Embed Size (px)
Citation preview

Control deListeria monocytogenes en
College of Agricultural SciencesAgricultural Research and Cooperative Extension
PequeñasPlantasProcesadoras deCarnes y Aves

2
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Antecedentes
En los últimos años han ocurridoserios brotes de listeriosis debido a lapresencia de bacterias dañinas endiversos tipos de productos lácteos ycárnicos. Los quesos con poco tiempode maduración y la leche pasteurizadainadecuadamente han sido la principalcausa de estos brotes pero,recientemente, algunos productoscárnicos y avícolas “Listos Para elConsumo” (LPC) han causado cientosde hospitalizaciones y docenas demuertes.
En todos los niveles de produccióndeben tomarse las medidas adecuadaspara prevenir la contaminación deproductos cárnicos con Listeriamonocytogenes, lo que no es una tareafácil, ya que esta bacteria se encuentraampliamente distribuida en el medioambiente. En una planta deprocesamiento de alimentos no esposible eliminar por completo delambiente a esta bacteria o el potencialque ésta tiene para contaminar losproductos precocidos o LPC. Estefolleto está diseñado para guiar a lospequeños procesadores de alimentosen los métodos y las prácticas para laevaluación y control de los riesgos decontaminación de los productos LPCcon Listeria monocytogenes.
Introducción
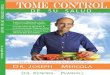
La listeriosis es una enfermedadcausada por una bacteria llamadaListeria monocytogenes (L. monocytogenesver Figura 1) que se encuentradistribuida en todo el medioambiente, incluyendo la tierra, el aguay el ensilaje, además de muchas otrasfuentes ambientales. Por otro lado,L. monocytogenes sobrevive en elsistema digestivo de por lo menos 37especies de mamíferos, tantodomésticos como silvestres, y hasta un10% de los seres humanos podrían serportadores de la bacteria. Listeriamonocytogenes ha sido encontrada en17 especies de aves y algunas especiesde peces y mariscos.
Debido a que L. monocytogenes seencuentra presente en el medioambiente y en los animales destinadospara el consumo humano, no essorprendente que se encuentre en losvegetales o en la carne cruda. Pero esono es todo: Listeria monocytogenes estan resistente que puede sobrevivir alcongelado, al secado, a las altasconcentraciones de sal y, en algunoscasos, al calor.
L. monocytogenes es especialmentepatógena en poblaciones humanas dealto riesgo, entre las que se incluyenniños recién nacidos, mujeresembarazadas, ancianos y personas consistemas inmunológicos débiles, talescomo aquellas que utilizanmedicamentos como loscorticosteroides o los medicamentospara combatir el cáncer, las que sontratadas con terapias de supresióndebido a injertos y transplantes deórganos o los enfermos de SIDA.
Figura 1. Fotografía de Listeria monocytogenes vista en microscopioelectrónico. Amplificación 3000x.

3
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Otras condiciones que puedenaumentar la susceptibilidad de padecerlisteriosis son la diabetes, la cirrosis, elasma y la colitis ulcerosa. Por logeneral, las personas saludables tienenbajo riesgo de contraer algunaenfermedad relacionada conL. monocytogenes, sin embargo, cuandoun alimento muy contaminado esconsumido, cualquier persona puedeser susceptible. Algunas investigacionessugieren incluso que el uso deantiácidos puede ser también unfactor de riesgo para que una personasea susceptible de contraer listeriosis.
Aunque la listeriosis es relativamentepoco común, es una enfermedadpotencialmente fatal y, frecuentementeprovoca abortos espontáneos enmujeres embarazadas. Aunque lossíntomas sean moderados en la madre,este mal puede ser transmitido al fetoy provocarle una enfermedad seria oincluso la muerte. Los síntomas de lalisteriosis pueden incluir meningitis,encefalitis, septicemia, abortoespontáneo, muerte del feto ysíntomas parecidos a los de la gripe.La enfermedad puede presentarse a lospocos días de la ingestión de labacteria o hasta 6 semanas después ylos síntomas pueden durar desde unospocos días hasta varias semanas. Lalisteriosis es diagnosticada cuando labacteria es aislada de la sangre, delfluido cerebroespinal o de algún otrositio que normalmente es estéril, comola placenta.
Las últimas cifras del Centro deControl de Enfermedades indican quelos casos anuales relacionados conL. monocytogenes pueden llegar hasta a2,500 y las muertes por la mismacausa a 495. A la fecha, la dosis decontagio no ha sido aún establecida,pero se estima que el consumo de tansolo 1,000 organismos podría sersuficiente para provocar la enfermedaden personas susceptibles.
Ya que Listeria monocytogenes seencuentra muy ampliamentedistribuida en el medio ambiente, esindispensable que en las operacionesde procesamiento de alimentos selleven a cabo todos los esfuerzosnecesarios para prevenir quecontamine los alimentos crudos o sinprocesar, así como evitar larecontaminación de los productosprecocidos y LPC. Debido a laestrecha relación entre L. monocytogenescon enfermedades transmitidas pordeterminados alimentos, tales comolos productos cárnicos y las aves, laUSDA ha promulgado una política decero tolerancia contra la presencia deeste organismo en los productos LPC.Como resultado, desde 1998 hanocurrido un gran número dedevoluciones o retiros de productosdel mercado.
En la actualidad, la mayorpreocupación en seguridad dealimentos es que la recontaminaciónde productos LPC o alimentosprecocidos se produzca después de queestos hayan tenido algún tratamientotérmico. Algunos ejemplos dealimentos en los que la contaminaciónha ocurrido después delprocesamiento y causado serios brotesde listeriosis incluyen a las salchichaspara Hot Dog y las carnes frías. En1998 se presentó uno de los brotesmás grandes de listeriosis ocurrido enla historia y fue causado por uno delos fabricantes de salchichas para HotDog más reconocidos. El resultado: 15adultos muertos, 6 abortos y más de 1millón de libras de producto retiradodel mercado.
Un control efectivo de L. monocytogeneses un reto que requiere de una intensadirección gerencial y de muchosrecursos. Aunque el riesgo de contraerlisteriosis es relativamente bajo,cuando ocurre tiene consecuenciasdevastadoras, tanto para elconsumidor como para el fabricante.La presencia de L. monocytogenes eningredientes crudos subraya laimportancia de aplicar unprocesamiento térmico adecuado paradestruir la bacteria.
La capacitación de los empleados esotro paso indispensable para controlarel problema. Los empleados debenconocer esta bacteria, cumplir losprincipios básicos de higiene ysaneamiento y compartir el mismosentido de responsabilidad con elpersonal directivo y los oficiales de lasagencias reguladoras.
El Departamento de Agricultura delos Estados Unidos de América y elServicio de Inspección de SeguridadAlimenticia (FSIS, por sus siglas eninglés), han ordenado a las plantas queelaboran productos LPC incluirmedidas de control de L. monocytogenesen su plan de Análisis de Riesgos yPuntos Críticos de Control (HACCP,por sus siglas en inglés).
El Servicio de Inspección deSeguridad Alimenticia (FSIS) haguiado con éxito a la industria haciaprácticas preventivas de lacontaminación de productos cárnicosLPC con L. monocytogenes en lasoperaciones de procesamiento deproductos cárnicos y aves. Además, elFSIS cuenta con directrices para elmuestreo de los productos, ya sea siéste es llevado a cabo por el personalde la planta o por los inspectores delFSIS. Un muestreo de L. monocytogenesefectuado en 1998 demostró unaincidencia relativamente alta en muchosde los productos LPC (Tabla 1).

4
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Programas paraPrevención y Control deListeria
Las plantas procesadoras de carnes yaves deben enfocarse en prevenir lacontaminación de los productoscocidos con L. monocytogenes. Lamayor parte del tiempo lacontaminación con L. monocytogenesde este tipo de productos cárnicoscocidos sucede entre los pasos decocido y empaque, que es cuando secontamina el producto o algunasuperficie que está en contacto con elalimento. Sin embargo,L. monocytogenes puede llegar a lasáreas de procesamiento por medio delos empleados, equipo, animales,reservorios ambientales o ingredientes.
Las principales fuentes decontaminación de L. monocytogenesdentro de las plantas procesadoras dealimentos son:
a) empleados (a través de su ropa,guantes, batas o simplemente porel contacto directo del productocon la piel);
b) limpieza y desinfeccióninadecuados del equipo;
c) el medio ambiente (a través de lasbacterias que flotan en lahumedad generada en las áreas detrabajo, y que pueden sertransportadas por el aire y elrocío).
L. monocytogenes puede crecer enambientes húmedos y fríos, como losque se encuentran en cualquier área deprocesamiento, en los refrigeradores oen los pisos de los cuartos donde seefectúa el sacrificio de animales.
Un saneamiento inadecuado y/o unaremoción incompleta de la carne ograsa del equipo de procesamiento,pueden permitir el desarrollo debiopelículas. Estas biopelículasbrindan nutrientes y un lugar deacceso para el crecimiento de diversasbacterias, incluyendo L. monocytogenes.
Los productos que han sidocompletamente cocidos y que seránconsumidos tal y como fueronempacados, sin más tratamientotérmico, representan el mayor riesgopara los consumidores si estáncontaminados con L. monocytogenes.Para controlar esta contaminación, lasplantas deben evaluar el flujo de susproductos e identificar los sitios máspropensos. Para ayudar a losprocesadores a evaluar las áreas de alto
riesgo, se ha desarrollado una lista derevisión previa al procesamiento dealimentos (ver apéndice).
Productos que pueden serfuentes potenciales decontaminación conL. monocytogenes.
● Productos e ingredientescrudos (carnes y aves)
● Soluciones para enfriaralimentos (ejemplo: salmueras)
● Productos flojos o aguados
● Productos para reproceso
● Productos devueltos
Posibles superficies o áreas decontacto con el producto quepodrían estar contaminadascon L. monocytogenes despuésdel tratamiento térmico (cocido).
● Rebanadoras y cubicadoras
● Sierras
● Cubiertas
● Estantes y repisas
● Canastas, tinas y contenedores
● Herramientas de mano,guantes y delantales
● Materiales de empaque
● Equipo de empaque
● Mesas (ver Figura 2)
● Transportadores y bandastransportadoras
● Esponjas y cepillos para lalimpieza
Tabla No.1. Programas de muestreo de producto LPC del FSIS (1998).
% de producto que presentóresultados positivos en la prueba de
CategorÌa jamón frías L. monocytogenes
Jamón rebanado/carnes frías 5.7
Salchichas de diámetro pequeño 4.4
Ensaladas y productos untables 3.4
Carne cocida/rostizada/ en conserva 3.1“corned”
Aves cocidas no curadas 2.4
Salchichas de diámetro grande 1.6
Carne seca tipo americana “Jerky” 0.7

5
Además de la contaminación a travésde las superficies de contacto con losalimentos, existen en el medioambiente muchas otras posibilidadesde contaminación. L. monocytogenespuede florecer en muchas de las áreasdonde no se procesan alimentos y,bajo ciertas condiciones, contaminarlas áreas que están en contacto con elproducto. Por ejemplo: al limpiar conmangueras, éstas pueden salpicar oatomizar el agua contaminada conL. monocytogenes que se encuentra enlos pisos o drenajes, sobre o dentro delas mesas, en el equipo. mesas, o en elequipo.
Posibles reservorios deL. monocytogenes que existenen pequeñas plantasprocesadoras de alimentos
● Pisos y drenajes (ver Figura 3)
● Agua estancada (ver Figura 4)
● Techos y tuberías a lo largo deltecho
● Unidades de refrigeración ycondensación (ver Figura 5)
● Humedad aislada (expuesta aáreas de procesamiento)
● Herramientas de limpieza(esponjas, cepillos, etc.) (verFigura 6)
● Rieles y carretillas elevados (verFigura 7)
● Herramientas de mantenimiento(llaves, desarmadores, etc.)(verFigura 8)
● Tarimas de madera
● Carretillas y gatos para lastarimas
Figura 3. Debido al contenido de humedad y a la dificultad para limpiarlos losdrenajes son un posible reservorio de L. monocytogenes o Listeria spp. en lasinstalaciones de una planta de procesamiento de alimentos.
Figura 2. Si las mesas donde se manipulan productos crudos no son limpiadas ydesinfectadas adecuadamente, pueden ser una fuente de contaminación de L.monocytogenes de los productos “Listos Para el Consumo” (LPC).

6
Figura 5. Las unidades de refrigeración o condensaciónque se encuentran ubicadas en la parte superior de laplanta, pueden ser otra fuente de L. monocytogenes oListeria spp. cuando gotean dentro de las áreas deprocesamiento de los productos LPC.
Figura 4. El agua estancada puede ser también un posiblereservorio de L. monocytogenes o Listeria spp. en lasplantas procesadoras de alimentos.
Figura 6. Para prevenir la contaminación cruzada de lasáreas de producto crudo a las áreas de producto “ListoPara el Consumo”, es importante destinar los utensilios delimpieza, como los cepillos, únicamente a un trabajoespecífico y reemplazarlos periódicamente.

7
Figura 7. L. monocytogenes puede viajar a través de la planta en las gotas deagua generadas por el uso de mangueras a alta presión. Una vez que haencontrado una superficie de enlace, L. monocytogenes puede sobrevivir enambientes secos y difíciles de limpiar, tales como rieles y carretillas.
Figura 8. Las herramientas de mantenimiento utilizadas en las áreas de productocrudo pueden ser una fuente de contaminación cruzada en las áreas deproducto LPC si éstas no fueron limpiadas y desinfectadas adecuadamenteantes de utilizarse.
En la producción de productos LPCseguros para el consumidor, es muyimportante conocer los lugares querepresenten posibles fuentes decontaminación, puesto que la mayoríade los brotes y devoluciones deproducto se deben a unacontaminación posterior alprocesamiento. En general, una vezque se ha llevado a cabo un adecuadococimiento del producto, laproducción de un alimento segurodepende de un adecuado saneamiento,una limitada manipulación delproducto y la eliminación decontaminación cruzada en las áreas deprocesamiento de los productos LPC.
Otras áreas que son posiblesfuentes de contaminación con L.monocytogenes:
● Cualquier hoyo u objeto hueco(rodillos, cajas de controleléctrico, cortadores de cartón,receptáculos de motores, etc.
Ver Figura 9)
● Materiales oxidados(armazones de equipos,tuberías, estanterías, etc. VerFigura 10)
● Mangueras de plásticoagrietadas o picadas, sellos depuertas, paredes, etc. (VerFigura 11)
● Máquinas de hielo
● Filtros de aire
● Cojinetes y soportes abiertos
● Ruedas de carros (ver Figura12)
● Apagadores de luz (ver Figura13)

8
Figura 10. Entre las áreas que no están en contacto con los alimentos, lassuperficies picadas y oxidadas, tales como estas rejillas de drenaje, pueden seruna fuente de contaminación de L. monocytogenes.
Figura 9. Las patas huecas de las mesas en las áreas de producto LPC puedenatrapar alimentos y agua, lo que crea un sitio de albergue ideal paraL. monocytogenes.

9
Figura 11. Puesto que las mangueras agrietadas están en contacto directo conlos pisos, también pueden ser una fuente de contaminación de L. monocytogenesen las plantas procesadoras de alimentos.
¿Produce usted productos quepodrían fomentar el crecimientode L. monocytogenes?
Para determinar el riesgo decontaminación con L. monocytogenes alque sus productos están expuestos, losprocesadores de productos LPC debenpreguntarse tres cosas:
1) ¿Los resultados de validaciónconfirman la eficiencia de losprocedimientos que se utilizanen la planta para eliminar lasbacterias?
2) Si los productos están expuestosa un ambiente que no se sabe siestá libre de L. monocytogenes,¿qué pasos hay después delprocesamiento (si los hay) paraprevenir la contaminación endicho ambiente?
3) Acerca del estado de losproductos con respecto a lacontaminación con L.monocytogenes, ¿qué revelan losresultados de los muestreoshechos al producto terminado?
Para garantizar que el crecimiento deL. monocytogenes no suceda, unproducto debe tener al menos una delas siguientes características:
a) Un valor de actividad acuosa (Aw)de 0.85 o menos;
b) Un pH de 4.6 o menor cuando estevalor es tomado a 75ºF;
c) Que haya sido empacado en unrecipiente sellado, que el sello nomuestre violaciones y que seacomercialmente estéril a latemperatura ambiente (el empaquedebió haber sido llenadoasépticamente o introducido a unaretorta);
Figura 12. Las ruedas deben ser cubiertas para prevenir que salpiquen agua delos pisos o drenajes. Además, las ruedas deben ser de fácil limpieza paraprevenir la contaminación cruzada con L. monocytogenes entre las áreas deproducto crudo y las áreas de producto “Listo Para el Consumo”.

10
Figura 13. Los apagadores podrÌan ser otra fuente de contaminación de L.monocytogenes en las áreas de los productos “Listos Para el Consumo”.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
d) Que los resultados de análisis delaboratorio demuestren que elcrecimiento de organismosinfecciosos o que produzcan toxinasno pueda llevarse a cabo
e) Que la composición natural delproducto no permita el crecimientode los microorganismos.
Puesto que L. monocytogenes esrelativamente fácil de eliminar porprocesamiento térmico, la principalpreocupación en el control de estabacteria es evitar la recontaminacióndespués de que el producto ha sidococinado. Por otro lado, es indispens-able verificar que todos los procesostérmicos y procedimientos llenen losrequisitos para la destrucción de estepatógeno.
Métodos de control de Listeriamonocytogenes.
Existen muchas consideraciones paracontrolar L. monocytogenes en losproductos LPC. Algunas de éstasincluyen:
Niveles de contaminación de losingredientes crudosUn tercio de los pollos y pavosmolidos crudos que están disponiblescomercialmente contienenL. monocytogenes. Asimismo, se puedeencontrar en casi el 10% de losesqueletos o canales de pollos, vacas ytoros y en la carne molida. Se haencontrado también que del 4 al 7%de las carcasas de pavo, cerdo, buey yvaquilla también contienenL. monocytogenes.
Debido a estos altos niveles decontaminación en productos crudos,es importante contar con procesos queeliminen la bacteria. Para el control deL. monocytogenes en las instalacionesde las plantas procesadoras dealimentos, son básicos los programas
prerrequisitos tales como el de BuenasPrácticas de Manufactura (GMPs, porsus siglas en inglés) y el deProcedimientos Operativos yEstándares de Saneamiento (SSOPs,también por sus siglas en inglés).
SaneamientoEl saneamiento es otro factor esencialpara asegurar que los productos LPCno se recontaminen.
Los SSOPs deben ser establecidos paraobtener resultados consistentes ypositivos. Un efectivo saneamiento delequipo incluye los siguientes pasos:
1) Limpieza en seco
2) Preenjuague
3) Enjabonado y tallado
4) Enjuagado
5) Aplicación de desinfectantesquímicos
6) Inspección visual del equipo
7) Secado o remoción del agua (elsecado es importante porquereduce la posibilidad de queListeria se desarrolle en los pisos,pues ésta bacteria necesitahumedad para crecer)
Efectuando pruebas microbiológicasdel medio ambiente y de las superfi-cies de contacto los procesadores decarnes y aves pueden conocer laefectividad del plan de saneamiento yubicar los sitios que se puedenconvertir en potenciales fuentes decontaminación. Estas pruebasincluyen análisis microbiológicoscomo el de cuenta total de organismosaeróbios en placa (APC, por sus siglasen inglés), el de Listeria genérica oespecies de Listeria (spp.) o las pruebasde bioluminiscencia de ATP (verFigura 14). Todo esto puede serutilizado para obtener informaciónacerca de la efectividad de losprocedimientos de limpieza ysaneamiento.

11
Figura 14. Las pruebas de bioluminiscencia de ATP son herramientas que dan resultados inmediatos y resultan útiles paraevaluar la información acerca de los programas de saneamiento.

12
Hasta cierto punto, la frecuencia delas prácticas de saneamiento puede serdeterminada por el tipo de productosy el riesgo involucrado (ver Tabla 2).El equipo y las herramientas utilizadosúnicamente para procesar productosLPC deben limpiarse y desinfectarseantes y después de cada uso. No pongapartes del equipo sobre el piso paralimpiarlas. Cuando se limpien losalmacenes de producto y equipo, elpersonal debe tener cuidado de nosalpicar agua del piso al producto,pues esto sólo aumentaría laposibilidad de contaminar el productocon L. monocytogenes. Ponga muchaatención a los lugares difíciles delimpiar en los que la bacteria puedeesconderse fácilmente.
Los desinfectantes que han mostradomayor efectividad en el control deL. monocytogenes son los compuestoscuaternarios de amonio (Cuats), lassoluciones de agua con cloro y losproductos más nuevos que contienenácido peracético.
Para prevenir que la bacteria se hagaresistente, algunas plantas rotanperiódicamente los desinfectantes(cada uno o dos meses). Escoja undetergente adecuado con base de ácidopara prevenir acumulaciones de sarroo jabón, que pueden provocar laformación de biopelículas. Algunasplantas alternan los detergentes quecambian el pH para evitar que lasbacterias se adapten a un ambiente enparticular (no deben utilizarse cloro ydetergentes a base de ácido al mismotiempo, ya que esto representa unriesgo químico para los empleados).
Los procesadores deben trabajar conlos proveedores de estos productos y/ocon profesionales en saneamiento,para desarrollar un plan de usoespecífico para cada operación enparticular.
Tabla 2. Frecuencia recomendada para la limpieza y saneamiento
Área Frecuencia
Todo el equipo de procesamiento Diariamente
Pisos y drenajes Diariamente
Contenedores de basura Diariamente
Almacenes (áreas de almacenamiento) Diariamente
Paredes Semanalmente
Condensado/goteo Semanalmente/Mensualmente
Enfriadores Semanalmente/Mensualmente
Congeladores Semianualmente
Figura 15. Los espacios angostos entre paredes y equipos pueden ser difíciles delimpiar, pero también pueden ser fuentes de contaminación de L. monocytogenes.

13
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Diseño de la plantaMuchas plantas pequeñas que operanen la actualidad, no fueron diseñadasapropiadamente para prevenir lacontaminación cruzada en losproductos cárnicos procesados. Acontinuación se incluyen algunassugerencias para el mejoramiento deldiseño de la planta, a fin de conseguiruna prevención óptima de lacontaminación.
a) El almacenamiento de productos,el flujo de productos y elmovimiento de personas entre lasáreas de producto crudo y las áreasde producto LPC, son temas muyimportantes. Una de las cosas quese debe hacer primero es eliminarel flujo de tráfico entre las áreas deproducto LPC y las de producto
crudo. Los productos LPC nodeben estar en contacto o cerca delos productos crudos.
b) Las áreas de producto LPC debenestar equipadas con unidades deenfriamiento deshumificadoras yrepisas o charolas para retener elagua condensada. Dichas unidadesdeben estar alejadas del producto yser saneadas regularmente. Hagatodo el esfuerzo necesario paraeliminar la condensación en lasáreas de producto LPC y losenfriadores.
c) Los techos, pisos y paredes debenser lisos, estar sellados y sinhumedad (ver Figura 17).
d) Los ductos de aire deben tenerfiltros a fin de evitar que losagentes contaminantes entren a laplanta o a los almacenes. Losalmacenes de producto LPC debentener corriente con presionespositivas de aire para evitar queentre el aire desde las áreas dondese maneja el producto crudo odesde las áreas en las que no sehaya filtrado el aire.
e) Las instalaciones eléctricas debenestar diseñadas para que noguarden polvo o humedad.Remueva cualquier instalacióneléctrica difícil de limpiar de lasáreas donde se trabaja conproductos LPC.
Figura 16. Durante las tareas de saneamiento, es importante que recuerde poner atención especial a las áreas difíciles delimpiar, tales como los espacios entre equipos.

14
Figura 17. Las grietas en las cubiertas de las paredes pueden permitir que las bacterias y la humedad queden atrapadas enel material aislante, lo que crea un ambiente propicio para el crecimiento de L. monocytogenes.
Figura 18. Puesto que L. monocytogenes puede sobrevivir en ambientes secos, ponga mucha atención o reemplace lasestructuras o instalaciones eléctricas que se encuentren a una altura considerable o que sean difíciles de limpiar.

15
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Análisis de Laboratorio de L.monocytogenes o Listeria spp.Las autoridades reguladoras piensanque L. monocytogenes puede ser unriesgo para la seguridad alimenticiaque probablemente puede presentarseen el proceso de producción dealimentos LPC. El propósito deefectuar un programa de monitoreodel medio ambiente es identificarcualquier área que represente unproblema en la planta, que sea capazde albergar Listeria y servir comofuente de contaminación para elproducto. Una identificación clara deestas áreas permite que los trabajos delimpieza y desinfección seanreenfocados para eliminar lasprincipales fuentes de contaminación.
Listeria monocytogenes es la únicaespecie de Listeria asociada con lasenfermedades producidas por elconsumo de alimentos, sin embargo,los programas de monitoreo ambientalse interesan en encontrar cualquiertipo de Listeria (especies genéricas deListeria), pues si un área particular delmedio ambiente de la planta estádando resultados positivos para untipo genérico de Listeria, con facilidadpodría albergar otras especies deListeria incluyendo L. monocytogenes.
El monitoreo del medio ambienterequiere la toma de muestrasmicrobiológicas en diferentes áreas alo largo del lugar donde se procesanlos alimentos. Los sitios y la frecuenciadel muestreo deben determinarse conbase en las instalaciones, el tipo deproductos elaborados, el diseño de laplanta, la distribución del equipo enésta y el flujo del producto. Otraconsideración a tomar en cuenta es sise debe analizar únicamenteL. monocytogenes, el organismopatógeno en particular, o bien analizarcualquiera y todas las especies deListeria spp. Los procesadores dealimentos generalmente consideran
tres tipos de muestreos de laboratoriopara Listeria spp.: muestreo del medioambiente (superficies que no están encontacto con alimentos), muestreo delequipo (superficies de contacto conalimentos) y muestreo del producto.
Muestreo del medio ambiente(superficies que no están en contactocon alimentos)Los muestreos del medio ambienteincluyen el muestreo de las áreas en lasque se procesa el producto después delcocimiento y las áreas de empaque.Estos resultados se utilizan paraevaluar la efectividad de los programasde saneamiento existentes y paradesarrollar métodos que mejoren estosprogramas. Las áreas muestreadaspueden ser: unidades de circulación deaire, rejillas, paredes, techos,delantales/batas o el aire (ver Figuras19 y 20).
Los resultados de las pruebas que sonpositivos para L. monocytogenes oListeria spp., indican que el programade saneamiento ha fracasado y quedebe prestarse especial atención a lasáreas de procesamiento de productosLPC, con el fin de prevenir laintroducción de Listeria spp. Siendomás específicos, los resultadospositivos podrían indicar problemasen el flujo de aire, en el diseño deltráfico dentro de la planta o en lahigiene del personal (lo que incluye ellavado de manos, las batas o delantalessucios, o el movimiento inadecuadoentre las áreas de producto cocido y lasáreas de producto crudo). Si enalgunas ocasiones los resultados en elmedio ambiente son positivos, éstosno deberían provocar devoluciones oretiros de producto del mercado. Sinembargo, los resultados positivosfrecuentes deben preocupar alprocesador de alimentos e indicarleque debe llevar a cabo un muestreoregular del producto para asegurar lasanidad y seguridad del mismo.
Figura 19. Si utiliza empacadoras al vacío para empacar producto crudo, éstaspodrían ser una fuente de contaminación para los productos LPC.

16
Figura 20. Las grietas en los recubrimientos de pisos pueden ser una fuente potencial de contaminación conL. monocytogenes.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Muestreo de superficies que están encontacto con alimentos.Estas pruebas examinan cualquierequipo que está en contacto con losproductos precocidos o productosLPC. Al hablar de superficies seincluyen: mesas, rebanadoras,peladoras, equipo o maquinaria deempaque y herramientas de mano,como los cuchillos (ver Figura 21). Elanálisis de laboratorio puede ser paracualquiera de las especies de Listeriaspp. o para L. monocytogenes. Unresultado positivo de L. monocytogenesen una superficie que tenga contactocon el alimento implica que elproducto terminado ha tocado algunasuperficie contaminada conL. monocytogenes.
Análisis del productoEl análisis del producto es un métodopara determinar si L. monocytogenes oListeria spp. están presentes en elproducto, sin embargo, los resultadosnegativos pueden crear un falsosentido de seguridad, puesto que unapequeña cantidad de muestra nopuede reflejar con veracidad lapresencia o ausencia de L. monocytogenesen el resto del producto.
Aunque el muestreo del producto seconsidera la mejor prueba para detectarla presencia de L. monocytogenes, serequiere que el lote entero delproducto muestreado sea retenidohasta que se cuente con los resultados,lo que podría tomar hasta 48 horas.Para muchos procesadores dealimentos no es costeable hacer esto
con regularidad debido a la falta deespacio para almacenar el productoterminado.
Las regulaciones requieren de unmuestreo periódico del productoterminado para verificar la efectividadde las medidas para eliminarL. monocytogenes durante elprocesamiento. Las pruebas paraListeria spp. pueden llevarse a cabo enlos laboratorios de la planta, perodeben ser validadas regularmente porun laboratorio externo. Sin embargo,los procesadores deben considerarseriamente si deben realizar en laplanta las pruebas paraL. monocytogenes, debido a que asíaumenta la posibilidad de promover lacontaminación cruzada entre ellaboratorio y la planta.

17
Figura 21. Las superficies de contacto con los alimentos, como las rebanadoras,deben ser muestreadas periódicamente para L. monocytogenes o Listeria spp.
Procedimientos generales demuestreo para Listeria
● Para llevar a cabo el muestreo debeescogerse a un empleadoresponsable y que posea unentrenamiento adecuado. A fin deasegurar la consistencia de losprocedimientos y resultados, esimportante hacer que el mismoempleado lleve a cabo los muestreosde manera regular.
● Los muestreos s¡empre debenllevarse a cabo de la misma maneray siempre debe tomarse el mismotamaño de muestra.
● Para las superficies amplias y planascomo tablas, pisos, charolas deretención del goteo porcondensación, etc., se debemuestrear un área de 100 cm2 conuna esponja humedecida. Lamuestra se debe tomar de atráshacia delante a través de lasuperficie, voltear la esponja yfrotar la misma áreaperpendicularmente al trazooriginal (ver Figura 22).
● En los drenajes deben removerse lasrejillas y tomar con la esponja unamuestra de la superficie interior y lagarganta del drenaje (ver Figura23).
● Para espacios pequeños oconfinados (eslabones de cadenastransportadoras, interiores de lasmáquinas, mangos de los cuchillos,etc.) frote distintas partes o unasuperficie tan amplia como seaposible (ver Figuras 24 y 25).
● Asegúrese de que la bolsa de laesponja esté claramente marcadacon la fecha de muestreo, lugar demuestreo y nombre de la compañía.
Figura 22. Las superficies amplias y planas, como las bandas transportadoras,se pueden muestrear mejor para L. monocytogenes o Listeria spp. utilizandouna plantilla estéril (10cm x10cm) y una esponja humedecida.
V(Plantillade100 cm2)

18
Figura 23. Para muestrear adecuadamente los drenajes en busca deL. monocytogenes o Listeria spp., remueva la rejilla y con una esponjahumedecida tome la muestra de las superficies interiores y la garganta deldrenaje.
Figura 24. En los lugares muy pequeños o estrechos, la mejor forma demuestrear para L. monocytogenes o Listeria spp. es utilizando una plantilla(2"x2") y un hisopo de algodón humedecido.
● Mantenga un buen archivo contodos los datos de los sitios dondese han tomado muestras.
● Si el área muestreada es unasuperficie de contacto conalimentos, es recomendable limpiary desinfectar esta áreainmediatamente después de habertomado las muestras. De estemodo, si los resultados sonpositivos para Listeria, cualquierduda acerca de la calidad higiénicadel producto que tocó éstasuperficie es eliminada.
● De encontrarse Listeria en algunaárea, los trabajos de limpieza ydesinfección deben serintensificados en esta área paraeliminar la fuente decontaminación y mantenerla bajocontrol. Después de algunassemanas de labores de limpiezaintensificadas, se debe volver amuestrear el área para verificar quela contaminación fue eliminada.

19
Figura 25. Los interiores de las máquinas, tales como las rebanadoras de carnes frías, pueden ser analizados mediante laprueba de bioluminiscencia de ATP o pueden tomarse muestras para buscar L. monocytogenes o Listeria spp. frotandodiferentes partes con una esponja humedecida.

20
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Implicaciones para suplan HACCP.
Análisis de riesgos
Puesto que la cantidad de productoscárnicos que han dado resultadospositivos para la presencia deL. monocytogenes es enorme (ver Tabla1), existe una base científicacontundente como para reconocer quees muy probable la contaminación enlos productos cárnicos LPC. Estosignifica que la parte del análisis deriesgos del plan HACCP debeenfocarse al control de esta bacteriaque es el caso de todos los productosque favorecen el crecimiento deListeria después del procesamientotérmico.
Puntos Críticos de Control(CCPs, por sus siglas en inglés)
Es posible que, para la mayoría de losproductos LPC, ya exista un CCP queasegure la destrucción térmica demicroorganismos patógenos. EsteCCP debe continuar llevándose acabo, sin embargo, es muy probableque se necesite desarrollar un CCPadicional enfocado a la prevención dela contaminación del productodespués del procesamiento térmico.
Las plantas que cubren los requisitoslegales para HACCP se encuentran yaoperando bajo programas desaneamiento llamados ProcedimientosOperativos y Estándares deSaneamiento (SSOPs, por sus siglas eninglés). En muchos casos, todo o partedel SSOP puede ser transferido al planactual HACCP de una planta, entanto que el saneamiento seareconocido como una parte críticapara la producción de productoscárnicos seguros. No existe un pasoposterior en el proceso de elaboraciónque pueda controlar el riesgo.Basándose en el análisis y los métodos
de control escogidos para ubicar cadariesgo, los detalles de esta transferenciavariarán entre planta y planta y hastade producto a producto.
Algunos ejemplos de CCPsdesarrollados a partir de SSOPspueden incluir:
● Higiene personal
● El uso códigos de color en la ropa,como el azul en la vestimenta de losempleados que trabajan en las áreasde producto LPC y el blanco en lasáreas de producto crudo.
● Archivar la fecha de aplicación yconcentración en que se aplicaronlos productos químicos, tales comolos desinfectantes.
● El uso de pruebas microbiológicaso de bioluminiscencia de ATP paradeterminar la eficacia de losprogramas de limpieza ysaneamiento.
Límites Críticos (CLs, por sussiglas en inglés) y Registros.
Todos los Puntos Críticos de Control(CCP) deben tener un límite crítico(CL) que sea identificable y medible.En este caso, “medible” significa quedebe mantenerse un registrocuidadoso de un gran número dediversos factores: desde el número deviolaciones en las reglas de vestimentahasta la cantidad de desinfectantequímico utilizado en un áreaespecífica durante un periodo detiempo determinado.
Acciones correctivas y deverificación.
En pequeñas plantas procesadoras, laverificación de los procedimientos desaneamiento debe llevarse a caboperiódicamente para reasegurar a losoperadores de la planta e inspectoresque el programa de saneamiento(limpieza y desinfección) está siendoefectivo para prevenir la presencia deL. monocytogenes sobre las superficiesdel equipo y en el producto final. Losmuestreos microbiológicos hechos alequipo y/o producto deben serutilizados para verificar la efectividaddel programa (vea la discusión acercade los procedimientos de muestreo).
Los resultados positivos deL. monocytogenes, tanto en las superfi-cies de contacto como en el productoterminado, deben iniciar una accióncorrectiva (CA, por sus siglas eninglés). La CA probablementecomenzaría con el análisis delproducto terminado, con el fin deasegurar que el producto contaminadono llegue a manos del consumidor.
El siguiente paso sería reexaminar elprograma de saneamiento paradeterminar cómo ocurrió lacontaminación. Esto puede conducir ala reevaluación de los límites críticos ylos procedimientos de mantenimientode los archivos.

21
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Referencias
LaBudde, R. A. 1999. Ready-to-eatfinished product sample and test plan forListeria monocytogenes. Food Testing &Analysis: 14, 15, 36.
Tompkin, R. B., L. N. Christiansen,A. B. Shaparis, R. L. Baker, and J. M.Schroeder. 1992. Control of Listeriamonocytogenes in processed meats. FoodAustralia 44: 370–376.
Tompkin, R. B., V. N. Scott, D. T.Bernard, W. H. Sveum, and K. S.Gombas. 1999. Guidelines to preventpost-processing contamination fromListeria monocytogenes. Dairy, Food,and Environmental Sanitation 19:551–562.
Tompkin, R. B. 2002.–Control ofListeria monocytogenes in the food-processing environment. Journal ofFood Protection 65: 709–725.
Apéndice
Guía para el control de Listeria
En las instalaciones de fabricación deproductos LPC, L. monocytogenespuede ser controlada por medio decontroles estrictos de prevención.
Las siguientes preguntas estándiseñadas con el fin de ayudar a lospequeños procesadores de alimentos aconducir una evaluación de riesgos decontaminación de Listeria en susinstalaciones. Estas preguntas son muyespecíficas para ciertos procesos ypodrían no aplicar a todas lascompañías procesadoras de carnes yaves. Los procesadores de alimentosdeben seleccionar las preguntas másrelevantes para sus operaciones ydesarrollar una lista propia que searevisada semanal o mensualmente.
Diseño de las instalaciones/separación del producto.
1) ¿El diseño de las instalacionesayuda a prevenir que lostrabajadores de las áreas deproducto LPC caminen o circulena través de las áreas donde elproducto crudo es procesado oalmacenado?
2) ¿Pueden realizarse modificacionescosteables a las instalaciones paramejorar los patrones de tráfico delpersonal?
3) ¿Las instalaciones están diseñadaspara mantener separados elproducto LPC del producto crudoo del producto parcialmentecocido?
4) ¿Pueden realizarse modificacionescosteables a las instalaciones paraasegurar que el producto crudoesté separado del productococinado?
5) ¿Los horarios de producciónminimizan la posibilidad de quese lleve a cabo una contaminacióncruzada proveniente del personaly/o el producto crudo?
6) ¿Los materiales crudos sonalmacenados en áreas separadasdel producto terminado?
7) ¿Las instalaciones están diseñadaspara promover el mayor gradoposible de higiene personal?
8) ¿Las áreas de procesamiento,vestidores, comedores o pasillosson compartidos entre personalque manipula producto crudo ypersonal que manipula productoLPC?
9) ¿El producto puede estar demanera accidental en contactocon las paredes?

22
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
10) ¿Existen molduras protectoras deparedes para mantener elproducto retirado de las mismas?
11) ¿Hay una presión de aire positivaen las áreas de producto LPC?
12) ¿Todo el aire comprimido esfiltrado dentro de lasinstalaciones?
13) ¿Qué se puede hacer paraeliminar la condensación dentrode la planta?
14) Si no es posible eliminar lacondensación, ¿qué se puedehacer para capturar o redirigir lacondensación?
15) ¿Existen ciertas áreas propensas ala condensación?
16) ¿El producto puede ser retirado oalejado de las áreas propensas a lacondensación?
17) ¿Los pisos no son porosos y sonlimpiados y desinfectadossuficientemente como paraprevenir la contaminación?
Higiene Personal
1) ¿Han sido capacitados todos losempleados en procedimientos dehigiene personal y manejo dealimentos?
2) ¿La educación sobre seguridad dealimentos está incorporada altrabajo o se lleva ésta a cabo demanera práctica?
3) ¿Los jefes ponen el ejemplosiguiendo los procedimientosadecuados de manejo de losalimentos?
4) ¿Existe alguien en la planta quepueda proveer una evaluaciónimparcial de la efectividad de losSSOPs?
5) ¿Los empleados se lavan ydesinfectan las manos después detocar cualquier cosa que no seanalimentos y antes de manipular elproducto LPC?
6) ¿Puede designarse a un empleadopara manipular todas las cosas“sucias”, tales como la basura,tarimas de madera, etc.?
7) ¿Existen prendas de vestir condiferentes códigos de color parael personal que trabaja en lasáreas de producto LPC y losempleados del área de productocrudo?
8) ¿Los manipuladores de productoLPC usan guantes, delantales ymangas desechables, etc.?
9) ¿Las personas que manipulanproducto LPC cambian susprendas de vestir desechablesfrecuentemente para prevenir lacontaminación cruzada de losmateriales de empaque, paletas,etc.?
10) ¿Las personas que manipulanproducto LPC abren losproductos cuidadosamente paraprevenir la contaminación delproducto a través del exterior delempaque?
11) ¿Los materiales de empaquereutilizables (por ejemplo, lascubetas de plástico usadas para eljamón y el pollo o en laelaboración de ensalada de pavo)son previamente limpiados ydesinfectados antes de usarse?
12) ¿El saneamiento de las plantas hasido alguna vez auditado por unafuente externa (ejemplo:proveedores de productos delimpieza)?

23
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Equipo y materiales parasaneamiento
1) ¿Los productos y desinfectantesquímicos utilizados en la plantaestán aprobados para el controlde Listeria?
2) ¿Los desinfectantes químicos sonespecíficos para controlar L.monocytogenes?
3) ¿Las áreas de empaque y losalmacenes de producto LPC sonlimpiados y desinfectadosregularmente para prevenir lacontaminación cruzada?
4) ¿Los materiales de empaque sonalmacenados de manera sanitariaantes de su uso?
5) ¿Los desinfectantes de pisos,botas y ruedas están localizadosen áreas clave a lo largo de lasinstalaciones?
6) ¿Los carros y anaqueles paraahumar producto tienensuficiente altura entre sí y el pisocomo para prevenir lacontaminación por el agua quepudiera salpicarse?
7) ¿Las ruedas tienen salpicaderas?
8) ¿El producto cocido es removidode los refrigeradores antes delimpiarlos?
9) ¿Los rieles, tuberías, líneas y lucesson limpiados y desinfectadospara prevenir que se formen focosde contaminación?
10) ¿Las unidades de enfriamientoestán diseñadas para prevenir quesean posibles fuentes decontaminación?
11) ¿Las unidades de refrigeración ycharolas para el goteo se limpiany desinfectan regularmente?
12) ¿Los drenajes son limpiados ydesinfectados para prevenir lacontaminación?
13) ¿Los drenajes se tapan conregularidad y el reflujo sedevuelve hacia los pisos del áreade producción?
14) ¿Existen precauciones estrictas ymedidas sanitarias en caso de queocurra una inundación debido ala devolución del flujo deldrenaje?
15) ¿Existe agua estancada en algúnárea donde se maneje productoLPC? ¿El agua estancada puedeser eliminada?
16) ¿Qué precauciones puedentomarse para evitar lasacumulaciones de aguaestancada?
17) ¿Las paredes son limpiadas ydesinfectadas con regularidad?
18) ¿Las manijas y cerrojos de laspuertas, los apagadores de la luz ylos botones son limpiados ydesinfectados con regularidad?
19) ¿El equipo de empaque estásituado lejos de las paredes a finde dejar suficiente espacio paracompletar la limpieza ydesinfección de las paredes yequipo?
20) ¿Las áreas que no están encontacto con los alimentos sonlimpiadas y desinfectadasregularmente?
21) ¿Las líneas de vapor y válvulas decierre están libres de fugas?
22) ¿Se utiliza el mismo equipo delimpieza para limpiar las áreas deproducto LPC y las áreas deproducto crudo?
23) ¿Es factible contar con diferentesequipos de personal de limpieza,uno para las áreas de productocrudo y otro para las áreas deproducto LPC?
24) ¿Existen diferentes accesorios delimpieza destinados para las áreasde producto LPC y productocrudo?
25) ¿Los accesorios de limpieza sondesechables?
26) Los accesorios que no sondesechables, ¿son pasteurizados yalmacenados en un desinfectantequímico?
27) ¿Se utilizan toallas desechables“para limpiar” en vez de toallasde tela?
28) ¿Se utilizan limpia pisos de gomaen vez de trapeadores?
29) ¿Las escobas y cepillos tienenmangos y cerdas plásticas?
30) ¿Las mangueras son limpiadas ydesinfectadas después de cadauso?
31) ¿El equipo de limpieza esdesinfectado de la misma maneraque el equipo de procesamiento?
32) ¿Las peladoras de salchichas soncompletamente desarmadas,limpiadas y desinfectadas despuésde cada uso?
33) ¿Las navajas de las peladoras sedesechan después de cada uso?
34) ¿Las cortadores de salchichas soncompletamente desarmados,limpiados y desinfectadosdespués de cada uso?
35) ¿Las máquinas y bandastransportadoras soncompletamente desarmadas,limpiadas y desinfectadas despuésde cada uso?

36) ¿Las tablas para picar, bandas desierras y rebanadoras sonlimpiadas y desinfectadas despuésde procesar tocino, productos decerdo ahumados parcialmentecocidos y antes de procesaralimentos LPC?
37) ¿Las herramientas de mano sonlimpiadas y desinfectadas despuésde cada uso?
38) ¿Hay herramientas y utensiliosseparados (como navajas, canastasy tinas) para el producto LPC, elproducto que va a reproceso, etc.?
39) ¿Los moldes y dados sonlimpiados y desinfectadosregularmente?
40) ¿El equipo de empaque se sometea una rutina de mantenimiento ysaneamiento interna?
Proceso de Verificación
1) ¿El producto favorece elcrecimiento de L. monocytogenes(ejemplos: alto pH en salchichasfermentadas, actividad acuosa enla carne seca tipo americana“jerky”)?
2) ¿El proceso es validado mediantedocumentación científica?
Desarrollado por Catherine N.Cutter, Profesor Asistente delDepartamento de Ciencia de losAlimentos y por William R. Henning,Profesor del Departamento deZootecnia y Ciencia de la Leche.
Los derechos de la fotografía deListeria monocytogenes vista enmicroscopio electrónico utilizada en laFigura 1 y en la portada ycontraportada del manual pertenecena Dennis Kunkel Microscopy, Inc.
Visite la pagina web del Colegio de CienciasAgrÌcolas de la Universidad Penn State en:www.cas.psu.edu
Penn State College of Agricultural Sciences research,extension, and resident education programs arefunded in part by Pennsylvania counties, theCommonwealth of Pennsylvania, and the U.S.Department of Agriculture.
Issued in furtherance of Cooperative ExtensionWork, Acts of Congress May 8 and June 30, 1914,in cooperation with the U.S. Department ofAgriculture and the Pennsylvania Legislature. T. R.Alter, Director of Cooperative Extension, ThePennsylvania State University.
This publication is available in alternativemedia on request.
The Pennsylvania State University is committed tothe policy that all persons shall have equal access toprograms, facilities, admission, and employmentwithout regard to personal characteristics not relatedto ability, performance, or qualifications asdetermined by University policy or by state orfederal authorities. It is the policy of the Universityto maintain an academic and work environment freeof discrimination, including harassment. ThePennsylvania State University prohibitsdiscrimination and harassment against any personbecause of age, ancestry, color, disability orhandicap, national origin, race, religious creed, sex,sexual orientation, or veteran status. Discriminationor harassment against faculty, staff, or students willnot be tolerated at The Pennsylvania StateUniversity. Direct all inquiries regarding thenondiscrimination policy to the Affirmative ActionDirector, The Pennsylvania State University, 328Boucke Building, University Park, PA 16802-5901,Tel 814-865-4700/V, 814-863-1150/TTY.
© The Pennsylvania State University 2003
.5M5/03ps4454
Producido por el Information and CommunicationTechnologies en el Colegio de Ciencias Agrícolas
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○