Embed Size (px)
DESCRIPTION
informe de automatizacion
Citation preview

Tecnología y Automatización Industrial Automatización de la Empresa Conver S.A.C.
2015
INTEGRANTES: Jefferson Angeles Casas
Jose Manuel Hernández

P á g i n a 1 | 27
ÍNDICE
INTRODUCCIÓN ...................................................................................................................... 3
DESCRIPCIÓN DE LA EMPRESA ............................................................................................... 4
Presentación del producto ..................................................................................................... 4
DESCRIPCIÓN DEL PROCESO DE PRODUCCIÓN DE BOLSAS DE PLÁSTICO: ............................ 4
COMPONENTES DEL PROCESO ............................................................................................... 5
IMPRESORA: ................................................................................................................ 5
LAMINADORA: ............................................................................................................. 5
REFILADORA:................................................................................................................ 6
SELLADORA: ................................................................................................................. 6
CORTADORA: ............................................................................................................... 6
EMPAQUETADORA: ..................................................................................................... 6
DOP DEL PROCESO: ............................................................................................................... 10
LAYOUT DEL PROCESO: ......................................................................................................... 11
DIAGRAMA DE FLUJO DE BLOQUES ........................................................................................ 0
ANÁLISIS DE LOS LAZOS DE CONTROL, VARIABLES MEDIDAS Y MANIPULADAS .................... 0
1.- Tanque de abastecimiento ............................................................................................ 0
2.- Impresora ....................................................................................................................... 0
3.- Laminadora .................................................................................................................... 0
4.- Refiladora ....................................................................................................................... 1
5.- Selladora ........................................................................................................................ 1
6.- Cortadora ....................................................................................................................... 1
7.- Empaquetadora ............................................................................................................. 2
DIAGRAMA DETALLADO E INSTRUMENTACION SEGÚN (IS S5:1 ............................................ 0
ELECCIÓN DE SENSORES, ACONDICIONADORES, CONTROLADORES, MANDOS DE POTENCIA
Y ACTUADORESREQUERIDOS PARA AUTOMATIZAR EL PROCESO ......................................... 0
1. Medidor de Presión Diferencial: ..................................................................................... 0
2. Medidor de Flujo Vortex: ................................................................................................ 0
3. Patented DSP Technology: .............................................................................................. 0

P á g i n a 2 | 27
4. Sensores ultrasónicos estilo proximidad: ....................................................................... 1
5. EchoPod: Transmisor de nivel multi-funcion, medicion y control multipunto. ............. 1
6. Sensor de posicion capacitivo / para la industria plastica .............................................. 1
7. Sensor de velocidad ........................................................................................................ 2
8. Motor Paso a Paso .......................................................................................................... 2
9. PLC ( Controlador Logico Programable ) ......................................................................... 3
Siemens Simatic s7 – 1200 .................................................................................................. 3
P á g i n a 3 | 27
INTRODUCCIÓN
Las bolsas de plásticos son objetos utilizados por las personas para el transporte de
mercancías y/o productos. A pesar de que su descubrimiento se produjo a finales del siglo
diecinueve, fue en la última década del setenta en donde se volvieron muy populares,
gracias principalmente a los supermercados y tiendas de consumo, que las ofrecían de
forma gratuita a sus clientes cuando iban a sus establecimientos.
Aunque en un principio las empresas solo utilizaban las bolsas de plástico como una forma
de almacenar y/o conservar el producto terminado; en los últimos años ha ido variando
este enfoque. Muchas compañías nuevas han optado por seguir un nuevo concepto, en el
cual se utiliza a las bolsas de plástico como una nueva forma de acercamiento de sus
productos a sus clientes potenciales. De esta forma, se busca agregar una identidad
comercial a los productos (potenciando el marketing del producto).

P á g i n a 4 | 27
DESCRIPCIÓN DE LA EMPRESA Conver S.A.C es una empresa ubicada en Lima, que se encarga de la producción de bolsas
de plástico para diversos productos (de acuerdo a las necesidades de sus clientes). A pesar
de llevar 15 años operando en la ciudad, la empresa aún tiene algunos problemas en la
producción, lo que ocasiona mayores costos operativos a la compañía y menos utilidades
de las pronosticadas.
Presentación del producto
La empresa CONVER S.A.C se encarga de la producción de bolsas de plástico, que más
adelante servirán para el empaque de otros productos como son alimentos.
Las bolsas que se producen tienen características definidas como:
Impresión, modelo según las especificaciones del cliente.
Laminado, capa adicional de plástico (polietileno) que se añade en la parte interna
de la bosa. De esta manera la pintura aplicada en la bolsa no tendrá contacto con la
comida que será empacada.
La materia prima en el proceso, son rollos de plástico (llamados MANGAS por la empresa)
hechos de polietileno o polipropileno. Luego durante la producción hay inventarios de
material en proceso que esperan para transformarse en el producto final.
A partir del proceso de fabricación, pueden obtenerse gran cantidad de modelos de bolsas.
Sin embargo, todas con las mismas características generales.
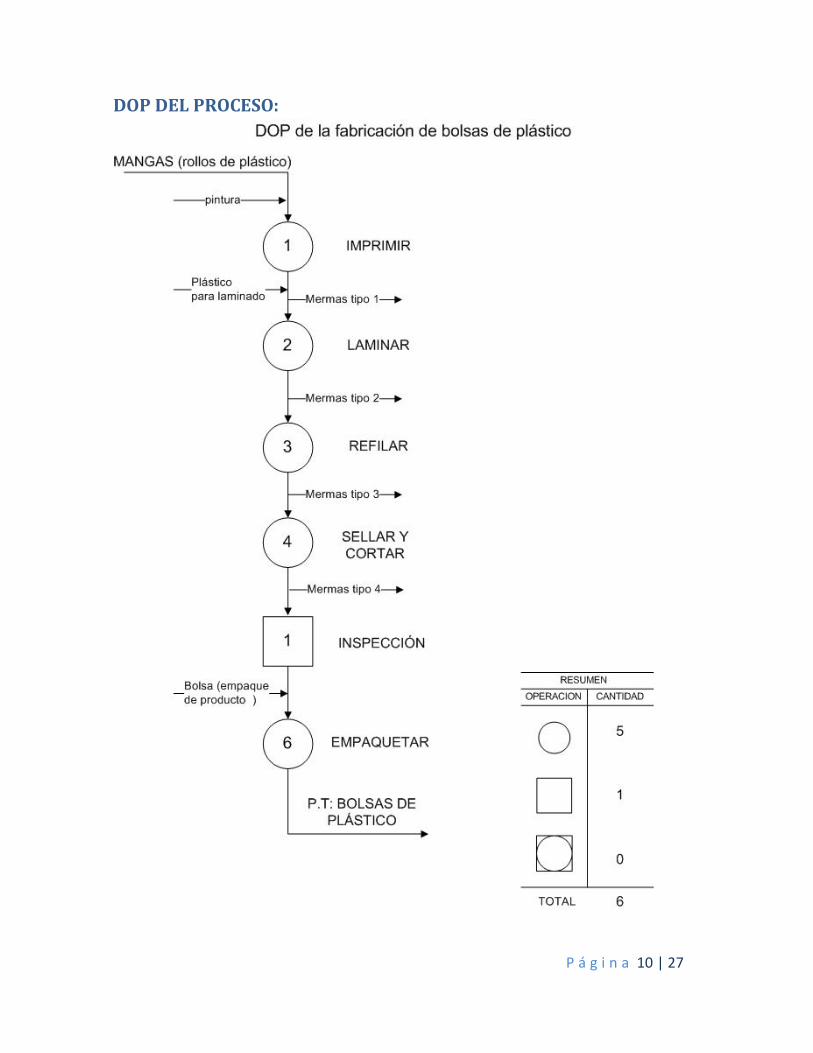
DESCRIPCIÓN DEL PROCESO DE PRODUCCIÓN DE BOLSAS DE PLÁSTICO:
Materia prima (mangas) Material en proceso Producto terminado
P á g i n a 5 | 27
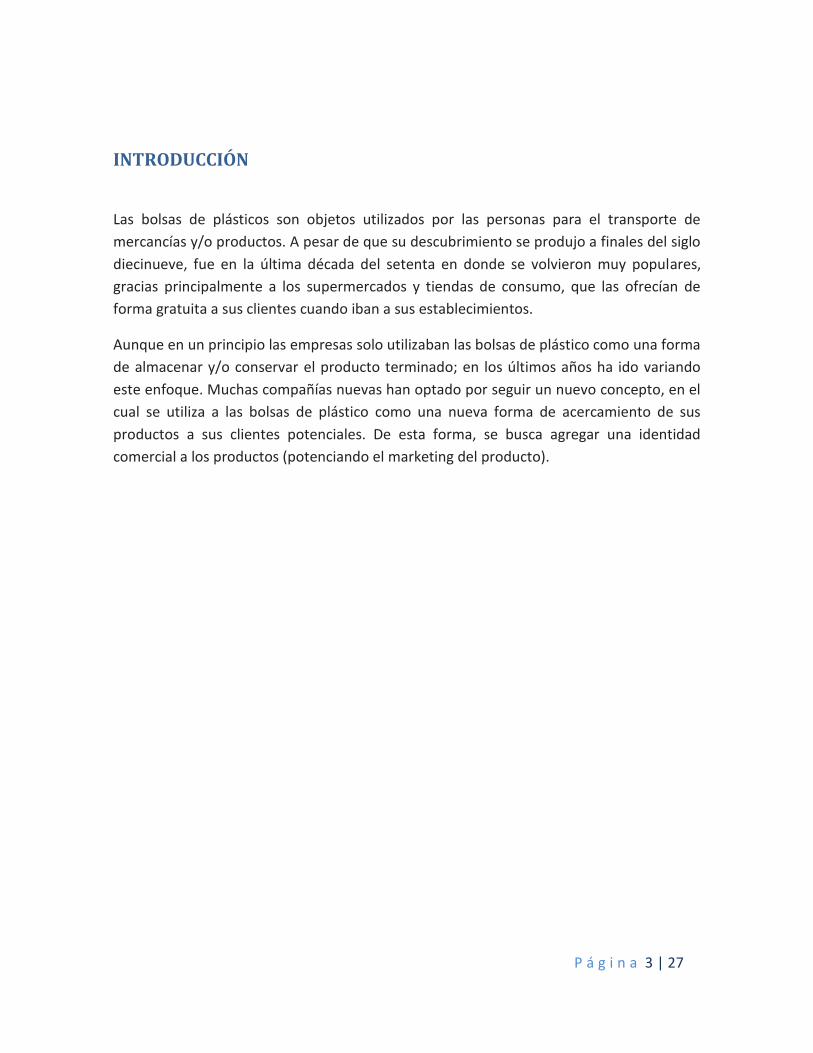
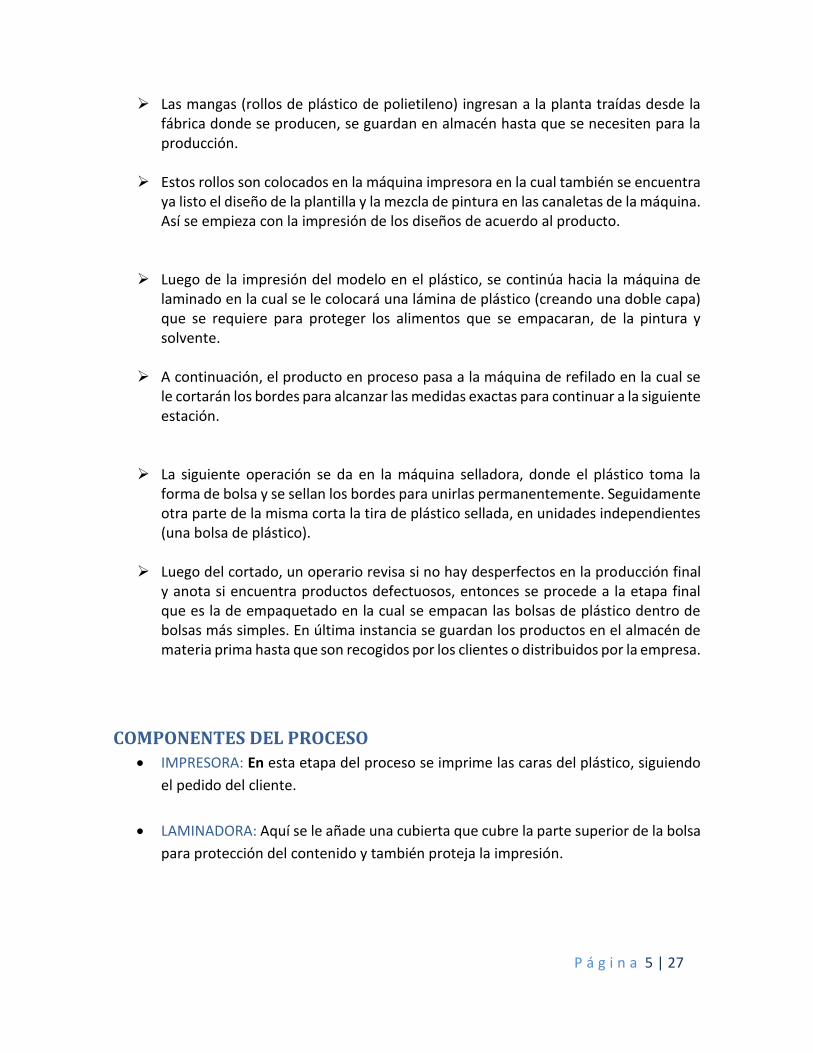
Las mangas (rollos de plástico de polietileno) ingresan a la planta traídas desde la fábrica donde se producen, se guardan en almacén hasta que se necesiten para la producción.
Estos rollos son colocados en la máquina impresora en la cual también se encuentra ya listo el diseño de la plantilla y la mezcla de pintura en las canaletas de la máquina. Así se empieza con la impresión de los diseños de acuerdo al producto.
Luego de la impresión del modelo en el plástico, se continúa hacia la máquina de laminado en la cual se le colocará una lámina de plástico (creando una doble capa) que se requiere para proteger los alimentos que se empacaran, de la pintura y solvente.
A continuación, el producto en proceso pasa a la máquina de refilado en la cual se le cortarán los bordes para alcanzar las medidas exactas para continuar a la siguiente estación.
La siguiente operación se da en la máquina selladora, donde el plástico toma la forma de bolsa y se sellan los bordes para unirlas permanentemente. Seguidamente otra parte de la misma corta la tira de plástico sellada, en unidades independientes (una bolsa de plástico).
Luego del cortado, un operario revisa si no hay desperfectos en la producción final y anota si encuentra productos defectuosos, entonces se procede a la etapa final que es la de empaquetado en la cual se empacan las bolsas de plástico dentro de bolsas más simples. En última instancia se guardan los productos en el almacén de materia prima hasta que son recogidos por los clientes o distribuidos por la empresa.
COMPONENTES DEL PROCESO
IMPRESORA: En esta etapa del proceso se imprime las caras del plástico, siguiendo
el pedido del cliente.
LAMINADORA: Aquí se le añade una cubierta que cubre la parte superior de la bolsa
para protección del contenido y también proteja la impresión.

P á g i n a 6 | 27
REFILADORA: En esta máquina se coloca los plásticos y se refila las partes que
sobran, al momento de unir el plástico con la cubierta.
SELLADORA: En este proceso se pasa a sellar los costados del plástico realizándolo a
presión con una determinada fuerza.
CORTADORA: Con la cortadora se pasa a cortar las bolsas de plástico según las
medidas que ya han sido establecidos y que son plasmadas en la base de datos de
la máquina.
EMPAQUETADORA: Con la empaquetadora se pasa a almacenar las bolsas en sus
respectivas cajas y sellarlas.
A continuación, se muestra el proceso en imágenes para más una visión detallada.
Ingreso de materia prima: MANGAS (rollos de papel)

P á g i n a 7 | 27
Operación: impresión (en las bolsas de plástico)
Operación: laminar

P á g i n a 8 | 27
Operación: Refilado
Operación: Sellar y cortar

P á g i n a 9 | 27
Por ultimo operación inspección final y
empaque de producto.
P á g i n a 10 | 27
DOP DEL PROCESO:

P á g i n a 11 | 27
LAYOUT DEL PROCESO:

DIAGRAMA DE FLUJO DE BLOQUES

ANÁLISIS DE LOS LAZOS DE CONTROL, VARIABLES MEDIDAS Y
MANIPULADAS A continuación se analizaran los siguientes lazos de control:
1.- Tanque de abastecimiento
Lazo de indicador de control de flujo
Variable medida: Flujo en tanque de abastecimiento
Variable manipulada: Flujo de salida de pintura
Objetivo de lazo: Verificar y graduar la cantidad que se agregara a los cartuchos que
contiene la impresora para así contar con un nivel óptimo, evitando los desperdicios de
pintura o generando desbordes y una posible mala impresión en el plástico.
Tipo de lazo: cerrado
2.- Impresora
Lazo de indicador de control de posición
Variable medida: control de la posición de plástico en la impresora
Variable manipulada: Control de posición en la entrada
Objetivo de lazo: Con respecto al objetivo, este deberá ser el poder tener un control de la
posición de como entra las rollos de plástico en la impresora, además de verificar y
mantener siempre en los estándares establecidos.
Tipo de lazo: cerrado
3.- Laminadora
Lazo de control de posición
Variable medida: control de la posición del plástico impreso en la laminadora
Variable manipulada: Control de posición en la entrada

P á g i n a 1 | 27
Objetivo de lazo: Con respecto al objetivo, este deberá ser el poder tener un control de la
posición de como entra el plástico impreso a la laminadora, además de contar con alarmas
que nos advierten si es que hay una mala posición del plástico.
Tipo de lazo: cerrado
4.- Refiladora
Lazo de control de posición
Variable medida: control de la posición del plástico laminado en la refiladora
Variable manipulada: Control de posición en la entrada
Objetivo de lazo: Con respecto al objetivo, este deberá ser el poder tener un control de la
posición de como entra el plástico laminado en la laminadora, además de contar con
alarmas que nos advierten si es que hay una mala posición del plástico.
Tipo de lazo: cerrado
5.- Selladora
Lazo de indicador de control de presión
Variable medida: Presión en la selladora
Variable manipulada: Control de presión aplicada al plástico refilado
Objetivo de lazo: Poder controlar e indicar la cantidad de presión que se le aplica al
plástico, haciendo que sea el adecuado para la unión de las bolsas de plástico. Evitando el
exceso de presión y logrando romper el plástico.
Tipo de lazo: cerrado
6.- Cortadora
Lazo de control de posición
Variable medida: posición del plástico en la cortadora
Variable manipulada: control de posición de plástico en la entrada
P á g i n a 2 | 27
Objetivo de lazo: Con respecto al objetivo, este deberá ser el poder tener un control de la
posición de como entra el plástico en la cortadora, además de contar con alarmas que nos
advierten si es que hay una mala posición del plástico.
Tipo de lazo: cerrado
7.- Empaquetadora
Lazo de control de velocidad
Variable medida: velocidad de la empaquetadora
Variable manipulada: control de la velocidad de entrada de las cajas
Objetivo de lazo: el objetivo es controlar la velocidad de entrada de las cajas a la
empaquetadora, así se lograra mantener un ritmo constante.
Tipo de lazo: cerrado.

DIAGRAMA DETALLADO E INSTRUMENTACION SEGÚN (IS S5:1)

ELECCIÓN DE SENSORES, ACONDICIONADORES, CONTROLADORES,
MANDOS DE POTENCIA Y ACTUADORESREQUERIDOS PARA
AUTOMATIZAR EL PROCESO 1. Medidor de Presión Diferencial: Transmisores de presión, presión diferencial inteligente
Especificaciones:
- Tipo de Mediciones: Presión, Presión Diferencial, Presión Absoluta , de diafragma
- Rango de Medición: 0...0.06 kPa a 0...40 Mpa - Mínimo mantenimiento para las partes mecánicas - Alimentación Eléctrica: 2 hilos 24 VDC - Señal de Salida: 4 a 20mA - Protocolo de Comunicación: HART - Materiales: 316, Tantalum, Hastelloy C, Monel, etc. - Protección: A prueba de explosión (Opcional)
2. Medidor de Flujo Vortex: Para mediciones de Líquidos, Gases y
Vapores
- Opciones: Wafer, Bridado y de insercion - Tamaño: 10mm...2200mm (0.3"...86") - Precision: +/- 1% - Señal de Salida: Pulsos, 4...20mA, RS485, HART, Modbus - Alimentación Eléctrica: 24 VDC, 3.6V Bateria de Litio - Grado de Proteccion: A prueba de flama e intrinsicamente seguro
3. Patented DSP Technology: Tecnología de imagen digital patentada como Digital Signal
Processing crea un mapa viviente del tanque de proceso, optimizando en forma continua:
La potencia del sensor.
- Diagnosticos de prueba de fallas.
- Filtrado de la señal de salida.
- Rechazo de ruido ambiental.
- Reconocimiento y rechazo de obstáculos
P á g i n a 1 | 27
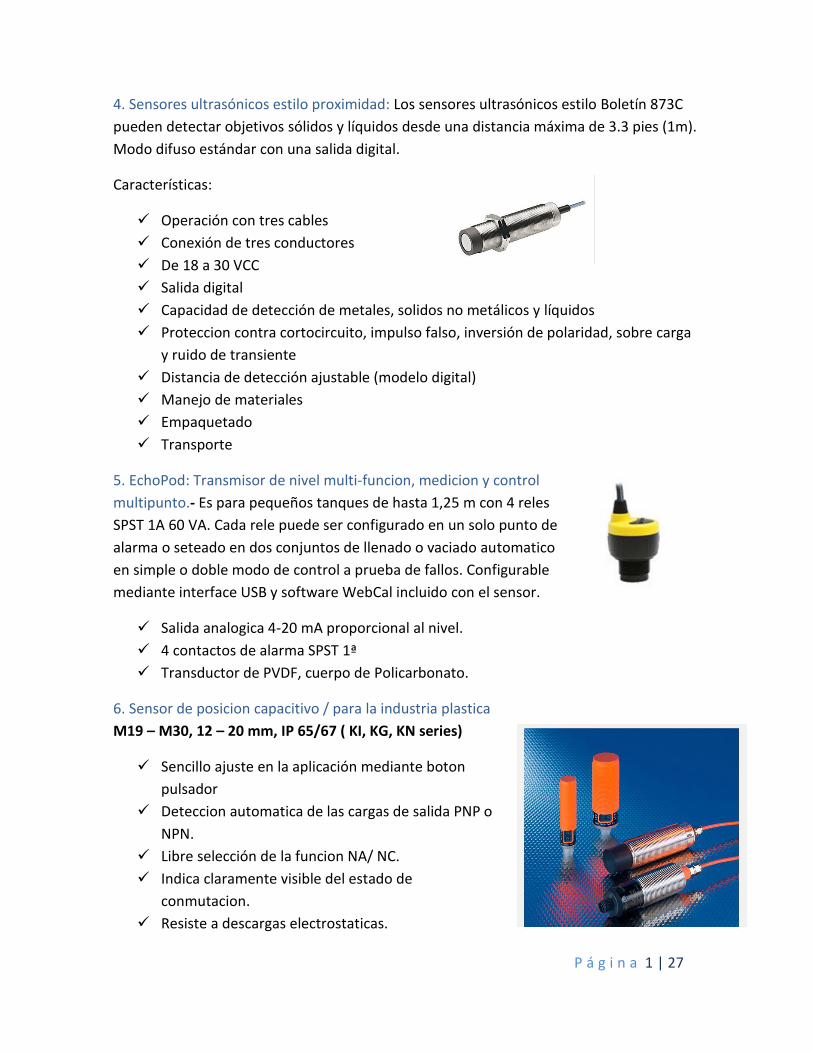
4. Sensores ultrasónicos estilo proximidad: Los sensores ultrasónicos estilo Boletín 873C
pueden detectar objetivos sólidos y líquidos desde una distancia máxima de 3.3 pies (1m).
Modo difuso estándar con una salida digital.
Características:
Operación con tres cables
Conexión de tres conductores
De 18 a 30 VCC
Salida digital
Capacidad de detección de metales, solidos no metálicos y líquidos
Proteccion contra cortocircuito, impulso falso, inversión de polaridad, sobre carga
y ruido de transiente
Distancia de detección ajustable (modelo digital)
Manejo de materiales
Empaquetado
Transporte
5. EchoPod: Transmisor de nivel multi-funcion, medicion y control
multipunto.- Es para pequeños tanques de hasta 1,25 m con 4 reles
SPST 1A 60 VA. Cada rele puede ser configurado en un solo punto de
alarma o seteado en dos conjuntos de llenado o vaciado automatico
en simple o doble modo de control a prueba de fallos. Configurable
mediante interface USB y software WebCal incluido con el sensor.
Salida analogica 4-20 mA proporcional al nivel.
4 contactos de alarma SPST 1ª
Transductor de PVDF, cuerpo de Policarbonato.
6. Sensor de posicion capacitivo / para la industria plastica
M19 – M30, 12 – 20 mm, IP 65/67 ( KI, KG, KN series)
Sencillo ajuste en la aplicación mediante boton
pulsador
Deteccion automatica de las cargas de salida PNP o
NPN.
Libre selección de la funcion NA/ NC.
Indica claramente visible del estado de
conmutacion.
Resiste a descargas electrostaticas.

P á g i n a 2 | 27
7. Sensor de velocidad
GEL 2476
8. Motor Paso a Paso

P á g i n a 3 | 27
9. PLC ( Controlador Logico Programable )
Siemens Simatic s7 – 1200

ANALISIS DE COSTOS
Para que nuestra idea del Diagrama de Instrumentación funcione tenemos que
implementar algunos equipos y dispositivos los cuáles mencionamos a continuación y
logramos conseguir información acerca de sus costos de manera aproximada.
Dispositivo Costos Cantidad Costos en soles
Medido de presión diferencial
395 € 1 1378
Medidor de flujo Vortex
225 € 2 1570.5
Sensores ultrasónicos estilo proximidad
770 $ 1 2233
Echopad: Transmisor de nivel
350 € 1 1221.5
Sensor de posición capacitivo
40 € 4 559
Sensor de velocidad 135 $ 4 1615
Motor paso a paso
48 € 1 168
PLC 156 € 2 1089
Alarmas 121 $ 4 1403
Scanner 500 $ 3 4350
TOTAL 15587
RECUPERACION DE LA INVERSION
La empresa CONVER S.A.C. dedicada a la producción de bolsas de plástico para diversos productos
(de acuerdo a las necesidades de sus clientes), está pensando en invertir 15587 soles en la
implementación de dispositivos con el fin de poder mejor toda la línea de su proceso de fabricación
de forma automatizada. Sin embargo, CONVER S.A.C está evaluando la inversión, basándose en el
tiempo que podrá recuperar lo invertido. Para eso, considera ciertos datos:

P á g i n a 1 | 27
Demanda Mensual: 600 cajas aproximadamente.
Demanda Anual: 7200 cajas aproximadamente.
Precio de venta: 38 soles/caja
Costo producción: 20 soles/ caja
DATO: Cada caja contiene 200 bolsas.
DISPOSITIVOS PROYECTOS
Años 0 1 2 3 4 5
Cantidad 7200 7200 7200 7200 7200
Precio 38 38 38 38 38
Costos 20 20 20 20 20
Inversión -15587
Ventas 273600 273600 273600 273600 273600
Cto Ventas -144000 -144000 -144000 -144000 -144000
Traspaso 300
Utilidad antes IR 129600 129600 129600 129600 129900
IR 30% -38880 -38880 -38880 -38880 -38970
Flujo Efectivo -15587 90720 90720 90720 90720 90930
-15587 75133 165853
VAN Cok 10% 88032 S/. 328,444
RBC 276.49 veces
P á g i n a 2 | 27
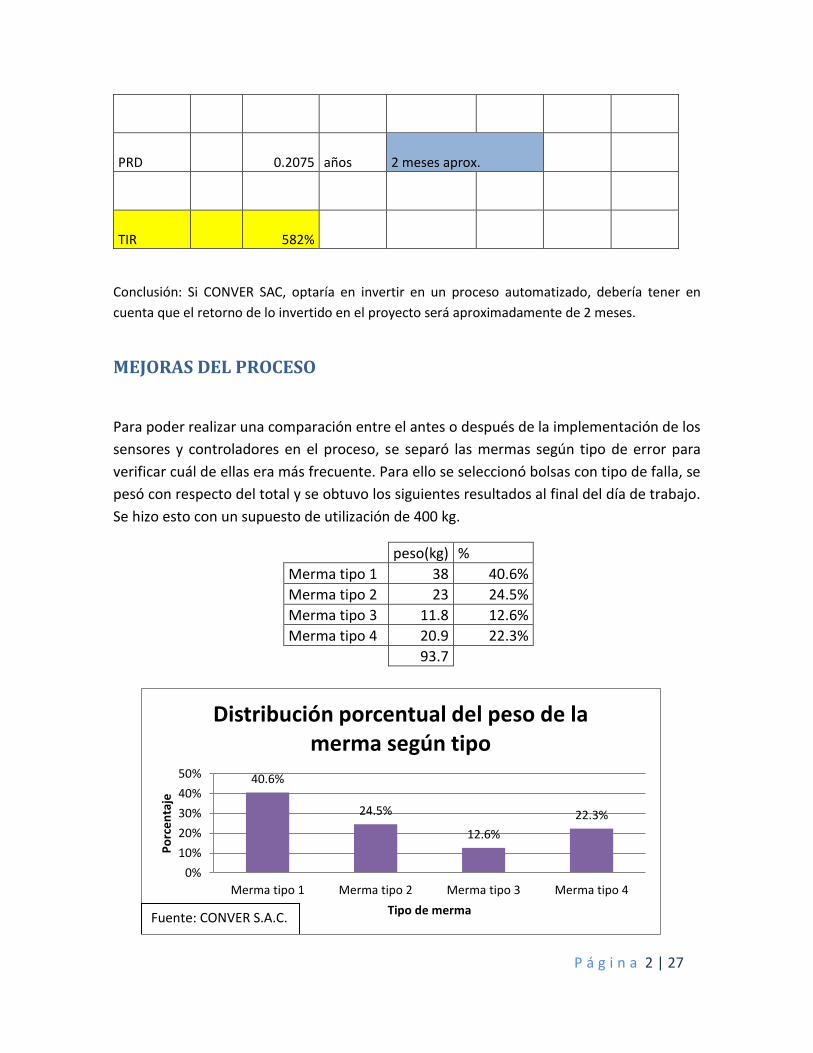
PRD 0.2075 años 2 meses aprox.
TIR 582%
Conclusión: Si CONVER SAC, optaría en invertir en un proceso automatizado, debería tener en
cuenta que el retorno de lo invertido en el proyecto será aproximadamente de 2 meses.
MEJORAS DEL PROCESO
Para poder realizar una comparación entre el antes o después de la implementación de los
sensores y controladores en el proceso, se separó las mermas según tipo de error para
verificar cuál de ellas era más frecuente. Para ello se seleccionó bolsas con tipo de falla, se
pesó con respecto del total y se obtuvo los siguientes resultados al final del día de trabajo.
Se hizo esto con un supuesto de utilización de 400 kg.
peso(kg) %
Merma tipo 1 38 40.6%
Merma tipo 2 23 24.5%
Merma tipo 3 11.8 12.6%
Merma tipo 4 20.9 22.3%
93.7
40.6%
24.5%
12.6%
22.3%
0%
10%
20%
30%
40%
50%
Merma tipo 1 Merma tipo 2 Merma tipo 3 Merma tipo 4
Po
rce
nta
je
Tipo de merma
Distribución porcentual del peso de la merma según tipo
Fuente: CONVER S.A.C.

P á g i n a 3 | 27
Se puede observar entonces que la merma tipo1, en la máquina de impresión, es la que más
se genera (40.6%) con respecto a las otras, seguidas del tipo2 (24.5%) y tipo4 (22.3%).
Con la implementación de los distintos controladores o sensores se logró una reducción de
la merma que generaba la producción de la bolsa de plásticos. Podemos ver que se redujo
de una forma considerable la merma ya que de los 93.7 kg, a solamente a casi 0 kg.
Esto debido a que todo el proceso se encuentra automatizado y existe diversos
controladores y sensores, que logran optimizar toda la materia prima evitando los
desperdicios y los errores en las diversas operaciones de toda la producción.
MAQUINAS QUE OPTIMIZAN EL PROCESO
Como una forma de poder optimizar de una mejor forma todo el proceso de la
elaboración de las bolsas de plástico, se investigó de 1 maquina el cual se logra hacer todo
el proceso en una sola , así se logra reducir las máquinas y que el proceso sea de en cierta
forma más rápido.
La máquina es la siguiente:
Maquina automática para fabricar bolsas de plástico
PRECIO: 9000 DOLARES
SKU: FR-DF-1000

P á g i n a 4 | 27
DESCRIPCION DE LA MAQUINA:
Modelo: FR-DF-1000 Anchura máxima(mm):900 Velocidad de
realización(piezas/minuto):5-100 Espesor de producto(mm): 0.05-0.40 Motor principal
(kw): 2.2 Motor de marcha(kw): 2.0 Motor de alimentación(w):600 Potencia de
calentamiento(w):1200x2 Fuente de alimentación:50Hz 220V+10%-15% Dimensiones
generales (Largo x ancho x alto): 3800x1900x1700 Peso(kg):1700 Dispositivo principal:
rack de materiales (1 pieza) Dispositivo de transporte de alimentación y motor de marcha
para alimentación (1 pieza) Fotocelulas ( 1 pieza) Cuchilla de sellado caliente ( 1 pieza)
Cuchilla de corte enfriada ( 1 pieza)
Con esta máquina se puede realizar casi todo el proceso de producción con excepción de
la impresión que se realizara con otra máquina, de esta forma se puede hacer menos
controles o sensores para poder automatizar la producción. Y su costo no es muy elevado,
así que se considera como una buena opción para la empresa.
Máquina de impresión flexográfica de seis colores
Codigo: IFL-1614

P á g i n a 5 | 27
PRECIO: 8000 DOLARES
Esta máquina es conveniente para la impresión de materiales de embalaje tales como
polietileno, papel, rollos de plástico y papel, etc. Es un tipo de equipo de impresión ideal
para producir bolsas de plástico y papel de embalaje para alimentos, bolsas de
supermercados, bolsas de ropa, zapatos, alimentos, tiendas, etc.
ESPECIFICACIONES TECNICAS:

P á g i n a 6 | 27
CONCLUSIONES
Se concluye que la empresa conver s.a.c., presenta una buena producción y esto
hace que la recuperación de la inversión por la implementación de la
automatización del sistema.
Además que todos los lazos que se implementaron en el proceso son cerrados y
que los controladores que se incluyó son los adecuados y necesarios para mejorar
el nivel de producción y que exista una reducción de mermas.
También, se tiene que evaluar correctamente la evaluación de todos los
controladores y sensores que se implementaron para poder realizar la reducción
de tiempos en la producción, así como el mejoramiento del control de calidad de
los productos terminado.
Con respectos a los gastos incurridos con la inversión , la empresa los puede
recuperar en aproximadamente en 2 meses , esto debido a que su producción es
buena y tiene una gran cantidad de pedidos, siendo esto un gran beneficio para
poder tener ingresos que logren recuperar lo invertido. Así hace que la
automatización de la empresa sea un beneficio aun mayor a corto tiempo.
Con respecto a la reducción de merma, de los 93.7 kg que se desperdiciaba, ahora
con la implementación de la automatización del proceso se redujo a
aproximadamente unos 2 a 3 kg de desperdicio, así podemos notar que si fue
notable y favorable la automatización de la planta.