Embed Size (px)
Citation preview
Introducción a la Transferencia de Masa
Capitulo Uno
1. Introducción a las Operaciones de Separación
1.1. ¿Porque estudiar Transferencia de Masa?
En las industrias de procesos químicos y/o bioquímicos, los costos de
capital más importantes se generan en el desarrollo, diseño, construcción,
operación y mantenimiento de las operaciones de separación, por
consiguiente, el estudio de las operaciones de separación con transferencia
de masa resulta de gran importancia, ya que estas operaciones son las más
numerosas y el conocimiento de las diferentes variables que afectan su
comportamiento tienen gran influencia en la naturaleza y operación del
equipo más costoso en estas industrias. He aquí que el ingeniero químico
enfrenta el reto de desarrollar, diseñar y llevar a cabo el montaje más
económico del proceso, así como la selección, diseño y especificación del
equipo más apropiado utilizado en el mismo. En esta actividad, el ingeniero
químico no sólo tiene que elegir las materias primas adecuadas, las
unidades de transformación indicadas y sus tamaños óptimos, sino también
especificar las condiciones de operación apropiadas para hacer operar las
plantas con eficacia, seguridad y economía, teniendo en cuenta que sus
productos han de cumplir las condiciones exigidas por los consumidores.
1.2. Operaciones Unitarias y Procesos Unitarios
1
Aire
H2O caliente
Agua fría
Introducción a la Transferencia de Masa
La gran variedad y complejidad de los procesos que abarca la industria
moderna de procesos químicos y bioquímicos se pueden descomponer o
dividir en un conjunto coordinado de operaciones básicas o
transformaciones unitarias que le son comunes, y cuyo funcionamiento está
sustentado en principios y leyes básicas que son independientes de la
naturaleza química de los materiales en proceso. Estas transformaciones
unitarias pueden distinguirse para su comprensión, análisis, descripción
cualitativa y tratamiento matemático, por la función específica que
desempeñan y los fenómenos que gobiernan su comportamiento. Esta serie
de “acciones” u operaciones básicas especializadas de la materia se les
denomina hoy operaciones unitarias y procesos unitarios.
Las operaciones unitarias son las unidades de transformación básicas donde
la materia sufre cambios de naturaleza física. Ellas comprenden cada uno de
los procesos físicos donde la materia experimenta cambios en la posición,
contenido energético, estado de agregación, presión, temperatura, forma,
tamaño o apariencia, etc. Su objetivo es producir modificaciones físicas de la
materia en proceso sin alterar su naturaleza química. Entre esta
operaciones se tienen el intercambio de calor, la mezcla, la filtración, el
transporte de fluidos, el secado, la evaporación, la humidificación y la
destilación, entre otras (Figura 1.1).
Figura 1.1. Torre de enfriamiento de agua.
2
Introducción a la Transferencia de Masa
Los procesos unitarios son aquellas transformaciones en los procesos
industriales donde la materia sufre cambios de naturaleza química. Ellos
comprenden cada una de las transformaciones donde la materia
experimenta reacciones químicas para generar nuevas sustancias o eliminar
sustancias existentes. En estas transformaciones también se generan
cambios de naturaleza física, ya que la variación en la naturaleza química
genera cambios en propiedades físicas, pero la función esencial de ellas es
la mutación química de las sustancias en proceso. Los aspectos
estrictamente químicos de los procesos conforman un campo especializado
de la ingeniería química denominado ingeniería de las reacciones químicas,
el cual no será objeto de estudio en este texto. La combustión, la oxidación,
la esterificación, la fermentación, la hidrólisis y el cracking catalítico, entre
otros, son ejemplos de procesos unitarios (Figura 1.2).
Reactor
Figura 2. Producción de Ácido nítrico, representación de un Proceso Unitario.
Antes de continuar con la distinción y descripción de las operaciones
unitarias de separación con transferencia de masa conviene primero que
aclaremos el concepto de fase, término que será usado continuamente en los
párrafos siguientes de este capítulo.
1.3. ¿Que es una fase?
3
Introducción a la Transferencia de Masa
La materia microscópicamente está organizada en una gran variedad de
agregados de sustancias denominados fases, que exhiben propiedades y
comportamiento igualmente diversos. Esas unidades materiales o regiones
que conforman los sistemas materiales tienen características o propiedades
singulares que las hace identificables y discriminables de otras porciones o
agregados de materia que la acompañan. Estas regiones de materia están
constituidas por las mismas sustancias o componentes en todos sus puntos
que no pueden separarse mediante procedimientos o métodos que usen
fuerzas que actúan macroscópicamente. Ellas son físicamente distinguibles
y separables de otras porciones de materia.
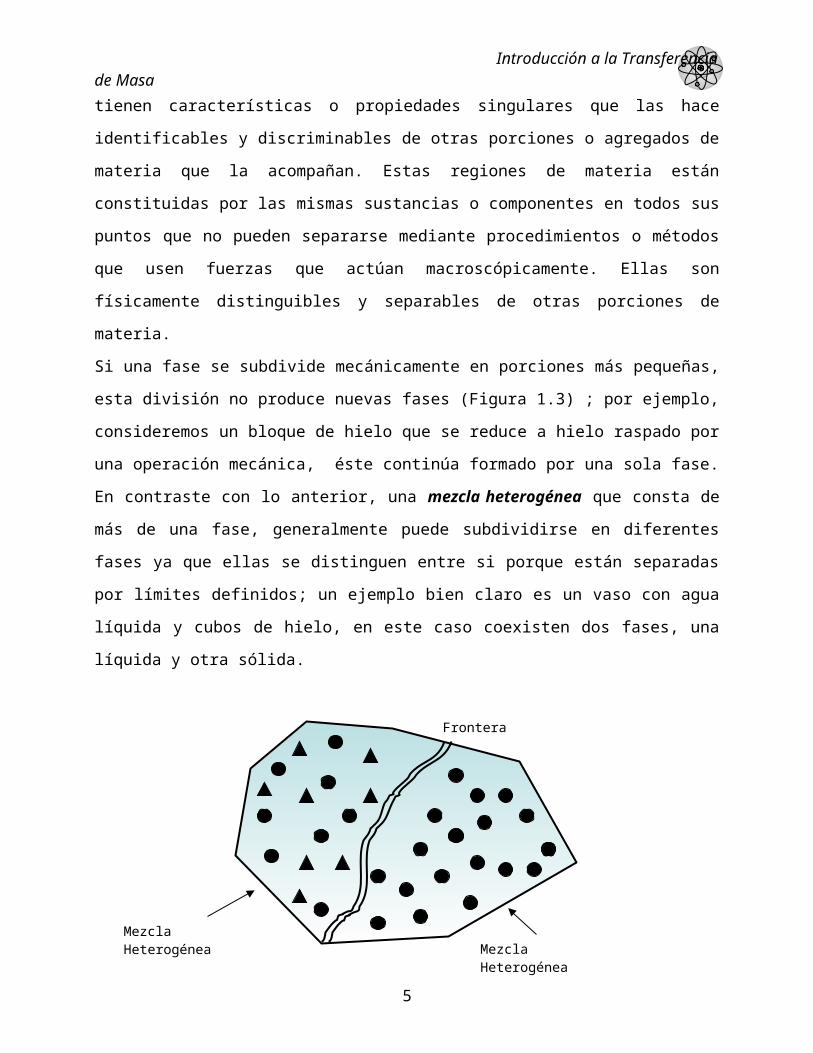
Si una fase se subdivide mecánicamente en porciones más pequeñas, esta
división no produce nuevas fases (Figura 1.3) ; por ejemplo, consideremos
un bloque de hielo que se reduce a hielo raspado por una operación
mecánica, éste continúa formado por una sola fase. En contraste con lo
anterior, una mezcla heterogénea que consta de más de una fase,
generalmente puede subdividirse en diferentes fases ya que ellas se
distinguen entre si porque están separadas por límites definidos; un ejemplo
bien claro es un vaso con agua líquida y cubos de hielo, en este caso
coexisten dos fases, una líquida y otra sólida.
4
Mezcla Heterogénea Mezcla
Heterogénea
Frontera
Introducción a la Transferencia de Masa
Figura 1.3. Unidad de masa donde se diferencia fase Homogénea y Heterogénea.
1.3.2. Regla de las fases
En algunas operaciones de separación con transferencia de masa, los datos
de equilibrio entre fases son indispensables para el cálculo y diseño de los
equipos. El número de variables independientes que debe fijarse de manera
arbitraria para establecer el estado intensivo de cualquier sistema, esto es,
el número de grados de libertad del sistema está dado por la célebre regla
de las fases de J. Willard Gibbs, quien la dedujo en 1877 a partir de
consideraciones puramente teóricas. El estado de un fluido puro
homogéneo, por ejemplo, queda determinado una vez que se dan valores
definidos a dos propiedades termodinámicas intensivas: por ejemplo la
temperatura, la presión o la concentración. A continuación se presenta esta
regla en la forma que se aplica a los sistemas donde no hay reacciones
químicas.
El estado intensivo de un sistema material en el equilibrio queda establecido
cuando se fijan la temperatura, la presión y las composiciones de todas sus
fases. Por tanto, éstas son las variables de la regla de las fases, pero no
todas ellas son independientes. La regla de las fases proporciona el número
de variables de este conjunto que deben especificarse de manera arbitraria
para fijar el valor del resto de las variables.
Las variables en la regla de las fases son propiedades intensivas,
propiedades que son independientes de la extensión del sistema y de las
fases individuales. Por tanto, la regla de las fases proporciona la misma
5
Introducción a la Transferencia de Masa
información para un sistema grande que para uno pequeño, así como para
cantidades relativas distintas entre las fases presentes. Por otra parte, las
únicas composiciones que son variables de la regla de las fases son las de
cada fase. Las composiciones globales o totales no son variables de la regla
de las fases cuando existe más de una fase.
El número mínimo de grados de libertad para cualquier sistema es cero.
Cuando , el sistema es invariante, y la ecuación (1.1) se convierte
. Este valor de es el número máximo de fases que pueden
coexistir en el equilibrio para un sistema que contiene N especies químicas.
Cuando , este número es 3, algo característico de un punto triple. Por
ejemplo, el punto triple del agua, donde existen líquido, vapor y hielo juntos
en equilibrio, se presenta a 0.01 ºC y 0.0061 bar. Cualquier cambio en estas
condiciones hará que al menos una de las fases desaparezca.
1.4. Operaciones de Separación
La mayoría de los equipos que conforman una industria de procesos
químicos y/o bioquímicos tienen el propósito de separar fases o
componentes de ciertas fases, para eliminar sustancias indeseables o
contaminantes que contienen las materias primas, recuperar y purificar
productos intermedios y productos finales, o para recuperar sustancias que
pueden ser recirculadas en el proceso.
La separación en un proceso tiene la función de fraccionar o dividir las fases
constituyentes o las sustancias que conforman una mezcla, en otras fases o
en sus elementos constituyentes por medio de equipos organizados
secuencialmente. Cuando hablamos de secuencia nos estamos refiriendo a
6
Introducción a la Transferencia de Masa
que puede ser necesaria la combinación de una o más de una unidad de
separación, de la misma naturaleza o de naturaleza variada, para lograr el
objetivo de separación.
Las operaciones de separación se basan en diferencias de propiedades
físicas de las fases o diferencias en algunas propiedades fisicoquímicas de
las especies químicas. El tipo de operación seleccionada y utilizada depende
de las diferencias en propiedades que establecen la factibilidad técnica de la
operación, pero también de la inversión necesaria, los costos de operación,
operabilidad, seguridad y conocimiento tecnológico de la ella. Para su
estudio estas operaciones pueden clasificarse en dos grandes categorías:
operaciones de separación fisicomecánicas y operaciones de separación con
transferencia de masa. Su diferencia radica en el tipo de fuerza y propiedad
que explotan y la clase de separación que producen.
1.5. Operaciones de Separación Fisicomecánicas
Las operaciones fisicomecánicas son operaciones que separan fases de
mezclas heterogéneas sin producir cambios en la composición de las fases
presentes, mediante la acción de una fuerza física de naturaleza mecánica,
eléctrica o electromagnética a la que se somete la mezcla original. La
separación se produce por que las fases poseen propiedades físicas
diferentes y responden de manera diferente frente a la acción de estas
fuerzas. Son ejemplos de estas operaciones la selección, tamizado,
clasificación, sedimentación, centrifugación, precipitación electrostática,
separación magnética, expresión y decantación, entre otras.
1.6. Operaciones de Separación con Transferencia de Masa
Las operaciones de separación con transferencia de masa son operaciones
en las que las que se produce o modifica la concentración de la mezcla
7
Introducción a la Transferencia de Masa
original o separa una especie química o grupo de componentes, mediante la
transferencia de compuestos químicos entre fases, por la acción de fuerzas
intermoleculares o por la acción selectiva de una fuerza externa sobre las
especies químicas. Estas operaciones de separación con transferencia de
masa se clasifican en interfaciales e intrafaciales.
1.6.1. Operaciones de Separación Interfaciales
Estas operaciones de separación conocidas como operaciones por contacto
directo generalmente se presentan en mezclas conformadas por una sola
fase (Sólida, líquida o gaseosa) que requieren la presencia de otra fase para
la separación o transporte de las especies deseadas. En este tipo de
operaciones se transfieren compuestos entre la fase original de la mezcla a
separar y otra fase inmiscible que se pone en contacto directo con la
primera. Esta segunda fase es creada a partir de la mezcla original,
mediante la adición o sustracción de energía en forma de calor o de trabajo
mecánico (Compresión/Descompresión), o por adición de una segunda fase
inmiscible y preformada. En el primer caso se dice que la operación usa un
agente separador energético (ASE) y en el segundo, que la operación usa un
agente separador másico (ASM) tal como un disolvente o un absorbente.
Hay operaciones que combinan los dos tipos de agente separador, entre
ellas podemos mencionar la destilación extractiva; en este caso en particular
el agente separador másico es miscible con la fase original, tal como se verá
más adelante.
Las operaciones interfaciales requieren una fuerza impulsora para que sean
posibles; esta fuerza impulsora es la diferencia de potencial químico de los
compuestos en las fases que se ponen en contacto. Por ejemplo, si las fases
inmiscibles y se ponen en contacto directo, la fuerza impulsora para la
transferencia de masa del compuesto i será , donde es el potencial
8
Introducción a la Transferencia de Masa
químico del compuesto i. Cuando la diferencia de potencial químico de todos
los compuestos en las fases es cero (equilibrio químico), y la temperatura y
presión de las fases son uniformes (equilibrio térmico y mecánico), entonces
decimos que el sistema se encuentra en equilibrio termodinámico, y bajo
estas condiciones no hay transferencia de masa entre las fases.
En estas operaciones de separación, se consigue aumentar la velocidad de
transferencia de masa al mezclar íntimamente las dos fases en contacto, lo
cual implica que se alcance más rápidamente el máximo grado de
distribución. Luego de un suficiente contacto entre las fases, la operación de
separación se completa por gravedad y/o mediante una técnica mecánica
para separar las dos fases.
A continuación serán descritas de manera sintética las operaciones de
separación por transferencia de masa interfacial más comunes en la
industria química:
1.6.1.1. Vaporización de Flash ó evaporación instantánea.
En esta operación la mezcla a separar comprende especies químicas que
difieren ampliamente en su tendencia a vaporizar. Es una operación de
destilación en una sola etapa en donde se evapora parcialmente por adición
de calor o reducción de la presión con una válvula una mezcla líquida, se
permite que el vapor alcance el equilibrio con el líquido residual, y se
separan y eliminan del aparato las fases vapor y líquido resultantes. Esta
Fase Inicial (Alimentación): Líquido.
Fase Generada: Vapor.
Agente(s) de Separación: Reducción de presión o
suministro de calor (ASE).
9
Introducción a la Transferencia de Masa
operación de separación puede llevarse a cabo por lotes o en forma continua
y en él se produce un vapor más rico en el componente más volátil. Por
ejemplo, en la producción de vinil acetato a partir de etileno, oxigeno y
ácido acético, el etileno efluente del reactor y otro más volátiles se separan
de compuestos más pesados, efluentes del reactor como el vinil acetato,
etilén glicol, agua y acetaldehído, reduciendo la presión desde 10 a 3
atmósferas.
1.6.1.2. Condensación Parcial.
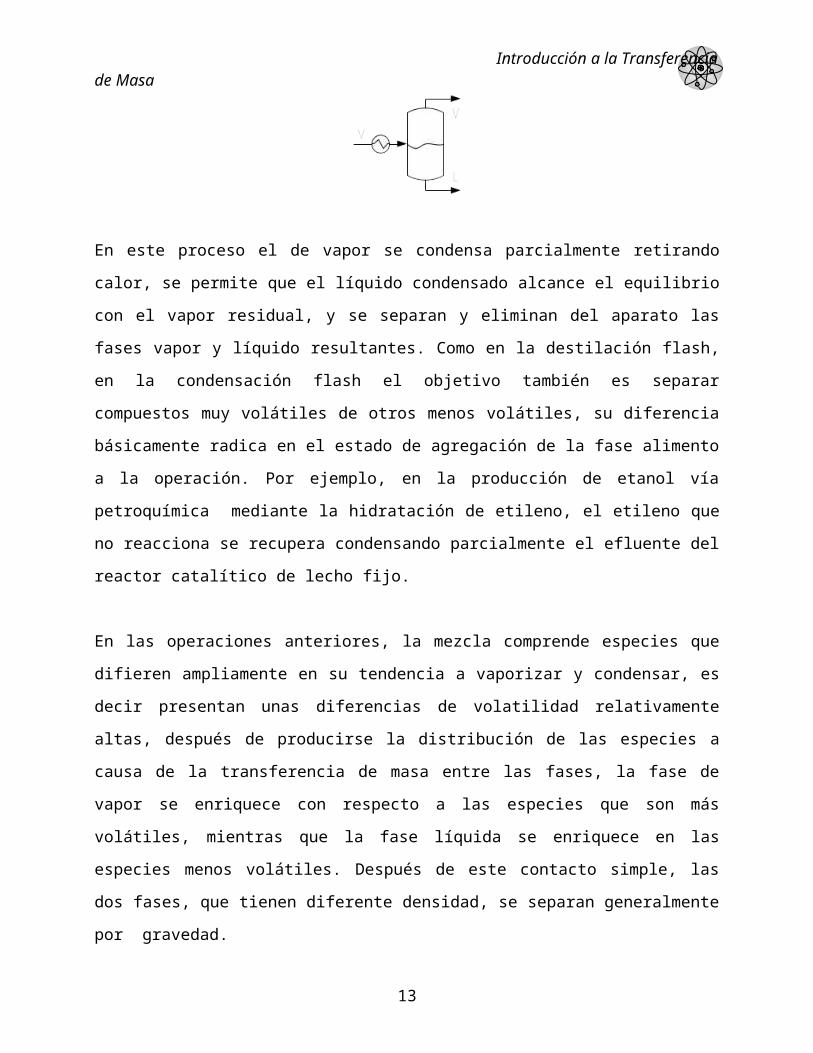
En este proceso el de vapor se condensa parcialmente retirando calor, se
permite que el líquido condensado alcance el equilibrio con el vapor
residual, y se separan y eliminan del aparato las fases vapor y líquido
resultantes. Como en la destilación flash, en la condensación flash el
objetivo también es separar compuestos muy volátiles de otros menos
volátiles, su diferencia básicamente radica en el estado de agregación de la
fase alimento a la operación. Por ejemplo, en la producción de etanol vía
petroquímica mediante la hidratación de etileno, el etileno que no reacciona
se recupera condensando parcialmente el efluente del reactor catalítico de
lecho fijo.
En las operaciones anteriores, la mezcla comprende especies que difieren
ampliamente en su tendencia a vaporizar y condensar, es decir presentan
unas diferencias de volatilidad relativamente altas, después de producirse la
distribución de las especies a causa de la transferencia de masa entre las
Fase Inicial (Alimentación): Vapor.
Fase Generada: Líquido.
Agente(s) de Separación: Adición de calor (ASE).
10
Introducción a la Transferencia de Masa
fases, la fase de vapor se enriquece con respecto a las especies que son más
volátiles, mientras que la fase líquida se enriquece en las especies menos
volátiles. Después de este contacto simple, las dos fases, que tienen
diferente densidad, se separan generalmente por gravedad.
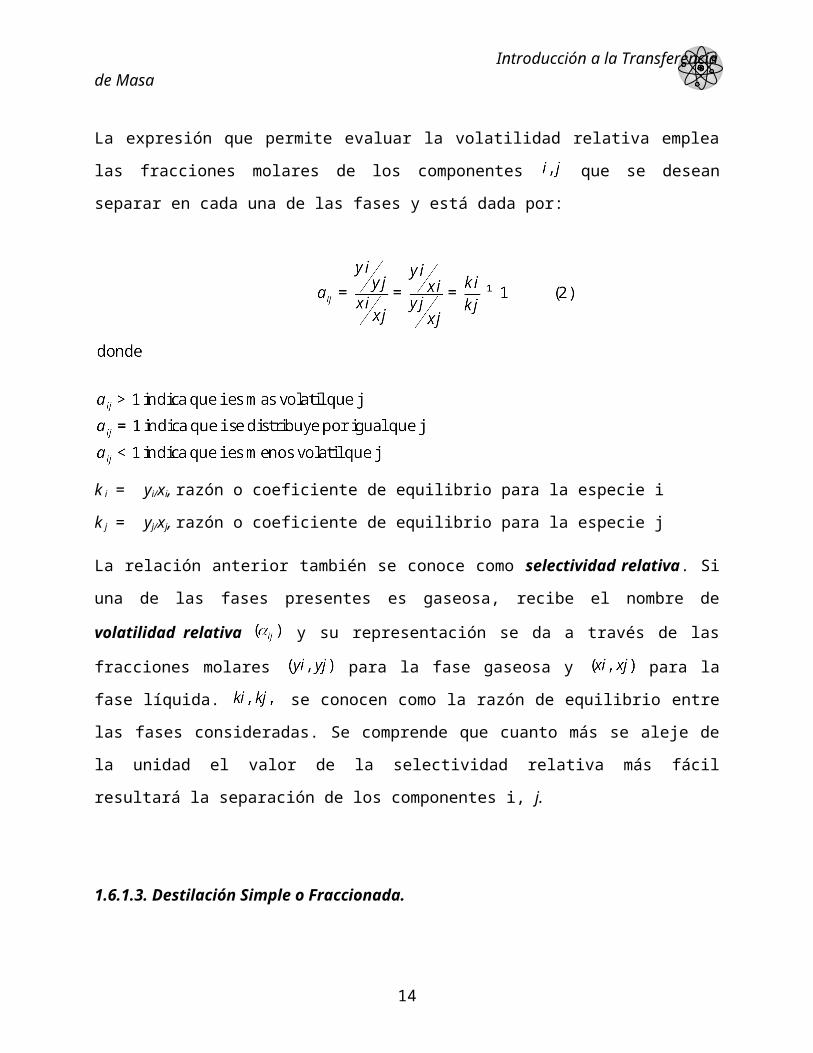
La expresión que permite evaluar la volatilidad relativa emplea las
fracciones molares de los componentes que se desean separar en cada
una de las fases y está dada por:
k i = yi/xi, razón o coeficiente de equilibrio para la especie i
k j = yj/xj, razón o coeficiente de equilibrio para la especie j
La relación anterior también se conoce como selectividad relativa. Si una
de las fases presentes es gaseosa, recibe el nombre de volatilidad relativa
y su representación se da a través de las fracciones molares para
la fase gaseosa y para la fase líquida. se conocen como la razón
de equilibrio entre las fases consideradas. Se comprende que cuanto más se
aleje de la unidad el valor de la selectividad relativa más fácil resultará la
separación de los componentes i, j.
1.6.1.3. Destilación Simple o Fraccionada.
11
Introducción a la Transferencia de Masa
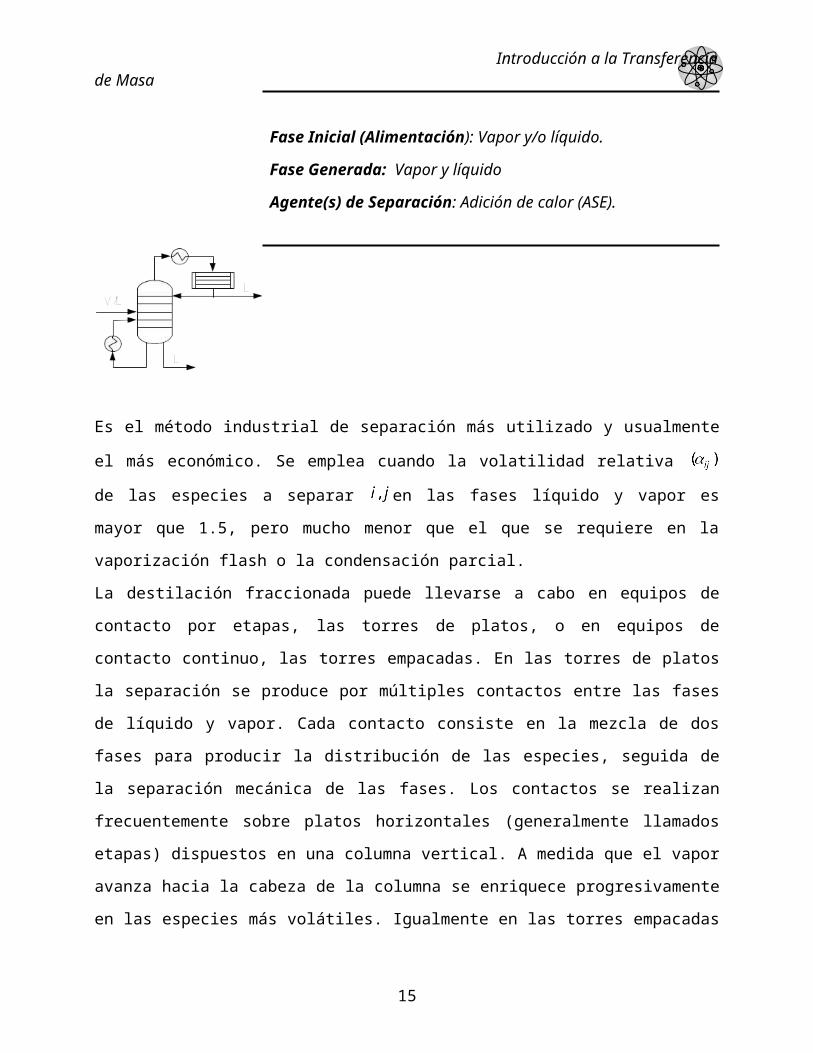
Es el método industrial de separación más utilizado y usualmente el más
económico. Se emplea cuando la volatilidad relativa de las especies a
separar en las fases líquido y vapor es mayor que 1.5, pero mucho menor
que el que se requiere en la vaporización flash o la condensación parcial.
La destilación fraccionada puede llevarse a cabo en equipos de contacto por
etapas, las torres de platos, o en equipos de contacto continuo, las torres
empacadas. En las torres de platos la separación se produce por múltiples
contactos entre las fases de líquido y vapor. Cada contacto consiste en la
mezcla de dos fases para producir la distribución de las especies, seguida de
la separación mecánica de las fases. Los contactos se realizan
frecuentemente sobre platos horizontales (generalmente llamados etapas)
dispuestos en una columna vertical. A medida que el vapor avanza hacia la
cabeza de la columna se enriquece progresivamente en las especies más
volátiles. Igualmente en las torres empacadas la separación se produce por
el contacto entre las fases líquido y vapor, pero este contacto es continúo en
zonas empacadas con dispositivos o empaques que ofrecen grandes áreas y
espacios vacíos para el contacto y flujo de las fases.
La alimentación a la columna de destilación entra en un punto intermedio
entre el tope y el fondo de la columna. La parte de la columna situada por
Fase Inicial (Alimentación): Vapor y/o líquido.
Fase Generada: Vapor y líquido
Agente(s) de Separación: Adición de calor (ASE).
12
Introducción a la Transferencia de Masa
encima de la alimentación es denominada la sección de enriquecimiento y
la situada por debajo la sección de agotamiento. El vapor en la torre fluye
hacia arriba mientras que el líquido lo hace hacia abajo. Generalmente el
vapor procedente de la parte superior de la columna se condensa para
generar el líquido de contacto llamado reflujo. Análogamente, el líquido
procedente del fondo de la columna pasa a un ebullidor para generar el
vapor de contacto llamado vaporización. Son muchas las aplicaciones
industriales de esta operación, pero como ejemplos podemos mencionar la
obtención de alcohol etílico de alta pureza mediante destilación ordinaria
del licor producido por fermentación de la melaza de caña de azúcar, o la
recuperación y purificación del metanol producido a partir del gas de
síntesis (una mezcla de monóxido de carbono, dióxido de carbono e
hidrógeno)
Algunas razones para escoger la destilación fraccionada como
operación de separación:
1. En la destilación fraccionada no son empleadas otras sustancias
ajenas al alimento, es decir no se requiere de ASM.
2. El diseño del equipo está bien desarrollado y es relativamente barato.
3. Algunas veces se puede predecir el comportamiento a lo largo de la
torre plato a plato sin necesidad de planta piloto (Equilibrio líquido-
vapor).
4. Solamente se manejan fluidos, el alimento puede ingresar a la torre en
diferentes estados de agregación.
5. Se puede alcanzar el grado de separación deseado (Se puede emplear
más etapas).
6. En general es deseable que la mezcla a separar no presente
azeótropo.
1.6.1.4. Destilación Extractiva.
13
Introducción a la Transferencia de Masa
Cuando las diferencias de volatilidades de las especies a separar son tan
pequeñas que requerirían un número muy elevado de platos en una
operación de destilación fraccionada por etapas, o una altura de
empaquetadura muy grande en las torres empacadas, puede recurrirse a la
destilación extractiva. En este caso se utiliza un ASM para aumentar las
diferencias de volatilidad entre las especies seleccionadas de la
alimentación y, en consecuencia, reducir a un valor razonable el tamaño de
la columna necesaria. Generalmente el ASM es menos volátil que cualquiera
de las especies contenidas en la mezcla de alimentación y se introduce cerca
de la parte superior de la columna. También se utiliza reflujo en el plato
superior con el fin de minimizar el contenido de ASM en el producto de
cabeza.
La sustancia que se agrega debe ser seleccionada con mucho cuidado
porque se debe retirar y en algunos casos puede modificar las sustancias a
destilar. La mejor forma y la mas recomendada desde el punto de vista
económico es que se debe usar un agente de separación másico pesado que
se deba alimentar por encima y su cantidad debe ser mucho mas pequeña
que la alimentación, el solvente no es vaporizado y consecuentemente las
Fase Inicial (Alimentación): Vapor y/o líquido.
Fase Generada: Vapor y líquido
Agente(s) de Separación: Disolvente líquido (ASM)
y Adición de calor (ASE).
14
Introducción a la Transferencia de Masa
cargas de calor son pequeñas; en general se desea emplear un solvente más
selectivo para hacer mas fácil el proceso de separación, pero un hecho de la
naturaleza es que a mayor selectividad se acompaña una baja solubilidad. El
tolueno, por ejemplo, puede separarse de compuestos no aromáticos de
volatilidades cercanas mediante destilación extractiva usando fenol, o el
benceno recuperarse de mezclas con otros aromáticos utilizando el sulfolano
como agente separador.
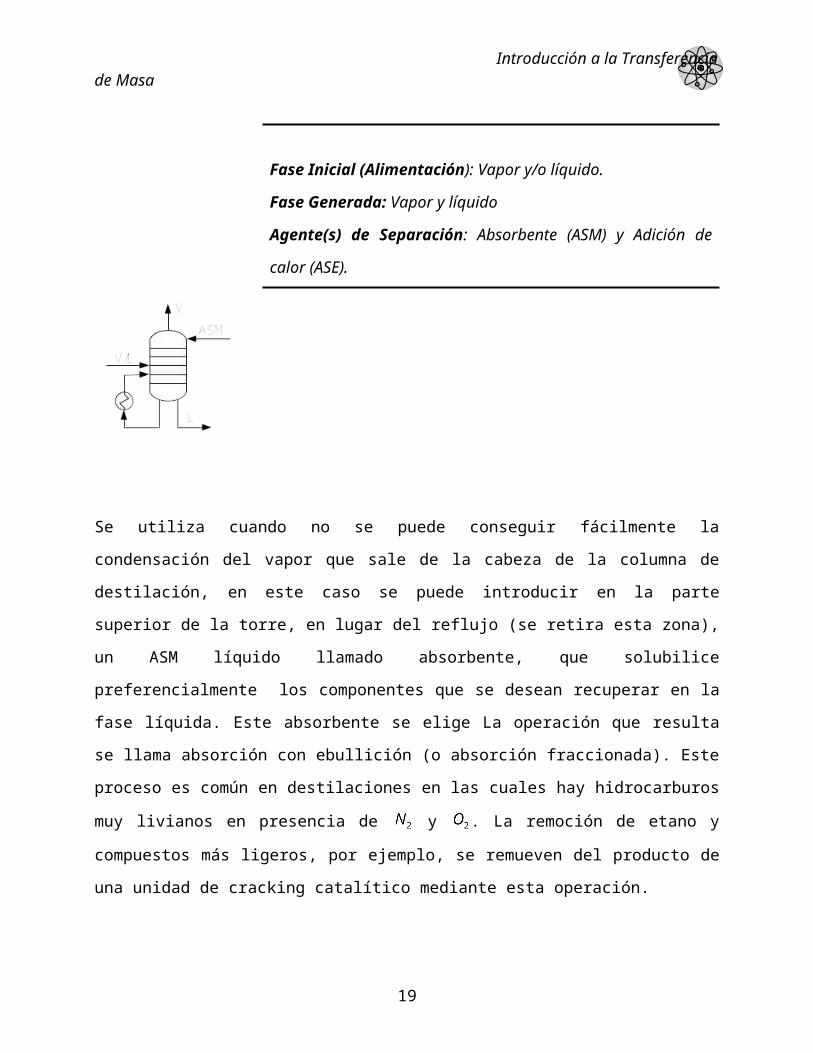
1.6.1.5. Absorción con ebullición
Se utiliza cuando no se puede conseguir fácilmente la condensación del
vapor que sale de la cabeza de la columna de destilación, en este caso se
puede introducir en la parte superior de la torre, en lugar del reflujo (se
retira esta zona), un ASM líquido llamado absorbente, que solubilice
preferencialmente los componentes que se desean recuperar en la fase
líquida. Este absorbente se elige La operación que resulta se llama
absorción con ebullición (o absorción fraccionada). Este proceso es común
en destilaciones en las cuales hay hidrocarburos muy livianos en presencia
Fase Inicial (Alimentación): Vapor y/o líquido.
Fase Generada: Vapor y líquido
Agente(s) de Separación: Absorbente (ASM) y
Adición de calor (ASE).
15
Introducción a la Transferencia de Masa
de y . La remoción de etano y compuestos más ligeros, por ejemplo, se
remueven del producto de una unidad de cracking catalítico mediante esta
operación.
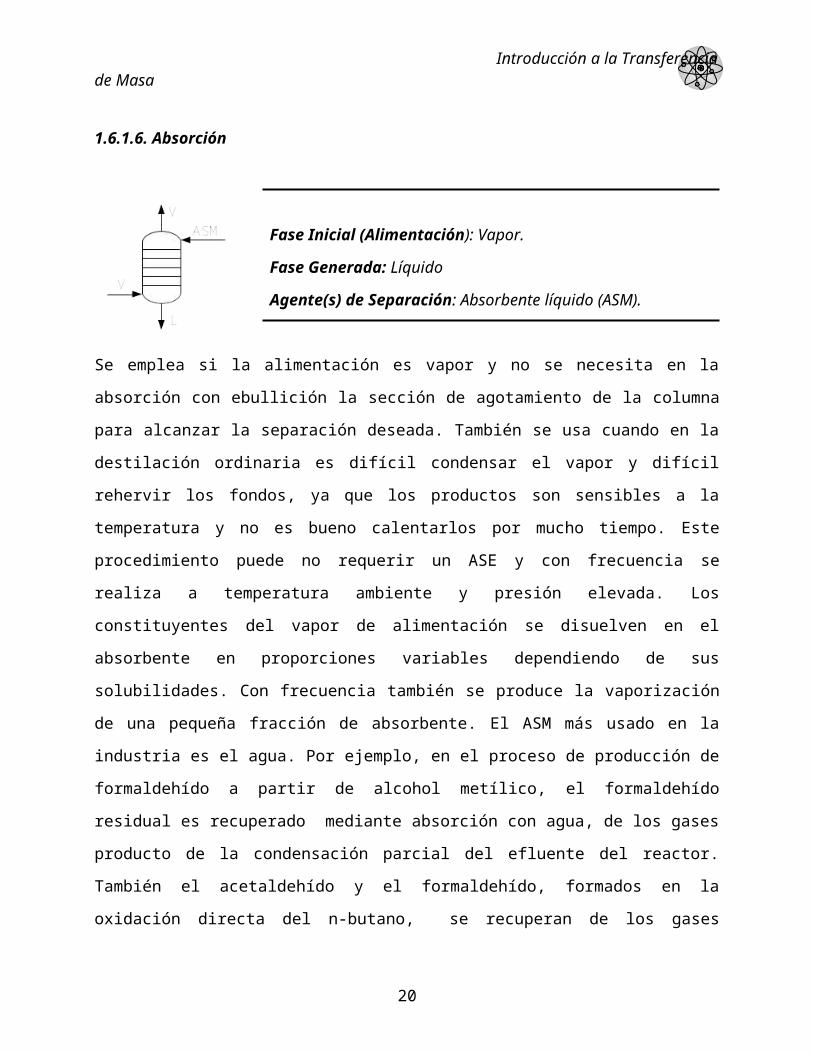
1.6.1.6. Absorción
Se emplea si la alimentación es vapor y no se necesita en la absorción con
ebullición la sección de agotamiento de la columna para alcanzar la
separación deseada. También se usa cuando en la destilación ordinaria es
difícil condensar el vapor y difícil rehervir los fondos, ya que los productos
son sensibles a la temperatura y no es bueno calentarlos por mucho tiempo.
Este procedimiento puede no requerir un ASE y con frecuencia se realiza a
temperatura ambiente y presión elevada. Los constituyentes del vapor de
alimentación se disuelven en el absorbente en proporciones variables
dependiendo de sus solubilidades. Con frecuencia también se produce la
vaporización de una pequeña fracción de absorbente. El ASM más usado en
la industria es el agua. Por ejemplo, en el proceso de producción de
formaldehído a partir de alcohol metílico, el formaldehído residual es
recuperado mediante absorción con agua, de los gases producto de la
condensación parcial del efluente del reactor. También el acetaldehído y el
formaldehído, formados en la oxidación directa del n-butano, se recuperan
de los gases producto del reactor mediante absorción con agua y solución
diluída de formaldehído, respectivamente.
Fase Inicial (Alimentación): Vapor.
Fase Generada: Líquido
Agente(s) de Separación: Absorbente líquido
(ASM).
16
Introducción a la Transferencia de Masa
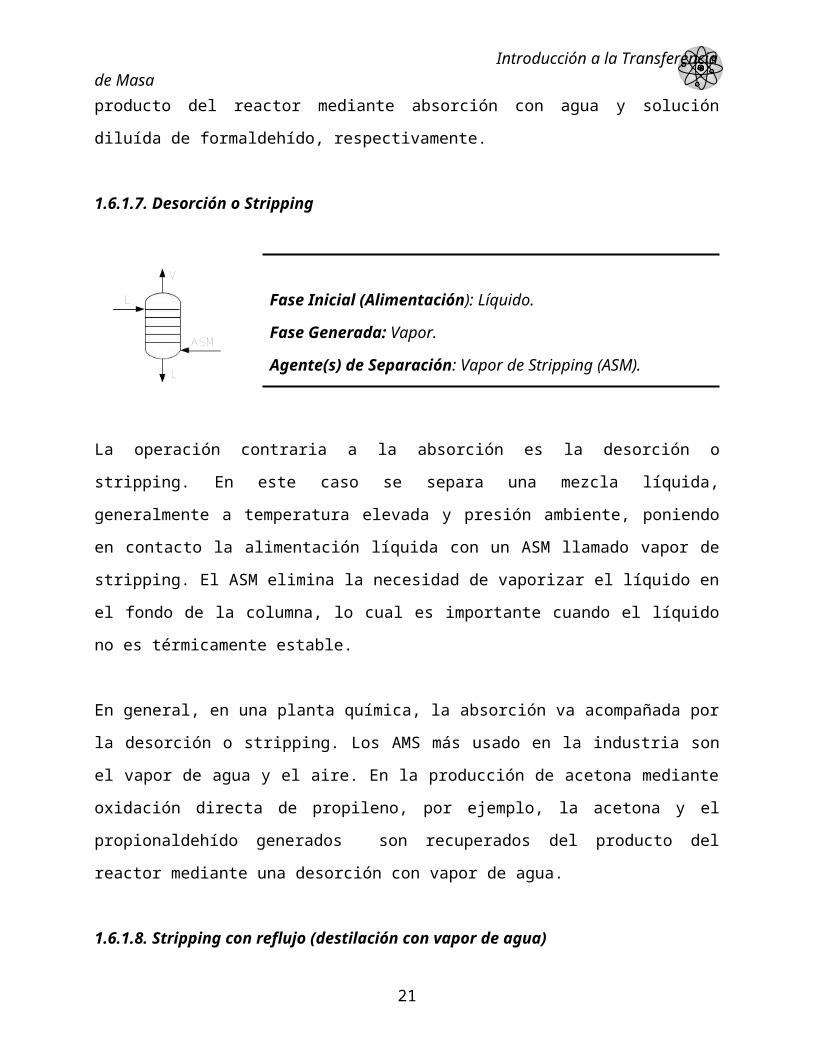
1.6.1.7. Desorción o Stripping
La operación contraria a la absorción es la desorción o stripping. En este
caso se separa una mezcla líquida, generalmente a temperatura elevada y
presión ambiente, poniendo en contacto la alimentación líquida con un ASM
llamado vapor de stripping. El ASM elimina la necesidad de vaporizar el
líquido en el fondo de la columna, lo cual es importante cuando el líquido no
es térmicamente estable.
En general, en una planta química, la absorción va acompañada por la
desorción o stripping. Los AMS más usado en la industria son el vapor de
agua y el aire. En la producción de acetona mediante oxidación directa de
propileno, por ejemplo, la acetona y el propionaldehído generados son
recuperados del producto del reactor mediante una desorción con vapor de
agua.
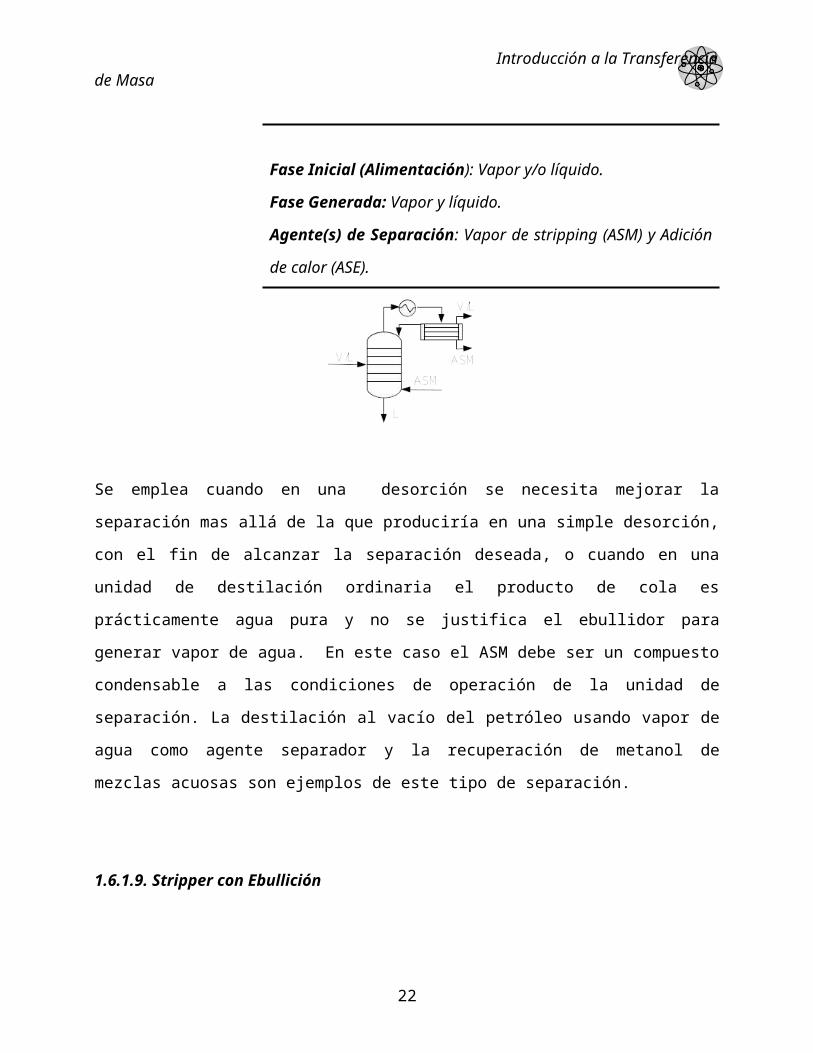
1.6.1.8. Stripping con reflujo (destilación con vapor de agua)
Se emplea cuando
en una desorción
se necesita
mejorar la
separación mas
allá de la que produciría en una simple desorción, con el fin de alcanzar la
Fase Inicial (Alimentación): Líquido.
Fase Generada: Vapor.
Agente(s) de Separación: Vapor de Stripping
(ASM).
Fase Inicial (Alimentación): Vapor y/o líquido.
Fase Generada: Vapor y líquido.
Agente(s) de Separación: Vapor de stripping (ASM)
y Adición de calor (ASE).
17
Introducción a la Transferencia de Masa
separación deseada, o cuando en una unidad de destilación ordinaria el
producto de cola es prácticamente agua pura y no se justifica el ebullidor
para generar vapor de agua. En este caso el ASM debe ser un compuesto
condensable a las condiciones de operación de la unidad de separación. La
destilación al vacío del petróleo usando vapor de agua como agente
separador y la recuperación de metanol de mezclas acuosas son ejemplos de
este tipo de separación.
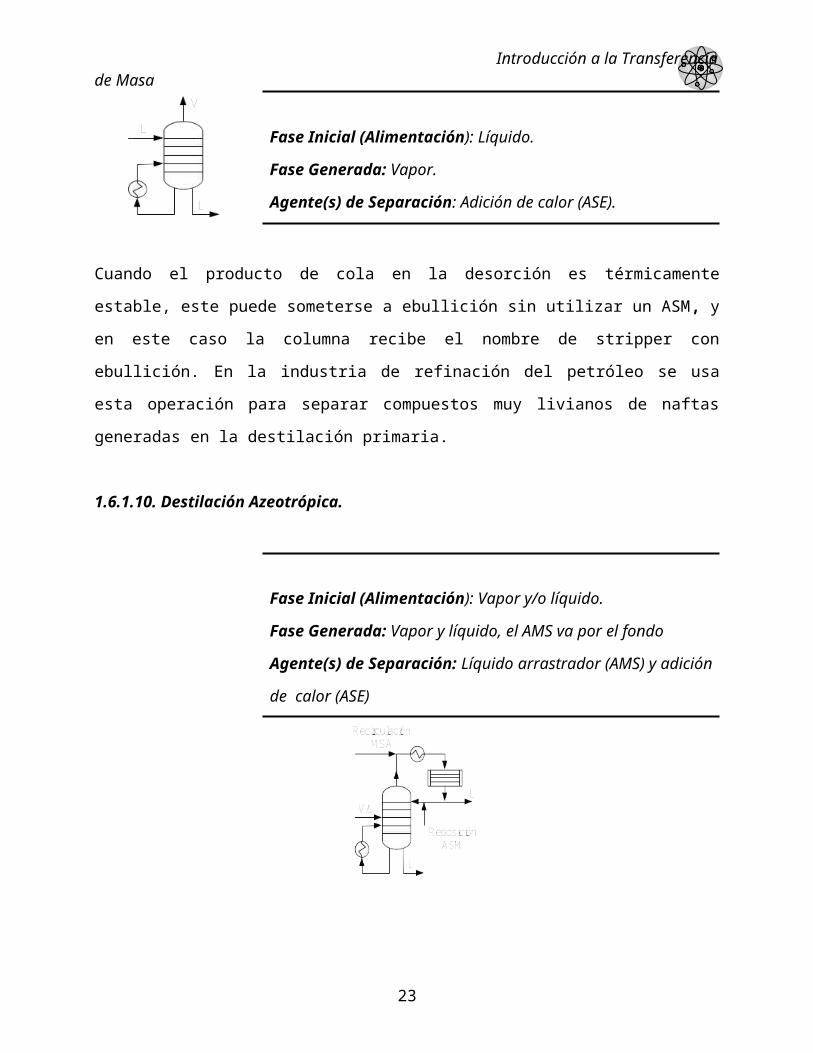
1.6.1.9. Stripper con Ebullición
Cuando el producto de cola en la desorción es térmicamente estable, este
puede someterse a ebullición sin utilizar un ASM, y en este caso la columna
recibe el nombre de stripper con ebullición. En la industria de refinación del
petróleo se usa esta operación para separar compuestos muy livianos de
naftas generadas en la destilación primaria.
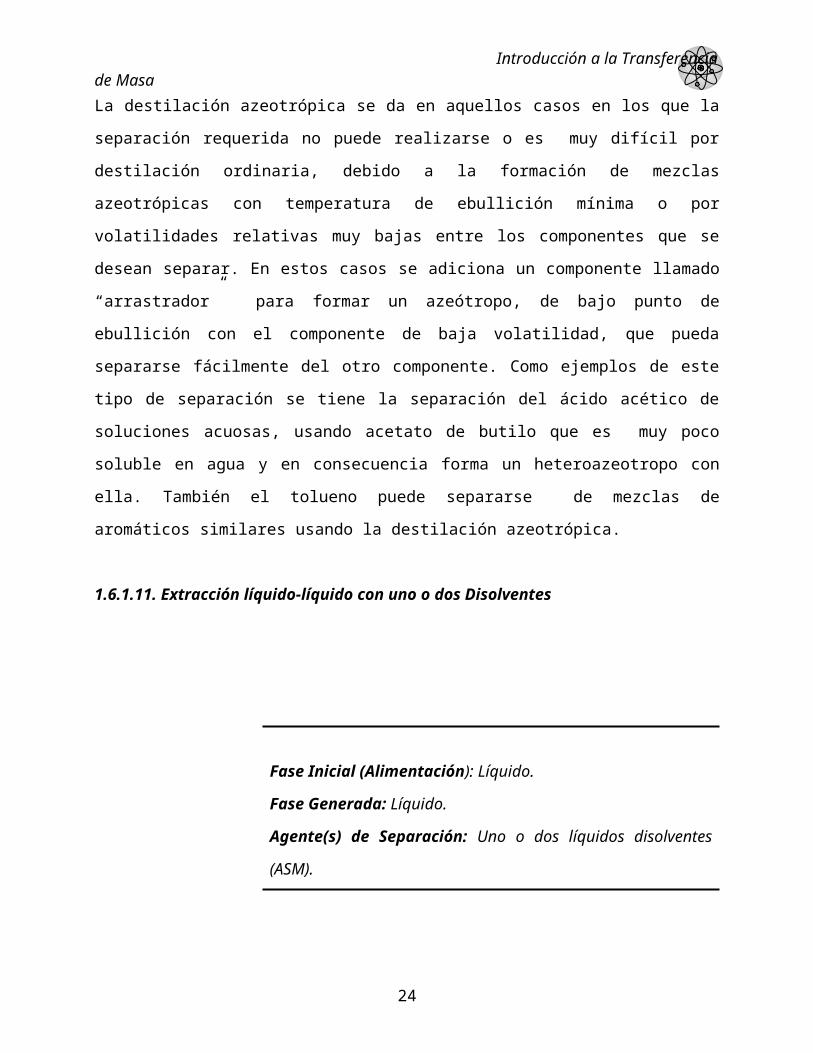
1.6.1.10. Destilación Azeotrópica.
La destilación
azeotrópica se da
en aquellos casos
en los que la
separación
Fase Inicial (Alimentación): Líquido.
Fase Generada: Vapor.
Agente(s) de Separación: Adición de calor (ASE).
Fase Inicial (Alimentación): Vapor y/o líquido.
Fase Generada: Vapor y líquido, el AMS va por el
fondo
Agente(s) de Separación: Líquido arrastrador
(AMS) y adición de calor (ASE)
18
Introducción a la Transferencia de Masa
requerida no puede realizarse o es muy difícil por destilación ordinaria,
debido a la formación de mezclas azeotrópicas con temperatura de
ebullición mínima o por volatilidades relativas muy bajas entre los
componentes que se desean separar. En estos casos se adiciona un
componente llamado “arrastrador” para formar un azeótropo, de bajo punto
de ebullición con el componente de baja volatilidad, que pueda separarse
fácilmente del otro componente. Como ejemplos de este tipo de separación
se tiene la separación del ácido acético de soluciones acuosas, usando
acetato de butilo que es muy poco soluble en agua y en consecuencia forma
un heteroazeotropo con ella. También el tolueno puede separarse de
mezclas de aromáticos similares usando la destilación azeotrópica.
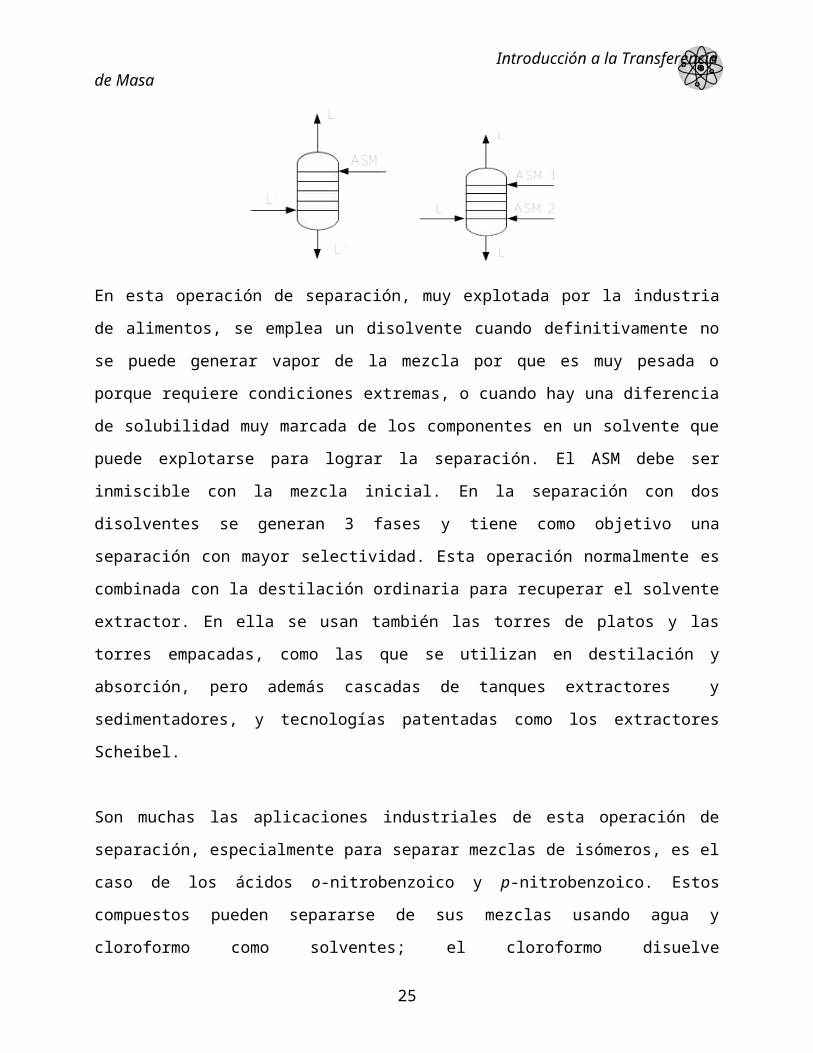
1.6.1.11. Extracción líquido-líquido con uno o dos Disolventes
En esta operación de separación, muy explotada por la industria de
alimentos, se emplea un disolvente cuando definitivamente no se puede
Fase Inicial (Alimentación): Líquido.
Fase Generada: Líquido.
Agente(s) de Separación: Uno o dos líquidos
disolventes (ASM).
19
Introducción a la Transferencia de Masa
generar vapor de la mezcla por que es muy pesada o porque requiere
condiciones extremas, o cuando hay una diferencia de solubilidad muy
marcada de los componentes en un solvente que puede explotarse para
lograr la separación. El ASM debe ser inmiscible con la mezcla inicial. En la
separación con dos disolventes se generan 3 fases y tiene como objetivo una
separación con mayor selectividad. Esta operación normalmente es
combinada con la destilación ordinaria para recuperar el solvente extractor.
En ella se usan también las torres de platos y las torres empacadas, como
las que se utilizan en destilación y absorción, pero además cascadas de
tanques extractores y sedimentadores, y tecnologías patentadas como los
extractores Scheibel.
Son muchas las aplicaciones industriales de esta operación de separación,
especialmente para separar mezclas de isómeros, es el caso de los ácidos o-
nitrobenzoico y p-nitrobenzoico. Estos compuestos pueden separarse de sus
mezclas usando agua y cloroformo como solventes; el cloroformo disuelve
preferencialmente al isómero para y el agua al isómero orto. También se
usa la extracción líquido-líquido para recuperar mezclas de aromáticos
obtenidas en la reforma catalítica; por ejemplo, en el proceso Udex
desarrollado por UOP/Dow Chemical se usa como solvente extractor el
dietilen glicol.
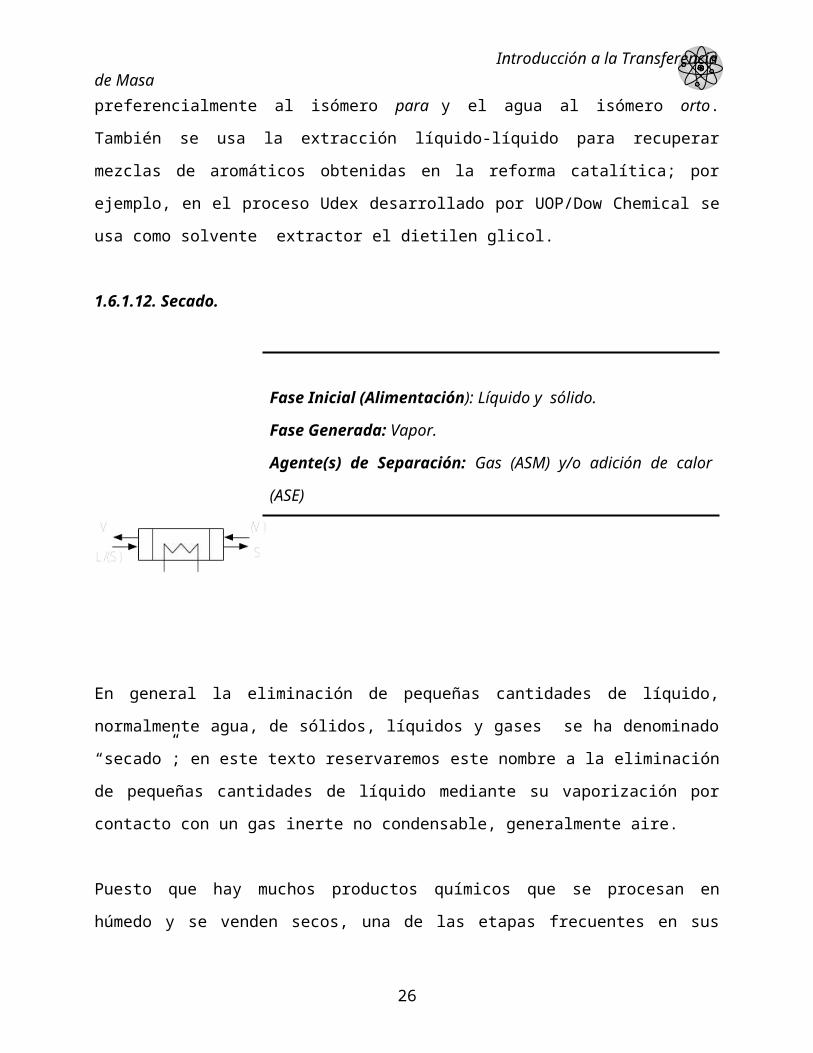
1.6.1.12. Secado.
En general la
eliminación de
pequeñas cantidades de líquido, normalmente agua, de sólidos, líquidos y
Fase Inicial (Alimentación): Líquido y sólido.
Fase Generada: Vapor.
Agente(s) de Separación: Gas (ASM) y/o adición de
calor (ASE)
20
Introducción a la Transferencia de Masa
gases se ha denominado “secado”; en este texto reservaremos este nombre
a la eliminación de pequeñas cantidades de líquido mediante su
vaporización por contacto con un gas inerte no condensable, generalmente
aire.
Puesto que hay muchos productos químicos que se procesan en húmedo y se
venden secos, una de las etapas frecuentes en sus procesos de fabricación
es la operación de secado. Aunque el único requerimiento básico del secado
es que la presión de vapor del líquido a evaporar sea mayor que su presión
parcial en la corriente gaseosa, el diseño y operación de secadores es un
problema complejo de transmisión de calor, flujo de fluidos y transferencia
de masa. Son muchos los procesos industriales que utilizan esta operación
para acondicionar el producto a la calidad y formulación comercial. En la
producción de la mayoría de plásticos y fibras como el polietileno, el
polivinil cloruro (PVC) y el polietilen tereftalato (PET) está presente; pero
también en la producción de muchos químicos que son sólidos a
temperatura ambiental, es el caso de la producción de ácido tereftálico por
oxidación de p-xileno.
Los equipos en esta operación son muy disímiles a los usados en las
operaciones anteriormente descritas, aunque igualmente operan en
contacto por etapas o en contacto continuo. Las tecnologías de estos
equipos son muy variadas, entre ellas pueden mencionarse los secadores de
túnel, tipo turbo, rotatorios, por aspersión y de lecho fluidizado, entre otros.
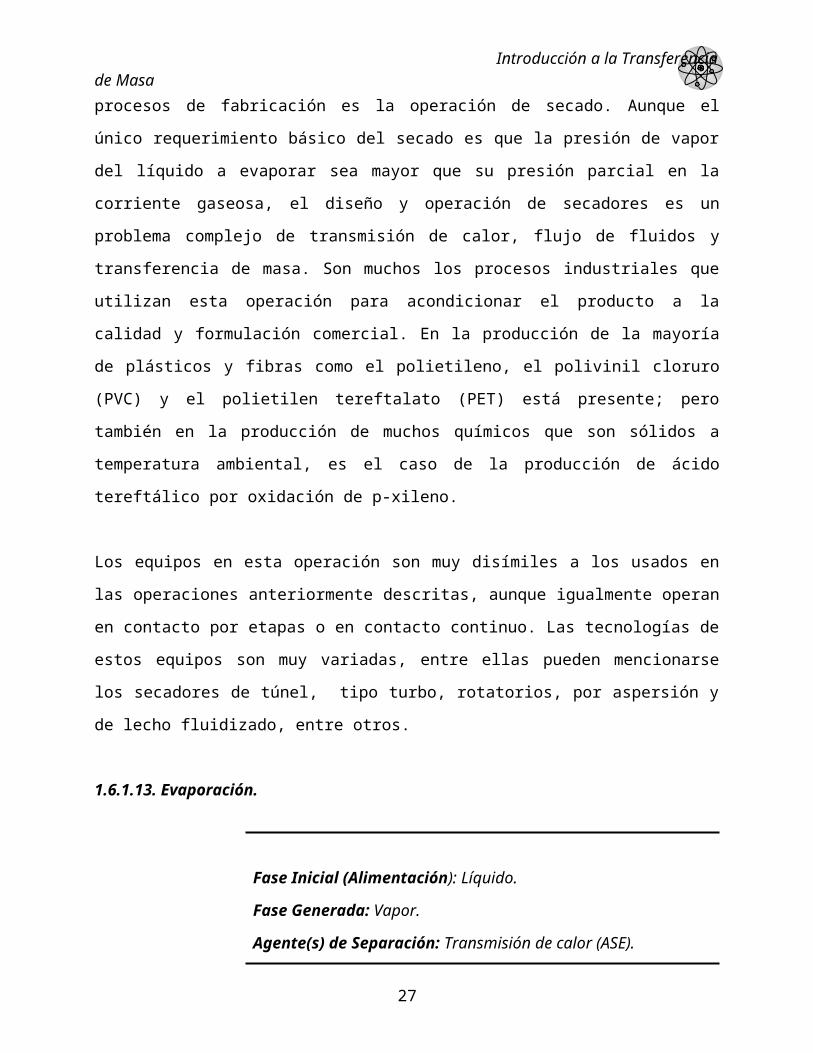
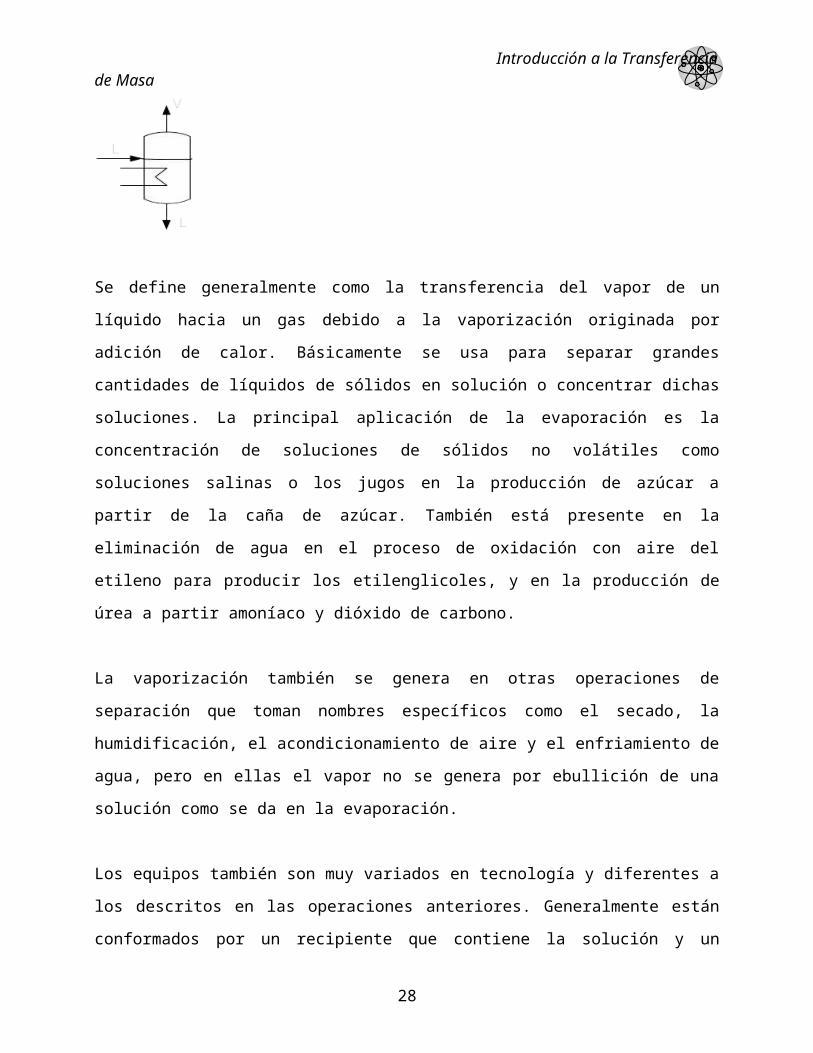
1.6.1.13. Evaporación.
Fase Inicial (Alimentación): Líquido.
Fase Generada: Vapor.
Agente(s) de Separación: Transmisión de calor (ASE).
21
Introducción a la Transferencia de Masa
Se define generalmente como la transferencia del vapor de un líquido hacia
un gas debido a la vaporización originada por adición de calor. Básicamente
se usa para separar grandes cantidades de líquidos de sólidos en solución o
concentrar dichas soluciones. La principal aplicación de la evaporación es la
concentración de soluciones de sólidos no volátiles como soluciones salinas
o los jugos en la producción de azúcar a partir de la caña de azúcar.
También está presente en la eliminación de agua en el proceso de oxidación
con aire del etileno para producir los etilenglicoles, y en la producción de
úrea a partir amoníaco y dióxido de carbono.
La vaporización también se genera en otras operaciones de separación que
toman nombres específicos como el secado, la humidificación, el
acondicionamiento de aire y el enfriamiento de agua, pero en ellas el vapor
no se genera por ebullición de una solución como se da en la evaporación.
Los equipos también son muy variados en tecnología y diferentes a los
descritos en las operaciones anteriores. Generalmente están conformados
por un recipiente que contiene la solución y un dispositivo o elemento
mediante el cual se transfiere calor a la solución, que pueden ser chaquetas
de calentamiento, haz de tubos sumergido o intercambiadores de calor
externos de tubos y camisa.
1.6.1.14. Cristalización.
22
Introducción a la Transferencia de Masa
Es una operación básica que se utiliza en muchas plantas de fabricación de
productos químicos orgánicos y en casi todas las de productos inorgánicos.
Puesto que la cristalización es esencialmente una etapa de purificación, las
condiciones en el cristalizador deben de ser tales que las impurezas
permanezcan en solución, mientras que el producto deseado cristalice. Hay
una gran parte de arte en el ajuste de la temperatura y el grado de agitación
en un cristalizador con el fin de conseguir la pureza, el tamaño y la forma
de partícula adecuados.
En esencia la cristalización consiste en la separación de un sólido de
soluciones. Para efectuar la cristalización de un sólido hay que partir de una
solución sobresaturada. Existen varias formas de sobresaturar una solución,
una de ellas es a través del enfriamiento de la solución, otra consiste en
eliminar parte del disolvente (Por ejemplo: por evaporación) a fin de
aumentar la concentración del soluto, otra forma consiste en añadir un
tercer componente que tenga una mayor solubilidad que el componente que
se desea cristalizar.
La rapidez del enfriamiento definirá el tamaño de los cristales resultantes.
Un enfriamiento rápido producirá cristales pequeños, mientras que un
enfriamiento lento producirá cristales grandes. Para acelerar la
cristalización es común hacer una “siembra” raspando las paredes del
recipiente. La cristalización puede ser usada para separar compuestos
químicamente similares de baja volatilidad relativa, por ejemplo los
Fase Inicial (Alimentación): Líquido.
Fase Generada: Sólido y Vapor.
Agente(s) de Separación: Adición de calor (ASE).
23
Introducción a la Transferencia de Masa
isómeros del xileno, o sustancias sólidas que posean una diferencia
significativa en sus puntos de fusión.
Los cristalizadores son muy diversos y su tecnología tiene todavía mucho de
conocimiento empírico. Estos equipos varían desde simples tanque con
agitación y medio de enfriamiento, hasta diseños especializados en
tecnologías patentadas como los cristalizadores Swenson-Walker o los
cristalizadores Kryistal.
1.6.1.15. Sublimación y Desublimación.
La sublimación es la transferencia de una sustancia desde un sólido al
estado gaseoso sin la formación de una fase líquida intermedia,
generalmente operando con un vacío relativamente elevado. Las principales
aplicaciones residen en la separación de un componente volátil a partir de
otro esencialmente no volátil; por ejemplo en la separación del azufre de sus
impurezas, en la purificación de ácido benzoico en el proceso de oxidación
del tolueno con aire, y en el secado de alimentos por liofilización. El proceso
inverso se conoce como desublimación, el cual también se realiza, por
ejemplo, en la recuperación del anhídrido ftálico en el proceso de oxidación
de o-xileno. La aplicación más frecuente de la sublimación en la vida diaria
es el uso de la nieve carbónica como refrigerante para la conservación de
helados, vegetales y otros productos perecederos. Contrariamente a lo que
Fase Inicial (Alimentación): Vapor.
Fase Generada: Sólido.
Agente(s) de Separación: Transmisión de calor
(ASE).
24
Introducción a la Transferencia de Masa
ocurre con el hielo, el gas sublimado no humedece ni deteriora los
materiales congelados.
1.6.1.16. Extracción Sólido-Líquido (Lixiviación).
Es ampliamente utilizada en las industrias de alimentos, metalurgia y
productos naturales. La lixiviación indica el proceso en el cual se realiza la
difusión del soluto desde el interior de un sólido hacia el líquido que lo
rodea; básicamente consiste en sacar algunos sustancias sólidas o líquidas
que se encuentran en mezclas sólidas, mediante la adición de un líquido
donde sean solubles los compuestos que se de sean separar. La forma más
eficaz de conseguirlo consiste en reducir el sólido al menor tamaño posible.
Son muchas las aplicaciones industriales de esta operación, entre las que
pueden mencionarse la extracción de aceites comestibles vegetales usando
n-hexano, la extracción de azúcar de la remolacha con agua caliente, y la
producción de café soluble.
Para aplicaciones a gran escala, especialmente en las industrias
metalúrgicas, se utilizan grandes tanques abiertos con operación en
contracorriente. La principal diferencia entre los sistemas sólido-líquido y
líquido-líquido reside en la dificultad de transportar el sólido, o la
suspensión de sólidos, de una etapa a otra. Por esta razón, con frecuencia el
sólido se deja en el mismo tanque y solamente se transporta el líquido de un
tanque a otro. En las industrias farmacéuticas, de alimentos y de productos
Fase Inicial (Alimentación): Sólido.
Fase Generada: Líquido.
Agente(s) de Separación: Disolvente líquido (ASM)
25
Introducción a la Transferencia de Masa
naturales, el transporte del sólido en contracorriente se realiza
generalmente por medio de complicados dispositivos mecánicos.
Así como en la cristalización, en esta operación los equipos son muy
diversos y su tecnología tiene todavía mucho de conocimiento empírico.
Ellos varían desde simples tanques agitados combinados con filtros, hasta
diseños especializados en tecnologías patentadas como los tanques Pachuca,
el extractor de Kennedy o el extractor Bollman.
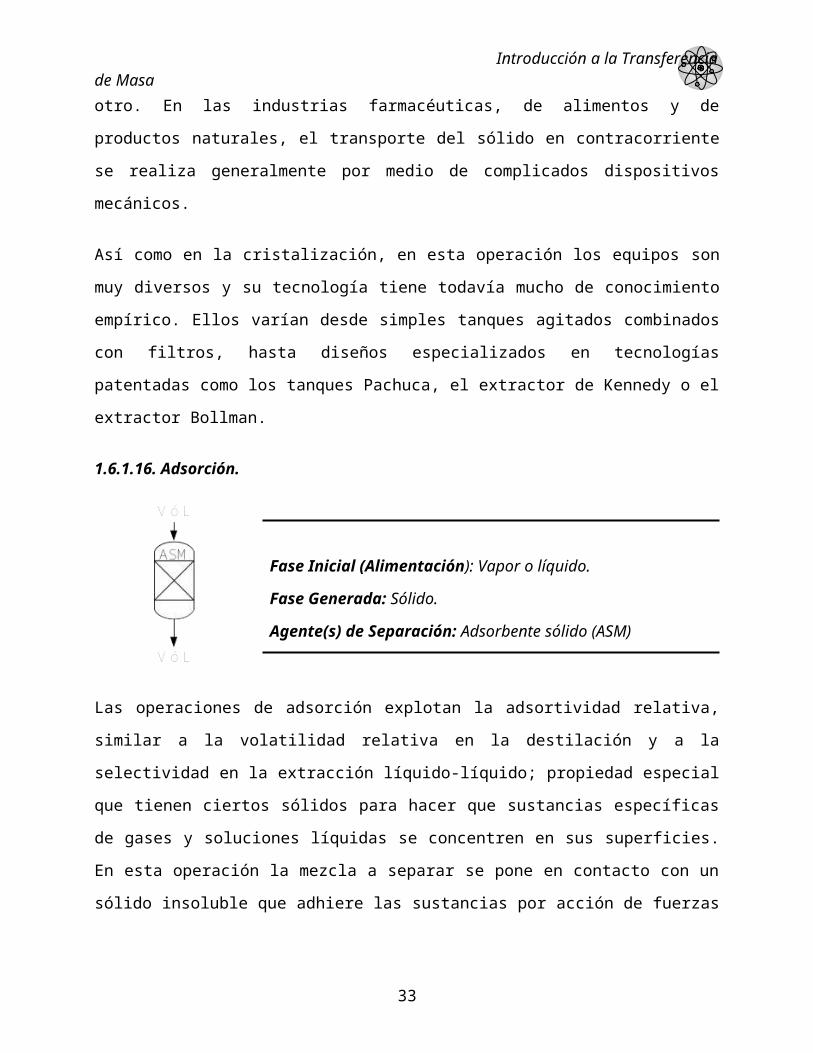
1.6.1.16. Adsorción.
Las operaciones de adsorción explotan la adsortividad relativa, similar a la
volatilidad relativa en la destilación y a la selectividad en la extracción
líquido-líquido; propiedad especial que tienen ciertos sólidos para hacer que
sustancias específicas de gases y soluciones líquidas se concentren en sus
superficies. En esta operación la mezcla a separar se pone en contacto con
un sólido insoluble que adhiere las sustancias por acción de fuerzas
intermoleculares o de unión química entre el material sólido y las sustancias
a adsorber.
En el campo de las separaciones gaseosas, la adsorción se utiliza para
deshumidificar aire y otros gases, para eliminar olores e impurezas
desagradables de gases industriales como dióxido de carbono, para
recuperar vapores valiosos de disolvente a partir de mezclas diluidas con
aire y otros gases y para fraccionar mezclas de gases de hidrocarburos que
Fase Inicial (Alimentación): Vapor o líquido.
Fase Generada: Sólido.
Agente(s) de Separación: Adsorbente sólido (ASM)
26
Introducción a la Transferencia de Masa
contienen sustancias como metano, etileno, etano, propileno y propano. Las
separaciones típicas de líquidos incluyen la eliminación de humedad disuelta
en gasolina, decoloración de productos de petróleo y soluciones acuosas de
azúcar, eliminación de sabor y olor desagradables del agua y el
fraccionamiento de mezclas de hidrocarburos aromáticos y parafínicos.
Los materiales adsorbentes más comunes son las arcillas, la sílice, el carbón
activado y una amplia gama de tamices moleculares. Por ejemplo, los
tamices moleculares se usan en la recuperación p-xileno de una corriente de
hidrocarburos C8 por adsorción en un lecho fijo, o en la deshidratación de
soluciones acuosas de alcohol etílico.
1.6.2. Operaciones Intrafaciales
En estas operaciones de separación la transferencia de masa se da entre
fases miscibles mediante el uso de agentes separadores energéticos o
másicos, usando barreras (membranas) o campos que causan que los
compuestos se difundan a velocidades diferentes. La gran ventaja de estas
operaciones es el ahorro de energía y/o materiales que si son necesarias en
las operaciones interfaciales. La tabla siguiente resume las principales
características de las operaciones intrafaciales más conocidas:
Operación Básica
Estado de la fase Método de separación
Agente de separación
Difusión por presión
Gas Gradiente de presión inducido
por fuerza centrífuga
Fuerza centrífuga
Difusión gaseosa Gas Flujo forzado a través de
barreras porosas
Barrera porosa
27
Introducción a la Transferencia de Masa
Ósmosis inversa Líquido Gradiente de presión para
vencer la presión osmótica
Membrana
Permeación Gas o líquido Flujo forzado a través de una
membrana semipermeable
Membrana
Diálisis Líquido Diferencia de velocidad de
difusión a través de una
membrana
Membrana
Fraccionamiento de espuma
Líquido Concentración selectiva de
especies en la interfase.
Interfase de espuma
Separaciones cromatográficas
Gas o líquido Concentración selectiva en y sobre sólidos
Sólidos
Zona de fusión Sólido Zona líquida que se desplaza a
través de lingote metálico
Gradiente de temperatura
Difusión térmica Gas o líquido Gradiente de concentración inducido por temperatura
Gradiente de temperatura
Electrólisis Líquido Campo eléctrico y membranas
Campo eléctrico y membranas
Electrodiálisis Líquido Campo eléctrico y membranas
cargadas
Membrana y campo eléctrico
28
Introducción a la Transferencia de Masa
1.7. Selección de un proceso de separación
En general, no existe una única ruta para la selección de un proceso de
separación, el resultado final de un proceso seleccionado obedece a criterios
económicos los cuáles están sujetos a restricciones intangibles tales como
estrategias de mercado, confiabilidad y riesgos de innovación. Dentro de las
restricciones intangibles se pueden presentar dos casos:
1. El producto es de alto valor unitario con una expectativa de vida corta. En
este caso el procedimiento de escogencia de la operación de separación es
el primer método próspero, predomina la delantera en el mercado.
2. El producto presenta alto volumen químico y muchos productores con
alta competitividad en el mercado. En este caso hay tiempo y restricciones
monetarias para el desarrollo de equipos y del proceso. Se busca la
optimización de las etapas de separación.
El grado de acercamiento al esquema de separación óptimo para cualquiera
de los anteriores dependerá del tiempo y del dinero disponible para el
desarrollo y análisis, así como de la habilidad del Ingeniero de diseño de
procesos.
1.7.1 Etapas generales en la selección de un proceso de separación
A continuación se enumeran las etapas usuales en un proceso de selección:
a) Definición del problema: establecer la pureza del producto (definido por
el comprador) y las especificaciones de separación (definido por el
diseñador).
29
Introducción a la Transferencia de Masa
b) Seleccionar los métodos de separación que son factibles técnicamente:
determinar cuáles métodos son capaces de lograr la separación deseada.
Tener en cuenta que para que dos compuesto se puedan separar debe haber
una diferencia en alguna propiedad de ellos, “el objeto del diseño de un
proceso de separación es explotar diferencias en propiedades en la forma
más económica para lograr la separación”. Algunas de las propiedades que
se pueden explotar son;
Propiedades de equilibrio
Volatilidad.
Solubilidad.
Distribución entre fases líquidas
inmiscibles.
Punto de fusión.
Equilibrio de reacción química.
Carga eléctrica (punto isoeléctrico).
Sorción superficial.
Propiedades de velocidad
Difusividad.
Movilidad iónica.
Tamaño molecular
Forma o configuración molecular
c) Determinar la escala de operación: este es a menudo el factor económico
determinante en la selección de una alternativa de separación. La escala de
operación hace que se descarten o favorezcan algunos de los métodos
seleccionados en la etapa anterior, “cualquier proceso de separación debe
ser compatible con la escala de operación de la planta comercial”.
30
Introducción a la Transferencia de Masa
d) Determinar la confiabilidad del diseño: es el factor más importante entre
todos los factores que afectan la selección del proceso de separación. La
planta construida debe trabajar adecuadamente para producir un producto
aceptable que se pueda vender y genere ganancias. Destilación es hasta el
momento el método con el diseño más confiable.
e) Determinar la necesidad de planta piloto: una planta piloto es necesaria
para aquellos métodos cuyo diseño no es muy confiable o para probar la
operación integrada de todas las unidades.
f) Determinar el número de etapas requeridas: el número de etapas afecta
enormemente los costos. En la mayoría de los casos un proceso de una sola
unidad de separación es más económico que uno de varias.
g) Determinar el capital y los costos de inversión relacionados: se deben
estimar los costos de inversión (capital) para los métodos de separación
seleccionados y compararlos con los gastos que cada uno generaría. Algunas
reglas empíricas para estimar los costos de inversión y los gastos son:
, válida para plantas grandes y para procesos de
una sola unidad.
Gastos por depreciación y mantenimiento = 20-25% de la inversión
h) Determinar los requerimientos energéticos y operacionales: los
requerimientos energéticos y operacionales afectan la inversión inicial
(hornos, intercambiadores, bombas) y los gastos de mantenimiento
(combustible, electricidad, insumos químicos). Para calcularlos es necesario
conocer en detalle los principios fisicoquímicos que rigen el proceso y
conocer la forma como las diferentes unidades del proceso se interconectan.
31
Introducción a la Transferencia de Masa
1.7.2. Método sugerido para la selección del proceso: Método del
caso base
Una vez se tiene la lista de los procesos de separación seleccionados con los
criterios anteriores, se toma el que se considera más económico y viable
como el caso base. Luego el diseñador determina los costos de capital y de
operación del caso base, los cuales se comparan con los del segundo
proceso de la lista que se considera más económico y viable. De esta forma
se eliminan procesos hasta obtener el óptimo. Cuando las diferencias en
costo de dos procesos son muy pequeñas, se deben seleccionar los dos
procesos para un análisis más riguroso.
Referencias Bibliográficas
1. Alan S. Foust., Leonard A. Wenzel., Cirtis W. Clump., louis Maus., L.
Bryce Andersen, “Principios de Operaciones Unitarias”, Compañía
Editorial Continental S.A. de. C.V., México, 1987.
2. Treybal, Robert E, “Operaciones de Transferencia de Masa”, 2/e,
Editorial McGraw Hill, 1988.
3. Geankoplis, Christie J, “Procesos de Transporte y Operaciones
Unitarias”, 3/e, Editorial CECSA, 1998.
4. Oliver, Earl D. “Difusional Separation Processes, Theory, Design, and
Evaluation”, John Wiley & Sons, 1996.
5. Ernest, J. Henley, J. D. Seader, “Operaciones de separación por etapas
de equilibrio en Ingeniería Química”, Editorial Reverté, S.A, 1990.
32
Introducción a la Transferencia de Masa
6. McCabe, Warren L. Smith, Julian C, Harriott, Peter, “Operaciones
unitarias en Ingeniería Química”, 4/e, Editorial McGraw-Hill, 1991.
7. Perry’s, J. H, “Chemical Engineer’s Handbook”, 7/e, Editorial McGraw-
Hill, 1999.
8. Badger, Walter L, Banchero, Julios T. “Introducción a la Ingeniería
Química”,1/e, Editorial McGraw-Hill, 1964.
9. Wankat, Phillip C, “Equilibrium Staged Separation”, Separation in
Chemical Engineering, 1/e, Editorial Prentice Hall P.T.R. 1988.
10.Middleman, Stanley, “An Introduction to Mass and Heat Transfer,
Principles of Analysis and design”, 1/e, Editorial John Wiley & Sons,
1998.
11. Coulson and Richardson’s, “Chemical Engineering, Vol 2”, 5/e,
Editorial Butterworth Heinemann, 2002.
12. Schweitzer, Phillip A, “Handbook of Separation Techniques for
Chemical Engineers”, 3/e, Editorial McGraw-Hill, 1997.
13. Seader J.D, Henley Ernest J, “Separation Process Principles”, 1/e,
Editorial John Wiley & Sons, 1998.
33





![SARCOMAS Corregido[1]](https://img.pdfslide.es/doc/110x75/55721128497959fc0b8e7930/sarcomas-corregido1.jpg)



















![Analisis de Puestos Corregido.[1][1]](https://img.pdfslide.es/doc/110x75/5571fbe74979599169961175/analisis-de-puestos-corregido11.jpg)



![2 mediomat sistemasdeecuaciones[1] corregido](https://img.pdfslide.es/doc/110x75/55b953e2bb61eb46698b45af/2-mediomat-sistemasdeecuaciones1-corregido.jpg)