Documentos
Documentos
Designacin: E 164 - 97
Prctica Normalizada para el
Examen Ultrasnico por Contacto de Soldaduras
1.Alcance
1.1Esta prctica cubre las tcnicas para el examen ultrasnico con
Barrido A de configuraciones especficas de juntas soldadas en
materiales extrudos de aleaciones ferrosas o de aluminio para
detectar discontinuidades en la soldadura (Nota 1). Est
especificado el mtodo de reflexin usando ondas pulsadas. Las
tcnicas manuales son descritas empleando el contacto de
transductores a travs de una pelcula de acoplante o columna de
agua.
1.2Esta prctica utiliza haz angular o haz recto, o ambos,
dependiendo de las configuraciones especficas de las soldaduras. La
prctica para geometras especiales tales como soldaduras de filete y
soldaduras por puntos no son incluidas. La prctica es intentada
para ser usada en espesores de 0.250 a 8 pulgadas (6.4 a 203
mm).
Nota 1Esta prctica est basada en la experiencia con aleaciones
ferrosas y de aluminio. Otros materiales metlicos pueden ser
inspeccionados usando esta prctica proporcionando estndares de
referencia que pueden ser desarrollados para demostrar que los
materiales particulares y soldaduras pueden ser penetrados por un
haz ultrasnico.
Nota 2Para informacin pertinente adicional vea la Prctica E 317,
E 1316 Terminologa y la Prctica E 587.
1.3Los valores establecidos en unidades de libras por pulgada
son considerados como el estndar. Las unidades en Sistema
Internacional estn dadas slo para informacin.
1.4ste estndar no tiene el propsito de sealar todo lo que
corresponde a la seguridad, cualquiera, asociado con su uso. Es
responsabilidad del usuario de ste estndar establecer las medidas
de seguridad adecuadas y prcticas de salud y determinar la
aplicabilidad de limitaciones de las reglas antes de usarse.1 Esta
prctica est bajo la jurisdiccin del Comit ASTM E-7 en Pruebas no
Destructivas y es la responsabilidad directa del Subcomit E07.06 en
el Mtodo de Ultrasonido.
Edicin actual aprobada Dic. 10, 1997. Publicada Febrero 1998.
ltima edicin previa E 164 94a.
2 Libro Anual de Estndares ASTM, Volumen 03.03.
2.Documentos de Referencia
2.1Estndares ASTM
E 317 Prctica para la Evaluacin de las Caractersticas
Funcionales de Sistemas Ultrasnicos de Inspeccin Sin el uso de
Instrumentos Electrnicos de Medicin2E 543 Prctica para la Evaluacin
de Agencias que Realizan Pruebas no Destructivas2E 587 Prctica la
Inspeccin Ultrasnica por Haz Angular por el Mtodo de Contacto2E
1316 Terminologa para Exmenes no Destructivos22.2Estndares ASNT
Prctica SNT-TC-1A Calificacin y Certificacin de Personal en
pruebas no Destructivas33.Significado y Uso
3.1Las tcnicas para la inspeccin ultrasnica de soldaduras
descritas en esta prctica son intentadas para proporcionar un medio
de inspeccin a soldaduras para discontinuidades internas y
superficiales dentro de la soldadura y en la zona afectada por el
calor. La prctica est limitada a la inspeccin de soldaduras de
geometra especfica en materiales extrudos o forjados.
3.2Las tcnicas proporcionan un mtodo prctico de inspeccin a
soldaduras para discontinuidades internas y superficiales y son
adecuadas para realizar tareas de control de calidad durante el
proceso. La prctica es conveniente especialmente para la deteccin
de discontinuidades que presentan superficies planas
perpendiculares con respecto al haz de sonido. Otras pruebas no
destructivas pueden ser usadas cuando deben ser evaluadas de manera
crtica porosidad e inclusiones de escoria.
3.3Cuando la inspeccin ultrasnica es usada como base para la
aceptacin de soldaduras, debera existir un acuerdo entre el
fabricante y el comprador para establecer cmo sern usados los
estndares de referencia especficos y sus lmites. Ejemplos de
estndares de referencia estn dados en la Seccin 6. Debera ser
escrito y acordado un procedimiento detallado para la inspeccin de
soldaduras que describa los lmites de discontinuidades
permitidas.
3.4Calificacin de PersonalPara cumplir con la intencin de esta
prctica recomendada, es esencial que la evaluacin sea realizada por
personal adiestrado y calificado adecuadamente. El usuario es
referenciado a la Prctica SNT-TC-1A publicada por la Sociedad
Americana de Pruebas no Destructivas (ASNT) u otros programas
equivalentes.
3.5Evaluacin de Agencias de Pruebas no DestructivasEl uso de una
agencia de Pruebas no Destructivas (como se define en la Prctica E
543) para realizar la inspeccin puede ser acordado por las partes
usuarias. Si es especificada una evaluacin sistemtica de la
capacidad de la agencia, debe ser usado un procedimiento
documentado tal como la Prctica E 543 como base para la
evaluacin.
4.Transductores
4.1Los requisitos de transductores de haz angular estn
determinados por las variables de la inspeccin. El procedimiento de
inspeccin debera ser establecido tomando en consideracin variables
tales como el espesor de la soldadura, la superficie de inspeccin
disponible, el tamao de la falla mximo permitido, la orientacin de
la falla, y las propiedades acsticas del material. La consideracin
tambin debera estar dada por la confiabilidad de usar longitudes de
onda comparables en la inspeccin de materiales donde son empleadas
una inspeccin con onda longitudinal y una inspeccin con haz angular
y onda de corte. Esto puede ser cumplido realizando una inspeccin
con haz recto (onda longitudinal) a aproximadamente dos veces la
frecuencia de la inspeccin con haz angular (onda de corte).
4.2Generalmente son empleadas frecuencias de 1.0 a 5 MHz para la
inspeccin con haz angular (onda de corte) y con haz recto (onda
longitudinal).
4.3Las dimensiones recomendadas de transductores para la
inspeccin de soldaduras estn en un rango de 1/4 de pulgada (6.4 mm)
de dimetro mnimo o 1/4 de pulgada cuadrada a 1.0 pulgada cuadrada
(25.4 mm) o 1 1/8 de pulgada (28.6 mm) de dimetro.
5.Calibracin
5.1En general son usados dos mtodos para la calibracin de haz
angular: el mtodo de coordenadas polares y el de rectangulares.
5.1.1El mtodo de coordenadas polares requiere la medicin de la
lnea central del haz en la interfase transductor/pieza y el ngulo
del haz en un bloque de prueba, y el barrido del instrumento es
calibrado a lo largo de la lnea del haz. La informacin de la
inspeccin es grficamente convertida en coordenadas de posicin y
profundidad para la localizacin del reflector. El mtodo polar es
detallado en el Anexo A1.
5.1.2El mtodo de coordenadas rectangulares requiere la medicin
de la posicin del reflector desde el frente del transductor, y el
barrido del instrumento es calibrado para la profundidad del
reflector conforme es movido a diferentes posiciones en el haz
proporcionando una curva de distancia amplitud. La informacin de la
inspeccin es leda directamente para la posicin y profundidad al
reflector. El mtodo de coordenadas rectangulares es detallado en el
Anexo A2.
6.Estndares de Referencia
6.20.2 Variaciones. El Anexo K es un ejemplo de una tcnica
alternativa para realizar la inspeccin ultrasnica a soldaduras de
ranura. Variaciones en el procedimiento de inspeccin, equipo y
estndares de aceptacin no incluidas en la Parte F de la seccin 6
pueden ser usadas previo acuerdo con el Ingeniero responsable.
Tales variaciones incluyen otros espesores, geometra de la
soldadura, tamaos del transductor, frecuencias acoplantes,
superficies pintadas, tcnicas de inspeccin, etc. Dichas variaciones
aprobadas deben registrarse en los registros del contrato.
6.20.3 Porosidad Tubular. Para detectar posible porosidad
tubular en soldaduras de electroescoria y electrogas, se sugiere la
radiografa como complemento de la inspeccin ultrasnica.
6.20.4 Metal Base. Estos procedimientos no son adecuados para
emplearse en la inspeccin de metales base. Sin embargo, las
discontinuidades relacionadas con la soldadura (grietas, desgarres
laminares, delaminaciones, etc.) en el metal base adyacente, las
cuales no deberan aceptarse bajo lo indicado en ste cdigo deben
reportarse al Ingeniero responsable para su disposicin.
6.21Requisitos de Calificacin
Para satisfacer los requisitos de 6.14.6, la calificacin del
operador de la inspeccin ultrasnica debe incluir un examen
especfico y un examen prctico, los cuales deben basarse en los
requisitos de ste cdigo. sta examinacin requiere que el operador de
la inspeccin ultrasnica demuestre la habilidad para aplicar las
reglas de ste cdigo en la deteccin exacta y la disposicin de las
fallas o discontinuidades.
6.22Equipo Ultrasnico
6.22.1 Requisitos del Equipo. El instrumento ultrasnico debe ser
del tipo pulso-eco, adecuado para utilizarse con transductores que
oscilan a frecuencias entre 1 y 6 MHz. La presentacin debe ser un
barrido "A" con seal de video rectificada.
6.22.2 Linealidad horizontal. La linealidad horizontal del
instrumento de prueba debe ser calificada sobre la distancia total
de la trayectoria del sonido que va a usarse en la inspeccin, de
acuerdo con 6.30.1.
6.22.3 Requisitos para los Instrumentos de Prueba. Los
instrumentos de prueba deben incluir estabilizacin interna, para
que despus de calentarse no ocurra una variacin en respuesta mayor
a 1 dB, con un cambio del 15% en el suministro nominal de voltaje
o, en el caso de una batera, el tiempo de duracin de la carga. Debe
haber una alarma o medidor que indique una cada en el voltaje de la
batera antes que el instrumento se apague debido a la descarga
total de la batera.
6.22.4 Calibracin de los Instrumentos de Prueba. El instrumento
de prueba debe tener un control de ganancia calibrado (atenuador)
ajustable en pasos de 1 2 dB en un intervalo de al menos 60 dB. La
exactitud de los ajustes del atenuador debe estar dentro de ms o
menos 1 dB. El procedimiento para la calificacin debe ser como se
describe en 6.24.2 y 6.30.2
6.22.5 Rango de la Pantalla. El rango dinmico de la pantalla del
instrumento debe ser tal que una diferencia de 1 dB de amplitud
pueda ser fcilmente detectada en la pantalla.
6.22.6 Palpadores de Haz Recto (Onda Longitudinal). Los
palpadores de haz recto (onda longitudinal), deben tener un rea
activa no menor de 1/2 pulgada cuadrada (323 mm2) y no mayor de 1
pulgada cuadrada (645 mm2). El transductor debe ser cuadrado o
redondo. Los transductores deben ser capaces de resolver las tres
reflexiones como se describe en 6.29.1.3.
Documentos
6.22.7 Palpadores de Haz Angular. Los palpadores de haz angular
deben consistir de un transductor y una zapata angular. La unidad
puede estar compuesta por dos elementos separados o puede ser una
unidad integral.
6.22.7.1 Frecuencia. La frecuencia del transductor debe ser
entre 2 y 2.5 MHz, inclusive.
6.22.7.2 Dimensiones del Transductor. El cristal transductor
debe ser de forma cuadrada o rectangular y puede variar de 5/8 de
pulgada a 1 pulgada (16.0 a 25.4 mm) en ancho y de 5/8 a 13/16 de
pulgada (16.0 a 21.0 mm) en altura (ver Figura 6.20). La relacin
mxima ancho-altura debe ser de 1.2 a 1.0 y la relacin mnima debe
ser 1.0 a 1.0.
6.22.7.3 ngulos. El palpador debe producir un haz de sonido en
el material que est siendo inspeccionado dentro de mas o menos 2 en
uno de los siguientes ngulos: 70, 60 45, como se describe en
6.29.2.2.
6.22.7.4 Marcado. Cada palpador debe estar marcado indicando
claramente la frecuencia del transductor, ngulo nominal de
refraccin, y punto ndice. El procedimiento para localizar el punto
ndice se describe en 6.29.2.1.
6.22.7.5 Reflexiones Internas. Las mximas reflexiones internas
permitidas del transductor deben ser como se describe en
6.24.3.
6.22.7.6 Distancia desde el Borde. Las dimensiones del palpador
deben ser tales que la distancia desde la orilla frontal del
palpador al punto ndice no debe exceder de 1 pulgada (25.0 mm).
6.22.7.7 Bloque IIW. El procedimiento de calificacin usando el
bloque de referencia IIW, debe ser de acuerdo con 6.29.2.6 y como
se muestra en la Figura 6.21.
6.23Estndares de Referencia
6.23.1 Estndar IIW. El bloque de referencia ultrasnico del
Instituto Internacional de Soldadura (IIW), mostrado en la Figura
6.22, debe ser el estndar usado para la calibracin en distancia y
sensibilidad. Pueden usarse otros bloques porttiles, siempre y
cuando la sensibilidad del nivel de referencia, para una combinacin
de instrumento/palpador, sea ajustada para ser equivalente a la
obtenida con el bloque IIW (Ver Anexo X, para ejemplos).
AnchoAltura
Figura 6.20-Cristal Transductor
(ver 6.22.7.2)
6.23.2 Reflectores Prohibidos. Para propsitos de calibracin est
prohibido el uso de reflectores en "esquina".
6.23.3 Requisitos de Resolucin. La combinacin de palpador e
instrumento debe resolver tres orificios en el bloque de referencia
de resolucin RC que se muestra en la Figura 6.23. La posicin del
palpador se describe en 6.29.2.5. La resolucin debe evaluarse con
los controles del instrumento ajustados para pruebas normales, y
con las indicaciones de los orificios a la mitad de la altura de la
pantalla. La resolucin debe ser la suficiente para distinguir al
menos los picos de las indicaciones de los tres orificios.
6.24Calificacin del Equipo
6.24.1 Linealidad horizontal. La linealidad horizontal del
instrumento de prueba debe ser recalificada despus de cada 40 horas
de uso del instrumento en cada uno de los rangos de distancia en
que el instrumento va a usarse. El procedimiento de calificacin
debe ser de acuerdo con 6.30.1 (Ver Anexo X, para el mtodo
alternativo).
6.24.2 Control de Ganancia. El control de ganancia del
instrumento (atenuador), debe cumplir los requisitos de 6.22.4 y
debe ser verificado, para una calibracin correcta, cada dos meses
de acuerdo con 6.30.2. Pueden usarse mtodos alternativos para la
calificacin del control de ganancia calibrada (atenuador), si
proporciona, al menos, lo equivalente con 6.30.2.
6.24.3 Reflexiones Internas. Las mximas reflexiones internas de
cada palpador deben ser verificadas a intervalos mximos de tiempo
de 40 horas de uso del instrumento de acuerdo con 6.30.3.
Documentos
Orilla Frontal o(25 mm)
Dedo1 Pulg. Maximo para todos los
ngulos
Palpador
Punto ndice
Orificio0.060 pulg.
(1.5 mm)
0.6 pulg.
(15.2 mm)
1.4 pulg.
(36 mm)
Figura 6.21Procedimiento de Calificacin del Palpador
Usando el Bloque de Referencia IIW (ver 6.22.7.7)
6.24.4 Calibracin de Palpadores de haz Angular. Usando un bloque
de calibracin aprobado, cada palpador de haz angular debe
verificarse despus de cada 8 horas de uso, para determinar que la
superficie de contacto est plana, que es correcto el punto de
entrada del sonido y que el haz angular est dentro de la tolerancia
permitida de mas o menos 2, de acuerdo con 6.29.2.1 y 6.29.2.2. Los
palpadores que no cumplan con stos requisitos, deben corregirse o
reemplazarse.
6.25Calibracin para la Prueba
6.25.1 Posicin del Control de Rechazo. Todas las calibraciones y
pruebas deben realizarse con el control de rechazo (recorte o
supresin) apagado. El uso del control de rechazo puede alterar la
linealidad de la amplitud del instrumento e invalidar los
resultados de la prueba.
6.25.2 tcnica. La calibracin para sensibilidad y barrido
horizontal (distancia) debe hacerla el operador de la inspeccin
ultrasnica, justo antes de y en el sitio donde se localice cada
soldadura inspeccionada.
6.25.3 Recalibracin. La recalibracin debe realizarse despus de
un cambio de operador, cada 30 minutos como mximo intervalo de
tiempo, o cuando el circuito elctrico sufra algn disturbio en
cualquiera de las formas siguientes:
(1)Cambio de transductor
(2)Cambio de batera
(3)Cambio de toma de corriente
(4)Cambio de cable coaxial
(5)Suministro de corriente (falla)
6.25.4 Inspeccin de Metal Base con Haz Recto. La calibracin para
la inspeccin con haz recto de metal base debe realizarse con el
palpador colocado en la Cara "A" del metal base, y llevada a cabo
como sigue:
6.25.4.1 Barrido. En la calibracin de distancia, el barrido
horizontal debe ajustarse para que presente el equivalente a, por
lo menos, dos veces el espesor de la placa en la pantalla.
6.25.4.2 Sensibilidad. La sensibilidad debe ajustarse en una
zona libre de indicaciones para que la primera reflexin de pared
posterior, del lado ms alejado de la placa, sea del 50 al 75% de la
altura total de la pantalla.
6.25.5 Calibracin para la Inspeccin con Haz Angular. La
calibracin para la inspeccin con haz angular debe realizarse como
sigue (ver Anexo X, X2.4 para el mtodo alternativo).
6.25.5.1 Barrido Horizontal. El barrido horizontal debe
ajustarse para representar la distancia real actual de la
trayectoria del sonido, usando el bloque IIW o bloques alternativos
como los especificados en 6.23.1.
Documentos
0.0802
0.60Orificio de 0.060.600.36 15 Orificio 1.5 15 9
40 50 60 40 50 60
2.2 55
4.03.64 100 91
1.2 30
2.0 0.1250 3
R = 1.0R = 25
1.4 6.6 35165
tipo 1tipo 1
tipo 2tipo 2
0.92 0.2 23 0.5
0.156 4
0.156 4
1.0 25
0.08 2
60 70 60 70
R = 4.0R = 100
1.18 30
80 80
8.0 4.0 200100
12.0 300
Dimensiones en Sistema InglsDimensiones en Sistema
Internacional
Notas:
1.Las tolerancias en dimensiones entre todas las superficies
involucradas en referencia o calibracin, deben estar entre ( 0.005
pulgadas (0.13 mm.) de la dimensin indicada.
2.El acabado de todas las superficies donde es aplicado o
reflejado el sonido, deben tener un mximo de 125 (pulgadas.
r.m.s.
3.Todo el material debe ser ASTM-A36 o acsticamente
equivalente.
4.Todos los orificios deben tener un acabado interno liso y
deben estar barrenados a 90 con respecto a la superficie del
material.
5.Las lneas de grados y marcas de identificacin deben ser
identadas en la superficie del material para que pueda mantenerse
su orientacin permanente.
6.Otros bloques de referencia aprobados, con dimensiones
ligeramente diferentes o ranuras de calibracin de distancia, son
permitidos (ver Anexo X).
7.Estas notas aplican a todos los esquemas en las Figuras 6.22 y
6.23.
Figura 6.22Bloques de referencia ultrasnica del Instituto
Internacional de Soldadura (IIW)
Documentos
6.0
3.966
3.544
2.533
0.875 60 70 45
1.0261.344
1.177 1.500 1.656
1.96770
2.121
2.27560
3.0
45
0.6911.000
0.731
0.771
1.819
1.846
1.873
5.117
5.131
5.145
todos los orificios son de 1/16 de pulgada de dimetro
RC Bloque de Referencia de Resolucin
2
2
2
2 2 2
6
Tipo Bloque de Referencia de Distancia y Sensibilidad
Dimensiones en Pulgadas
Figura 6.23Bloques de Calificacin (ver 6.23.3)Documentos
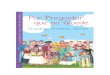
Eje de la Soldadura
Patrn De e
Patrn E
aa c
B
c
Movimiento AMovimiento B
Movimiento C
Notas:
1.Los patrones de inspeccin son todos simtricos alrededor del
eje de la soldadura con excepcin del patrn D el cual se realiza
directamente sobre el eje de la soldadura.
2.La inspeccin desde ambos lados del eje de la soldadura se
realiza hasta donde sea mecnicamente posible.
Figura 6.24Vista del Plan de Patrones de Barrido de Ultrasonido
(ver 6.32)
La calibracin de distancia debe hacerse usando la escala de 5
pulgadas (127 mm) o de 10 pulgadas (254 mm) en la pantalla,
cualquiera que sea apropiada. Sin embargo, si la configuracin de la
junta o el espesor impiden el examen completo de la soldadura con
cualquiera de estos ajustes, entonces la calibracin de distancia
debe hacerse usando la escala de 15 o 20 pulgadas (381 mm 508 mm),
como se requiera. La posicin del palpador se describe en
6.29.2.3.
Nota: La localizacin horizontal de todas las indicaciones en la
pantalla es en base al punto en el cual el lado izquierdo de la
deflexin del trazo rompe la lnea horizontal base.
6.25.5.2 Nivel de Referencia Cero. El nivel de sensibilidad de
referencia cero usado para la evaluacin de fallas ("b" en el
reporte de la prueba ultrasnica, Anexo D, Forma D11), se obtiene
ajustando el control de ganancia calibrada (atenuador) del detector
de fallas, cumpliendo los requisitos de 6.22, de tal manera que la
deflexin del trazo horizontal pueda ser maximizada en la pantalla
(ajustando la altura de la lnea horizontal de referencia con el
control de ganancia calibrada (atenuador)(, de acuerdo con
6.29.2.4.
6.26Procedimientos de Prueba
6.26.1 Lnea X. Para la localizacin de las fallas debe marcarse
una lnea "X" sobre la cara de la soldadura, en direccin paralela al
eje de la soldadura. La localizacin de la distancia perpendicular
al eje de la soldadura, est basada en las figuras dimensionales de
los planos detallados y usualmente est sobre la lnea central (eje)
de las juntas soldadas a tope, y siempre est cerca de la cara del
miembro conectado en "T" y en las juntas soldadas en esquina (la
cara opuesta a la Cara "C").
6.26.2 Lnea Y. Una letra "Y" acompaada con un nmero de
identificacin de la soldadura, debe marcarse claramente en el metal
base adyacente a la soldadura que va a inspeccionarse por
ultrasonido. Esta marca es empleada con los siguientes
propsitos:
(1)Identificacin de la soldadura.
(2)Identificacin de la Cara "A".
(3)Medicin de la distancia y direccin (+ o -) desde la lnea
"X".
(4)Medicin de la localizacin desde los extremos u orillas del
cordn de soldadura.
Documentos
6.26.3 Limpieza. Todas las superficies en las cuales es colocado
el transductor deben estar libre de salpicaduras de soldadura,
suciedad, grasa, aceite (distinto al usado como acoplante),
pintura, escamas y deben tener un contorno que permita acoplamiento
adecuado.
6.26.4 Acoplantes. Un material acoplante debe usarse entre el
palpador y el material a inspeccionar. El acoplante debe ser, ya
sea una mezcla de agua con glicerina o agua con goma de celulosa de
consistencia adecuada. Puede agregarse un agente humectante si es
necesario. Puede usarse un aceite ligero como acoplante en los
bloques de calibracin.
6.26.5 Extensin de la Inspeccin. Todo el metal base adyacente a
travs del cual viaja el sonido para inspeccionar la soldadura, debe
inspeccionarse para detectar reflectores laminares usando un
palpador de haz recto, conforme a los requisitos de 6.22.6 y
calibrando de acuerdo con 6.25.4. Si cualquier rea del metal base
presenta una prdida total de la reflexin de pared posterior o una
indicacin igual o mayor que la altura original de la reflexin
posterior y est localizada en una posicin que interfiera con el
procedimiento normal de barrido de la soldadura; se debe determinar
y registrar en el reporte de inspeccin ultrasnica, su tamao,
localizacin y profundidad desde la cara "A",y debe usarse un
procedimiento de barrido de la soldadura alterno.
6.26.5.1 Tamao del Reflector. El procedimiento para la evaluacin
del tamao del reflector debe ser de acuerdo con 6.31.1.
6.26.5.2 Inaccesibilidad. Si parte de una soldadura a
inspeccionarse es inaccesible, de acuerdo con los requisitos de la
Tabla 6.6, debido al contenido laminar detectado, de acuerdo con
6.26.5, la inspeccin debe llevarse a cabo usando uno o ms de los
siguientes procedimientos alternos, como sea necesario para cubrir
totalmente la soldadura:
(1)La(s) superficie(s) soldada(s) debe(n) ser esmerilada(s) de
acuerdo con 5.24.4.1.
(2)La inspeccin debe realizarse desde las Caras A y B.
(3)Deben ser usados otros palpadores angulares.
6.26.6 Inspeccin de Soldaduras. Las soldaduras deben
inspeccionarse usando un palpador de haz angular conforme a los
requisitos de 6.22.7, con el instrumento calibrado de acuerdo con
6.25.5 usando el ngulo como se indica en la Tabla 6.6. Despus de la
calibracin y durante la inspeccin, slo se permite ajustar el nivel
de sensibilidad con el control de ganancia calibrado (atenuador).
El control de "rechazo" (recorte o supresin), debe estar apagado.
La sensibilidad debe incrementarse desde el nivel de referencia
para realizar el barrido de la soldadura de acuerdo con la Tabla
6.2 o 6.3, como sea aplicable.
6.26.6.1 Barrido (exploracin). El ngulo de inspeccin y el
procedimiento de barrido deben ser de acuerdo con lo indicado en la
Tabla 6.6.
6.26.6.2 Juntas a Tope. Todas las juntas soldadas a tope deben
ser inspeccionadas desde cada lado del eje de la soldadura. Las
juntas soldadas en esquina y en "T", deben inspeccionarse
principalmente desde un slo lado del eje de la soldadura. Todas las
soldaduras deben inspeccionarse usando el patrn o patrones de
barrido aplicables que se indican en la Figura 6.24, como sea
necesario, para detectar fallas longitudinales y transversales.
Esto se realiza para que, como mnimo, todas las soldaduras sean
inspeccionadas por el paso de sonido a travs de todo el volumen de
la soldadura y la zona afectada por el calor, en dos direcciones
cruzadas (transversal y longitudinalmente), cualquiera que sea
prctica.
6.26.6.3 Indicacin Mxima. Cuando una indicacin de discontinuidad
aparece en la pantalla, la mxima indicacin obtenida de la
discontinuidad debe ser ajustada para que la deflexin en el trazo
sea igual al nivel de referencia horizontal en la pantalla. Este
ajuste debe hacerse con el control de ganancia calibrado
(atenuador), y la lectura del instrumento en decibeles debe usarse
como el Nivel de Indicacin, a", para calcular la Relacin de
Indicacin, "d", como se muestra en el reporte de inspeccin (Anexo
D, Forma D11).
6.26.6.4 Factor de Atenuacin. El Factor de Atenuacin, c", del
reporte de inspeccin se obtiene restando 1 pulgada (25.4 mm) de la
distancia de recorrido del sonido y multiplicando el resultado por
dos. Este factor debe ser redondeado al valor entero ms cercano en
dB. Para valores de fracciones menores de 1/2 dB debe reducirse al
valor inmediato inferior en dB y para aquellos de 1/2 dB o mayor de
incrementarse al valor inmediato superior en dB.
Documentos
Tabla 6.6
ngulo de Inspeccin (ver 6.26.5.2)
Representacin Grfica del Procedimiento
Espesor de Material, pulgadas (mm)
Tipo5/16 (8)>1 1/2>1 3/4>2 1/2>3 1/2>4
1/2>5>6 1/2>7
deaaaaaaaa
Junta1 1/2 (38.1)1 3/4 (44.5)2 1/2 (63.5)3 1/2 (88.9)4 1/2
(114.3)5 (127.0)6 1/2 (165.1)7 (177.8)8 (203)
(((((((((
1G1G68912
Tope1O1FoFoFoFoFoFoF12F
457101113
FFFFFFF
T1O1o4o5o7o10o11o13o
XFXFXFXFXFXFXF
F1GF1G F6F8F9F13F
Esquina1O1ooooooooooooo
XF4XF5XF7XF10XF11XF14XF
Electrogas1G1G P1611111111
y1O1Oo1**oooP3oP3oP3oP3oP3
Electroescoria43P3715151515**
XRECEPTOR
X CARA ATRANSMISOR
CARA A X CARA ACARA A X
CARACARA
CC
CARA B X CARA BCARA BCARA B X
X
X
JUNTA A TOPEJUNTA EN ESQUINAJUNTA EN TPICHA Y CACHA
CARA A ESMERILADO A RAS
CUARTO SUPERIOR 70
MITAD MEDIA 70
CUARTO INFERIOR 70
Notas:
1.Donde sea posible, todas las inspecciones deben hacerse desde
la Cara A y en la Pierna 1, a menos que se especifique otra cosa en
sta Tabla.
2.Las reas de raz de las juntas soldadas de ranura sencilla, las
cuales tienen placas de respaldo que por contrato no requieren
removerse, deben inspeccionarse en la Pierna 1, donde sea posible,
siendo la Cara A la opuesta al respaldo (puede ser necesario
esmerilar la cara de la soldadura o inspeccionar desde las caras
adicionales de la soldadura, para permitir un barrido completo de
la raz de la soldadura).
3.La inspeccin en la Pierna II o III debe hacerse nicamente para
cumplir con los requisitos de sta tabla o cuando sea necesario para
inspeccionar las reas de soldadura inaccesibles debido a una
superficie soldada sin esmerilar, o por interferencia con otra
parte de la soldadura, o para cumplir los requisitos de
6.26.6.2.
4.Debe usarse como mximo la Pierna III, nicamente donde el
espesor o geometra evite un barrido completo de las reas soldadas y
zonas afectadas por el calor en la Pierna I o Pierna II.
5.En soldaduras en tensin en estructuras cclicamente cargadas,
el cuarto superior del espesor debe inspeccionarse con el final de
la pierna del sonido proveniente de la Cara B hacia la Cara A, el
cuarto inferior del espesor, debe inspeccionarse con el final de la
pierna del sonido proveniente de la Cara A hacia la Cara B; por
ejemplo, el cuarto superior del espesor debe inspeccionarse ya sea
desde la Cara A en la pierna II o desde la Cara B en la pierna I, a
opcin del contratista, a menos que se especifique otra cosa en los
documentos contractuales.6.La cara de la soldadura indicada, debe
esmerilarse a ras antes de usar el procedimiento 1G, 6, 8, 9, 12,
14 15. La Cara A, para ambos miembros conectados, debe estar en el
mismo plano.
Documentos
Tabla 6.6 (Continuacin)
Leyenda:
XInspeccionar desde la Cara "C".
GEsmerilar la cara de la soldadura.
ONo se requiere.
Cara ALa cara del material desde la cual se hace el barrido
inicial (en juntas en T y en esquina, seguir los esquemas
anteriores).
Cara BOpuesta a la Cara "A" (misma placa).
Cara CLa cara opuesta a la soldadura en los miembros conectados
o juntas en T o en esquina.
(Se requiere solamente donde la indicacin de la discontinuidad
presenta la altura de referencia, y es detectada en la interfase
metal de aporte metal base, mientras se inspecciona en el nivel de
barrido con procedimientos primarios seleccionados de la primera
columna.
**Usar 15 pulgadas (381 mm) 20 pulgadas (508 mm) de calibracin
de distancia de la pantalla.
PLa tcnica picha y cacha (emisor y receptor) debe hacerse
nicamente para la evaluacin de las discontinuidades en la parte
media del espesor de la soldadura con palpadores de 45 70 de igual
especificacin, ambos en una misma superficie de la soldadura (los
palpadores deben mantenerse en una posicin fija para controlar la
posicin ver esquema). Para la tcnica picha y cacha, la calibracin
de la amplitud normalmente se hace calibrando con un solo palpador.
Cuando se conecta al modo dual, para la tcnica picha y cacha, debe
haber la seguridad de que sta calibracin no cambia como resultado
de las variables del instrumento.
FLas indicaciones en la interfase metal base-soldadura deben
evaluarse con transductores de 70, 60 45 cualquiera cuya
trayectoria del sonido se acerque ms a la perpendicular a la
superficie de fusin esperada.
Leyenda del procedimiento
rea del espesor de la soldadura
No.Cuarto
SuperiorMitad
MediaCuarto
Inferior
1707070
2606060
3454545
4607070
5457070
670GA7060
760 B7060
870GA6060
970GA6045
1060 B6060
1145 B70**45
1270GA4570GB
1345 B4545
1470GA4545
1570GA70AB70GB
Documentos
6.26.6.5 Relacin de Indicacin. La Relacin de indicacin, d", en
el Reporte de Inspeccin Ultrasnica, Anexo D, Forma D-11, representa
la diferencia algebraica en decibeles entre el nivel de indicacin y
el nivel de referencia, con una correccin para la atenuacin, como
se indica en las siguientes expresiones:
Instrumentos con ganancia en dB:
a - b - c = d
Instrumentos con atenuacin en dB:
b - a - c = d
6.26.7 Longitud de las Fallas. La longitud de las fallas debe
determinarse de acuerdo con el procedimiento de 6.31.2.
6.26.8 Bases para la Aceptacin o Rechazo. Cada discontinuidad en
la soldadura debe ser aceptada o rechazada en base a su relacin de
indicacin y su longitud, de acuerdo con la Tabla 6.2 para
estructuras estticamente cargadas o la Tabla 6.3 estructuras
cclicamente cargadas, cualquiera que sea aplicable. Slo aquellas
discontinuidades que son rechazables necesitan registrarse en el
reporte de inspeccin, excepto que, para soldaduras designadas en
los documentos del contrato como "Fracturas Crticas", las
relaciones aceptables que se encuentren dentro de 6 dB, inclusive,
por debajo de la relacin mnima rechazable deben registrarse en el
reporte de inspeccin.
6.26.9 Identificacin de rea Rechazada. Cada discontinuidad
rechazable debe indicarse en la soldadura por medio de una marca
directamente sobre la discontinuidad en toda su longitud. La
profundidad desde la superficie y la relacin de indicacin deben
anotarse sobre el metal base.
6.26.10 Reparacin. Las soldaduras que son inaceptables por la
inspeccin ultrasnica deben repararse por los mtodos permitidos por
5.26 de este cdigo. Las reas reparadas deben reinspeccionarse por
ultrasonido y los resultados deben ser tabulados sobre la forma
original (s est disponible) o en formas de reporte adicionales.
6.26.11 Reportes de Inspecciones en Reparaciones. La evaluacin
de las reas soldadas reparadas que sean reinspeccionadas debe ser
tabulada sobre una nueva lnea en la forma de reporte. Si es usada
la forma de reporte original, R1, R2, .....Rn deben usarse como
prefijos del nmero de indicacin. Si es usada una forma de reporte
adicional, la letra R debe prefijarse al nmero de reporte.
6.27Inspeccin Ultrasnica de Conexiones tubulares t, y y KLos
requisitos para la inspeccin ultrasnica (UT) de esta seccin
representan la situacin de la destreza disponible para la inspeccin
de estructuras tubulares, especialmente conexiones T, Y y K. La
determinacin de la altura de reflectores alargados con una dimensin
(H) menor que la altura del haz (ver Figura 6.8) es
considerablemente menos exacta que la determinacin de la longitud
donde los reflectores se extienden mas all de los bordes del haz, y
requiere mas atencin en la estimacin para la calificacin y
aprobacin del procedimiento, y en el entrenamiento y certificacin
de los operadores de la inspeccin ultrasnica.
6.27.1 Procedimiento. Todas las inspecciones ultrasnicas deben
realizarse de acuerdo con un procedimiento escrito el cual haya
sido preparado o aprobado por un individuo calificado como Nivel
III de acuerdo con SNTTC-1A, y con experiencia en la inspeccin
ultrasnica de estructuras tubulares. El procedimiento debe estar
basado en los requisitos de esta seccin y en la seccin 6, Parte F,
como sea aplicable. Antes se usarse en soldaduras de produccin, el
procedimiento y el criterio de aceptacin deben ser aprobados por el
Ingeniero responsable, y el personal debe haber sido calificado de
acuerdo con 6.27.2. El procedimiento debe contener, como mnimo, la
siguiente informacin con respecto a los mtodos y tcnicas de
inspeccin ultrasnica:
(1)El tipo de configuracin de la junta soldada que ser
inspeccionada (por ejemplo, el rango de dimetros aplicable,
espesores, y el ngulo diedral local). Las tcnicas convencionales
estn limitadas a dimetros de 12-3/4 pulgadas (325 mm) y mayores,
espesores de 1/2 pulgada (12.7 mm) y mayores, y ngulos diedrales
locales de 30 o mayores. Pueden ser usadas tcnicas especiales para
dimensiones menores, con la condicin que sean calificados como aqu
se describe, usando las dimensiones mas pequeas de la
aplicacin.
(2)Criterio de aceptacin para cada uno de los tipos y tamaos de
la soldadura.
(3)Tipo(s) de instrumento(s) ultrasnico(s) (marcas y
modelos).
Documentos
(4)Frecuencia de transductores (palpadores), tamao y forma del
rea activa, ngulo del haz, y tipo de zapata y ngulo. Procedimientos
que usan transductores con frecuencias de hasta 6 MHz, tamaos
menores de 1/4 pulgada (6.5mm), y de formas diferentes a las
especificadas en otra parte, pueden ser usadas, con la condicin que
sean calificadas como aqu se describe.
(5)Preparacin de la superficie y acoplante (donde sea
usado).
(6)Tipo de bloque de calibracin y reflector de referencia.
(7)Mtodo de calibracin y exactitud requerida para la distancia
(barrido), linealidad vertical, divergencia del haz, ngulo,
sensibilidad y resolucin.
(8)Intervalo de recalibracin para cada uno de los ajustes del
prrafo (7).
(9)Mtodo para determinar la continuidad acstica del metal base
(ver 6.27.4), y para establecer la geometra como funcin del ngulo
diedral local y el espesor.
(10)Patrones de barrido y sensibilidad (ver 6.27.5).
(11)Correccin por transferencia para superficies curvas y
rugosas (donde son aplicados los mtodos de amplitud. Ver
6.27.3).
(12)Mtodos para determinar el ngulo efectivo del haz (en
materiales curvos), rea ndice de la raz, y localizacin de las
fallas.
(13)Mtodo para determinar la longitud y altura de la
discontinuidad.
(14)Mtodo de verificacin del defecto durante la excavacin y
reparacin.
6.27.2 Personal. En adicin a los requisitos para el personal de
6.14.8, cuando sea realizada la inspeccin de conexiones T, Y y K,
el operador debe demostrar su habilidad para aplicar las tcnicas
especiales requeridas para tales inspecciones. Las pruebas prcticas
para estos propsitos deben ser realizadas sobre soldaduras
simuladas que representen el tipo de soldaduras que sern
inspeccionadas, incluyendo un rango representativo de ngulos
diedrales y espesores que sern encontrados en produccin, utilizando
los procedimientos aplicables calificados y aprobados. Cada
soldadura simulada debe contener discontinuidades naturales o
artificiales que produzcan indicaciones ultrasnicas arriba y abajo
del criterio de rechazo especificado en el procedimiento
aprobado.
La funcionalidad debe juzgarse en base a la habilidad del
operador para determinar el tamao y clasificacin de cada
discontinuidad con una exactitud requerida para aceptar o rechazar
cada unin soldada y localizar exactamente las discontinuidades
rechazables a lo largo de la soldadura y dentro de la seccin
transversal de la soldadura. Al menos el 70% de las
discontinuidades rechazables deben ser correctamente identificadas
como rechazadas, y de otro modo la funcionalidad debe ser a
satisfaccin del Ingeniero responsable (con estimacin particular al
nivel de falsas alarmas). Para trabajos en estructuras no
redundantes, todas las fallas serias (por ejemplo aquellas que
excedan dimensiones rechazables por un factor de dos, amplitudes de
6 dB) deben ser localizadas y reportadas.
6.27.3 Calibracin. La calificacin del instrumento ultrasnico y
los mtodos de calibracin deben cumplir los requisitos del
procedimiento aprobado y la seccin 6, Parte F, excepto como
sigue:
6.27.3.1 Rango. La calibracin del rango (distancia) debe
incluir, como mnimo, la distancia total de recorrido del
ultrasonido que ser usada durante la inspeccin especfica. Este
puede ser ajustado para representar el recorrido del sonido, la
distancia superficial, o la profundidad equivalente por debajo de
la superficie de contacto, mostrado a lo largo de la escala
horizontal del instrumento, como se describa en el procedimiento
aprobado.
6.27.3.2 Calibracin de Sensibilidad. La sensibilidad estndar
para la inspeccin de soldaduras de produccin usando tcnicas de
amplitud debe ser: sensibilidad bsica + correccin de distancia
amplitud + correccin por transferencia. Esta calibracin debe
hacerse al menos una vez por cada junta inspeccionada; excepto que,
para inspecciones repetitivas de iguales tamaos y configuraciones,
la frecuencia de calibracin de 6.25.3 puede ser usada.
(1) Sensibilidad Bsica. El nivel de referencia es la altura en
la pantalla obtenida usando la mxima reflexin del barreno de 0.060
pulgadas (1.5 mm) de dimetro en el bloque IIW (u otro bloque que
resulte en la misma sensibilidad de calibracin bsica) como se
describe en 6.25 (o 6.29).
(2) Correccin Distancia Amplitud. El nivel de sensibilidad debe
ser ajustado para proporcionar la prdida por atenuacin a travs del
rango del recorrido del sonido que ser usado ya sea por medio de
curvas de correccin distancia amplitud, medios electrnicos, o como
se describe en 6.26.6.4. Donde sean usados
Documentos
transductores de alta frecuencia, la mayor atenuacin debe ser
tomada en cuenta. La correccin por transferencia puede ser usada
para ajustar la inspeccin ultrasnica a travs de capas de pintura
que no excedan de 0.010 pulgada (0.25 mm) de espesor.
6.27.4 Inspeccin del Metal Base. El rea total sujeta a barrido
ultrasnico debe inspeccionarse por la tcnica de onda longitudinal
para detectar reflectores laminares que puedan interferir con la
propagacin directa de las ondas de sonido. Todas las reas que
contengan reflectores laminares deben ser marcadas para su
identificacin antes de la inspeccin de la soldadura y las
consecuencias consideradas en la seleccin de los ngulos de
palpadores y las tcnicas de barrido para la inspeccin de las
soldaduras en esas reas. Las discontinuidades en el material base
que excedan los lmites de 5.15.1.1 deben llevarse a la atencin del
Ingeniero responsable o el Inspector.
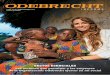
6.27.5 Barrido de la Soldadura. El barrido de la soldadura de
conexiones T, Y y K debe realizarse desde la superficie del miembro
ramal o secundario (ver Figura 6.25). Todas las inspecciones deben
hacerse entre la Primera y Segunda Pierna, hasta donde sea posible.
Para el barrido inicial, la sensibilidad debe incrementarse en 12
dB por arriba de lo establecido en 6.27.3 para el mximo recorrido
del sonido. La evaluacin de las indicaciones debe realizarse con el
estndar de sensibilidad de referencia.
6.27.6 ngulo ptimo. Las indicaciones encontradas en el rea de la
raz de soldaduras de ranura en juntas a tope y a lo largo de la
cara de fusin de todas las soldaduras deben ser adicionalmente
evaluadas con un ngulo de palpador de 70, 60 o 45, cualquiera que
sea mas perpendicular a la cara de fusin esperada.
6.27.7 Evaluacin de la Discontinuidad. Las discontinuidades
deben ser evaluadas por medio del uso de una combinacin del borde
del haz y las tcnicas de amplitud indicaciones. El tamao debe ser
dado como longitud y altura (dimensin en profundidad) o amplitud,
como sea aplicable. La amplitud debe ser relacionada al estndar de
calibracin. Adems, las discontinuidades deben ser clasificadas como
lineales o planares contra esfricas, anotando cambios en la
amplitud conforme el transductor se hace oscilar en un arco
centrado sobre el reflector. Debe determinarse la localizacin
(posicin) de discontinuidades dentro de la seccin transversal de la
soldadura, as como, desde un punto de referencia establecido a lo
largo del eje de la soldadura.
6.27.8 Reportes.6.27.8.1 Formas. Debe ser completada por el
tcnico en inspeccin ultrasnica una forma de reporte que identifique
claramente el trabajo y el rea de inspeccin en el momento de la
inspeccin. Debe ser completado un reporte detallado y dibujo que
muestre la localizacin a lo largo del eje de la soldadura, la
localizacin dentro de la seccin transversal de la soldadura, tamao
(o relacin de la indicacin), extensin, orientacin, y clasificacin
de cada discontinuidad para cada soldadura en la cual sean
encontradas indicaciones significativas.
6.27.8.2 Discontinuidades Reportadas. Cuando sea especificado,
las discontinuidades que se aproximen al tamao rechazable,
particularmente aquellas en las cuales existe algo de duda en su
evaluacin, tambin deben ser reportadas.
6.27.8.3 Inspeccin Incompleta. Tambin deben ser registradas reas
para las cuales no fue prctica la inspeccin completa, junto con la
razn por la cual la inspeccin fue incompleta.
6.27.8.4 Marcas de Referencia. A menos que otra cosa sea
especificada, la posicin de la referencia, la localizacin y la
extensin de discontinuidades rechazables (fallas) tambin deben ser
marcadas fsicamente sobre las piezas de trabajo.
6.28Preparacin y Disposicin de Reportes
6.28.1 Contenido de Reportes. En el momento de la inspeccin, el
Inspector de ultrasonido debe completar una forma de reporte en la
cual se identifique claramente el trabajo y el rea de inspeccin. La
forma de reporte para soldaduras que son aceptables solo necesita
contener informacin suficiente para identificar la soldadura, el
Inspector (firma) y la aceptacin de la soldadura. Un ejemplo de tal
forma es mostrada en el Anexo D, Forma D11.
6.28.2 Reportes Antes de la Inspeccin. Antes que una soldadura
sujeta a inspeccin ultrasnica por el contratista sea aceptada,
todas las formas de reporte pertenecientes a la soldadura,
incluyendo cualquiera que muestre calidad inaceptable antes de la
reparacin, deben ser presentadas al Inspector.
Documentos
(
(A) DIRECCIN DEL HAZ. EL SONIDO SE MANTIENE
PERPENDICULAR A LA SOLDADURA
(
MIEMBROMIEMBRO
PRINCIPAL ORAMAL O
CONTINUOSECUNDARIO
(
(
(
((B) TRAYECTORIAS EN V. UTILICE UNA SOLA O PIERNAS MULTIPLES Y
VARIOS NGULOS,
COMO SEA REQUERIDO, PARA CUBRIR LA SOLDADURA COMPLETAMENTE
INCLUYENDO EL REA DE LA RAZ.
Figura 6.25Tcnicas de Barrido (ver 6.27.5)
Documentos
6.28.3 Reportes Completados. Al termino de la obra debe
suministrarse al dueo un juego completo de las formas de reporte de
las soldaduras inspeccionadas por ultrasonido, incluyendo
cualquiera que muestre calidad inaceptable antes de reparar. La
obligacin del contratista para conservar los reportes termina
cuando (1) se entregue al dueo el juego completo, o (2) un ao
completo despus que se ha concluido la obra por el contratista,
avisando al dueo previamente por escrito.
6.29Calibracin del Instrumento Ultrasnico con el IIW u Otros
Bloques de Referencia Aprobados
Ver 6.23 y las Figuras 6.22, 6.23 y 6.26.
6.29.1 Modo Longitudinal6.29.1.1 Calibracin en Distancia. Ver
Anexo X, X1 para el mtodo alternativo.
(1)El transductor debe colocarse en la posicin G sobre el bloque
IIW.
(2)El instrumento debe ser ajustado para producir indicaciones a
1 pulgada (25 mm sobre un bloque en sistema mtrico), 2 pulgadas (50
mm), 3 pulgadas (75 mm), 4 pulgadas (100 mm), etc., sobre la
pantalla.
6.29.1.2 Amplitud. Ver Anexo X, X1.2 para el mtodo alternativo.
(1) El transductor debe colocarse en la posicin G sobre el bloque
IIW. (2) La ganancia debe ser ajustada hasta que la indicacin
maximizada de la primera reflexin de pared posterior alcance del 50
al 75% de altura de la pantalla.
6.29.1.3 Resolucin.(1)El transductor debe colocarse en la
posicin F sobre el bloque IIW.
(2)El transductor y el instrumento deben resolver las tres
distancias.
6.29.1.4 Calificacin de la Linealidad horizontal. El
procedimiento de calificacin debe ser el indicado en 6.24.1.
6.29.1.5 Calificacin del Control de ganancia (Atenuacin). El
procedimiento de calificacin debe ser de acuerdo con 6.24.2, o debe
ser usado un mtodo alternativo, de acuerdo con 6.24.2.
6.29.2 Modo de onda de corte (transversal).
6.29.2.1 Punto ndice. El punto de entrada de sonido del
transductor (punto ndice) debe ser localizado o verificado por el
procedimiento siguiente:
(1)El transductor debe colocarse en la posicin D sobre el bloque
IIW.
(2)El transductor debe moverse hasta que la seal del radio es
maximizada. El punto sobre el transductor, el cual est alineado con
la lnea del radio en el bloque de calibracin, es el punto de
entrada del sonido (Ver Anexo X, X2.1 para mtodo alternativo).
6.29.2.2 ngulo. Se debe verificar o determinar el ngulo de
recorrido del sonido del transductor por uno de los siguientes
procedimientos:
(1)El transductor debe colocarse en la posicin B sobre el bloque
IIW para ngulos de 40 a 60, o en la posicin C sobre el bloque IIW
ngulos entre 60 y 70. (Ver Figura 6.26).
(2)Para el ngulo seleccionado, el transductor debe ser movido
hacia atrs y hacia adelante sobre la lnea indicativa del ngulo del
transductor hasta que la seal del radio sea maximizada. El punto de
entrada del sonido en el transductor debe compararse con el ngulo
marcado en el bloque de calibracin (con una tolerancia de 2). (Ver
Anexo X, X2.2 para mtodos alternativos).
6.29.2.3 Procedimiento para la Calibracin en Distancia. El
transductor debe colocarse en la posicin D sobre el bloque IIW
(para cualquier ngulo). El instrumento debe ser ajustado para
obtener indicaciones de 4 pulgadas (102 mm sobre un bloque en
sistema mtrico) y 8 pulgadas (203 mm) o 9 pulgadas (229 mm) sobre
la pantalla; 4 pulgadas (102 mm) y 9 pulgadas (229 mm) sobre el
bloque Tipo 1; o 4 pulgadas (102 mm) y 8 pulgadas (203 mm) sobre el
bloque Tipo 2 (Ver Anexo X, X2.3 para mtodo alternativo).
6.29.2.4 Procedimiento para la Calibracin de Amplitud o
Sensibilidad. El transductor debe colocarse en la posicin A sobre
el bloque IIW (para cualquier ngulo). La seal maximizada del
orificio de 0.060 pulgadas (1.5 mm) debe ser ajustada hasta que la
altura de la indicacin alcance una lnea de referencia horizontal
(Ver Anexo X, X2.4 para mtodo alternativo). La lectura mxima en
decibeles obtenida debe usarse como la lectura del "Nivel de
referencia, b" en la hoja del Reporte de Inspeccin (Anexo D, Forma
D11) de acuerdo con 6.23.1.
Documentos
X
A B
G
C D
EF
BLOQUE IIW
Q
T U
R S
Bloque de ResolucinBloque DS
Figura 6.26Posiciones de Transductores (Tpicas) (ver 6.29)
6.29.2.5 Resolucin.(1)El transductor debe colocarse sobre el
bloque de resolucin RC en la posicin Q para el ngulo de 70, en la
posicin R para el de 60, o en la posicin S para el de 45.
(2)El transductor y el instrumento deben resolver los tres
orificios de prueba, al menos en la extensin de distinguir los
picos de las indicaciones de los tres orificios.
6.29.2.6 Distancia Aproximada del Palpador. La distancia mnima
permitida entre el extremo del palpador y la orilla del bloque IIW
debe ser la siguiente (Ver Figura 6.21):
para transductores de 70,
X = 2 pulgadas (51 mm)
para transductores de 60,
X = 1 7/16 pulgadas (37 mm)
para transductores de 45.
X = 1 pulgada (25 mm)
6.30Procedimiento para la Calificacin del Equipo
6.30.1 Procedimiento para la Linealidad horizontal. Nota: Dado
que ste procedimiento de calificacin se realiza con un palpador de
haz recto, el cual produce ondas longitudinales con una velocidad
de sonido de casi el doble que las ondas de corte, es necesario que
se use el doble de los rangos de distancia para la onda de corte en
la aplicacin de ste procedimiento.Por ejemplo: El uso de una
pantalla de calibracin de 10 pulgadas (255 mm) en onda de corte
puede requerir una pantalla de calibracin de 20 pulgadas (510 mm)
para este procedimiento de calificacin.
El siguiente procedimiento debe usarse para la calificacin del
instrumento (Ver Anexo X, X3 para mtodo alternativo):
Documentos
(1)Un palpador de haz recto debe ser acoplado, cumpliendo los
requisitos de 6.22.6, al bloque IIW o DS en las Posiciones G, T o U
(ver Figura 6.26), como sea necesario para obtener 5 reflexiones en
el rango de calificacin que est siendo certificado (Ver Figura
6.26).
(2)La primera y quinta reflexin de pared posterior deben ser
ajustadas en su localizacin adecuada, con el uso de los controles
de ajuste de calibracin de distancia y retardo de cero.
(3)Cada indicacin debe ser ajustada al nivel de referencia con
el control de ganancia o atenuacin para verificacin en la
localizacin horizontal.
(4)Cada localizacin intermedia de la deflexin del trazo debe ser
corregida con una tolerancia de 2% del ancho de la pantalla.
6.30.2 Exactitud de Decibeles (dB).6.30.2.1 Procedimiento. Nota:
Con el fin de alcanzar la exactitud requerida (1%) en la lectura de
la altura de la indicacin, la pantalla debe estar graduada
verticalmente a intervalos del 2%, o 2.5% para instrumentos con
lector digital de amplitud, a en la parte media horizontal de la
pantalla. Estas graduaciones, deben ser colocadas sobre la pantalla
entre el 60% y 100% de la altura de la pantalla. Esto puede
efectuarse con el uso de una pantalla transparente graduada
sobrepuesta. Si esta pantalla sobrepuesta se aplica como una parte
permanente de la unidad ultrasnica, debe tenerse cuidado que sta no
obscurezca la presentacin normal de la inspeccin.
(1)Un palpador de haz recto debe ser acoplado, cumpliendo los
requisitos de 6.22.6, al bloque DS mostrado en la Figura 6.23 y en
la Posicin T, Figura 6.26.
(2)La calibracin en distancia debe ser ajustada para que la
primera indicacin de 2 pulgadas (50 mm) del reflejo de pared
posterior (de aqu en adelante llamada "la indicacin") est a la
mitad horizontal de la pantalla.
(3)El control de ganancia calibrada o de atenuacin debe ser
ajustado para que la indicacin este exactamente en o ligeramente
arriba del 40% de la altura de la pantalla.
(4)El palpador debe moverse hacia la posicin U, ver Figura 6.26,
hasta que la indicacin est exactamente al 40% de la altura de la
pantalla.
(5)La amplitud se debe incrementar en 6 dB con el control de
ganancia calibrada o de atenuacin. Tericamente el nivel de
indicacin, debe estar exactamente al 80% de la altura de la
pantalla.
(6)La lectura en dB debe ser registrada en la columna "a" y el
porcentaje actual de la altura de pantalla en la columna "b" del
paso (5) en el reporte de certificacin (Anexo D, Forma D-8), en la
Lnea 1.
(7)El palpador debe ser movido hacia la posicin U, Figura 6.26,
hasta que la indicacin est exactamente al 40% de la altura de
pantalla.
(8)El paso (5) debe ser repetido.
(9)El paso (6) debe ser repetido; excepto que, la informacin
debe anotarse en la siguiente lnea consecutiva en el Anexo D, Forma
D-8.
(10)Los pasos (7), (8) y (9) deben ser repetidos
consecutivamente hasta que el rango total del control de ganancia
(atenuador) es alcanzado (60 dB mnimo).
(11)La informacin de las columnas "a" y "b" debe ser aplicada en
la frmula 6.30.2.2 o en el nomograma descrito en 6.30.2.3 para
calcular los decibeles corregidos.
(12)Los decibeles corregidos del paso (11) deben ser registrados
en la columna "c".
(13)El valor de la Columna "c" debe ser restado al valor de la
Columna "a" y la diferencia debe ser registrada en la columna "d",
error en decibeles.
Nota: Estos valores pueden ser positivos o negativos y deben
registrarse as. Ejemplos de la Aplicacin de las Formas D-8, D-9 y
D-10 se encuentran en el Anexo D.
(14)La informacin debe tabularse en una forma, incluyendo la
informacin mnima equivalente como la presentada en la Forma D-8, y
la unidad evaluada de acuerdo con las instrucciones mostradas en
esa forma.
(15)La Forma D-9 proporciona un medio relativamente simple de
evaluacin de datos desde el paso (14). Las instrucciones para sta
evaluacin estn dadas desde el paso (16) al (18).
(16)La informacin en decibeles de la columna e (Forma D-8) debe
ser registrada verticalmente y la lectura en decibeles de la
columna a (Forma D-8) horizontalmente, como coordenadas X y y, para
trazar una curva de decibeles en la Forma D-9.
(17)La mayor longitud horizontal, como se representa por la
diferencia de lectura en decibeles, la cual puede ser inscrita en
un rectngulo representando 2 dB de altura, denota el rango en
decibeles dentro del cual el equipo
Documentos
cumple los requisitos del cdigo. El rango mnimo permitido es de
60 decibeles.
(18)El equipo que no cumpla los requisitos mnimos puede ser
usado, siempre y cuando sean proporcionados los factores de
correccin desarrollados y usados para la evaluacin de los fallas
exteriores en el rango de linealidad aceptable del instrumento, o
la inspeccin de soldadura y la evaluacin de las fallas sea
mantenida dentro del rango de linealidad vertical aceptable del
instrumento.
Nota:Los valores de error en dB (Columna "d") pueden usarse como
factores de correccin.
6.30.2.2 Ecuacin para calcular los decibeles. La siguiente
ecuacin es usada para calcular los decibeles:
dB2 dB1 = 20 x Log ( %2 / %1 )
dB2 = 20 x Log ( %2 / %1 ) + dB1Como est relacionado al Anexo D,
Forma D-8
dB1 = Columna "a"
dB2 = Columna "c"
%1 = Columna "b"
%2 = Definido en la Forma D-8
6.30.2.3 Anexo D. Las siguientes notas aplican al uso del
nomograma del Anexo D, Forma D-10:
(1)Las Columnas a, b, c, d y e estn en la hoja de certificacin,
Anexo D, Forma D-10.
(2)Las escalas A, B y C estn en el nomograma, Anexo D, Forma
D-10.
(3)Los puntos cero en la escala C deben ser prefijados,
agregando el valor necesario que corresponda con los ajustes del
instrumento; por ejemplo, 0, 10, 20, 30, etc.
6.30.2.4 Procedimiento. Los siguientes procedimientos aplican
para el uso del nomograma del Anexo D, Forma D-10:
(1)Debe trazarse una lnea recta entre la lectura de decibeles de
la columna "a" aplicada a la escala C y el porcentaje
correspondiente de la columna "b" aplicado a la escala "A".
(2)El punto donde la lnea recta del paso (1) cruza la lnea
pivote B, debe ser usado como punto pivote para una segunda lnea
recta.
(3)Trace una segunda lnea recta a partir del punto de porcentaje
promedio en la escala A, a travs del punto pivote determinado en el
paso (2) y sobre la escala C en dB.
(4)Este punto sobre la escala C es indicativo de los dB de
correccin a usarse en la Columna C.
6.30.2.5 Nomograma. Para un ejemplo del uso del nomograma, ver
Anexo D, Forma D-10.
6.30.3 Procedimiento para Reflexiones Internas.(1)Calibre el
equipo de acuerdo con 6.25.5.
(2)Remueva el palpador del bloque de calibracin sin cambiar
cualquier otro ajuste del equipo.
(3)Incremente la ganancia calibrada o atenuacin en 20 dB mas
sensible que el nivel de referencia.
(4)El rea de la pantalla mas all de 1/2 pulgada (13 mm) de
recorrido del haz de sonido y arriba de la altura del nivel de
referencia debe estar libre de cualquier indicacin.
6.31Procedimiento para la Evaluacin del Tamao de la Falla
6.31.1 Inspeccin con Haz Recto (Longitudinal). No siempre es
fcil determinar el tamao de discontinuidades laminares,
especialmente aquellas que son ms pequeas que el tamao del
transductor. Cuando la discontinuidad es mayor que el transductor,
ocurre una prdida total de la reflexin de pared posterior y una
prdida de 6 dB de amplitud, y la medicin al centro del transductor
es normalmente confiable para determinar los extremos de las
fallas. Sin embargo, la evaluacin del tamao aproximado de estos
reflectores, los cuales son ms pequeos que el transductor, puede
hacerse empezando desde el exterior de la discontinuidad con el
equipo calibrado de acuerdo con 6.25.4, y moviendo el transductor
hacia el rea de la discontinuidad hasta que comienza a formarse una
indicacin en la pantalla. El borde del palpador es el punto que
seala el extremo de la discontinuidad.
6.31.2 Inspeccin con Haz Angular (Corte). El siguiente
procedimiento debe usarse para determinar la longitud de las
indicaciones que tienen relaciones en dB ms serias que para
indicaciones de la Clase D. La longitud de tal indicacin debe
determinarse midiendo la distancia entre las localizaciones del
centro del transductor donde la amplitud de la relacin de indicacin
cae al 50% (6 dB) abajo de la relacin para la clasificacin
aplicable de la falla. Esta longitud debe registrarse como
"longitud de la
Documentos
discontinuidad" en el reporte de inspeccin. Donde se garantice
por medio de la amplitud del falla, ste procedimiento debe
repetirse para determinar la longitud de las fallas Clase A, B y
C.
6.32Patrones de Barrido
6.32.1 Discontinuidades longitudinales
6.32.1.1 Movimiento de Barrido A. ngulo de rotacin a = 10.
6.32.1.2 Movimiento de Barrido B. La distancia de barrido b debe
ser tal que sea cubierta la seccin de la soldadura que est siendo
inspeccionada.
6.32.1.3 Movimiento de Barrido C. La distancia de avance c, debe
ser aproximadamente la mitad del ancho del transductor.
Nota: Los movimientos A, B y C son combinados dentro de un patrn
de barrido.
6.32.2 Discontinuidades Transversales6.32.2.1 Soldaduras
Esmeriladas. Cuando las soldaduras son esmeriladas a ras, ser usado
el patrn de barrido D.
6.32.2.2 Soldaduras Sin Esmerilar. Cuando el refuerzo de la
soldadura no es esmerilado a ras, ser usado el patrn de barrido E.
El ngulo de barrido "e" = 15 mximo.
Nota: El patrn de barrido debe ser tal que cubra completamente
la seccin soldada.
6.32.3 Soldaduras de Electroescoria o Electrogas (Patrones de
Barrido Adicionales). Con el patrn de Barrido E el ngulo de rotacin
e del transductor debe ser entre 45 y 60.
Nota: El patrn de barrido debe ser tal que cubra completamente
la seccin soldada.
6.33Ejemplos de Certificacin de la Exactitud de dB
El Anexo D muestra ejemplos para el uso de las Formas D-8, D-9 y
D-10, para la solucin de una aplicacin tpica de 6.30.2
Documentos
ANEXO X
Calificacin y Calibracin del Instrumento Ultrasnico con
Otros
Bloques de Referencia Aprobados
(Ver Figura X-1)
(Informacin Mandatoria)
(Este Anexo es una parte de ANSI/AWS D1.1-98, Cdigo para
Estructuras Soldadas de Acero, incluye requisitos mandatorios para
usarse con este estndar).
X1.Modo Longitudinal
X1.1 Calibracin en Distancia
X1.1.1 El transductor debe ser colocado en la posicin H sobre el
bloque DC, o M sobre el bloque DSC.
X1.1.2 El instrumento debe ser ajustado para producir
indicaciones sobre la pantalla a 1 pulgada (25.4 mm), 2 pulgadas
(50.8 mm), 3 pulgadas (76.2 mm), 4 pulgadas (101.6 mm), etc.
Nota: Con este procedimiento se establece una calibracin en
pantalla de 10 pulgadas y puede ser modificado para establecer
otras distancias como es permitido por 6.25.4.1.
X1.2 Amplitud. Con el transductor en la posicin descrita en
X1.1, la ganancia debe ser ajustada hasta que la mxima indicacin de
la primera reflexin de pared posterior alcance entre 50 y 75% de la
altura de pantalla.
X2.Modo de Onda de Corte (Transversal)
X2.1 Verificacin del Punto de Entrada (ndice) del Sonido
X2.1.1 El transductor debe ser colocado en la posicin J o L
sobre el bloque DSC; o I sobre el bloque DC.
X2.1.2 El transductor debe moverse hasta que la seal que
proviene del radio sea maximizada.
X2.1.3 El punto sobre el transductor que est alineado con la
lnea sobre el bloque de calibracin es indicativo del punto de
entrada del sonido.
Nota: Este punto de entrada del sonido debe ser usado para todas
las verificaciones posteriores de distancia y ngulos.
X2.2 Verificacin del ngulo de Recorrido del Sonido
X2.2.1 El transductor debe ser colocado en la posicin:
K sobre el bloque DSC para ngulos desde 45 hasta 70
N sobre el bloque SC para 70
O sobre el bloque SC para 45
P sobre el bloque SC para 60
X2.2.2 El transductor debe moverse hacia atrs y hacia adelante
sobre la lnea que indica el ngulo del transductor hasta que la seal
que proviene del radio sea maximizada.
X2.2.3 El punto de entrada del sonido en el transductor debe ser
comparado con la marca del ngulo sobre el bloque de calibracin
(tolerancia 2).
X2.3 Calibracin en Distancia
X2.3.1 El transductor debe ser colocado en la posicin L (Figura
X-1) sobre el bloque DSC. El instrumento debe ser ajustado para que
las indicaciones en la pantalla sean colocadas a 3 pulgadas (76.2
mm) y 7 pulgadas (177.8 mm).
X2.3.2 El transductor debe ser colocado en la posicin J sobre el
bloque DSC (para cualquier ngulo). El instrumento debe ser ajustado
para que las indicaciones en la pantalla sean colocadas a 1 pulgada
(25.4 mm), 5 pulgadas (127 mm) y 9 pulgadas (228.6 mm).
X2.3.3 El transductor debe ser colocado en la posicin I sobre el
bloque DC (para cualquier ngulo). El instrumento debe ser ajustado
para que las indicaciones en la pantalla sean colocadas a 1 pulgada
(25.4 mm), 2 pulgadas (50.8 mm), 3 pulgadas (76.2 mm), 4 pulgadas
(101.6 mm), etc.
Documentos
Nota: Con este procedimiento se establece una calibracin en
pantalla de 10 pulgadas y puede ser modificado para establecer
otras distancias como es permitido por 6.25.5.1.
X2.4 Calibracin de Amplitud o Sensibilidad
X2.4.1 El transductor debe ser colocado en la posicin L sobre el
bloque DSC (para cualquier ngulo). La seal maximizada de la ranura
de 1/32 de pulgada (0.8 mm) debe ser ajustada para que la altura de
la indicacin alcance una lnea de referencia horizontal.
X2.4.2 El transductor debe ser colocado sobre el bloque SC en la
posicin:
N para un ngulo de 70
O para un ngulo de 45
P para un ngulo de 60
La seal maximizada del orificio de 1/16 de pulgada (1.6 mm) debe
ser ajustada para que la altura de la indicacin alcance una lnea de
referencia horizontal.
X2.4.3 La lectura en decibeles obtenida en X2.4.1 o X2.4.2 debe
ser usada como el nivel de referencia, b en la hoja del Reporte de
Inspeccin (Anexo D, Forma D11), de acuerdo con 6.23.1.
X3.Procedimiento para la Linealidad horizontal
Nota: Debido a que este procedimiento se realiza con un
transductor de haz recto el cual produce ondas longitudinales con
una velocidad del sonido de casi el doble de las ondas de corte, es
necesario que sean utilizados rangos de distancias dobles para
ondas de corte en la aplicacin de este procedimiento.
X3.1 Un transductor de haz recto que cumpla con los requisitos
de 6.22.6, debe ser acoplado en la posicin:
G sobre el bloque IIW (Figura 6.26)
H sobre el bloque DC (Figura X-1)
M sobre el bloque DSC (Figura X-1)
T o U sobre el bloque DS (Figura 6.26)
X3.2 Deben obtenerse un mnimo de cinco reflexiones de pared
posterior en el rango de la calificacin que est siendo
certificado.
X3.3 La primera y la quinta reflexin deben ser ajustadas a su
posicin adecuada con el uso de los controles de calibracin en
distancia y retardo de cero.
X3.4 Cada indicacin debe ser ajustada al nivel de referencia con
el control de ganancia o atenuador para la localizacin horizontal
de inspeccin.
X3.5 La posicin de cada una de las deflexiones intermedias del
trazo debe ser corregida dentro de 2% del ancho de la pantalla.
Documentos
3.000
2.625
2.308
2.061
1.856
1.410
1.000 1.299
0.032 0.484 1.200
0.4840.804
1.000 0.750
0.699 JK L
0.750 45 60 70
0.375
2.500 Radio 1.000
M
0.125 Dimetro
Radio 0.250 Radio 3.000Bloque DSC
Tipo DSC Bloque de Calibracin de Distancia y Sensibilidad
1.000 4.000
0.500 1.000 1.000 1.000 1.000
0.250 0.250H
1.000
I
Radio 1.000
2.000
Radio 2.000
Bloque DC
Tipo DC Bloque de Referencia para Distancia
1.822
1.773
1.720
1.682
1/16 Diam.1.5551/16 Diam. 1.250
0.364 1.450 0.727 N O
0.905 P
1.334Bloque SC
0.521 1.402 0.178
1.480 0.500
0.500 2.000
3.000Todas las Dimensiones en Pulgadas
Tipo SC Bloque de Referencia para Sensibilidad
Notas:
1.La tolerancia en dimensiones entre todas las superficies
involucradas en referencia o calibracin deben estar entre 0.005
(0.13 mm) de la dimensin indicada.
2.El acabado de todas las superficies donde es aplicado o
reflejado el sonido, deben tener un mximo de 125 pulgadas.
r.m.s.
3.Todo el material debe ser ASTM A36 o acsticamente
equivalente.
4.Todos los orificios deben tener un acabado interno terso y
deben estar barrenados a 90 con respecto a la superficie del
material.
5.Las lneas de grados y marcas de identificacin deben ser
identadas en la superficie del material para que pueda mantenerse
su orientacin permanente.
Llog, S.A. de C.V.
Ultrasonido Industrial Nivel II