Upload
manuel2811
View
229
Download
0
Embed Size (px)
Citation preview
7/31/2019 Cartas de Control H
1/71
1
C A P T U L O
9
9.1. ADMINISTRACIN POR REACCINY LAS CARTAS DE CONTROL
N el interior de las empresas e instituciones existen personas, sean stas directivos,tcnicos o empleados, que se cuestionan ocasionalmente acerca del efecto que tiene loque se hace actualmente sobre la calidad, la eficiencia y las ventas de la empresa. Estos
cuestionamientos, que se pueden dar de distintas maneras, son ms fuertes si la organizacin est
intentando mejorar o si tiene problemas fuertes. El contexto de estos cuestionamientos es elhecho de que en la empresa generalmente se ha venido reaccionando de alguna manera ante loscambios y situaciones adversas. Por ejemplo, se reacciona y acta ante:
Disminucin de ventas Cancelacin de pedidos Deterioro de la calidad Lotes rechazados Reclamos y quejas de los clientes Retraso en la produccin Aumento de los costos de produccin y administracin
Excesiva rotacin de personal Accidentes de trabajo Nuevos productos de la competencia Fallas en equipos Problemas con proveedores
Muchos de estos cambios o problemas se estn repitiendo con frecuencia, y mucha gente trabajasistemticamente para evitarlos pero, sin embargo, se siguen dando.
La reaccin o acciones que se llevan a cabo para atender este tipo de problemas sondiversas: reuniones o juntas de trabajo, llamadas de atencin, regaos, carreras, llamadas portelfono, memoranda, nuevas reglas o indicaciones, disculpas, etctera. Sin embargo, parecieraque estas acciones no tienen ningn efecto, ya que el inventario de problemas que se dan en laempresa sigue siendo aproximadamente el mismo. En este contexto es natural preguntarse: Quefecto tiene lo que se hace? Los cambios o problemas ante los que actuamos se deben a una situacinespecial (o causa particular), o se deben a una problemtica general y comn que prevalece en todo unsector de la empresa?
CARTAS O DIAGRAMAS DE CONTROL
E
7/31/2019 Cartas de Control H
2/71
2
Las respuestas a estas preguntas podrn aclarar el trabajo a futuro, ya que implicarn dejar de haceralgunas cosas que se hacen ahora, modificar otras y desarrollar nuevas formas de actuar ante losproblemas, sean stos cotidianos o excepcionales. Las herramientas estadsticas bsicas, y muyespecialmente las cartas de control, son de mucha utilidad para contribuir a dar una respuestaadecuada a los cuestionamientos anteriores.
Como se dijo en el captulo 2, una de las principales fallas cuando se trata de corregir un problemaes que se acta por reaccin, de acuerdo con el resultado anterior y sin conocimiento de lavariabilidad. A continuacin se ilustra, a travs del experimento del embudo ideado por el Dr.Nelson, el efecto que tiene el reaccionar sin conocimiento de la variabilidad.
EXPERIMENTO DEL EMBUDO
Material: Un embudo cualquiera, una o varias canicas del mismo tamao que puedan pasar por elembudo con facilidad, dos plumones o marcadores y una cartulina de al menos 50 x 50 cm.
El experimento consiste en poner la cartulina sobre una mesa o en el piso y marcarla con unpequeo crculo al centro. Se dejarn caer las canicas a travs del embudo con objeto de que den enel "blanco" (el crculo que se marc en la cartulina).
Paso 1. Una persona debe sostener fijamente el embudo a una altura aproximada de un metro a partirde donde est la- cartulina, de tal forma que el embudo quede al centro y en direccin vertical alblanco. Iniciado el experimento no se podr mover el embudo. Fijo el embudo, otra persona debedejar caer una a una las canicas en el embudo, hasta completar 50 lanzamientos (al dejar caer lacanica, sta debe deslizarse
FIGURA 9.1Experimento delembudo,resultados del paso 1.
7/31/2019 Cartas de Control H
3/71
3
por la superficie del embudo). Una persona ms, usando uno de los plumones, deber marcarcon un punto visible el lugar de la cartulina donde va cayendo cada una de las canicas.
Despus de lanzar 50 veces una canica o 50 canicas, la cartulina va a tener una
apariencia similar a la de la figura 9.1. A partir de sta se puede apreciar que los resultadoshan sido muy malos: en muy pocas ocasiones se le dio al blanco. La canica se dirigi haciacualquier lado, algunas veces cerca del blanco y en otras bastante lejos de ste.
Tal vez los malos resultados se hayan debido a que, una vez fijado el embudo, no se pudocorregir su posicin. Para tratar de superar esto se va a hacer un segundo paso del experimento.
Paso 2. Usando la misma cartulina del paso 1, nuevamente se dejan caer una a una las 50canicas y el lugar donde caen se marca con una cruz. Pero ahora, en cada cada de una canica,quien detiene el embudo debe moverlo para que la siguiente canica s d en el blanco, de tal formaque si la canica cay 5 centmetros a la derecha del blanco entonces el embudo debe moverse 5centmetros a la izquierda para compensar el error.
Los resultados obtenidos en este segundo paso deben ser similares a los que se muestranen la figura 9.2, en la cual se puede ver que los resultados han sido an peores a los logrados en elpaso 1. Si al que detiene el embudo se le pagara por ajustar el embudo, entonces se le estara pagandopor empeorar las cosas.
Lo que se pas por alto en las modificaciones de la segunda parte del experimento es ignorarque la variabilidad observada en la figura 9.1 no se deba a que el embudo estuviera malcentrado, sino a una variabilidad natural causada por el sistema (dimetro del embudo, tamao dela canica, forma de dejar caer la canica, etctera). As, si lo que se quiere es reducir la variabilidaden torno al blanco, lo que se debe hacer es modificar las causas que la provocan. Por ejemplo,algunos cambios en el experimento que reduciran la variabilidad seran:
FIGURA 9.2Experimento del embudo,resultados de los pasos1 y 2.
Paso 1+Paso 2
http://ocasiones.se/http://ocasiones.se/7/31/2019 Cartas de Control H
4/71
4
aumentar el tamao de la canica, cambiar la forma de dejar caer la canica al embudo, en lugar de deslizarla, dejarla caer
directamente a su tubo, reducir el dimetro del tubo del embudo, y
disminuir la distancia del embudo a la cartulina.
Lo que se hizo en el paso 2 del experimento del embudo para tratar de disminuir la variabilidad es unclaro ejemplo del efecto que tiene el administrar segn el resultado anterior o administrar por reaccin, quepor lo general empeora los problemas. Veamos un ejemplo.
El cobre fundido se expulsa a travs de un orificio. Un obrero tiene la tarea de producirlingotes que pesen 25 kg. El peso de cada lingote hecho aparece ante l de manera automtica.Para hacer el siguiente lingote el obrero abre o cierra una llave, dependiendo de si el lingoteanterior pes ms o menos 25 kg.
El objetivo de este mtodo de trabajo es producir uniformidad pero, al igual que en el paso 2 delexperimento del embudo, lo nico que produce es desigualdad, aunque ni el obrero ni su jefe losepan. Se le paga al obrero para empeorar las cosas.
Lo que se podra hacer para producir uniformidad es dejar de administrar por reaccin yconocer la variabilidad natural del proceso mediante la aplicacin de una carta decontrol X - R, ya que con la ayuda de sta se podran detectar las situaciones o causas especiales queafectan el funcionamiento del proceso. La carta de control podra ser un punto de partida paratrabajar en las causas de fondo que alteran el proceso.
Estas situaciones de administrar sin el conocimiento de la variabilidad, ya sea segn el resultadoanterior o por reaccin es, desafortunadamente, algo muy frecuente en la gestin de las empresas.Algunos ejemplos de ello son los siguientes:
Ajustes al proceso cuando se sale de especificaciones.
Ajustes al proceso segn el resultado anterior.
La reaccin de enojo o reclamo a los trabajadores ante la queja de un cliente o antecualquier problema de calidad.
Reaccionar segn las cifras del periodo anterior (la tpica reunin para exigir reducircostos).
Reunin urgente de ejecutivos para corregir los problemas que se han presentado.
Un trabajador capacitado por otro en sucesin.
Reacciones ante las cifras diarias.
El problema en este tipo de reacciones no son las reacciones en s, sino la forma dereaccionar: se atienden los aspectos superficiales, se corrigen los efectos y no las causas; no seconduce a la ejecucin o revisin de un plan de mejora, no se parte de un anlisis objetivo de.los antecedentes del problema y se ignora la variabilidad que tiene el proceso o sistema.
De lo antes expuesto se concluye que tiene que pensarse en buscar cambiar la forma en quese atiende este tipo de situaciones (problemas): ser ms objetivos, ir al fondo,
EJEMPLO 9.1
7/31/2019 Cartas de Control H
5/71
5
trabajar en modificar el sistema, atacar los problemas con planes y no con puntadas u ocurrencias, sermetdicos, tomar en cuenta la variabilidad, distinguir entre cambios especiales y comunes. Entodo esto las herramientas estadsticas, y en particular las cartas de control, juegan un papelprimordial.
9.2 CAUSAS COMUNES Y CAUSASESPECIALES DE VARIACIN
Vivimos en un mundo de variabilidad: en nuestro trayecto a la escuela o el trabajo no siemprehacemos el mismo tiempo, el porcentaje de artculos defectuosos de lote a lote es variable, el tiempopara ejecutar una labor es diferente de un da a otro, la capacitacin y habilidad entre los trabajadoresno es idntica, no siempre se sigue un mtodo idntico de trabajo, a los clientes se les trata dedistintas formas, cada cliente es diferente. Son variables: los gastos mensuales en una empresa, la
calidad del producto final, los materiales, las mquinas, el medio ambiente, la temperatura yvelocidad de operacin de un proceso. Vivimos en un mundo de variabilidad y de cambios. Sinembargo, ah donde hay variabilidad, sta puede ser de dos tipos: variacin o cambios debidos acausas comunes y variacin debida a causas especiales o atribuibles.
La variacin debida a causas comunes (o debida al azar) es aquella que permanece da a da,lote a lote; es parte del sistema: materia prima, mtodos, procesos, formas organizativas. Estavariacin es inherente a las caractersticas esenciales del proceso, y es resultado de la acumulacin ycombinacin de diferentes fuentes de variabilidad. Por ejemplo, la variabilidad del paso 1 delexperimento del embudo que se muestra en la figura 9.1, se debe a causas comunes (sistema):tamao de las canicas, dimetro del embudo, forma de lanzar la canica. Las causas comunes sondifciles de identificar y eliminar, al ser inherentes al sistema; no obstante, representan a largo plazo
la mayor oportunidad de mejora. Para resolver los problemas debidos a causas comunes es necesarioatender el problema general, no el particular; es necesario modificar el sistema, y ambas cosas sehacen slo con un plan que diagnostique las verdaderas causas de fondo.
La variacin debida a causas especiales (o atribuibles) es algo especial, no es parte del sistemade causas comunes, esta variacin es causada por situaciones o circunstancias especiales que noestn presentes permanentemente en el sistema; por ejemplo, una falla ocasionada por el malfuncionamiento de una pieza en una mquina o el empleo de materiales no habituales. Las causasespeciales, por su naturaleza relativamente discreta, a menudo pueden ser identificadas y eliminadassi se cuenta con los conocimientos y condiciones para ello.
Un proceso que trabaja slo con causas comunes de variacin se dice que est en control estadstico(o es estable), independientemente de que su variabilidad sea mucha o poca, pero es predecible en elfuturo inmediato. En un proceso en control estadstico la calidad, la cantidad y los costos son predecibles.
Un proceso en el que estn presentes causas especiales de variacin se dice que est fuerade control estadstico (o es inestable). Este tipo de procesos es impredecible en el
7/31/2019 Cartas de Control H
6/71
6
futuro inmediato porque en cualquier momento pueden aparecer esas situaciones que tienen unefecto especial sobre la variabilidad.
Estos dos tipos de variabilidad llevan a cometer dos errores en la gestin cotidiana en lasempresas. ERROR 1: reaccionar ante un cambio (efecto o problema) como si proviniera de una
causa especial, cuando en realidad surge de algo mucho ms profundo en la empresa, como son las causascomunes de variacin o el sistema mismo. ERROR 2: tratar un efecto o cambio como si proviniera decausas comunes de variacin, cuando en realidad se debe a una causa especial.
Cada uno de estos dos errores causa una prdida. Se puede evitar uno u otro, pero no ambos. No esposible reducir a cero ambos errores. Lo mejor que se puede hacer es tratar de cometer rara vez ambos,y para ello es necesario contar con un instrumento que distinga la mayora de las veces cundo uncambio, un problema o una variacin se debe a causas comunes y cundo a causas especiales. Esteinstrumento lo constituyen precisamente las cartas de control, ideadas para ese propsito por el Dr.Walter Shewhart en la segunda mitad de los aos veinte. Una forma de ilustrar las causas devariacin y el error 1 es a travs del siguiente ejemplo comentado por Gabor.
Una lnea de produccin est sacando desperfectos o mellas en las latas. Si taldesperfecto est siendo provocado por un desgaste natural relativamente menor en lamaquinaria (causa especial), los trabajadores o los tcnicos pueden reducir o eliminar elproblema ajustando o remplazando las partes afectadas del equipo. Si, en cambio, las latassalen melladas porque la administracin est comprando hojalata de menor calidad (causacomn) quizs en un esfuerzo por reducir costos, entonces no hay nada que los operariospuedan hacer por el problema. Slo la administracin puede cambiar la poltica de compras.
Si en este caso se utiliza el proceso por reaccin, no por conocimiento de la variabilidad,
es natural que cuando la lnea de montaje arroje una lata defectuosa, la "reaccinvisceral" consista en llevar al operario a ajustar la maquinaria. En caso de queel problema resida en el material y no en la mquina, el ajuste puede descomponer el sistemay, por lo tanto, empeorar las cosas, lo cual llevar a nuevos y ms graves problemas.Mientras tanto, la verdadera fuente del inconveniente (el material) pasara inadvertida. ste esun ejemplo de las prdidas que causa el error 1.
9 .3 . ELEMENTOS BSICOS DE UNA CARTA DE CONTROL
La idea bsica de una carta de control es observar y analizar grficamente el comportamiento sobreel tiempo de una variable de un producto, o de un proceso, con el propsito de distinguir en tal variablesus variaciones debidas a causas comunes de las debidas a causas especiales (atribuibles). El uso adecuadode las cartas de control permitir detectar cambios y tendencias importantes en los procesos.
EJEMPLO 9.2
7/31/2019 Cartas de Control H
7/71
7
En la figura 9.3 se muestra una carta de control tpica, la cual se componebsicamente de tres lneas paralelas, comnmente horizontales, que rematan a la izquierda enuna escala numrica en las unidades de la variable, X, que se grfica en la carta. En la parte deabajo, paralela a las lneas hay un eje que sirve para identificar a quin pertenece cada valor de lavariable que ha sido representado en la carta mediante un punto. En caso de que el eje sea una
escala cronolgica, entonces los puntos consecutivos se unen con una lnea recta para indicar elorden en que ha ocurrido cada dato.
La lnea central de una carta de control representa el promedio de la variable que se estgraficando, cuando el proceso se encuentra en control estadstico. Las otras dos lneas se llamanlmites de control, superior e inferior, y estn en una posicin tal que, cuando el proceso est encontrol estadstico, hay una alta probabilidad de que prcticamente todos los valores de lavariable (puntos) caigan dentro de los lmites. De esta manera, si todos los puntos estn dentro delos lmites, entonces se supone que el proceso est en control estadstico. Por el contrario, si almenos un punto est fuera de los lmites de control, entonces esto es una seal de que elproceso est fuera de control estadstico, por lo que es necesario investigar cul es la causa deeste comportamiento o cambio especial. En general, los lmites de control son estimaciones de la
amplitud de la variacin natural de la variable (promedio, rangos, etctera) que se grafica en lacarta.
No siempre es indeseable que un punto caiga fuera de los lmites de control. Por ejemplo,en una carta donde se grafique la proporcin de artculos defectuosos, el que un punto est porabajo del lmite inferior indicar la presencia de una causa especial, que es positiva para la calidaddel proceso y que deber identificarse para tratar de que tal causa influya permanentemente en elproceso.
Lo que se observa en una carta de control no slo es que un punto caiga fuera de los lmitesde control, sino tambin cualquier formacin o patrn de puntos que tenga
FIGURA 9.3Ejemplo de unacarta de control
7/31/2019 Cartas de Control H
8/71
8
muy poca probabilidad de ocurrir en condiciones "normales", lo cual ser una seal de alerta sobreposibles cambios debidos a causas especiales. En la seccin 9.4 se presentan algunoscomportamientos de puntos que reflejan alguna anormalidad y con los cuales el proceso tambinestar fuera de control estadstico.
Lmites de control. La ubicacin de los limites de control en una carta es un aspecto fundamental,ya que si stos se ubican demasiado alejados de la lnea central entonces ser ms difcil detectar loscambios en el proceso, mientras que si se ubican demasiado estrechos se incrementar el error tipo 1.
Para calcular los lmites de control se debe proceder de tal forma que, bajo condiciones decontrol estadstico, la variable que se grfica en la carta tenga una alta probabilidad de caer dentro detales lmites. Por lo tanto, una forma de proceder es encontrar la distribucin de probabilidades de lavariable, estimar sus parmetros y ubicar los lmites de tal forma que un alto porcentaje de ladistribucin est dentro de ellos (ver Duncan, 1989); esta forma de proceder se conoce como lmitesde probabilidad.
Una forma ms sencilla y usual se obtiene a partir de la relacin entre la media y la desviacinestndar de una variable, que para el caso de una variable con distribucin normal con media ydesviacin estndar , y bajo condiciones de control estadstico, se tiene que entre - 3 y + 3se encuentra el 99.73%de los posibles valores que toma tal variable (ver Apndice). En caso de queno se tenga distribucin normal, pero se tenga una distribucin unimodal y con forma no muydistinta a la normal, entonces se aplica la regla emprica o la extensin del teorema de Chebyshev(ver captulo 4). Bajo estas condiciones, se presenta a continuacin un modelo general para una cartade control.
Sea X la variable (o estadstico) que se va a graficar en la carta de control, y suponiendo que sumedia es xysu desviacin estndar x,entonces el lmite de control superior (LCS), la lnea centraly el lmite de control inferior (LCI) estn dados por
LCS = x + 3 xLnea central = x
LCI = x - 3 x
Con estos lmites, y bajo condiciones de control estadstico, se tendr una alta probabilidad deque los valores de X estn dentro de ellos. En particular, si X tiene distribucin normal, talprobabilidad ser de 0.9973, con lo que se espera que bajo condiciones de control slo 27 puntos de10 000 caigan fuera de los lmites. Este tipo de carta de control fue originalmente propuesta por elDr. Walter A. Shewhart, por lo que se les conoce como cartas de control de Shewhart.
La forma de estimar la media y la desviacin estndar de X a partir de las observaciones delproceso, depender del tipo de variable que sea X, ya sea un promedio, un rango o un porcentaje.Esto se ver en las secciones siguientes.
Usos de una carta de control. La utilidad fundamental de las cartas de control es contribuir a cadauna de las actividades del CTC: controlar, mejorar e innovar procesos,
7/31/2019 Cartas de Control H
9/71
9
distinguiendo entre variaciones aleatorias (debidas a causas comunes) y variaciones especiales. Deesta manera, el uso adecuado de las cartas de control facilitar la identificacin oportuna detendencias y cambios importantes en los procesos, lo que permitir detectar cambios especiales,evaluar los efectos de planes de mejora, analizar la evolucin sobre el tiempos de variables deprocesos productivos o administrativos, etctera.
Las cartas han sido ampliamente usadas para detectar anormalidades oportunamente (es decir, paracontrolar procesos), ycon esto prevenir situaciones problemticas. Adems, la informacin queproporcionan las cartas de control puede ser usada para diagnosticar el funcionamiento del proceso yevaluar la capacidad del mismo.
Una de las aplicaciones ms importantes de las cartas de control consiste en evitar sobreajustesen el proceso (ver ejemplo 9.1). Y recientemente ayudan a dejar de administrar por reaccin, tantoprocesos productivos como administrativos. En sntesis, se podra decir que las cartas de controlson la herramienta especializada en el estudio de la variabilidad, el principal enemigo de lacalidad.
Tipos de cartas de control. Existen dos tipos generales de cartas de control: para variables ypara atributos. Las primeras se aplican a variables (o caractersticas de calidad) d tipo continuo,que intuitivamente son aquellas que requieren un instrumento de medicin pare medirse (pesos,volmenes, voltajes, longitudes, resistencias, temperaturas, humedad, etctera). Las cartas paravariables tipo Shewhart ms usuales son:
X (de promedios) R (de rangos) S (de desviaciones estndar) X (de medidas individuales)
Estas formas distintas de llamarle a una carta de control se deben al tipo de variable(estadstico) que se grafica en la carta: un promedio, un rango, etctera, por medio del cual setratar de controlar una caracterstica importante de un producto o un proceso.
Existen muchas caractersticas de calidad que no son medidas con un instrumento de medicinen una escala continua o almenos en una escala numrica. En estos casos, el producto se juzgacomo conforme o no conforme, dependiendo de si. posee ciertos atributos, y al producto se lepodr contar el nmero de defectos o no conformidades que posee el mismo. La variabilidad ytendencia central de este tipo de caractersticas de calidad de tipo- discreto sern analizadas a travsde las cartas de control para atributos:
p (proporciono fraccin de artculos defectuosos) np (nmero de unidades defectuosas) c (nmero de defectos) u (nmero de defectos por unidad)
En las secciones siguientes se ver cada una de las cartas que se mencionaron anteriormente.
7/31/2019 Cartas de Control H
10/71
7/31/2019 Cartas de Control H
11/71
11
TABLA 9.1 Peso de los costales de fertilizante
Muestra osubgrupo Peso de los costales Media Rango
1 50.2 49.9 49.0 50.1 49.80 1.22 50.3 50.2 50.0 49.3 49.95 1.03 49.8 50.0 50.0 49.7 49.88 0.34 50.0 49.4 50.1 50.5 50.00 1.15 50.2 49.8 49.1 49.9 49.75 1.16 49.2 50.7 49.1 49.8 49.70 1.67 49.6 49.9 49.5 49.9 49.73 0.48 50.2 49.8 49.5 50.6 50.03 1.19 50.1 49.3 49.0 49.3 49.43 1.1
10 50.8 49.6 49.8 50.4 50.15 1.211 50.7 48.8 49.7 50.1 49.83 1.912 50.3 49.6 49.4 49.3 49.65 1.013 49.3 49.3 49.2 50.5 49.58 1.314 50.2 50.5 50.2 50.9 50.45 0.715 48.8 50.2 49.5 49.6 49.53 1.416 50.9 49.5 49.3 49.9 49.90 1.617 49.7 48.8 49.6 49.5 49.40 0.918 49.4 49.3 49.4 50.2 49.58 0.919 49.9 49.7 49.9 49.1 49.65 0.820 49.7 49.2 49.4 49.7 49.50 0.521 50.6 49.6 49.6 49.9 49.93 1.022 49.9 49.9 50.0 49.7 49.88 0.323 49.6 50.2 49.9 48.7 49.60 1.524 49.6 48.9 50.2 49.0 49.43 1.3
Xbarra barra = 49.76 R-barra = 1.05
X barra barra = Promedio del promedio de las muestrasR-barra = Promedio del rango de las muestras
En el caso de la carta X barra ,la variable Xque se grafica es la media de las muestras, por lo que unaforma de estimar su media, x barra,es por
x = xbarra X barra barra ,donde X barra barra es la media de las medias de las muestras, mientras que la desviacin estndar delas medias de las muestras est dada por
x = x barra =n
donde n es el tamao de muestra (4 en este caso)y es la desviacin estndar de la caracterstica decalidad original (peso de los costales individuales). ste es un hecho
7/31/2019 Cartas de Control H
12/71
12
importante a diferenciar en las cartas X barra: una cosa es la desviacin estndar, , de lacaracterstica de calidad (los pesos de los costales individuales) y otra la desviacin estndar de las
medias de los subgrupos, x barra = n
. Esta ltima depende de la primera y del tamao de la
muestra.
En la mayora de los estudios iniciales se desconoce , por lo que es necesario estimarla a partirde los datos muestrales. Para ello, una alternativa sera calcular la desviacin estndar, S, del pesode los 96costales de la tabla 9.1.Sin embargo, hacerlo de esta forma incluira la variabilidad entremuestras y dentro de las muestras, y para la carta X-barra es ms apropiado incluir slo lavariabilidad dentro de muestras (ver Duncan, 1989).
Existe otra alternativa que slo incluye la variabilidad dentro de muestras, y que consiste enestimar a mediante la media de los rangos, R barra, de la siguiente manera:
2d
Rbarra
donde d2 es una constante que depende del tamao de la muestra1. En el Apndice se dan varios
valores de d2para distintos valores de n. De esta manera, los lmites de control para una carta decontrol X-barra,en un estudio inicial, se obtendrn de la siguiente manera:
LCS = X barra barra + A2R barra
Lnea central = X barra barra
LCI = X barra barra + A2R barra
dondebarra
barra
XbarrabarraR
ndn
d
R
nRA
2
2
2
3333
.
En el Apndice se dan valores de A2 para diferentes tamaos de muestra, n.
Por lo tanto, en el caso de los datos de la tabla 9.1 correspondientes al peso de los costales defertilizante, los lmites de control para la carta X barrason los siguientes:
LCS = 49.76 + (0.729 x 1.05) = 50.526
Lnea central = 49.76
LCI = 49.76 - (0.729 x 1.05) = 48.996
1 Esta constante, d2, es la media del rango relativo,
RW , que es una variable aleatoria que establece la
relacin entre el rango de una muestra de una distribucin normal, y la desviacin estndar de la misma distribucin.
7/31/2019 Cartas de Control H
13/71
13
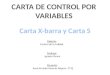
donde 0.729es el valor de A2 para un tamao de muestra de 4,que es el que se est usando en esteejemplo. La carta correspondiente se muestra en la figura 9.4.A partir de sta, se puede apreciar queel peso de los costales est bajo control estadstico en cuanto a tendencia central, con lo que se puedeafirmar que el peso de los costales flucta de manera estable alrededor de 49.76kilogramos. De aquque se tenga un hecho positivo (la estabilidad) y otro negativo (el promedio del proceso, 49.76) el
cual no es el deseado (50 kilos).
Aunque los lmites de control de una carta de medias se deducen a partir del supuesto denormalidad, si la caracterstica de calidad no sigue una distribucin normal, la carta X barra sigueteniendo un buen desempeo para detectar cambios significativos en la tendencia central de lacaracterstica de calidad, lo anterior debido al teorema central del lmite (ver Apndice). Al respectoexisten varios estudios que han concluido la robustez a la suposicin de normalidad (ver Shilling yNelson, 1976).Un supuesto que se hace en la interpretacin de todas las cartas de control que aquse vern, es que hay independencia entre los resultados de muestra a muestra.
Carta R. Este diagrama es utilizado para estudiar la variabilidad de una caracterstica de calidad deun producto o un proceso, y en ella se analiza el comportamiento sobre el tiempo de los rangos delas muestras o subgrupos. Los lmites de control para una carta R se obtienen a partir de la mismaforma general: la media ms/menos tres veces la desviacin estndar de la variable que se grafica enla carta, que en este caso son los rangos de las muestras, es decir
R +/- 3R
FIGURA 9.4Carta de mediaspara el pesode los costales. 0 3 6 9 12 15 18 21 24
51
50
49
48
Subgrupo o muestra
Medi
a
LCS
X barra barra
LCI
7/31/2019 Cartas de Control H
14/71
14
La estimacin de la media de los rangos, R , se hace a travs de R barra, mientras que laestimacin de la desviacin estndar de los rangos, R,se obtiene por
2
33
d
Rdd
barra
R
donde d3 es una constante que depende del tamao de la muestra. De esta manera los lmites de unacarta R,en un estudio inicial, se obtienen de la siguiente manera:
LCS = D4 R barra
Lnea central = R barra
LCI = D3R barra,
donde las constantes D3 y D4estn tabuladas directamente en el Apndice, para varios tamaos de
muestra. 2
Aplicando a esto los datos de la tabla 9.1 del peso de los costales de fertilizante, se tiene que loslmites de control para la carta Restn dados por
LCS = 2.282 x 1.05 = 2.3963
Lnea central = 1.05
LCI =0x1.05=0,
ya que del Apndice se obtiene D4 =2.282 y D3,para n = 4. La correspondiente carta R se muestra en
la figura 9.5,a partir de la cual se aprecia que el proceso estuvo en control estadstico en cuanto avariabilidad, por lo que el rango de las muestras de cuatro costales flucta de manera estable entre 0 y2.396kilogramos, con un promedio de 1.05kilos.
De esta manera, dado que la cartaR ha mostrado que la variabilidad del peso de los costales esestable, y que la carta de medias no detect ninguna situacin o causa especial que haya afectado latendencia central del proceso, entonces los lmites de control encontrados se pueden usar a futuropara controlar el proceso de envasado directamente en la lnea de produccin.
En la seccin 9.5se darn mayores detalles sobre la interpretacin de las cartas X barra - R.
2Las constantesD3y D4son una forma de simplificar los clculos, ya que
barrabarra
barra
barraRDR
d
d
d
RdRLCS
4
2
3
2
3313
barrabarra
barra
barraRDR
d
d
d
RdRLCI
3
2
3
2
3313
7/31/2019 Cartas de Control H
15/71
15
LMITES DE CONTROL, LMITES NATURALESY ESPECIFICACIONES
Un aspecto importante a resaltar en la interpretacin de una carta X barra es el hecho de que sus
lmites de control no son equivalentes a las especificaciones o tolerancias de la caracterstica decalidad; es ms, no tienen ninguna relacin, ya que los lmites de control son obtenidos a partir de lavariabilidad del proceso,y en la carta X barra representan la realidad en cuanto a la variabilidad de lasmedias de las muestras, en tanto que las especificaciones son valores deseados para las medicionesindividuales de la caracterstica de calidad.
En el ejemplo 9.3, el peso promedio de las muestras de cuatro costales flucta entre 48.996 y50.526 kilos, pero el no salirse ninguna media de estos lmites no quiere decir que el peso de loscostales individuales no se salga de los mismos, pues basta analizar un poco los datos individualesde la tabla 9.1 para darse cuenta de ello: en la muestra 11, el primer costal tiene un peso de 50.7, elcual es mayor que el LCS, mientras que el peso del segundo (48.8) es menor queel LCI.
Los limites de control en una carta X barra sirven para estudiar la realidad o variabilidad delproceso, vista a travs de las medias, y no sirven para ver si se cumple con las especificacionesdeseadas. Por ello no se les debe confundir, y mucho menos pretender graficar las especificacionesen una carta X barra.
Para estudiar la capacidad del proceso para cumplir con especificaciones se utilizan los ndicesde capacidad (ver seccin 9.10) o un histograma de los pesos individuales. Por ejemplo, en la figura9.6 se muestra un histograma para el peso de los 96 costales
Carta de rangospara el peso delos costales.
FIGURA 9.5
7/31/2019 Cartas de Control H
16/71
16
FIGURA 9.6Histograma para el peso delos costales de fertilizante.
48 49 50 51 52Peso
de la tabla 9.1, a partir del cual se observa que hubo costales con la especificacin inferior de 49,mientras que por el lado superior, aunque no hubo ningn costal que superara la correspondienteespecificacin, el cuerpo del histograma se ve muy ajustado, por lo que es natural pensar que elproceso s genera costales de ms de 51 kilos. Tambin en el mismo histograma se aprecia que elproceso est ligeramente movido a la izquierda del valor nominal de 50.
En el histograma de la figura 9.6 se han aadido unas lneas verticales para las especificacionesy para los lmites naturales del proceso (en -3s y + 3s). Estos ltimos reflejan la realidad de lavariacin del peso de los costales individuales, y han sido calculados estimando la desviacinestndar, , del peso de los costales mediante la media de los rangos de la tabla 9.1. As, los lmitesnaturales de variabilidad se calcularon de la forma siguiente:
x 3 x = X barra barra 3 (Rbarra / d2)
donde la variable X es el peso de los costales, y del Apndice se toma d 2 = 2.059 ya que los rangosse obtuvieron de muestras de tamao 4. De esta manera, el lmite natural inferior es 48.23 y el
superior 51.29, con lo que, de acuerdo con el estudio inicial y dado que el proceso est en controlestadstico, el peso de los costales de fertilizante flucta de manera estable entre 48.23 y 51.29 kilos.De aqu que, aunque el proceso est en control estadstico, sea incapaz de cumplir conespecificaciones (49 a 51). Para que el proceso cumpliera con dichas especificaciones, en elhistograma tendran que aparecer los lmites naturales (-3s y + 3s) dentro de las especificaciones.
Con base en_ lo anterior, y en el contexto de un proceso que se estudia con una carta de control
7/31/2019 Cartas de Control H
17/71
17
X barra - R, tenemos tres tipos de lmites:
1. Los lmites de control de la carta X barra, que reflejan la variabilidad del proceso, vista sta atravs de las medias de las muestras.
2. Las especificaciones (o lmites de especificaciones), que representan la calidad o el niveldeseado para la caracterstica de calidad. Estos se definen en el diseo del producto o delproceso, y se establecen de acuerdo con criterios de calidad.
3. Los lmites naturales del proceso, que representan el desempeo actual del proceso. Son lavariabilidad de las mediciones individuales, y no el de las medias como en el caso de loslmites de control de la carta X barra. La comparacin de los lmites naturales con los deespecificaciones permitir saber si se est produciendo la calidad deseada. Veamos elsiguiente ejemplo:
En una empresa fabricante de coronas o tapas metlicas para bebidas gaseosas, unaspecto importante es la cantidad de PVC que lleva cada corona, el cual determina el espesorde la pelcula necesario para que la bebida quede bien cerrada. Para que el espesor de lapelcula sea el adecuado se tiene que el peso de los grnulos de PVC debe estar entre 212 y218 miligramos. Si el peso es menor a 212, entonces, entre otras cosas, la pelcula es muydelgada y eso puede causar fugas de gas en la bebida. Si el peso es mayor a 218 gramos,entonces se gasta mucho PVC, con lo que se aumentan los costos de la corona. As que elpeso del PVC es una caracterstica importante de calidad de tipo continuo que debe cumplirel proceso de fabricacin de la corona.
El peso o calidad deseada es definida por las especificaciones o tolerancias, siendo elinferior igual a 212 miligramos y el superior a 218 (EI = 212 y ES = 218). Para asegurar quese cumple con estas exigencias se usa ordinariamente una carta de control: cada 30 minutosse toma una muestra de cuatro grnulos consecutivos de PVC y se pesa.
Ya se ha venido usando la carta X-barra, y actualmente su lnea central es igual a 214 yel rango promedio, Rbarra = 2.07. Por lo tanto, los lmites de control para la carta X barra estndados por
LCS = X barra barra + A2 R barra = 214 + (0.729 x 2.07) = 215.50
LCI = X barra barra - A2 R barra = 214 - (0.729 x 2.07) = 212.49
donde la constante A2 = 0.729 se obtiene del Apndice, usando n = 4. Entonces, si esteproceso est en control estadstico, las medias de las muestras de tamao 4 van a fluctuarentre 212.49 y 215.5 (ver figura 9.7). Como se puede apreciar, estos lmites estn dentro deespecificaciones, pero esto de ninguna manera quiere decir que se cumple con ellas, ya quelos lmites de la carta X barra son para las medias.
Para saber si el proceso cumple con las especificaciones, se calculan los lmitesnaturales para los pesos de los grnulos individuales de PVC, los cuales, como ya se vio,estn dados por
EJEMPLO 9.4
7/31/2019 Cartas de Control H
18/71
18
X barra barra 3 (R barra/ d2) = 214 3 x (2.07 / 2.059)= 214 3,
donde d2 = 2.059, el cual se obtiene del Apndice. De esta manera, el lmite natural (LN) inferior es211 gramos y el superior 217 (ver figura 9.7). A partir de los valores de los lmites naturales y de la
figura 9.7, se observa que s se cumple con la especificacin superior, pero no con la inferior.
Tambin se puede apreciar que la amplitud de la variacin de las medias muestrales siempre esms estrecha que el de las medidas individuales. Adems, si se mueve el proceso a la derecha unaunidad, se podr cumplir con las especificaciones.
CONTROL ESTADSTICO Y CAPACIDAD
Existen dos preguntas bsicas que hay que hacerse sobre un proceso: el proceso est en controlestadstico? El proceso es capaz de cumplir con especificaciones? Dependiendo de la respuesta aestas preguntas ser el tipo de proceso que se tenga y, por ende, el tipo de accin de mejora arealizar. Para que tenga sentido sobre el futuro inmediato el que un proceso sea til, primero tieneque estar bajo control estadstico; sin embargo, siendo menos estrictos se puede decir que un procesoes til si el nivel de disconformidades es suficientemente bajo para garantizar que no habr esfuerzosinmediatos para tratar de mejorar el proceso. Tomando en cuenta esta forma de decidir
FIGURA 9.7
Los tres tiposde limites.
7/31/2019 Cartas de Control H
19/71
19
TABLA 9.2 Estabilidad y capacidad: categoras de un proceso.
El proceso est en control estadstico?
si un proceso es til, en la tabla 9.2 se muestra un cuadro donde se presentan las cuatrocategoras que un proceso podra tener, en cuanto a capacidad y estabilidad.
ETAPAS DE UN ESTUDIO INICIAL CON UNA CARTA X barra - R
Aunque en la seccin 9.9 se ve con mayor detalle, y de manera general, los pasos en laimplantacin de una carta de control, a continuacin veremos algunos aspectos crticos sobre elestablecimiento por primera vez de una carta X - R, para lo cual es recomendable seguir al menos lossiguientes pasos:
1. Seleccionar la caracterstica de calidad2. Pensar y elegir el subgrupo (muestra)3. Recabar los datos4. Determinar lmites de control y su revisin futura
Seleccionar la caracterstica de calidad. La variable que se elija para ser analizada a travs deuna carta X barra - R debe ser una caracterstica de calidad de tipo continuo, es decir, que sea medibley pueda expresarse en nmeros.
A las caractersticas de calidad que pueden afectar el desempeo del producto debe drselesprioridad. stas pueden estar en funcin de la materia prima, componentes,
NoSiA (estado ideal) B (til pero inestable)
Aplicar las cartas de control ylas HB para prevenir la
ocurrencia de causasespeciales que perjudiquen el
desempeo futuro delproceso.
Si se usan las cartas de controltal vez se puedan identificar
las causas especiales. Serequiere analizar el proceso y
prevenir que su situacinempeore an ms.
C (estable pero incapaz) D (inestable e incapaz)
Usar las HB para diagnosticar
Y mejorar, y las cartas decontrol para identificarpatrones en el proces. Se
deben hacer esfuerzos seriosde mejora, y analizar las
especificaciones. El diseo deexperimentos puede ser til.
Es el peor proceso. Aplicarlas
HB para diagnosticar ymejorar. La utilizacin de lascartas de control podra
ayudara eliminar las causasespeciales, con lo que tal vez
mejore la capacidad. Serequieren anlisis muy serios.
S
El procesoes capaz?
No
7/31/2019 Cartas de Control H
20/71
20
subensambles o partes terminadas. La ms alta prioridad la deben tener las caractersticas que estndando dificultades en trminos de calidad, produccin o directamente en costos.
Pensar y elegir el subgrupo (muestra). Cada punto en una carta representa una muestra o un
subgrupo de artculos. La seleccin de los elementos que forman cada muestra debe hacerse de talmanera que si hay causas especiales presentes, stas aparezcan como diferencias entre muestras, nocomo diferencias entre los elementos que forman la muestra. En otras palabras, se debe buscar que lamuestra sea tan homognea como sea posible. Por ejemplo, si un proceso utiliza varias mquinas,sera mejor tomar una muestra separada de la produccin de cada mquina en lugar de que lamuestra venga formada por elementos de varias de ellas. Porque las diferencias entre mquinaspodran ser una causa especial de variacin. De esta manera, para obtener las cartas de control, elmuestreo aleatorio no es necesariamente el procedimiento de muestreo apropiado. La esencia desubagrupamiento est opuesta a la aleatorizacin.
As, la muestra o subgrupo debe formarse procurando cierta homogeneidad, entendiendo estobajo circunstancias especficas, como que una muestra representa a la misma mquina, operador o
molde. Bajo situaciones particulares algunas posibles fuentes de variabilidad podrn incluirse en lamisma muestra y otras en una muestra distinta. Por ello, antes que todo hay que razonar elsubagrupamiento. Una carta de control es til en la medida del esfuerzo que se dedique a su puestaen prctica (ver seccin 9.9).
Por otro lado, en cuanto a la forma concreta de elegir la muestra, existen dos procedimientosbsicos:
1. Mtodo del instante. Este primer procedimiento consiste en conformar la muestra o subgrupo conproductos hechos en un instante de tiempo tan pequeo como sea posible. Por ejemplo, una muestrala constituyen cinco piezas producidas de manera consecutiva o cinco piezas de entre una tanda deartculos producidos en forma reciente. La siguiente muestra es seleccionada de manera similar
posteriormente, media hora ms tarde por ejemplo.2. Mtodo del periodo. El segundo procedimiento consiste en seleccionar la muestra de entre las partes
producidas en un periodo determinado, de manera que la muestra sea representativa de toda laproduccin de dicho periodo. Por ejemplo, un inspector va peridicamente, cada hora tal vez, acierta zona del proceso y elige aleatoriamente cinco piezas de entre las que se produjeron en laltima hora.
El mtodo del instante es el que se usa con ms frecuencia, fundamentalmente porque con l selogran muestras ms homogneas y porque proporciona una referencia del tiempo lo que es til paralocalizar las causas especiales de variacin. Adems permite reaccionar con mayor oportunidad yexactitud.
La ventaja del mtodo del periodo es que proporciona mejor informacin sobre la calidad, no assobre la variabilidad. En general, el mtodo del periodo se usa cuando, debido a las circunstanciasparticulares del proceso, no se puede utilizar el otro.
En cuanto al tamao de muestra para una carta X barra - R, ste se determina a partir del tipo decambios que se desea detectar. Por ejemplo, para detectar cambios de
7/31/2019 Cartas de Control H
21/71
21
moderados a grandes es suficiente con usar tamaos muestrales de: n = 4, 5 o 6, ya que sonrazonablemente efectivos. Si se quiere detectar cambios pequeos, entonces se incrementa el tamaode muestra; si tal incremento no va ms all de n = 10 o 12, se sigue usando la carta R. Pero si esmayor, entonces la carta R ya no resulta igual de efectiva, por lo que se deber cambiar por una cartaS (ver Montgomery, 1991). Si el proceso es delicado y se requiere detectar cambios muy pequeos,
entonces se necesitarn tamaos de muestra de entre 15 a 25, pero ya no usando la carta X barra - R,sino la X barra -S.
En cuanto a la frecuencia del muestreo hay pocos criterios que lo rijan. Pero la frecuencia deberser suficiente para detectar el tipo de cambios que se desea identificar. En general, se prefierenmuestras pequeas ms frecuentemente, que muestras grandes con poca frecuencia. Por ejemplo,entre cinco piezas cada media hora y 20 piezas cada 2 horas, en la prctica se prefiere lo primero.
Una regla rpida que se usa de vez en cuando para ajustar tanto la frecuencia como el tamaode muestra en una carta X barra - Res una adaptacin de la tabla de muestreo de aceptacin paravariables Military Standard 414. Esta adaptacin sugiere que el nmero de piezas a inspeccionar porlote est dado por
Tamao de lotePorcentaje amuestrear
60 a 300 10%301 a 1000 5%
1001 a 5000 2%Ms de 5000 1 %
Normalmente, si no se produce por lotes, entonces el tamao de lote para cartas de control paravariables puede considerarse como la produccin de un da, o puede extenderse a lo ms a laproduccin de una semana.
Aplicando lo anterior, supongamos que se tiene una produccin estimada de 400 piezas por da(que est entre 301 y 1000), entonces se pueden inspeccionar el 5% de las piezas, es decir, 20 piezaspor da. Lo cual, pensando en una carta X - R, se puede hacer mediante cuatro muestras de cincopiezas cada una, distribuidas de manera adecuada a lo largo del da.
Recabar los datos. Mediante un formato adecuado se deben obtener los datos, siguiendo elmtodo, el tamao y la frecuencia de muestreo que se definieron previamente. Es usual que, cuando
una carta ya est en operacin, los datos sean colectados por los mismos operadores o inspectores.En un estudio inicial se deben recabar al menos 20 muestras o subgrupos de datos, que representenla realidad del proceso durante un lapso adecuado de tiempo.
Determinar lmites de control y su revisin futura. Aplicando las frmulas que anteriormente sedieron se calculan los lmites preliminares tanto para la carta de medias como para la de rangos. Silos datos reflejan que el proceso est en control estadstico tanto en lo referente a variabilidad comoa tendencia central, entonces estos lmites se
7/31/2019 Cartas de Control H
22/71
22
EJEMPLO 9.5
seguirn usando para analizar el proceso en el presente y en el futuro. Una vez establecidos loslmites de control, para analizar si el proceso est en control estadstico ya no ser necesario esperara tener 20 puntos en la carta, sino que, en el momento de obtener la muestra, se podr saber si elpunto cae fuera de los lmites de control o si se ha dado algn otro patrn no aleatorio.
En caso de que en el estudio inicial aparezcan pocos puntos fuera de los lmites de control, entoncesdado que estos puntos influyen en los lmites calculados, es usual investigar la situacin especial quecaus que los puntos estn fuera de los lmites. Una vez que se ha identificado la causa, es necesarioexcluir los datos que representan los puntos fuera y recalcular los lmites de control sin la influenciade estas situaciones especiales.
En caso de que no se encuentre la causa que provoc que los puntos estn fuera de los lmites, lo quees probable en un estudio inicial ya que se est analizando un hecho pasado, entonces es preferibleretener los puntos y trabajar a futuro con los lmites calculados desde el inicio, aunque tambin sepodra optar por eliminar los puntos y recalcular los lmites.
Por otra parte, si en el estudio inicial muchos puntos se salen de los lmites de control, excluirlos tal
vez no resulte apropiado, e investigar las causas en cada uno de ellos tambin resultar imprctico yser un trabajo poco productivo. En estos casos, por lo general, resulta ms conveniente centrarse enel patrn formado por estos puntos en la carta, para tratar de mejorar el proceso y lograr en el mismouna mejor estabilidad. En estos casos se debe contemplar el recurrir incluso a otras tcnicasestadsticas, como el diseo de experimentos, por ejemplo.
En cualquiera de los casos anteriores, una vez que se tienen lmites de control definitivos para usarseen el futuro, stos no se cambiarn hasta que la realidad del proceso sea otra, por ejemplo, que sehaya reducido su variabilidad significativamente o mejorado el centrado del proceso. En ocasiones,en algunas empresas se acostumbra revisar o recalcular peridicamente los lmites; en estos casos sedebe ser cuidadoso de imitar esta prctica, ya que si el periodo es muy corto puede ocurrir que no sedetecten ciertos cambios o tendencias que se estn registrando en las cartas. Por ejemplo, una
semana es un periodo muy corto para recalcular los lmites de control. En algunos procesos s sejustifica el recalcular los lmites, por ejemplo cuando se da mantenimiento o se ajustan ciertosprocesos. En todo caso, se debe tener muy claro el propsito.
Una prctica en algunas empresas, que consiste en sustituir los lmites de control por lmites deespecificaciones, se debe evitar a toda costa, sobre todo en la carta de medias. Tambin en ocasionesla lnea central de una carta de medias se sustituye por un valor objetivo o deseado, lo cual tambinse debe evitar, pues aunque en algunas ocasiones puede justificarse, en general, cuando se hace esto,la carta de control pierde su propsito. A continuacin se ilustran algunos de los aspectos que se hanmencionado anteriormente, mediante el siguiente ejemplo.
En una fbrica de bolsas de hule (o plstico) un aspecto importante de calidad es ladimensin de las bolsas. En una fase del proceso, mquinas de cierto tipo deben cortarautomticamente las bolsas a una medida ideal de 30 cm con una tolerancia de 0.5 cm.
7/31/2019 Cartas de Control H
23/71
23
TABLA 9.3 Longitud de las bolsas de hule
Muestra Longitud de las bolsas Media Rango
1 30.3 30.2 29.9 30.3 30.1 30.16 0.42 30.0 30.1 29.9 29.8 30.1 29.98 0.33 30.0 30.1 30.2 29.8 30.0 30.02 0.44 29.7 30.1 29.8 30.0 30.0 29.98 0.45 30.0 29.8 30.0 29.9 30.1 29.96 0.36 30.1 30.2 30.3 30.0 29.9 30.10 0.47 30.3 30.0 29.9 29.7 29.9 29.96 0.68 30.2 29.9 30.0 30.0 30.1 30.04 0.39 29.9 30.2 30.0 29.9 30.0 30.00 0.3
10 29.6 30.1 29.9 30.0 30.0 29.92 0.511 30.3 29.8 30.0 30.1 30.0 30.04 0.512 29.5 29.6 29.8 29.6 30.0 29.70 0.513 30.1 29.9 30.3 29.9 30.2 30.08 0.4
14 29.8 29.9 30.0 29.9 29.7 29.86 0.315 29.9 30.3 29.9 29.9 30.5 30.10 0.616 29.9 30.1 30.2 30.2 30.1 30.10 0.317 30.1 30.1 29.9 30.1 29.9 30.02 0.218 29.7 29.5 30.0 29.6 29.7 29.70 0.519 30.2 30.0 30.0 29.9 30.0 30.02 0.320 30.1 30.0 30.1 29.9 29.8 29.98 0.321 29.9 30.1 29.9 30.2 30.0 30.02 0.322 30.0 29.9 29.7 30.0 29.8 29.88 0.3
X barra barra = 29.98 R barra = 0.382
Para asegurarse de que las dimensiones de las bolsas son las correctas, "de vez en cuando" eloperador mide una bolsa y dependiendo de tal medida decide ajustar o no a la mquina. Estasmediciones, adems de que no son sistemticas, no se registran.
Esta forma de controlar la calidad no es adecuada porque generalmente lleva a administrar porreaccin, como en el ejemplo 9.1 del juego del embudo, y a no darse cuenta de cambios importantesen los procesos, como podra ser una tendencia. Tal forma de proceder es reactiva, correctiva, nosistemtica y muchas veces tarda. Y lo deseable es tener mtodos de control oportunos ypreventivos.
Como ocasionalmente se venan teniendo reclamos de los clientes que usan las bolsas comoinsumo, se decide poner en prctica una carta de control X barra - R, teniendo en mente los siguientespropsitos: evaluar cul es la dimensin de las bolsas que se estn cortando actualmente, analizar laestabilidad de la mquina que hace el corte, tratar de mejorar calidad y tener mejores mtodos paradeterminar cundo realizar ajustes a la mquina.
7/31/2019 Cartas de Control H
24/71
24
Carta de Rangospara la longitud delas bolsas de hule
De modo que la caracterstica de calidad a controlar es la dimensin de las bolsas de hule. Paramuestrear, tomando en cuenta las consideraciones hechas respecto a la eleccin de la muestra, sedecide tomar cinco bolsas consecutivas cada hora y media. Los datos obtenidos en cuatro das semuestran en la tabla 9.3.
Para analizar estos datos mediante la carta X barra - Rlo primero que se debe hacer es calcularlos lmites de control. En particular los lmites para la carta de rangos son los siguientes:
LCI = D4 R barra = 0 x 0.3818 = 0
Lnea central = R barra = 0.3818
LCS = D3 R barra = 2.115 x 0.3818 = 0.807,
mientras que los lmites para la carta X barra son:
LCS = X barra barra + A2 R barra = 29.98 + (0.577 x 0.3818) = 30.2
Lnea central = X barra barra = 29.98
LCI = X barra barra - A2R barra = 29.98 - (0.577 x 0.3818) = 29.76
Las constantes para el clculo de los lmites de control se obtuvieron del Apndice,
FIGURA 9.8
7/31/2019 Cartas de Control H
25/71
25
tomando n = 5. En las figuras 9.8 y 9.9 se muestran las cartas de rangos y de medias, respectivamente.
En la carta R se puede apreciar que la mquina que hace los cortes de las bolsas estuvo bajocontrol estadstico en cuanto a variabilidad, ya que no hubo puntos fuera de los lmites y no se dioningn patrn especial. El rango de las muestras de tamao 5 que fueron tomadas durante 4 dasestuvo fluctuando de manera estable entre 0 y 0.807 centmetros.
Mientras que la carta de medias refleja que el proceso no estuvo en control estadstico encuanto a la tendencia central, ya que los puntos correspondientes a las muestras 12 y18 se salierondel lmite inferior de la carta X barra adicional a ello no se present ningn patrn. Por lo tanto, en elentorno del momento en que se tomaron estas muestras, la mquina estuvo funcionando bajo unacausa especial, de tal forma que estuvo cortando bolsas ms pequeas de lo que ordinariamente lohace.
As, el proceso estuvo fuera de control estadstico, y se debe investigar qu de especial ocurri en elentorno en el momento en que se tomaron las muestras 12 y 18, para en el futuro evitarlo o prevenirlo,y que el proceso pueda funcionar de manera estable.
Respecto a la capacidad de la mquina para cortar bolsas dentro de ciertas especificaciones, se puedeapreciar en la tabla 9.3 que la longitud de las bolsas muestreadas estuvo dentro de las especificaciones.Sin embargo, en las muestras 12 y 18 la dimensin de algunas bolsas coincide con la especificacininferior, por lo que existe la posibilidad de que la produccin generada en el entorno de tales muestrasno cumpla con las
Carta de mediaspara la longitudde las bolsas dehule.
FIGURA 9.9
7/31/2019 Cartas de Control H
26/71
26
especificaciones. De esta manera, para que tenga sentido hablar de que la mquina que hace loscortes es capaz, se requiere que est bajo control estadstico, de lo contrario no se podr predecirconfiablemente sobre el futuro inmediato.
En sntesis, se tiene que el proceso est fuera de control estadstico y, si slo nos atenemos a los
datos mustrales de la tabla 9.3, es capaz de cumplir con las especificaciones, quedando en evidenciala diferencia entre ambos conceptos. De acuerdo con la tabla 9.2, el proceso cae en la categora B,por lo que el uso de la carta de control sera de utilidad para detectar las situaciones especiales queprovocan la falta de control. Adems, se debe analizar de cerca la mquina de corte para prevenirque empeore; en particular algo que se debe modificar es la forma en que se ajusta actualmente. Eneste sentido, la carta de medias podra ayudar a hacer los ajustes en la mquina, ya que si en lamquina se empieza a dar alguna tendencia a hacer cortes ms pequeos o ms grandes, esto sedetectara rpidamente mediante la carta X barra, con lo que se podra actuar con oportunidad, y nohasta que la situacin haga crisis.
Para decidir qu lmites de control se usarn para analizar los datos futuros, lo primero que sedebe hacer, como habamos dicho, es investigar qu es lo que estuvo ocurriendo de especial cuando
se tomaron las muestras 12 y 18. Si se encuentran las causas se eliminan estas muestras, y con elresto de datos se recalculan los lmites de control definitivos; si no se encuentran, entonces loslmites ya calculados se usarn como definitivos.
Las personas que estaban haciendo este estudio inicial en la mquina de corte se dieron cuentade que las muestras 12 y 18 coinciden con el inicio del tercer y cuarto das. En particular en esteltimo da se cree que la causa especial est asociada con un nuevo lote de materia prima, por lo quedeciden slo excluir la muestra 18. De esta manera, se excluye la muestra 18 y se recalculan loslmites de control. Por lo tanto, los lmites a usar a futuro para la carta de medias son
LCI = 29.776
Lnea central = 29.993
LCS = 30.210,
mientras que los lmites definitivos para la carta de rangos sern
LCI = 0
Lnea central = 0.376
LCS = 0.795
Estos lmites se usarn hasta que haya un cambio permanente en la mquina, tal como unaumento o reduccin de la variabilidad. Su uso adecuado podr ayudar a identificar las situacionesque hicieron que la mquina haya estado fuera de control estadstico en cuanto a la tendencia central.Tambin ayudar a evitar ajustes innecesarios y a prevenir la ocurrencia de situaciones queempeoren el desempeo de la mquina.
7/31/2019 Cartas de Control H
27/71
7/31/2019 Cartas de Control H
28/71
28
PATRN 1. CAMBIOS (BRINCOS) EN EL NIVEL DEL PROCESO
Este patrn es un cambio que se registra en la carta cuando pocos puntos estn fuera o muy
cerca de los lmites de control (ver figura 9.11) o cuando una gran cantidad de puntos caen de unsolo lado de la lnea central (ver figura 9.12). Estos cambios especiales pueden deberse a laintroduccin de nuevos trabajadores, mquinas, materiales o mtodos; tambin pueden deberse acambios en los mtodos de inspeccin, o a una mayor o menor atencin de los trabajadores. Cuandoesto ocurre en las cartas X barra, p, np, u o c, se dice que ha habido un cambio en el nivel promediodel proceso; por ejemplo, en las cartas de atributos eso significa que el nivel promedio dedisconformidades se increment o disminuy, mientras que en la carta X barra un cambio de nivelsignifica que el centrado del proceso tuvo cambios. En la carta R significa que la variabilidadaument o disminuy.
Un cambio en el nivel del proceso ha ocurrido cuando se cumple una de las siguientes cuatropruebas:
Prueba 1. Un punto fuera de los lmites de control.
Prueba 2. Dos de tres puntos consecutivos en la zona A o ms all.
Prueba 3. Cuatro de cinco puntos consecutivos en la zona B o ms all.
El cumplimiento de estas tres pruebas se muestra en la figura 9.11. Cuando se est analizando elproceso con datos o muestras recin obtenidas y se cumple alguna de las tres pruebas, entonces esoes indicativo de que ha entrado al proceso una causa especial que ha provocado que el proceso estoperando con otro nivel. Tal cambio pudo darse
FIGURA 9.11Cambio de nivelen un proceso,pruebas 1, 2 y3.
7/31/2019 Cartas de Control H
29/71
29
de manera paulatina hasta que alcanz una magnitud considerable y la carta lo registr, o tambinpudo darse desde hace un rato de manera repentina. En cualquier caso se debe investigar qu deespecial ha ocurrido, identificarlo y actuar en consecuencia. De no hacerse nada puede que despusde un tiempo el proceso regrese a su nivel normal, una vez que haya desaparecido la causa. Pero
tambin puede ocurrir que dicha causa se quede permanentemente en el proceso hasta que se hagaalgo para eliminarla.
Siempre que se detecte un cambio de nivel se debe actuar inmediatamente para identificar lacausa, lo cual permitir conocer ms el proceso, con lo que si el cambio es positivo se estar enposibilidades de mantener esa mejora; por el contrario, si el cambio se traduce en mala calidad sedebe trabajar para lograr el nivel anterior o para prevenir que en el futuro no se d tal cambioespecial.
En ocasiones, cuando se cumple alguna de las tres pruebas anteriores, lo que se hace adems deinvestigar la causa, es tomar datos de inmediato para confirmar el cambio y monitorear ms de cercalo que est pasando en el proceso.
Prueba 4. Ocho puntos consecutivos de un solo lado de la lnea central.
Este cambio de nivel se muestra en la primera parte de la figura 9.12. En estos casos la causaespecial ha entrado al proceso, y posiblemente eso haya ocurrido hace ocho muestras, por lo cual setrata de un cambio ms permanente. Por ejemplo, cuando se dan ocho puntos consecutivos por abajode la lnea central en una carta R, entonces se ha dado una reduccin definitiva en la variabilidad delproceso; si eso ocurre en una carta de atributos, entonces se ha dado una reduccin ms definitiva enel nivel promedio de piezas defectuosas del proceso (ver ejemplo 9.7); todo lo contrario se
FIGURA 9.12
Cambio denivel, prueba 4.
7/31/2019 Cartas de Control H
30/71
30
puede decir si los ocho puntos estn por arriba de la lnea central: aumento de variabilidad eincremento en el nivel promedio de defectuosos, respectivamente.
En ocasiones, dada la importancia de detectar con ms oportunidad este tipo de cambios, la prueba4 se ampla de la siguiente manera:
Al menos 10 de 11 puntos consecutivos ocurren de un mismo lado de la lnea central, como semuestra en la segunda parte de la figura 9.12.
Al menos 12 de 14 puntos consecutivos ocurren de un mismo lado de la lnea central.
Si adems de la prueba 4 se cumple alguna de las tres primeras, eso ser an mayor evidencia deque un cambio especial ha ocurrido.
Cuando una carta detecta que el proceso t o un brinco o cambio de nivel, el administrador de lacarta no debe "hacerse de la vista gorda" y esperar a ver si pasa el cambio, porque se estardesaprovechando una oportunidad para identificar los factores que afectan al proceso negativa opositivamente. Si una carta no se usa para actuar sobre el proceso, pierde mucho de su potencial.
Estas cuatro pruebas se construyeron bajo el supuesto de normalidad, y bajo control estadsticotienen muy poca probabilidad de ocurrir (ver Camacho y Gutirrez, 1994). Por ello la aplicacin a lacarta de medias genera muy pocas falsas alarmas.4 Con las otras cartas ocurre algo similar; sinembargo, se tienen las siguientes precisiones:
1. En la carta R con tamao de muestra mayor o igual que 5 la aplicacin de las cuatro pruebases aproximadamente igual de confiable que en la carta X barra. Para tamaos de muestramenor que 5 la aplicacin de la prueba 2 a 4 del lado superior de la carta es todava msconfiable; pero del lado inferior se generan ms falsas alarmas, por lo que en este caso sepueden aplicar las pruebas construidas para cuando se usa un tamao de muestra n - 2. Las
pruebas 2, 3 y 4 modificadas para aplicarse en la carta de rangos del lado inferior cuando setienen tamaos de muestra menores que n - 5 son: la prueba 2 debe convertirse en 4 puntosconsecutivos en la zona A, la prueba tres en 6 puntos consecutivos en la zona B o ms all yla prueba cuatro en 10 puntos consecutivos por abajo de la lnea central (ver WesternElectric, 1958).
2. En el caso de las cartas p y np, para ciertos tamaos mustrales y valores de p se genera unamayor cantidad de falsas alarmas que las que se esperaran con la carta de medias. Sobretodo la prueba 2 en el lado superior y la 4 en el lado inferior (ver Camacho y Gutirrez,1994). Por ello, si las pruebas 2 a 4 resultan positivas, se pueden ver como un aviso dealerta, donde a la vez que se trate de investigar qu de especial est pasando, tambin sepueda confirmar si realmente ha ocurrido un cambio. En la seccin 9.6, donde se vern condetalle las cartas p y np, se propone una alternativa en la construccin de tales cartas, quepermite aplicar con ms confianza las pruebas 2 a 4.
4 Se dice que hay una falsa alarma cuando en la carta se detecta que el proceso est fuera de control estadstico,cuando en realidad no es as. Sin embargo, la probabilidad de una falsa alarma en la carta de medias es muy baja: se
espera que con la prueba 1 una falsa alarma ocurra en promedio cada 370 puntos en la carta.
7/31/2019 Cartas de Control H
31/71
31
PATRN 2. TENDENCIAS EN EL NIVEL DEL PROCESO
Este patrn consiste en una tendencia a incrementarse (o disminuirse) los valores de los puntosen la carta, como se aprecia en la figura 9.13. Una tendencia bien definida y larga no es un patrnaleatorio, por ello se debe a alguna causa especial. Por ejemplo, puede deberse al deterioro gradualdel equipo de produccin, desgaste de las herramientas de corte; acumulacin de productos dedesperdicio en las tuberas, calentamiento de mquinas o cambios graduales en las condiciones delmedio ambiente. Estas causas se reflejan prcticamente en todas las cartas excepto en la de rangos.
Las tendencias en una carta de rangos son ms raras, pero cuando se dan, pueden deberse a lamejora o empeoramiento de la habilidad de un operario, a la fatiga del operario (la tendencia serepetir en cada turno) y al cambio gradual en la homogeneidad de la materia prima.
Para determinar si hay una tendencia en el proceso se tiene la siguiente prueba concreta:
Prueba 5. Seis puntos consecutivos ascendentes (o descendentes).
El cumplimiento de esta prueba se muestra en la primera parte de la figura 9.13. En ocasiones sepresentan tendencias que no se ajustan a la prueba 5, como es el caso de la que se presenta en lasegunda parte de la figura 9.13. En este caso evidentemente hay una tendencia, ya que es demasiadolargo el movimiento ascendente como para que sea aleatorio. Cuando se presenta este tipo detendencias, pero ms cortas, resulta difcil determinar cundo es un comportamiento aleatorio ocundo no lo es. Sin
Tendencias noaleatorias en unproceso
FIGURA 9.13
7/31/2019 Cartas de Control H
32/71
32
embargo, el conocimiento del proceso y un buen uso de las cartas de control podrn facilitar laidentificacin. La recomendacin bsica en este caso sera que, en el momento en que se d un flujolargo y creciente de puntos que parezca no aleatorio, entonces es una seal de alerta para vigilarms de cerca el desempeo del proceso, para que en su caso se pueda identificar la causa delmismo.
El uso de las cartas de control para determinar el momento oportuno de dar mantenimiento oajustes en el proceso resulta de mucha utilidad, ya que cuando se vuelve indispensable elmantenimiento esto puede reflejarse en una tendencia.
Cuando se dan puntos consecutivos de manera ascendente o descendente, es importanteajustarse en forma exacta al criterio de la prueba 5 para detectar tendencias, de lo contrario se puededetectar donde slo hubo variabilidad aleatoria. No es vlido afirmar que hubo una ligera tendenciacuando se presentaron tres, cuatro o cinco puntos consecutivos en aumento o en disminucin. Sedebe ser categrico: hubo o no tendencias, siendo claro el criterio para ello.
Desde el punto de vista probabilstico resulta confiable la aplicacin de la prueba 5 a todas las
cartas que se describen en este libro.
Cabe aclarar que existen procesos que por su naturaleza siempre operan con tendencias. Enestos casos se dice que no hay independencia entre puntos consecutivos, por ello la aplicacin de lascartas que se describen en este libro no resultan adecuadas. En este tipo de casos se debe recurrir aotro tipo de cartas de control (ver cap. 8, Montgomery, 1991).
PATRN 3. CICLOS RECURRENTES (PERIODICIDAD)
Otro patrn no aleatorio que pueden presentar las cartas es un comportamiento cclico de lospuntos. Por ejemplo, se da un flujo de puntos consecutivos que tienden a crecery luego se presentaun flujo similar pero de manera descendente, y esto se repite cclicamente. Cuando uncomportamiento cclico se presenta en la carta X barra, entonces las posibles causas son temperaturau otros cambios peridicos en el ambiente; diferencias en los dispositivos de medicin o de pruebaque se utilizan en cierto orden; rotacin regular de mquinas u operarios; efecto sistemticoproducido por dos mquinas, operarios o proveedores que se usan alternadamente.
Si el comportamiento cclico se presenta en la carta de rangos, entonces algunas de las posiblescausas son mantenimiento preventivo programado o fatiga de trabajadores o secretarias. Las cartas p,np, c y u se ven afectadas por las mismas causas que las cartas de medias y rangos.
Para saber si hay un ciclo se debe observar que, en efecto, ste se repita peridicamente. Porello se debe ser muy cuidadoso y recurrir al conocimiento del proceso y a un buen uso de la carta.Cuando el ciclo consiste en que los puntos se van alternando entre altos y bajos, tenemos la siguienteprueba.
Prueba 6. Catorce puntos consecutivos alternando entre altosy bajos.
El cumplimiento de esta prueba se muestra en la figura 9.14. Un error frecuente deinterpretacin en los ciclos como el de esta figura, es declarar que hubo un ciclo slo.
7/31/2019 Cartas de Control H
33/71
33
FIGURA 9.14
Un comportamientoCclico en unproceso.
porque unos cuantos puntos en la carta se van alternando entre altos y bajos; el criterio en estoscasos es muy claro: "14 puntos consecutivos alternando entre altos y bajos".
Desde el punto de vista probabilstico resulta confiable la aplicacin de la prueba 6 a todas lascartas que se describen en este libro.
PATRN 4. MUCHA VARIABILIDAD
Una seal de que en el proceso hay una causa especial de variacin, que provoca que est fuerade control estadstico, se manifiesta mediante una alta proporcin de puntos cerca de los lmites decontrol, a ambos lados de la lnea central, y muy pocos o ningn punto en la parte central de la carta.En estos casos se dice que hay mucha variabilidad, como se puede ver en la figura 9.15. Algunas
causas que pueden afectar a la carta X barra de esta manera son sobrecontrol o ajustes innecesarios enel proceso (ver seccin 9.1), diferencias sistemticas en la calidad del material o en los mtodos deprueba, y control de dos o ms procesos en la misma carta (uno con resultados mayores y otro conresultados menores), mientras que la carta R se puede ver afectada por la mezcla de materiales decalidades bastante diferentes, diferentes trabajadores utilizando la misma cartaR (uno ms hbil queel otro), y datos de procesos operando bajo diferentes condiciones graficados en la misma carta. Unaprueba para detectar la alta proporcin de puntos cerca o fuera de los lmites es la siguiente:
Prueba 7. Ocho puntos consecutivos a ambos lados de la lnea central con ninguno en la zona C(ver figura 9.15).
7/31/2019 Cartas de Control H
34/71
34
FIGURA 9.15
Mucha variabilidad.
La alta proporcin de puntos cerca o fuera de los lmites de control en ocasiones se debe a unamala planeacin de la instrumentacin de la carta. Por ejemplo, el sobreajuste es un indicio claro deldesconocimiento de los objetivos de una carta de control. ste se puede dar cuando al operario se leresponsabiliza por la mala calidad producida por las mquinas o cuando al operario no se le cre
conciencia ni se le hizo partcipe en la instrumentacin de la carta.Muchas de las posibles causas que motivan la alta proporcin de puntos cerca de los lmites de
control pueden ser corregidas con una buena planeacin del muestreo del proceso, es decir,razonando adecuadamente el subgrupo (muestra).
Desde el punto de vista probabilstico resulta confiable la aplicacin de la prueba 7 a todas lascartas que se describen en este libro.
PATRN 5. FALTA DE VARIABILIDAD (ESTATIFICACIN)
Una seal de que hay algo anormal en el proceso es el que prcticamente todos los puntos seconcentren en la parte central de la carta, es decir, que los puntos reflejen poca variabilidad, como seaprecia en la figura 9.16. Algunas de las causas que pueden afectar a todas las cartas de control deesta manera son una equivocacin en el clculo de los lmites de control, agrupamiento en unamisma muestra a datos provenientes de universos con medias bastantes diferentes, "cuchareo" de losresultados y carta de control inapropiada para la variable en cuestin. Para detectar falta devariabilidad se tiene la siguiente prueba:
7/31/2019 Cartas de Control H
35/71
35
FIGURA 9.16
Falta de variabilidad en
una carta de control.
Prueba 8. Quince puntos consecutivos en la zona C, arriba o abajo de la lnea central (verfigura 9.16).
Una reduccin en la variabilidad se refleja en la carta , X barra de esta manera, pero en la carta derangos se apreciaran muchos puntos por abajo de su lnea central. Si ha ocurrido una reduccin en lavariabilidad, lo que se debe hacer es recalcular los lmites de control.
Para afirmar que hay poca variabilidad en una carta de control se debe aplicar al pie de la letrala prueba anterior.
Desde el punto de vista probabilstico, la aplicacin de la prueba 8 generar ms falsas alarmasen las cartas p y npque en la carta de medias, sobre todo en combinaciones especficas de los valoresde p y n.Por ello esta prueba se debe aplicar con ms cuidado en estas cartas.
Cuando alguna de las ocho pruebas anteriores es positiva, entonces el proceso est fuera de
control estadstico. Es decir, se ha detectado una causa especial d variabilidad, lo que se traduce encambios significativos en la correspondiente caracterstica: calidad promedio, variacin, proporcinde artculos defectuosos o nmero de defectos.
Cabe sealar que si el proceso est fuera de control estadstico no significa que no se puedaseguir produciendo con l, sino que el proceso est trabajando con variaciones debidas a algunacausa especfica (material heterogneo, cambios de operadores, diferencias significativas entremquinas, desgaste o calentamiento de equipo, etctera). Ser responsabilidad de quienes aplican lacarta de control buscar la causa de variacin o no hacer nada, en cuyo caso las cartas pierden muchode su potencial.
LCS
LCI
7/31/2019 Cartas de Control H
36/71
36
Frases como las siguientes: "El proceso dio un brinco tal da, pero ya regres a su nivelnormal", "De tal a tal da hubo una tendencia, pero las cosas regresaron a la normalidad", "Elproceso tiene un comportamiento cclico, pero se est cumpliendo con especificaciones", implicanque las cartas de control se usan como bitcora, pero una carta de control no es una "bitcora deproceso". En todos los casos anteriores se desperdici una excelente oportunidad (una seal
estadstica) para conocer y mejorar el proceso.
Salirse de control estadstico es seal de que un factor especfico de variacin est presente y sedebe investigar cul es, para prevenir su ocurrencia. El uso e interpretacin adecuada de las cartas decontrol las convierten en una herramienta poderosa para lograr el conocimiento y la mejora de losprocesos.
9.6. CARTA DE INDIVIDUALES
La carta de individuales es un diagrama para variables de tipo continuo que se podra ver comoun caso particular de la carta X barra - R, cuando el tamao de muestra es n =
1, pero por lasdiferencias en los procesos que se aplican la vamos a explicar aparte.
Existen muchos procesos o situaciones donde no tiene sentido prctico agrupar medidas paraformar una muestra o subgrupo y poder instrumentar una carta X barra - R, por lo que la mejoralternativa para controlar estos procesos mediante una carta de control es usar un tamao de muestran =1. Ejemplos de estas situaciones son los siguientes:
Procesos muy lentos, en los que resulta inconveniente esperar otra medicin para analizar eldesempeo del proceso, como sera el caso de procesos qumicos que trabajan por lotes.
Procesos en los que las mediciones cercanas slo difieren por el error de medicin. Porejemplo, temperaturas.
Se inspecciona de manera automtica todas las unidades producidas. Resulta costoso inspeccionar y medir ms de un artculo.
En estos casos la mejor alternativa es usar una carta de individuales, donde cada medicinparticular de la caracterstica de calidad que se obtiene se registra en una carta. Para estimar lavariabilidad de estas mediciones se acostumbra usar el rango mvil de dos observacionesconsecutivas, por lo que, al graficar estos rangos, se obtiene una carta de rangos mviles. Aspectoscomo consumo de agua o energa tambin pueden evaluarse con este tipo de cartas. Veamos elsiguiente ejemplo:
En una empresa se hacen impresiones en lminas de acero, que posteriormente seConvierten en recipientes de productos de otras empresas. Un aspecto importante avigilar en dicha impresin es la temperatura de "horneada" donde, entre otras cosas se daadherencia y se seca la lmina, una vez que sta ha sido impresa. En una fase particular
EJEMPLO 9.6
7/31/2019 Cartas de Control H
37/71
37
de la horneada se tiene que la temperatura de cierto horno debe ser 125C, con unatolerancia de 5C. Si no se cumple con tal rango de temperatura, entonces se presentanproblemas en la calidad final de la impresin.
Para controlar de manera adecuada tal caracterstica de proceso se usa una carta decontrol, y evidentemente aqu no tiene sentido tomar una muestra de tamao cuatro, porejemplo, ya que si se miden las temperaturas del horno de manera consecutiva, entoncesstas sern prcticamente las mismas; y si las mediciones no se hacen de maneraconsecutiva y se hacen, supongamos, cada hora, entonces habr que esperar cuatro horaspara poder graficar un punto en la carta de control, y as poder aalizar el proceso. De estamanera resulta ms prctico hacer una medicin de la temperatura en el horno de maneraperidica, y en cuanto se obtiene el dato graficarlo en la carta para evaluar el desempeodel proceso. Es decir, resulta ms prctico llevar una carta de control para individuales.
TABLA 9.4 Datos del ejemplo 9.6
MuestraTemperaturaen el horno
Rango mvil
1 125.12 127.5 2.43 122.7 4.84 126.4 3.75 125.5 0.96 130.5 5.0
7 127.3 3.28 127.5 0.29 127.3 0.2
10 123.0 4.311 123.5 0.512 128.0 4.513 126.4 1.614 128.3 1.915 129.5 1.216 128.1 1.417 125.1 3.018 128.5 3.419 125.0 3.520 126.3 1.321 126.5 0.222 127.9 1.423 129.5 1.624 131.9 2.4
X barra barra=126.97 R barra=2.287
7/31/2019 Cartas de Control H
38/71
38
En la tabla 9.4 se muestran las temperaturas obtenidas en tres das, midiendo la temperatura enel horno cada hora. La segunda columna en dicha tabla representa los rangos entre temperaturasconsecutivas.
Para investigar si la temperatura tuvo una variabilidad estable primero analizamos los rangos
mviles, en cuyo caso los lmites de control se obtiene igual que la carta R ordinaria, pero lasconstantes D3 y D, siempre se van a tomar considerando el tamao de muestra n = 2, dado que elrango se obtiene de entre los datos de dos mediciones consecutivas de temperatura. De esta manera,los lmites de control para la carta de control de rangos mviles de orden 2 estn dados por
LCS = D4R = 3.267 x R barra
Lnea central = R barra
LCI = D3R barra = 0,
donde las constantes son D3 = 0 y D4 = 3.267, como se puede ver en la tabla 1 del Apndice, con loque los lmites de control para los datos de la tabla 9.4 son
LCS = 3.267 x R barra = 3.267 x 2.287 = 7.475
Lnea central = R barra = 2.287
LCI = 0.
En la figura 9.17 se muestra la correspondiente carta de control, a partir de la cual se puedeapreciar que la temperatura en el horno estuvo en control estadstico en cuanto
FIGURA 9.17
Carta de rangos,Mviles para latemperatura.
7/31/2019 Cartas de Control H
39/71
39
a variabilidad, ya que ninguna de las ocho pruebas que se vieron en la seccin 9.5 se cumplen. Por lotanto, la diferencia entre las temperaturas de una hora a otra estuvieron fluctuando de manera estableentre 0 y 7.475 grados centgrados.
Para analizar el comportamiento de la tendencia central, se usa la carta de individuales.
Partiendo de la expresin general para los lmites de una carta de control tipo Shewhart (ver seccin9.3), estimando la media con la media muestral y la desviacin estndar con los rangos promedio, setiene que los lmites para una carta de individuales estn dados por5
x 3x =X barra 3 ( R barra /d2),
donde la constante es d2 = 1.128, ya que los rangos se obtienen de entre dos datos, n = 2.
Aplicando lo anterior, los lmites de control para las temperaturas del horno son los siguientes:
LCS = 126.97 + (3 x 2.287 / 1.128) = 133.05
Lnea central = 126.97
LCI = 126.9 - (3 x 2.287 / 1.128) = 120.97.
La carta de control obtenida se muestra en la figura 9.18, en la cual, si bien no hay puntos fuerade los lmites de control, se aprecia que el proceso estuvo fuera de control
5En ocasiones, debido ala lentitud conque se obtienen los datos de las variables que se analizan a travs de una
carta de control de individuales, los lmites se calculan con dos desviaciones estndar, en lugar de tres.
FIGURA 9.18
Carta de indivi-duales para la
temperatura enel horno.
7/31/2019 Cartas de Control H
40/71
40
estadstico en cuanto a tendencia central, ya que en las ltimas mediciones de temperatura secumple la prueba para tendencia se dan seis puntos consecutivos de manera ascendente. De estaforma, alguna causa especial provoc una tendencia a que la temperatura se incrementara en elltimo da, por lo que se debe actuar de inmediato para identificarla, lo cual permite prevenirproblemas ms graves en la impresin de las lminas de acero.
Los responsables del proceso identificaron tal tendencia como una seal de que ya eranecesario el mantenimiento peridico que se le da al horno. Tambin en la misma carta se apreciaque el proceso estuvo descentrado, ya que la temperatura promedio fue de 126.97C, y no de 125como se desea; esto tambin pudo ser causado por la necesidad de mantenimiento.
La decisin que se tom fue dar mantenimiento al horno y volver a tomar datos paraestablecer los nuevos lmites de control.
Por otra parte, en cuanto a la capacidad del proceso para cumplir con las especificaciones detemperatura, lo primero que debemos notar es que los lmites de una carta de individuales coincidencon los lmites naturales del proceso (ver seccin 9.4), por lo que la capacidad puede ser investigada
directamente de los lmites de esta carta. En particular, en el problema que nos ocupa, tenemos queel lmite superior est fuera de la especificacin superior (130), mientras que el lmite inferior sest dentro de la especificacin inferior. Por lo tanto, el proceso estuvo operando con temperaturasligeramente mayores a las toleradas. Si despus del mantenimiento se centra el proceso, pero no sereduce la variabilidad, entonces se reducirn los problemas un poco por el lado superior, pero partede ellos se trasladarn al lado inferior. En todo caso, despus del mantenimiento se debe analizarcmo est la capacidad.
Por otra parte, se tiene que para aplicar las ocho pruebas a las cartas de.individuales, paradetectar causas especiales de variacin y no generar demasiadas falsas alarmas, la variable que segrafica en la carta de individuales debe tener una distribucin similar a la normal. En caso de no seras y si no se verifican las probabilidades especficas de falsas alarmas, entonces las pruebas que se
deben aplicar con cuidado y reservas son la dos, tres, cuatro y ocho.En la carta de rangos mviles, por el lado superior se pueden aplicar todas las pruebas,
mientras que por el lado inferior, tal como se formularon las pruebas 1, 2, 3 y 4, no se deben aplicar,pero si se quieren aplicar para aumentar la sensibilidad de la carta, entonces la prueba dos debeconvertirse en 4 puntos consecutivos en la zona A, la prueba tres en 6 puntos consecutivos en lazona B o ms all, y la prueba cuatro en 10 puntos por abajo de la lnea central (ver WesternElectric, 1958).
9.7. CARTAS p Y np
Existen muchas caractersticas de calidad del tipo pasa o no pasa, donde de acuerdo con stasun producto es juzgado como defectuoso o no defectuoso, dependiendo de si se posee ciertosatributos. En estos casos, a un producto que no rene ciertos atributos
7/31/2019 Cartas de Control H
41/71
41
no se le deja pasar a la siguiente etapa del proceso y se le segrega denominndolo artculodefectuoso. Tambin se acostumbra llamar a estos productos como no conformes.
Carta p(proporcin de artculos defectuosos). Esta carta muestra las variaciones en la fraccin o
proporcin de artculos defectuosos por muestra. Es ampliamente usada para reportar la proporcin(o porcentaje) de productos defectuosos en un proceso. En esta carta se revisa cada uno de losartculos de una muestra (o subgrupo), y cada uno de stos tiene una calidad aceptable o no, esdecir, un artculo pasa o no pasa.
En la carta p se toma una muestra o subgrupo de n artculos, que puede ser la totalidad o unaparte de las piezas de un pedido, un lote, un embarque o cierta produccin. Se revisa cada uno deestos n artculos y se encuentra cules son defectuosos; entonces, en la carta p se grafica laproporcin p; de artculos defectuosos, que se obtiene al dividir la cantidad de artculos defectuososencontrada en cada muestra entre el tamao de muestra, n.
El fundamento estadstico de una carta p es proporcionado por la distribucin binomial (ver
Apndice) por lo que, para calcular sus lmites, deducir las distintas propiedades y posiblesaplicaciones de una carta p, se recurre a tal distribucin.
Cuando se est haciendo un estudio inicial para establecer los lmites de control en una carta p,entonces, como lo hemos venido recalcando, lo que se tiene que hacer es estimar la media y ladesviacin estndar de la variable que se grafica en la carta; que en el caso de la carta p, es p i.Considerando esto, y de acuerdo con la distribucin binomial, si se toman varias muestras(aproximadamente 20), los lmites de control para una carta p estn dados por
Lnea central = p barra + 3
Lnea central = p barra
Lnea central = p barra - 3
donde n es el tamao de muestra y p barra es la proporcin promedio de artculos defectuosos,que se obtiene al dividir la cantidad de artculos defectuosos en todas las muestras entre la totalidadde productos inspeccionados. Como se puede apreciar en la frmula para calcular los lmites, la razcuadrada de la expresin anotada es la estimacin de la desviacin estndar de pi.
En ocasiones el tamao de muestra, n, es variable de muestra a muestra; en estos casos se tienen dosalternativas: la primera es usar el tamao de muestra promedio, en lugar de n, para calcular los lmites decontrol; y la segunda es construir una carta de control con lmites variables, en la que para cada muestrase calcula el lmite de control de acuerdo con el valor de n. Cuando se opta por la segunda alternativa, loslmites de control variables para la carta p se obtienen de la siguiente forma:
LCS = p barra + 3
p barra (1p barra)n
p barra (1p barra)n
p barra (1p barra)ni
7/31/2019 Cartas de Control H
42/71
42
TABLA 9.5 Vlvulas defectuosas en el proceso de fundicin.
Muestra
o lote
Tamao de
lote, ni
Artculos
defectuosos Di Proporcin pi1 300 15 0.052 300 12 0.043 300 15 0.054 300 7 0.025 330 16 0.056 300 6 0.027 300 18 0.068 280 10 0.049 290 9 0.03
10 300 25 0.0811 300 9 0.03
12 300 4 0.0113 300 7 0.0214 300 9 0.0315 305 5 0.0216 295 15 0.0517 300 19 0.0618 300 7 0.0219 300 12 0.0420 300 10 0.0321 300 4 0.01
n barra = 300 p barra = 0.0362
Lnea central = p barra
LCI = p barra - 3
donde n, es el tamao de cada muestra, y p barra es igual que antes.
En una empresa del ramo metal-mecnico se fabrican vlvulas. Despus del proceso defundicin se hace una inspeccin y las piezas que no cumplen con ciertas caractersticas sonrechazadas. Las razones por las que pueden ser rechazadas son diversas: piezas incompletas,porosas, mal formadas, etctera. Para evaluar la variabilidad y la magnitud de la proporcin depiezas defectuosas en el proceso de fundicin se decide implantar una carta p.
El proceso de fundicin se hac