Embed Size (px)
Citation preview
TRABAJO FINAL APLICADO A LA EMPRESA CASCOS &
CASCOS FORRAMOTOS LTDA.
HEBERT ANDRES ROSERO HURTADOJORGE LUIS BOLAÑOS RIOS
PRESENTACION DE LA EMPRESA Ubicación: Tuluá. Cra 30 # 24-26 y 16 Tel: (PBX) 2240302 - 2253962
INTRODUCCIÓN
Cascos y cascos Ltda. Tiene como misión producir cascos y accesorios que brinden una absoluta protección al motociclista, sin descuidar la estética además prestar servicios técnicos especializados en mantenimiento, reparación y pintura de motocicletas con calidad, cumplimiento y facilidad de pago.
MISIÓN
Cascos y cascos Ltda. Tiene como visión permanecer siendo los pioneros en la fabricación de cascos, forros y demás implementos y accesorios para moto, esperando posicionarse a corto plazo en el mercado, como la empresa con los mejores y más confiables servicios para motocicletas de la región vallecaucana.
VISIÓN
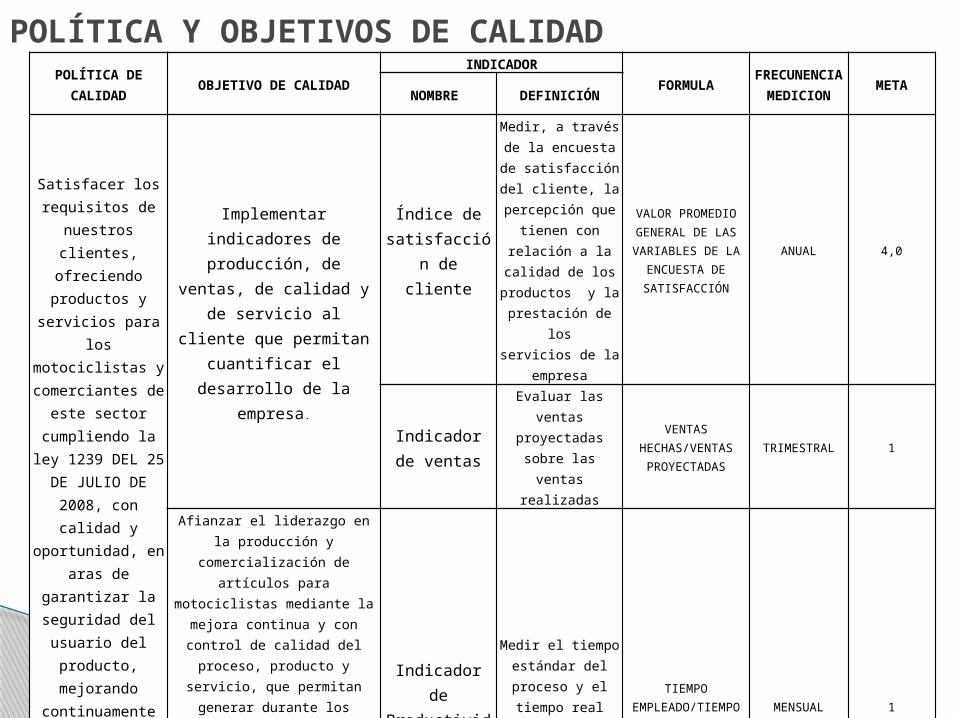
POLÍTICA Y OBJETIVOS DE CALIDADPOLÍTICA DE CALIDAD OBJETIVO DE CALIDAD
INDICADORFORMULA FRECUNENCIA
MEDICION METANOMBRE DEFINICIÓN
Satisfacer los requisitos de nuestros
clientes, ofreciendo productos y servicios para los motociclistas
y comerciantes de este sector
cumpliendo la ley 1239 DEL 25 DE JULIO DE 2008, con calidad
y oportunidad, en aras de garantizar la
seguridad del usuario del producto,
mejorando continuamente la
eficacia, eficiencia y efectividad del
Sistema de Gestión de la Calidad y
generando beneficios para la empresa, y la
ciudadanía.
Implementar indicadores de producción, de ventas, de
calidad y de servicio al cliente que permitan cuantificar el desarrollo de la empresa.
Índice de satisfacción de
cliente
Medir, a través de la encuesta
de satisfacción del cliente, la
percepción que tienen con
relación a la calidad de los
productos y la prestación de los
servicios de la empresa
VALOR PROMEDIO GENERAL DE LASVARIABLES DE LA
ENCUESTA DESATISFACCIÓN
ANUAL 4,0
Indicador de ventas
Evaluar las ventas proyectadas sobre las
ventas realizadas
VENTAS HECHAS/VENTAS
PROYECTADASTRIMESTRAL 1
Afianzar el liderazgo en la producción y comercialización de artículos para
motociclistas mediante la mejora continua y con control de calidad del
proceso, producto y servicio, que permitan generar durante los
próximos años una rentabilidad que se reinvierta en tecnología y
preparándonos para los retos del mercado regional, nacional, y global en cumplimiento de la normatividad
internacional.
Indicador de Productividad
Medir el tiempo estándar del proceso y
el tiempo real empleado en la
producción de cascos
TIEMPO EMPLEADO/TIEMPO
ESTANDRAMENSUAL 1
Implementar controles de calidad dentro de toda la organización en
caminados a la mejora de procesos, producto y servicio.
Indicador de calidad
Medir la calidad del producto
No DE PCTOS DEFECTUOSOS/No DE PCTOS PRODUCIDOS
BIMENSUAL10% de pctos defectuosos
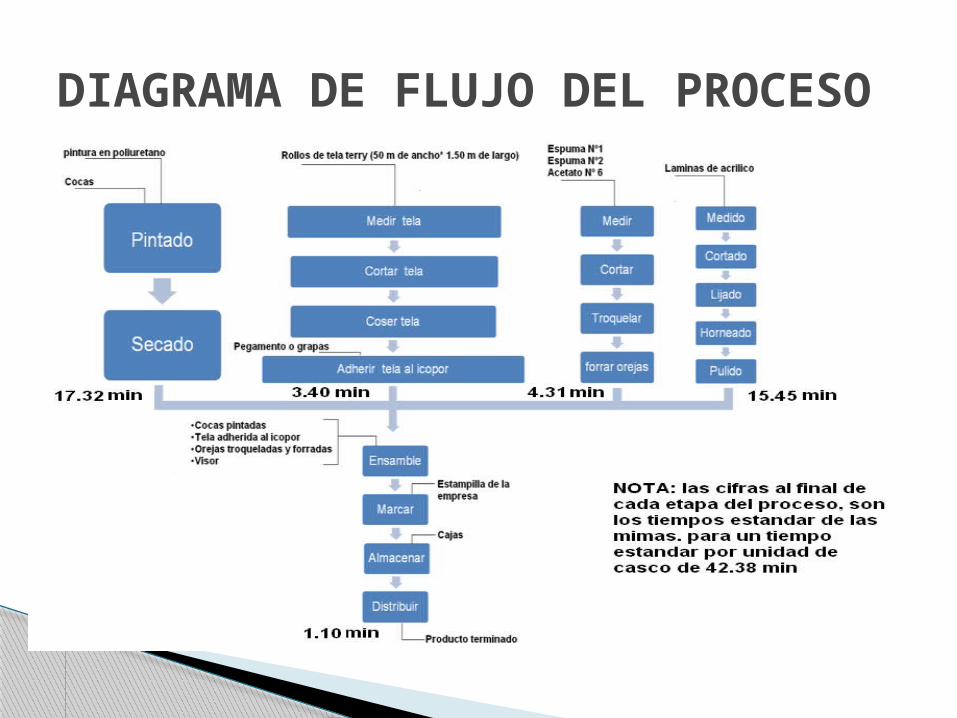
DIAGRAMA DE FLUJO DEL PROCESO
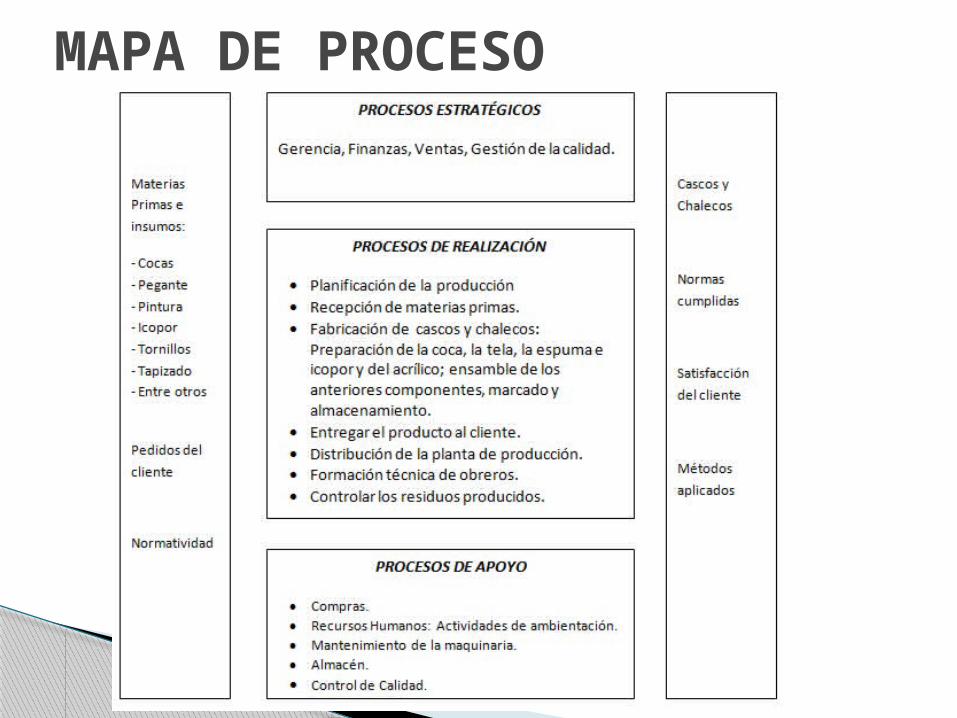
MAPA DE PROCESO
COSTOS DE CALIDAD
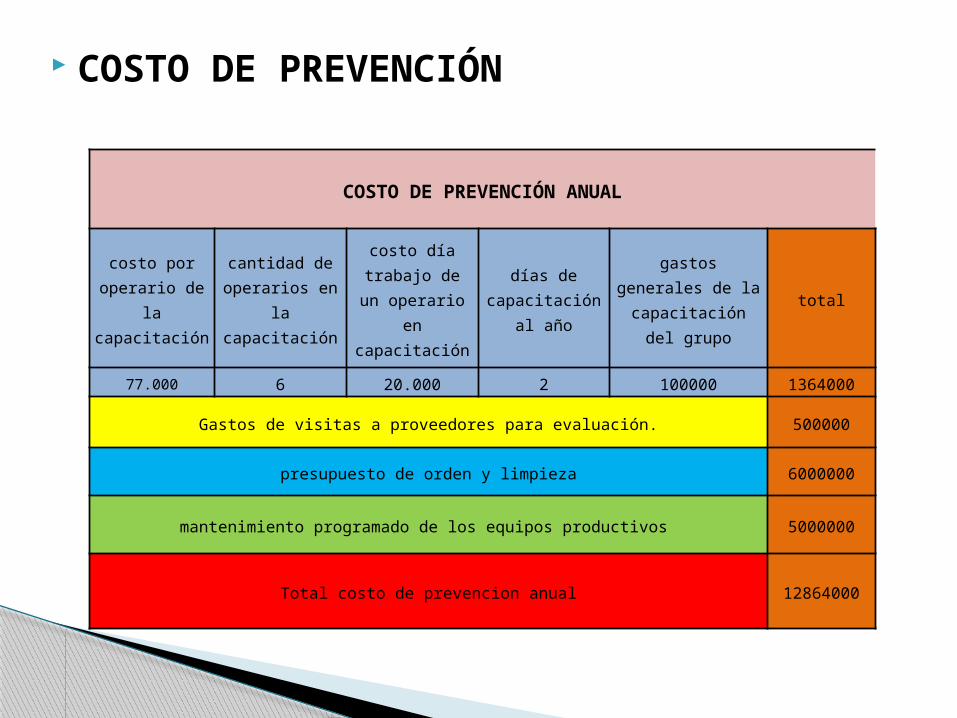
COSTO DE PREVENCIÓN ANUAL
costo por operario de la capacitación
cantidad de operarios en la capacitación
costo día trabajo de un operario en capacitación
días de capacitación al
año
gastos generales de la capacitación del
grupototal
77.000 6 20.000 2 100000 1364000
Gastos de visitas a proveedores para evaluación. 500000
presupuesto de orden y limpieza 6000000
mantenimiento programado de los equipos productivos 5000000
Total costo de prevencion anual 12864000
COSTO DE PREVENCIÓN
COSTOS DE EVALUACIÓN
Como se menciono anteriormente el control de la calidad esta a cargo de cada operario al inspeccionar el material que recibe y el producto que entrega, se estema que cada operario (6 operarios de producción) se toma 10min diarios en la inspección, esto tendría un costo de $2243 y anualmente de $672900.
Para el caso de recepción de materiales en el
almacén se utilizan en promedio 6 hrs mensuales que equivalen a $13458 y anualmente de $161496
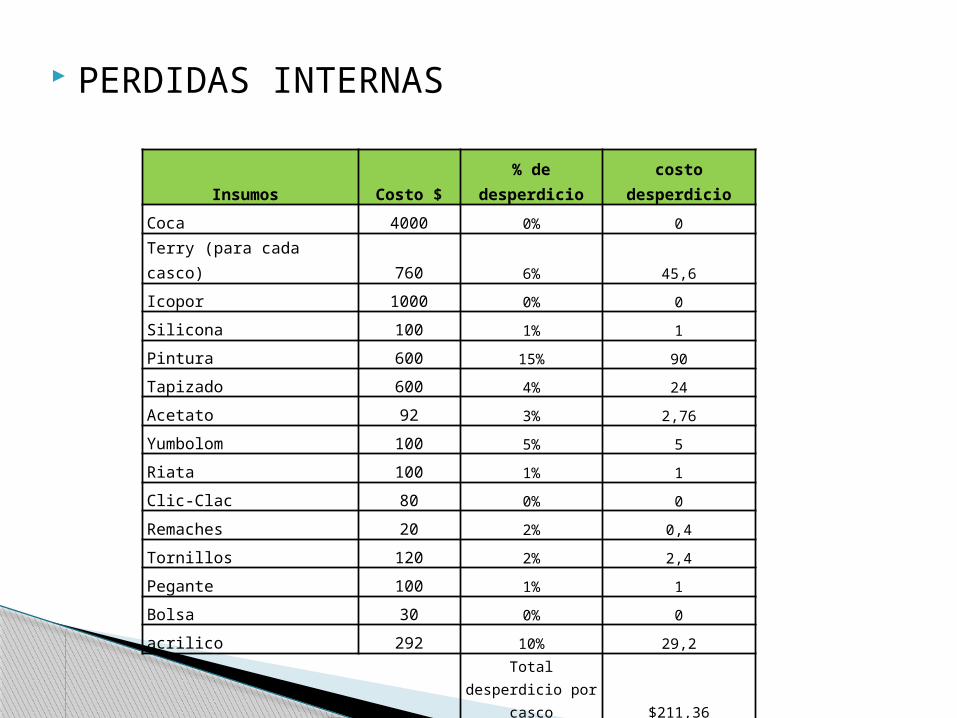
PERDIDAS INTERNAS
Insumos Costo $ % de desperdicio costo desperdicio
Coca 4000 0% 0
Terry (para cada casco) 760 6% 45,6
Icopor 1000 0% 0
Silicona 100 1% 1
Pintura 600 15% 90
Tapizado 600 4% 24
Acetato 92 3% 2,76
Yumbolom 100 5% 5
Riata 100 1% 1
Clic-Clac 80 0% 0
Remaches 20 2% 0,4
Tornillos 120 2% 2,4
Pegante 100 1% 1
Bolsa 30 0% 0
acrilico 292 10% 29,2
Total desperdicio por casco
$211,36
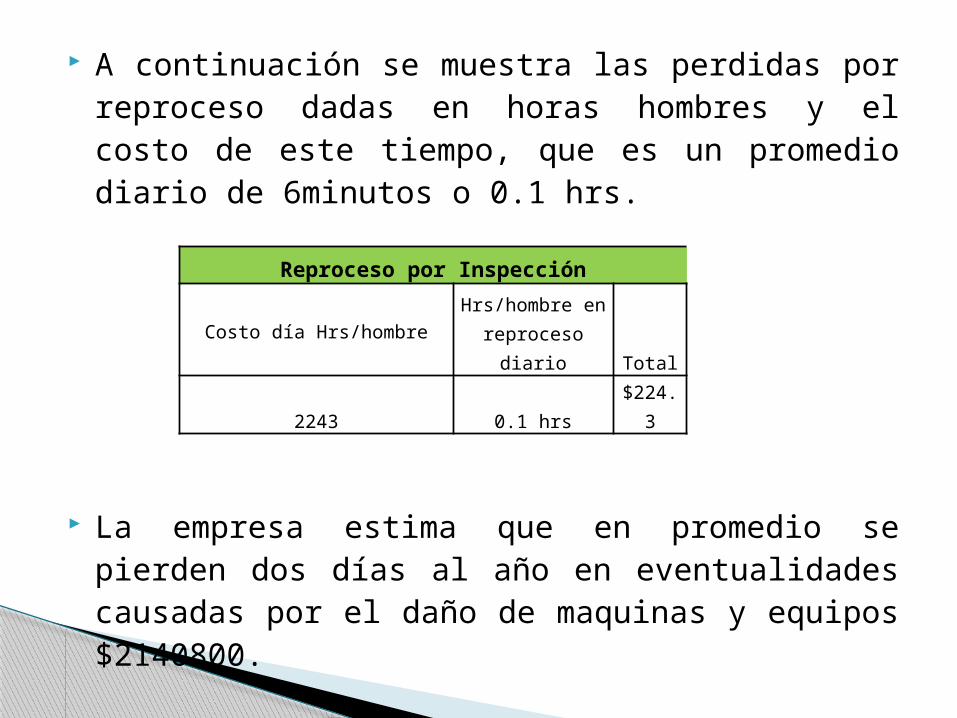
A continuación se muestra las perdidas por reproceso dadas en horas hombres y el costo de este tiempo, que es un promedio diario de 6minutos o 0.1 hrs.
La empresa estima que en promedio se pierden dos días al año en eventualidades causadas por el daño de maquinas y equipos $2140800.
Reproceso por Inspección
Costo día Hrs/hombreHrs/hombre en reproceso diario Total
2243 0.1 hrs $224.3
Departamento de Atención al Cliente: está compuesto por dos trabajadoras con salarios mensuales de $600000, para un total anual de $16800000.
En el peor de los casos de la reclamación por defecto de un
producto al cliente se le entrega uno que lo deje satisfecho y el producto con defecto se reprocesa en un tiempo máximo de 15 minutos. Se presenta en promedio 4 casos mensuales de este tipo, esto puede traducirse en un costo monetario de horas hombre (1 hr/hombre) que equivale a $2243 y anualmente es de $26916.
PERDIDAS EXTERNAS
SEIS SIGMA
DEFINIR MEDIR ANALIZAR
MEJORAR CONTROLAR
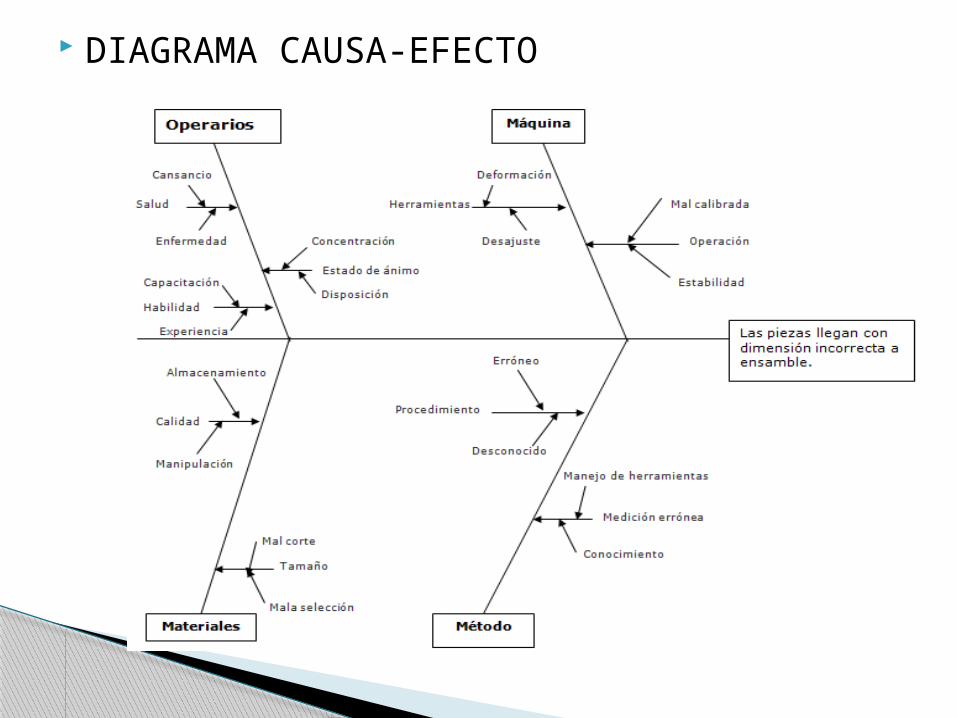
DIAGRAMA CAUSA-EFECTO
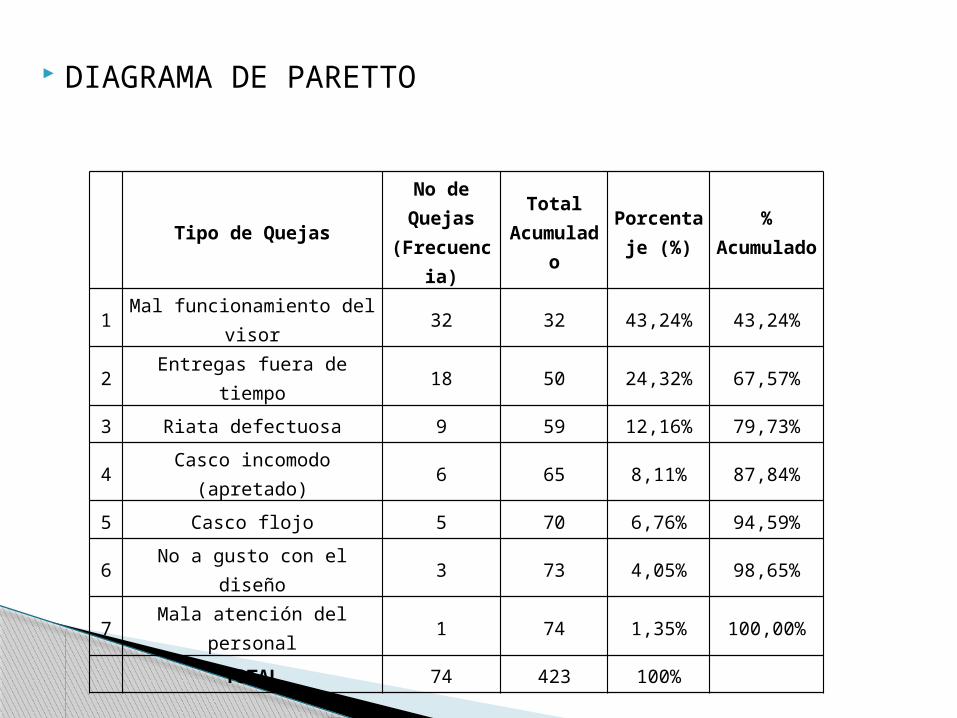
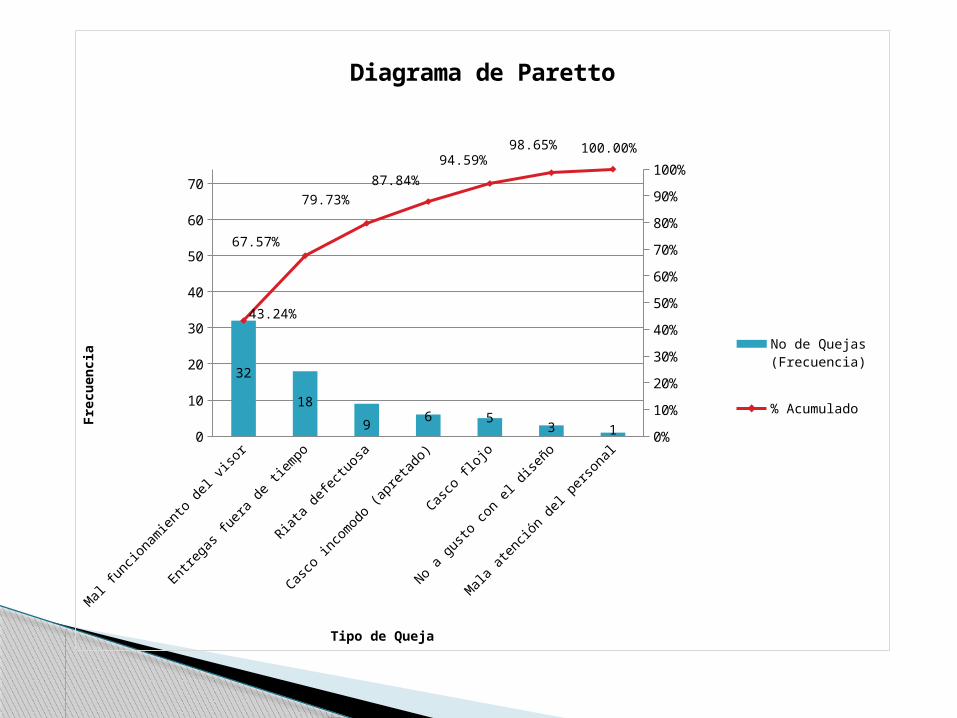
DIAGRAMA DE PARETTO
Tipo de Quejas No de Quejas (Frecuencia)
Total Acumulado
Porcentaje (%)
% Acumulado
1 Mal funcionamiento del visor 32 32 43,24% 43,24%
2 Entregas fuera de tiempo 18 50 24,32% 67,57%
3 Riata defectuosa 9 59 12,16% 79,73%
4 Casco incomodo (apretado) 6 65 8,11% 87,84%
5 Casco flojo 5 70 6,76% 94,59%
6 No a gusto con el diseño 3 73 4,05% 98,65%
7 Mala atención del personal 1 74 1,35% 100,00%
TOTAL 74 423 100%
Mal fu
ncio
nam
ient
o de
l viso
r
Entre
gas f
uera
de
tiem
po
Riata
def
ectu
osa
Casco
inco
mod
o (a
pret
ado)
Casco
floj
o
No a
gust
o co
n el
diseñ
o
Mala
aten
ción
del p
erso
nal
0
10
20
30
40
50
60
70
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
32
18
96 5
3 1
43.24%
67.57%
79.73%87.84%
94.59%98.65% 100.00%
Diagrama de Paretto
No de Quejas (Frecuencia)
% Acumulado
Tipo de Queja
Fre
cuencia
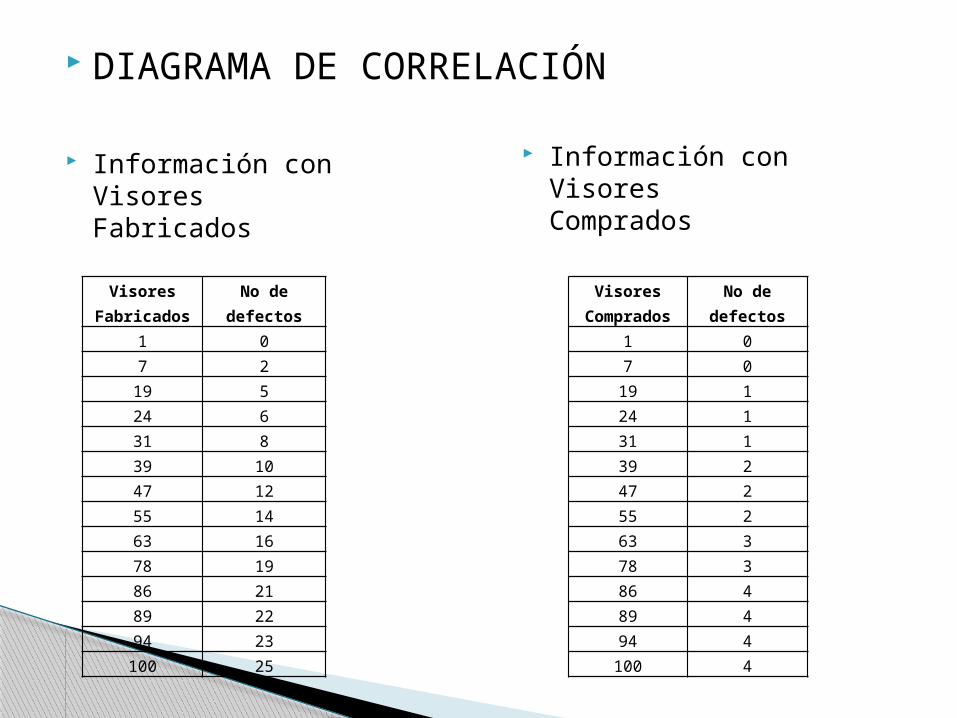
DIAGRAMA DE CORRELACIÓN
Información con Visores Fabricados
Información con Visores Comprados
Visores Fabricados No de defectos
1 07 2
19 524 631 839 1047 1255 1463 1678 1986 2189 2294 23
100 25
Visores Comprados No de defectos
1 07 0
19 124 131 139 247 255 263 378 386 489 494 4
100 4
0 20 40 60 80 100 1200
5
10
15
20
25
30
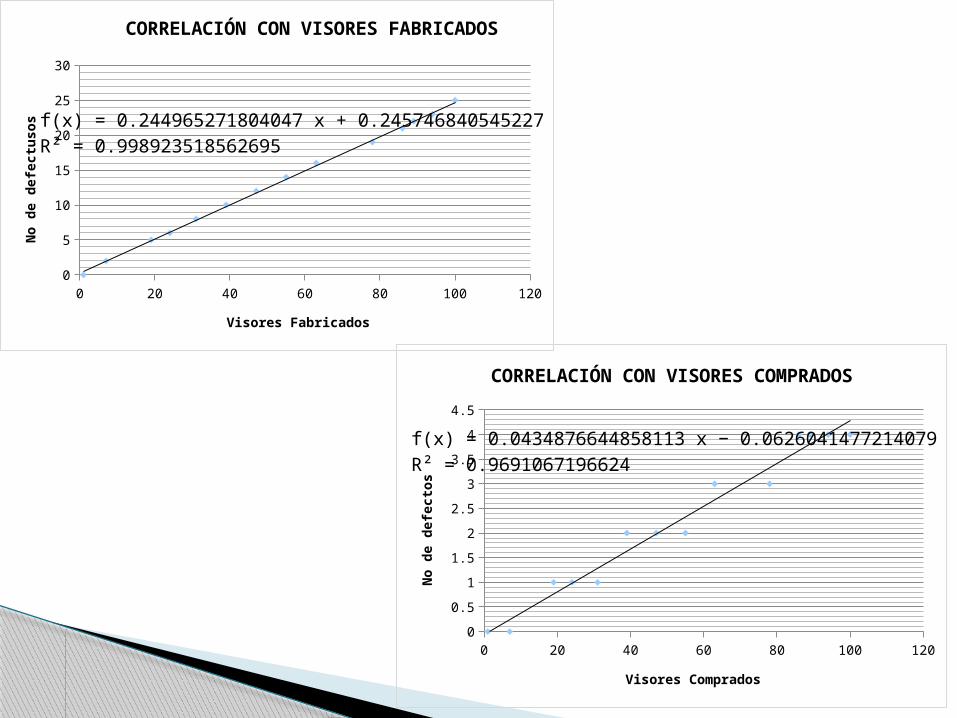
f(x) = 0.244965271804048 x + 0.245746840545227R² = 0.998923518562696
CORRELACIÓN CON VISORES FABRI-CADOS
Visores Fabricados
No d
e d
efe
ctu
sos
0 20 40 60 80 100 1200
0.5
1
1.5
2
2.5
3
3.5
4
4.5
f(x) = 0.0434876644858113 x − 0.0626041477214079R² = 0.9691067196624
CORRELACIÓN CON VISORES COM-PRADOS
Visores Comprados
No d
e d
efe
cto
s
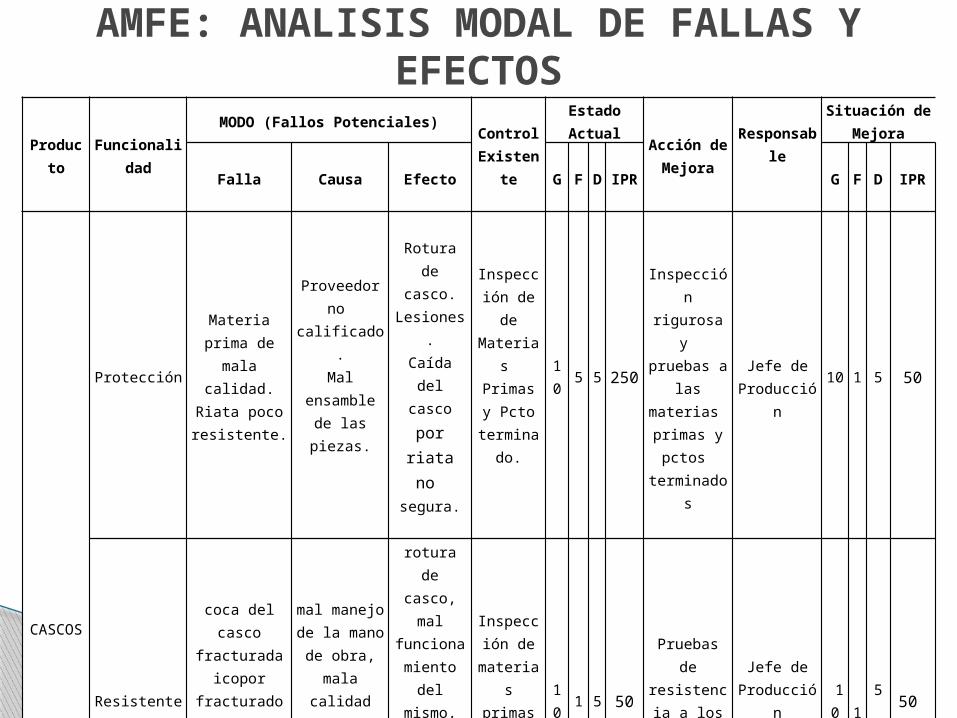
AMFE: ANALISIS MODAL DE FALLAS Y EFECTOS
Producto FuncionalidadMODO (Fallos Potenciales) Control
Existente
Estado Actual Acción deMejora
Responsable
Situación de Mejora
Falla Causa Efecto G F D IPR G F D IPR
CASCOS
Protección
Materia prima de mala calidad.
Riata poco resistente.
Proveedor no
calificado.Mal ensamblede las piezas.
Rotura de
casco.Lesiones.Caída del casco por riata no segura.
Inspección
dede
Materias Primas y
Pctoterminado.
10 5 5 250
Inspecciónrigurosa y
pruebas a lasmaterias primas y
pctos terminados
Jefe deProducción
10 1 5 50
Resistente
coca del casco fracturada
icopor fracturado
icopor perforado
casco perforado
mal manejo de la mano de obra, mala calidad del
material, fallas de diseño
rotura de casco, mal
funcionamiento del mismo,
lesiones al usuario,
incomodidad del
usuario
Inspección de
materias primas y
Pcto terminado
10 1 5 50
Pruebas de resistencia a
los materiales
Jefe deProducción
10 1 5 50
CómodoCasco
desajustado o muy apretado
Diseño del casco (tamaño
de la coca)
Mal funcionamie
nto del casco,
incomodidad al usuario.
No Existe 1 1 5 5
Verificación o inspección del tamaño de la coca
Jefe deProducción
1 1 5 5
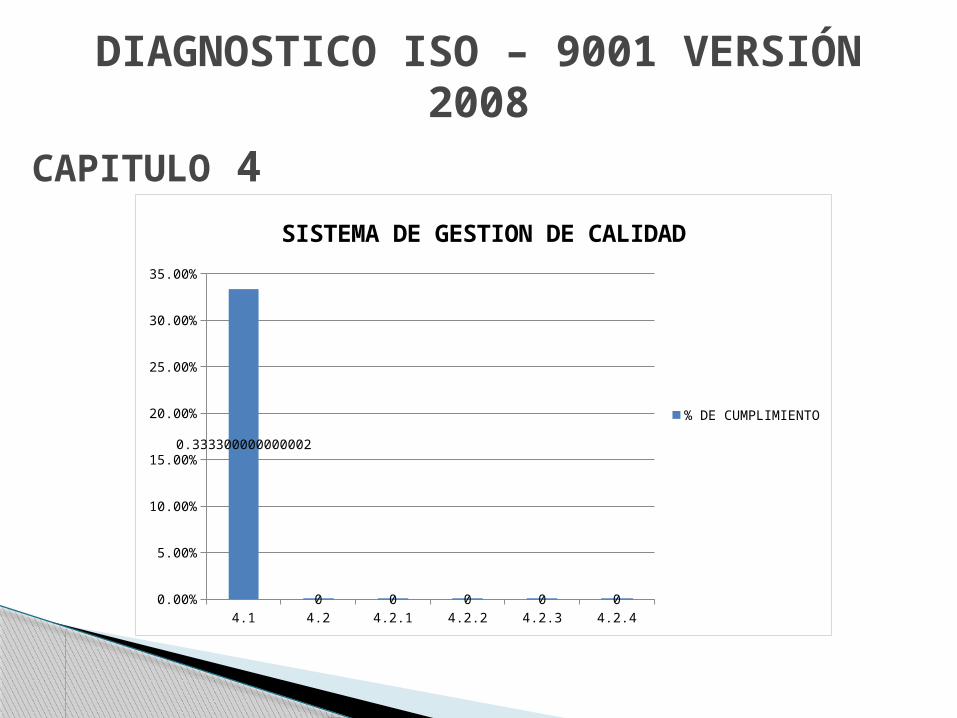
DIAGNOSTICO ISO – 9001 VERSIÓN 2008
CAPITULO 4
4.1 4.2 4.2.1 4.2.2 4.2.3 4.2.40.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
0.333300000000002
0 0 0 0 0
SISTEMA DE GESTION DE CALIDAD
% DE CUMPLIMIENTO
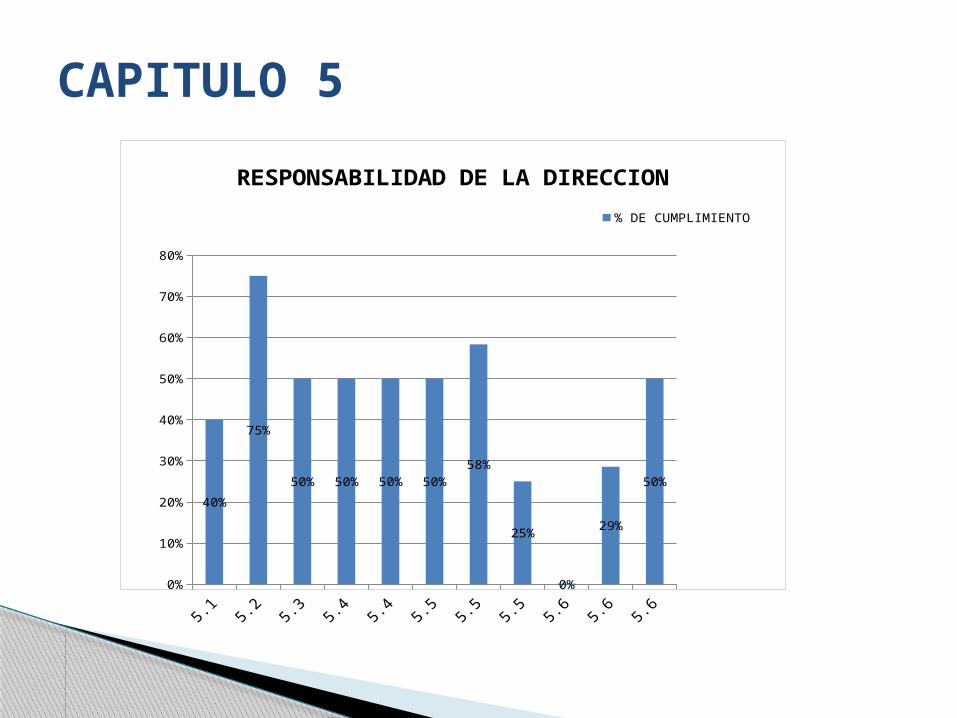
CAPITULO 5
0%
10%
20%
30%
40%
50%
60%
70%
80%
40%
75%
50% 50% 50% 50%58%
25%
0%
29%
50%
RESPONSABILIDAD DE LA DIRECCION
% DE CUMPLIMIENTO
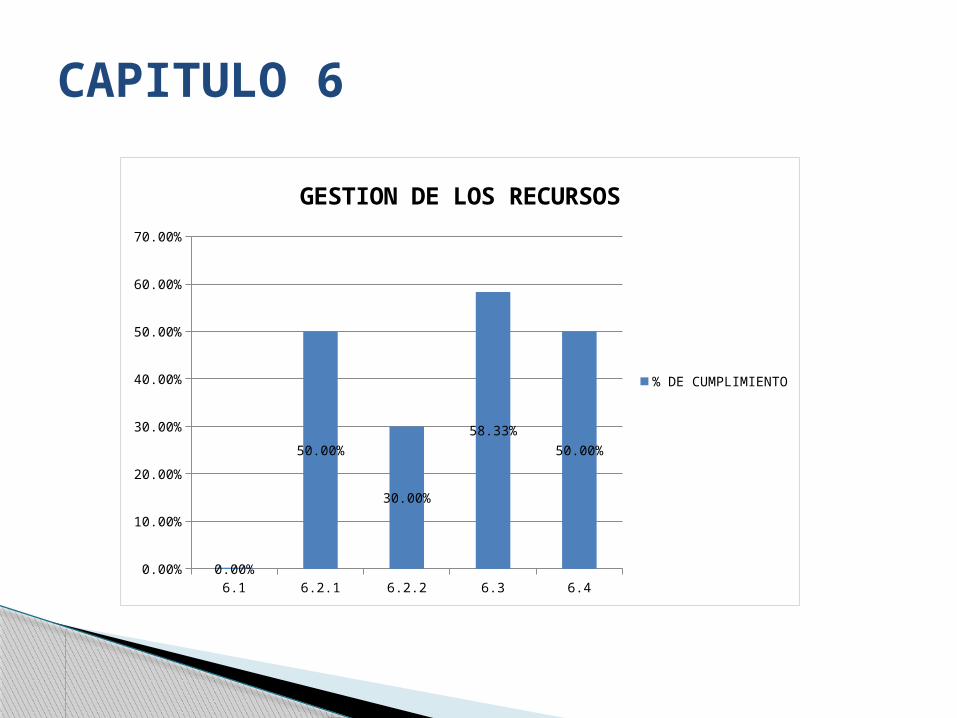
CAPITULO 6
6.1 6.2.1 6.2.2 6.3 6.40.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
0.00%
50.00%
30.00%
58.33%
50.00%
GESTION DE LOS RECURSOS
% DE CUMPLIMIENTO
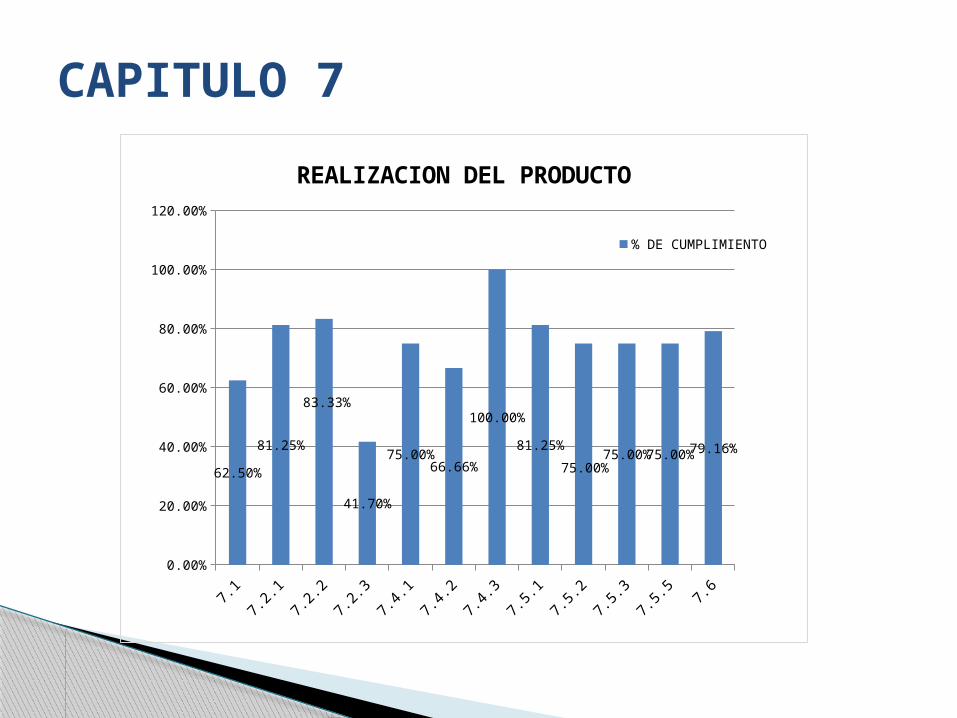
CAPITULO 7
7.17.2
.17.2
.27.2
.37.4
.17.4
.27.4
.37.5
.17.5
.27.5
.37.5
.5 7.6
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
62.50%
81.25%
83.33%
41.70%
75.00%66.66%
100.00%
81.25%
75.00%75.00%75.00%79.16%
REALIZACION DEL PRODUCTO
% DE CUMPLIMIENTO
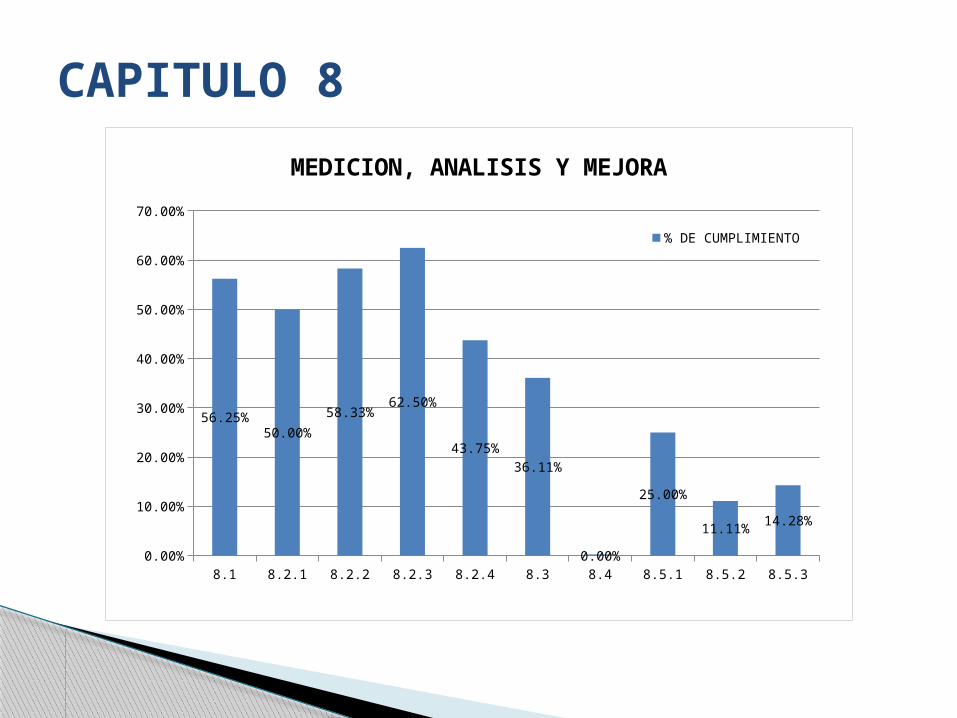
CAPITULO 8
8.1 8.2.1 8.2.2 8.2.3 8.2.4 8.3 8.4 8.5.1 8.5.2 8.5.30.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
56.25%50.00%
58.33%62.50%
43.75%36.11%
0.00%
25.00%
11.11%14.28%
MEDICION, ANALISIS Y MEJORA
% DE CUMPLIMIENTO
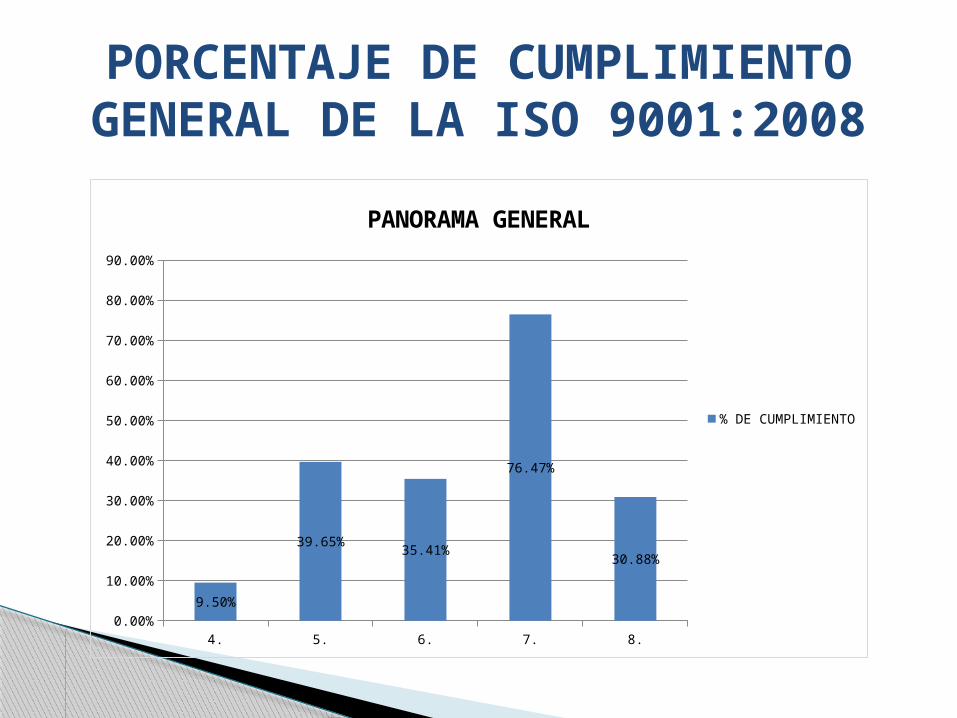
PORCENTAJE DE CUMPLIMIENTO GENERAL DE
LA ISO 9001:2008
4. 5. 6. 7. 8.0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
9.50%
39.65%35.41%
76.47%
30.88%
PANORAMA GENERAL
% DE CUMPLIMIENTO
Las herramientas de control de calidad utilizadas durante este trabajo mostraron un camino a la mejora continua tanto del producto como de los procesos en la empresa.
La empresa se dio cuenta que las herramientas teóricas para la calidad planteadas en este trabajo dan un enfoque al cliente/usuario del producto, y por tanto, mejorando la competitividad y rentabilidad de la organización.
CONCLUSIONES
Hacer un análisis mas profundo en cuanto al diseño de los procesos como también mejorar en todos los aspectos que mostraron deficiencia en la ISO 9001:2008.
Realizar el proceso de producción de cascos con la compra del visor, debido a que se reduce el porcentaje de defectos que influyen en la calidad del producto.
RECOMENDACIONES
MUCHAS GRACIAS POR SU ATENCIÓN