-
5/20/2018 04 Cartas de Control
1/24
CARTAS DE CONTROL
Ing. DIANA GINETH RAMREZ ROS
DIVISIN DE INGENIERAS
DPTO. DE INGENIERA INDUSTRIAL
AGOSTO 2014
-
5/20/2018 04 Cartas de Control
2/24
Distribucin Normal
Teorema del Lmite Central
Cuando una muestra es aleatoriamenteseleccionada de una poblacin
condistribucin normal, significa que estasigue una distribucin
normal.
Para poder comprender la naturaleza de lascartas de control, es
necesario conocer lasprincipales propiedades de la
distribucinnormal.
La ecuacin que nos da la forma de lacampana de la distribucin
normal es:
2
2
2
2
x
ey
Regla Emprica
El 68 % de las observaciones seencuentra entre
.El 95 % de las observaciones seencuentra entre 2.El 99.7 % de
las observaciones seencuentra entre
3
.
68% de los datos
95% de los datos
99.7% de los datos
-
5/20/2018 04 Cartas de Control
3/24
Por qu Cartas de Control?
Una Carta de Control es un grfico en el cual serepresentan los
valores de algn tipo de medicinrealizada durante el funcionamiento
de un procesocontinuo, y que sirve para controlar dicho
proceso.
Es una prueba de hiptesis que un proceso est bajocontrol, si H0
se cumple.
H0: 1=0Ha: 1 0
Carta de Control
Hoy da se habita un mundo de variabilidad:en nuestro recorrido
al trabajo no siemprehacemos el mismo tiempo, el porcentaje
detiempo para ejecutar un trabajo es diferentede un da a otro, el
porcentaje de artculosdefectuosos de lote a lote es variable, a
los
clientes o usuarios se les trata diferente, cadauno es
diferente.
Para poder identificar las causas comunes yespeciales de
variacin, la carta de control esla herramienta que permite
monitorear elproceso en busca de estas causas.
Lnea Central
Lmite de Control Superior
Lmite de Control Inferior
-
5/20/2018 04 Cartas de Control
4/24
Causas Comunes y Especiales de
Variacin
CAUSAS COMUNES DE VARIACINEs aquella que permanece da a da, lote
a lote;
es parte del sistema, es inherente a las caractersticas
delproceso y es resultado de la acumulacin y combinacin
de diferentes fuentes de variabilidad.
SON DIFCILESDE IDENTIFICAR
Y ELIMINAR
CAUSAS ESPECIALES DE VARIACINEs algo especial, no es parte del
sistema de causas
comunes. Esta variacin es causada por situacioneso
circunstancias especiales que no estn presentes
permanentemente en el sistema. Representa un nivelinaceptable
del desempeo del proceso.
DEBENELIMINARSE
Cuando en un proceso estn presentes estas causas,entonces el
proceso est fuera de control estadstico.
Sin embargo, al detectar estas causas se pueden cometer dostipos
de errores, los denominados riesgos:
Riesgo Tipo 1: Reaccionar ante un cambio (efecto oproblema) como
si proviniera de una causa especial, cuandoen realidad se trata de
un problema comn del sistema.Riesgo Tipo 2: Tratar un efecto o
cambio como si provinierade causas comunes de variacin, cuando en
realidad se tratade una causa especial.
-
5/20/2018 04 Cartas de Control
5/24
Si todos los puntos caen dentro de los lmitesde control superior
e inferior; se dice que esun proceso que est en control estadstico,
siun solo valor sale fuera de los lmites seconsidera fuera de
control estadstico.
No siempre es indeseable que un punto caigafuera de los lmites
de control. Por ejemplo, si
obtener un valor menor al lmite inferiorresultara ser positivo
en el proceso, entonces,no es indeseable.
En las cartas de control tambin se observacualquier formacin o
patrn de puntos quetenga muy poca probabilidad de ocurrir
encondiciones normales, lo cual ser una sealde alerta sobre
posibles cambios debidos acausas especiales.
Elementos Bsicos de una
Carta de Control
-
5/20/2018 04 Cartas de Control
6/24
Para el clculo de los lmites de control, sea x la variable (o
estadstico) que se va a graficar en la carta de control,
ysuponiendo que su media es x y su desviacin estndar x, entonces
los lmites de control son como se muestra en elrecuadro
anterior.
En particular si x tiene una distribucin normal, tal
probabilidad ser de 0.9973 o 99.73%, por lo que se espera que
bajocondiciones de control solo 27 puntos de 10,000 caigan fuera de
los lmites.
Para tener un clculo mas general, podra reemplazarse el 3 por
Z/2 en el que se asegura que 100(1- )% de las medias
muestrales caern dentro de los lmites de control.
Elementos Bsicos de una
Carta de Control
CMO CALCULARLOS LMITES DE CONTROL?
-
5/20/2018 04 Cartas de Control
7/24
Tipos de Cartas de Control
CARTAS DE CONTROLPARA VARIABLES
CARTAS DE CONTROLPARA ATRIBUTOS
Estas cartas se aplican a variables (o caractersticas decalidad)
de tipo continuo, que intuitivamente son aquellasque requieren un
instrumento de medicin para medirse
(pesos, volmenes, voltajes, longitudes,
resistencias,temperaturas, humedad, etc.)
Las cartas para variables tipo Shewhart ms utilizadas son:
1) x-bar (promedios)2) R (rangos)3) -bar (desviacin estndar)4) x
(de medidas individuales)
Para el caso en que el producto sejuzga como conforme ono
conforme, dependiendo si posee ciertos atributos, y alproducto se
le podr contar el nmero de defectos o no
conformidades que posee el mismo.
Las cartas para atributos ms utilizadas son:1) p (proporcin o
fraccin de artculos defectuosos)2) np (nmero de unidades
defectuosas)3) c (nmero de defectos)4) u (nmero de defectos por
unidad)
Las etapas de estudio bsicas son:1.Seleccionar la caracterstica
de calidad2.Pensar y elegir el subgrupo (muestra)3.Recabar los
datos4.Determinar lmites de control y su revisin futura
-
5/20/2018 04 Cartas de Control
8/24
Cartas de Control para variables
CARTAS X-bar - REste tipo de cartas de control muestra tanto la
mediadel proceso como su rango promedio, con el fin dedetectar
cualquier cambio tanto en la tendenciacentral como en su
variabilidad.
En donde,
A2, d2, d3, D3 y D4 son constantes que dependen del tamao de la
muestra.2d
R
En donde,
D3= D4=
CARTA X-Barra CARTA R
-
5/20/2018 04 Cartas de Control
9/24
-
5/20/2018 04 Cartas de Control
10/24
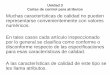
Cartas de Control para variables
EVIDENCIAS DE QUE EL PROCESO EST FUERA DE CONTROL
Eliminar causas asignables al proceso.
Algn punto se encuentraFuera de los lmites de control
Los puntos se encuentrandentro de los lmites de control
pero se comportan de unamanera no aleatoria
ACCIN A TOMAR
ACCIN A TOMAR
Identificar la causa que afecta ese patrnno aleatorio y
eliminarla.
PATRONES DETECTABLES:
1. CORRIDA: Un nmero consecutivo de puntos que se encuentran por
arriba o por debajo de la lnea central.
-
5/20/2018 04 Cartas de Control
11/24
Cartas de Control para variables
2. TENDENCIAS: En caso de que los puntos vayan en secuencia
ascendente o descendente, se dice que tenemos una tendencia.
3. ADHESIN A LOS LMITES DE CONTROL: En caso de que dos de tres
puntos consecutivos caen dentro del tercio cercano a laslneas
lmites se considera que el proceso es anormal.
-
5/20/2018 04 Cartas de Control
12/24
Cartas de Control para variables
4. ADHESIN A LA LNEA CENTRAL: En caso de que los puntos se
concentran en el centro, el proceso es juzgado anormal. los puntos
vayan ensecuencia ascendente o descendente, se dice que tenemos una
tendencia.
4. PERIODICIDAD: En caso de que los puntos se mueven de arriba
abajo en patrones similares, decimos que el proceso muestra
periodicidaden sus datos.
-
5/20/2018 04 Cartas de Control
13/24
Cartas de Control para variables
CARTAS X-bar - La dispersin de los datos tambin se puede
presentaren trminos de la desviacin estndar de los datos.Para ello,
se puede hacer el mismo anlisis de lascartas X-barra y R.
Una constante que depende deltamao de la muestra
B3 y B4 son constantes que dependen del tamao de la muestra.
2c
1
A
ncn
c
S
nA
X
2
2
1
3333
En donde,
4B
3
B
1
A
-
5/20/2018 04 Cartas de Control
14/24
Cartas de Control para variables
PROBLEMA DE PRCTICAUna empresa empaca producto A en sacos de 50
kg,pero el cliente ve mal que los sacos pesen menos de50 kg, por lo
que se establece una tolerancia inferiorde 49 kg, y una superior de
51 kg. Tal que el valornominal sea de 50 kg, por lo que si un saco
cae dentrodel rango 49-51 kg, se considera an tolerable. Para
elcaso se toma cada hora una muestra de 4 sacos quehan sido
llenados consecutivamente, los datosobtenidos en tres das se
muestran en tabla a laderecha.
Haciendo uso de la (Carta X-R), evale el desempeodel llenado,
tanto en relacin con la tendencia centralcomo de la
variabilidad.
PESOS DE LOS SACOSMUESTRA MEDIA RANGO
-
5/20/2018 04 Cartas de Control
15/24
Cartas de Control para variables
PROBLEMA DE PRCTICA
Para este problema se establecen lossiguientes lmites de control
para la carta demedias.
A2 para n=4
En cuanto a la tendencia central, se puede observar que el
proceso est bajo control estadstico.Es decir, el peso de los sacos
flucta de forma estable alrededor de los 49.76 kg. Por lo que se
tiene un hecho positivo(estabilidad) y otro negativo (el hecho de
que el promedio 49.76 kg est por debajo del deseado 50 kg).
-
5/20/2018 04 Cartas de Control
16/24
Cartas de Control para variables
PROBLEMA DE PRCTICA
Para este problema se establecen lossiguientes lmites de control
para la carta demedias.
D4 para n=4
D3 para n=4
En cuanto a la variabilidad, se puede observar que el proceso
est bajo control estadstico. El rango de las muestras de 4sacos
flucta de forma estable (entre 0 y 2.396 kg) con promedio de 1.05
kg.
HAGA EL ANLISIS DE CAPACIDAD PARA ESTE PROBLEMA
-
5/20/2018 04 Cartas de Control
17/24
Cartas de Control para variables
EJERCICIO PARA REALIZAR EN CASA
El siguiente ejercicio trata sobre una parte mecnica que es
trabajada en un torno. ltimamente se han presentado dimetros del
huecodefectuosos, por lo que se decide hacer un estudio, en el que
se toman varias muestras aleatorias diariamente para varios
materiales. En lasiguiente tabla se muestran los datos recolectados
para los ltimos dos materiales.
Haciendo uso de la (Carta X-R), evale el desempeo del material y
si el dimetro es influenciado por el tipo de material utilizado,
esto conrelacin a la tendencia central y a la variabilidad.
Construya primero cartas para la totalidad de los datos y luego
para cada uno de los
materiales. Analice los resultados obtenidos.
FECHA MATERIAL14-Sep F 7 24 24 20 25
15-Sep F 17 37 28 16 26
16-Sep F 12 22 40 36 34
17-Sep F 52 35 29 36 24
19-Sep F 28 28 34 29 48
20-Sep F 39 27 48 32 25
21-Sep F 36 21 31 32 28
22-Sep F 5 33 15 26 4223-Sep F 50 34 37 27 34
24-Sep F 21 17 20 25 16
26-Sep F 34 18 29 43 24
27-Sep F 18 35 26 23 17
28-Sep F 10 28 19 26 21
29-Sep F 21 23 35 28 38
30-Sep F 27 41 15 22 23
DIMETRO DEL HUECO (unid. de 0.001mm) FECHA MATERIAL03-Oct K 37
19 39 21 38
04-Oct K 37 46 22 26 25
05-Oct K 13 32 35 56 45
06-Oct K 9 51 25 37 39
07-Oct K 14 27 34 37 52
08-Oct K 30 51 34 36 28
09-Oct K 54 31 35 29 25
10-Oct K 45 21 38 38 3111-Oct K 19 31 27 25 38
12-Oct K 25 45 41 36 43
13-Oct K 30 24 44 48 38
14-Oct K 64 32 32 42 42
15-Oct K 8 58 65 33 39
16-Oct K 38 37 50 37 33
17-Oct K 64 38 47 49 41
DIMETRO DEL HUECO (unid. de 0.001mm)
-
5/20/2018 04 Cartas de Control
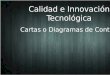
18/24
Potencia de las Carta X bar
0
0 , 0 5
0 , 1
0 , 1 5
0 , 2
0 , 2 5
0 5 10 15 20 25
XLIC XLSC''X
0
0 , 0 5
0 , 1
0 , 1 5
0 , 2
0 , 2 5
0 5 10 15 20 25
'X
Si la media del proceso ha cambiado de X a X, es porque
sus valores individuales han cambiado, luego las
mediasmuestrales han cambiado.
La potencia de una carta X es 1- Beta, la cual es laprobabilidad
de que se detecte el cambio en la media delproceso, cuando esta en
realidad ha cambiado.
Para esto existen dos casos:Si X > X, entonces
'
;)1(
')1(
/'
)'('
'
)1(
/'
'')1(
)'''(;,',''/)()1(
221
1
1
1
akdondenkZZP
naZZP
n
aXn
ZX
ZP
n
XLSCZP
XXanXLSCXP
X
X
Si X < X, entonces ??? RESOLVER !!!
-
5/20/2018 04 Cartas de Control
19/24
Potencia de las Carta X bar
La empresa ALUMIN Ltda. fabrica rollos de aluminio para
unacarpintera de aluminio. Las especificaciones de la carpintera
son47.5 ms o menos 3 milmetros, para uno de sus productos
masvendidos (figura a la derecha). El Departamento de Calidad
delALUMIN utiliza una carta X para monitorear el proceso con
muestras de tamao 5. El riesgo que esta carta indique que
lamedia del proceso ha cambiado, siendo que no ha cambiado,
es0.012. Los lmites de control de la carta son 47 mm y 51.5 mm yla
confiabilidad de la carta es de 0.988.
EJERCICIO PARA REALIZAR EN CLASE
1. Calcular el % de producto no conforme.
2. Si se acepta a lo sumo 12% de no conformes, cunto es la
probabilidad
que una carta con a de 0.1 y n=9 detecte el cambio en la media
del procesocuando se est produciendo el % de no conformes fijado
anteriormente?
3. Si el riesgo que la carta indique que la media del proceso ha
cambiado,
siendo que no ha cambiado, es de 5% y el valor de a hallado en
el punto
anterior, con qu tamao de muestra n se debe trabajar si se desea
que la
probabilidad de que por lo menos una de las cuatro primeras
muestras
consecutivas detecte el cambio (dado que este ha ocurrido) sea
de 0.63,
aproximadamente?
-
5/20/2018 04 Cartas de Control
20/24
Cartas de Control por atributos
CARTAS P - NP
Una carta p es aquella que muestra el la fraccin no conforme del
proceso yla np es la que muestra el nmero de defectos encontrados
en un proceso.El anlisis para ambas es el mismo, sin embargo, la
carta np se utilizacuando n es constante y la p se utiliza cuando n
no es constante. Las p y npson utilizadas en conjunto ascomo las
X-barra y la R, ya que estas muestranlas caractersticas tanto de la
media como de la dispersin del proceso
productivo.
n
np
subgrupodeltamao
defectosnmerop
n
npp
n
pppLIC
pLC
n
pppLSC
)1(3
)1(3
)1(3
)1(3
pnpnpLIC
npLC
pnpnpLSC
-
5/20/2018 04 Cartas de Control
21/24
Cartas de Control por atributos
CARTAS U - C
La carta u trata con el nmero de defectos cuando el
materialinspeccionado no es constante en rea y longitud, en cambio
la carta c tratacon el nmero de defectos obtenidos de un nmero fijo
de muestras.
n
c
subgrupodeltamao
subgrupopordefectosnmerou
n
c
u
n
uuLIC
uLC
n
uuLSC
3
3
ccLIC
cLC
ccLSC
3
3
-
5/20/2018 04 Cartas de Control
22/24
Cartas de control por atributos
Tenemos 1000 piedras pequeas colocadas en un contenedor. Se
encuentran 150 verdes, 200 amarillas y70 rojas, el resto de las
piedras eran blancas.
1. Un muestreo aleatorio de 50 piedras fue tomado del contenedor
y fueron contadas las piedras verdes quese sacaron. Las 50 piedras
se volvieron a insertar en el contenedor y el mismo proceso fue
repetido 25
veces. Los resultados se muestran en la tabla 1. Estos
resultados son equivalentes al nmero de defectosencontrados en
proceso de produccin en el que el porcentaje de producto defectuoso
es de 15%.2. El mismo procedimiento se realiz pero las piedras
amarillas fueron contadas. Este procedimiento fue
repetido 10 veces. Los resultados se muestran en la tabla 2.
Estos resultados son equivalentes al nmerode defectos encontrados
en proceso de produccin en el que el porcentaje de producto
defectuoso es de20%.
3. El mismo procedimiento se realiz pero las piedras rojas
fueron contadas. Este procedimiento fue repetido10 veces. Los
resultados se muestran en la tabla 3. Estos resultados son
equivalentes al nmero de
defectos encontrados en proceso de produccin en el que el
porcentaje de producto defectuoso es de 7%.
EJERCICIO 1 PARA REALIZAR EN CLASE
Haga la Carta de Control correspondiente y examine hasta que
punto los cambios en
el proceso de produccin fueron reflejados en los cambios de las
cartas.
-
5/20/2018 04 Cartas de Control
23/24
Cartas de control por atributos
EJERCICIO 1 PARA REALIZAR EN CLASE
No.
Subgrupo
Tamao de
la muestra
No. de
piedras
verdes
No.
Subgrupo
Tamao de
la muestra
No. de
piedras
verdes
1 50 9 14 50 9
2 50 8 15 50 7
3 50 12 16 50 3
4 50 6 17 50 8
5 50 8 18 50 3
6 50 8 19 50 5
7 50 10 20 50 4
8 50 13 21 50 10
9 50 9 22 50 10
10 50 5 23 50 9
11 50 13 24 50 4
12 50 3 25 50 6
13 50 5
No.
Subgrupo
Tamao de
la muestra
No. de
piedras
amarillas
1 50 9
2 50 14
3 50 12
4 50 7
5 50 10
6 50 6
7 50 17
8 50 11
9 50 12
10 50 8
No.
Subgrupo
Tamao de
la muestra
No. de
piedras
rojas
1 50 5
2 50 3
3 50 6
4 50 1
5 50 3
6 50 7
7 50 4
8 50 6
9 50 3
10 50 4
Tabla 1.
Tabla 2. Tabla 3.
Suponga que los tamaos de la muestra fueron variables, que
cartas utilizamos?.
-
5/20/2018 04 Cartas de Control
24/24
Cartas de control por atributos
Lminas enormes de vidrio son producidos por un lquido
introducido en una bandeja y dejando que ellquido se enfre. Cada da
la lmina es llevada de produccin a control de calidad y el numero
de defectosde superficie son contados. A continuacin se muestra el
conteo en los ltimos 27 das: 6, 3, 4, 3, 4, 5, 5, 2,3, 9, 7, 2, 4,
7, 4, 4, 3, 3, 4, 7, 2, 7, 3, 3, 4, 5, 3
Resolver:1. Haga una tabla de series de tiempo para observar el
comportamiento de las fallas presentadas, el
proceso aparenta estar bajo control?2. Asumiendo que no hay
causas asignables al proceso para explicar los puntos atpicos,
estime el c del
proceso.3. Graficar la carta de control correspondiente. Calcule
los lmites de probabilidad exactas de este proceso.4. Suponga que
en la planta se tiene que histricamente la media de defectos en la
superficie es de
2.5/lmina, cmo responde a esto?
EJERCICIO 2 PARA REALIZAR EN CLASE
k
r
r
c
r
ekXP
c
0 !
)(