Embed Size (px)
DESCRIPTION
Muy útil para los que realizan inspecciones no destructivas.
Citation preview
- 1 -
Agosto 2003 RECOPILACION DE INFORMACION SOBRE CORROSION Ing. Eduardo Garcia ------------------------------------------------------------------------------------------------------------------------ Dado que no existe , o no hemos podido encontrar una compilación de información relativamente sencilla y simple de entenderse, de los procesos corrosivos que sufren las barras y portamechas durante la perforación en lodos que no han sido inhibidos correctamente, y ya que hay múltiples artículos y estudios realizados, para casos específicos, o desarrollos sumamente complejos, tratamos de redondear aquí cuales son los agentes y como se desarrollan los procesos de corrosión, de la manera lo mas simple posible. Intentamos hacer conocer lo básico de los procesos corrosivos y sus consecuencias técnico económico, y los mejores modos de detectarlos, de manera de disminuir en lo posible sus efectos en nuestros sondeos. ------------------------------------------------------------------------------------------------------------------------ 1.- Generalidades - Procesos de corrosión 2.- Celdas de corrosión. 3.-Corrosión por Oxígeno 4.- Corrosión por CO2 5. - Corrosión por H2S- stress 6.- Detección de procesos corrosivos – Cuantificación. 7.- Inhibición de la corrosión. 1.- PROCESOS DE CORROSION EN LOS SONDEOS - Generalidades: La causa mas frecuente y normal de procesos corrosivos en el sondeo es debida a la presencia de gases disueltos en el lodo de perforación. Básicamente el Oxigeno (O2), el carbónico (CO2) y el Sulfhídrico (H2S), son los principales agentes. Estos gases, disueltos en los lodos, y según la concentración de los mismos, de la temperatura y la presión, el pH, etc., provocan reacciones electroquímicas en la superficie de los tubos y en las roscas, que producen la corrosión del acero. Veamos que sucede con un metal en un medio que es conductor de electricidad: En superficie de cualquier metal, y en el caso del acero, que es una aleación, los distintos elementos que lo componen, tienen potenciales eléctricos distintos, o se comportan eléctricamente de distinta manera – Mientras el metal se mantiene en un medio “inerte”, no hay intercambio eléctrico entre estas partes –Se comporta como un “circuito abierto” de una pila. Sin embargo, en presencia de agua o una solución acuosa, cada “celda” del metal, queda habilitada y se produce un intercambio iónico o corriente, que va acompañada de la conversión química del metal en productos de corrosión. En el punto 2 veremos como se comportan estas “celdas de corrosión” en la estructura química del acero específicamente. Esta corrosión disminuye el espesor de pared de las barras y daña las roscas de las mismas, de los portamechas y HW.
- 2 -
También es factible la corrosión debida a bacterias sulfato reductoras provenientes de las aguas de formación, de inyección secundaria, o del agua industrial usada en la preparación de la inyección. Los tipos de corrosión más frecuentes que tenemos en los sondeos, se pueden dividir en: Corrosión uniforme: El ataque es sobre toda la superficie metálica, de manera regularmente homogénea – Es la forma “mas benigna” de la corrosión. Provoca daños en el tiempo, si no se corrige cuando se detectan valores altos de corrosión. No se manifiestan efectos inmediatos, tales como corrosión grave en los aliviadores de tensión de las roscas, o pitting en los tubos, sino que luego del paso del tiempo, y según sea la gravedad de la corrosión, (velocidad), las barras son degradadas y /o las roscas rechazadas por inspección. Los costos de esto, también están “disfrazados” en el tiempo. Corrosión localizada: El ataque se localiza en algunas zonas del metal, profundizándose, mientras el resto no es atacado – Es la forma “más dañina” de los procesos corrosivos, y la más peligrosa en función de la degradación de los tubos y de las roscas, y de posibles cortes de la herramienta. Esto sucede en la sup. del tubo por los depósitos de carbonatos o Oxidaciones parciales que provocan celdas de corrosión. Los daños son rápidos y son rápidamente observables – El costo es inmediato. Dentro de este tipo de corrosión pueden identificarse 3 tipos: (Técnicamente son más, pero listamos las mas ajustadas a los procesos de corrosión que sufren los sondeos): 1-Picado: Son puntos aislados de la superficie metálica que se corroen profundizándose hacia el interior 2-Corrosión bajo tensión: Cuando el metal se encuentra bajo tensiones estáticas en un medio corrosivo – En este caso se producen fisuras en la superficie que se propagan hasta producir la fractura. 3-Corrosión – Fatiga: Es el caso anterior, pero bajo tensiones cíclicas, o alternativas, que es el caso de los sondeos en rotación. Normalmente es difícil diferenciar por cual de estos procesos se produce una falla en el sondeo, en general es combinación de todos los factores, pero al final siempre terminan los Analisis de los laboratorios en describir la falla como: “iniciada en un proceso corrosivo, que da lugar a fisuras que bajo tensiones que se propagan y terminan en la fractura del material.” Efecto de las variables sobre la corrosión: Presión, temperatura, velocidad del fluido y pH, son variables, o factores variables, que afectan la velocidad de la corrosión sobre el sondeo: En general puede decirse que:
- 3 -
Aumentos de la presión parcial de los gases disueltos, incrementan la velocidad de la corrosión, y consecuentemente el daño en el tiempo. Aumentos de la temperatura, según sean los regimenes de flujo del lodo, (es un Analisis bastante complejo y puntual según tipos de lodos, etc. pueden Ser beneficiosos, siempre que se mantenga la película de oxido primario – que se comporta como “protectora” -(esto no es posible en sondeos sometidos a flujos de lodo erosivos), por lo tanto en general la relación de temperatura y circulación es perjudicial. Velocidad del fluido: El aumento de la velocidad del fluido, incrementa la velocidad de la corrosión. pH: bajos valores de pH del lodo, favorecen la corrosión, y viceversa, altos valores disminuyen en general, los efectos corrosivos. Forma de medir la corrosión: Mas adelante explicaremos mas detalladamente este punto, pero la forma de medición de la corrosión, o su cuantificación, es medir la perdida de peso del metal por unidad de superficie y por unidad de tiempo- La forma mas común de ver este resultado es en: Lbs / pie 2 / año Para esto, el método mas común, es la colocación de anillos o cupones de corrosión, en las roscas de las barras de sondeo, y efectuar luego en el laboratorio la determinación de su perdida de peso. De esta determinación, luego se obtiene el valor de corrosión al que fue sometido el sondeo. Asimismo, según el tipo de corrosión, es necesario cuantificar la misma, y el resultado total, o sea la combinación del resultado de la perdida de peso y el tipo de corrosión detectado, es la valoración total del daño que esta sufriendo el sondeo. (no es lo mismo tener el mismo valor de perdida de peso con una corrosión distribuida uniforme, que con corrosión localizada con picaduras)- Resultados de los procesos corrosivos: Cuando los procesos de corrosión por no inhibir el lodo correctamente, se mantienen a lo largo del tiempo, y según sea el tipo de corrosión y su gravedad o nivel de agresión, el resultado de los mismos, deriva inevitablemente en:
a) Problemas de pescas en el pozo por corte de herramienta b) Daños en las roscas de barras y/o aliviadores de PM-HW, que implican la
obligación del re-roscado de la unión, con el consiguiente gasto directo por el costo de esto, y además, el acortamiento de la vida útil del tubular-
c) Degradación del tubo (en el caso de las barras), por perdida de espesor de la pared, (puntual o general), que es irreversible e irrecuperable, y que ocasiona un daño económico importante, dado que actualmente los operadores no quieren aceptar barras grado 2 en la mayoría de los casos.
Por tanto, mantener lodos con valores de corrosión elevados, aunque no presenten picaduras, implica que en el tiempo, esos sondeos se verán degradados y posiblemente no puedan ser usados más.
- 4 -
Veamos como son estos costos que trae aparejados la corrosión:
a) Dependerá del contrato quien asume el costo de las horas de la pesca, pero puede resultar en un daño económico importante para la Cia. o el Operador.
b) Para tomar una idea de los costos que estamos manejando, asumamos que el roscado de un portamechas de 6 ½”, implica cortarle unas 5”. (no es posible correr la rosca directamente por los diámetros de los aliviadores, hay que cortar): Si tomamos que el largo útil de nuevo, es de unos 9.40 mts, y que por debajo de 8.6 mts no es utilizable, tenemos 80 cm. = 32” disponibles en todo el portamecha – Cortar 5” implica un 15% de la vida útil directa de la longitud del portamechas. Un PM de 6 ½”, cuesta hoy puesto en base unos 3.500 U$S, por lo tanto, el costo “oculto”es de unos 525 U$S por rosca cortada, mas los costos directos del roscado, fletes, etc. Es decir que un lodo corrosivo, que nos estropee las roscas de la columna de portamechas, implica montos MUY IMPORTANTES que solo “aparecen” anualmente con las compras para reposición de PM y HW, lo que vemos de inmediato es solo el costo de hacerle la rosca nueva, pero EXISTE ese costo “Oculto”. En el caso de portamechas de mayor diámetro, esto se agrava porque las longitudes de corte son mayores y es mayor el costo de cada portamecha. Lo mismo en el caso de las HW, ya que el largo de los extremos, es std. de 28”, con lo que cortar 5” disminuye aun mas la vida útil, (>20%) sobre todo porque no se aceptan (según sea la norma de inspección), extremos cortos en las HW. Acotación adicional: Tener en cuanta que este costo, debido a procesos de corrosión, también es aplicable a los daños en roscas debidos a incorrecta operación, torque, desenrosques en tensión, etc. –No solo es aplicable al daño por corrosión por los fluidos, que es responsabilidad del operador del área, sino también a nuestra operación y manejo de los PM.y HW. c) En el caso de las barras, es mas difícil medir el costo del daño directo en el tiempo, pero el reemplazo de una barra de 5” – S-135, es hoy de unos 2.000 U$S puesta en la base. El acortamiento por correrle la rosca (1” aprox), puede ser de un 10% aproximadamente si consideramos un largo de 9-12” según el extremo, es decir unos 200 U$S. Como se ve, el daño provocado a los tubulares por procesos de corrosión, es MAS QUE IMPORTANTE, y......... CASI NADIE LO TOMA EN SERIO. Posiblemente porque nunca se les informo correctamente de los costos que ocasiona, de los daños, de los riesgos, y de cuales son las causas y los procesos de la corrosión. Normalmente en general los Operadores no le dan importancia, (salvo excepciones) porque las barras no son de su propiedad, y porque el proceso de inhibición de los procesos de corrosión, exige el agregado de productos químicos costosos en el lodo – (secuestran tes, inhibidores, etc.), lo que les encarece la operación- Es nuestra responsabilidad, hacerle entender al Operador, que no es posible dañar el principal elemento para perforar que disponemos, que es nuestro sondeo, y que es MUY CARO.
- 5 -
La manifestación de procesos corrosivos en el sondeo, son observadas rápidamente en aquellos casos donde inusuales cambios de color del sondeo, tornándose muy oscuro, casi negro o variaciones al color verde opaco, se observan con el sondeo en el peine. (normalmente por variaciones del pH)- Estas manifestaciones no son frecuentes y en general se debe detectar el proceso corrosivo, mediante la inspección visual de las roscas de Barras, PM y HW, y la observación detallada de los tubos de las barras, que si nos dan indicaciones de que existe proceso de corrosión. La formación de “cascarillas”, típicas de depósitos de carbonatos u otras sales, provocan corrosión “por abajo” de esta costra, que al rasparla se observa a simple vista, en los tubos del drill pipe. La existencia de pequeños pittings, en general en área de cuñas, y la corrosión en las roscas y aliviadores, así como en la “boca” del pin, etc. Son elementos para alertarse de que hay corrosión. Asimismo es IMPORTANTISIMO el control permanente con cupones de corrosión, que es el único medio de documentar fehacientemente el proceso corrosivo. Mas adelante desarrollaremos el manejo y resultado de los cupones. Es importante la observación permanente del sondeo por parte del J.de equipo para dejar constancia de estas observaciones, así como el que les llegue el resultado de los cupones de corrosión. ++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ 2.- CELDAS DE CORROSION: Veamos, de la manera mas simple posible, como se produce el proceso de corrosión de un acero sumergido en un fluido conductor de electricidad, como son los lodos de perforación: El acero es normalmente una aleación de Hierro, que tiene incorporados distintos elementos químicos para cambiar sus características o propiedades físicas (resistencia, tenacidad, etc), entre ellos, incorpora Carbono (C)- en valores normalmente entre el 0.2 y el 1 % - Esto hace que la aleación entre el hierro (Fe) y el Carbono (C), de cómo resultado un acero más duro y resistente Como resultado de esta aleación, el acero es un metal compuesto de dos materiales: Fe (hierro puro) y CFe3 (Carburo de Hierro, o FERRITE), el cual, queda distribuido dentro de una masa o matriz, del hierro (Fe) metálico puro. Esta unión de los materiales, electroquímica mente distintos en su comportamiento, permite el flujo de electrones, o corriente eléctrica, cuando el acero esta en contacto con un electrolito, o fluido conductor, como es el caso de los lodos de perforación, lo que “cierra” el circuito eléctrico, existiendo una corriente a través de todas las MICROCELDAS que se forman del contacto del Fe metálico que actúa como ánodo y de CFe3 que actúa como cátodo. (similar a una pila, que al cerrar el circuito por un cable conduce electricidad)- El Fe que actúa como ánodo, libera electrones hacia el cátodo, y si por algún proceso, este exceso de electrones en el cátodo es combinado de alguna manera en el
- 6 -
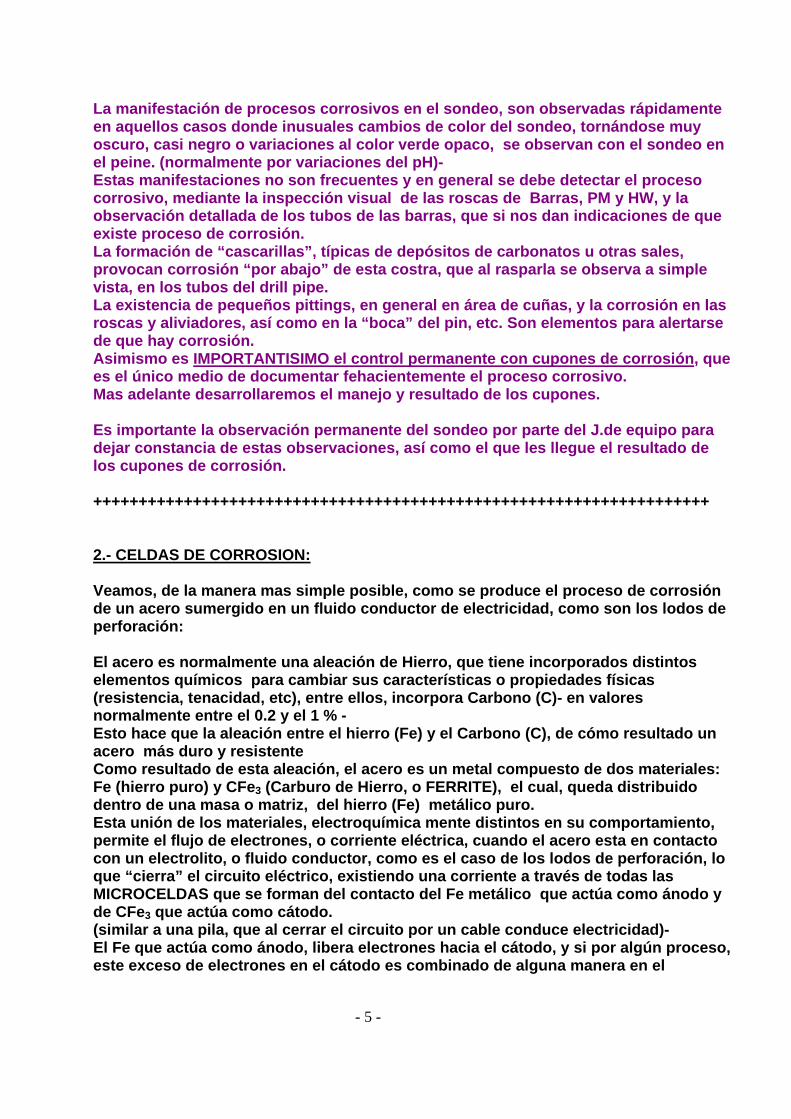
electrolito, el ánodo se CORROE disolviendo el metal, convirtiéndolo en oxido de Hierro. Veamos un dibujo esquemático:
En el ánodo (polo positivo), el metal sufre este proceso de pérdida de electrones (denominado Oxidación), y se corroe – La expresión química de esto es: Fe 0 Fe++ + 2e- En el cátodo (polo negativo), El metal no se “disuelve”, la reacción es un intercambio electrónico, que en ausencia de Oxigeno, en un electrolito o solución ácida (con Hidrogeno libre), la expresión química seria: 2H+ + 2 e- 2Ho , o H2 gaseoso y que en una solución neutra o alcalina (pH > 7), con Oxigeno presente, sería: O2 + 2 H2O + 4e- 4 (HO)- El tipo de celdas de corrosión”aireadas”, se produce cuando el Oxido de hierro superficial, que se va formando por el proceso corrosivo, y va depositándose en la superficie del metal, o cuando depósitos de otros productos (p.e. carbonatos) cubren áreas parciales del metal, en presencia de Oxigeno libre en el fluido. En este caso, las distintas concentraciones de Oxigeno arriba y debajo del área “protegida”, producen una diferencia de potencial eléctrico y hacen que exista un flujo de corriente, con lo que se produce la corrosión.
Electrolito
Ánodo (Fe)Cátodo (CFe3)
Fe ++
Flujo de electrones
- 7 -
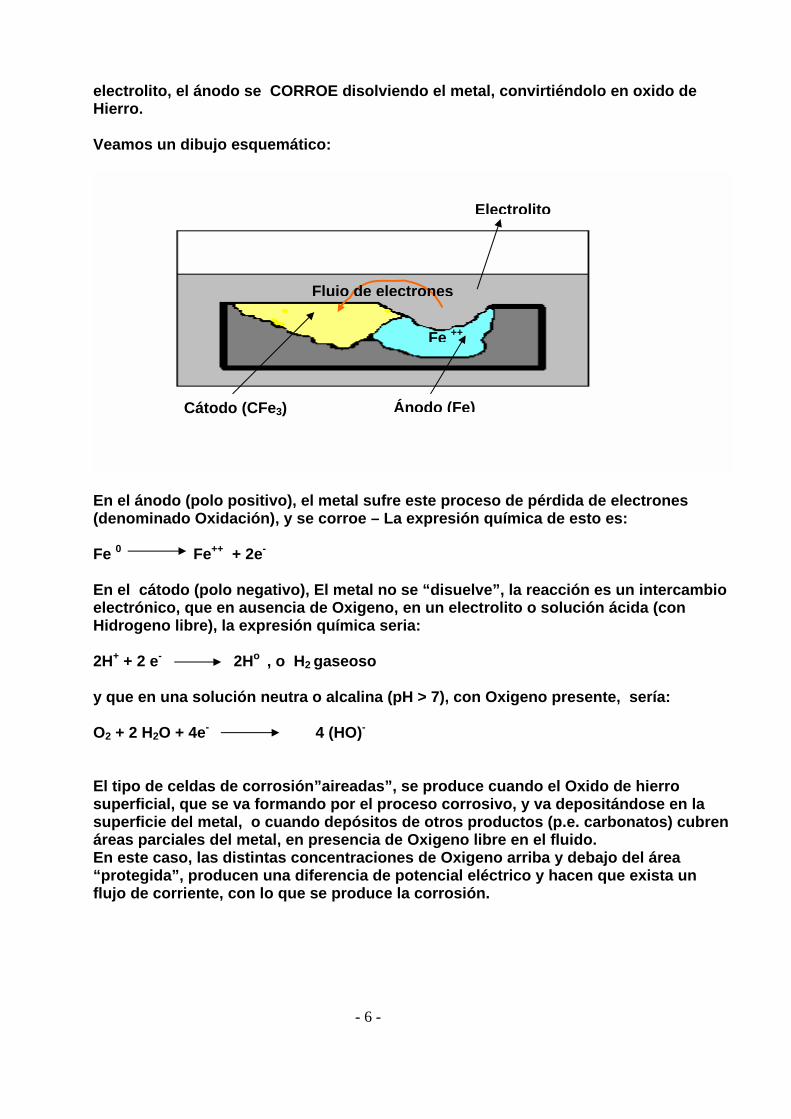
Veamos un esquema:
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ 3.- PROCESOS DE CORROSIÓN POR OXÍGENO: La inclusión del Oxigeno libre en los lodos de perforación es INEVITABLE, dadas las características de los equipamientos de superficie y de tratamiento, no tener oxigeno en el lodo es imposible, excepto que el mismo sea “eliminado” por medios químicos. En la mayoría de los procesos de corrosión de sondeos, el O2 es el causante. Pequeñas concentraciones de O2 – (< de 1 pm.), pueden provocar corrosión severa en las barras. Si en un lodo con oxigeno libre, hay disuelto CO2 o H2S, la corrosión se incrementa drásticamente.- El oxigeno se incorpora SIEMPRE en el tratamiento en superficie del lodo por el uso de las zarandas, los ciclones del desilter y desarenador, los removedores (peor en el caso del uso de “escopetas”) y por el uso de los embudos. – Además, en cualquier fluido expuesto a la atmósfera, con agitación, el oxigeno se disuelve en el fluido inevitablemente por contacto superficial, (y las piletas estas completamente expuestas) – Podemos asimilar al el equipo de superficie de un perforador, como una “pecera” o “acuario” , donde ex profeso se provoca la oxigenación de la misma para permitir la vida de los peces, agitando, circulando el agua, filtrando, etc. – El proceso ES EL MISMO, la diferencia es que en nuestro caso es perjudicial la existencia de O2.- Este proceso de oxigenación del lodo es INEVITABLE, por tanto, el oxigeno debe “secuestrarse”, antes de la succión, para impedir que el lodo que se bombea al pozo lo contenga y permita que se desarrolle el proceso corrosivo con el metal de los tubulares.- No es admisible sostener que es “culpa” de los equipos de superficie, y por tanto no efectuar nada para eliminarlo – Los equipos son imprescindibles para el proceso del lodo que necesita el operador, y por tanto la consecuencia de esto es también su responsabilidad. ¿Alguien puede imaginarse un perforador sin zarandas, sin desilter y desarenador y con piletas sin agitación y herméticas – Esto seria ideal desde el punto de vista de no incluir O2 en el lodo ¡¡¡¡¡¡
O2 O2
ACERO
+ + - -
Herrumbre y agua
- 8 -
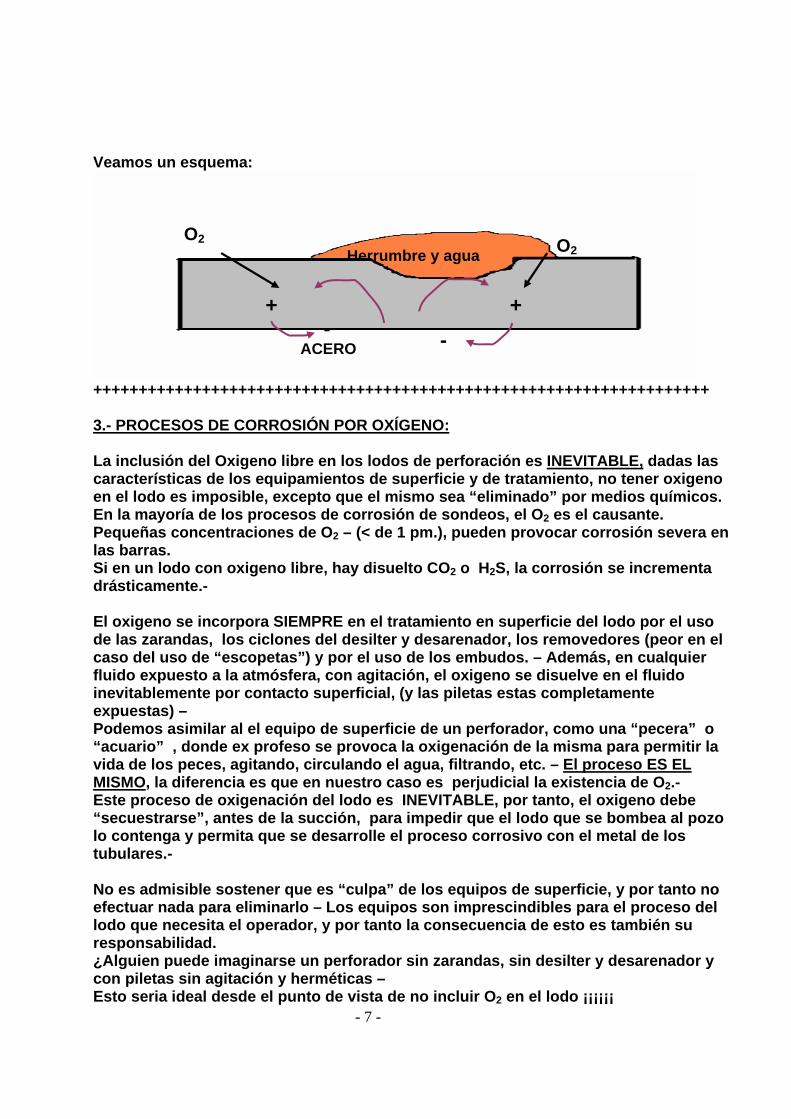
El proceso de corrosión por oxigeno, es una reacción electroquímica, donde en la superficie del metal se produce una reacción denominada “despolarización catódica”, en celdas de corrosión debidas a un electrolito, (el barro o medio acuoso)- Se produce un flujo de corrientes eléctricas en un circuito cerrado: Como vimos arriba, la reacción química básica del proceso corrosivo era: En el ánodo, (polo positivo), el hierro metálico, se convierte en hierro en solución, y se corroe por el proceso de oxidación: Fe 0 Fe++ + 2e-
En el cátodo, (negativo), y en una solución neutra o alcalina, con oxigeno presente, la reacción catódica es la siguiente: El oxigeno presente, se combina con el agua para formar iones oxidrilos. O2 + 2 H2O + 4e- 4 (HO)- Y estos iones oxidrilos mantienen la corriente galvaniza y por lo tanto la corrosión continua. Debido a que la superficie metálica de las barras no es pareja, ni pulida, se conformas celdas de “aireación”, de diferente concentración de oxigeno en el electrolito, y el resultado es que preferentemente el ataque es mayor por debajo, en las áreas expuestas a la concentración mas baja de oxigeno – Esto favorece la formación de “pitting” o picaduras, en lugar de un proceso corrosivo más disperso y parejo. Estamos hablando que concentraciones muy pequeñas de oxigeno, menores a 1 ppm (parte por millón), pueden producir corrosión en forma de pitting. Veamos las reacciones químicas propias, que se producen cuando existe oxigeno disuelto en el lodo hasta llegar al el resultado de la reacción que son los óxidos del hierro, como Ferroso-ferrico La corrosión es descripta químicamente como sigue: 3Fe++ + 3 H2O + 3/2 O2 3 Fe++ (OH)2 Hidróxido ferroso 4Fe+++ + 6 H2O + 3 O2 4 Fe+++ (OH)3 Hidróxido férrico Es decir, dependiendo de la “valencia”, o nivel electrónico del átomo de hierro, se forman hidróxidos ferrosos y ferricos por la presencia de oxigeno, los que se disocian para dar los óxidos correspondientes- La reacción puede generalizarse como: Fe++ + 2 H2O Fe (OH)2 + 2 H+ OFe + 2 H+ + H2O Hidróxido ferroso Oxido ferroso 2 Fe +++ + 6 H2O 2Fe (OH)3 + 6 H+ O3Fe2 + 6 H+ + 3 H2O Hidróxido ferrico Oxido ferrico La suma de ambos términos extremos o productos iniciales y finales de la reacción es:
- 9 -
3Fe + 8 H2O O4Fe3 + 8 H+ + 4 H2O, cuyo resultado es: 3Fe + 4 H2O O4Fe3 + 8 H+ (oxido ferroso-ferrico) que es el resultado de la corrosión y el resultado como residuo en el reporte del cupón de corrosión. Esta reacción se produce hasta que el cátodo esta cubierto por una capa de herrumbre, lo que normalmente no ocurre en el pozo, debido a la circulación continua de lodo, abrasión, que la va eliminando continuamente, de manera que el proceso y la corrosión continua, y mientras exista Oxigeno libre en el medio acuoso. El oxigeno actúa como un despolarizador, removiendo electrones - aceptando iones del hidrogeno, de la reacción catódica, que se acumulan como resultado del proceso de corrosión, y directamente ataca el metal en los lugares anódicos, causando corrosión directa del metal. En lodos con soluciones salinas tales como el KCl (cloruro de potasio), la conductividad del lodo es muy elevada, por tanto las corrientes entre ánodo y cátodo se favorecen y la tasa de corrosión se incrementa directamente con la concentración de la sal. Sin embargo, la solubilidad del oxigeno en el agua, disminuye en función del aumento de la concentración de sal. Esto explica a veces bajas tasas de corrosión en lodos absolutamente saturados, si no hay oxigeno libre - Sin embargo, los niveles de sales no son constantes y varían desde el inicio de los agregados, con lo que, el aumento de la corrosión debido al constante incremento de la concentración de sales es mayor que la disminución del oxigeno libre a las tasas de concentración ya elevadas. La naturaleza del ion cloruro es tal que aun en pequeñas concentraciones incrementan rápidamente la conductividad y la corrosión. Asimismo, en el cátodo, se forma K (OH), (hidróxido de potasio) y en el ánodo se forma FeCL2, (Cloruro de Hierro II ó Cloruro Ferroso), que reaccionan en la solución, formando hidróxido ferroso, Fe (OH)2, con la siguiente continuación de la corrosión debida a Oxigeno libre. En síntesis, un lodo base KCl, con oxigeno libre, reacciona potencialmente como un medio corrosivo en extremo, al que es imprescindible inhibir. 4.- PROCESOS DE CORROSION POR DIOXIDO DE CARBONO (CO2): El proceso corrosivo por gas carbónico disuelto en el lodo, reacciona formando ácido carbónico, bajando el pH del lodo e incrementando la corrosión. La agresividad dependerá de la presión parcial del gas disuelto en el lodo. A mayor presión parcial, aumenta la solubilidad del gas en el lodo, su concentración, y por tanto aumenta la reacción y la correspondiente corrosión. El ingreso de este gas al lodo, puede originarse en las formaciones que se atraviesan durante la perforación. La reacción química que se provoca es la siguiente: CO2 + H2O H2CO3 (Ácido carbónico)
- 10 -
El cual se disocia en: H2CO3 H (CO3 )- + H+ -- Ion bicarbonato mas un protón positivo libre
2 HCO3- 2 CO3
= + 2 H+ la reacción de corrosión, proviene de la reacción detallada al principio, debida al hidrogeno libre en las celdas cátodo-ánodo: 2H+ + 2 e- 2Ho, o H2 gaseoso Fe 0 Fe++ + 2e-
A medida que el pH disminuye, la concentración de iones Hidrogeno se incrementa, los iones bicarbonato se convierten en ácido carbónico y la corrosión se incrementa. Normalmente el mantenimiento del pH, (con carbonatos, soda, etc.), trae aparejado la reacción de los iones bicarbonatos, transformándolos en Carbonatos insolubles que se depositan en la superficie de las barras y esto suele provocar celdas de corrosión, como describimos arriba, cuyo efecto puede ser igual o peor. El oxigeno libre es un potenciador de la reacción del CO2 como agente corrosivo. 5.- PROCESOS DE CORROSION POR SULFURO DE HIDROGENO (sulfhídrico SH2): y Fallas por fisuras bajo tensión por acción del sulfhídrico: La presencia de sulfhídrico en el lodo, derivada básicamente de ingreso de gas de formación, o como acción de bacterias sulfato reductoras del agua , o como derivados de aditivos del lodo tales como los lignosulfonatos, puede ser causante de fallas repentinas del sondeo y de procesos corrosivos que derivan en fracturas del material. Básicamente el fenómeno es una función sumamente compleja de la concentración de SH2, del valor del pH, de la temperatura y de las tensiones estáticas o cíclicas a las que se somete el sondeo. El fenómeno de la fractura se debe a la fragilizacion del acero por Hidrogeno atómico, derivados del sulfuro. Sin presencia de sulfuros, el hidrogeno superficial en los tubos, se comporta como una película de hidrogeno atómico que se combina consigo mismo para formar hidrogeno molecular (H2), gaseoso, que es molecularmente “muy grande” para incorporarse al acero, y usualmente se desprende en forma de burbujas. Sin embargo, en presencia de sulfuros, el gradiente, o sea la proporción de hidrogeno que se incorpora al metal, a nivel atómico, aumenta considerablemente y provoca daños catastróficos como resultado de la fragilizacion por hidrogeno. Esto se conoce también por las siglas en ingles SSC (Sulfide Stress Cracking)- La combinación de existencia de Sulfuro e Hidrogeno atómico libre, trabajan juntos para maximizar el numero de átomos de hidrogeno que entran a la estructura cristalina del acero. La reacción puede expresarse como: SH2 + Fe o SxFe + 2 Ho (sulfuros de hierro + hidrogeno atómico)
- 11 -
El hidrogeno atómico se difunde a través del metal, y se interaccionar con la estructura cristalina del mismo, fragilizándolo. La presencia de H atómico en el acero, reduce la ductilidad (que es la propiedad del acero que lo hace “flexible”) y provoca su figuración. El hidrogeno se acumula en las “cavidades” de la estructura cristalina y le disminuye la resistencia al mismo. Esto depende del tipo de acero, porcentaje de Carbono, y del tratamiento térmico que haya tenido el material, por tanto de su dureza. En general se acepta que los aceros por debajo de un valor de dureza de 22 Rc ( Rockwell C es una medida o escala de durezas de los materiales), o con valores de resistencia a la tensión de 90.000 psi o menores, no sufren fragilización. Sin embargo, las barras G105 y S135, están por sobre esos valores, al igual que el acero 4145H con el que se fabrican PM y HW. Y por tanto sufren este efecto. El valor de concentración de H atómico, necesario para iniciar una falla, es tan pequeño como de 1 ppm. Sin embargo, es necesario suficiente H atómico para establecer un gradiente critico - El aumento de concentración de H atómico debido al proceso de corrosión, en presencia del Sulfuro, incrementa drásticamente la posibilidad de una falla, al aumentar el gradiente de difusión del Hidrogeno hasta llegar a la concentración critica requerida para iniciar y propagar una fisura en la estructura del acero. Corrosión por Sulfuros: Desde el punto de vista de corrosión, la formación de esa “capa “ de sulfuro de hierro, favorece la “protección” del acero a la continuación de procesos corrosivos, pero, en la realidad, esta película es imperfecta o es continuamente removida por el flujo de lodo, y se produce en los lugares una reacción anódica-catódica , como las descriptas anteriormente, y como normalmente el área anódica es menor que la catódica, da lugar a disolución del metal Fe , muy rápidamente, es decir con una velocidad de corrosión muy alta , en forma de pitting, que termina en la perforación del tubo, normalmente agravado porque las barras están sometidas a presiones internas de bombeo elevadas y esfuerzos cíclicos alternativos de flexión. Esto es corrosión bajo tensión. Asimismo, la reacción de corrosión, libera H atómico, que en concentraciones suficientes llega a valores críticos que permiten el inicio de la fractura por oclusión atómica del hidrogeno en la estructura del acero, su propagación y posterior falla. Desde cualquiera de los dos efectos, el pH tiene una importancia extrema: A bajos valores de pH, se incrementa la formación de hidrogeno libre, y por tanto, los tiempos hasta que falla el material, se acortan violentamente. Con PH de hasta 6 - 7, y concentraciones muy bajas: entre el 1 y 3 ppp de H2S, los tiempos de falla son normalmente menores a 1 Hora. El aumento del valor del pH, hace que ese tiempo se incremente y que la falla no sea tan rápida, pero inexorablemente existirá si no se secuestra el H2S a tiempo. El otro factor determinante es la temperatura: La tendencia a la falla por figuración, decrece con incremento de la temperatura.
- 12 -
Sin embargo, por el contrario, el efecto de corrosión o velocidad de la corrosión por H2S, se incrementa. Es decir que la presencia de H2S, es perjudicial SIEMPRE, y por cualquiera de los dos mecanismos, termina en una falla de la herramienta si no es eliminado del lodo con los secuestrantes adecuados. Existen estudios con gráficos, curvas y ábacos, estudiando diferentes condiciones del medio, temperaturas, pH, etc. – Son sumamente complejos y no es intención de esta recopilación, mostrarlos aquí. 6.- DETECCION DE LOS PROCESOS CORROSIVOS: Métodos de medición y cuantificación: Únicamente estamos usando actualmente los denominados Cupones de corrosión: Los mismos son anillos metálicos, fabricados bajo especificaciones API, de material similar al del sondeo, que se coloca entre las roscas pin y box de las barras. – Existen anillos para las distintas roscas – Normalmente usamos NC46 y NC50 – (4 IF y 4 ½ IF) NO DEBEN SER COLOCADOS EN ROSCAS CON ALIVIADORES DE TENSION, como son las de los Portamechas y HW, dado que quedan “bailando” y luego el análisis es erróneo, o es rechazado por el laboratorio. A continuación transcribimos la traducción del L.A.I., (Bill Chioccarello, quien es el titular del laboratorio que efectúa normalmente el análisis de nuestros cupones, y de la mayoría de las Cias), de la norma API 13B, para los anillos de corrosión:
””””........................................
ANILLOS DE CORROSION
API RP 13B-1: Standard Procedure for Field Testing Water-Based Drillin Fluids
E.1 Descripción a) El empleo de anillos de corrosión en las columnas de perforación, es una de las técnicas mas
comunes que se utilizan para evaluar la corrosión de todo lo que rodea al sondeo y otros elementos y equipos de acero.
La remoción y examen de estos anillos, luego de un periodo de exposición en el pozo, puede
ser muy informativa tanto a la capacidad de corrosión del lodo como al tipo de corrosión producido.
b) La técnica de anillos de corrosión es específica para la detección de la corrosión caracterizada
por la perdida del metal, ya sea en forma localizada o generalizada.
Esta técnica no puede ser aplicada para detectar fragilización causada por el hidrogeno, corrosión provocada por el esfuerzo mecánico en otros tipos de formaciones de fisuras, excepto en aquellos casos en que el pitting pueda estar relacionado con las fallas.
E.2 Equipamiento
- 13 -
a) Construcción de los anillos El anillo de corrosión tipo sondeo, debe ser maquinado de manera de manera tal que calce en
el receso al extremo del macho y debe tener el mismo pasaje que la unión para minimizar la turbulencia.
b) Composición Para evitar la corrosión galvánica el anillo debe estar hecho del mismo acero que la unión en
la cual será instalado. Debido a que este requerimiento es implacable, se recomienda el uso de acero AISI 4130 cuya
composición química es similar. Nota: En caso de utilizar otro acero que no fuera AISI 4130, ello deberá destacarse en el
informe. Para la construcción de los anillos se utilizan tubos que no hayan sido templados. La similitud en la composición del acero AISI 4130 y el de la unión deben ser adecuadas para
minimizar los efectos galvánicos y brindar datos de utilidad. c) Marcado de los anillos Deben ser marcados con número de serie para su permanente identificación. d) Preparación Los anillos deben cepillarse con cepillo de cerdas duras y detergente, enjuagada con agua
limpia y metanol o acetona anhidra. Una vez seco, tomar nota del peso para el informe. Guardar el anillo en un lugar seco para prevenir la corrosión. Los anillos deben despacharse
en sobres o envoltorios sellados para minimizar la corrosión atmosférica. E.3 Procedimiento Los anillos de corrosión deben mantenerse en la columna durante 40 hs. Como mínimo. El
tiempo de exposición anormal es de 100 horas. No deben aplicarse periodos de exposición inferiores a 40 horas porque los índices de
corrosión iniciales pueden ser altos y la información aportada puede resultar errónea. El anillo de corrosión se coloca generalmente en la unión, sobre el primer soporte del cuello
de la tubería y puede permanecer colocado durante más de una carrera de trépano. Se puede agregar un anillo adicional en el sustituto del vástago para monitorear la corrosión en dicho punto.
Para prevenir interferencias con el enroscado de la unión y para evitar daños al anillo el receso de la hembra debe estar limpio.
En algunos casos se ha usado sustitutos fabricados expresamente para alojar el anillo, este
deberá ser manipulado con guantes limpios y secos.
- 14 -
b) El formulario del informe sobre corrosión del sondeo deberá ser debidamente llenado. Cada formulario deberá tener espacios en blanco para registrar el material del anillo, las propiedades del lodo de perforación, tipo de corrosión, ubicación del anillo en la columna, peso inicial, hora, profundidad del pozo al bajar, profundidad del pozo al sacar, numero del anillo, color del herrumbre y cualquier otra información significativa para el ensayo. El formulario estará impreso en un sobre para envío del anillo por correo o en el formulario separado que deberá incluirse el anillo.
c) Deberá eliminarse todo resto de lodo de perforación del anillo, limpiándolo con un trozo de
género, cuando sea retirado de la columna. Deberá examinarse el anillo para constatar la severidad de la corrosión o daños mecánicos. Si se evidenciara una corrosión severa, deberá determinarse rápidamente la causa de la misma de modo tal que permita tomar las medidas correctivas que corresponda. A continuación de la observación visual, el anillo deberá recubrirse inmediatamente con aceite o grasa (no usar la grasa para roscas con ese propósito).
Introducir el anillo en una bolsa de plástico y enviarlo por correo. d) Antes de proceder a la evaluación cuantitativa de la corrosión en el anillo, este deberá se
lavado con un solvente apropiado, como ser acetona o éter de petróleo para quitar todo el aceite colocado en al anillo en el equipo. Antes de la limpieza previa al pesado, deberá hacerse un ensayo por muestreo de los subproductos de la corrosión y de la herrumbre.
Por ejemplo, se podrá examinar cualitativamente la superficie para verificar sulfuros por medio de la prueba de Ácido Arsénico (ver Corrosion of Oilwell Equipment API Dallas, 1958).
Se deberá limpiar el anillo con una solución detergente y un cepillo de cerdas duras. Puede llegar a ser necesario sumergir el anillo durante 5 ó 10 segundos en Ácido Clorhídrico inhibido al 10-15 % una o varias veces hasta quitar todos los productos de la corrosión.
El anillo deberá ser restregado con una solución detergente después de cada sumergimiento en el ácido. Lavar cuidadosamente con agua limpia y con acetona anhidra o metanol. Secar antes de pesar. No se deberán usar materiales abrasivos o ácidos fuertes sin inhibir. Para el secado de los anillos se recomienda un baño ultrasónico.
e) Después de haber limpiado debidamente el anillo, prepesado y tomado nota de la película y el
tipo de ataque, el anillo deberá ser pesado nuevamente con una aproximación del miligramo para determinar la perdida de peso.
Si es evidente una perdida de peso significativa debido al daño mecánico, ello deberá ser puesto en evidencia y tomado en consideración para la evaluación del anillo.
La velocidad de corrosión deberá informarse como Kg. por m2 por año, Libra por pie2 por año o mils. Por año.
E.4 Comentarios sobre la Evaluación Visual a) En los casos en que la corrosión es verificable en forma visual, esto ocurre pues la corrosión
toma la forma de “pitting”. El ataque uniforme o corrosión generalizada, se puede determinar mejor estableciendo el
peso perdido. El daño mecánico sufrido por el anillo, frecuentemente queda evidenciado por cortas
abolladuras en la superficie exterior del mismo. En algunos casos el anillo mostrará series de abolladuras o puntos de desgaste, lo que indicará un considerable movimiento en el receso de la hembra.
- 15 -
b) En la determinación de la magnitud de la velocidad de la corrosión, calculada en base a las
mediciones de la perdida de peso, se deberá tener en cuenta que dicha velocidad estará afectada también por los efectos erosionantes del lodo de perforación. Considerando que el orificio del anillo estará expuesto al fluido bombeado por dentro del sondeo, la pérdida de peso estará afectada en igual forma tanto por el metal removido por la corrosión como el removido por erosión.
La perdida por erosión puede llegar a ser sustancial cuando el lodo contiene altas concentraciones de arena.
c) El examen del anillo puede revelar picaduras de poca profundidad con pérdida de peso
relativamente baja. Estas condiciones indicarían un proceso de corrosión bastante severo, aunque el cálculo de
corrosión de una velocidad considerada baja. E.5 Cálculos
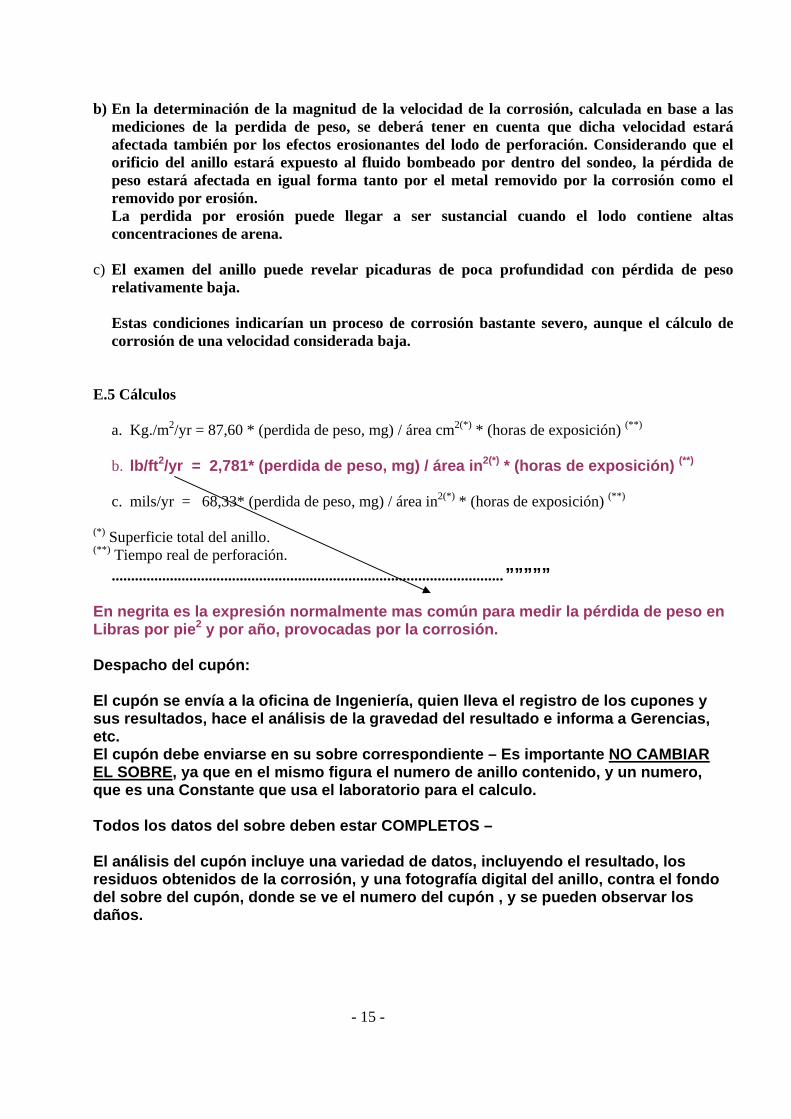
a. Kg./m2/yr = 87,60 * (perdida de peso, mg) / área cm2(*) * (horas de exposición) (**) b. lb/ft2/yr = 2,781* (perdida de peso, mg) / área in2(*) * (horas de exposición) (**) c. mils/yr = 68,33* (perdida de peso, mg) / área in2(*) * (horas de exposición) (**)
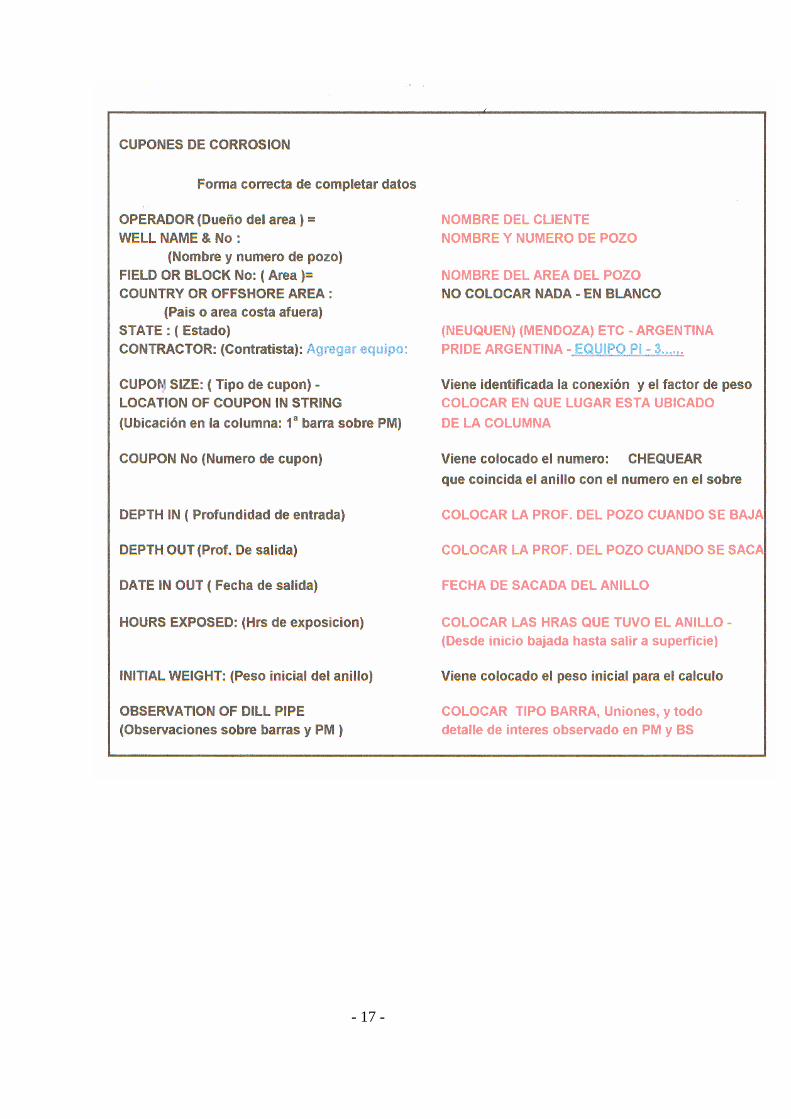
(*) Superficie total del anillo. (**) Tiempo real de perforación. ..................................................................................................... ””””” En negrita es la expresión normalmente mas común para medir la pérdida de peso en Libras por pie2 y por año, provocadas por la corrosión. Despacho del cupón: El cupón se envía a la oficina de Ingeniería, quien lleva el registro de los cupones y sus resultados, hace el análisis de la gravedad del resultado e informa a Gerencias, etc. El cupón debe enviarse en su sobre correspondiente – Es importante NO CAMBIAR EL SOBRE, ya que en el mismo figura el numero de anillo contenido, y un numero, que es una Constante que usa el laboratorio para el calculo. Todos los datos del sobre deben estar COMPLETOS – El análisis del cupón incluye una variedad de datos, incluyendo el resultado, los residuos obtenidos de la corrosión, y una fotografía digital del anillo, contra el fondo del sobre del cupón, donde se ve el numero del cupón , y se pueden observar los daños.
- 16 -
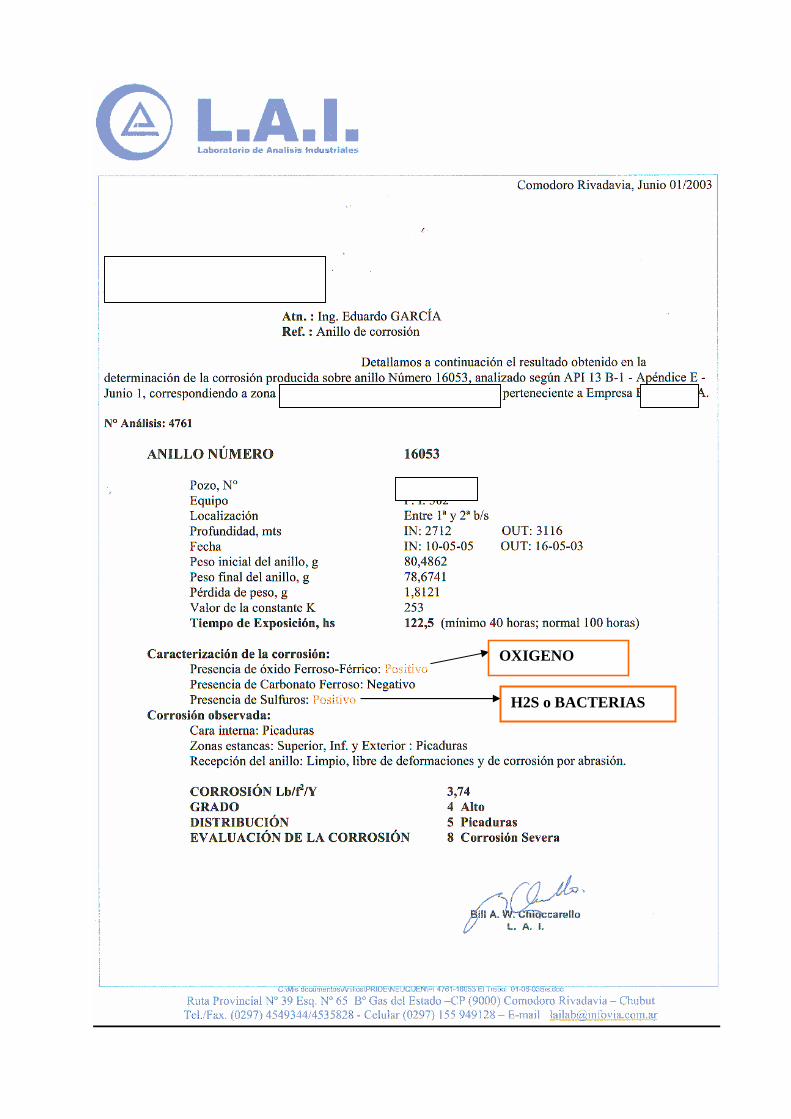
A continuación adjuntamos un detalle para el llenado de los datos de la carátula del sobre y un ejemplo, al que le hemos borrado los datos del equipo, operador, etc., que no hacen al caso, de un informe de análisis del Laboratorio. Observar en los resultados de este cupón especifico, que en Características de la corrosión, hay presencia de Oxido ferroso-férrico, típico de corrosión por Oxigeno, y también hay presencia de Sulfuros – Lo que indica entrada de H2S y corrosión por Sulfuros. En estos pozos hemos tenido mas de un problema de figuración de sondeos nuevos, lavaduras, etc. Ver con detalle las fotos del anillo, lo que hacen 100 horas en un cupón, e imaginen esto sobre el sondeo, lo que pasa al cabo de una campaña completa con lodos en estas condiciones..........
- 17 -
- 18 -
OXIGENO
H2S o BACTERIAS

- 19 -
- 20 -
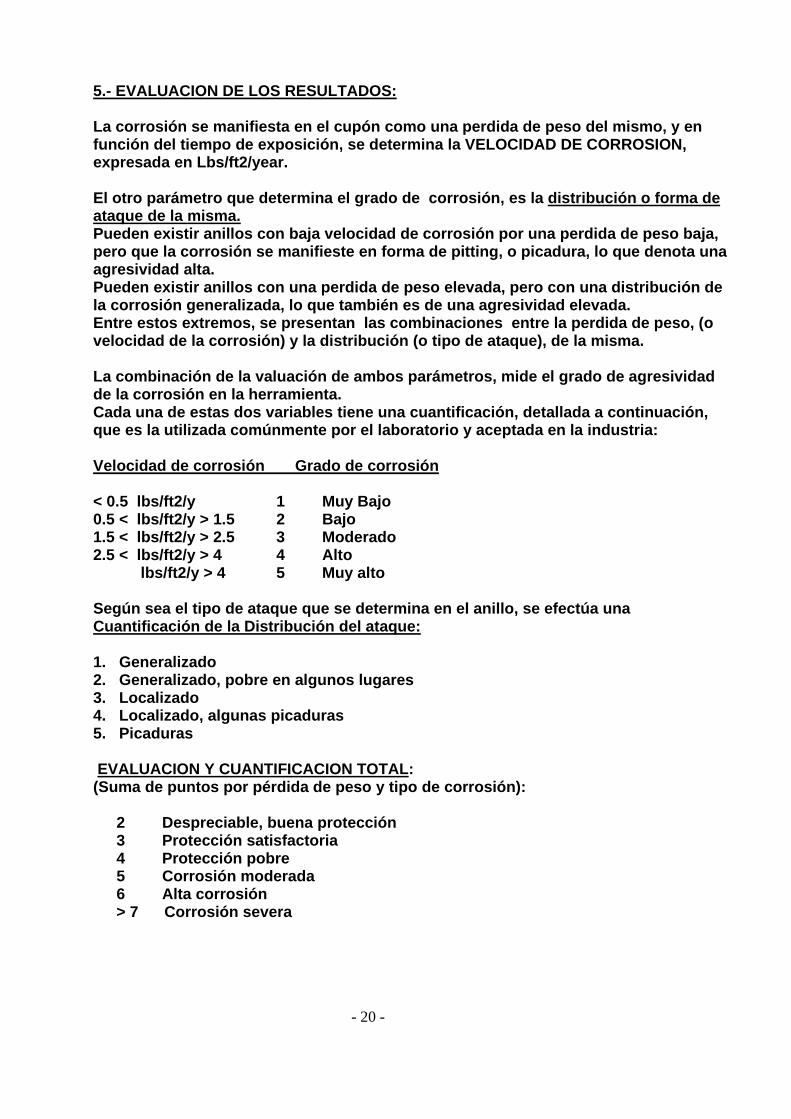
5.- EVALUACION DE LOS RESULTADOS: La corrosión se manifiesta en el cupón como una perdida de peso del mismo, y en función del tiempo de exposición, se determina la VELOCIDAD DE CORROSION, expresada en Lbs/ft2/year. El otro parámetro que determina el grado de corrosión, es la distribución o forma de ataque de la misma. Pueden existir anillos con baja velocidad de corrosión por una perdida de peso baja, pero que la corrosión se manifieste en forma de pitting, o picadura, lo que denota una agresividad alta. Pueden existir anillos con una perdida de peso elevada, pero con una distribución de la corrosión generalizada, lo que también es de una agresividad elevada. Entre estos extremos, se presentan las combinaciones entre la perdida de peso, (o velocidad de la corrosión) y la distribución (o tipo de ataque), de la misma. La combinación de la valuación de ambos parámetros, mide el grado de agresividad de la corrosión en la herramienta. Cada una de estas dos variables tiene una cuantificación, detallada a continuación, que es la utilizada comúnmente por el laboratorio y aceptada en la industria: Velocidad de corrosión Grado de corrosión < 0.5 lbs/ft2/y 1 Muy Bajo 0.5 < lbs/ft2/y > 1.5 2 Bajo 1.5 < lbs/ft2/y > 2.5 3 Moderado 2.5 < lbs/ft2/y > 4 4 Alto lbs/ft2/y > 4 5 Muy alto Según sea el tipo de ataque que se determina en el anillo, se efectúa una Cuantificación de la Distribución del ataque: 1. Generalizado 2. Generalizado, pobre en algunos lugares 3. Localizado 4. Localizado, algunas picaduras 5. Picaduras EVALUACION Y CUANTIFICACION TOTAL: (Suma de puntos por pérdida de peso y tipo de corrosión):
2 Despreciable, buena protección 3 Protección satisfactoria 4 Protección pobre 5 Corrosión moderada 6 Alta corrosión > 7 Corrosión severa
- 21 -
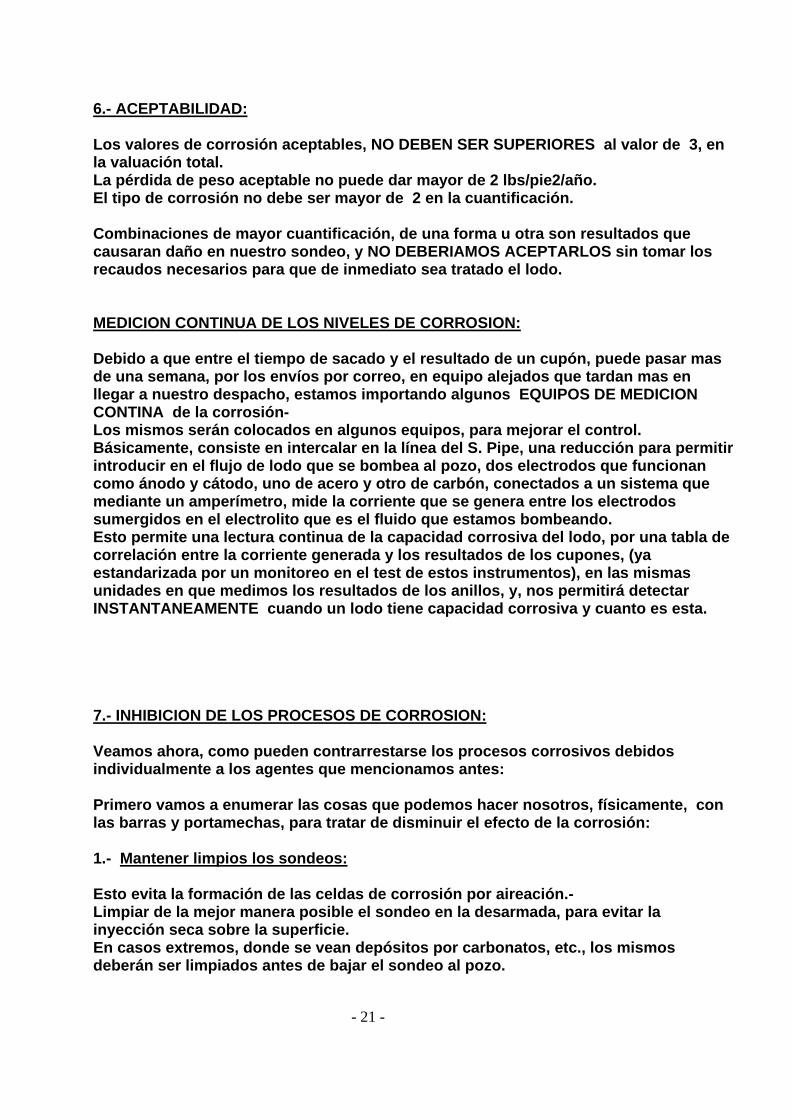
6.- ACEPTABILIDAD: Los valores de corrosión aceptables, NO DEBEN SER SUPERIORES al valor de 3, en la valuación total. La pérdida de peso aceptable no puede dar mayor de 2 lbs/pie2/año. El tipo de corrosión no debe ser mayor de 2 en la cuantificación. Combinaciones de mayor cuantificación, de una forma u otra son resultados que causaran daño en nuestro sondeo, y NO DEBERIAMOS ACEPTARLOS sin tomar los recaudos necesarios para que de inmediato sea tratado el lodo. MEDICION CONTINUA DE LOS NIVELES DE CORROSION: Debido a que entre el tiempo de sacado y el resultado de un cupón, puede pasar mas de una semana, por los envíos por correo, en equipo alejados que tardan mas en llegar a nuestro despacho, estamos importando algunos EQUIPOS DE MEDICION CONTINA de la corrosión- Los mismos serán colocados en algunos equipos, para mejorar el control. Básicamente, consiste en intercalar en la línea del S. Pipe, una reducción para permitir introducir en el flujo de lodo que se bombea al pozo, dos electrodos que funcionan como ánodo y cátodo, uno de acero y otro de carbón, conectados a un sistema que mediante un amperímetro, mide la corriente que se genera entre los electrodos sumergidos en el electrolito que es el fluido que estamos bombeando. Esto permite una lectura continua de la capacidad corrosiva del lodo, por una tabla de correlación entre la corriente generada y los resultados de los cupones, (ya estandarizada por un monitoreo en el test de estos instrumentos), en las mismas unidades en que medimos los resultados de los anillos, y, nos permitirá detectar INSTANTANEAMENTE cuando un lodo tiene capacidad corrosiva y cuanto es esta. 7.- INHIBICION DE LOS PROCESOS DE CORROSION: Veamos ahora, como pueden contrarrestarse los procesos corrosivos debidos individualmente a los agentes que mencionamos antes: Primero vamos a enumerar las cosas que podemos hacer nosotros, físicamente, con las barras y portamechas, para tratar de disminuir el efecto de la corrosión: 1.- Mantener limpios los sondeos: Esto evita la formación de las celdas de corrosión por aireación.- Limpiar de la mejor manera posible el sondeo en la desarmada, para evitar la inyección seca sobre la superficie. En casos extremos, donde se vean depósitos por carbonatos, etc., los mismos deberán ser limpiados antes de bajar el sondeo al pozo.
- 22 -
Si un sondeo va a quedar estibado por mucho tiempo, es necesario limpiar todo con cepillo de acero, en especial las uniones , engrasar las roscas, y dejar el sondeo protegido, con una capa de aceite u otro protector, para evitar la corrosión por contacto con la atmósfera. 2.- Mantener limpios y lubricadas las roscas y aliviadores: Es importante, y no se hace frecuentemente, LIMPIAR LAS ROSCAS EN LA DESARMADA Y ENGRASARLAS correctamente antes de ponerle el guardároslas y mandarla al canasto. Si la rosca se limpia correctamente, se engrasa y se protege, no existen procesos de oxidación durante el tiempo de estiba (cortos en DTM o largos periodos de tiempo) La limpieza de los aliviadores de los PM, es también muy importante para evitar las picaduras en los mismos. Si se observa con detalle, cuando inspeccionamos los sondeos en base, las roscas vienen con grasa - (si se puede llamar grasa....), que es una mezcla de grasa, lodo, impurezas, tierra, etc. Esto obviamente, si se enrosca nuevamente en estas condiciones, NO COOPERA EN NADA, en la protección. El tiempo invertido en esto, es beneficio a largo plazo. 3.- Limpiar y engrasar correctamente en el enrosque: Las roscas deberán ser engrasadas correctamente – Un defecto en la cantidad de grasa colocada, provoca que no se forme un sello efectivo en los filetes – y admite la entrada de lodo – (Recordemos que los filetes de las roscas IF, NO SELLAN POR LOS FILETES, sino por el espejo, por tanto, siempre hay contacto del lodo con la rosca, lo que se DISMINUYE si la grasa es la correcta y esta puesta en la cantidad que corresponde, llenando todas las cavidades del fondo de los filetes. Pasarle una “lengüeteada” axial a la rosca antes de enroscarla , y no limpiar el box , pensando que al enroscar, esa cantidad de grasa se “desparrama” sola en la rosca, es un error frecuente. - La grasa debe aplicarse CIRCUNFERENCIALMENTE en toda la superficie de la rosca, con un cepillo limpio, y de una lata de grasa LIMPIA. En los portamechas, poner poca grasa, implica que los aliviadores del pin y el del box, que quedan como “RECIPIENTES”, entrampados entre la rosca y el espejo, quedan medio vacíos, y con la presión de bombeo se van llenando con lodo, que termina en corrosión. Si se “llena”, correctamente ese espacio, es menos probable el ingreso de lodo y por tanto se disminuye la posibilidad de corrosión. Ojo: Siempre va a entrar algo de lodo, por escurrimientos de la grasa, presión, etc. El tema es minimizar esto. 4.- Evitar daños mecánicos en los tubos: Las cuñas y bujes maestros, en malas condiciones, y principalmente las maniobras “asperas” de asentada de las barras en las cuñas, dañan el área de cuñas, provocando cortes profundos de las mordazas en el tubo. Estos puntos, son puntos de concentración de tensiones durante las maniobras o perforando, y por efectos de la corrosión, en estos puntos se incrementa la misma y
- 23 -
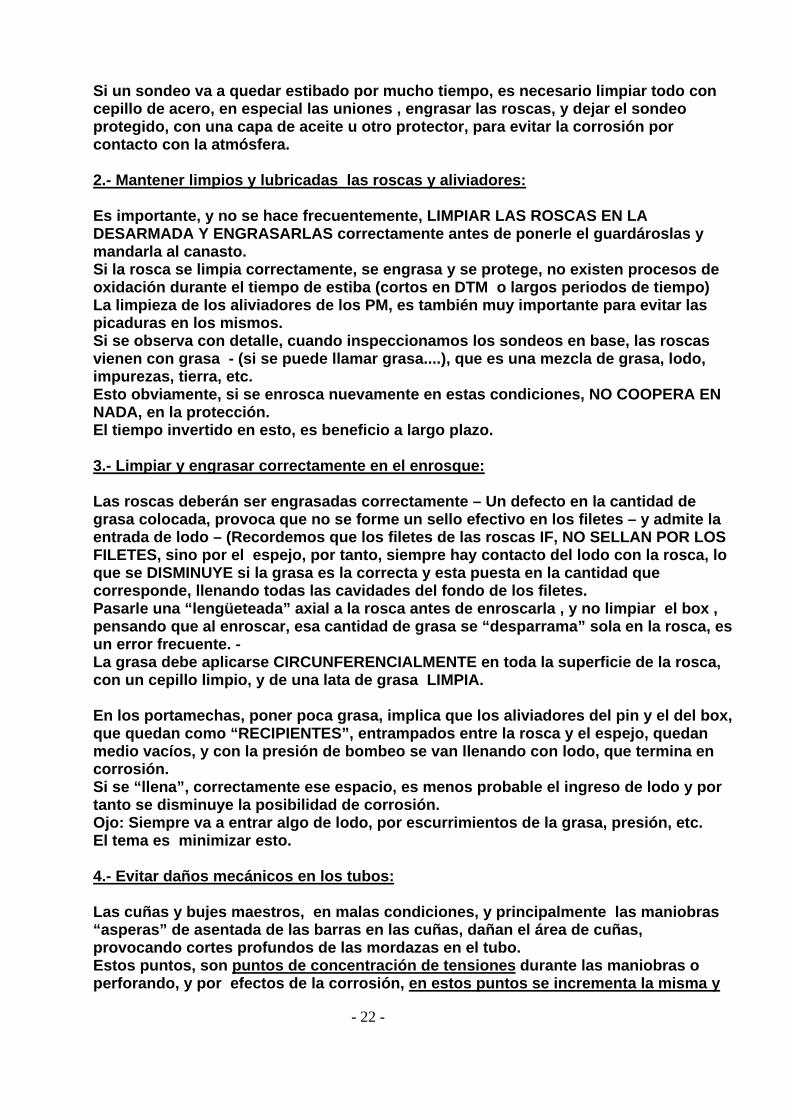
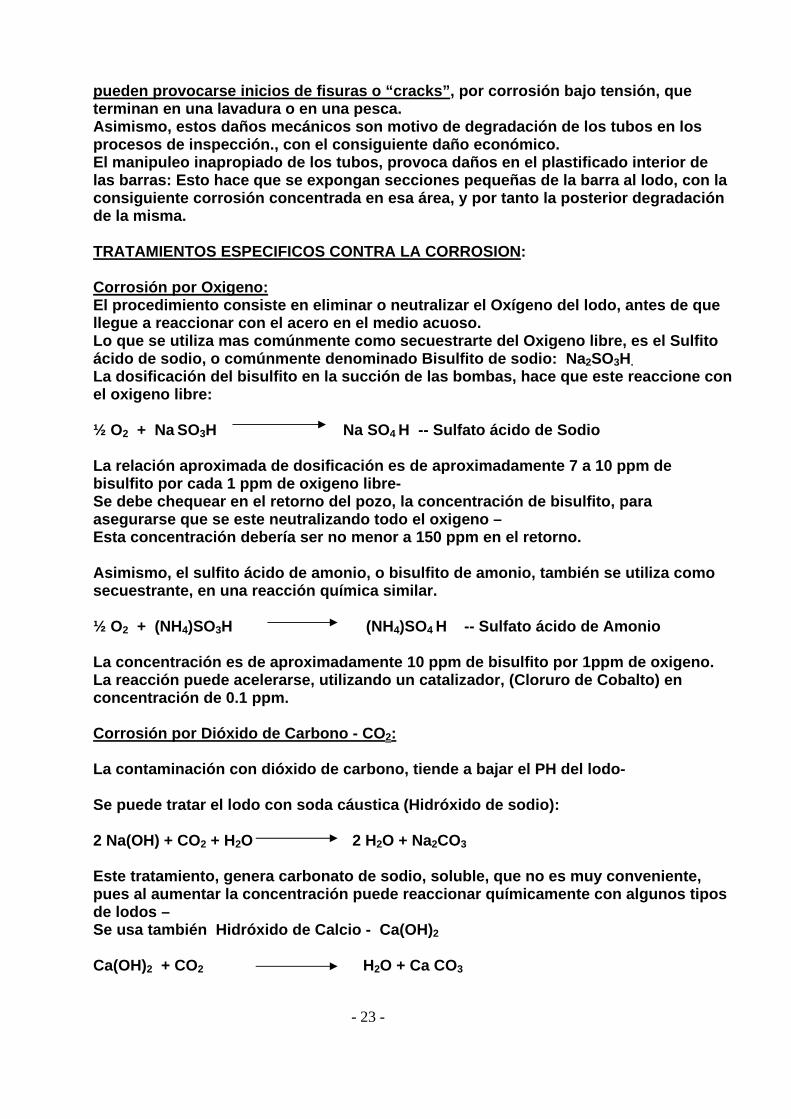
pueden provocarse inicios de fisuras o “cracks”, por corrosión bajo tensión, que terminan en una lavadura o en una pesca. Asimismo, estos daños mecánicos son motivo de degradación de los tubos en los procesos de inspección., con el consiguiente daño económico. El manipuleo inapropiado de los tubos, provoca daños en el plastificado interior de las barras: Esto hace que se expongan secciones pequeñas de la barra al lodo, con la consiguiente corrosión concentrada en esa área, y por tanto la posterior degradación de la misma. TRATAMIENTOS ESPECIFICOS CONTRA LA CORROSION: Corrosión por Oxigeno: El procedimiento consiste en eliminar o neutralizar el Oxígeno del lodo, antes de que llegue a reaccionar con el acero en el medio acuoso. Lo que se utiliza mas comúnmente como secuestrarte del Oxigeno libre, es el Sulfito ácido de sodio, o comúnmente denominado Bisulfito de sodio: Na2SO3H. La dosificación del bisulfito en la succión de las bombas, hace que este reaccione con el oxigeno libre: ½ O2 + Na SO3H Na SO4 H -- Sulfato ácido de Sodio La relación aproximada de dosificación es de aproximadamente 7 a 10 ppm de bisulfito por cada 1 ppm de oxigeno libre- Se debe chequear en el retorno del pozo, la concentración de bisulfito, para asegurarse que se este neutralizando todo el oxigeno – Esta concentración debería ser no menor a 150 ppm en el retorno. Asimismo, el sulfito ácido de amonio, o bisulfito de amonio, también se utiliza como secuestrante, en una reacción química similar. ½ O2 + (NH4)SO3H (NH4)SO4 H -- Sulfato ácido de Amonio La concentración es de aproximadamente 10 ppm de bisulfito por 1ppm de oxigeno. La reacción puede acelerarse, utilizando un catalizador, (Cloruro de Cobalto) en concentración de 0.1 ppm. Corrosión por Dióxido de Carbono - CO2: La contaminación con dióxido de carbono, tiende a bajar el PH del lodo- Se puede tratar el lodo con soda cáustica (Hidróxido de sodio): 2 Na(OH) + CO2 + H2O 2 H2O + Na2CO3 Este tratamiento, genera carbonato de sodio, soluble, que no es muy conveniente, pues al aumentar la concentración puede reaccionar químicamente con algunos tipos de lodos – Se usa también Hidróxido de Calcio - Ca(OH)2 Ca(OH)2 + CO2 H2O + Ca CO3
- 24 -
Este carbonato de calcio es Insoluble, y no reacciona, se precipita - Sin embargo puede formar depósitos en la superficie de las barras, y la aparición de celdas de corrosión. Debe monitorearse esto. También puede utilizarse Carbonato de sodio: Na2CO3 para neutralizar la acción del Ácido carbónico derivado de la entrada de CO2 – CO2 + H2O H2CO3 (Ácido carbónico) CO3H2 + Na2CO3 2 Na CO3H Bicarbonato de Sodio Sin embargo, con variaciones en la presión, el bicarbonato puede disociarse y liberar CO2 nuevamente. Corrosión por H2S: El problema es complicado, y normalmente es fuente de inconvenientes en la mantencion de la reología y parámetros del lodo. El sulfuro de varios metales, tiene baja solubilidad y puede ser removido por precipitación, sin embargo las sales del sulfuro, permanecen en el lodo, y un cambio en el pH, puede provocar la reacción inversa y volver al sulfuro a la solución y permitir el ataque nuevamente. Las sales de cobre se utilizaron, sin embargo el ion cobre reacciona con el sulfuro, y reduce el contenido de sulfuro a muy bajos valores, pero, la reactividad entre el cobre y el hiero es tal, que el cobre disuelto se deposita en el acero y resulta en depósitos sobre el sondeo, con lo que la corrosión se concentra en las áreas no conreadas. Actualmente los métodos en uso para proteger contra el sulfhídrico son: Mantener el pH en valores altos, entre 10 y 12, (siempre sobre 9 que es el crítico)- Y agregar formadores de film, o películas protectoras, que no inhiben la acción del sulfhídrico, pero si demoran su acción, permitiendo iniciar los tratamientos. Inyectar secuestrantes en el lodo: El mas común es el óxido Ferroso-Férrico o Magnetita. Fe3O4 + 6 H2S 3 FeS2 + 4 H2O + 2 H2 Magnetita Pirita de hierro También pueden utilizarse carbonato básicos de Zinc, que a pH altos tiene buena solubilidad, Sin embargo, el uso de las sales de zinc, trae inconvenientes con el lodo y sus propiedades. Cromatos de sodio o de potasio también son utilizadas, pero su capacidad para funcionar como un inhibidor de la corrosión es dudosa, a menos que la concentración sea entre 300 a 1.200 ppm de ion cromato Para el caso de bacterias, lo que se utiliza es la dosificación de bactericidas. El bactericida elimina las bacterias sulfato reductoras, anaerobias, que son las que por descomposición de los aditivos base celulosa en los lodos, liberan CO2 que actúa como corrosivo y reducen los sulfatos del agua –
- 25 -
A continuación, resumimos en una tabla, las causas, efectos y tratamientos para la corrosión en los sondeos: Causa Origen Forma visible
del ataque Produce Tratamiento
O2 Varios Celdas corr. Pitting bajo depósitos
Magnetita Fe3O4
Secuestrante como bisulf. De sodio Reducir entrada de O2 en eq. Sup. Eliminar espuma del lodo
CO2 Formación Degradación de adit. Lodo
Localizada-Pitting- Barras marrón oscuro negro
Carbonato deHierro
Tratamientos con soda o Hidróxidos Limpiar depósitos en las barras Proteger con film el sondeo
H2S Formación Localizada Pitting – Film Azulado a negro
Sulfuro de hierro
Alto pH – Secuestrantes como óxido de hierro o compuestos del Zinc. Tratamientos combinados
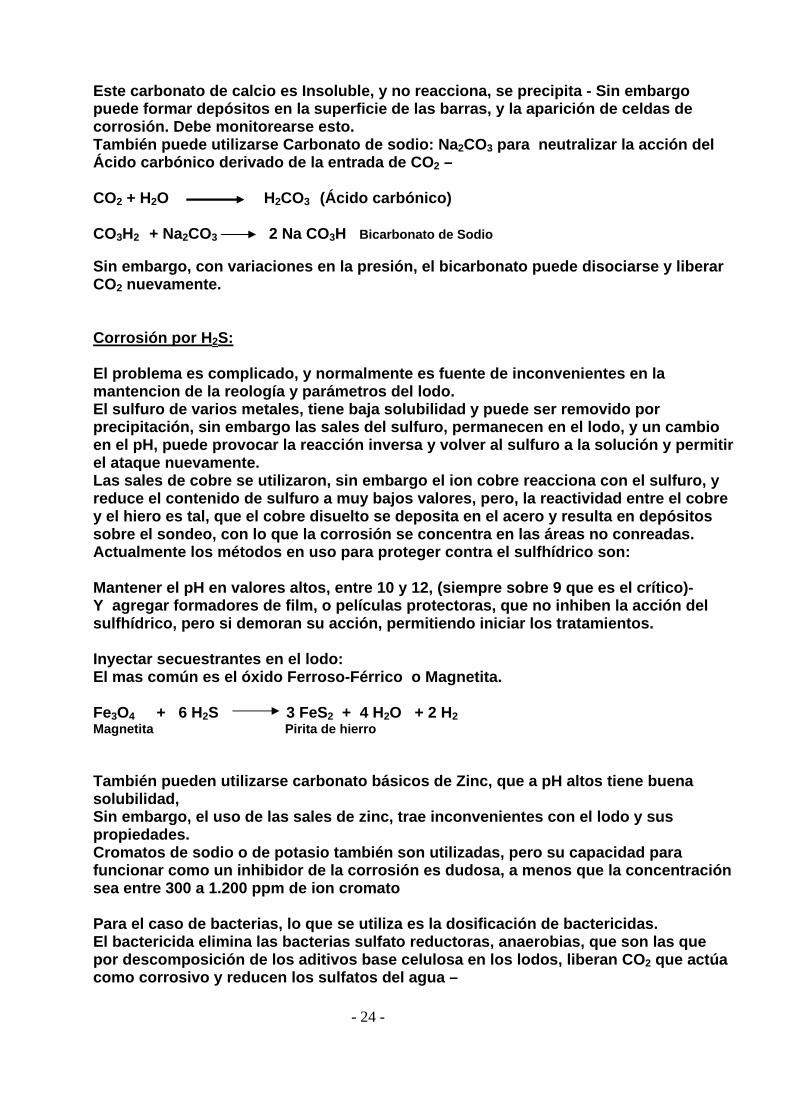
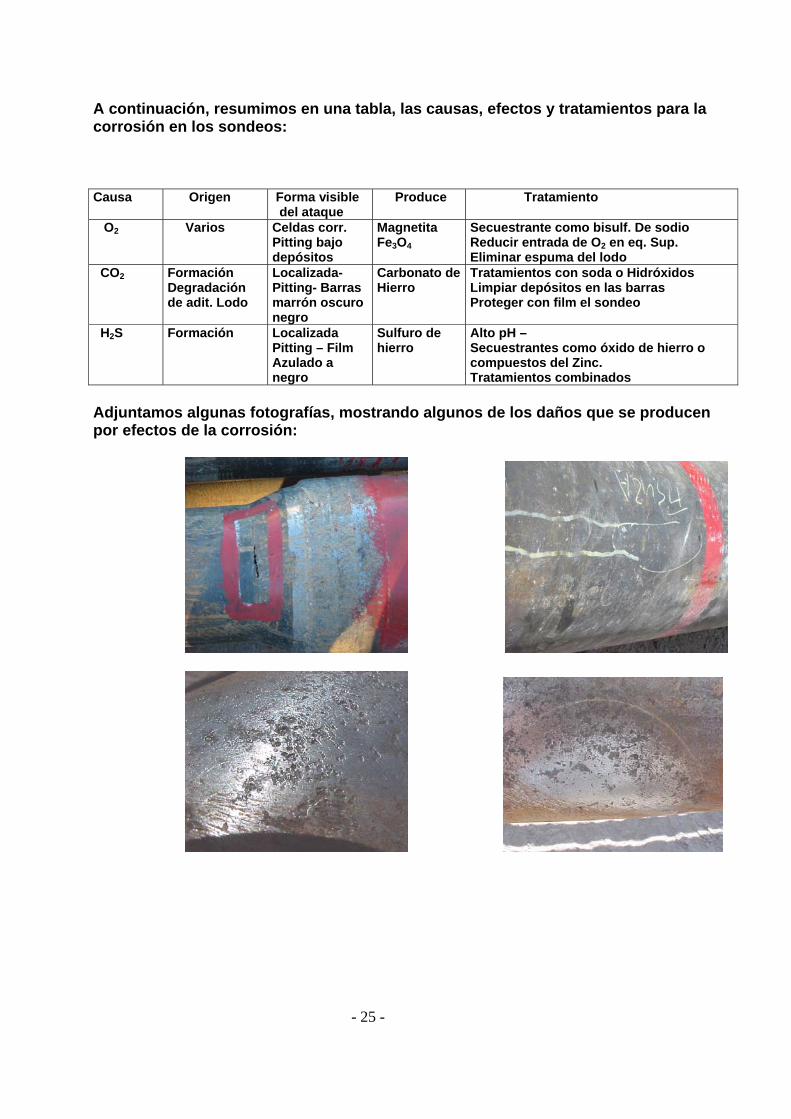
Adjuntamos algunas fotografías, mostrando algunos de los daños que se producen por efectos de la corrosión:
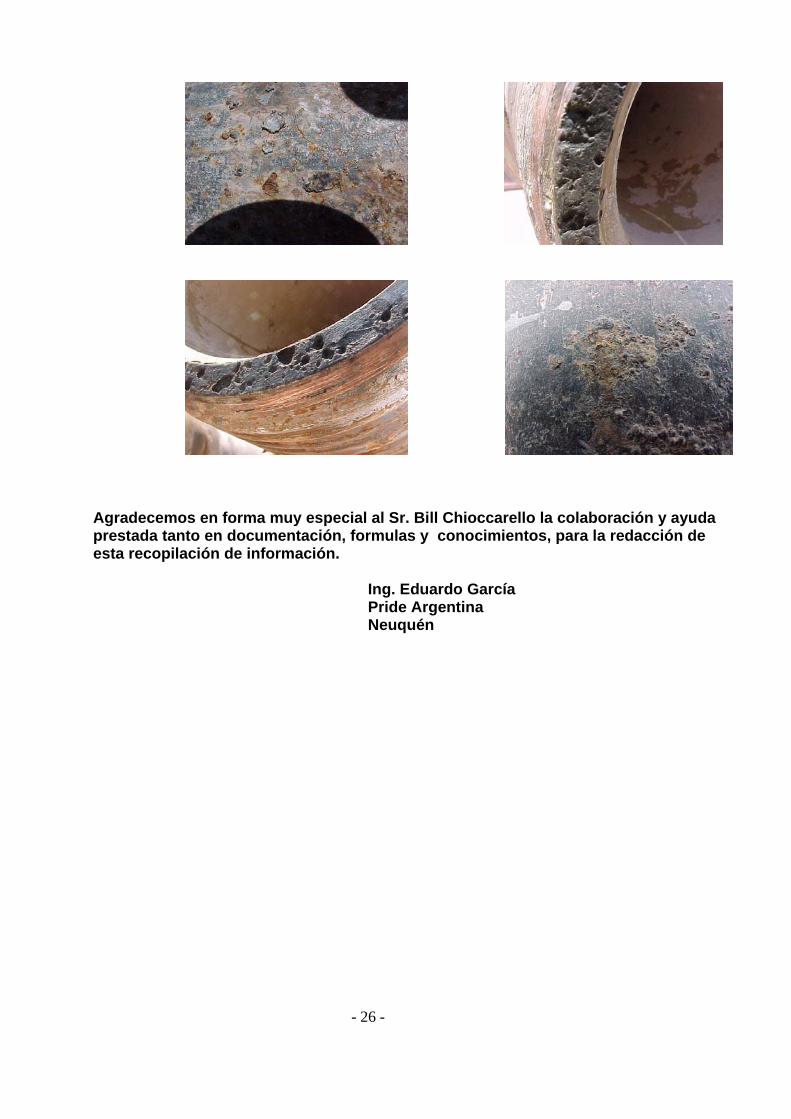
- 26 -
Agradecemos en forma muy especial al Sr. Bill Chioccarello la colaboración y ayuda prestada tanto en documentación, formulas y conocimientos, para la redacción de esta recopilación de información. Ing. Eduardo García Pride Argentina Neuquén





























