-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
1/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 1
TECNOLOGIA DE GRUPOSY SISTEMAS FLEXIBLES
DE MANUFACTURA
MANUFACTURA INTEGRADA
POR COMPUTADORA
Mag. Ing. Walter M. Tupia A.
Tecnología de Grupos
Enfoque para manufactura en el cual
se identifican
y agrupan partes similares para aprovechar sussimilitudes
en el diseño y la fabricación.
Dicha clasificación permite agruparlas en familias de
piezas .
2Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
2/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 2
Familia de Partes
3Mag. Ing. Walter M. Tupia A.
Familia de partes : piezas con geometría, tamañosimilar y/o
pasos de procesamiento similares.
Optimización: organizando las instalaciones en
celdas de manufactura .
Celda de manufactura : “pequeña fábrica dentro de la
fabrica ”. Optimizada para la familia (ofamilias) de
partes.
Tecnología de Grupos
4Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
3/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 3
Celda de Manufactura
Incluye:
Equipo(s) de fabricación y procesamiento
Herramientas optimizadas para la fabricación
Dispositivos especiales para optimizar laproducción de la
familia de partes.
5Mag. Ing. Walter M. Tupia A.
Identificación de la Familia dePartes
Inspección visual + juicio : Para agruparlas porformas y
geometrías similares.
Análisis de flujo de producción : Basado en lashojas de
ruta de los productos, agrupa a aquelloscon similares pasos y
procedimientos.
6Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
4/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 4
Clasificación y Codificación dePartes
Identificación de similitudes y diferencias entre laspartes para
relacionarlas mediante un esquema de
codificación común.
Pueden ser:
Sistemas basados en atributos del diseño .
Sistemas basados en atributos de
manufactura .
Sistemas basados en ambos atributos .
7Mag. Ing. Walter M. Tupia A.
Atributos de diseño de partes
Dimensiones principales Tipo de material
Forma básica externa Función de la parte
Forma básica interna Tolerancias
Relación longitud/diámetro Acabado superficial
Atributos de manufactura de partes
Proceso principal Dimensiones principales
Secuencia de operación Forma básica externa
Tamaño de lote Relación longitud/diámetro
Producción manual Tipo de material
Máquinas herramienta Tolerancias
Herramientas de corte Acabado superficial
Atributos de Diseño y Manufactura quese incluyen comúnmente en
un Sistemade Clasificación y Codificación de Partes
8
Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
5/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 5
Modelo de OpitzDígito Descripción
1 Forma principal general: rotacional contra no rotatoria. Las
partesrotacionales se clasif ican mediante la relación longitud a
diámetro. Laspartes no rotacionales por longitud, ancho y
espesor
2 Características de forma externa; se distinguen diversos
tipos
3 Características de forma interna (por ejemplo: orif icios y
roscas) en partesrotatorias y características generales de forma
rotacional para partes norotacionales
4 Superficies maquinadas en plano (por ejemplo: planos y
ranuras)
5 Orificios auxiliares, dientes de engranes y otras
características
6 Dimensiones; tamaño general
7 Material de trabajo (por ejemplo: acero, hierro fundido o
aluminio)
8 Forma original de la materia prima
9 Requerimientos exactitud9
Beneficios de un Sistema deClasificación y Codificación
1. Facilita la formación de familias.
2. Mejora la administración de diseños de partes.
3. Evita la duplicación del diseño.4. Promueve la normalización
del diseño.
5. Mejora la estimación y la cuantificación de costos.
6. Facilita la programación de CNC.
7. Permite la optimización en el diseño de herramientas
yaccesorios.
8. Hace posible el planeamiento de procesos asistido por
computadora (CAPP).
10
Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
6/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 6
MANUFACTURACELULAR
Diseño de celdas por Tecnologíade Grupos
Para el diseño se usa el concepto de
partes compuestas .
Parte compuesta (de una familia de partesdeterminada) es
el componente hipotético que incluye TODOS los atributos de
diseño y
manufactura de la familia. La celda debe incluir todo el
equipo, accesorios y herramental para la fabricación de dicho
componente.
12Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
7/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 7
Todas las operaciones necesarias para lafabricación de la parte
compuesta deben poder
llevarse a cabo en la celda a diseñar.
Los equipos y herramientas deben serproyectados en función a la
parte compuesta de
tal manera que se garantice la fabricación de
cualquier componente que forme parte de lafamilia de partes a la
cual representa.
La Parte Compuesta y el Diseñode la Celda
13Mag. Ing. Walter M. Tupia A.
Diseño de Celdas
Una vez que la parte compuesta está definida, se
procede a listar TODOS los procesos requeridos parasu
fabricación.
Luego, en función a cada componente a fabricar,se definen
herramientas para ejecutar los procesosde manera satisfactoria.
Finalmente, se seleccionan las máquinas parallevar a cabo dichos
procesos.
14Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
8/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 8
Posibilidad de operaciones simultáneas: Implicano solo combinar
operaciones sino realizarlassimultáneamente.
Integración de operaciones: Ocurre cuandovarias estaciones de
trabajo se unen en unsolo equipo y en donde varias piezas o
productos pueden producirse.
Ejemplos: Centro de torneado y centro demecanizado
Selección de máquinas (tomar encuenta)
15Mag. Ing. Walter M. Tupia A.
Flexible Manufacturing CellFMC
Se llama Celda de Manufactura Flexible (FMC ) al
conjunto de una o variasmáquinas
automatizadas trabajando de manera integrada ycoordinada en la
fabricación de una familia de
partes.
Con la celda de manufactura automatizada sebusca alcanzar nuevos
niveles de flexibilidad en lafabricación.
16Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
9/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 9
Integración de Tecnologías
Es importante la comunicación -intercambio deinformación- entre
equipos que conforman las
celdas automatizadas para poder coordinar laboresy tareas. Lo
que se busca es una integración detecnologías que a pesar de
provenir de diferentesfabricantes puedan intercambiar datos e
información, y es posible gracias a lanormalización de
protocolos.
17Mag. Ing. Walter M. Tupia A.
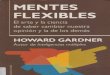
PC para acceso alcontrolador del Robot
Controladordel robot
• Puerto serial (RS-232)
• USB
Robot
Máquina CNC
entradas
y salidas
I / O
Celda de Manufactura básica
18
Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
10/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 10
Beneficios de la ManufacturaCelular Promueve la estandarización
en la habilitación de
herramientas, accesorios, dispositivos, etc.
Reduce el manejo de material, porque ahora laspartes se mueven
solo dentro de la celda.
Son posibles calendarios de producción mássencillos.
Reduce el tiempo de producción.
Reduce el trabajo en proceso.
Simplifica el planeamiento de procesos.
Mayor satisfacción en los trabajadores(especialistas).
Trabajo de calidad más consistente.19Mag. Ing. Walter M. Tupia
A.
Tareas Iniciales a la creación deFMC
Identificación de la familia de partes.
Planeamiento y reordenamiento de las máquinas
para manufactura celular.
20Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
11/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 11
Flexible Manufacturing SystemFMS
Es un conjunto de celdas de fabricación con TGaltamente
automatizada, configuradas comoestaciones de procesamiento
(generalmente conequipos CNC) interconectadas mediante unsistema
automatizado de almacenamiento ymanejo de materiales, y controladas
medianteun sistema integrado de computadoras.
El FMS, al estar estructurado sobre las FMCs, sebasa también en
los principios de tecnología degrupos.
21Mag. Ing. Walter M. Tupia A.
Flexible Manufacturing SystemFMS
Está diseñado para fabricar productos dentro de unrango de
estilos, tamaños y procesos variados.Puede producir una familia de
partes única o unrango limitado de familia de partes.
Varía en términos de número de máquinas ynivel de
flexibilidad.
22Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
12/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 12
Diferencias entre FMC y FMS
La cantidad de funciones que, de maneraautomatizada, puede
llevar a cabo una FMS(superior al de una FMC).
El número de operaciones de procesamiento ycontrol de un FMS es
superior al de una FMC.
El grado de flexibilidad es mayor en una FMS.
23Mag. Ing. Walter M. Tupia A.
Pruebas de Flexibilidad MásImportantes
Capacidad de procesar diferentes estilos departes (pero no
necesariamente por lotes…inclusive producción unitaria!!).
Aceptar cambios en el programa de producciónsobre la marcha.
24Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
13/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 13
Pruebas de Flexibilidad
Respuesta rápida ante averías y errores delequipo en el
sistema.
Aceptar la introducción de nuevos diseños departes sobre la
marcha.
25Mag. Ing. Walter M. Tupia A.
Hardware
Estaciones de trabajo (máquinas de
procesamiento)
Sistema de manejo de materialesautomatizado
Computadora de control (gerenciadora)
26Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
14/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 14
Estaciones de Trabajo
Máquinas CNC (programables) para diferentesprocesos (más
variedad de procesos que en unFMC)
Máquinas de Inspección (programables)
Máquinas de limpieza de partes, etc.
27Mag. Ing. Walter M. Tupia A.
Sistema de Manejo de Material
Para transporte y almacenamiento limitado.
Transportadores de rodillo Transportadores de cadenas
Carros en rieles
Vehículos controlados
Robots industriales.
28Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
15/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 15
Distribución del FMS
El sistema de manejo de materiales define ladistribución básica
del FMS.
a) En línea
b) En ciclo
c) En escalera
d) A campo abierto
e) Celda centrada en robot
29Mag. Ing. Walter M. Tupia A.
En línea
En escalera
A campo abierto
30Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
16/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 16
En ciclo
Centrada en robot
31Mag. Ing. Walter M. Tupia A.
Computadora Principal
El FMS también cuenta con una computadoracentral que hace
interfaz con otros componentes
del hardware. Su función es coordinar lasactividades de los
componentes (equipos,robots, sistemas de transporte de
materiales)para obtener una operación general fluida del
sistema. Esto se logra con ayuda del software deaplicación y
redes LAN/WAN.
32Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
17/18
NG301 MANUFACTURANTEGRADA POR
COMPUTADORA
Prof. Walter Tupia A. 17
Software y Funciones de Control
Módulos (de software) asociados con las diversasfunciones que
ejecuta el sistema de manufactura.Sus funciones son:
Intercambio de datos con las PCs de cada celda.
Cargar programas de CNC.
Control de flujo de material.
Administración de herramientas.
33Mag. Ing. Walter M. Tupia A.
34Mag. Ing. Walter M. Tupia A.
-
8/19/2019 TECNOLOGIA DE GRUPOS Y SISTEMAS FLEXIBLES DE
MANUFACTURA_ING301.pdf
18/18