Embed Size (px)
Citation preview

UNIVERSIDAD TECNOLÓGICA DEL VALLE DE TOLUCA
MECATRÓNICA ÁREA MANUFACTURA FLEXIBLE
“PLANEACION DE PROYECTOS”
CORTE DE ACERO OXIACETILENO
PROFESOR: RODRIGO ALVA GALLEGOS.
INTEGRANTES:
RODRIGUEZ SANCHEZ ASIEL AHIRAM FERRER HERNANDEZ URIEL PEREZ GARCIA LUIS ALBERTO HUERTA AZOTEA ISMAEL MARTINEZ AGUILAR JORGE EMILIO MEJIA LINARES VLADIMIR ROMERO MARTINEZ JOSE LUIS
TERCER CUATRIMESTRE GRUPO 34

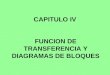
DIAGRAMA DE BLOQUES DE PROCESO DE CORTE POR
OXIACETILENO
PROCESO PRINCIPAL:
EL CUAL EL DIAGRAMA DE BLOQUES SERA:
VALVULA DE ACETILENO
VALVULA DE OXIGENO
TANQUE DE OXIGENO
TANQUE DE ACETILENTO
BOQUILLA
OXIACETILENO
TERMOPAR TIPO J
BOTON DE ARRANQUE Y
PARO
FUENTE DE ALIMENTACION
PLC SIEMENS STEP 300

SENSORES, ACTIVADORES Y COMPONENTES
VARIABLES Y ELEMENTOS DEL PROYECTO:
Bloque 1. Interfaz gráfica con el usuario
En este bloque se presenta la interface visual para la interacción del usuario con la
máquina. Aquí el usuario podrá cargar el archivo generado por AutoCAD en
formato dxf y visualizar la figura en pantalla. El usuario tendrá una serie de
botones e indicadores para controlar la máquina y monitorear el desarrollo del
corte.
Bloque 2. Software de control
En esta sección se trabaja con el software MINTNC de BALDOR el cual tiene
como principal característica que funciona como un intérprete de comandos
importando archivos .dxf y transformándolos en comandos de movimiento que el
controlador de movimiento interpreta. Es en esta sección donde se construye el
tipo de máquina que se quiere y se definen los parámetros más importantes del
sistema como son las dimensiones de la mesa, se definen las velocidades
nominales de corte, traslado y “jog”, se define el rango de alturas del eje z, y otros
parámetros importantes
Bloque 3. Controlador

Este bloque se divide en dos secciones que si bien residen en un mismo aparato
físico, realizan tareas diferentes. La división se hace en control de movimiento y
control de señales digitales.
Control de movimiento
Este bloque está compuesto por el controlador de movimiento nextmove es de
baldor. El nextmove es un controlador programable en lenguaje mintnt, que es una
forma de basic estructurado, diseñado para aplicaciones de control de movimiento
con motores servos o pasó a paso. Se creó un programa en este lenguaje para
que la comunicación entre el software de control y el controlador fuera posible.
Control de señales digitales
Esta sección se encarga de asignar las señales digitales de entrada y salida del
controlador que van a cumplir diferentes tareas. Una señal digital va a ser la
encargada de accionar un contactor que controla el on/off del soplete de plasma.
La idea de esta señal es que prenda el soplete cuando se realiza un corte y lo
apague cuando el corte haya terminado o cuando el brazo de la máquina se
desplace a un punto de corte sobre la lámina. Otra señal digital se usará como
paros de emergencia deteniendo el movimiento de los motores cuando el operador
apreté un botón o cuando haya una señal de final de carrera. Esto para evitar que
los motores sigan funcionando cuando ya se ha alcanzado la máxima corrida de
alguno de los dos ejes y se dañe la máquina y/o los motores.
Bloque 5. Motores
Este bloque consta de los tres motores paso a paso encargados de mover los ejes x, y y z. cada motor fue escogido de acuerdo a sus características de par, potencia, desempeño y estabilidad. Los motores varían en tamaño y fuerza de acuerdo con la carga que debe mover cada uno.

Los motores cuentan con un driver incorporado que provee la interface de
potencia y el control de los pasos y de la dirección de rotación. Una característica
que presentan estos motores y que fue una razón de peso en su escogencia es la
capacidad del driver para “microstepping” o hacer micros pasos, es decir, dividir
cada paso en un número de micro paso. Los motores aceptan hasta 14 opciones
de resolución que van desde ½ hasta 256 micro pasos por paso. Esto quiere decir
que con una resolución de 256 el motor da 51200 pasos por revolución. Esto hace
el movimiento de los motores sumamente preciso y estable y elimina el riesgo de
vibraciones altas a bajas velocidades.
VARIABLES DEL PROCESO:
Gases empleados
El caudal y la presión de los mismos
Distancia boquilla pieza
Velocidad del corte
Energía empleada o intensidad del arco
FUENTE DE ALIMENTACION:
La alimentación empleada que se utilizara para el proceso continuo será de
corriente alterna a un voltaje de 127 volts, la cual con ayuda de un transformador
que implementara una salida de 24 volts para el control de dicho proceso con
ayuda de un PLC SIEMENS STEP 300.
PLC SIEMENS STEP 300

Este PLC se utilizara como programador lógico para darle un control adecuado al
proceso y este sea más eficiente. Será programado a base de un diagrama de
escalera
TANQUE DE OXIGENO
Un cilindro de oxígeno (también llamado tanque de oxígeno) es un recipiente de
almacenaje, tanto bajo presión en cilindros de gas o como oxígeno líquido en
tanques de almacenaje criogénicos. Como el oxígeno líquido a presión
atmosférica se evapora a los -183 °C, un cilindro de oxígeno líquido debe
almacenar el oxígeno bajo esa temperatura y debe ser un buen aislante térmico.
El oxígeno rara vez se mantiene a presiones superiores a los 200 bar o 3000 psi,
ya que los riesgos de incendio por alta temperatura causados por algún proceso
adiabático aumentan cuando cambia la presión del gas al moverse éste de un
recipiente a otro. El oxígeno de todo equipamiento que entre en contacto con altas
presiones debe ser "para oxígeno limpio" y "compatible con oxígeno" para reducir
las posibilidades de incendio. "Para oxígeno limpio" significa la remoción de
cualquier sustancia que pudiera actuar como combustible o fuente de ignición.
"Compatible con oxígeno" significa que los componentes internos no pueden arder
rápidamente o degradarse con facilidad en un ambiente de oxígeno altamente
presurizado.
TANQUE DE OXIGENO OXIACETILENO
El Acetileno es un gas compuesto por Carbono e Hidrógeno (12/1 aprox. en peso).
En condiciones normales es un gas un poco más liviano que el aire, incoloro. El
Acetileno 100% puro es inodoro, pero el gas de uso comercial tiene un olor
característico, semejante al ajo. No es un gas tóxico ni corrosivo. Es muy
inflamable. Arde en el aire con llama luminosa, humeante y de alta temperatura.
Los limites inferior y superior de inflamabilidad son 2.8% y 93% en volumen de
Acetileno en Aire.

El Acetileno puro sometido a presión es inestable, se descompone con inflamación
dentro de un amplio rango de presión y temperatura. Por esto, en el cilindro se
entrega diluido en un solvente, que generalmente es acetona, impregnado en un
material poroso contenido en el cilindro, que almacena el Acetileno en miles de
pequeñas cavidades independientes. En esta forma, el Acetileno es seguro en su
transporte y almacenamiento.
Uso
Como agente calorífico es un combustible de alto rendimiento, utilizado
grandemente en las aplicaciones oxiacetilénicas. Las temperaturas alcanzadas por
esta mezcla varían según la relación Acetileno-Oxígeno, pudiendo llegar a más de
3000 ºC. En la industria química, por su gran reactividad, es utilizado en síntesis
de muchos productos orgánicos.
VALVULA INDUSTRIAL//ACETILENO CON TUERCA
Etapas: Una etapa o simple etapa
Descripción: Regulador de presión para Acetileno en cilindro. Aplicación:
soldadura oxiacetilénica con y sin aporte. Corte de metales por oxicorte.
Máxima presión de entrada: 20 Bar
Máxima presión de salida: 5 bar (Excepto casos extraordinarios, se recomienda
enfáticamente no superar 1,5 bar de presión cuando se trabaja con Acetileno
Máximo nivel de flujo: 8 m3/h (dependiendo de la presión de entrada)
Material del cuerpo: Latón forjado
Diafragma: Acrilo nitrilo 2mm 1 malla de nylon
Conexión de salida: 3/8 BSP exterior / Toma goma para manguera

Accesorios: Válvula de bloqueo para corte de flujo por exceso de caudal
SENSOR TERMOPAR
Un termopar (también llamado termocupla) es un transductor formado por la unión
de dos metales distintos que produce una diferencia de potencial muy pequeña
(del orden de los mili voltios) que es función de la diferencia de temperatura entre
uno de los extremos denominado «punto caliente» o «unión caliente» o de
«medida» y el otro llamado «punto frío» o «unión fría» o de «referencia»
Normalmente las termocuplas industriales están compuestas por un tubo de acero
inoxidable u otro material. En un extremo de esa vaina está la unión, y en el otro el
terminal eléctrico de los cables, protegido dentro de una caja redonda de aluminio
(cabezal).
En instrumentación industrial, los termopares son usados como sensores de
temperatura. Son económicos, intercambiables, tienen conectores estándar y son

capaces de medir un amplio rango de temperaturas. Su principal limitación está en
la exactitud, pues es fácil obtener errores del sistema cuando se trabaja con
temperaturas inferiores a un grado Celsius.
VALVULA DE OXIGENO
Esta válvula nos servirá para controlar el gas de oxigeno que se efectuará para la
combustión del oxiacetilénica con el fin de cortar el acero
BOQUILLA
Este elemento nos servirá para poder fusionar los dos distintos tipos de gases y
efectuar una combustión de 1500°c y asi hacer el corte
COTIZACION DE MATERIALES
Equipo Imagen Costo.
Equipo De Corte
De Oxiacetilénico
Tipo Víctor.
$ 2,75000

Equipo De
Autógena,
acetileno
$ 4,50000
Mangueras para
los tanques.
$ 29500
Motor 1Hp. 127v-
220v Marca
Baumuller
Nurnberg
$ 750.00
Banda Dentada
Fb5-3018-000
Vertical Path
Drive Assembly
$ 90.00

Engranes 750.00
Lámina Acero
Inoxidable
Calibre 20 De
1.055 Mt X 1.3
Mt Vbf
$ 1,200.00
Tubos de acero
inoxidable 1
metro
$ 350

Normalmente las termocuplas industriales están compuestas por un tubo de acero
inoxidable u otro material. En un extremo de esa vaina está la unión, y en el otro el
terminal eléctrico de los cables, protegido dentro de una caja redonda de aluminio
(cabezal).
En instrumentación industrial, los termopares son usados como sensores de
temperatura. Son económicos, intercambiables, tienen conectores estándar y son
capaces de medir un amplio rango de temperaturas. Su principal limitación está en
la exactitud, pues es fácil obtener errores del sistema cuando se trabaja con
temperaturas inferiores a un grado Celsius.[
Normalmente las termocuplas industriales están compuestas por un tubo de acero
inoxidable u otro material. En un extremo de esa vaina está la unión, y en el otro el
terminal eléctrico de los cables, protegido dentro de una caja redonda de aluminio
(cabezal).
En instrumentación industrial, los termopares son usados como sensores de
temperatura. Son económicos, intercambiables, tienen conectores estándar y son
capaces de medir un amplio rango de temperaturas. Su principal limitación está en
la exactitud, pues es fácil obtener errores del sistema cuando se trabaja con
temperaturas inferiores a un grado Celsius.