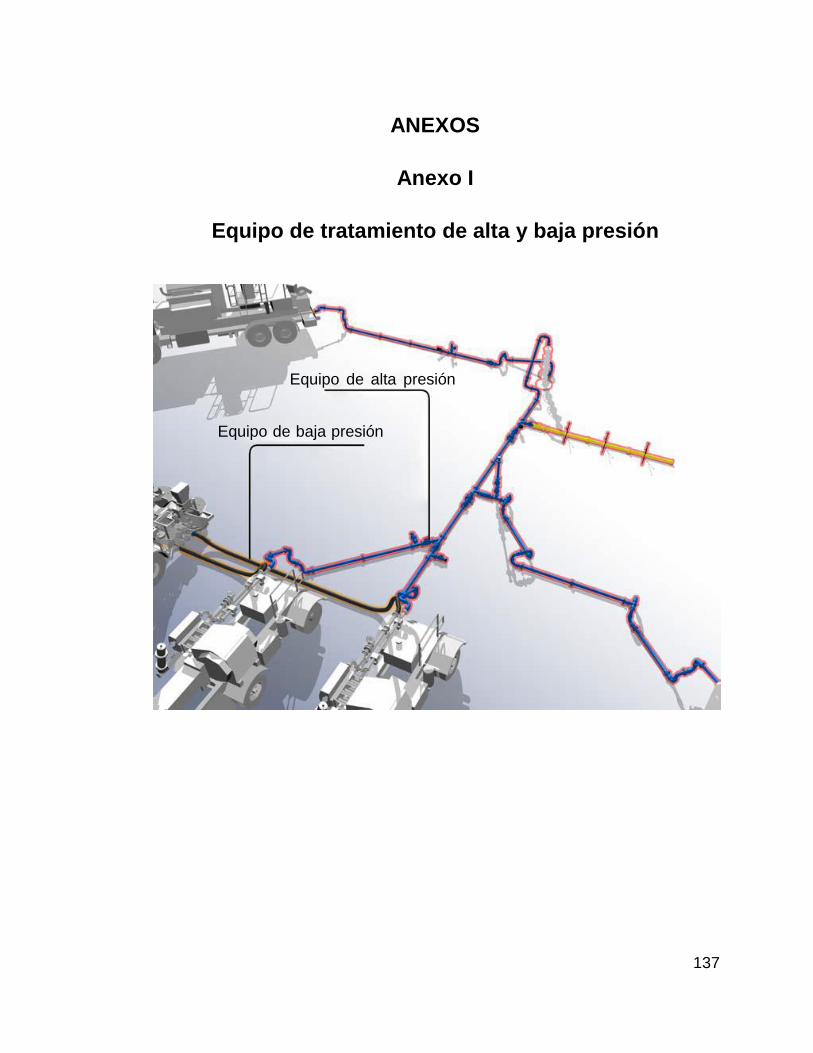
137
ANEXOS
Anexo I
Equipo de tratamiento de alta y baja presión
Equipo de baja presión
presión
Equipo de alta presión
presión

138
Anexo II
Líneas de tratamiento de alta presión
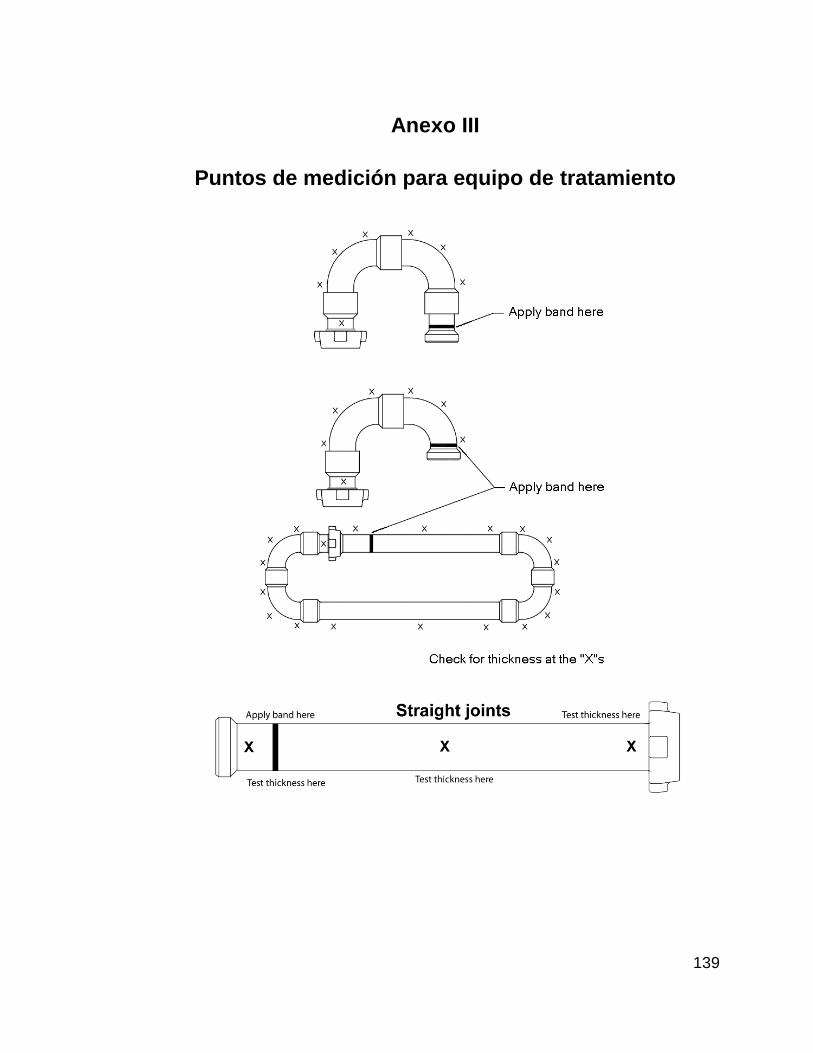
139
Anexo III
Puntos de medición para equipo de tratamiento
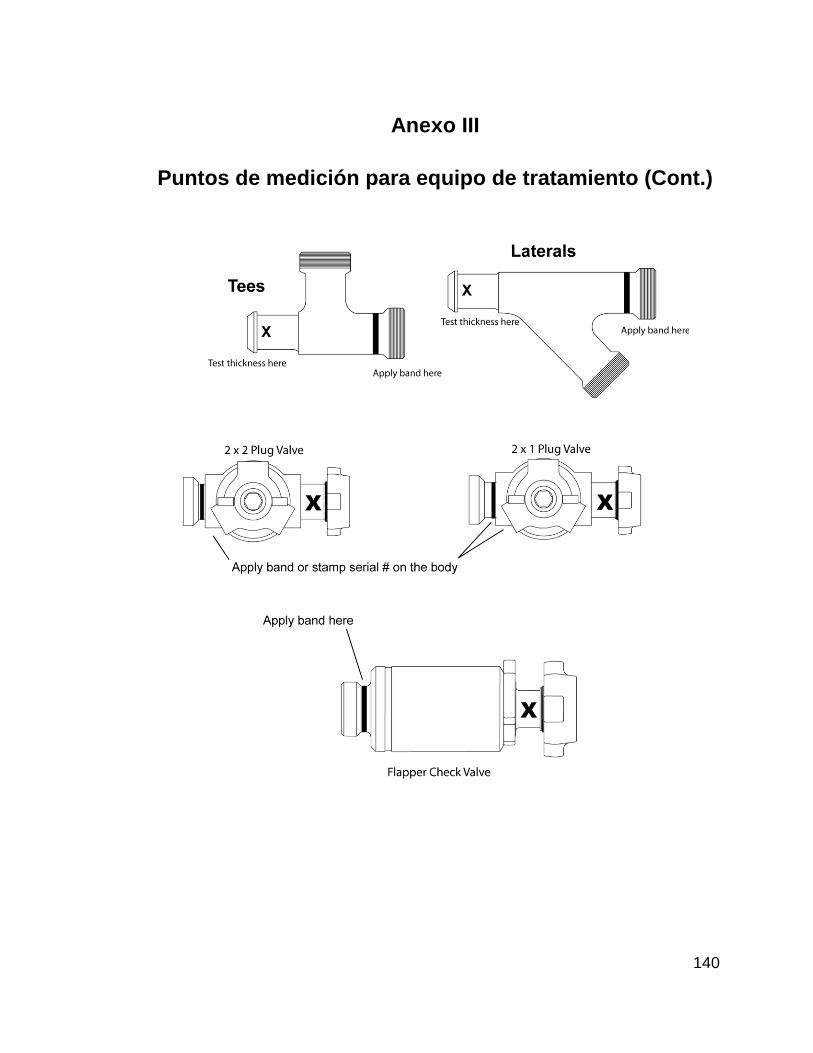
140
Anexo III
Puntos de medición para equipo de tratamiento (Cont.)
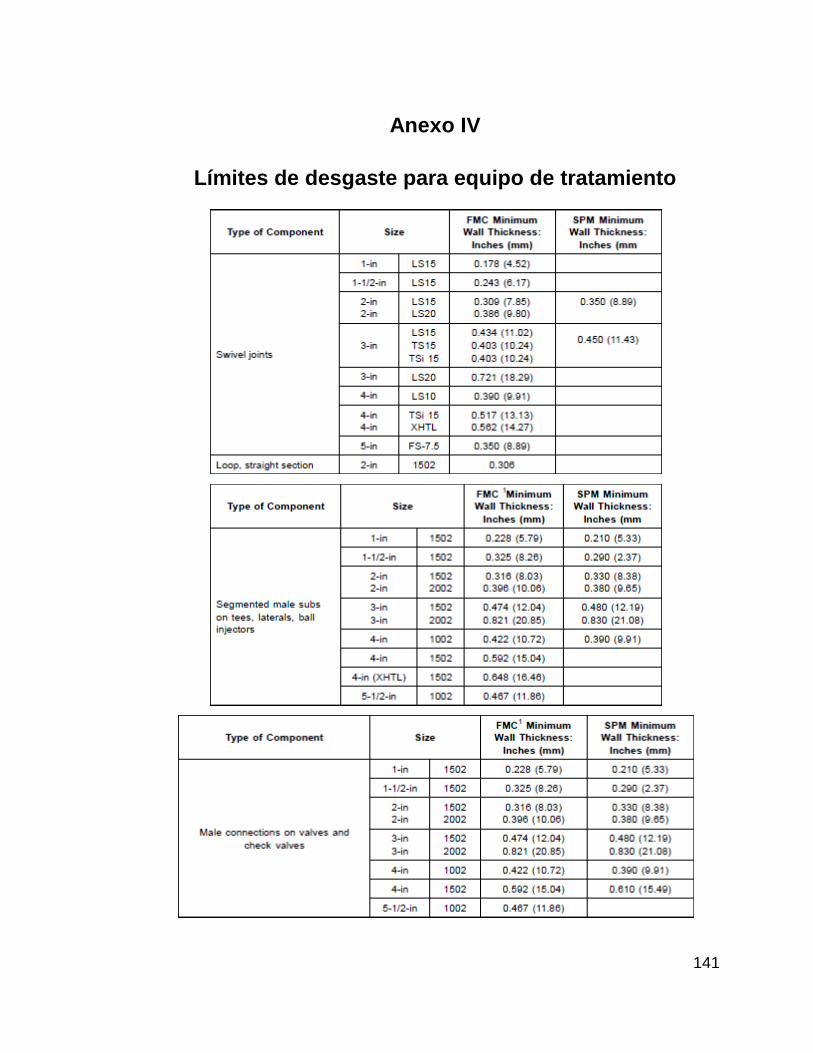
141
Anexo IV
Límites de desgaste para equipo de tratamiento
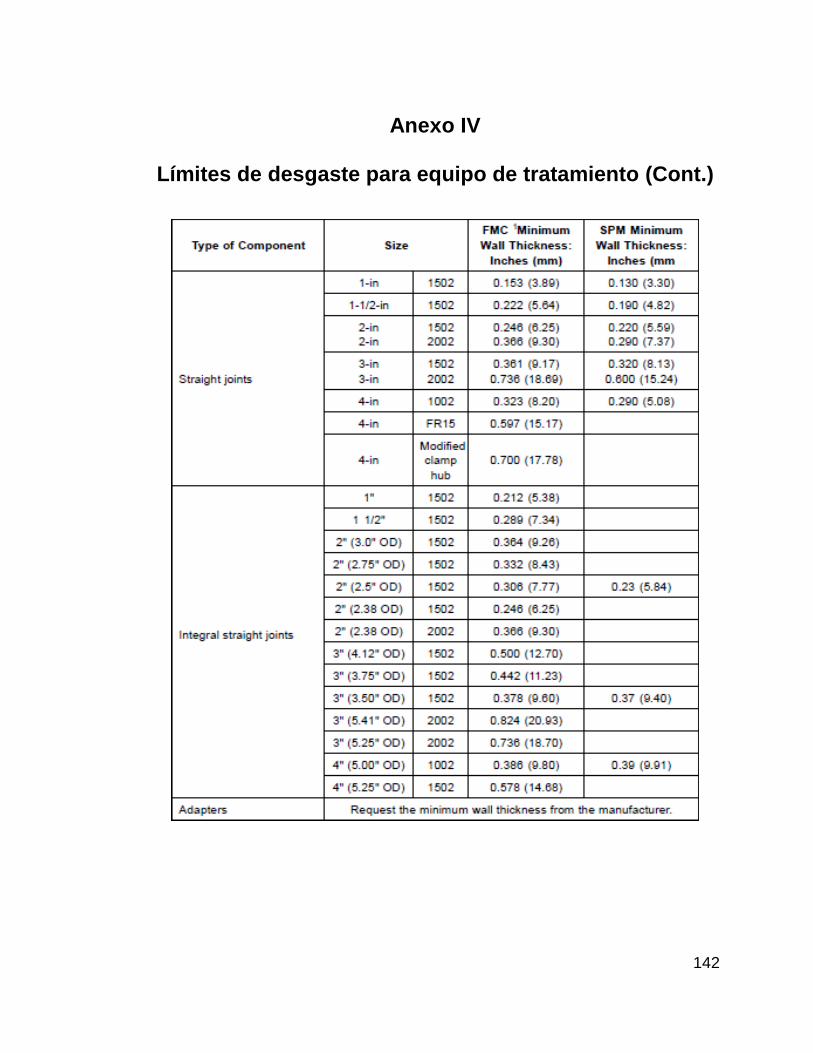
142
Anexo IV
Límites de desgaste para equipo de tratamiento (Cont.)
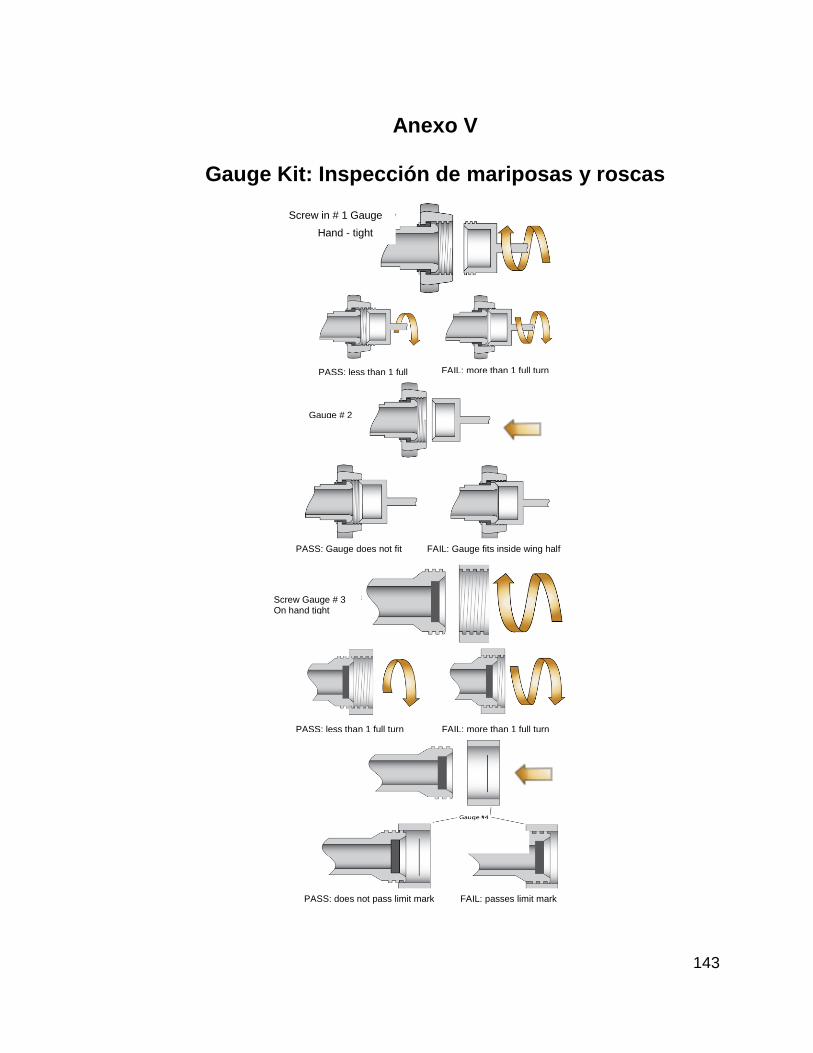
143
Anexo V
Gauge Kit: Inspección de mariposas y roscas
Screw in # 1 Gauge
Hand - tight
PASS: less than 1 full turn
FAIL: more than 1 full turn
Gauge # 2
PASS: Gauge does not fit FAIL: Gauge fits inside wing half
Screw Gauge # 3 On hand tight
PASS: less than 1 full turn FAIL: more than 1 full turn
FAIL: passes limit mark PASS: does not pass limit mark
Gauge # 4
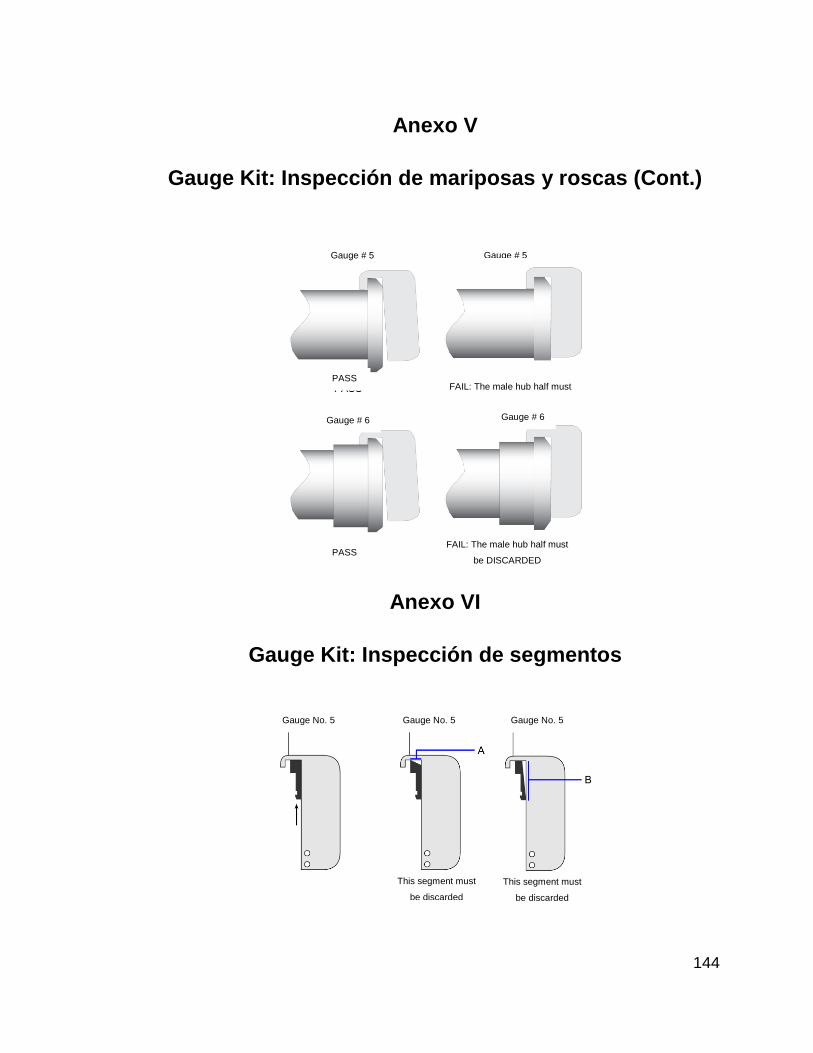
144
Anexo V
Gauge Kit: Inspección de mariposas y roscas (Cont.)
Anexo VI
Gauge Kit: Inspección de segmentos
Gauge # 5 Gauge # 5
Gauge # 6 Gauge # 6
PASS FAIL: The male hub half must
be DISCARDED
PASS FAIL: The male hub half must
be DISCARDED
Gauge No. 5 Gauge No. 5 Gauge No. 5
This segment must
be discarded
This segment must
be discarded
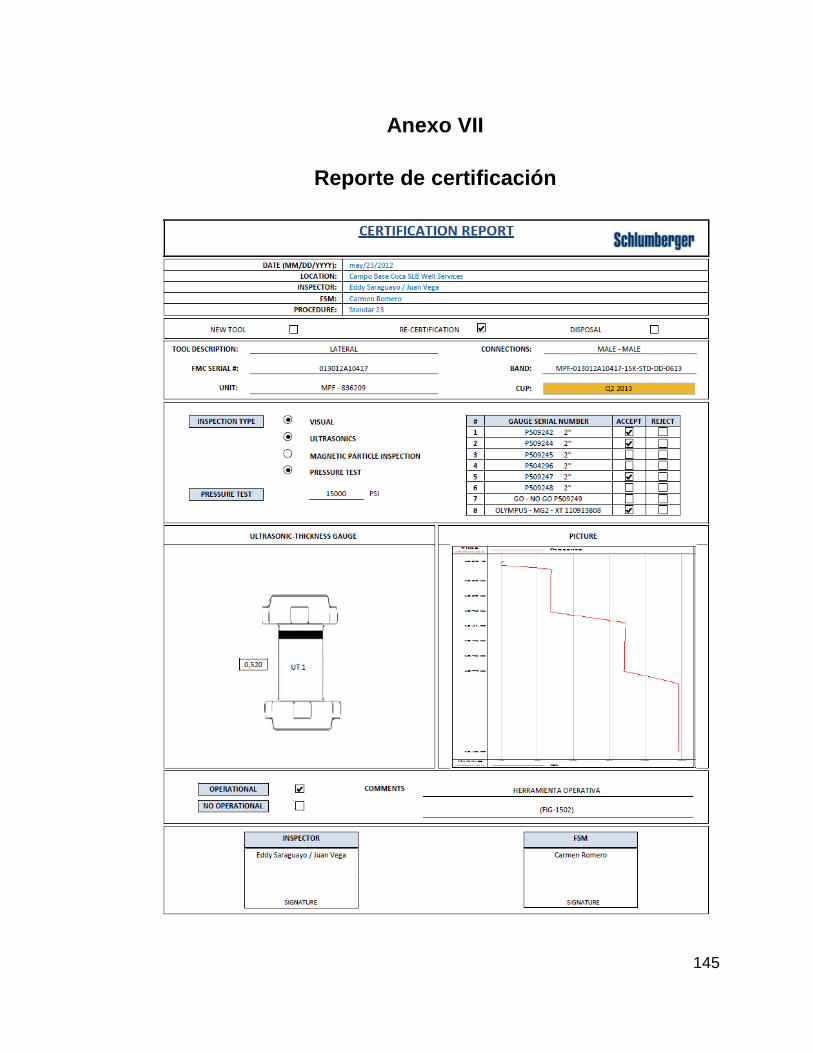
145
Anexo VII
Reporte de certificación
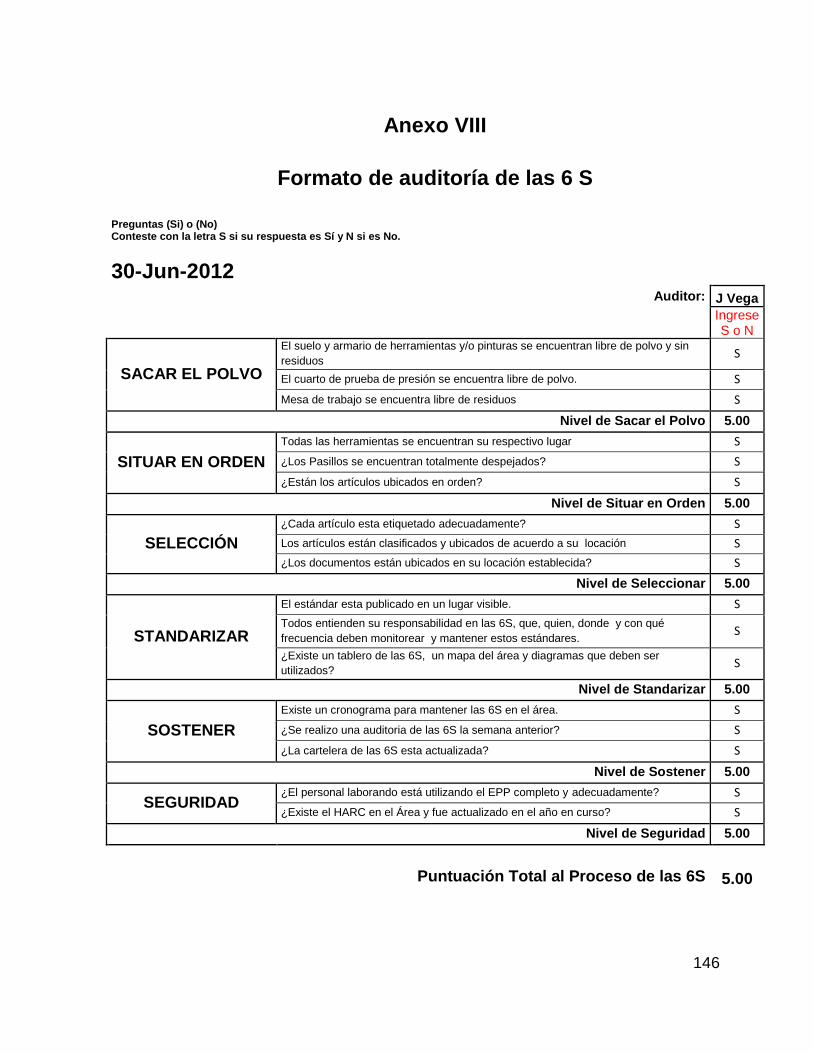
146
Anexo VIII
Formato de auditoría de las 6 S
Preguntas (Si) o (No) Conteste con la letra S si su respuesta es Sí y N si es No.
30-Jun-2012
Auditor: J Vega
Ingrese S o N
SACAR EL POLVO
El suelo y armario de herramientas y/o pinturas se encuentran libre de polvo y sin
residuos S
El cuarto de prueba de presión se encuentra libre de polvo. S
Mesa de trabajo se encuentra libre de residuos S
Nivel de Sacar el Polvo 5.00
SITUAR EN ORDEN
Todas las herramientas se encuentran su respectivo lugar S
¿Los Pasillos se encuentran totalmente despejados? S
¿Están los artículos ubicados en orden? S
Nivel de Situar en Orden 5.00
SELECCIÓN
¿Cada artículo esta etiquetado adecuadamente? S
Los artículos están clasificados y ubicados de acuerdo a su locación S
¿Los documentos están ubicados en su locación establecida? S
Nivel de Seleccionar 5.00
STANDARIZAR
El estándar esta publicado en un lugar visible. S
Todos entienden su responsabilidad en las 6S, que, quien, donde y con qué
frecuencia deben monitorear y mantener estos estándares. S
¿Existe un tablero de las 6S, un mapa del área y diagramas que deben ser
utilizados? S
Nivel de Standarizar 5.00
SOSTENER
Existe un cronograma para mantener las 6S en el área. S
¿Se realizo una auditoria de las 6S la semana anterior? S
¿La cartelera de las 6S esta actualizada? S
Nivel de Sostener 5.00
SEGURIDAD ¿El personal laborando está utilizando el EPP completo y adecuadamente? S
¿Existe el HARC en el Área y fue actualizado en el año en curso? S
Nivel de Seguridad 5.00
Puntuación Total al Proceso de las 6S 5.00