MONTAJE POR CONTRACCION CON NITROGENO LIQUIDO
Centro Desarrollo Tecnolgico de Gases
MONTAJE POR CONTRACCION
CON NITROGENO LIQUIDO
Indice:
Introduccin
a) Montaje a presin
b) Montaje por dilatacin
c) Montaje por contraccin
1.-Aplicacin del Nitrgeno Lquido.
2.-Clculo de medidas de piezas a montar.
2.1.-Definiciones previas.
2.2.-Montajes que no necesitan resistencia mecnica precisa.
2.3.-Montajes que necesitan un clculo de resistencia
mecnica.
2.3.1.-Presin de contacto.
2.3.2.-Ajuste.
2.3.3.-Esfuerzos.
2.3.4.-Contraccin.
3.-Ejemplo de clculo.
3.1.-Datos.
3.2.-Diseo
3.3.-Montaje.
4.-Montaje de piezas dimensionadas.
5.-Cantidad de Nitrgeno Lquido necesaria.
6.-Ventajas de la tcnica por contraccin en Nitrgeno Lquido.
7.-Temperatura de transicin.
8.-Precauciones.
9.-Conclusin.
MONTAJE POR CONTRACCION CON NITROGENO LIQUIDO
INTRODUCCION
El montaje por adherencia, es una tcnica de ensamblaje,
ampliamente utilizada en la industria mecnica desde hace muchos
aos.
El principio de montaje por adherencia es bien conocido: un
elemento macho, generalmente cilndrico, es introducido en una pieza
de igual forma, la pieza hembra, de dimensiones ligeramente
inferiores.
Esta pequea diferencia de dimensiones, llamada ajuste, determina
en los elementos montados, deformaciones elsticas que crean una
presin de contacto permanente. Se genera s un esfuerzo de
adherencia que se opone al deslizamiento axial y al giro de las
piezas. Este esfuerzo tiene un valor lmite que depende de la
magnitud de la interferencia o ajuste, por lo cual esto no se puede
ni debe escoger arbitrariamente. Debe ser calculado de manera de
generar una adherencia suficiente para resistir los esfuerzos
previstos, como tambin para no provocar en los elementos
ensamblados, esfuerzos exagerados que puedan producir deformaciones
permanentes o la destruccin del ensamblaje por rotura de uno de los
elementos.
Las tcnicas de montaje por adherencia son:
a)Montaje a Presin.Simple de realizar, presenta el inconveniente
de provocar a menudo una alteracin de las superficies en contacto,
por agrupamiento o ralladura de la superficie menos dura. Este
deterioro puede disminuir la calidad de adherencia buscada.
No puede ser aplicado a ciertas formas de piezas o a elementos
muy delicados.
b)Montaje por Dilatacin.Se obtiene por la introduccin del
elemento macho en el dimetro interior de la pieza hembra, la cual
es previamente dilatada por calor.
No es recomendable si, con la temperatura requerida, se corre el
riesgo de alterar la estructura del metal o la de su superficie, o
bien, deformar la pieza.
c) Montaje por contraccin.
Este procedimiento usado desde hace muchos aos en las
aplicaciones ms variadas, consiste a diferencia de los anteriores,
en un fuerte enfriamiento del elemento macho, con lo que se produce
una contraccin momentnea que permite la introduccin holgada en la
pieza hembra. A medida que las dos piezas van alcanzando la
temperatura ambiente, se produce una presin de contacto entre
ellas, correspondiente al ajuste provisto que las mantiene
fijas.
Evidentemente, el clculo del ajuste, debe tener en cuenta los
esfuerzos involucrados, los cuales no deben sobrepasar los lmites
de fatiga aceptables. La contraccin se obtiene por una simple
inmersin en Nitrgeno Lquido, donde la baja temperatura, (-196 C)
provoca una disminucin del volumen de la pieza.
La operacin inversa o desmontaje, es posible en muchos casos.
Permite desacoplar las piezas de un conjunto, sin alterar o
destruir la calidad de stas. Esta tcnica est siendo cada vez ms
utilizada para las operaciones de mantenimiento.
1.-APLICACIN DEL NITROGENO LIQUIDO LIN
El manejo del LIN no presenta riesgos ni requiere de aparatos
complejos. Se suministra en un estanque-termo porttil, los cuales
tienen diversas capacidades. El contenido del termo se vaca
lentamente, a medida que se necesita, dentro del recipiente que
contiene las piezas a enfriar. Una ebullicin importante de LIN se
produce al principio del enfriamiento del metal y prosigue hasta
que el metal alcanza la temperatura del bao (-196C). Cuando la
ebullicin cesa y la superficie del LIN queda en reposo, la pieza
est enfriada y lista para ser montada.
Esta tcnica, se puede emplear tanto para piezas nicas, como
piezas en serie. Cuando se trata de una operacin unitaria, es
conveniente que el recipiente que contiene la pieza a enfriar, se
coloque dentro de otro recipiente concntrico, aislado por algn
material aislante tales como: lana mineral, desechos de asbesto,
etc.
Cuando se trata de realizar montajes en serie, el enfriamiento
puede ser obtenido dentro de estanques aislados trmicamente,
alimentados automticamente con LIN.
Para piezas chicas, conviene usar recipientes de paredes
aisladas al vaco. Para piezas grandes, el recipiente puede ser
fabricado a la medida de aluminio o preferentemente de acero
inoxidable.
La cantidad de LIN que se requiere, depende de la masa y del
calor especfico del material de la pieza. Influyen tambin las
condiciones de
aislacin. El tiempo que demora la pieza en contraerse, depende
en general de las variables mencionadas y de su tamao.
2.-CALCULO DE MEDIDAS DE PIEZAS A MONTAR2.1 Definiciones
Previas:
La calidad de un acoplamiento, se define por el grado de ajuste
entre los elementos hembra y macho. Para estos elementos, se han
generalizado los trminos agujero y eje respectivamente, an cuando
no sean cilndricos.
An cuando el procedimiento empleado en la fabricacin, control de
medidas y acabado superficial de una pieza sea muy bueno, se
producen diferencias entre las medidas deseadas y las obtenidas,
por lo que se ha desarrollado un sistema para trabajar con
tolerancias que incluye los siguientes conceptos:
Cota Nominal: Medida redondeada a un nmero entero en mm, que
indica la magnitud de referencia de la dimensin de la pieza en
cuestin:
Ejemplo
: ( =40 mm.
Cota Mxima
: Lmite mximo que puede alcanzar la medida de la pieza a
fabricar respecto de la cota nominal. Se expresa en micrones
(().
En el ejemplo
: ( mx. = 40 mm.+ 120 (.
Cota Mnima
: Lmite mnimo que puede alcanzar la medida de la pieza a
fabricar, respecto de la cota nominal. Se expresa en micrones
(().
En el ejemplo
: ( min. = 40 mm.+ 90 (.
Dados los tres valores anteriores, la dimensin de la pieza, se
expresa de la siguiente manera:
+ Diferencia Superior
= Cota nominal
+ Diferencia Inferior
En el ejemplo:
+ 120 ( = 40 mm
+ 90 (Tolerancia: Diferencia entre cota mxima y cota mnima
(T).
En el ejemplo:
T = 30 (Diferencia Superior: Diferencia entre la cota mxima y la
nominal (DS).
En el ejemplo:
DS = + 120 (Diferencia Inferior: Diferencia entre la cota mnima
y la nominal (DI)
En el ejemplo:
DI = + 90 (Ajuste: (S) Se define como la diferencia entre el
dimetro exterior de la pieza macho (DM) y el dimetro interior de la
pieza hembra (DH).
En el ejemplo:
S = DM-DH.
Sistema de agujero base:Sistema llamado H, define los valores de
las diferencias, cota mxima y cota mnima para todas las cotas
nominales de 1 a 500 mm, en funcin de los ajustes deseados,
presentando una particularidad importante: la diferencia inferior
de los agujeros (pieza hembra) es siempre nula: DI agujero = 0.
Luego para los agujeros se tiene:
( min.= Cota Nominal
( mx= Cota Nominal + T (tolerancia).
Para los ejes, segn el ajuste que se requiera, se emplean letras
minsculas para diferenciar cada caso:
Tipo a-g= Ajuste Mvil.
h= Ajuste Deslizante justo.
j-z= Ajuste Fijo.
En este sistema, se han agrupado los dimetros en 13 grupos para
cotas nominales de 1 a 500 mm y la tolerancia aumenta en funcin del
dimetro (SE RECOMIENDA VER TABLAS DE AJUSTE Y TOLERANCIAS DE LA
ISA).
Calidad de Fabricacin: Segn sea la precisin y acabado
superficial que requiere cada pieza, las letras que definen el
ajuste, van acompaados por nmero de 1 al 16.
Se tienen los siguientes grupos:
1 a 4
: Alta precisin.
5 a 6
: Mecnica de Precisin.
7 a 8
: Trabajo poco precisin.
9 a 11
: Mecnica basta.
12 a 16
: Mecnica sin precisin.
2.2.-Montajes que no necesitan ninguna resistencia mecnica
precisa:
La tabla de ms bajo da las tolerancias de trabajo a adoptar para
que en el momento de operacin de montaje, el ensamble sea
deslizante (similar a ajuste tipo H7-g6) deslizante justo (similar
a ajuste tipo H7-h6).
TOLERANCIAS DE TRABAJO A ADOPTAR
ACEROS
Dimetro
mmJuego
Deslizante JustoAjuste
Deslizante
6 a 10H5K5*Imposible
10 a 14H5-K5*H6-m5*
14 a 18H6-n5H6-m5*
18 a 24H6-n5H6-n5
24 a 30H7-p6H7-p6
30 a 40H7-p6H7-p6
> a 40H7-p7H7-p7
BAJA ALEACION O BRONCE
Dimetro
MmJuego
Deslizante JustoAjuste
Deslizante
6 a 10H6n5H6-n5*
10 a 14H7-p6H6-n5
14 a 18H7-p6H7-p6
18 a 24H7-p7H7-p6
24 a 30H7-p7H7-p6
30 a 40H7-p7H7-p6
> a 40H7-p7H7-p7
*Para obtener un juego deslizante justo, es necesario asociar a
la contraccin de la pieza macho, una dilatacin de la pieza hembra
obtenida por calentamiento a 200C.
2.3.Montajes que necesitan un clculo de resistencia mecnica:Es
necesario, para este tipo de diseo que es el ms corriente, el
conocimiento de los siguientes puntos:
(a) Caractersticas de los metales empleados, indicados en la
tabla N1.
(b) Frmulas de clculo de la tabla N2.
(c) Definiciones de las caractersticas del ensamblaje.
2.3.1 Presin de contacto:
Es la presin que se ejerce entre las piezas ensambladas sobre la
superficie de contacto A, actuando perpendicular a sta. La fuerza
de arranque F es la fuerza que es necesario aplicar para vencer el
roce entre las piezas y hacerlas deslizar. Su valor est relacionado
con la presin de contacto p al igual que el momento de torsin que
se produce.
Presin de contacto p= F F
(dhf
-A= ( d.h
-f= Coeficiente de roce (Ejm: acero sobre acero f=0.15)
-d y h= Son el dimetro y la altura de la unin
respectivamente.
Los valores de p, son determinados utilizando la tabla N2.
Momento de torsinMt=Fd
2
de donde p= 2Mt
(d2hf
2.3.2. Ajuste:
Dado que se trabaja con tolerancias, el ajuste definido como la
diferencia entre el dimetro exterior de la pieza macho y el dimetro
interior de la pieza hembra (S=DM-DH), tiene en realidad un rango
de valores posibles.
El ajuste mnimo se produce cuando DM toma la cota mnima y DH
toma la cota mxima, correspondiendo este caso al de mnima fuerza de
arranque F.
2.3.3 Esfuerzos:
El ajuste o interferencia, genera en las piezas ensambladas,
esfuerzos que se superponen a los esfuerzos eventuales de
funcionamiento, por lo cual es necesario mantener estos ltimos,
suficientemente bajos. Los esfuerzos deben ser calculados para el
caso de ajuste mximo, que es el caso ms desfavorable, teniendo en
cuenta las tolerancias de maquinado y no deben
sobrepasar de ningn modo los valores compatibles con el buen
comportamiento del material utilizado.
El ajuste y los esfuerzos, pueden ser calculados a partir de las
frmulas de la tabla N2.
2.3.4Contraccin:
Es necesario verificar que la inmersin de la pieza macho en el
NL, permita obtener la contraccin que requiere el montaje.
La contraccin debe ser al menos igual al ajuste mximo (Smx=DM mx
DH min) con la cual se tiene el juego tipo deslizante justo tipo
deslizante, correspondiente al dimetro de las piezas.
Si la contraccin no es suficiente, se debe considerar la
dilatacin complementaria de la pieza hembra mediante calentamiento
a temperaturas que no afecten sus propiedades mecnicas.
El ajuste mximo que es posible cubrir con la contraccin de la
pieza macho, se obtiene a partir de la tabla N2.
Para que el montaje no presente problemas, es recomendable que
el ajuste mximo sea un 20%, o ms, inferior a la contraccin
calculada.
3.-Ejemplo de Clculo:
Mediante este ejemplo, se muestra un procedimiento para disear
un conjunto de asiento de vlvula en bronce ajustado a una camisa de
aluminio, dadas las dimensiones nominales requeridas y la fuerza de
arranque deseada.
3.1. Datos: Asiento de Vlvula:
Ea
: 9.200 (Kg/mm2) Mdulo de elasticidad.
Peso
: 100 g.
Dm. Interior
: 47 mm.
Dm. Exterior
: 60 mm.
h
: 10 mm.
Camisa de Aluminio.
Eb
: 7.000 (kg/mm2) Mdulo de elasticidad.
Dm. Interior
: 60 mm
Dm. Exterior Mnimo: 120 mm
Fuerza de arranque
mnima deseada F.: 500 Kgs.
El coeficiente de roce para el conjunto de bronce-aluminio
f=0,15.
3.2. Diseo:
Presin de contacto:
La tabla N2 permite obtener el valor:
P= 1,77 Kg/mm2.
Ajuste mnimo aceptable:
s= p.d (Z + Y ) =73 ( Eb Ea
Considerando que S min. = DM min- DH mx. y empleando una tabla
de ajustes recomendados por el ISA se obtiene que la especificacin
de piezas que ms se aproxima para ese requerimiento de ajuste es el
tipo H7-v6.
Con lo cual, el dimetro interno de la camisa:
+30
DH =60
-0
y el asiento de bronce tendr el dimetro exterior:
+121
DM =60
+102
Lo que conduce a los valores extremos de ajuste siguientes:
S min.= DM min - DH mx.= + 102 - 30 = 72 u.
S mx.= DM mx - DH min.= + 121 - 0 = 121 u.
Los esfuerzos en funcin del ajuste son determinados a partir de
las frmulas calculadas para el ajuste mximo posible, en este caso
121 u corresponde a una presin de contacto de:
1,77 (121/73) =2,93 Kg/mm2
Esfuerzo mximo tangencial del asiento:
ti= -p . X = 15,17 Kg/mm2 (compresin)
Esfuerzo mximo tangencial de la camisa:
Ti= p . Z = 4,88 Kg/mm2 (traccin)
Con estos valores, se aplica un criterio de diseo mecnico para
comprobar si los esfuerzos estn dentro de los lmites
aceptables.
3.3. Montaje:
Para realizar el montaje, es necesario verificar de antemano, si
la contraccin es mayor que el ajuste mximo. Para ello, se emplean
los datos proporcionados por la tabla N1, en este caso: 60 x 3,4
=204 u.
Por lo tanto, existe una diferencia de al menos: 204-121=83 u.
entre el DH mn y el DM mx.., debido a lo cual, no se presentarn
problemas durante la operacin de montaje.
La tabla N1, permite calcular el consumo de Nitrgeno Lquido para
la pieza macho de bronce: 0.36 Kg/kg de metal, correspondiendo en
este caso a: 0,1 x 0,36 =36 gr. por pieza ajustada (independiente
de las cantidades requeridas para enfriar el recipiente y cubrir
prdidas).
4.-Montaje de Piezas Dimensionadas:
Este es el caso ms frecuente en la prctica, ya que las empresas
ya cuentan con la maquinaria y las dimensiones de las piezas.
Es de gran utilidad en los perodos de mantencin en los cuales se
realiza el desmontaje y montaje de la maquinaria y equipos,
particularmente de piezas que tienen desgaste y necesitan un
reemplazo peridico, Eje.: la camisa del cilindro de una prensa.
Los pasos a seguir son los siguientes:
Medicin o estimacin del ajuste mximo entre dos piezas a
montarse.
Clculo de la contraccin que sufrir la pieza macho al enfriarse
en LIN.
Comparacin de los resultados anteriores, para verificar la
aplicabilidad de la tcnica. En casos en que sea necesario, la pieza
hembra puede ser dilatada mediante calentamiento.
La cantidad de Nitrgeno Lquido a usarse, depende del peso de la
pieza a enfriarse.
5.-Cantidad de Nitrgeno Lquido Necesaria:
La cantidad de LIN necesaria para realizar una operacin de
montaje, puede ser determinada a partir del calor especfico del
material a enfriarse y del calo latente de vaporizacin del LIN: 50
Kcal/Kg.
Los valores que aparecen en la tabla N1, corresponden a valores
tericos que no consideran la incidencia de:
El enfriamiento del recipiente donde se enfra la pieza.
Las prdidas por vaporizacin entre dos operaciones sucesivas de
montaje.
Las prdidas debidas a la transferencia del LIN en el momento de
rellenar los recipientes contenedores de las piezas.
6.-Ventajas de la Tcnica por contraccin en Nitrgeno Lquido:
6.1.-El montaje por contraccin en LIN es:
1.--Una operacin simple de practicar.
-No necesita ningn preparativo importante.
-Permite solucionar una amplia gama de problemas y sus ventajas
se aprecian en la construccin de ejes grandes, ruedas,
empaquetadoras y piezas que necesitan mucha presin.
Es conveniente tanto para montajes de un par de piezas como para
los realizados en series.
2.--Una operacin segura.
Las piezas no se rayan ni deforman.
No requiere ninguna fuerza entre las piezas, lo cual permite
realizar montajes delicados.
-Si se evita el calentamiento, se disminuyen los riesgos de
manipulacin del personal con las piezas.
3.--Una operacin econmica.
Se conserva la calidad de la terminacin superficial.
No se requiere ninguna inversin importante y se adapta
particularmente bien a operaciones unitarias.
6.2.-
El desmontaje por concentracin con Nitrgeno Lquido permite
realizar operaciones imposibles para otros mtodos.
Las oportunidades de xito son muy grandes debido a que:
La desaparicin de la presin de contacto entre las piezas durante
la operacin, evita alteraciones superficiales como
interpenetraciones, ralladuras, desgarros, deformaciones, etc.
El eje, si es hueco, permite obtener un enfriamiento rpido de la
pieza a extraer.
Un pequeo esfuerzo mecnico, podra ayudar a extraer la pieza
macho.
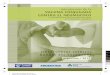
7.- Temperatura de transicin:
La tenacidad de los aceros o su capacidad de absorber energa de
impacto, deformndose plsticamente antes de fracturarse, est
relacionada con la temperatura.
La figura muestra el comportamiento de los aceros de bajo
carbono a la prueba de impacto Charpy V.
Se aprecia que bajo 0C la energa de impacto capaz de producir
rotura frgil, baja drsticamente y a unos 20C 30C el material se
comporta frgil.
A la temperatura (aunque es un rango de temperatura) a la cual
el material cambia su comportamiento de dctil a frgil, se denomina
temperatura de transicin.
La Mayora de los aceros presenta esta propiedad. El contenido de
carbono aumenta la fragilidad y sube la temperatura de transicin.
Los elementos de aleacin que aumentan la dureza, normalmente suben
levemente la temperatura de transicin.
Otros elementos tales como el Mn y el Ni, mejoran
ostensiblemente la resistencia al impacto, bajando la temperatura
de transicin. Un contenido de 8,5% de Ni lleva la temperatura de
transicin a un valor bajo los 200C.
Los aceros inoxidables austeniticos son considerados materiales
criognicos, puesto que trabajan sin ningn problema con fluidos
criognicos como son el Nitrgeno Oxgeno y Argn Lquidos, a
temperaturas cercanas a los 200C. Lo mismo sucede con el Aluminio y
el Bronce.
Lo anterior no significa que no se puede trabajar a bajas
temperaturas con aceros dulces. La resistencia mecnica, tiende a
aumentar levemente con las bajas temperaturas. Slo hay que tener
presente que su tenacidad, est disminuida y por lo tanto deben
evitarse las cargas de impacto.
8.-Precauciones:
Aparte de la precaucin anterior, una operacin de Friocontraccin,
es bastante segura. Es conveniente recordar 2 aspectos para una
mxima seguridad:
El Nitrgeno es un gas inofensivo. De hecho est presente en la
atmsfera en un 78%. Sin embargo, al trabajar en espacios confinados
puede producir asfixia por desplazamiento del Oxgeno.
La muy baja temperatura a la que est el Nitrgeno Lquido, puede
causar serias quemaduras al contacto directo con la piel, por lo
cual se debe operar con equipo de seguridad apropiado (guantes
aislantes, mscaras y ropa gruesa).
9.-Conclusin:
El montaje de piezas en operaciones de mantencin y reparacin de
equipos, as como tambin en operaciones de fabricacin, es una tarea
que resultar simple, econmica, segura y sin alteracin ninguna de
las piezas y en muchos casos la mejor solucin.
TABLA N1 PROPIEDADES DE LOS METALES COMUNES
AcerosA1Bronce ComnCuFundicin GrisLatnMgNi
PROPIEDADES MECANICAS
Resistencia a la Traccin
Rt (Kgf/mm2)48,561021,29221226,381450
Lmite Elstico
Le (Kgf/mm2)33,353,513,16666,10----
Alargamiento
A (%)18,0030,02,2750--53,551040
Modulo de Elasti.
E (Kg/mm2)22.0007.00010.00010.00010.0009.2004.20022.000
PROPIEDADES FISICAS
Peso Especfico
(Kg/dm3)7,82,588,98,947,28,31,748,68
Calor Especfico
(Kcal/Kg C)0,1100,1750,0810,0790,1200,0810,2080,087
Coef. De Dilatacin media entre - 195 y +15C (x 10-6)
((L=( x L(T)918,41614,18,51621,410,1
Coef. De Dilatacin media entre + 15 y +200C
(x10-6)11,523221711172514
Contraccin entre
+ 15C y 195C (en micrones /mm)1,93,93,431,83,44,52,1
Dilatacin entre + 15 y 200C (en
micrones/mm)2,14,24,1172,13,14,62,5
Cantidad de N2 necesario para enfriar 1 kg. de metal de + 15 a
196C (Kg)0,480,780,360,350,530,360,930,39
Friocontraccin con Nitrgeno Lquido 1
_1049013907.doc
_1054986622.doc
_957347354.doc