Embed Size (px)
Citation preview

1
UNIVERSIDAD DISTRITAL “FRANCISCO JOSÉ DE CALDAS” - FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA
FORMATO DE PROYECTOS DE GRADO
Nº DE RADICACIÓN: ______________
INFORMACIÓN EJECUTORES
Ejecutor 1
Nombre (s): DANIEL
Apellido (s): HOYOS MATEUS
Código: 20102074040
E-mail: [email protected]
Teléfono fijo:
Celular: 321 3210837
Ejecutor 2
Nombre (s): MARCOS ROBERTO
Apellido (s): HOYOS MATEUS
Código: 20102074041
E-mail: [email protected]
Teléfono fijo:
Celular: 321 3974392
INFORMACIÓN DEL PROYECTO
Título del Proyecto: DISEÑO DE UNA TRITURADORA DE PET
Duración (estimada): 6 meses
Tipo de Proyecto:
(Marqué con una “x”)
Innovación y Desarrollo Tecnológico
Prestación y Servicios Tecnológicos X
Otro
Modalidad del Trabajo
de Grado: Monografía
Línea de Investigación
de la Facultad*: Apoyo tecnológico empresarial
Línea de Investigación
del Proyecto
Curricular**:
Diseño en ingeniería mecánica
Grupo de Investigación:
Proyecto de
Investigación:
Áreas del conocimiento
que involucra:
INFORMACIÓN PASANTÍA
Nombre de la empresa:
Dirección:
Teléfonos:
Correo electrónico:
Página Web:
INFORMACIÓN COMPLEMENTARIA
Director: (Vo. Bo.) OSWALDO PASTRÁN BELTRÁN
Proyecto de Pasantía:
(Tutor): (Vo. Bo.)
Formulación Proyecto de
Grado: (Profesor): (Vo.
Bo.)

2
CONTENIDO PÁGINA
INTRODUCCIÓN 3
1. PLANTEAMIENTO DEL PROBLEMA 4
1.1. ESTADO DEL ARTE 15
1.2. JUSTIFICACIÓN 16
2. OBJETIVOS 16
2.1. OBJETIVO GENERAL 16
2.2. OBJETIVOS ESPECÍFICOS 17
3. MARCO TEÓRICO 17
4. OPCIONES DE DISEÑO 18
5. DISEÑO 21
6. SELECCIÓN 29
7. CONCLUSIONES 34
APÉNDICE A: COSTO DE LOS MATERIALES DE LA TRITURADORA 36
APÉNDICE B: MANUAL DE OPERACIÓN Y MANTENIMIENTO 38
BIBLIOGRAFÍA 44
ANEXOS: PLANOS DE LA MÁQUINA
ÍNDICE DE FIGURAS
FIGURA 1: PROCESO DE RECICLADO MECÁNICO 5
FIGURA 2: FASES DE LA TRITURACIÓN DEL PLÁSTICO 6
FIGURA 3: CORTADORA ROTATIVA TIPO PICADORA DE FORRAJE 7
FIGURA 4: MOLINO DE MARTILLOS 7
FIGURA 5: MOLINO DE DISCOS 8
FIGURA 6: MOLINO DE CUCHILLAS 8
FIGURA 7: TRITURADORA DE MARTILLOS 9
FIGURA 8: TRITURADORA DE CUCHILLAS 10
FIGURA 9: DOS EJES DE TRITURACIÓN CON CUCHILLAS
DISTRIBUIDAS10
FIGURA 10: UN EJE CON CUCHILLAS DESFASADAS A LO LARGO DEL
MISMO11
FIGURA 11: UN EJE CON CUCHILLAS DISTRIBUIDAS A LO LARGO DEL
MISMO Y SEPARADAS 180° ENTRE SÍ12
FIGURA 12: CRIBA PLANA 13
FIGURA 13: CRIBA DE MEDIA LUNA 14
FIGURA 14: CRIBA DE DOBLE MEDIA LUNA 14
FIGURA 15: ESQUEMA DE TRANSMISIÓN POR CORREAS 24
FIGURA 16: DIAGRAMA DE FUERZA CORTANTE Y MOMENTO
FLECTOR DEL EJE EN EL PLANO X-Y25
FIGURA 17: DIAGRAMA DE FUERZA CORTANTE Y MOMENTO
FLECTOR DEL EJE EN EL PLANO X-Z26
FIGURA 18: DIAGRAMA DE FUERZA CORTANTE Y MOMENTO
FLECTOR DE UN LADO DE LA ESTRUCTURA27
FIGURA 19: ESQUEMA DE UN RODAMIENTO DE BOLAS 32
FIGURA 20: TABLA DE MEDIDAS DE LOS RODAMIENTOS 32
FIGURA 21: TRITURADORA DE PLÁSTICO PET PARA PROCESAR 100 Kg
AL DÍA33
FIGURA 22: SEÑALES DE SEGURIDAD EN EL TRABAJO 38-40
ÍNDICE DE TABLAS
TABLA 1: PROPIEDADES DEL PET 17
TABLA 2: MATRIZ QFD 20
TABLA 3: CÁLCULOS DE LOS DIÁMETROS DEL EJE 31
TABLA 4: COSTO DE LOS MATERIALES 36

3
DISEÑO DE UNA TRITURADORA DE PET PARA PROCESAR 100 Kg AL DÍA
Resumen: El plástico tipo PET aporta soluciones a la industria y es ampliamente
utilizado, sus características son especiales como por ejemplo es inerte (no reacciona
con producto que contiene), es sumamente liviano, entre otros; esta propiedades hacen
al PET muy atractivo a la industria, lo que lleva a la producción en masa, a pesar de que
los plásticos son reutilizables y reciclables estos procesos no se llevan a cabo de una
forma proporcional con la producción del plástico, ocasionando grandes acumulaciones
de plásticos en los botaderos, que aunque no reaccionan con las basuras si retardan el
tiempo de degradación además de la acumulación de lixiviados dentro de ellos. Para
corregir esta situación se presentará a la industria del reciclaje una máquina trituradora
de PET que les permita procesar cantidades a la medida de su capacidad en el mismo
lugar de acopio y además reducir el volumen que ocupa.
INTRODUCCIÓN:
Plástico: Materiales polímeros orgánicos (compuestos formados por moléculas
orgánicas gigantes) que son plásticos, es decir, que pueden deformarse hasta conseguir
una forma deseada por medio de extrusión, moldeo o hilado. Las moléculas pueden ser
de origen de natural, por ejemplo, la celulosa, la cera y el caucho (hule) natural, o
sintéticas, como el polietileno y el nailon.1
Los plásticos se caracterizan por una alta relación resistencia/densidad, unas
propiedades excelentes para el aislamiento térmico y eléctrico y una buena resistencia a
los ácidos, álcalis y disolventes. Las enormes moléculas de las que están compuestos
pueden ser lineales, ramificadas o entrecruzadas, dependiendo del tipo de plástico. Las
moléculas lineales y ramificadas son termoplásticas, mientras que las entrecruzadas son
termoestables. 2
PET (Polietileno Tereftalato): Se produce a partir del Ácido Tereftálico y el
Etilenglicol, por policondensación; existen dos tipos: grado textil y grado botella. Para
el grado botella se lo debe post condensar, existiendo diversos colores para estos usos.
(Chapa, 2005)
En la industria se utilizan grandes cantidades de PET (polietileno Tereftálico), un
plástico que permite el envasado de bebidas, aguas, productos de aseo y una gran
cantidad de productos más que hacen del PET un compuesto muy útil para las
compañías para comercializar sus productos y hacerse competitivas.
Debemos tener en cuenta que la dinámica de la industria exige una producción elevada
de PET, generando diariamente volúmenes inmensos de desecho plástico, no obstante,
los pasticos tienen la propiedad de ser reutilizados o reciclados, características que
proporcionan la oportunidad de crear industrias dedicadas al reciclado de PET y a su
comercialización como una materia prima para que circule nuevamente en las empresas.
1 (Chapa, 2005)
2 (Chapa, 2005)

4
También existen empresas envasadoras que realizan el reciclaje del PET en el mismo
proceso de la producción y envasado de sus productos.
1. PLANTEAMIENTO DEL PROBLEMA:
Diariamente se procesan grandes cantidades de plásticos para proveer de bienes a las
personas y empresas que los necesitan. Estos bienes después de haberse utilizado su
contenido, se desechan, e inician un proceso de pos consumo, que, en la mayoría de los
casos no es el mejor para el medio ambiente.
El plástico que no se recicla es llevado a los grandes botaderos donde se mezclan con
todo tipo de desechos, y aunque no reacciona con ellos si interfiere en el proceso normal
de biodegradación de los residuos orgánicos, y en la evacuación de los lixiviados que
resultan de estos desechos, además ocupan demasiado espacio y muchos desechos se
almacenan dentro de ellos y no permiten una adecuada descomposición y disminución
de los volúmenes de las basuras en los botaderos.
Adicionalmente para la producción de plásticos se necesitan grandes cantidades de
materias primas y energía, que se podrían reducir si se reciclaran estos compuestos.
También es evidente que al reciclar y reutilizar el PET se dejarían de utilizar materias
primas y se reduciría el volumen de materiales plásticos en los botaderos.
Por otro lado, es importante mostrar que, por ser reciclado el plástico, se podría utilizar
en una gran cantidad de productos como alfombras, mesas, sillas y en muchas otras
aplicaciones en las que tradicionalmente se han utilizado materias primas de origen
natural y que se dejarían de usar para dar paso a nuevos materiales.
Los plásticos tipo PET reciclados también se utilizan para producir nuevos envases,
pero se deben realizar procesos físicos y químicos para conseguir las características
estándares del plástico, para poder usarse nuevamente en la industria.
Aunque existen en Colombia empresas dedicadas al reciclaje de plástico, muchas de
ellas no cuentan con la maquinaria necesaria para triturar el PET y llevarlo a un estado
granulado, situación que los obliga a vender las botellas o recipiente tal como le
recolectan y a tener centros de acopio donde este material ocupa gran espacio,
impidiéndole almacenar mayores cantidades si lo procesaran y ellos mismos lo
comercializaran.
1.1. ESTADO DEL ARTE
Después de recolectar los materiales reciclables, se separan para su respectivo
procesado, para el PET, la técnica más utilizada en la actualidad es el reciclado
mecánico mostrado en la figura 1. Este consiste en la molienda, separación y lavado de
los envases. Las escamas resultantes de este proceso se pueden destinar en forma
directa, sin necesidad de volver a hacer pellets, en la fabricación de productos por
inyección o extrusión.

5
Figura 1. Proceso de reciclado mecánico. Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
El proceso de reciclado mecánico del PET no causa contaminación al medio ambiente,
con el tratamiento de los líquidos del proceso se llega a controlar el proceso
ambientalmente, además desde el punto de vista técnico, se puede decir que las plantas
de reciclado mecánico requieren inversiones moderadas en cambio las del reciclaje
químico requieren inversiones mayores.
Después de la preparación del material se realiza la trituración que es la siguiente
operación dentro del proceso del reciclado, donde se utilizan trituradoras para dividir en
partes más pequeñas el plástico, su apariencia es como la de un molino, y varían muy
poco dependiendo del volumen de procesado del material, generalmente cuentan con
dos cuchillas o rodillos paralelos con cuchillas afiladas, ya sean en forma vertical u
horizontal, tienen una tolva o boca de entrada para el material, un motor, engranes y
cadenas, estructuras de soporte y caja de salida para el material.
La figura 2, muestra las cuatro fases del triturado mecánico:

6
FASE 1: El cuerpo a destruir está apoyado
sobre el grupo de cuchillas. Para la
trituración no es necesario aplicar ningún
"empujador".
FASE 2: Al arrancar la máquina los discos
de introducción facilitan la trituración del
plástico forzando para introducir en el
grupo de corte.
FASE 3: La especial construcción de los
dientes, facilita una acción continua de
enganche del material.
FASE 4: El triturador permite obtener
material triturado hasta 12-14 mm
Figura 2: Fases de la trituración del plástico.
Fuente: http://www.trittonxxi.com/ri-triturador-trituradores-trituradora-trituradoras/molino-triturador-
precios/plasticos/carton/18 (Recuperado el 25/04/2016)
Las fases descritas para la trituración representan un tipo de diseño de la máquina mediante
la distribución de las cuchillas en dos ejes.
Tipos de trituradoras
Para la realización de la trituración se utilizan máquinas trituradoras, cortadoras y molinos; se
va a descartar a las trituradoras de mandíbulas de doble y simple efecto, las trituradoras
primarias, secundarias y terciarias y a las trituradoras giratorias tipo cono debido a que la
capacidad a la que operan y la finalidad para la que fueron diseñadas es diferente a lo que se
necesita.
Máquinas cortadoras rotativas
Se caracterizan por poseer una cámara de corte amplia, la misma que se encuentra atravesada
por un eje que porta cuchillas, las que se encuentran distribuidas uniformemente en toda su
longitud y pueden disponerse perpendicular al eje o tener un pequeño ángulo de inclinación
como se lo ve en la figura 3. El eje gira a altas revoluciones y se puede alinear horizontal o
verticalmente a la cámara, siendo esta última la más adecuada y eficiente. Se utilizan estas
máquinas para procesar materiales húmedos, ideal para aplicaciones agropecuarias.

7
Figura 3: Cortadora rotativa de tipo “picadora de forraje”
Fuente: http://materias.fi.uba.ar/7202/MaterialAlumnos/06_Apunte%20Molienda.pdf (Recuperado el 25/04/2016)
A continuación, se describen los molinos que pueden realizar la molienda de las botellas de
PET.
Molinos de martillos
En la figura 4, se puede observar este tipo de molino el cual actúa por efecto de impacto,
compresión, frotamiento y cizalladura del material entre dos cuerpos.
Consiste en una serie de barras de libre movimiento o martillos los cuales están sujetos a
unos pivotes y estos a un eje rotatorio. Las botellas que ingresan por la tolva son quebradas
por los martillos para luego pasar por la criba. Los pivotes cumplen una función especial ya
que ayudan a los martillos a transferir la energía de impacto hacia el material a reducir
permitiendo reducir el desgaste en rodamientos y de los martillos.
El tamaño de salida del material dependerá de la velocidad del rotor, tamaño del tamiz y la
velocidad de introducción del material.
Figura 4: Molino de martillos.
Fuente: Molino de discos NOGUÉS F, GARCÍA D., (2010) “Energía de la biomasa”, Ed. Prensas Universitarias
de Zaragoza, 1ra. Edición, España págs.: 257-266 (Recuperado el 25/04/2016)

8
Este tipo de molino posee uno o dos discos que contienen una hilera de dientes concéntricos
que trabajan a altas velocidades como el mostrado en la figura 5. Para el caso de un solo
disco, las hileras de dientes del plato se encuentran organizadas de manera que encajan
perfectamente con las de la pared de la cámara de molienda; en cambio para el caso de doble
disco las hileras de un disco encajan entre las del otro, permitiendo triturar todo lo que
atraviese entre ellos.
En el molino de doble disco uno de ellos puede ser estático o ambos girar, pero en sentidos
contrarios (600 – 1500 rpm)
Figura 5: Molino de discos
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
Molino de cuchillas
Este tipo de molino es similar al molino de martillos, en este caso al eje se le puede colocar
varios tipos de cuchillas; en su parte inferior se encuentra un tamiz el cual es el encargado de
controlar el tamaño de las partículas tal como se lo puede observar en la figura 6.
El tamaño también depende de la distancia de las cuchillas del rotor hacia las cuchillas
estáticas del bastidor y de la velocidad de rotación (200 – 800 rpm). Estos molinos aplican
presión por medio de cuchillas en un área lineal del material haciendo que disminuyan las
secciones transversales de las partículas por medio de deformación plástica.
La eficiencia dependerá del correcto mantenimiento que se proporcione a las cuchillas, se
recomienda que el material no sobrepase el tamaño de las cuchillas y que la carga nunca
supere la mitad de su capacidad.
Figura 6: Molino de cuchillas Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)

9
Trituradoras
Tanto los molinos como las trituradoras guardan una relación en su funcionamiento, la
diferencia radica en el tamaño de los materiales a procesar y por lo tanto la cantidad de
fuerza que se necesita ejercer, aspectos que influyen en el tamaño y robustez de la máquina.
Estas máquinas se utilizan generalmente para ruptura de materiales duros y de grandes
dimensiones; tienen como principio de funcionamiento la compresión lenta, cizallamiento,
impacto y atrición.
Trituradora de martillos
Su funcionamiento es similar al molino de martillos excepto en una variante en el diseño, por
lo general los martillos no pivotan en el eje porta martillos lo que le proporciona una mayor
fuerza al impacto en la periferia de la cámara de trituración.
En la figura 7 se muestra la máquina, la cual puede ser utilizada tanto para seco y húmedo
como trituración de materiales duros y frágiles que se tiene en la industria química,
metalúrgica, construcción de carreteras, gas, energía térmica etc.
Figura 7: Trituradora de martillos.
Fuente: http://trituradoras-de-roca.com/Trituradora-Fija/Trituradora-de-martillos.html (Recuperado el
25/04/2016)
Trituradora de cuchillas
Su funcionamiento es similar al molino de cuchillas, el número de discos que contienen a las
cuchillas es variable de 1 a 20 dependiendo de la aplicación.
Los discos presentan diferentes configuraciones tanto circulares como triangulares y poseen
una gran masa. Generalmente se ubican 2 o 3 cuchillas en la periferia de los discos y en
algunos casos se regulan con sistemas de pistones o resortes hechos por el cual su estructura
debe ser robusta como se muestra en la figura 8.3
3 (Vásconez, 2013. Pp. 9-15)

10
Figura 8: Trituradora de cuchillas
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
Trituración y clasificación
Este módulo cumple con las siguientes funciones:
Triturar el plástico hasta alcanzar el tamaño adecuado y clasificar el material de forma que
sólo pase el que tenga el tamaño adecuado.
Se proponen diferentes formas de solución de estas funciones que después de combinarlas se
verá el resultado en diferentes opciones de módulos.
Triturar el plástico para alcanzar el tamaño adecuado
Existen diferentes formas con las que se puede llegar a este objetivo, de las cuales algunas
son:
Dos ejes de trituración con cuchillas distribuidas
Las cuchillas tienen la forma de fresas de corte y se encuentran distribuidas a lo largo de los
ejes, los cuales giran en sentidos contrarios, haciendo que las cuchillas vayan atrapando el
material y lo vayan triturando como se muestra en la figura 9.
Figura 9: Dos ejes de trituración con cuchillas distribuidas
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)

11
Ventajas
Se tiene mayor fuerza de corte por la presión entre las cuchillas; las cuchillas al girar en
sentidos contrarios atrapan al material de mejor manera para triturarlo, otra de las ventajas es
que las cuchillas son intercambiables.
Se obtiene menos recirculación de material debido al gran número de cuchillas dispuestas
para triturar el plástico y hay una disminución del tiempo en la trituración.
Desventajas
Las cuchillas deben tener la separación entre sí, adecuada para poder cortar al material y
evitar fricción entre las mismas y en el caso de que una cuchilla falle se debe cambiar la fresa
completa. Existe la posibilidad de atascamientos, si la separación de las cuchillas que están
en los diferentes ejes no es la adecuada.
Debido a la gran presión generada por las cuchillas al triturarlas podría ocasionar que
aumente la temperatura entre ellas y hacer que el plástico se derrita y se quede adherido en
las cuchillas además no cortaría hasta el tamaño deseado.
Debido a la disposición e interacción dependientes entre dos ejes con varias cuchillas, el
montaje de esta parte de la máquina debe ser muy bien calculada para evitar excesivas
vibraciones y por último su costo de fabricación alto por la complejidad de la geometría.
Un eje con cuchillas desfasadas a lo largo del mismo
En este tipo de trituración, las cuchillas son individuales y están dispuestas en tres hileras en
el eje dando una forma helicoidal. El corte y la trituración se producen cuando el movimiento
del eje lleva al plástico a uno de sus bordes del bastidor, el cual también tiene una cuchilla
fija dispuesta para la trituración, su geometría se la observa en la figura 10.
Figura 10: Un eje con cuchillas desfasadas a lo largo del mismo
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)

12
Ventajas
Se aprovecha del efecto del sinfín para atrapar el material entre la cuchilla del borde y las
del eje con eso se atrapa el material de mejor manera como en un molino y por la forma del
arreglo de las cuchillas puede hacer recircular al plástico de mejor manera evitando en gran
parte el salto del mismo hacia las paredes.
Presenta cuchillas intercambiables y las operaciones de mantenimiento son sencillas, por lo
que no se requieren personal calificado.
Desventajas
La cuchilla si no está afilada puede hacer que el plástico no se corte y se vaya acumulando
en el borde además se debe asegurar la separación adecuada entre el borde afilado y el eje.
Presenta un costo elevado por la complejidad de la construcción
Un eje con dos cuchillas distribuidas a lo largo del mismo y separadas 180 ° entre si
En la figura 11, se tiene el eje con dos cuchillas continuas, y gira aprovechándose de este
efecto triturando el material al apresarlo entre la cuchilla del eje y el borde afilado similar a
la solución anterior.
Figura 11: Un eje con cuchillas distribuidas a lo largo del mismo y separadas 180°entre sí
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
Ventajas
De fácil construcción ya que la disposición de las cuchillas ejecutara operaciones de
desgarre y corte haciendo recircular el material aprovechando su forma de paletas.
Las operaciones de mantenimiento son sencillas, por lo que no se requieren personal muy
calificado.
Desventajas
Si no está afilada la cuchilla puede hacer que el plástico no se corte, incluso atascarse por lo
que se debe asegurar la separación adecuada entre el borde afilado y el eje. Las cuchillas no
son intercambiables, en caso de daño el eje debe ser reemplazado y por la velocidad y
forma de esta gran parte del material tiende a saltar a las paredes de la tolva, aumentando el
tiempo de trituración.

13
Clasificar el material de manera que sólo pase el que tenga el tamaño adecuado
Esta función permite que el material triturado que tenga el tamaño adecuado pase a ser
almacenado y el que no cumple con el tamaño estimado, pase a ser triturado nuevamente.
Para la clasificación se usa una criba o tamizadora metálica.
Criba plana
En la figura 12, se muestra una tamizadora de metal acoplada a la máquina, por debajo del
eje o los ejes, según corresponda.
Figura 12: Criba plana
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
Ventajas
La fabricación es relativamente fácil como también su montaje y desmontaje además las
operaciones de mantenimiento son sencillas por lo que no se requieren personal muy
calificado.
Desventajas
Existirá material que tape la tamizadora en los extremos más lejanos del eje o los ejes, que
no permita aprovechar el mismo ni su recirculación lo que podría causar también los
taponamientos en el tamiz.
Criba de media luna
Criba de metal con la forma de un medio cilindro, que presenta una pequeña holgura con
las cuchillas del eje, permitiendo que estas recojan el material que no ha pasado, por tener
el tamaño inadecuado para ser almacenado como se muestra en la figura 13.

14
Figura 13: Criba de media luna
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
Ventajas
Por lo cerca que están las cuchillas se aprovecha el material que no pasa y vuelve a
triturarse facilitando la recirculación del plástico que no tiene el tamaño adecuado para
pasar por los orificios de la criba; con esta geometría no se desperdicia el material ni existe
acumulación de plástico en ningún punto de la criba debido a su geometría circular. Al
ayudar a ejercer presión entre las cuchillas y el plástico y por la alta velocidad manejada,
corta de manera continua.
Desventajas
La separación entre el eje de cuchillas y la criba debe ser muy bien definida, para que se
pueda ejecutar el proceso de corte y de recirculación del material, además debe estar
correctamente centrado la criba con el eje, para mantener una separación uniforme
constante entre todas las cuchillas y la criba.
Criba de doble media luna
El funcionamiento es similar al de la criba de media luna, sólo que en este caso esta criba se
usa cuando se tienen 2 ejes de trituración. Por su similitud al anterior comparten las mismas
ventajas y desventajas, su geometría se observa en la figura 14.
Figura 14: Criba de doble media luna
Fuente: http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf (Recuperado el 25/04/2016)
Ventajas

15
Por lo cerca que está del eje se aprovecha el material que no pasa el cual vuelve a triturarse
además ofrece una mayor velocidad de trituración.
Desventajas
Mayor dificultad en la fabricación, montaje y alineación correcta ya que debe estar
correctamente centrada la criba con el eje correspondiente para mantener una separación
constante entre todas las cuchillas.
La unión entre las cribas puede llegar a constituir un lugar de acumulación de material.4
1.2. JUSTIFICACIÓN
Existen en Colombia empresas de recolección y recuperación separación de envases,
bolsas, cajas, recipientes, botellas, entre muchos otros, que tienen centros de
almacenamiento para recibir este material reciclado; a pesar de esto, no cuentan con
maquinaria para procesar y convertir el plástico tipo PET en granos y comercializarlo
limitándolos a solo participar de reciclado y no del mercado del plástico listo para la
utilización como materia prima. En otras palabras, se pondría a disposición el diseño de una
máquina trituradora que estaría al alcance de un número mayor de empresarios,
insertándolos en otros mercados no explorados por ellos.
Para poder satisfacer los requerimientos de la industria, se pueden hacer nuevos diseños de
la maquinaria que se utiliza para el reciclaje, estos diseños pueden contemplar diferentes
máquinas que ya existen y analizar sus elementos y capacidades para crear un diseño
apropiado para las empresas. Se puede contemplar por ejemplo un diseño de un equipo más
pequeño de menor capacidad pero que sea asequible a los recicladores. También se puede
contemplar un diseño que se combine un tipo de trituración con otro tipo de transmisión,
inclusive, se puede diseñar una máquina que sea más fácil de operar. En pocas palabras el
diseño puede adaptar las máquinas y los procesos para el mejoramiento de la industria, el
aumento de la producción y la inserción al mercado de otro tipo de empresarios y
competidores.
Al realizar un prototipo para la trituración se presenta la oportunidad académica de integrar
la técnica y el saber a la práctica, situación que tiene una incidencia positiva en la industria
y en las personas que se ven beneficiadas, con nuevos diseños y procesos que mejoran la
calidad laboral y los ingresos, dicho de otra manera, el saber académico puede tener un
impacto positivo en la vida social de las personas, llámense, empresarios, trabajadores,
recicladores, o estudiantes.
4 (Vásconez, 2013. Pp. 37-42)

16
La realización de un diseño para triturar plástico presentaría una posibilidad para los
recicladores, posibilidad que al ser implementada reduciría drásticamente la acumulación
de plásticos en los botaderos y mejoraría la situación y condición medioambientales en las
que están sumidos los botaderos y los rellenos.
Este diseño no solo estaría al alcance de los recicladores, sino de toda la comunidad,
permitiendo que se implemente en cualquier parte del país, y que cualquier persona o
empresa con pocos recursos pueda hacer realidad esta idea de reutilizar el PET, hacer parte
de la industria y contribuir al mejoramiento del medio ambiente.
2. OBJETIVOS
2.1. OBJETIVO GENERAL
Diseño de una trituradora de plástico tipo PET con una capacidad para procesar 100
kilogramos al día.
2.2. OBJETIVOS ESPECÍFICOS
2.2.1. Recopilar información pertinente.
2.2.2. Proponer opciones de diseño.
2.2.3. Realizar una matriz QFD.
2.2.4. Seleccionar la mejor opción de acuerdo a la tabla.
2.2.5. Diseñar los elementos mecánicos no normalizados.
2.2.6. Seleccionar los elementos estandarizados.
2.2.7. Hacer una tabla con los costos de los materiales.
2.2.8. Elaborar el manual de operación y mantenimiento.
2.2.9. Realizar una animación en SOLID EDGE.

17
3. MARCO TEÓRICO
Tabla 1: Propiedades del plástico tipo PET5
5 http://www.elaplas.es/wp-content/uploads/pet.pdf (Recuperado el 05/05/2016)

18
4. OPCIONES DE DISEÑO
Para la selección del modelo se escogieron tres diseños diferentes que se presentan a
continuación
Opción 1: Dos ejes de trituración con cuchillas distribuidas. (Ver figura 9)
Ventajas: Mayor fuerza de presión, cuchillas intercambiables y menor recirculación de
material.
Desventajas: Si falla la cuchilla se debe cambiar la fresa completa y un alto costo de
fabricación.
Opción 2: Un eje con cuchillas desplazadas a lo largo del mismo. (Ver figura 10)
Ventajas: Las cuchillas son intercambiables y el mantenimiento es sencillo.
Desventajas: Alto costo por la complejidad de la fabricación y si no está bien afilada la
cuchilla el plástico se derrite y se pega en los bordes.
Opción 3: Un eje con cuchillas distribuidas a lo largo del mismo y separadas 180°. (Ver
figura 11)
Ventajas: fácil construcción, las cuchillas hacer recircular el material, fácil mantenimiento
y no se requiere personal calificado.
Desventajas: Alto tiempo de trituración, las cuchillas no son intercambiables y en caso de
daño el eje debe ser reemplazado.
Para evaluar cada una de las opciones se utilizará la matriz QFD que califica diferentes
características de los modelos y permite seleccionar el más adecuado.

19
Matriz QFD: Despliegue de la función de la calidad
Para la selección del modelo de la trituradora de PET se tomaron tres prototipos, a todos los
modelos se le calificará una serie de características y de estos tres modelos se seleccionará
uno, el que haya tenido el mayor valor en la sumatoria de los valores que se le asignaron.
La calificación se dará entre uno y diez (1-10) donde uno es poco idóneo o satisfactorio y
diez idóneo o satisfactorio.
Características técnicas:
Tritura el PET: La máquina logra romper el plástico o las botellas, es decir, el PET no se
pega en las cuchillas ni impide el buen funcionamiento del equipo.
Granos adecuados: El tamaño de grano producido es regular y mediano.
Dimensiones: La máquina ocupa un espacio que no impida el buen funcionamiento de la
logística donde sea puesta en marcha y, además, permite triturar botellas de PET grandes y
pequeñas.
Seguridad de la máquina: El diseño no pone en riesgo de ningún tipo la vida y la integridad
de las personas que operan la máquina o trabajan cerca de ella.
Eficiencia: El equipo tritura la cantidad de material esperado.
Materiales: Los elementos y materia prima del modelo son de buena calidad.
Requerimientos de los usuarios
Precio: Es posible comprar el modelo y además genera rentabilidad
Fácil mantenimiento: El mantenimiento de la máquina se puede realizar en un tiempo
prudente para que no afecte el funcionamiento de la empresa.
Repuestos locales: Los repuestos y la intervención se pueden realizar localmente
Mano de obra no calificada: No se requiere una alta calificación para la operación del
equipo
Garantía: El fabricante ofrece garantía
En la matriz de relaciones se observan tres figuras geométricas, cada una representa la
relación que existe entre las características técnicas y los requerimientos de los clientes así

20
Relación fuerte ●
Relación media □
Relación débil ◊
Tabla 2: Matriz QFD
De las tres opciones la que obtuvo la mayor calificación fue la opción 2, es decir, el diseño
de un eje con cuchillas desplazadas a lo largo del mismo. (Ver figura 10), que se utilizará
como referencia para el diseño de la trituradora de plástico PET con capacidad para
procesar 100 Kg al día.
SELECCIÓN DEL MODELO DE
TRITURADORA DE PET
TR
ITU
RA
EL
PE
T
TA
MA
ÑO
DE
GR
AN
O A
DE
CU
AD
O
DIM
EN
SIO
NE
S
SE
GU
RID
AD
DE
LA
MÁ
QU
INA
EF
ICIE
NC
IA
MA
TE
RIA
LE
S
OP
CIÓ
N 1
OP
CIÓ
N 2
OP
CIÓ
N 3
PRECIO ◊ ◊ □ ◊ □ ● 7 7 7
MANTENIMIENTO FÁCIL ◊ ◊ □ ◊ ◊ ◊ 7 9 8
MANO DE OBRA CALIFICADA ◊ ◊ ◊ ● ● ◊ 7 10 8
REPUESTOS LOCALES ◊ ◊ ● ◊ □ ● 8 10 9
GARANTÍA ◊ ◊ ◊ ◊ ◊ ● 10 10 10
OPCIÓN 1 8 9 8 10 10 10 94
OPCIÓN 2 8 9 8 10 8 10 99
OPCIÓN 3 5 6 8 10 5 10 86

21
5. DISEÑO
Parámetros de diseño
Velocidad angular del motor (ω motor) = 1800 rpm =188,5 rad/s
Velocidad angular del eje (ω eje) =450 rpm = 47,125 rad/s
Diámetro del disco porta cuchillas Ø= 0,18 m
Las fórmulas que se utilizan en los siguientes cálculos se tomaron del libro Diseño de
Elementos de Robert Norton, primera edición.
Donde P req es la potencia requerida
F es la fuerza
V es la velocidad tangencial
ω es la velocidad angular
R es el radio del disco de corte
RT es la relación de transmisión
La fuerza requerida F que se utiliza para el diseño es de 50 N, para emplear este valor se
utilizó como referencia el trabajo realizado por Chapa y Martínez tomado del sitio web:
https://www.dspace.espol.edu.ec/bitstream/123456789/2342/1/4626.pdf Recuperado el
(06/10/2016), donde determinan que la fuerza para poder triturar el plástico tipo PET es de
37.33 N.
De la ecuación 2 obtenemos que P = 212 W.
Para la transmisión de potencia se han seleccionado correas, puesto que son eficientes a
altas velocidades y medianas potencias, su eficiencia es del 95%.
También se han escogido por su fácil mantenimiento.
Factor de servicio FS = 1,3; seleccionado de la tabla que presenta los diferentes tipos de
máquinas y motores con sus respectivos coeficientes de correlación de potencia de diseño

22
del catálogo de correas del sitio web:
http://www.frbb.utn.edu.ar/frbb/images/carreras/elementosdemaquinas/CasoEstudio11_2013.pdf recuperado
el (01/11/2016). Del catálogo se utilizaron también, las siguientes fórmulas para la selección
de las características de la correa.
Donde P dis es la potencia de diseño y
FS es el factor de servicio
Donde RT es la relación de transmisión
Dp y dp son los diámetros primitivos de las poleas
( ) ( ( )) [( )
]
Donde L es la longitud teórica de la correa
C es la distancia aproximada entre centros
|
|
Donde Ccorr es la distancia entre centros corregido teniendo en cuenta la correa comercial
seleccionada
Lc es la longitud comercial
Donde Fac es el factor de corrección por arco de contacto
Donde Pclas es la potencia clasificada
Pcat es la potencia del catálogo
Fl es el factor de corrección por longitud

23
Donde N es el número de correas necesarias para transmitir dicha potencia
De la ecuación 4 se tiene que P dis = 276 W, se utilizará un motor de medio caballo de
potencia (0.5 HP).
De la ecuación 3 se obtiene que la relación de transmisión es RT = 4
Transmisión de potencia
Para la transmisión se utilizarán correas, puesto que se recomienda para esta aplicación.
Seleccionando del catálogo se tiene que se necesita un perfil de correa tipo A (13x8).
Perfil de correa tipo A
Diámetro dp = 63mm, obtenido del catálogo
Diámetro Dp = 252 mm obtenido de la ecuación 5
Distancia entre correas dc = 300 mm
Utilizando la ecuación 6 se tiene que Lt = 1124 mm
L. comercial = 1198 mm № 46 (perfil tipo A 13x8)
Como se debe seleccionar una correa comercial, la distancia entre centros corregida es de
337 mm obtenida de la ecuación 7.
De la ecuación 8 se define que F ac = 0,92 y Fl = 0,92
De la ecuación 9 se obtiene que P clas = 0,65 HP
De la ecuación 10 se concluye que se necesita una correa

24
Cálculo de la fuerza que ejerce la correa sobre el eje:
Figura 15: Esquema de transmisión de potencia por correas
Donde F1 es el lado más tenso de la correa
F2 es el lado menos tenso
Donde T es el torque
De la ecuación 12 se sabe que T = 5,9 Nm
De la ecuación 11 concluye que F1 = 82 N y F2=16 N
F1+F2=98 N
El ángulo del motor con respecto al eje es α = 20°,
Diseño del eje
Componente en Z Fz = (98N) Cos (20º) = 92 N
Componente en Y Fy = (98N) Sen (20º) =34 N

25
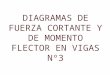
Figura 16: Diagrama de fuerza cortante y momento flector del eje en el plano X-Y,
realizado en el software MDSolids 3.5
En la figura 16 P1= 34 N=Fy
El momento máximo en el plano X-Y es de 38 Nm

26
Figura 17: Diagrama de fuerza cortante y momento flector del eje en el plano X-Z,
realizado en el software MDSolids 3.5
En la figura 17 P1= 92 N=Fz
El momento máximo en el plano X-Z es de 4,6 Nm
‖ ‖ √( ( )) ( ( ))
Donde ‖ ‖ es la resultante de los momentos en cada plano
Mmax(xy) es el momento máximo en eje xy
Mmax(xz) es el momento máximo en eje xz
De la ecuación 13 se obtiene que la magnitud del momento máximo es de 38,317 Nm

27
Cálculos de la estructura de la trituradora de PET
De la trituradora se estima una masa aproximado de 20 Kg, apoyados sobre la estructura.
Como la estructura es simétrica, es posible simplificar los cálculos hallando únicamente la
mitad de las reacciones.
W=200 N; W1=100 N, puesto que es el valor de la mitad del peso estimado de la trituradora
de PET
Figura 18: Diagrama de fuerza cortante y momento flector de un lado de la estructura.
Realizado en el software MDSolids 3.5

28
Donde M es el momento máximo
Y es la distancia del plano neutro al punto en el cuál se calcula el esfuerzo (punto más
alejado del eje neutro)
I es el segundo momento de área
La sección transversal del tuvo cuadrado es de 25.4 mm de lado y 1 mm de espesor, ver
detalle A del plano número 12.
Con el momento máximo, que es de 14,21 Nm, hallamos el esfuerzo de flexión al que está
sometido la viga utilizando la ecuación 14, ese esfuerzo es de 26 MPa.
Cálculo del esfuerzo axial al que se encuentran sometidos los apoyos:
Donde A es el área de la sección transversal
F es igual 57 N
σ axial = 0,57 MPa

29
6. SELECCIÓN
El cálculo del eje se realiza teniendo en cuenta la ecuación que cumple con las
observaciones de la norma ANSI B106.IM-1985 “Desing of transmission Shafting”
(Diseño de ejes de transmisión), la cual involucra las siguientes variables
[
√[
]
[
]
]
N= el factor de seguridad
Kf = Concentrador de esfuerzo de la sección
M=Momento flector de la sección
Sn’ = resistencia a la fatiga estimada real
T= Torque de la sección
Sy=Esfuerzo a la fluencia
En el diseño del eje se tiene en cuenta el diámetro más grande que nos arroje la ecuación
anterior (ecuación 16), teniendo en cuenta que el eje debe tener una sección transversal
continua para el montaje de las cuchillas, debido a esta consideración de diseño se
utilizaron los valores máximos de momento y torsión con el fin de encontrar el diámetro
más grande que presente el eje para su construcción; otro factor que se debió tener en
cuenta para el diseño del eje sin ninguna expansión del diámetro, ni cuñeros es considerar
un Kf (Concentrador de esfuerzo de la sección) continuo como 1, ya que no presenta
afectaciones para el diseño en ninguna parte del eje.
Kf =1 (por no tener cambios de sección en el eje, ni cuñeros)
El factor de seguridad estimado según parámetros bibliográficos:
N=2
El material escogido para realizar los cálculos de eje es:
Acero 1050 CR (Rolado en frio) las características del material son:
Sut (Esfuerzo último) = 690 MPa
Sy (Esfuerzo a la fluencia) = 579 MPa

30
Para calcular el Sn’ se debe conocer el Sn (resistencia a la fatiga) relacionándola en función
de la resistencia a la tensión del acero (según gráfica)
Sn= 250 MPa
También se debe tener en cuenta los factores de
Cm (Factor de material) = 1. (Por ser acero forjado)
Cs (Factor de tamaño) = 1. (Al no conocerse el tamaño)
Cst (Factor de tipo de esfuerzo) = 1. (Por ser un esfuerzo flexionante al que se somete el eje)
CR (Factor de confiabilidad) = 0,75 (al considerar una confiabilidad de 0,999)
Para calcular el Sn’ se realiza el producto de la resistencia a la fatiga por los demás factores
mencionados:
Sn’= Sn Cm Cs Cst CR
Sn’= 187,5 Mpa
Los valores de momento flector y torque del eje según los cálculos de la polea, los apoyos y
la carga que el material recibe son los siguientes.
Momento flector
Mx-y =37, 4 Nm
Mx-z =4,6 Nm
M=MR= 37,68 Nm
Momento de Torsión
T=6 Nm
El diámetro mayor del eje diseñado es de:
Se realiza una segunda iteración corrigiendo el factor de tamaño porque ya conocemos un
primer valor del diámetro del eje
Como el diámetro está entre:
7,62mm < D <50mm
(
)

31
El de la segunda iteración es de:
El nuevo valor de la resistencia a la fatiga estimada real es de obtenido de la ecuación 17
Sn’= 172,875 MPa
Recalculando el diámetro del eje con el nuevo Sn’ se obtiene de la ecuación 16 que:
Estandarizando el diámetro del eje para la selección del rodamiento comercial se tiene que:
Tabla 3: Cálculos de los diámetros del eje
MATERIAL
Sut (Esfuerzo ultimo) 690000000 Pa
SY (Esfuerzo a la Fluencia) 579000000 Pa
Nf (Factor de seguridad) 2
UNIDAD
A B C D E
Mx-y (momento en el eje z) 37,4 37,4 37,4 37,4 37,4 N-m
Mx-z (momento en el eje y) 4,6 4,6 4,6 4,6 4,6 N-m
MR (momento resultante) 37,68 37,68 37,68 37,68 37,68 N-m
UNIDAD
A B C D E
M (momento en cada punto) 37,68 37,68 37,68 37,68 37,68 N-m
T (torque en cada punto) 6 6 6 6 6 N-m
Sn (Resistencia ala fatiga) 250000000 250000000 250000000 250000000 250000000 Pa
Cs (Factor de tamaño) 1 1 1 1 1
CR (Factor de confiabilidad) 0,75 0,75 0,75 0,75 0,75
Cm (Factor de material) 1 1 1 1 1
Cst (Factor de carga) 1 1 1 1 1
Sn' (Límite de resistencia ala fatiga) 187500000 187500000 187500000 187500000 187500000 Pa
UNIDAD
Datos concentradores de esfuerzo
D/d
r asumido
r/d
Kt (Concentrador de esfuerzo) 0 0 0 0 0
q (factor de sensibilidad de la muesca) 0 0 0 0 0
Kf (Concentrador de esfuerzo por fatiga) 1 1 1 1 1
D1 (Diametro Nº 1) 16,003 16,003 16,003 16,003 16,003 mm
UNIDAD
A B C D E
Cs (Factor de tamaño) 0,922 0,922 0,922 0,922 0,922
Sn'' (Limite de resistencia ala fatiga) 172875000 172875000 172875000 172875000 172875000 Pa
D2 (Diametro Nº 1) 16,441 16,441 16,441 16,441 16,441 mm
Dest (Diametro estandarizado) 18 20 25 25 20 mm
Primera Iteración
PUNTOS
Segunda iteración
Acero AISI 1050 CR
PUNTOS

32
La selección del rodamiento (según catálogo de rodamiento de bolas SKF) se selecciona un
rodamiento con las siguientes características:
D (Diámetro del eje o Diámetro interno de rodamiento): 20 mm
Carga del eje: 950 N
Carga por cada rodamiento: 475N
Después de realizar los cálculos se busca en el catálogo un rodamiento que cumpla con las
características necesarias para el funcionamiento del equipo, tales como diámetro del eje 20
mm y diámetro externo 52 mm.
Figura 19: Esquema de un rodamiento de bolas donde están representadas las medidas de
entrada para su selección. Tomado de http://www.skf.com/binary/86-236499/SKF-Energy-Efficient-
deep-groove-ball-bearings---6692_3-ES.pdf recuperado el 01/11/2016
Figura 20: Tabla con las diferentes medidas de rodamientos con diámetros d entre 17 y 80
mm. Tomado de http://www.skf.com/binary/86-236499/SKF-Energy-Efficient-deep-groove-ball-bearings-
--6692_3-ES.pdf recuperado el 01/11/2016
Se seleccionó un par de rodamiento SKF de referencia E2.6304-2Z, que cumple con las
características especificadas.

33
Figura 21: Trituradora de plástico PET para procesar 100 Kg al día

34
7. CONCLUSIONES
La información seleccionada a través de internet presenta varias propuestas de diseño no
solo en Colombia, sino también en los diferentes países de Latinoamérica, donde se desea
contribuir a la disminución de la contaminación y el manejo adecuado de los residuos
sólidos, como son las botellas de plástico, que son muy consumidas en la industria, en estas
propuestas se evidencia la inmensa necesidad que existe de crear máquinas y diseños para
responder a la gran producción de material y poder procesarlo, es decir, lavarlo, limpiarlo,
comprimirlo, molerlo y finalmente triturarlo; Son muy bajos los niveles de reutilización del
plástico en Bogotá, que corresponden al 25%, de 40.000 toneladas que se producen en un
año se reciclan tan solo 10.000 según Garzón y Rodríguez
(http://www.ingenieroambiental.com/2060/planta%20de%20reciclado.pdf) y se justifica avanzar en el
diseño de dispositivos para su procesamiento y manejo.
Para el diseño de una trituradora se deben tener en cuenta varios aspectos, como la cantidad
de material que procesa al día, los materiales, el precio o la garantía, entre otros; aspectos
que es necesario tener en cuenta para proporcionar una guía o ruta y obtener un modelo de
trituradora que responda tanto a las necesidades de los clientes como también al problema
actual de contaminación y manejo de residuos sólidos, por ello, se debe establecer
claramente la características principales que debe tener una máquina a la hora de ser
diseñada y construida para que beneficie a la mayor cantidad de personas y genere
rentabilidad en las empresas, sin perder de vista el impacto positivo que tendría en el
ambiente.
Para el diseño del eje es necesario realizar el análisis estático y después de hacer el análisis
estático del eje de la trituradora se concluye que el diámetro seguro para un buen
funcionamiento de la trituradora es de 17 mm, con este diámetro se garantizara una alta
vida útil del equipo según la bibliografía utilizada.
Después de elaborar el manual se concluye que se deben diseñar las partes de la máquina de
una forma sencilla para que al momento de su mantenimiento sea fácil su desmontaje y que
en caso de que se dañe alguna pieza, esta pueda ser fabricada por un taller local.
Los costos que tienen una incidencia en el precio de la máquina son los de las cuchillas y el
eje, que corresponden al 57% del total del valor de la cotización, presentada en la tabla 4 de
los costos de los materiales, por tanto de debe diseñar de tal forma que se garantice que no
se sometan a esfuerzos y/o funciones para las que no fueron diseñados.
Para la selección de los elementos que ya existen en el mercado es importante hacerlo con
marcas reconocidas y que tengan presencia y respaldo en el país, todo esto, para que el
mantenimiento sea sencillo y se pueda hacer en un tiempo prudente, además del costo de
fabricación que no debe elevarse por elementos estandarizados que se pueden obtener
fácilmente en el mercado nacional.

35
En general, la ruta de diseño con la que mejores resultados se obtiene, consiste en recopilar
información de diseños que ya existen en el marcado y analizar cuál es el que mejor
soluciona las necesidades específicas del sector en el que se quiere impactar de manera
positiva, además, es importante conocer la situación de la industria colombiana para que la
fabricación del equipo sea fácil y no requiera un costo elevado.

36
Apéndice A
COSTO DE LOS MATERIALES DE LA TRITURADORA
Tabla 4: Costo de los materiales
ELEMENTO DESCRIPCIÓN PRECIO UNITARIO CANTIDAD PRECIO TOTAL
1 TAPA FRONTAL 40.000$ 1 40.000$
2 TAPA LATERAL DERECHA 50.000$ 1 50.000$
3 TAPA LATERAL IZQUIERDA 50.000$ 1 50.000$
4 EJE 170.000$ 1 170.000$
5 CUCHILLA 100.000$ 17 1.700.000$
6 SEPARADOR 6.000$ 17 102.000$
7 REJILLA 100.000$ 1 100.000$
8 TOLVA 200.000$ 1 200.000$
9 ESTRUCTURA 220.000$ 1 220.000$
10 POLEA DEL MOTOR 25.000$ 1 25.000$
11 POLEA EJE 70.000$ 1 70.000$
12 PROTECTOR 120.000$ 1 120.000$
13 MOTOR 390.000$ 1 390.000$
14 CORREA DE TRANSMISIÒN 35.000$ 1 35.000$
15 RODAMIENTO 5.000$ 2 10.000$
16 TUERCA M18 1.400$ 1 1.400$
17 ARANDELA 18 mm 500$ 1 500$
18 TORNILLO M5 400$ 14 5.600$
19 TORNILLO M10 400$ 2 800$
20 TORNILLO M12 600$ 4 2.400$
21 TUERCA M12 350$ 4 1.400$
22 TORNILLO M4 400$ 2 800$
3.294.900$ TOTAL

37
Cotizaciones
Precio de motores marca Siemens Tomado de
http://www.industry.siemens.com/home/aan/es/colombia/Documents/Lista%20de%20precios%202015%20co
lombia%20.pdf recuperado el 01/11/2016

38
Apéndice B
MANUAL DE OPERACIÓN Y MANTENIMIENTO
Lea cuidadosamente este manual antes de poner en funcionamiento la máquina trituradora
de plástico PET.
1. Señales: Preste atención y conozca cada una de las siguientes señales, que pueden
estar en la máquina o en sus alrededores y están advirtiendo de algún peligro o
riesgo para su integridad y seguridad personal o la de sus compañeros de trabajo:
1.1.Señales de advertencia
1.2. Señales de prohibición

39
1.3. Señales de obligación
1.4. Señales de lucha contra incendios

40
1.5. Señales de salvamento o socorro
Figura 22: Señales de seguridad en el trabajo. Tomado de
https://dissenyproducte.blogspot.com.co/2016/06/senalizacion-optica-de-seguridad-y.html
(recuperado el 01/11/2016)
2. Transporte y almacenamiento: Para el transporte de la trituradora es recomendable
utilizar un vehículo donde pueda ser sujetada sin problemas y no reciba ningún
golpe que pueda comprometer el funcionamiento de la máquina o de alguno de sus
componentes, además, se recomienda almacenarla en un espacio libre de
filtraciones, goteras, humedad o que este expuesta a ácidos o sustancias que puedan
afectarla.
3. Uso: El equipo fue diseñado exclusivamente para la trituración de plástico tipo PET
(Polietileno Tereftalato) y por ningún motivo debe triturarse o procesarse otro tipo
de material, tenga en cuenta que otros materiales pueden sobrecargar máquina o
poner en riesgo la vida y la integridad de las personas que trabajan cerca del equipo.
3.1. Placa: La máquina cuenta con una placa donde están registrados todos los datos
relevantes que nos permiten tomar decisiones frente al uso, instalación,
mantenimiento y puesta en marcha del equipo, estos datos son:
3.1.1. Referencia
3.1.2. Serie
3.1.3. Potencia y voltaje del motor

41
3.1.4. Conexión del motor
3.1.5. Peso
3.1.6. Capacidad
4. Instalación y puesta en marcha: La instalación debe realizarse en un lugar donde no
haya ningún tipo de contacto con el agua, humedad o sustancias que puedan
interrumpir el funcionamiento del motor y dañar la máquina.
También se debe tener cuidado con el ingreso de elementos a la tolva por donde se
suministra el plástico para ser triturado y que pueden poner en riesgo la integridad
de las personas y el buen funcionamiento de la máquina.
Todas las partes del equipo deben estar correctamente ensambladas y ajustadas,
además, el equipo debe estar bien aferrado al suelo o a la base o soporte que se haya
diseñado para él.
Todas las partes del equipo se deben ensamblar y utilizar puesto que fueron
diseñadas para el correcto funcionamiento de la máquina y la seguridad de las
personas que la operan.
La operación y puesta en marcha debe ser realizada por personas que estén
calificadas para hacerlo y que tengan experiencia en el uso de este tipo de máquinas.
5. Operación: El personal que opere la trituradora de plástico tipo PET debe ser
capacitado y entrenado para su adecuado manejo y debe cumplir, por su seguridad,
con las siguientes normas:
5.1. Se deben cumplir todas las normas de riesgos laborales y salud ocupacional que
establece la ley.
5.2. Por ningún motivo tener contacto con las partes en movimiento, mantenga las
manos, cabello, ropa floja y herramientas alejada de los elementos en
movimiento.
5.3. No usar nunca la máquina sin que todas las protecciones estén perfectamente
montadas en su sitio, mantenga todas las puertas, paneles, cubiertas cerradas y
aseguradas en su lugar, cuando tenga necesidad de quitar cubiertas para realizar
labores de mantenimiento o reparar un equipo asegúrese de que sea hecho
únicamente por personal calificado.
5.4. Siempre se debe utilizar protección para la cabeza, los ojos, oídos, brazos, pies
y demás partes del cuerpo que puedan verse afectados por la operación de la
máquina.

42
5.5. Prevenir los contactos accidentales del cuerpo con partes metálicas de la
máquina como tubos, depósito o partes de metal conectadas a tierra. No usar
nunca la máquina en presencia de agua o en ambientes húmedos.
5.6. Detenga la marcha del motor antes de hacer cualquier instalación o conexión.
5.7. Desconectar la máquina antes de realizar cualquier operación de asistencia,
inspección, mantenimiento, limpieza y cambio o control de cualquier pieza con
el fin de prevenir arranques accidentales del motor cuando se le esté realizando
labores de mantenimiento
5.8. No transportar la máquina mientras está conectado a la fuente eléctrica,
asegurarse de que el interruptor esté en la posición de APAGADO antes de
conectar la máquina al suministro eléctrico.
5.9. No usar instrumentos o accesorios inadecuados, pues podrían quedar atrapados
en las partes en movimiento. Llevar un gorro para cubrir el cabello si es
necesario.
5.10. La máquina no debe ser utilizado jamás si se está bajo el efecto del alcohol,
drogas o medicinas que puedan inducir somnolencia.
5.11. Poner en funcionamiento la máquina conforme a las instrucciones de este
manual, no debe ser utilizado por niños ni personas que no tienen familiaridad
con su funcionamiento.
5.12. Si mientras la máquina trabaja produce ruidos extraños o excesivas
vibraciones, o si pareciera defectuoso, interrumpir su funcionamiento
inmediatamente y comprobar su funcionalidad.
5.13. El equipo debe ser operado por una sola persona a la vez.
6. Mantenimiento: El mantenimiento preventivo debe realizarse con regularidad y por
personal calificado, este mantenimiento debe incluir los siguientes procesos:
6.1. Antes de poner en marcha el equipo se debe revisar que todas las partes estén
ajustadas.
6.2. Se debe mantener el equipo aseado revisar que el material que se triturara esta
adecuado para el proceso y no afecte el buen funcionamiento de la máquina.
6.3. Establecer un cronograma donde se registre periódicamente la revisión de todas
las partes del equipo y su estado.

43
6.4. Revisar el desgaste de cada una de las piezas o partes para evitar que falle el
equipo.
6.5. Lubricar las partes o componentes que sea necesario, además llevar un registro
de esto
6.6. En caso de realizar el cambio de algún elemento o componente en la empresa se
debe tener en el inventario de repuestos de reserva.
6.7. Para el buen funcionamiento de la maquina se debe prepara las botellas de
plástico, eliminando elementos que puedan afectar el buen funcionamiento de la
máquina.
6.8. En caso de necesitar el cambio de una pieza o el mantenimiento correctivo el
equipo debe ser llevado con el fabricante.
7. Partes, planos y esquemas
8. Garantía: El diseñador ofrece garantía solo por defectos de fábrica y no por el uso
inadecuado de la trituradora.

44
BIBLIOGRAFÍA
1. Universidad EAFIT. (s.f.). Reinventando insumas a través de la innovación).
Recuperado de http://www.eafit.edu.co/cice/emprendedores-
eafit/Documents/Enka.pdf
2. Aluna Consultores Limitada. (abril de 2011). Estudio Nacional del Reciclaje y los
Recicladores. Recuperado de http://www.cempre.org.co/sites/default/files/3926-
estudio_nacional_de_reciclaje_aproximacicn_al_mercado_de_reciclables_y_las_ex
periencias_significativas_0.pdf
3. Chapa Córdova, O. F. (2005) Diseño de equipo para molienda y lavado de PET
(Polietileno Tereftalato). (Tesis de grado, Escuela Superior Politécnica del Litoral).
Recuperado de
https://www.dspace.espol.edu.ec/bitstream/123456789/4247/1/6767.pdf
4. Vásconez Ortiz, A. P. (2013). Diseño y simulación de una máquina trituradora de
plástico de 15Kg/h para el laboratorio de conformado de la facultad de ingeniería
mecánica. (Proyecto de grado, Escuela Politécnica Nacional). Recuperado de
http://bibdigital.epn.edu.ec/bitstream/15000/5901/1/CD-4717.pdf
5. Rodríguez Ramírez, N. N., Avellaneda Leal, L.H., Zerda Esguerra, D. L., (2014).
Estudio de factibilidad para la recolección, acopio, molida y comercialización de
PET (Polietileno Tereftalato) en el municipio de Soacha. (Proyecto de grado,
Corporación Universitario Minuto de Dios, UNIMINUTO). Recuperado de
http://repository.uniminuto.edu:8080/jspui/bitstream/10656/3147/1/TA_RodriguezR
amirezNenyNereidi_2014.pdf
6. B2Bportales. (agosto-septiembre de 2011). Tecnología del plástico. Recuperado de
file:///C:/Users/user/Downloads/TPAUG2011.pdf
7. Escuela Colombiana de Ingeniería Julio Garavito (2007-2). PLÁSTICOS
PROTOCOLO recuperado de
http://www.escuelaing.edu.co/uploads/laboratorios/2734_plimeros.pdf

45
8. Giraldo Montoya, J. R. (2011). Estudio de factibilidad para la creación de una
empresa recicladora de plástico PET post-consumo en el municipio de La Virginia,
Risaralda. (Trabajo de grado, Universidad Tecnológica de Pereira). Recuperado de
http://repositorio.utp.edu.co/dspace/bitstream/11059/2565/1/6581186132G516.pdf
9. Elastómeros y plásticos, (s.f.). Propiedades físicas politereftalato de etileno (PET).
Recuperado de: http://www.elaplas.es/wp-content/uploads/pet.pdf
10. Chapa, O., Martínez, E. (s. f.). Diseño de equipo para molienda y lavado de PET
(polietileno tereftalato). Recuperado de
https://www.dspace.espol.edu.ec/bitstream/123456789/2342/1/4626.pdf
11. Norton, R. L., (1999). Diseño de máquinas. México. Prentice Hall. Primera edición.
12. Mott, R. L., (2006). Diseño de elementos de máquinas. México. Pearson Educación.
Cuarta edición
13. SKF. (2015). Catálogo de rodamiento de bolas. Recuperado de
http://www.skf.com/binary/86-236499/SKF-Energy-Efficient-deep-groove-ball-
bearings---6692_3-ES.pdf
14. Piovan, M.T. (2013). Proyecto de elementos de transmisión flexible. Recuperado
de
http://www.frbb.utn.edu.ar/frbb/images/carreras/elementosdemaquinas/CasoEstudio
11_2013.pdf
15. Ribas, J. (s.f.). Señalización óptica de seguridad y salud en el trabajo. Recuperado
de https://dissenyproducte.blogspot.com.co/2016/06/senalizacion-optica-de-
seguridad-y.html
16. Siemens. (2015). Catálogo de motores eléctricos. Recuperado de
http://www.industry.siemens.com/home/aan/es/colombia/Documents/Lista%20de%
20precios%202015%20colombia%20.pdf
17. Garzón Caballero, J. P., González Peña, O., Galeano J. E., Flechas, W., Montenegro, L., (s.f.). Planta de reciclado de plástico. Recuperado de
http://www.ingenieroambiental.com/2060/planta%20de%20reciclado.pdf

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:10 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 1 DE 15
698
884
702,5
396
24
396
ESQUEMA GENERAL
15134
470
408,
5
585

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:10 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 2 DE 15
101
121
81
71
91
11
617
21
31
1814
204
152
LISTA DE PARTES
Númerodel
ElementoNombre del Elemento Cantidad
21 Tuerca M12 4
20 Tornillo M12 4
19 Tornillo M10 2
18 Tornillo M5 14
16 Tuerca M18 1
15 Rodamiento 2
14 Correa de Transmisión 1
13 Motor 1
11 Polea Eje 1
10 Polea Motor 1
9 Estructura 1
8 Tolva 1
7 Rejilla 1
6 Separador 17
5 Cuchilla 17
4 Eje 1
3 Tapa Lateral Izqierda 1
2 Tapa Lateral Derecha 1
1 Tapa Frontal 1
12 Protector
17 Arandela 18mm
Tornillo M422 2
1
1
2
22

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:5 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 3 DE 15
459
R90 349,39
30°
517
617
Númerodel
ElementoNombre del Elemento Cantidad
6 Separador
1
Cuchilla 17
4 Eje
17
ENSAMBLE DEL EJE
4 1
5
EL ENSAMBLE DE LAS CUCHILLAS SE HACE POR AJUSTE POR INTERFERANCIA DANDO UN GIRO APROXIMADO DE 30° ENTRE CUCHILLAS

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:5 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO #4 DE 15
396
207,2
42,22
97,2
152,2
197,2
10
10
35
R10
O 5 X8
O 12X2
TAPA FRONTAL
11,5
11,5
27,5

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:2 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 5 DE 15
2381°
182,1
M5 X7 `35
TAPA LATERAL DERECHA
42,2
55
9215
2,2
52H8
+0,046
0O
48O
A
DETALLE A1:1
21
2
R 0,31
s 1
207,
2
177,
2
11,5
89
M10 `1542
,255
5545

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:2 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 6 DE 15
207,
2
23
182,1
42,2
55
M5 X7 `35
TAPA LATERAL IZQUIERDA
92
177,
2
152,
2
42,2
5555
45
11,5
52H8
+0,046
0O
48O
A
DETALLE A1:1
212
s 1R 0,3
M10 `15
81°
89

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1 : 5 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 7 DE 15
48
79
429
20,5
459
B
B
CORTE B-B
D
DETALLE D5:1
25n5
+0,024
+0,015
O
20O
C
DETALLE C1:1
14,5
5,6
20O
60°
6
2,5
O
3
2
R 0,5
0,5
E
DETALLE E1:1
2,97 14
18h6
0 -0,011
O
EJE
24
M18
3,5
76O 9,5

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1 : 2 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 8 DE 15
R104,53
R 90
R37
,58
1040°
R40
CUCHILLA
O25
H625,0
13
25,000
DISEÑADO EN ACERO AISI-SAE 2510 CON TRATAMIENTO TERMICO DE TEMPLE

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:1 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 9 DE 15
SEPARADOR
A A
CORTE A-A
O80
O25
H6+0
,013
0
10
s1 X2

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:5 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 10 DE 15
R 1027,5
25
12,5
350
100 -0,035
10 + 00,
045
40
R78
,77
49
10
120°
10
42,2
2
396
11,5
R120
370
13
45
35 177,
2
5555
REJILLA
O 12

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:5 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 11 DE 15
TOLVA
A
VISTA A
B
VISTA B
349
445
183
22,5
105
13
388
230
445
10
LAMINA GALVANIZADA DE 1mm DE ESPESOR
O10 X 2

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:10 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 12 DE 15
137
298
R 14
136
13662
698
394
A
DETALLE A
1
24,5
24,5
O 12 X4
ESTRUCTURA
177
414 13

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 2:1 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 13 DE 15
POLEA MOTOR
21,1
O 18 H8+0,02
7
0
569
,6O
43,6
O
34°O
20
13
s0,5 X2

TRITURADORA DE PETUNIVERSIDAD DISTRITALFRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1:2 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 14 DE 15
POLEA EJE
258,
6O
232,6
O
20
13
s0,5 X2
R0,3
O18 H8
+0,027
0
21,1
5

TRITURADORA DE PETUNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDASFACULTAD TECNOLÓGICA
ESCALA: 1 : 5 FORMATO: A4
FECHA : 01 / 11 / 2016
DANIEL HOYOS MATEUSMARCOS ROBERTO HOYOS MATEUS
PLANO # 15 DE 15
PROTECTOR
LAMINA DE ACERO GALVANIZADO DE 1 mm DE ESPESOR
A
ACORTE A-A
B
DETALLE B1:2
1
R 1
R125
328,5
R90
1845
73
27
72
162
71
286
313
515
1220
4040
R 40